
Dependence of Monocrystalline Sapphire Dicing on Crystal Orientation Using Picosecond Laser Bessel Beams



Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
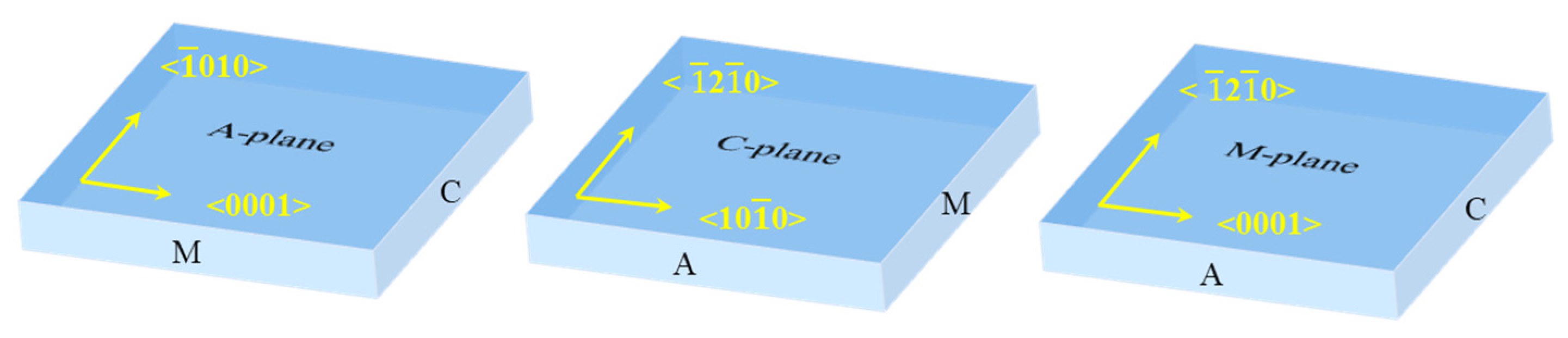
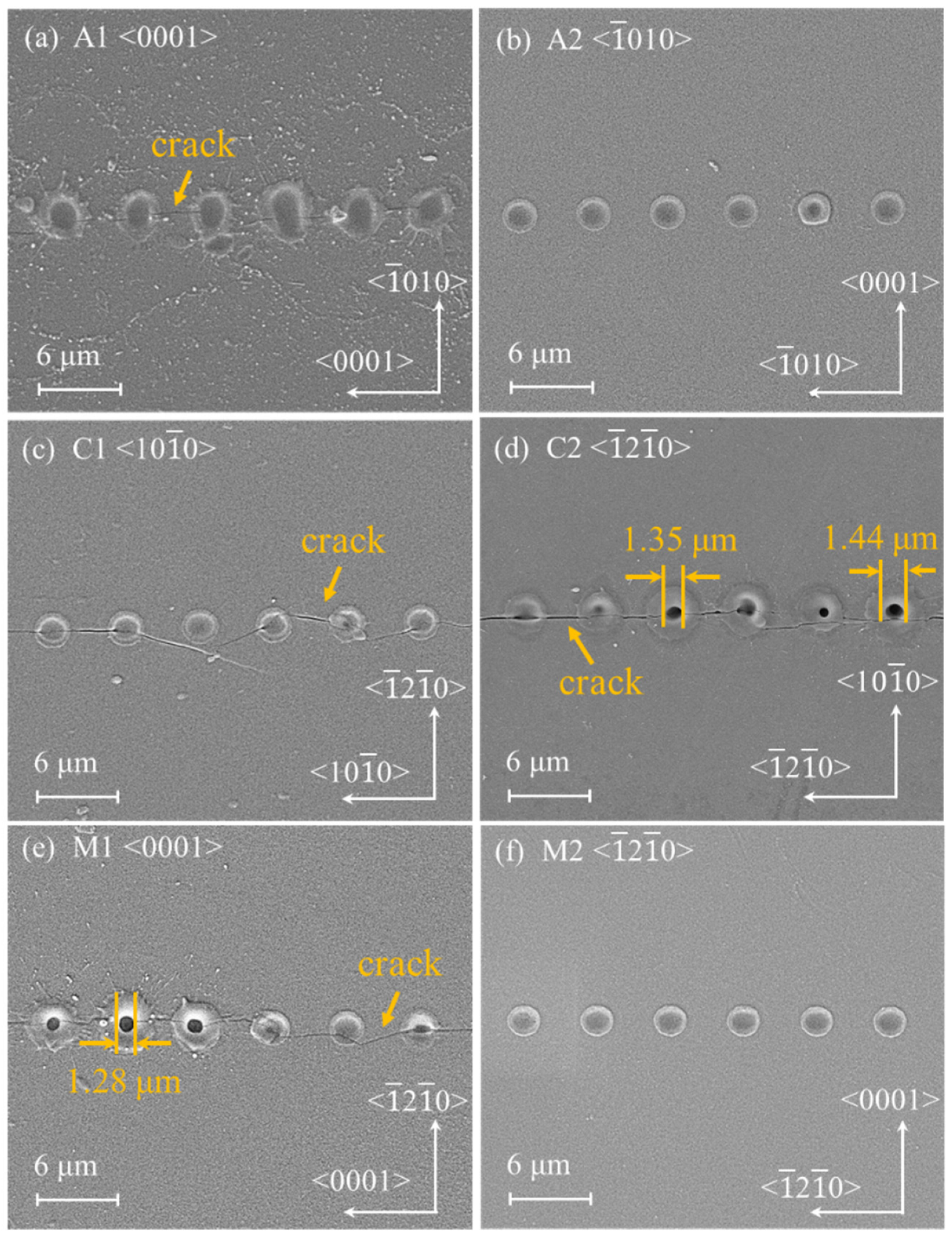
3.1. Characteristics of Bessel Beam-Drilled Microholes along Different Crystal Orientations
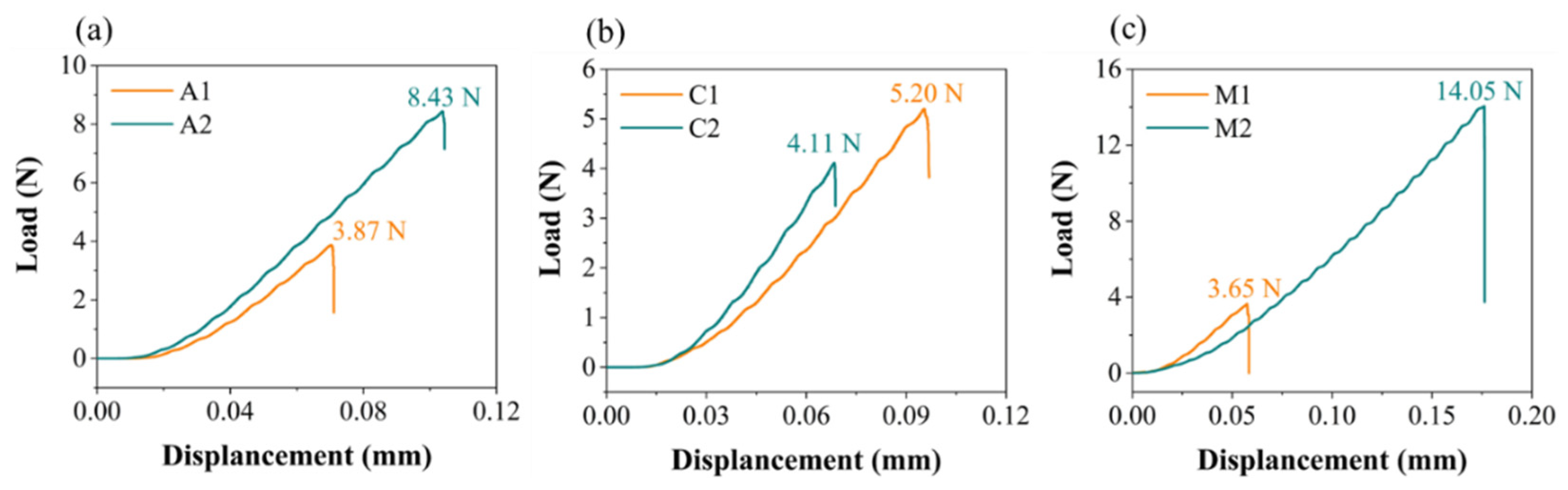
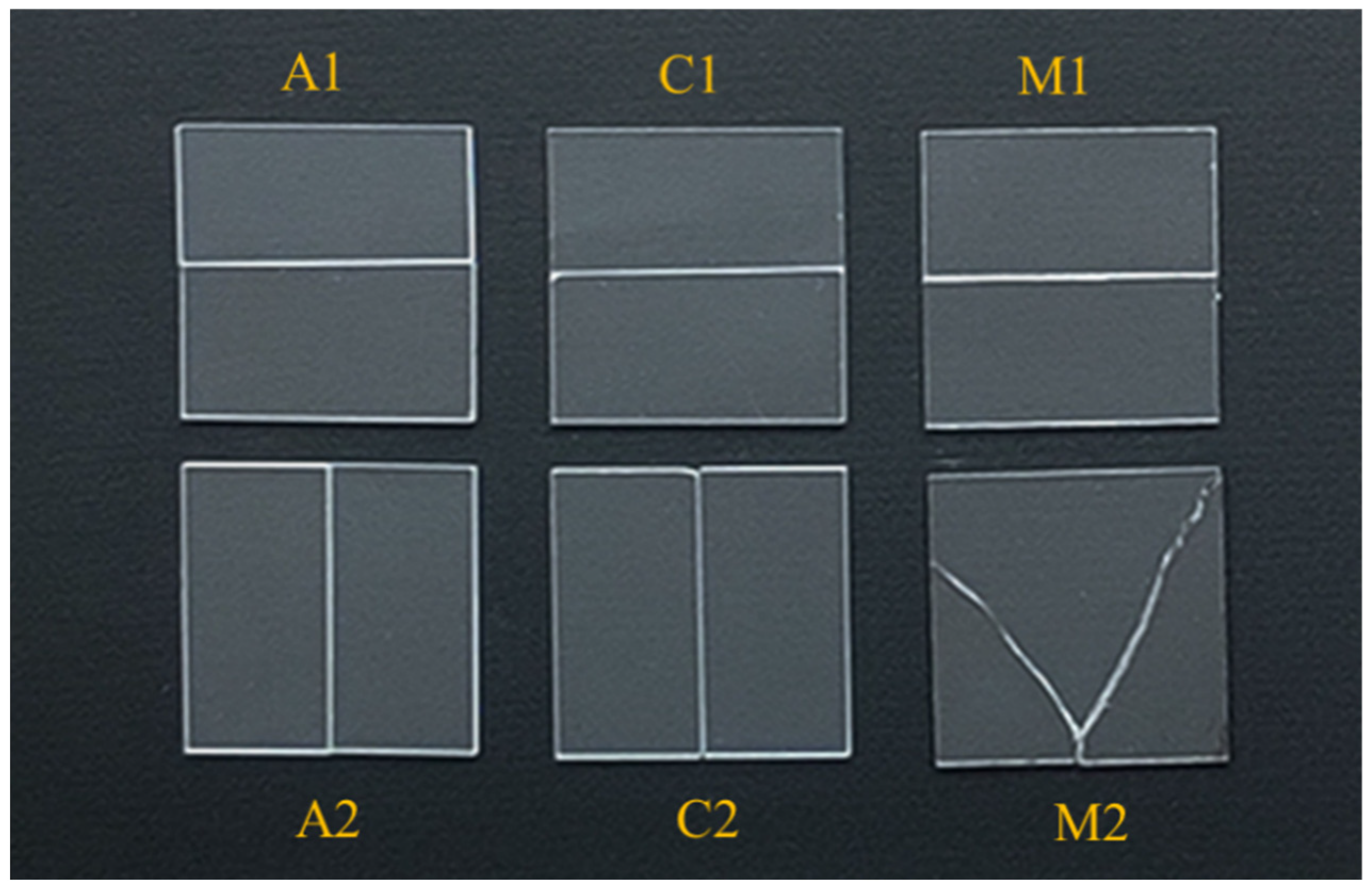
3.2. Mechanical Cleavage of Sapphire Sheets along Different Crystal Orientations
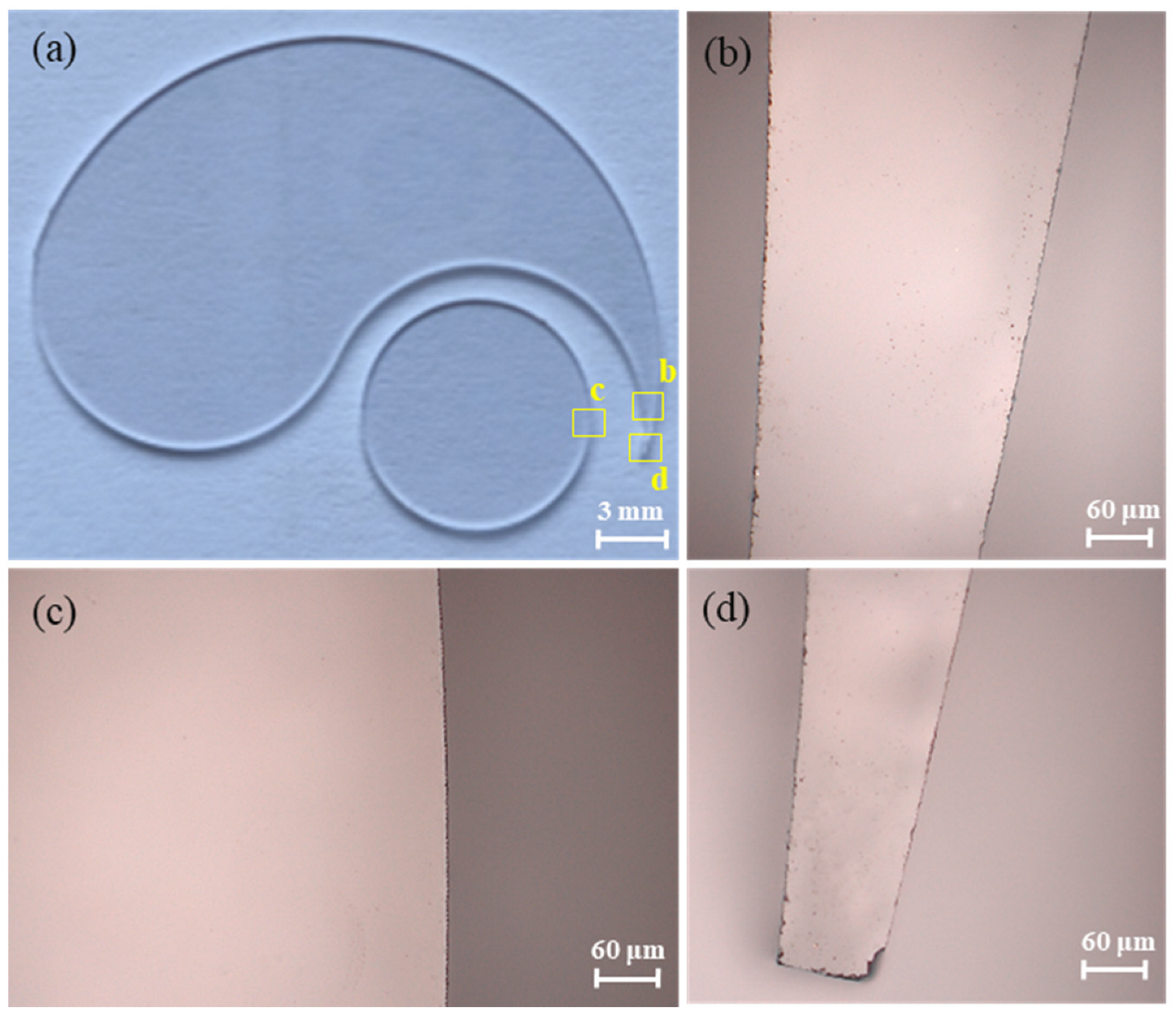
3.3. Characterization of Fracture Sections along Different Crystal Orientations
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Nehari, A.; Mehnaoui, M.; Breton, G.; Gullin, Y.; Orival, S.; Panczer, G.; Brenier, A.; Lebbou, K.; Godfroy, J.; Labor, S.; et al. Al2O3 Shaped Crystals Grown under Stationary Stable State and Optical Characterizations. Opt. Mater. 2010, 32, 780–782. [Google Scholar] [CrossRef]
- Ren, Y.; Zhang, L.; Xing, H.; Romero, C.; Vázquez de Aldana, J.R.; Chen, F. Cladding Waveguide Splitters Fabricated by Femtosecond Laser Inscription in Ti:Sapphire Crystal. Opt. Laser Technol. 2018, 103, 82–88. [Google Scholar] [CrossRef]
