
Zirconia-Toughened Alumina (ZTA) Nanoceramics with a Gradient Microstructure: A Comparative Study of ZTA Ceramics with Fibrous and Granular Morphology


Abstract
:1. Introduction
2. Materials and Methods
2.1. Synthesis of Ceramic Nanofibres and Nanoparticles
2.2. Synthesis of Bioactive Hydroxyapatite
2.3. Synthesis of Porous Ceramics Composites
2.4. Characterization of Fibrous and Granular ZTA Ceramic Composites
3. Result and Discussion
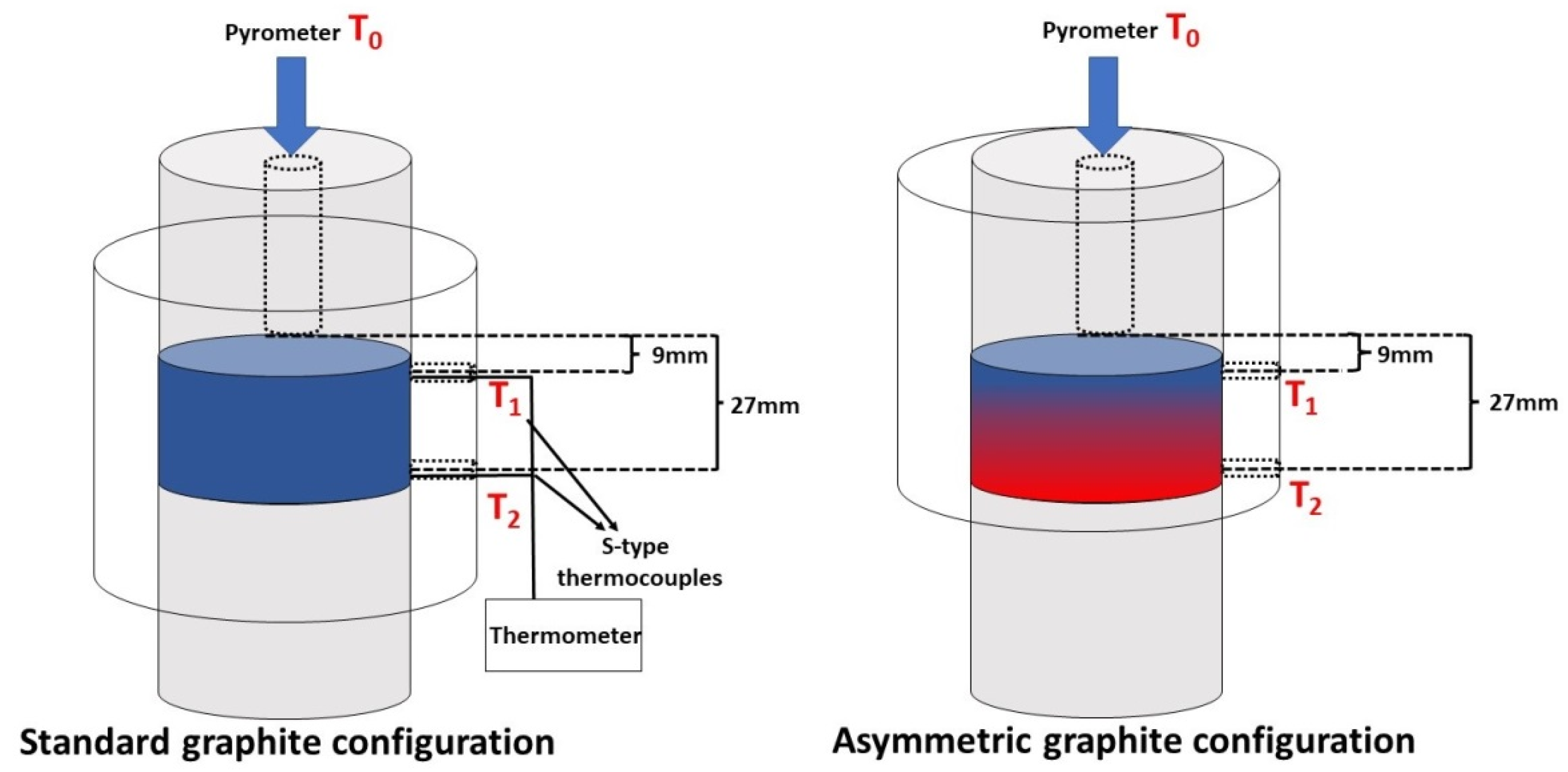
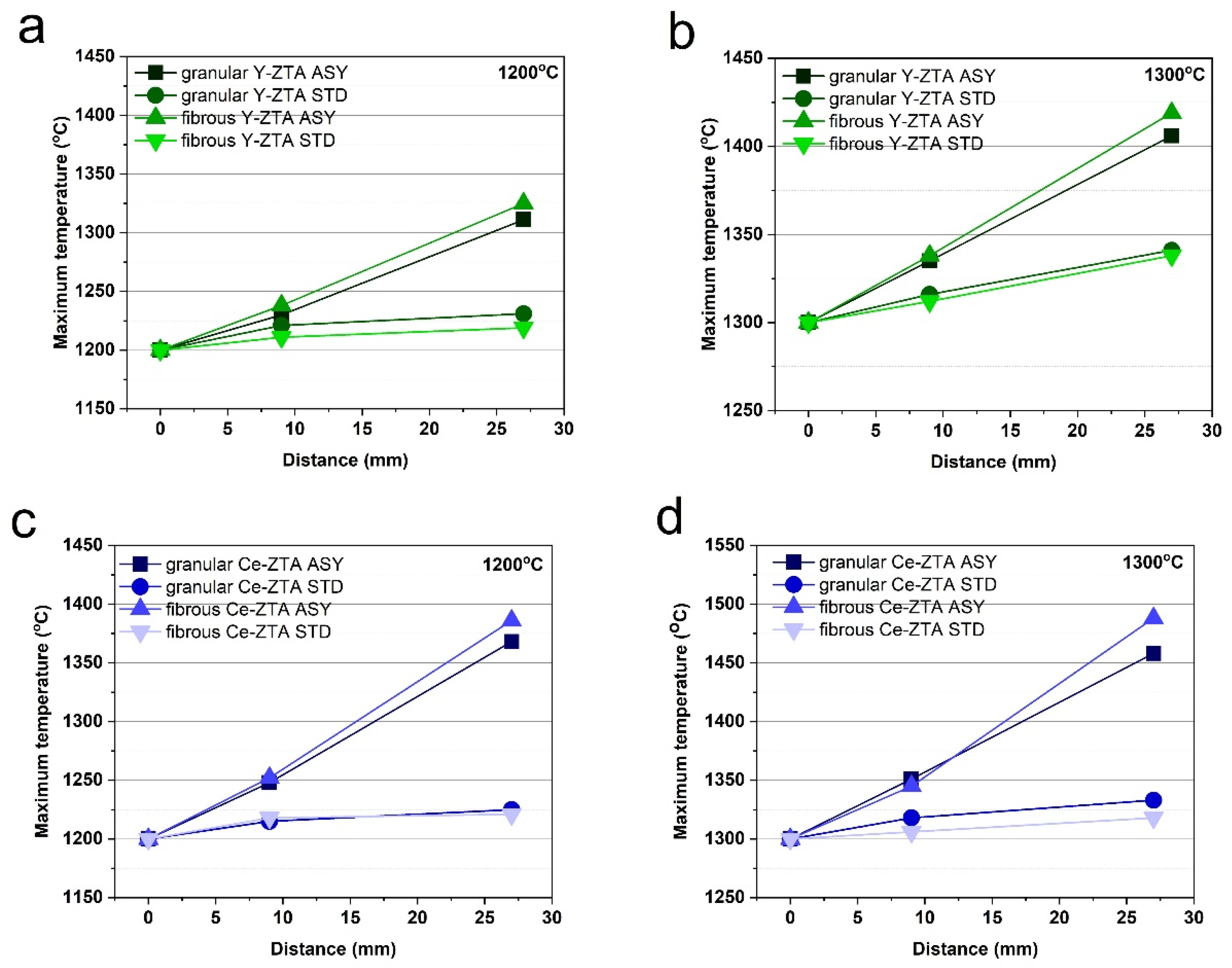
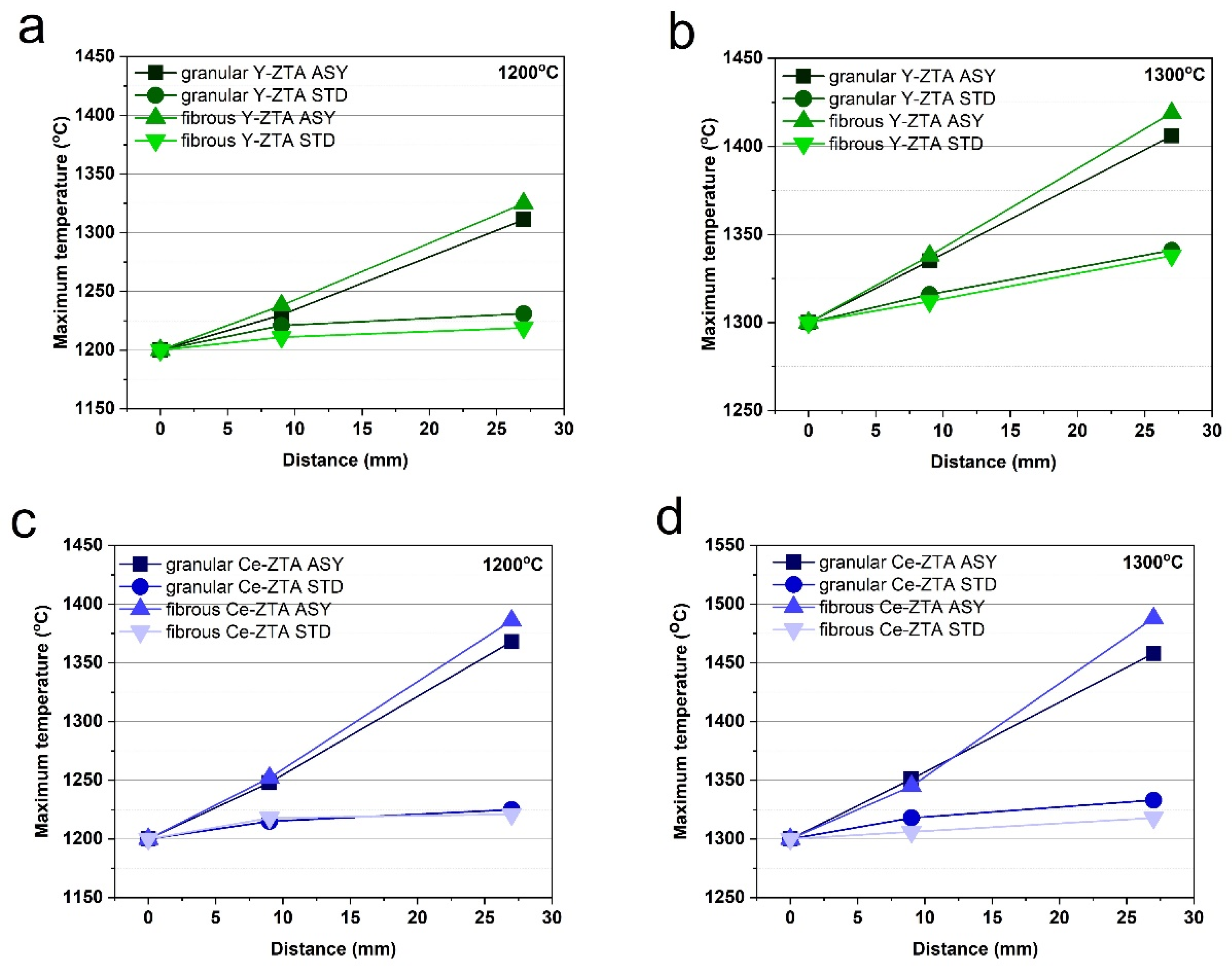
3.1. Temperature Gradient during the SPS Process
