
Simulation Study of Ink Droplet Spraying Based on Sand 3D Printing


Abstract
1. Introduction
2. Inkjet Simulation Modeling
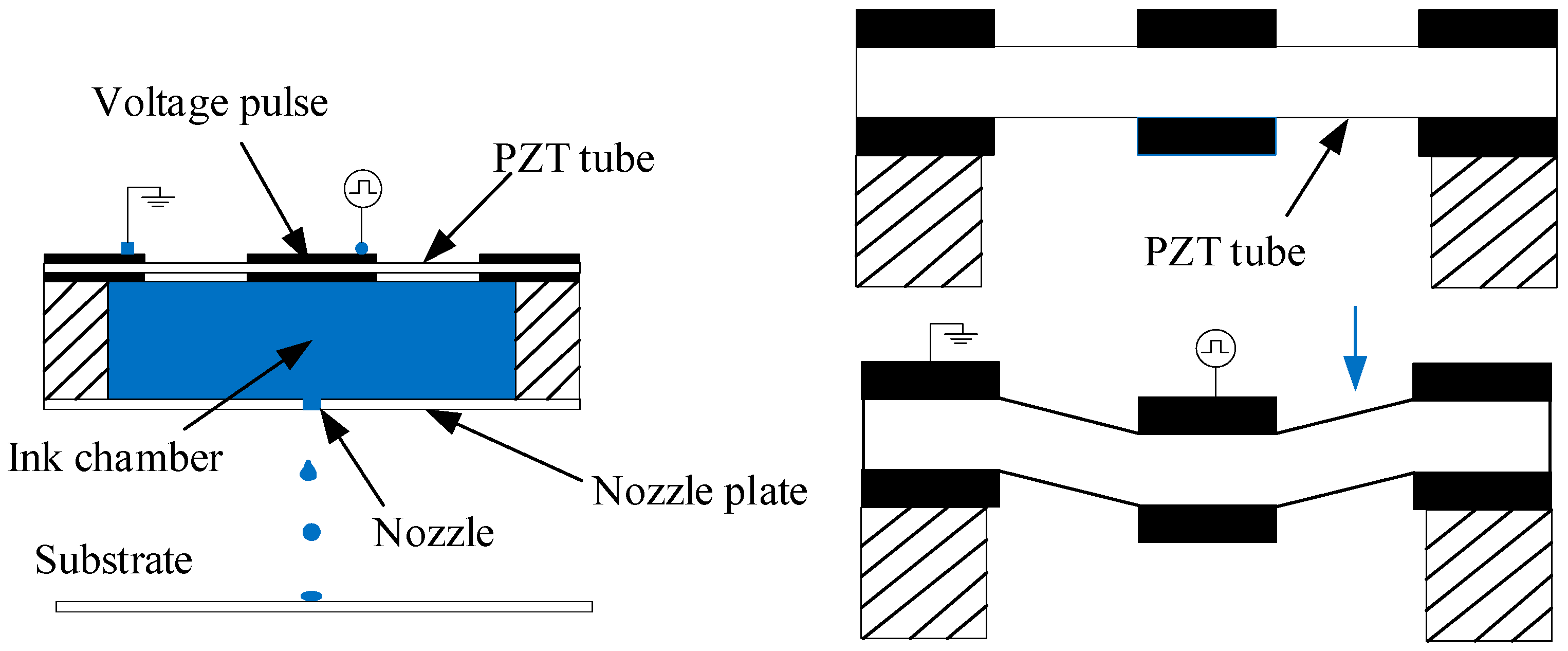
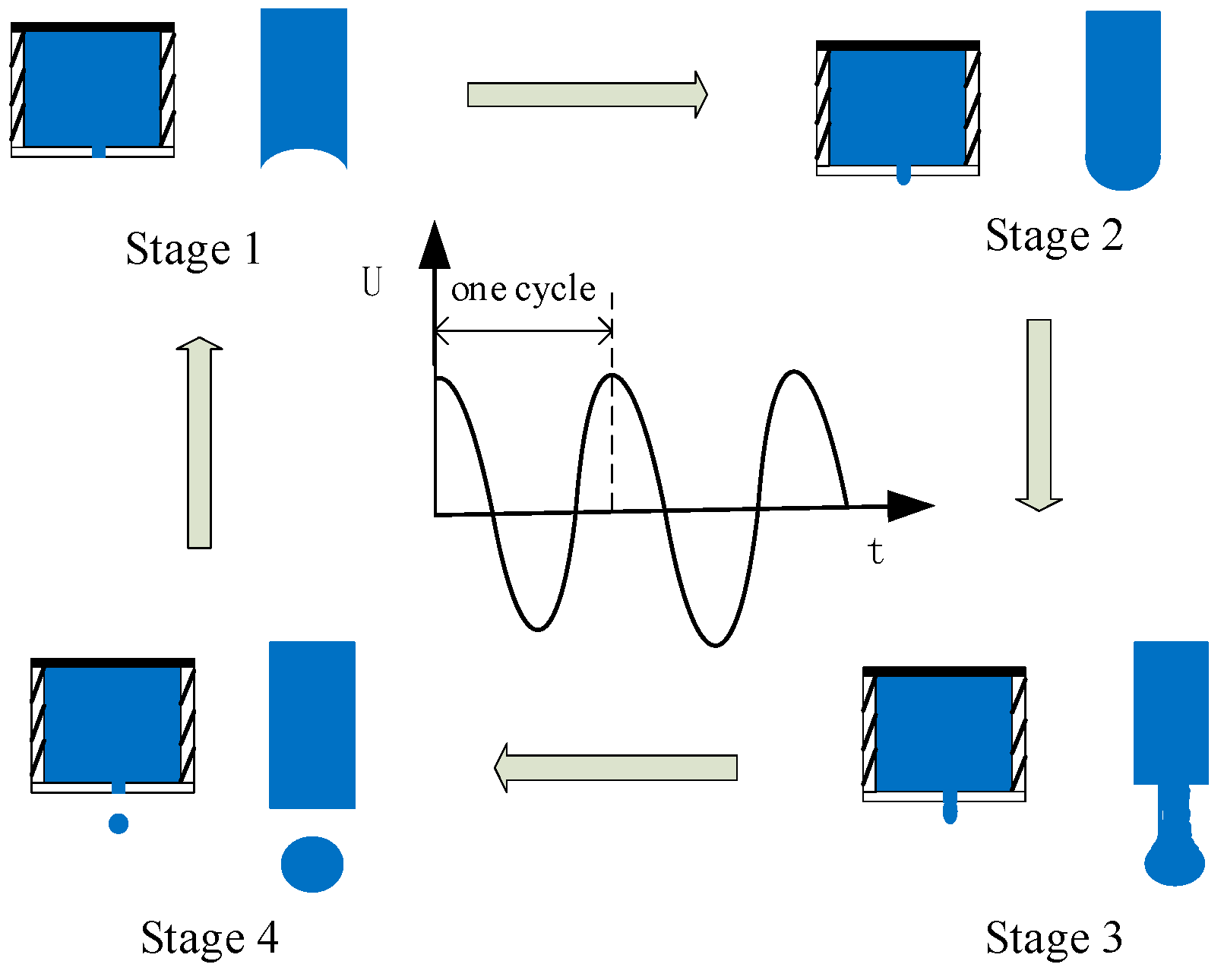
2.1. Principles of Inkjet Technology
2.2. Mathematical Modeling
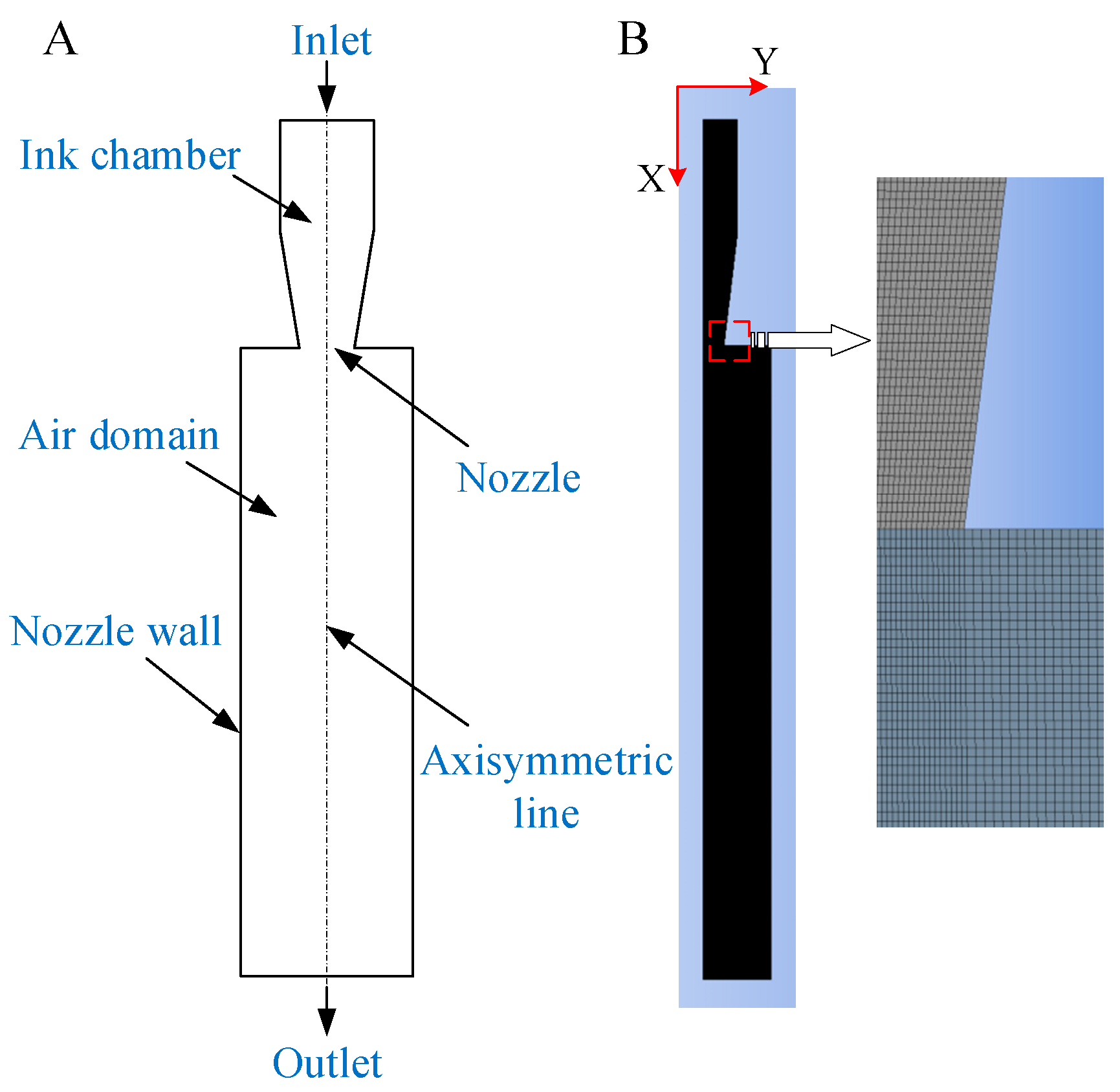
2.3. Physical Modeling
3. Numerical Simulation of Ink Droplet Ejection