- Zhou, S.; Yuan, S.; Liu, Y.; Guo, L.J.; Liu, S.; Ding, H. Highly Efficient and Reliable High Power Leds with Patterned Sapphire Substrate and Strip-Shaped Distributed Current Blocking Layer. Appl. Surf. Sci. 2015, 335, 1013–1019. [Google Scholar] [CrossRef]
- Li, K.H.; Cheung, Y.F.; Fu, W.Y.; Wong, K.K.-Y.; Choi, H.W. Monolithic Integration of Gan-on-Sapphire Light-Emitting Diodes, Photodetectors, and Waveguides. IEEE J. Sel. Top. Quantum Electron. 2018, 24, 1–6. [Google Scholar] [CrossRef]
- Delacour, C.; Ortega, L.; Faucher, M.; Crozes, T.; Fournier, T.; Pannetier, B.; Bouchiat, V. Persistence of Superconductivity in Niobium Ultrathin Films Grown on R-Plane Sapphire. Phys. Rev. B 2011, 83, 144504. [Google Scholar] [CrossRef]
- Katyba, G.M.; Zaytsev, K.I.; Dolganova, I.N.; Shikunova, I.A.; Chernomyrdin, N.V.; Yurchenko, S.O.; Komandin, G.A.; Reshetov, I.V.; Nesvizhevsky, V.V.; Kurlov, V.N. Sapphire Shaped Crystals for Waveguiding, Sensing and Exposure Applications. Prog. Cryst. Growth Charact. Mater. 2018, 64, 133–151. [Google Scholar] [CrossRef]
- Yadav, A.; Kbashi, H.; Kolpakov, S.; Gordon, N.; Zhou, K.; Rafailov, E. Stealth Dicing of Sapphire Wafers with Near Infra-Red Femtosecond Pulses. Appl. Phys. A 2017, 123, 369. [Google Scholar] [CrossRef]