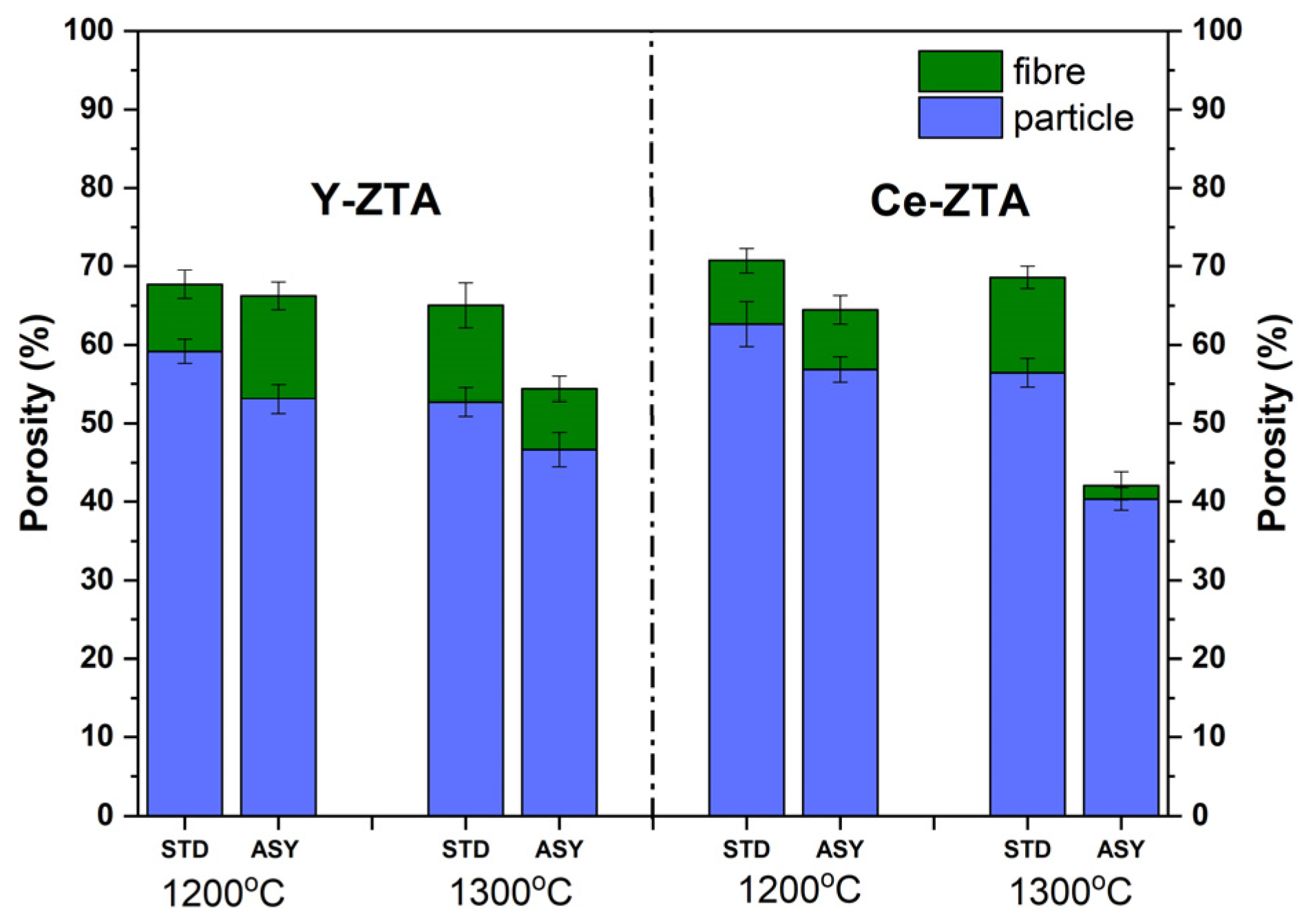
3.2. Porosity of the Ceramic Composites
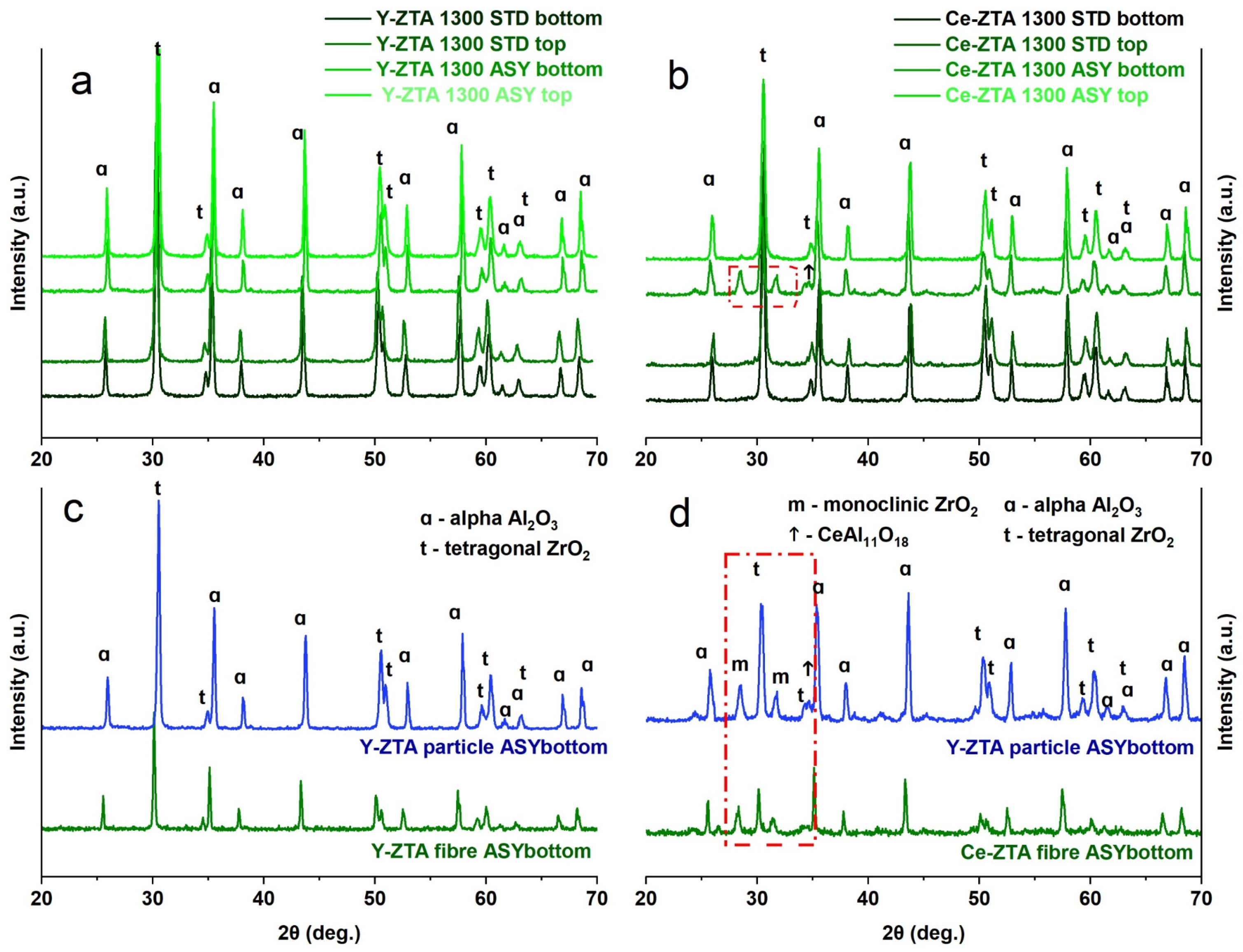
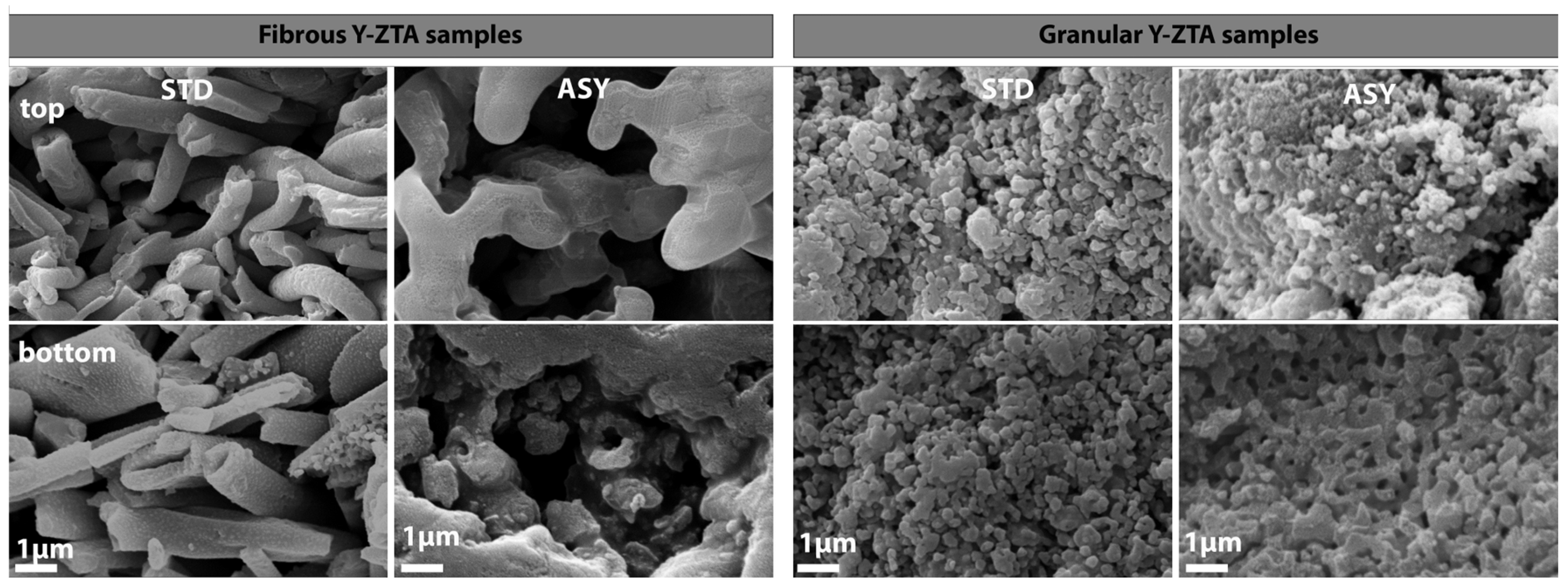
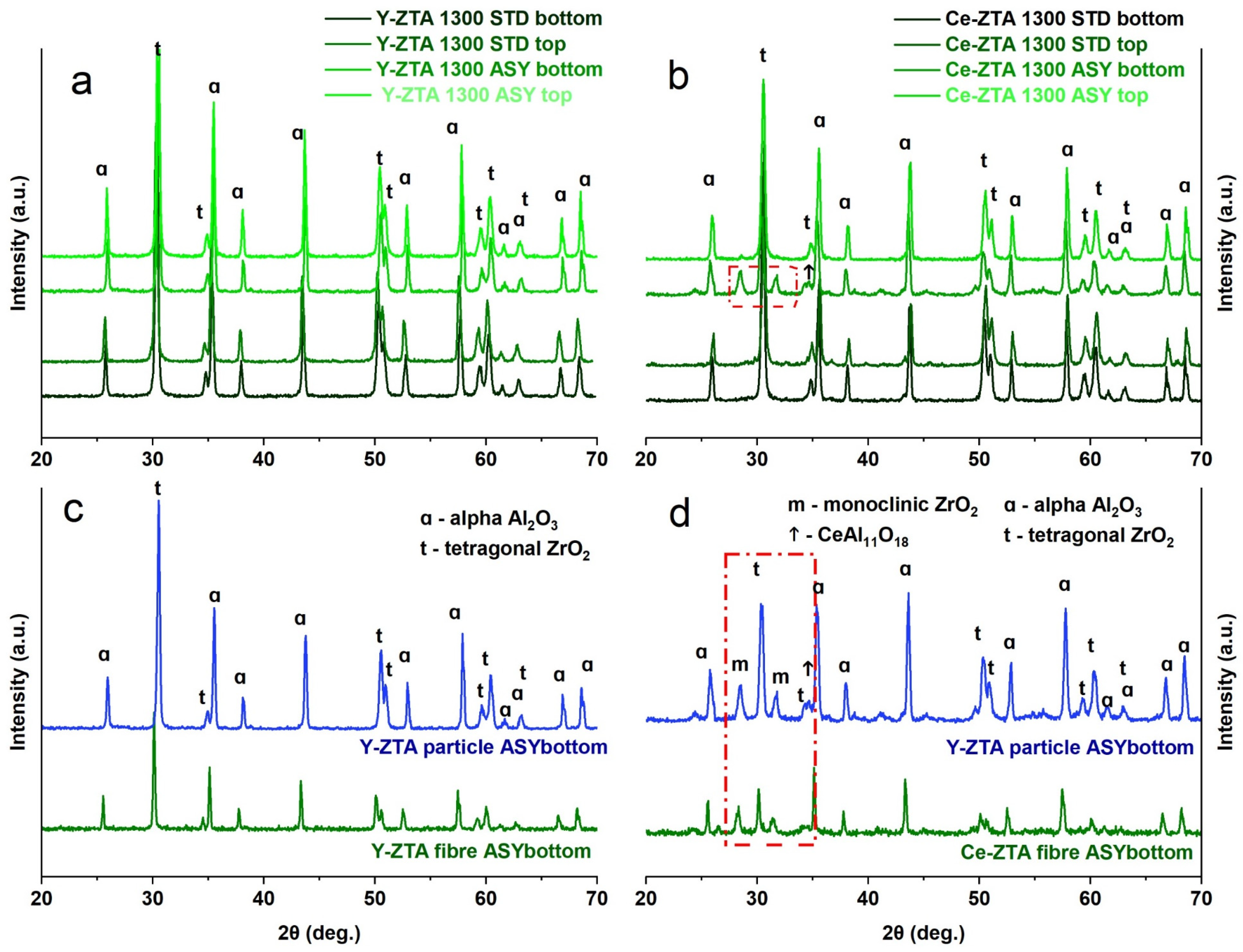
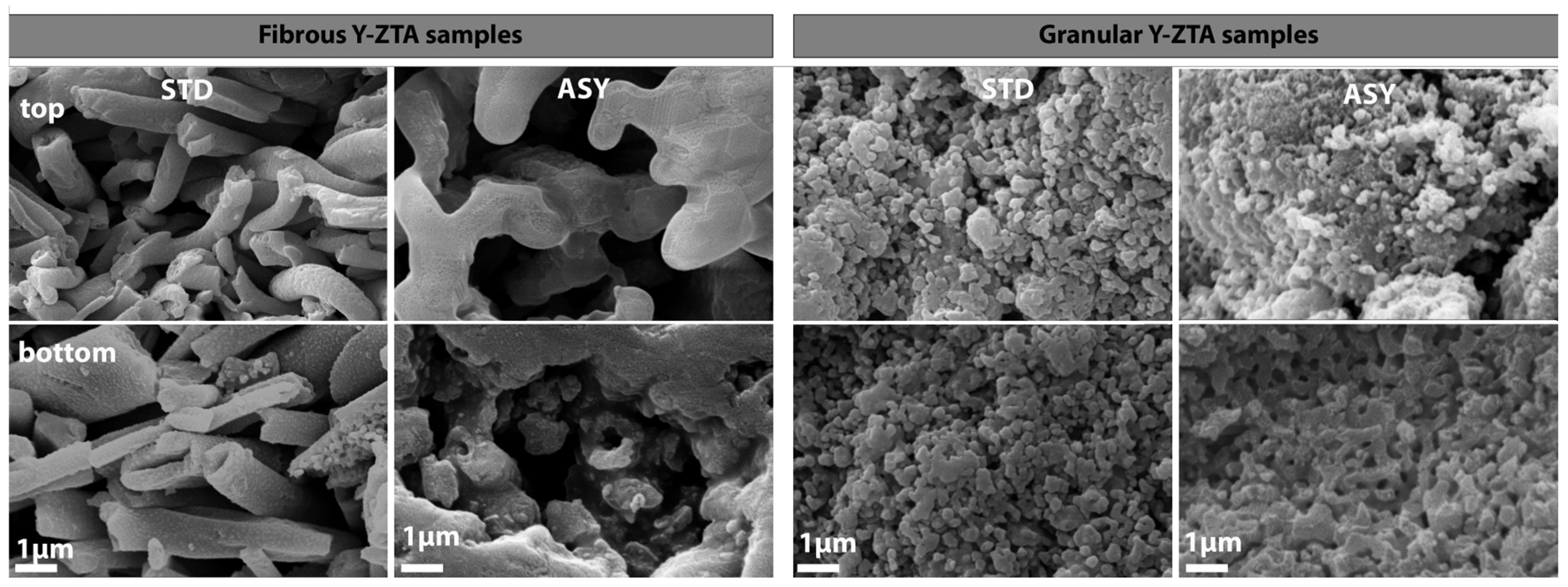
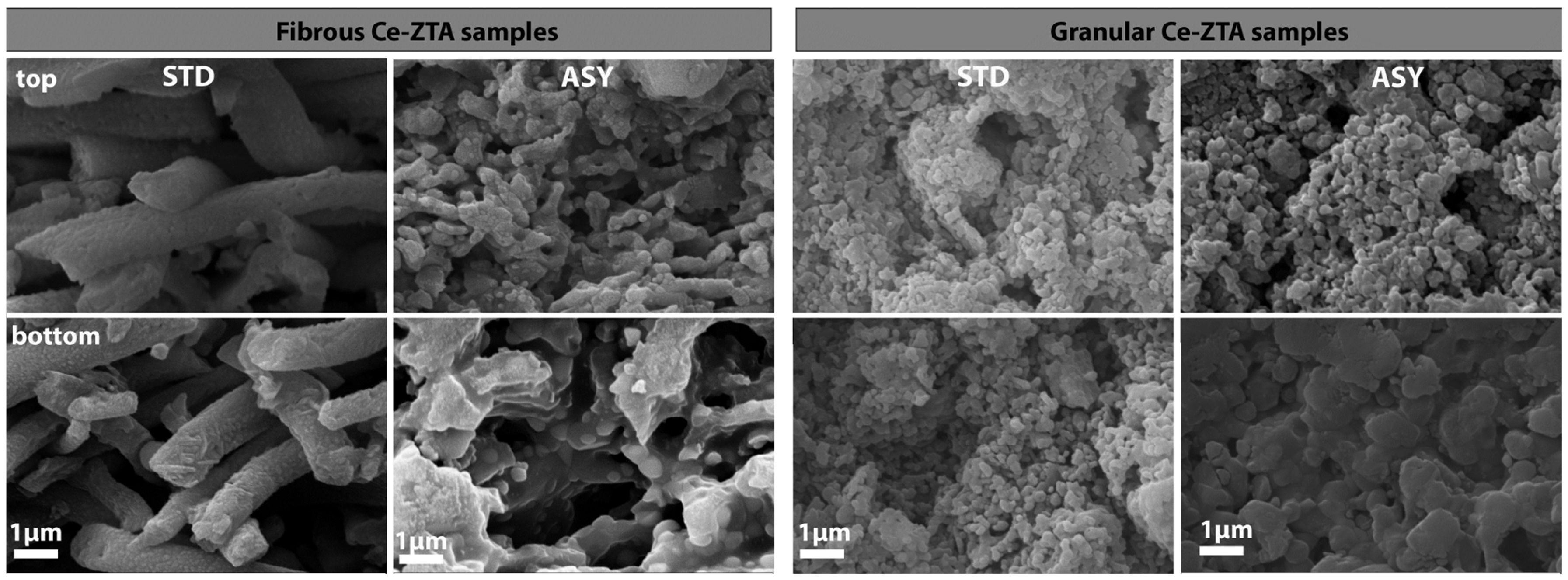
3.3. Microstructure Analysis of the Composites
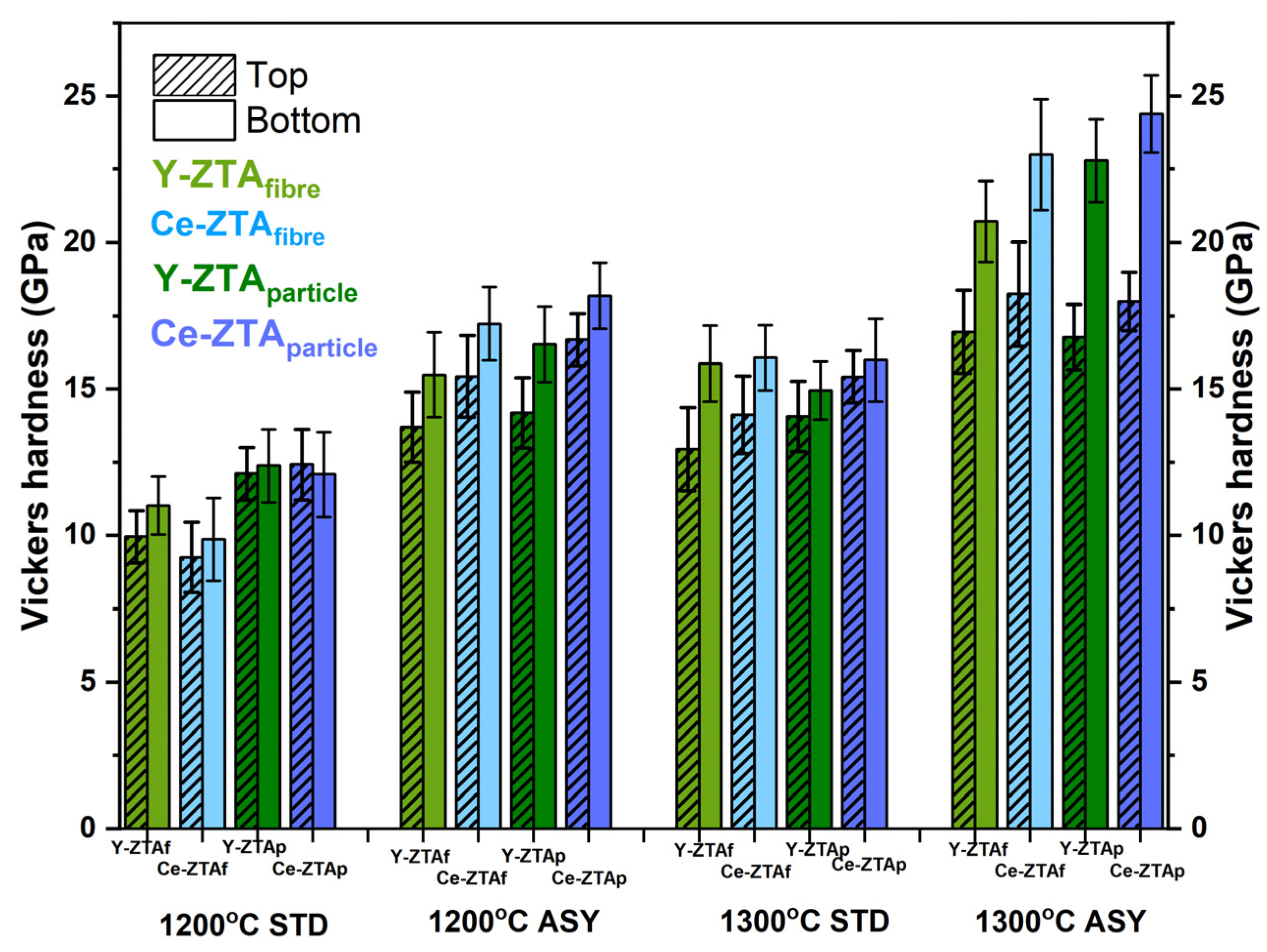
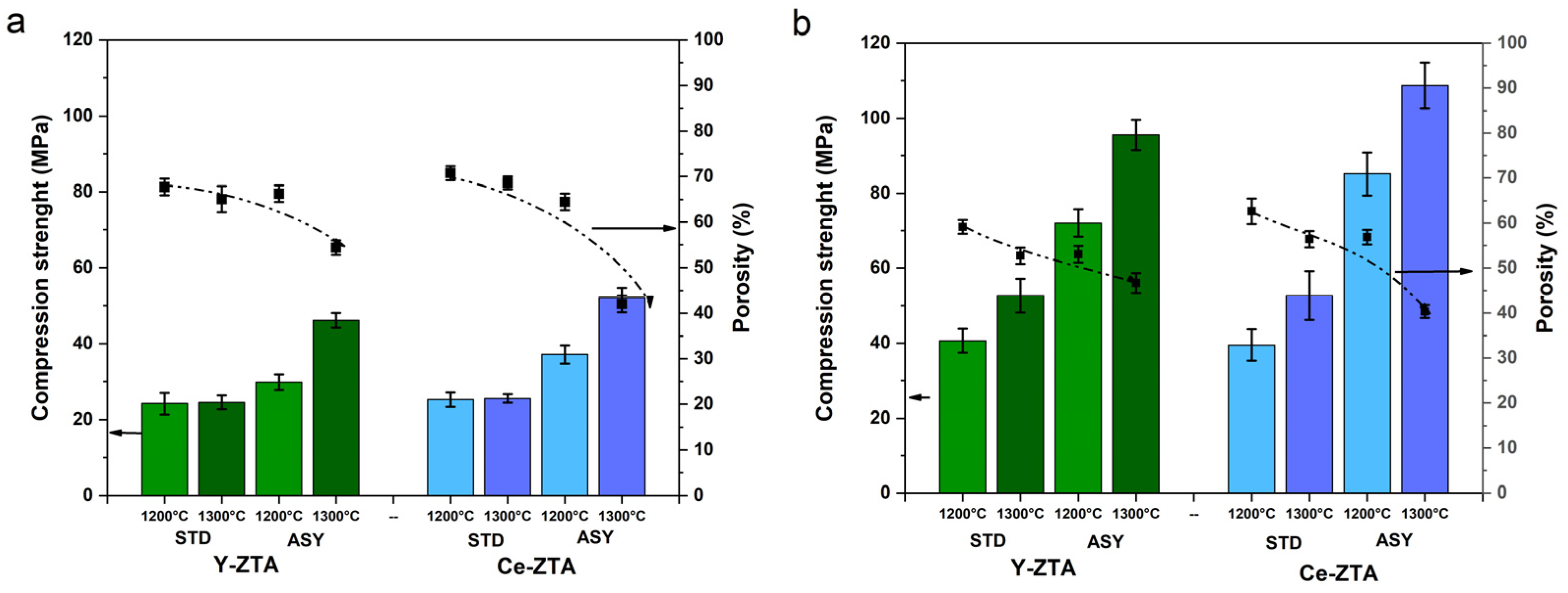
3.4. Mechanical Properties of the Composites
- (a)
- Effect of the graphite configuration
- (b) Effect of the various stabilisation agents on hardness
- (c) The effect of initial morphology on hardness