3.1. Meshing Division
3.2. Boundary Condition Setup
4. Simulation Results and Data Analysis
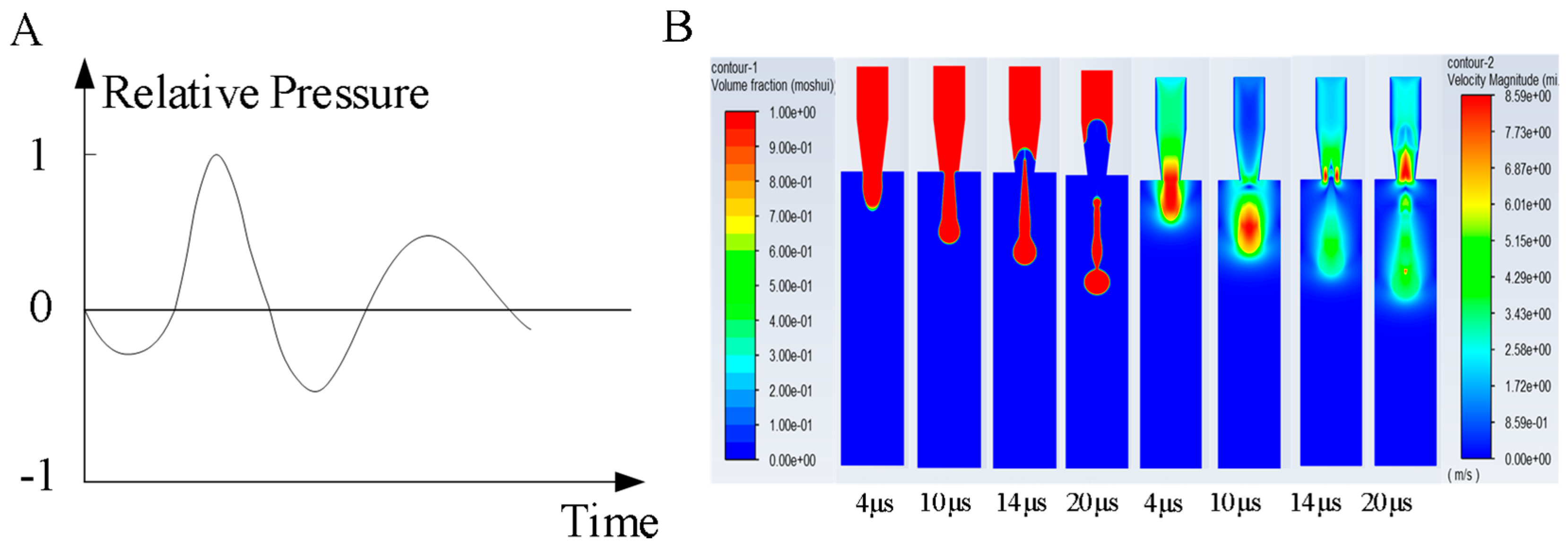
4.1. Analysis of Droplet Morphology During the Ejection Process
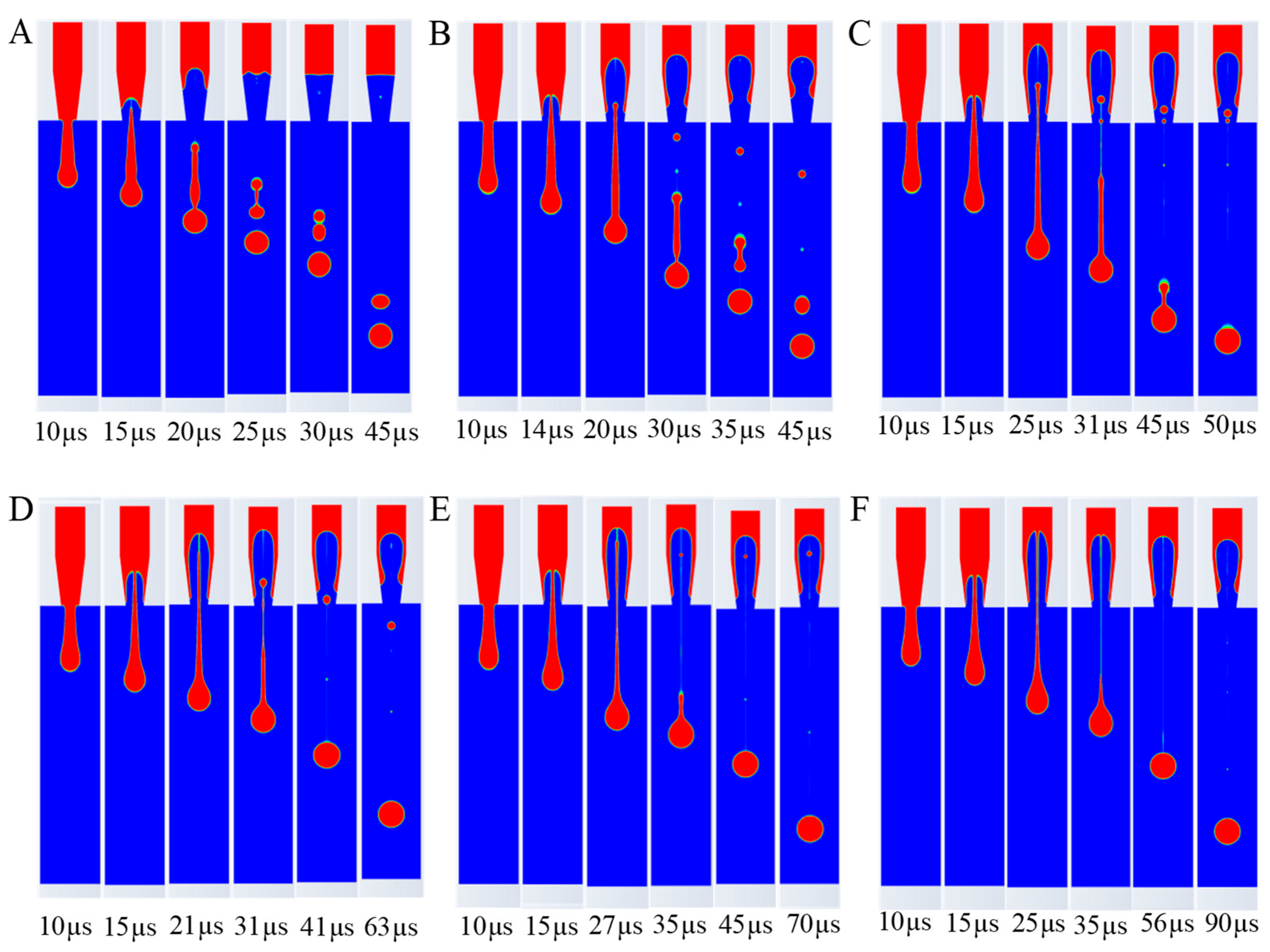
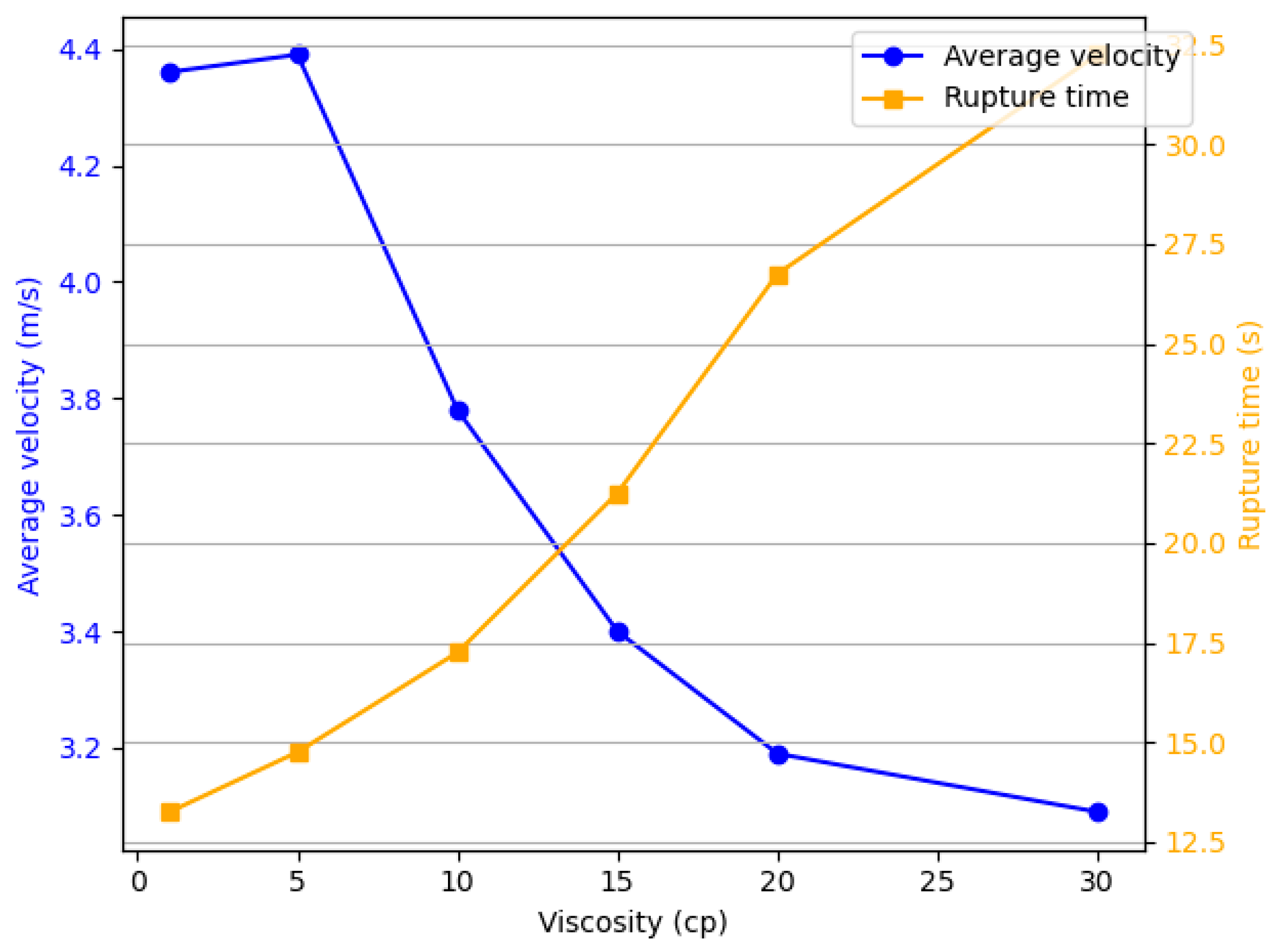
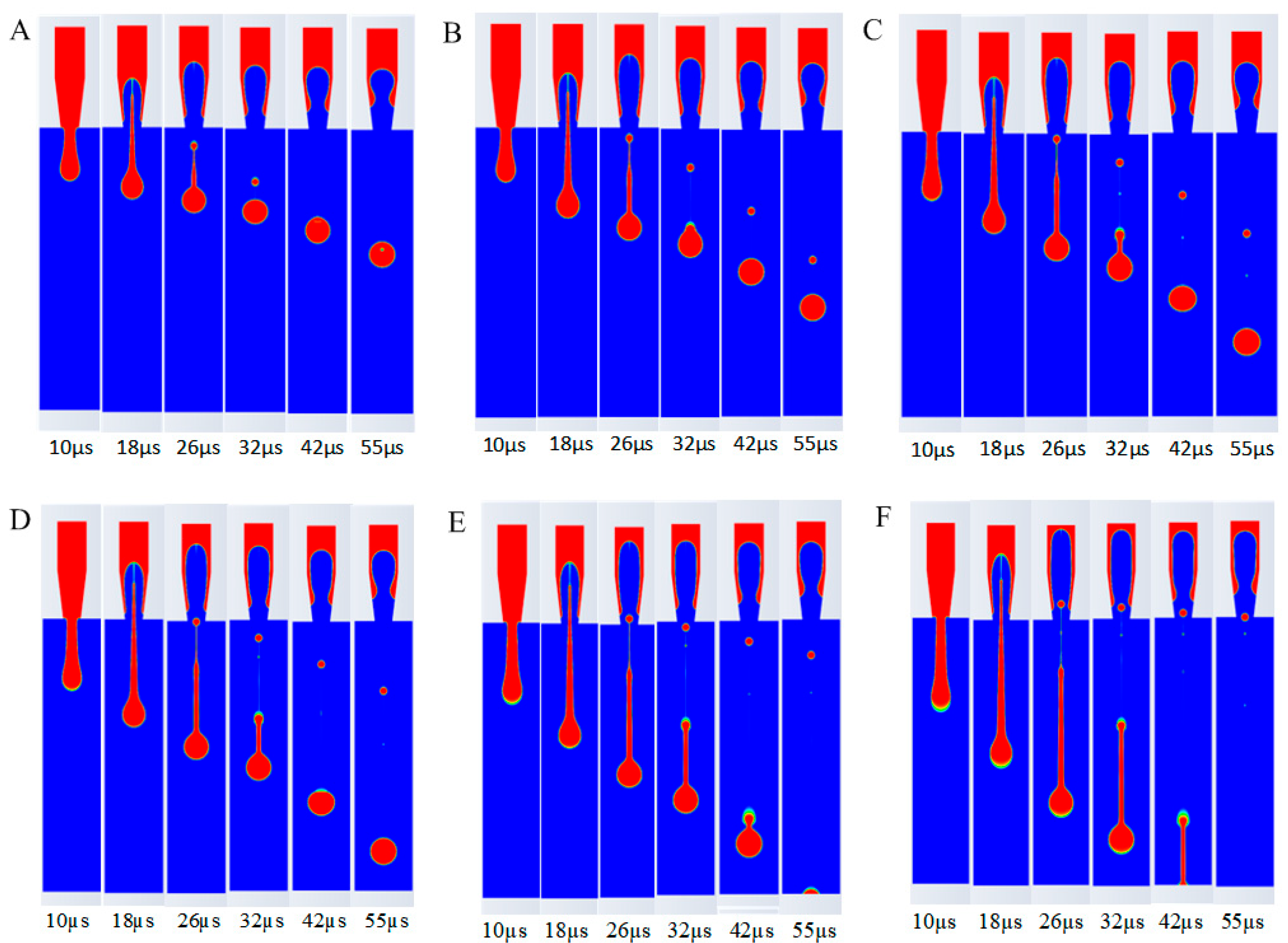