- Matsumaru, K.; Takata, A.; Ishizaki, K. Advanced Thin Dicing Blade for Sapphire Substrate. Sci. Technol. Adv. Mater. 2016, 6, 120–122. [Google Scholar] [CrossRef]
- Lei, W.-S.; Kumar, A.; Yalamanchili, R. Die Singulation Technologies for Advanced Packaging: A Critical Review. J. Vac. Sci. Technol. B Nanotechnol. Microelectron. Mater. Process. Meas. Phenom. 2012, 30, 040801. [Google Scholar] [CrossRef]
- Tamhankar, A.; Patel, R. Optimization of UV Laser Scribing Process for Light Emitting Diode Sapphire Wafers. J. Laser Appl. 2011, 23, 032001. [Google Scholar] [CrossRef]
- Van Look, J.-R.; Einfeldt, S.; Kruger, O.; Hoffmann, V.; Knauer, A.; Weyers, M.; Vogt, P.; Kneissl, M. Laser Scribing for Facet Fabrication of Ingan MQW Diode Lasers on Sapphire Substrates. IEEE Photonics Technol. Lett. 2010, 22, 416–418. [Google Scholar]
- Xu, J.; Hu, H.; Zhuang, C.; Ma, G.; Han, J.; Lei, Y. Controllable Laser Thermal Cleavage of Sapphire Wafers. Opt. Lasers Eng. 2018, 102, 26–33. [Google Scholar] [CrossRef]
- Berndt, M.; Danner, M. Laser Processing of Sapphire: Application Know-How Matters: How material properties and process requirements determine the optimal laser process. Matters Laser Tech. J. 2016, 13, 42–45. [Google Scholar]