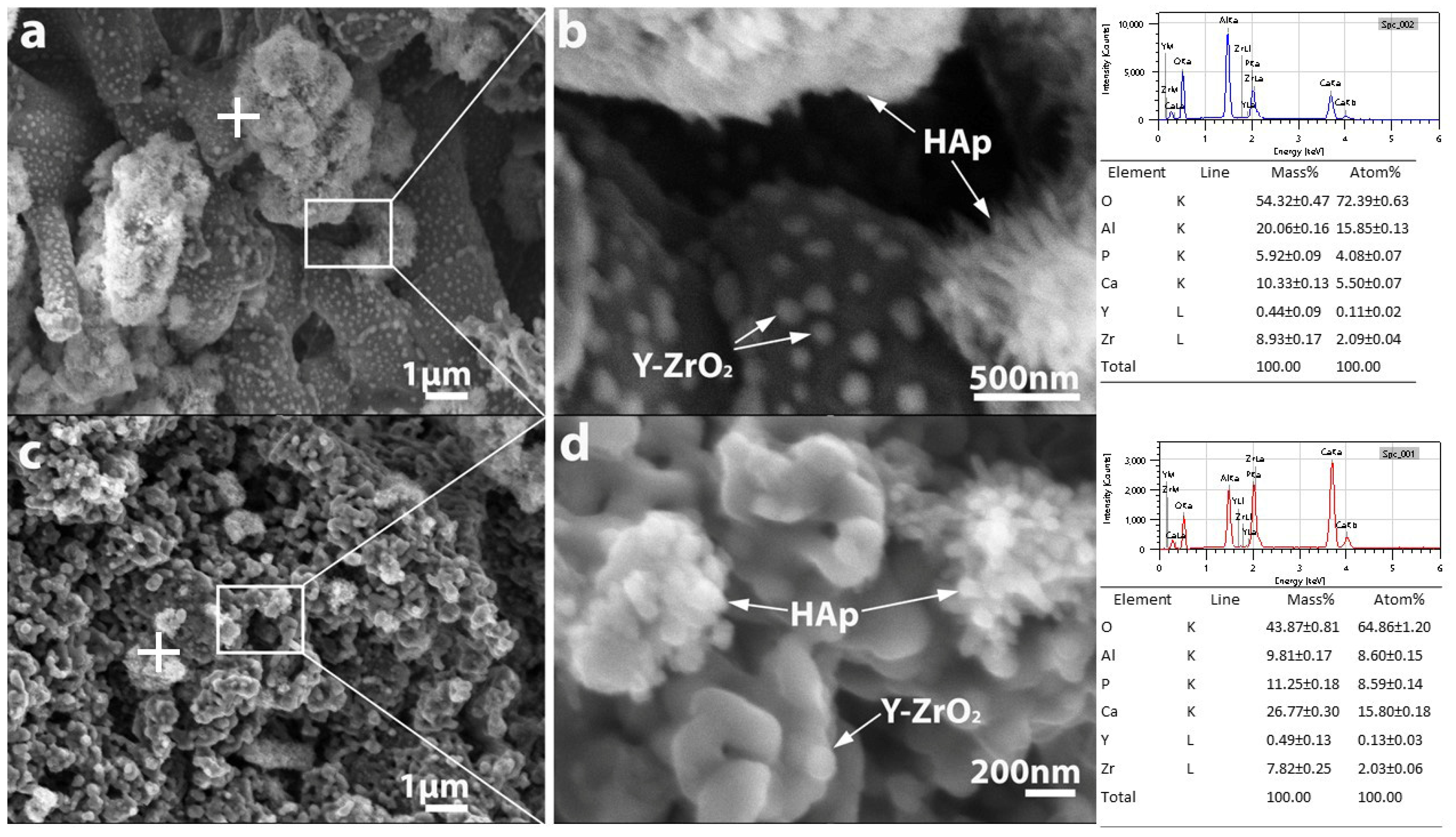
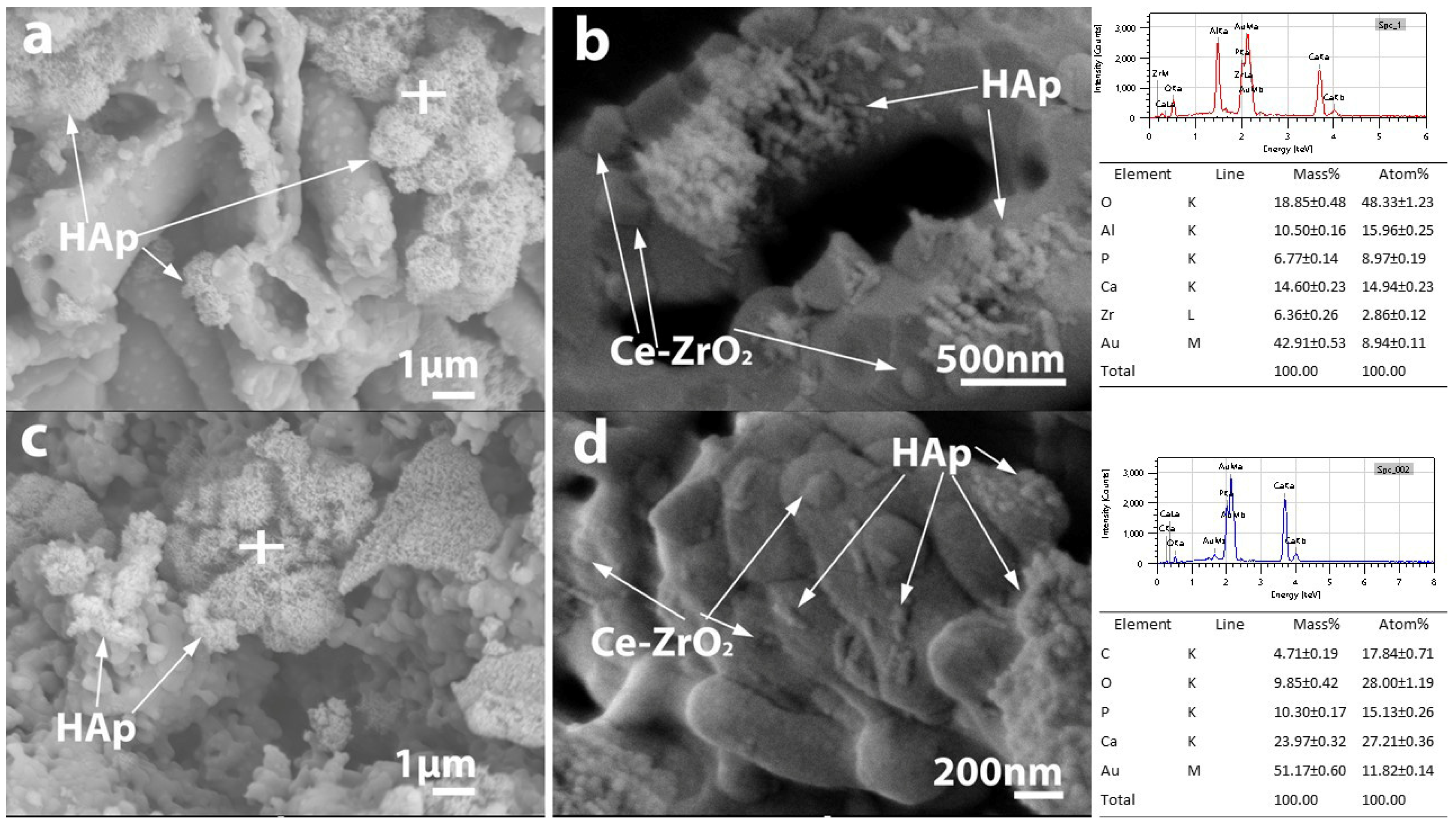
3.5. Improving the Biocompatibility of the Composites by Infiltration with HAp
4. Conclusions
- (1)
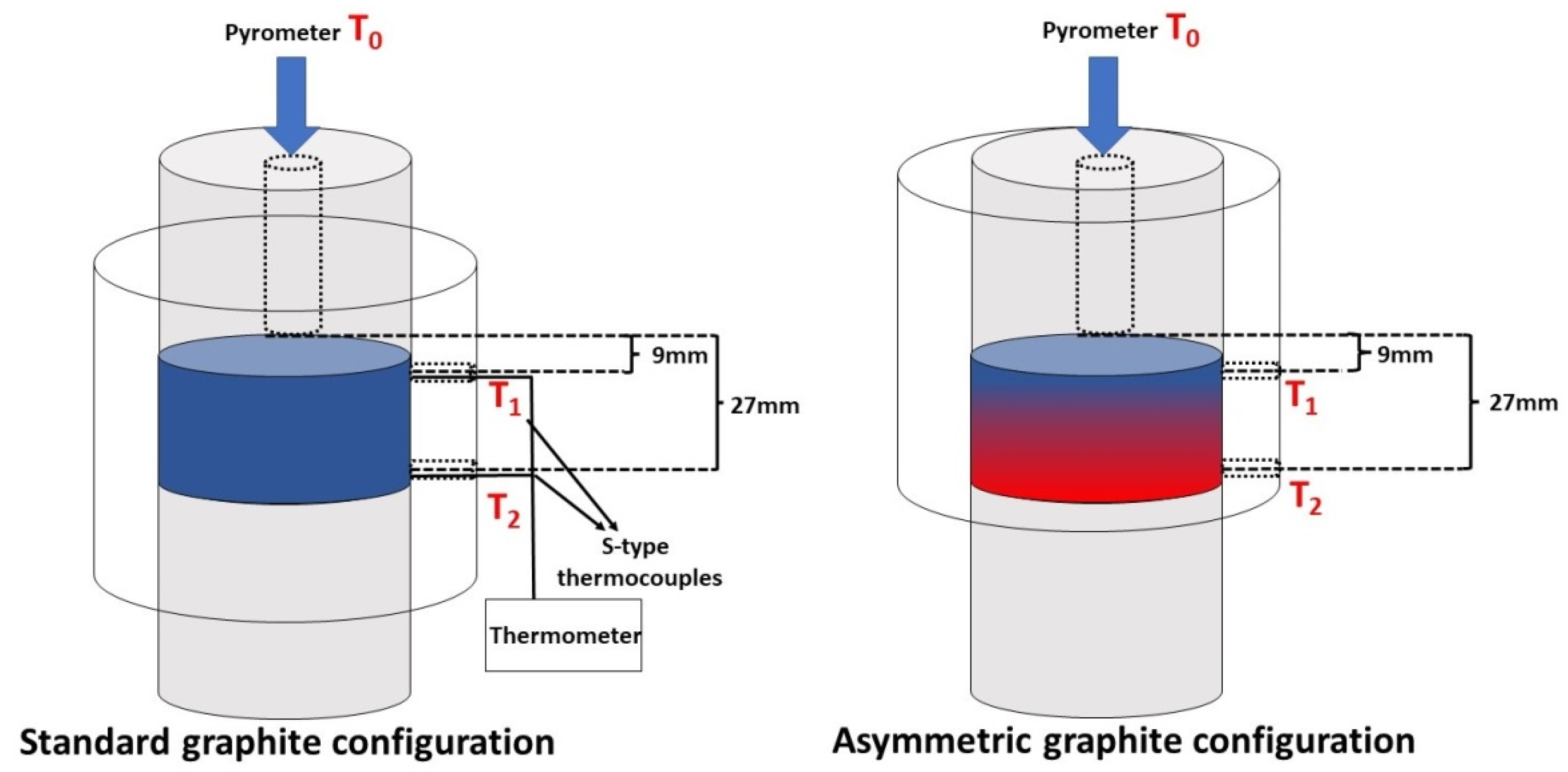
- There was a considerably larger temperature difference for both the granular and fibrous samples made in the ASY graphite configuration than for samples produced in the STD configuration. In addition to graphite configuration, the stabilizing agent (ceria) also affects ΔT. For the Ce-ZTA samples, the temperature differences were 50–70% higher as compared to Y-ZTA samples in the ASY configuration.