4.2. Analysis of Ink Viscosity Effect
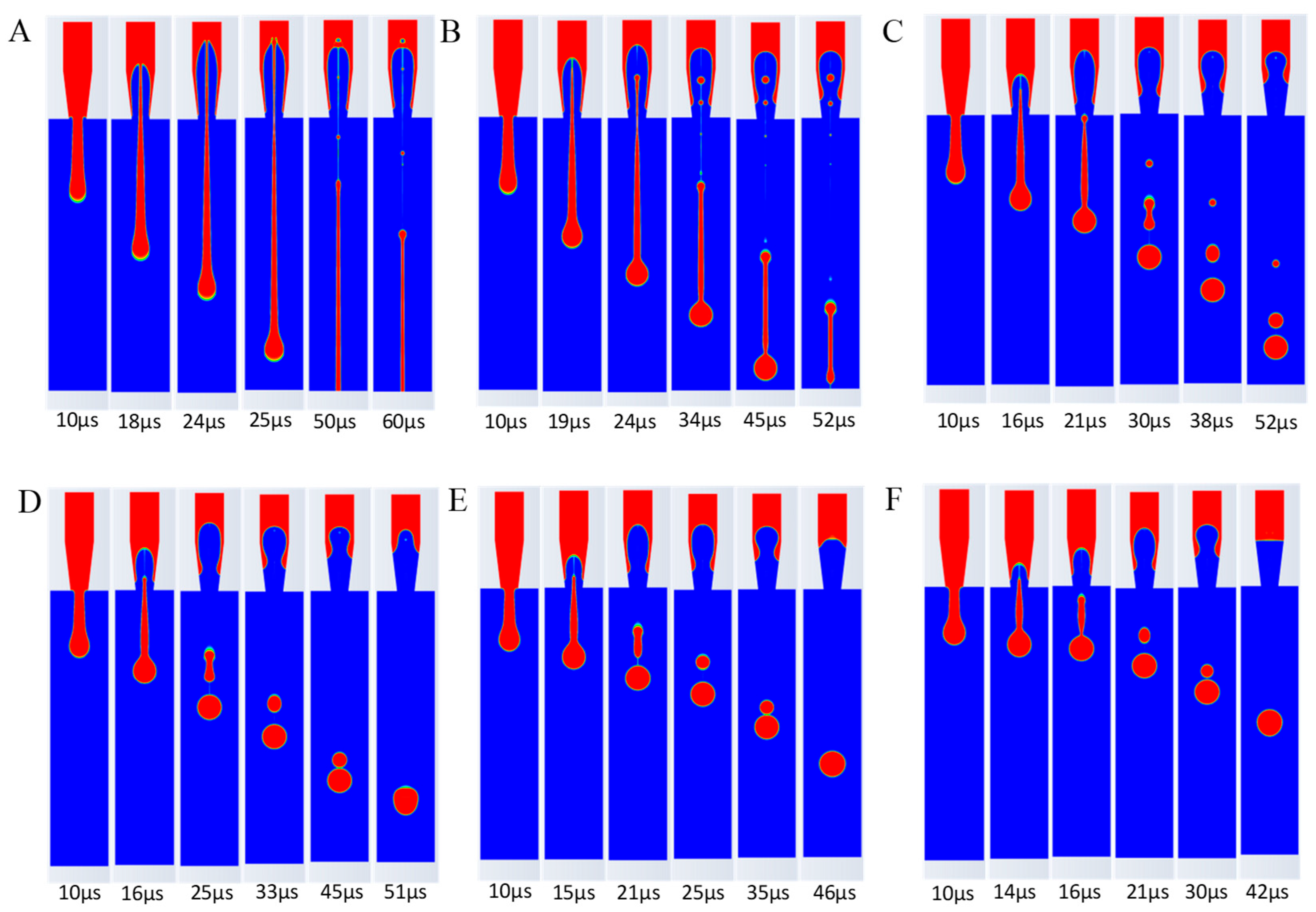
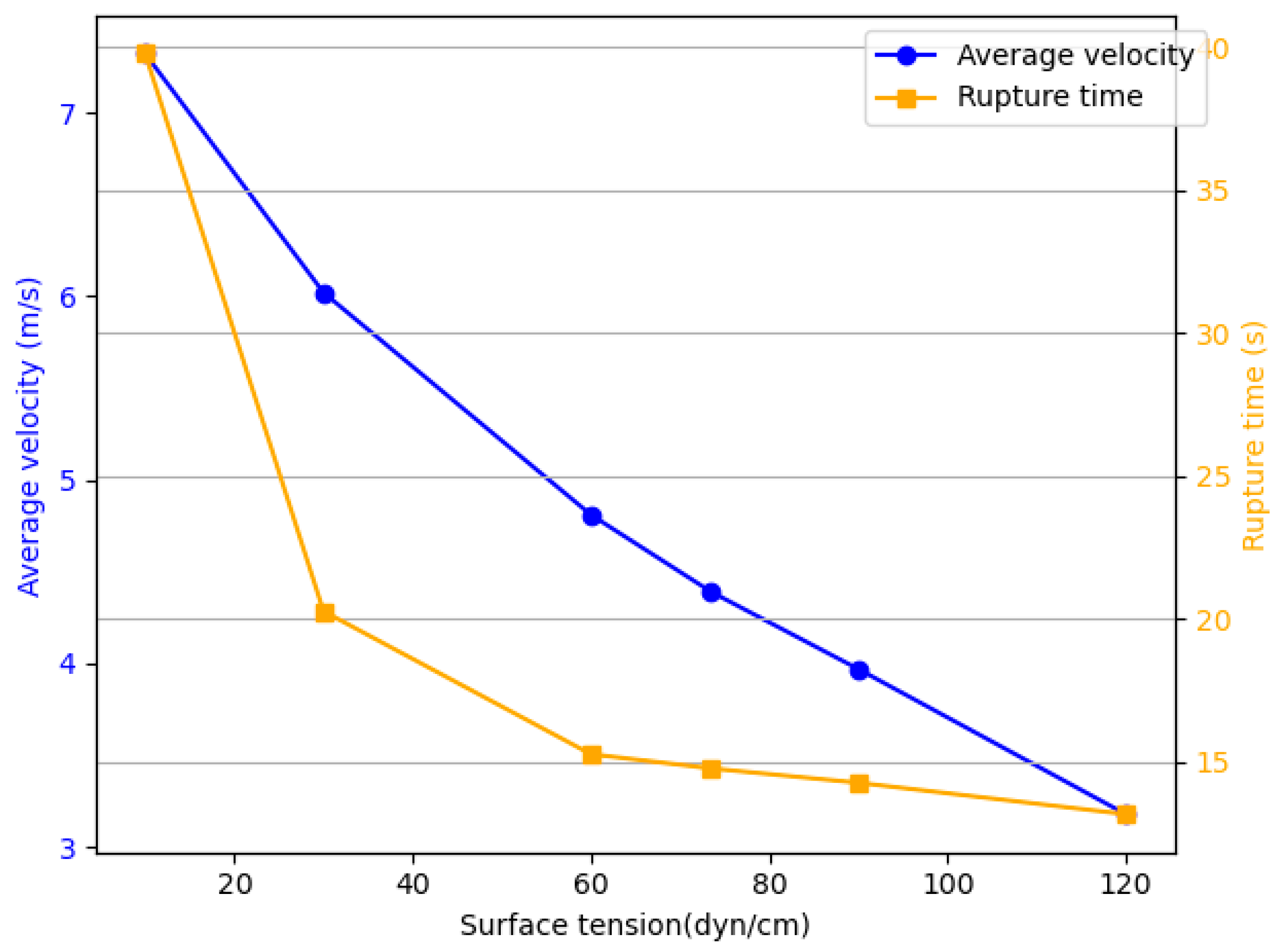
4.3. Analysis of Ink Surface Tension Effects
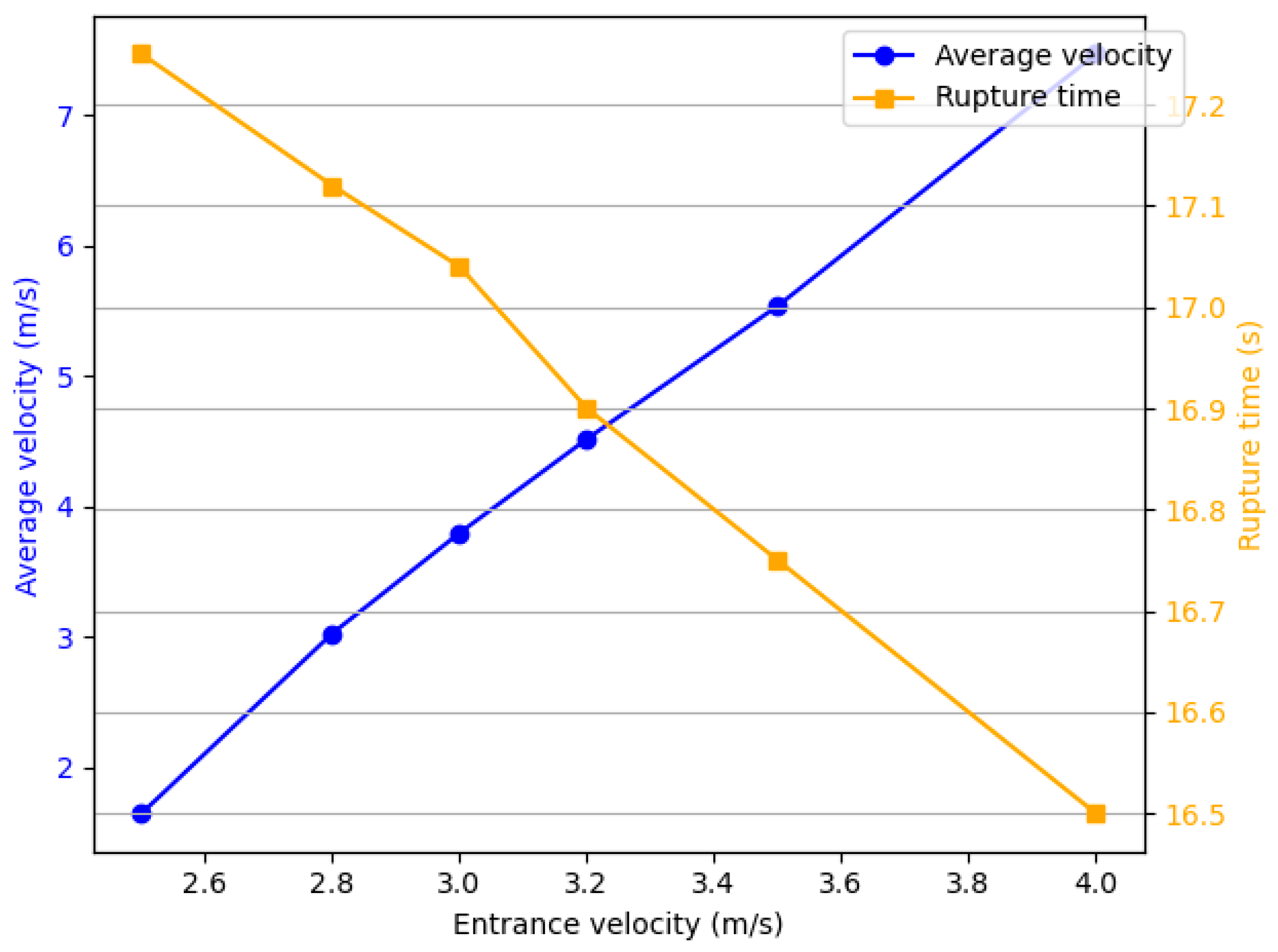
4.4. Analysis of Ink Entrance Velocity Effects
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Upadhyay, M.; Sivarupan, T.; Man Sori, M.E. 3D printing for rapid sand casting-A review. J. Manuf. Process. 