- Wen, Q.; Chen, J.; Lu, J.; Wei, X.; Huang, H.; Cui, C.; Jiang, F. Crystal Orientation-Dependent Scribing of A-, C-, and M-Plane Sapphires by an Ultraviolet Laser. Ceram. Int. 2022, 48, 18842–18854. [Google Scholar] [CrossRef]
- Zhang, Y.; Guo, E.; Li, Z.; Wei, T.; Li, J.; Yi, X.; Wang, G. Light Extraction Efficiency Improvement by Curved Gan Sidewalls in Ingan-Based Light-Emitting Diodes. IEEE Photonics Technol. Lett. 2012, 24, 243–245. [Google Scholar]
- Wen, Q.; Zhang, P.; Cheng, G.; Jiang, F.; Lu, X. Crystalline Orientation Effects on Material Removal of Sapphire by Femtosecond Laser Irradiation. Ceram. Int. 2019, 45, 23501–23508. [Google Scholar] [CrossRef]
- Eberle, G.; Schmidt, M.; Pude, F.; Wegener, K. Laser Surface and Subsurface Modification of Sapphire Using Femtosecond. Pulses Appl. Surf. Sci. 2016, 378, 504–512. [Google Scholar] [CrossRef]
- Li, Q.; Yu, Y.; Wang, L.; Cao, X.; Liu, X.; Sun, Y.; Chen, Q.; Duan, J.; Sun, H. Sapphire-Based Fresnel Zone Plate Fabricated by Femtosecond Laser Direct Writing and Wet Etching. IEEE Photonics Technol. Lett. 2016, 28, 1290–1293. [Google Scholar] [CrossRef]