- (2)
- The pore structure of the ceramic body can be tailored by varying the morphology of the precursor or the graphite configuration. While the total porosity of the composites varied in the range of 40 to 65%, the fibrous structure resulted in a significantly and typically 10–20% higher porosity than the granular structure, independent of any other conditions. The significant temperature gradients during the sintering process in the ASY graphite configuration led to a porosity gradient along the cross-section of the samples. Owing to the lack of temperature gradient in the STD configuration, the microstructure of those samples was homogenous.
- (3)
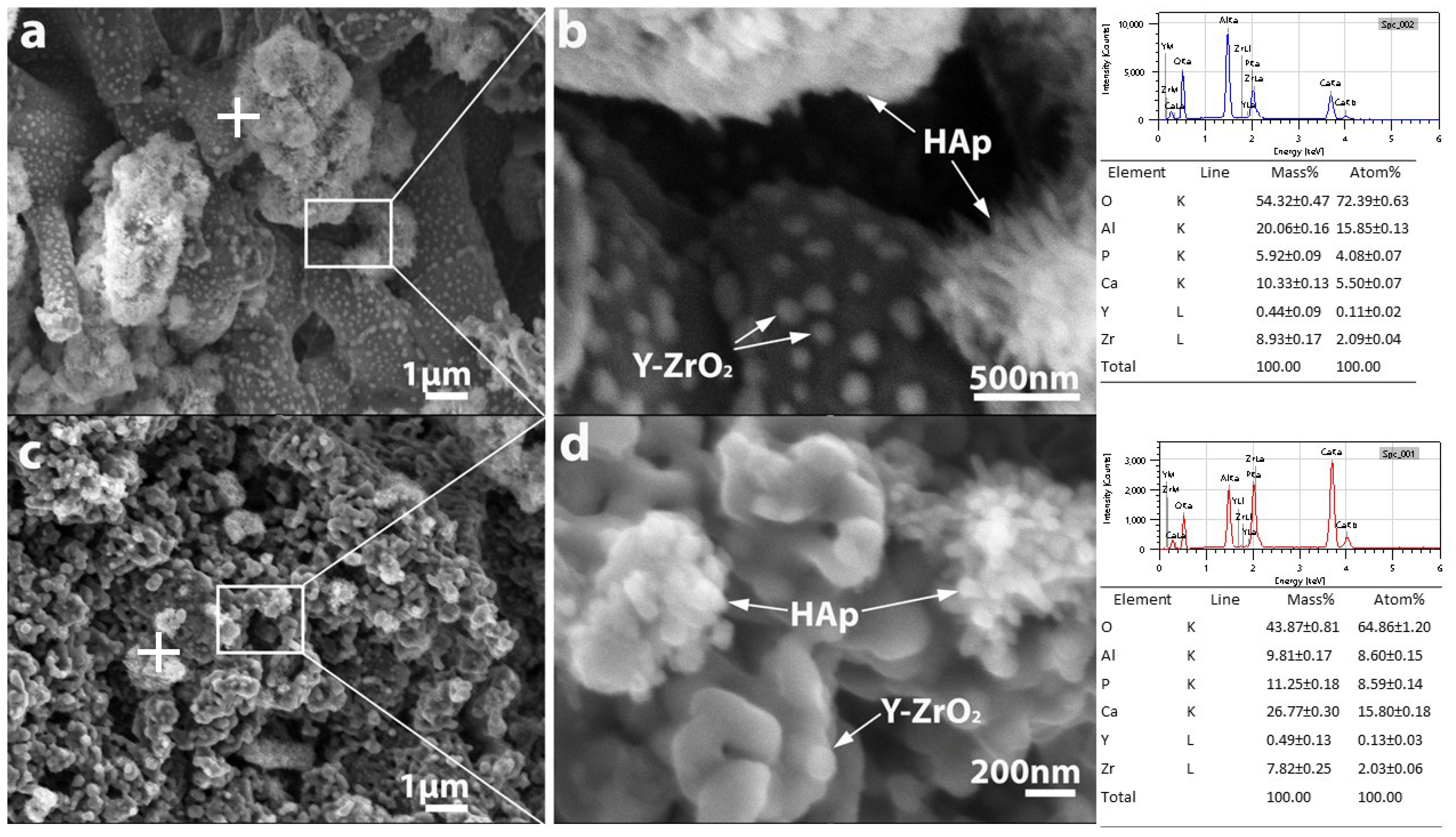
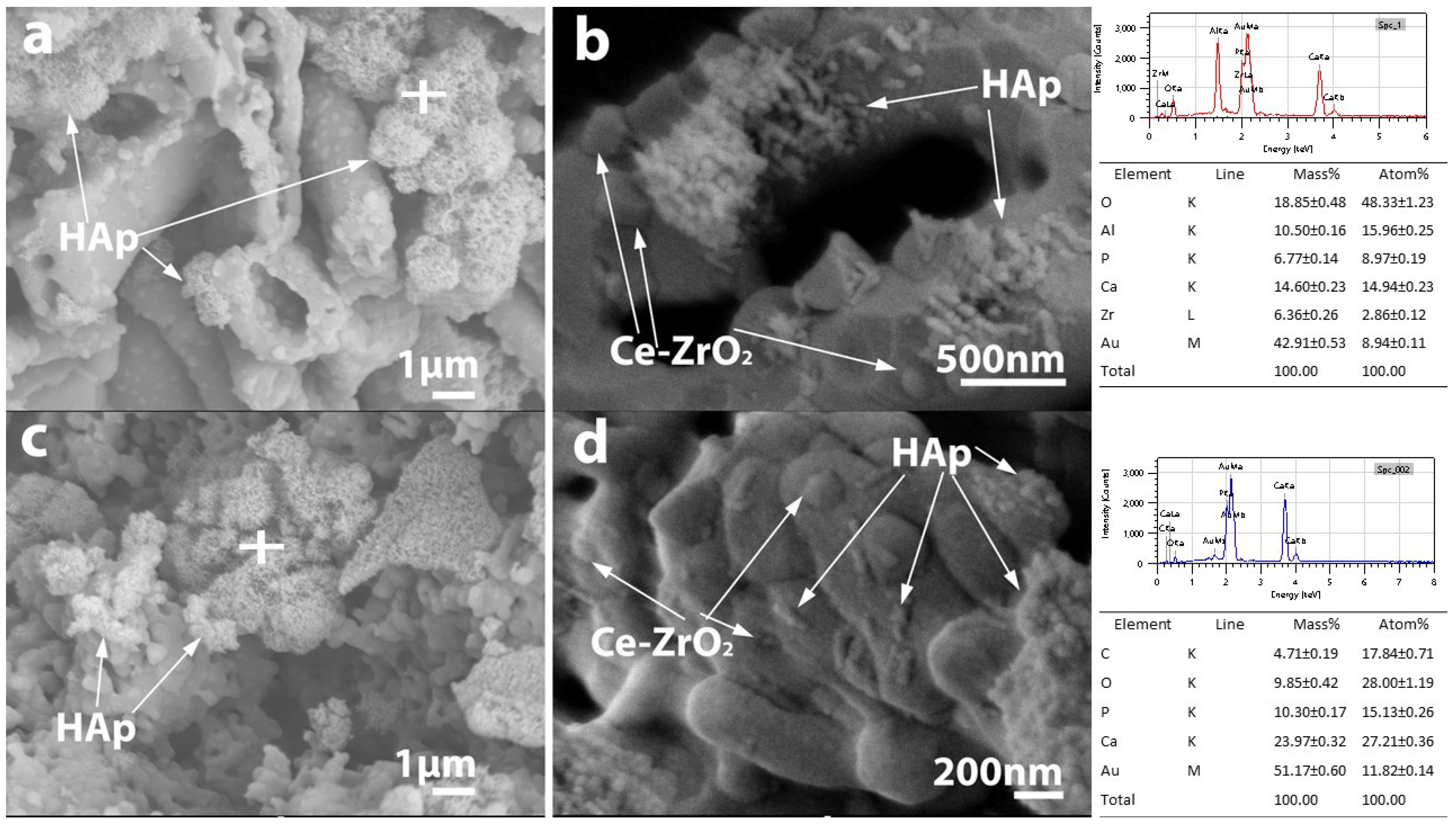
- The gradient porosity in both fibrous and granular ZTA samples allows facile infiltration of bioactive Hap slurry into the pore structure, although fibrous ZTA samples are more suitable to absorb nanosized Hap due to their higher porosity and bimodal pore structure.
- (4)
- The mechanical properties of the ZTA composites are affected by several factors, including the morphology of the starting materials, graphite configuration, and the doping agent, as well.