2017, 29, 211–220. [Google Scholar] [CrossRef]
- Snelling, D.; Williams, C.; Druschitz, A. A comparison of binder burnout and mechanical characteristics of printed and chemically bonded sand molds. In Proceedings of the 2014 International Solid Freeform Fabrication Symposium, Austin, TX, USA, 4–6 August 2014; pp. 197–209. [Google Scholar]
- Sen, K.; Mukherjee, R.; Sansare, S.; Halder, A.; Kashi, H.; Ma, A.W.K.; Chaudhuri, B. Impact of powder-binder interactions on 3D printability of pharmaceutical tablets using drop test methodology. Eur. J. Pharm. Sci. 2021, 160, 105755. [Google Scholar] [CrossRef] [PubMed]
- Xu, J.; Kang, J.; Hu, Y.; Shen, H.; Mao, W. Study on the mechanical properties of 3D-printed sand mold specimens with complex hollow structures. Materials 2024, 17, 996. [Google Scholar] [CrossRef] [PubMed]
- Zhao, D.; Guo, W.; Zhang, B.; Gao, F. 3D sand mould printing: A review and a new approach. Rapid Prototyp. J. 2018, 24, 285–300. [Google Scholar] [CrossRef]
- FESPA. The Ultimate Guide for Printhead Technologies. 2024. Available online: https://www.fespa.com/en/news-media/the-ultimate-guide-for-printhead-technologies (accessed on 23 May 2024).
- Johope Technology. Piezoelectric Inkjet Printing Technology: All You Need to Know. 2024. Available online: https://www.johopetech.com/piezoelectric-inkjet-printing-technology-all-you-need-to-know (accessed on 23 May 2024).