- Rapp, L.; Meyer, R.; Furfaro, L.; Billet, C.; Giust, R.; Courvoisier, F. High Speed Cleaving of Crystals with Ultrafast Bessel Beams. Opt. Express 2017, 25, 9312–9317. [Google Scholar] [CrossRef]
- Zhang, G.; Stoian, R.; Zhao, W.; Cheng, G. Femtosecond Laser Bessel Beam Welding of Transparent to Non-Transparent Materials with Large Focal-Position Tolerant Zone. Opt. Express 2018, 26, 917–926. [Google Scholar] [CrossRef]
- Dudutis, J.; Stonys, R.; Račiukaitis, G.; Gečys, P. Glass Dicing with Elliptical Bessel Beam. Opt. Laser Technol. 2019, 111, 331–337. [Google Scholar] [CrossRef]
- Meyer, R.; Froehly, L.; Giust, R.; Del Hoyo, J.; Furfaro, L.; Billet, C.; Courvoisier, F. Extremely High-Aspect-Ratio Ultrafast Bessel Beam Generation and Stealth Dicing of Multi-Millimeter Thick Glass. Appl. Phys. Lett. 2019, 114, 201105. [Google Scholar] [CrossRef]
- Liao, K.; Mei, X.; Liu, B. High Quality Full Ablation Cutting and Stealth Dicing of Silica Glass Using Picosecond Laser Bessel Beam with Burst Mode. Ceram. Int. 2022, 48, 9805–9816. [Google Scholar] [CrossRef]
- Liu, T.; Wei, H.; Wu, J.; Lu, J.; Zhang, Y. Modulation of Crack Formation Inside Single-Crystal Sapphire Using Ultrafast Laser Bessel Beams. Opt. Laser Technol. 2021, 136, 106778. [Google Scholar] [CrossRef]