- (a)
- Closely related to the developing microstructure of the composites, the hardness of the two opposite sides of each composite sintered in the ASY configuration differed considerably. This difference reached as much as 9 GPa for the granular ZTA samples sintered at 1300 °C. In contrast, samples fabricated in the STD configuration had almost the same hardness on opposite sides. Considering the effect of morphology on hardness, the samples with granular morphology exhibit typically higher hardness than samples with a fibrous structure under the same sintering conditions. Using CeO2 instead of Y2O3 as the stabilizing agent for ZTA also increases hardness, probably because of the more compacted microstructure of Ce-ZTA with less porosity.
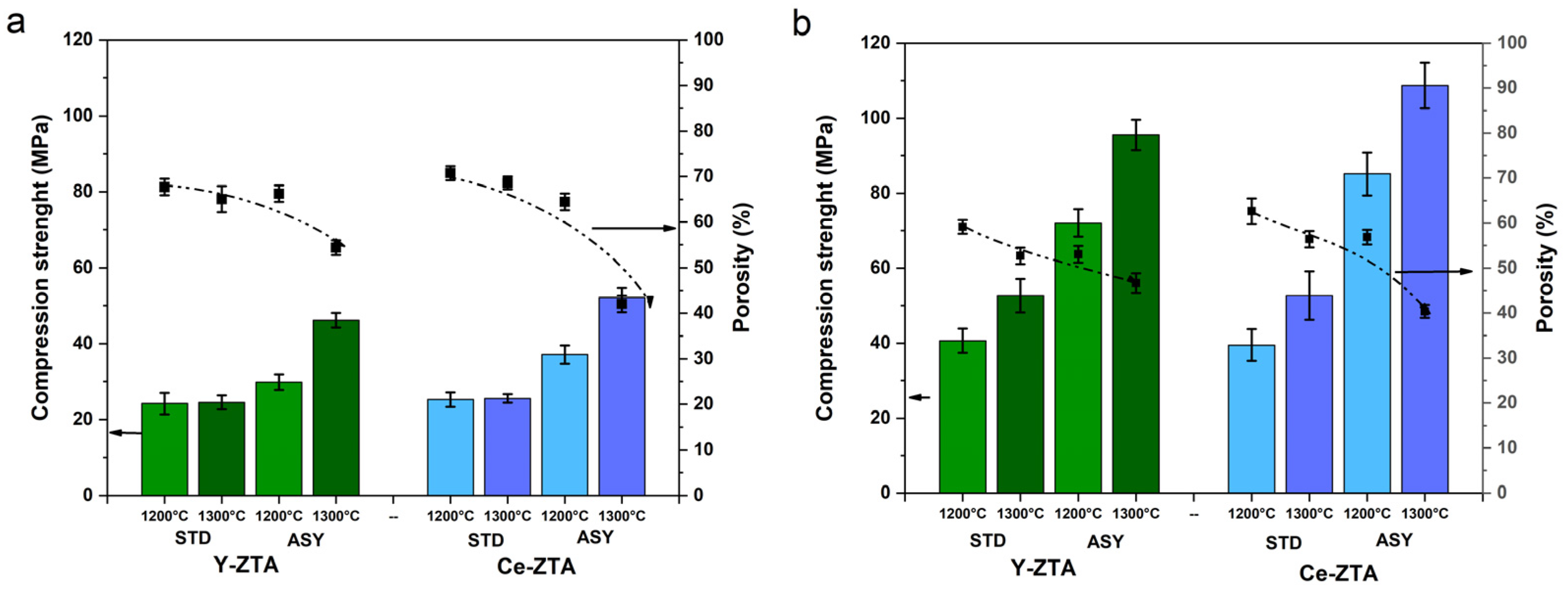
- (b)
- The compression strength of the composites is affected by almost each factor. The influence of various factors on compression strength decreased in the order of morphology, graphite configuration, sintering temperature, and stabilizing element. The granular Ce-ZTA composite sintered in ASY at 1300 °C had the highest compression strength (108 ± 6.1 MPa).