- Wu, H. Design of ink viscosity and negative pressure control system in ink supply systems. Mech. Electr. Eng. 2012, 29, 204–207. [Google Scholar]
- Zhong, Y.; Fang, H.; Ma, Q.; Dong, X. Analysis of droplet stability after ejection from an inkjet nozzle. J. Fluid Mech. 2018, 845, 378–391. [Google Scholar] [CrossRef]
- Thalheim, R.; Willert, A.; Mitra, D.; Zichner, R. Novel and efficient methodology for drop placement accuracy testing of robot-guided inkjet printing onto 3D objects. Machines 2023, 11, 568. [Google Scholar] [CrossRef]
- Tofan, T.; Kruggel-Emden, H.; Turla, V.; Jasevičius, R. Numerical modeling of the motion and interaction of a droplet of an inkjet printing process with a flat surface. Appl. Sci. 2021, 11, 527. [Google Scholar] [CrossRef]
- Asai, A. Three-dimensional calculation of bubble growth and drop ejection in a bubble jet printer. J. Fluids Eng. 1992, 114, 638–641. [Google Scholar] [CrossRef]
- Yang, A.S.; Yang, J.C.; Hong, M.C. Droplet ejection study of a Picojet printhead. J. Micromech. Microeng. 2005, 16, 180. [Google Scholar] [CrossRef]
- Aqeel, A.B.; Mohasan, M.; Lv, P.; Yang, Y.; Duan, H. Effects of nozzle and fluid properties on the drop formation dynamics in a drop-on-demand inkjet printing. Appl. Math. Mech.-Engl. Ed. 2019, 40, 1239–1254. [Google Scholar] [CrossRef]
- Liou, T.M.; Chan, C.Y.; Shih, K.C. Effects of actuating waveform, ink property, and nozzle size on piezoelectrically driven inkjet droplets. Microfluid. Nanofluid. 2009, 8, 575–586. [Google Scholar] [CrossRef]
- Liu, Y.F.; Pai, Y.F.; Tsai, M.H.; Hwang, W.S. Investigation of driving waveform and resonance pressure in piezoelectric inkjet printing. Appl. Phys. A Mater. Sci. Process. 2012, 109, 323–329. [Google Scholar] [CrossRef]
- Shi, M. Study on the Droplet Formation Process in Piezoelectric Devices for on-Demand Inkjet Printing. Master’s Thesis, Sichuan University, Chengdu, China, 2007. [Google Scholar]
- Chen, Y.S.; Huang, Y.L.; Kuo, C.H.; Chang, S.H. Investigation of design parameters for droplet generators driven by Piezoelectric actuators. Int. J. Mech. Sci. 2007, 49, 733–740. [Google Scholar] [CrossRef]
- Wang, Y.G.; Zhang, X.L. Micro-Droplet Jet Free-Forming; Huazhong University of Science and Technology Press: Wuhan, China, 2009. [Google Scholar]
- Qi, L.H.; Luo, J.; Li, L.; Jiang, X.S.; Yang, F. Simulation and experimental study on uniform droplet jetting process. J. Mech. Eng. 2008, 44, 86–92. [Google Scholar] [CrossRef]
- Zhan, H.W.; Xu, F.; Guo, W.F.; Tan, D.P. Dynamics modeling and ink supply method of piezoelectric inkjet process. J. Mech. Eng. 2017, 53, 140–149. [Google Scholar] [CrossRef]
- Patanker, S.V.; Spalding, D.B. A calculation procedure for heat, mass and momentum transfer in three-dimensional parabolic flows. Int. J. Heat Mass Transf. 1972, 15, 1787–1806. [Google Scholar] [CrossRef]
- Zhou, S.G. Simulation Analysis and Experimental Study of Piezoelectric-Driven Diaphragm-Type Microdroplet Jetting Technology. Master’s Thesis, Shanghai Jiao Tong University, Shanghai, China, 2013. [Google Scholar]
- Zhu, L.M.; Ke, K. Fluid Mechanics; Tongji University Press: Shanghai, China, 2009; pp. 89–90. [Google Scholar]
- Hui, W.A. Numerical Simulation and Study of Solid-Liquid Two-Phase Flow Field in Slurry Pumps. Master’s Thesis, Lanzhou University of Technology, Lanzhou, China, 2009. [Google Scholar]
- Li, H.; Liu, J.; Li, K.; Liu, Y. Piezoelectric micro-jet devices: A review. Sens. Actuators A Phys. 2019, 297, 111552. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Area | Diameter (μm) | Length (μm) |
|---|---|---|
| Ink chamber | 30 | 50 |
| Nozzle | 18 | 50 |
| Air domain | 60 | 280 |
| Index | Density (kg/m3) | Viscosity (cp) | Surface Tension (dyn/cm) |
|---|---|---|---|
| 1 | 1200 | 1 | 72 |
| 2 | 1200 | 5 | 72 |
| 3 | 1200 | 10 | 72 |
| 4 | 1200 | 15 | 72 |
| 5 | 1200 | 20 | 72 |
| 6 | 1200 | 30 | 72 |
| Index | Density (kg/m3) | Viscosity (cp) | Surface Tension (dyn/cm) |
|---|---|---|---|
| 1 | 1200 | 10 | 10 |
| 2 | 1200 | 10 | 30 |
| 3 | 1200 | 10 | 60 |
| 4 | 1200 | 10 | 72 |
| 5 | 1200 | 10 | 90 |
| 6 | 1200 | 10 | 120 |
| Index | Entrance Velocity (m/s) | Viscosity (cp) | Surface Tension (dyn/cm) |
|---|---|---|---|
| 1 | 2.5 | 10 | 72 |
| 2 | 2.8 | 10 | 72 |
| 3 | 3.0 | 10 | 72 |
| 4 | 3.2 | 10 | 72 |
| 5 | 3.5 | 10 | 72 |
| 6 | 4.0 | 10 | 72 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Song, H.; Yan, R.; Xia, L.; Zhao, Q.; Qiu, Q. Simulation Study of Ink Droplet Spraying Based on Sand 3D Printing. Micromachines 2025, 16, 621. https://doi.org/10.3390/mi16060621
Song H, Yan R, Xia L, Zhao Q, Qiu Q. Simulation Study of Ink Droplet Spraying Based on Sand 3D Printing. Micromachines. 2025; 16(6):621. https://doi.org/10.3390/mi16060621
Chicago/Turabian StyleSong, Hailong, Ran Yan, Lei Xia, Qing Zhao, and Qing Qiu. 2025. "Simulation Study of Ink Droplet Spraying Based on Sand 3D Printing" Micromachines 16, no. 6: 621. https://doi.org/10.3390/mi16060621
APA StyleSong, H., Yan, R., Xia, L., Zhao, Q., & Qiu, Q. (2025). Simulation Study of Ink Droplet Spraying Based on Sand 3D Printing. Micromachines, 16(6), 621. https://doi.org/10.3390/mi16060621