- Li, Z.; Wang, X.; Wang, J.; Allegre, O.; Guo, W.; Gao, W.; Jia, N.; Li, L. Stealth Dicing of Sapphire Sheets with Low Surface Roughness, Zero Kerf Width, Debris/Crack-Free and Zero Taper Using a Femtosecond Bessel Beam. Opt. Laser Technol. 2021, 135, 106713. [Google Scholar] [CrossRef]
- Haney, E.J.; Subhash, G. Static and Dynamic Indentation Response of Basal and Prism Plane Sapphire. J. Eur. Ceram. Soc. 2011, 31, 1713–1721. [Google Scholar] [CrossRef]
- Lin, J.; Jiang, F.; Wen, Q.; Wu, Y.; Lu, J.; Tian, Z.; Wang, N. Deformation Anisotropy of Nano-Scratching on C-Plane of Sapphire: A Molecular Dynamics Study and Experiment. Appl. Surf. Sci. 2021, 546, 149091. [Google Scholar] [CrossRef]
- Liu, J. Simple Technique for Measurements of Pulsed Gaussian-Beam Spot Sizes. Opt. Lett. 1982, 7, 196–198. [Google Scholar] [CrossRef]
- Huang, S.; Lin, J.; Wang, N.; Guo, B.; Jiang, F.; Wen, Q.; Lu, X. Fracture Behavior of Single-Crystal Sapphire in Different Crystal Orientations. Crystals 2021, 11, 930. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Crystal Plane | Crystal Orientation | Fracture Load (N) | Average Fracture Load (N) | ||
|---|---|---|---|---|---|