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Chen, Y.; Wang, N.; Ola, O.; Xia, Y.; Zhu, Y. Porous Ceramics: Light in Weight but Heavy in Energy and Environment Technologies. Mater. Sci. Eng. R Rep. 2021, 143, 100589. [Google Scholar] [CrossRef]
- Petit, C.; Montanaro, L.; Palmero, P. Functionally Graded Ceramics for Biomedical Application: Concept, Manufacturing, and Properties. Int. J. Appl. Ceram. Technol. 2018, 15, 820–840. [Google Scholar] [CrossRef]
- Liu, R.; Li, Y.; Wang, C.A.; Tie, S. Fabrication of Porous Alumina-Zirconia Ceramics by Gel-Casting and Infiltration Methods. Mater. Des. 2014, 63, 1–5. [Google Scholar] [CrossRef]
- Sepulveda, P.; Jones, J.R.; Hench, L.L. Bioactive Sol-Gel Foams for Tissue Repair. J. Biomed. Mater. Res. 2002, 59, 340–348. [Google Scholar] [CrossRef] [PubMed]
- Zhang, R.; Qu, Q.; Han, B.; Wang, B. A Novel Silica Aerogel/Porous Y 2 SiO 5 Ceramics with Low Thermal Conductivity and Enhanced Mechanical Properties Prepared by Freeze Casting and Impregnation. Mater. Lett. 2016, 175, 219–222. [Google Scholar] [CrossRef]
- Sczancoski, J.C.; Leite, E.R. A Versatile Approach for the Preparation of Ceramics with Porosity Gradient: By Using Manganese and Tin Oxides as a Model. J. Eur. Ceram. Soc. 2018, 38, 2027–2034. [Google Scholar] [CrossRef]
- Ohji, T.; Fukushima, M. Macro-Porous Ceramics: Processing and Properties. Int. Mater. Rev. 2012, 57, 115–131. [Google Scholar] [CrossRef]
- Dong, Y.; Dong, X.; Li, L.; Wu, J.; Yan, L.; Liu, J.; Guo, A. Lightweight and Thermally Insulating Aluminum Borate Nanofibrous Porous Ceramics. Ceram. Int. 2021, 47, 21029–21037. [Google Scholar] [CrossRef]
- Xiaohui, M.; Xiaoxia, H.; Haiyan, D.; Hanyu, L. An Unoriented Three Dimension Framework (Network) of Fibrous Porous Ceramics Prepared by Freeze Casting. J. Eur. Ceram. Soc. 2016, 36, 797–803. [Google Scholar] [CrossRef]
- Zhou, N.; Xu, B.; Zhou, Z.; Qu, L.; Wang, Y.; Han, W.; Fang, D. Lightweight Quasi-Layered Elastic Fibrous Porous Ceramics with High Compressive Stress and Low Thermal Conductivity. J. Mater. Sci. Technol. 2023, 143, 207–215. [Google Scholar] [CrossRef]
- Zhang, R.; Ye, C.; Hou, X.; Li, S.; Wang, B. Microstructure and Properties of Lightweight Fibrous Porous Mullite Ceramics Prepared by Vacuum Squeeze Moulding Technique. Ceram. Int. 2016, 42, 14843–14848. [Google Scholar] [CrossRef]
- Mahamood, R.M.; Akinlabi, E.T.; Shukla, M.; Pityana, S. Functionally Graded Material: An Overview. Lect. Notes Eng. Comput. Sci. 2012, 3, 1593–1597. [Google Scholar]
- Van der Biest, O.; Neubrand, A. Functionally Graded Ceramics. Encycl. Mater. Tech. Ceram. Glas. 2021, 1, 374–398. [Google Scholar] [CrossRef]
- Afzal, M.A.F.; Kesarwani, P.; Reddy, K.M.; Kalmodia, S.; Basu, B.; Balani, K. Functionally Graded Hydroxyapatite-Alumina-Zirconia Biocomposite: Synergy of Toughness and Biocompatibility. Mater. Sci. Eng. C 2012, 32, 1164–1173. [Google Scholar] [CrossRef]
- Biggemann, J.; Stumpf, M.; Fey, T. Porous Alumina Ceramics with Multimodal Pore Size Distributions. Materials 2021, 14, 3294. [Google Scholar] [CrossRef]
- Topateş, G. Al2O3 Ceramics with Graded Porosity Produced from Natural and Artificial Pore Formers. J. Polytech. 2017, 20, 595–598. [Google Scholar]
- Hu, L.; Zhang, Y.; Zhang, S.; Zhou, Y. A Novel Decompress-Freezing Process for Ultra-High Porosity ZrO2 Ceramics. Mater. Lett. 2012, 82, 152–155. [Google Scholar] [CrossRef]
- Hong, C.; Du, J.; Liang, J.; Zhang, X.; Han, J. Functionally Graded Porous Ceramics with Dense Surface Layer Produced by Freeze-Casting. Ceram. Int. 2011, 37, 3717–3722. [Google Scholar] [CrossRef]
- Tiwari, D.; Basu, B.; Biswas, K. Simulation of Thermal and Electric Field Evolution during Spark Plasma Sintering. Ceram. Int. 2009, 35, 699–708. [Google Scholar] [CrossRef]
- Sweidan, F.B.; Ryu, H.J. One-Step Functionally Graded Materials Fabrication Using Ultra-Large Temperature Gradients Obtained through Finite Element Analysis of Field-Assisted Sintering Technique. Mater. Des. 2020, 192, 108714. [Google Scholar] [CrossRef]
- Bódis, E.; Károly, Z. Fabrication of Graded Alumina by Spark Plasma Sintering. J. Adv. Manuf. Technol. 2021, 117, 2835–2843. [Google Scholar] [CrossRef]
- Bódis, E.; Jakab, M.; Bán, K.; Károly, Z. Functionally Graded Al2O3–CTZ Ceramics Fabricated by Spark Plasma Sintering. Materials 2022, 15, 1860. [Google Scholar] [CrossRef] [PubMed]
- Bódis, E.; Molnár, K.; Móczó, J.; Károly, Z. Preparation and Characterization of Fibrous Alumina and Zirconia Toughened Alumina Ceramics with Gradient Porosity. Nanomaterials 2022, 12, 4165. [Google Scholar] [CrossRef]
- Morin, C.; Le Gallet, S.; Ariane, M.; Bernard, F. Spark Plasma Sintering Tool Design for Preparing Alumina-Based Functionally Graded Materials. Ceram. Int. 2016, 42, 3056–3063. [Google Scholar] [CrossRef]
- Suk, M.-J.; Choi, S.-I.; Kim, J.-S.; Kim, Y.D.; Kwon, Y.-S. Fabrication of a Porous Material with a Porosity Gradient by a Pulsed Electric Current Sintering Process. Met. Mater. Int. 2003, 9, 599–603. [Google Scholar] [CrossRef]
- Decker, S.; Krüger, L. Mechanical Properties of a CrMnNi Steel/Mg-PSZ-FGM Processed by Asymmetric Spark Plasma Sintering. Mater. Des. 2017, 115, 8–16. [Google Scholar] [CrossRef]
- Vidyuk, T.M.; Dudina, D.V.; Korchagin, M.A.; Gavrilov, A.I.; Skripkina, T.S.; Ukhina, A.V.; Anisimov, A.G.; Bokhonov, B.B. Melting at the Inter-Particle Contacts during Spark Plasma Sintering: Direct Microstructural Evidence and Relation to Particle Morphology. Vacuum 2020, 181, 109566. [Google Scholar] [CrossRef]
- Chaim, R. Densification Mechanisms in Spark Plasma Sintering of Nanocrystalline Ceramics. Mater. Sci. Eng. A 2007, 443, 25–32. [Google Scholar] [CrossRef]
- Preston, A.D.; Ma, K. Effect of Powder Morphology on the Microstructure and Mechanical Property Gradients in Stainless Steels Induced by Thermal Gradients in Spark Plasma Sintering. MRS Adv. 2021, 6, 482–488. [Google Scholar] [CrossRef]
- György, S.; Károly, Z.; Fazekas, P.; Németh, P.; Bódis, E.; Menyhárd, A.; Kótai, L.; Klébert, S. Effect of the Reaction Temperature on the Morphology of Nanosized HAp. J. Therm. Anal. Calorim. 2019, 138, 145–151. [Google Scholar] [CrossRef]
- Raghavan, S. Thermal Properties of Zirconia Co-Doped with Trivalent and Pentavalent Oxides. Acta Mater. 2001, 49, 169–179. [Google Scholar] [CrossRef]
- Ipek, M.; Zeytin, S.; Bindal, C. An Evaluation of Al2O3–ZrO2 Composites Produced by Coprecipitation Method. J. Alloy Compd. 2011, 509, 486–489. [Google Scholar] [CrossRef]
- Hvizdoš, P.; Jonsson, D.; Anglada, M.; Anné, G.; Van Der Biest, O. Mechanical Properties and Thermal Shock Behaviour of an Alumina/Zirconia Functionally Graded Material Prepared by Electrophoretic Deposition. J. Eur. Ceram. Soc. 2007, 27, 1365–1371. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | Porosity (%) | Amount of Absorbed Hap (%) |
|---|---|---|
| fibrous Y-ZTA | 54.4 | 1.2 |
| granular Y-ZTA | 46.7 | 1.1 |
| fibrous Ce-ZTA | 42.0 | 0.7 |
| granular Ce-ZTA | 40.3 | 0.5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bódis, E.; Károly, Z. Zirconia-Toughened Alumina (ZTA) Nanoceramics with a Gradient Microstructure: A Comparative Study of ZTA Ceramics with Fibrous and Granular Morphology. Micromachines 2023, 14, 1681. https://doi.org/10.3390/mi14091681
Bódis E, Károly Z. Zirconia-Toughened Alumina (ZTA) Nanoceramics with a Gradient Microstructure: A Comparative Study of ZTA Ceramics with Fibrous and Granular Morphology. Micromachines. 2023; 14(9):1681. https://doi.org/10.3390/mi14091681
Chicago/Turabian StyleBódis, Eszter, and Zoltán Károly. 2023. "Zirconia-Toughened Alumina (ZTA) Nanoceramics with a Gradient Microstructure: A Comparative Study of ZTA Ceramics with Fibrous and Granular Morphology" Micromachines 14, no. 9: 1681. https://doi.org/10.3390/mi14091681
APA StyleBódis, E., & Károly, Z. (2023). Zirconia-Toughened Alumina (ZTA) Nanoceramics with a Gradient Microstructure: A Comparative Study of ZTA Ceramics with Fibrous and Granular Morphology. Micromachines, 14(9), 1681. https://doi.org/10.3390/mi14091681