| A-plane | A1 | 3.84 | 4.22 | 3.05 | 3.70 |
| A2 | 8.43 | 11.43 | 16.69 | 12.18 | |
| C-plane | C1 | 5.20 | 5.26 | 8.50 | 6.32 |
| C2 | 4.11 | 5.84 | 3.96 | 4.64 | |
| M-plane | M1 | 3.65 | 5.12 | 2.90 | 3.89 |
| M2 | 13.19 | 14.25 | 13.26 | 13.57 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wen, Q.; Chen, J.; Huang, G.; Cui, C.; Mu, D. Dependence of Monocrystalline Sapphire Dicing on Crystal Orientation Using Picosecond Laser Bessel Beams. Micromachines 2023, 14, 772. https://doi.org/10.3390/mi14040772
Wen Q, Chen J, Huang G, Cui C, Mu D. Dependence of Monocrystalline Sapphire Dicing on Crystal Orientation Using Picosecond Laser Bessel Beams. Micromachines. 2023; 14(4):772. https://doi.org/10.3390/mi14040772
Chicago/Turabian StyleWen, Qiuling, Jinhong Chen, Guoqin Huang, Changcai Cui, and Dekui Mu. 2023. "Dependence of Monocrystalline Sapphire Dicing on Crystal Orientation Using Picosecond Laser Bessel Beams" Micromachines 14, no. 4: 772. https://doi.org/10.3390/mi14040772
APA StyleWen, Q., Chen, J., Huang, G., Cui, C., & Mu, D. (2023). Dependence of Monocrystalline Sapphire Dicing on Crystal Orientation Using Picosecond Laser Bessel Beams. Micromachines, 14(4), 772. https://doi.org/10.3390/mi14040772