
Fabrication of Multi-Material Pneumatic Actuators and Microactuators Using Stereolithography
 , , and
, , and
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Synthesis of PEGDMA (Mn~10,000)
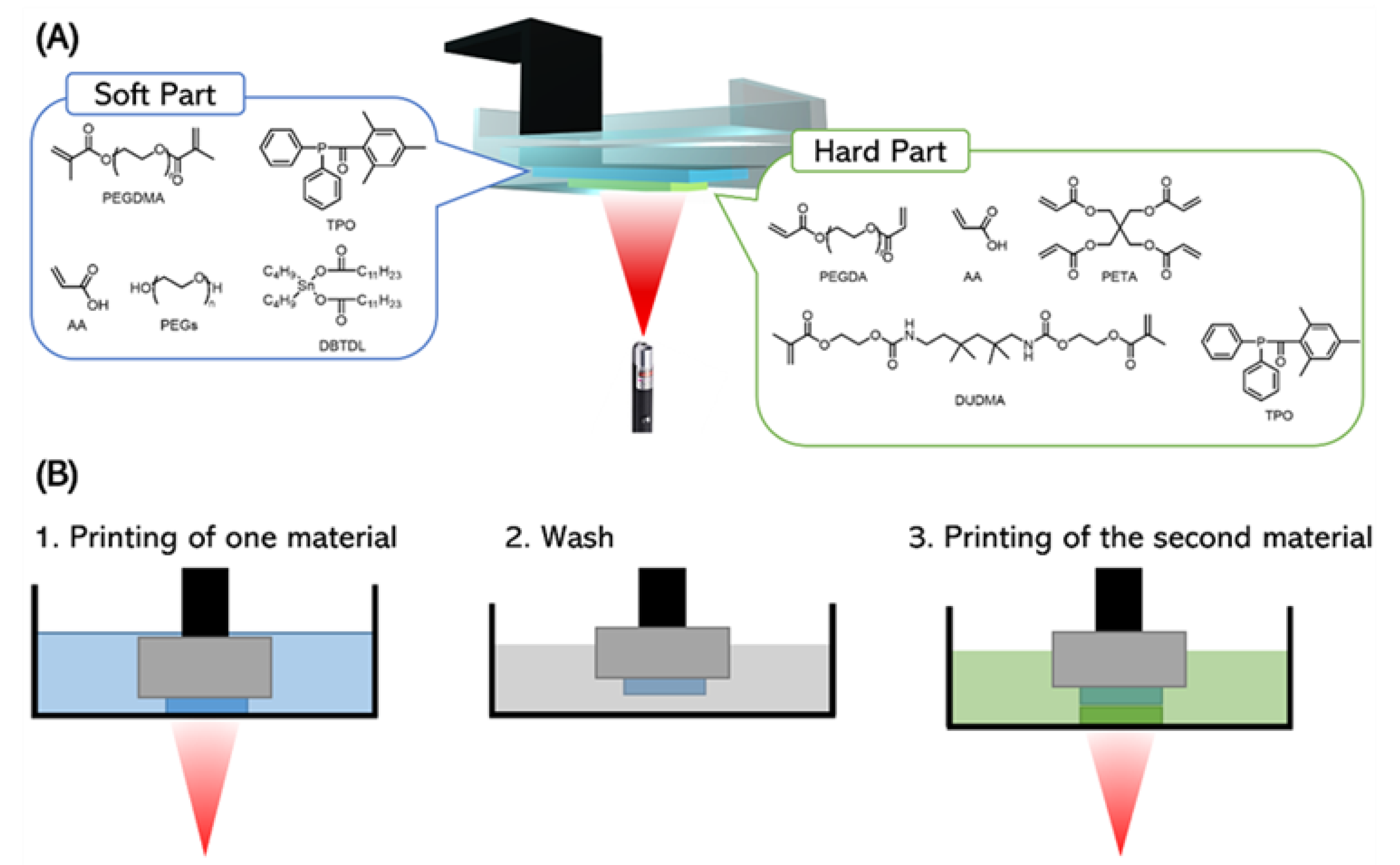
2.3. Preparation of the Soft and Hard Resins
2.4. Mechanical Performance Characterization
2.5. Stereolithography
3. Results and Discussion
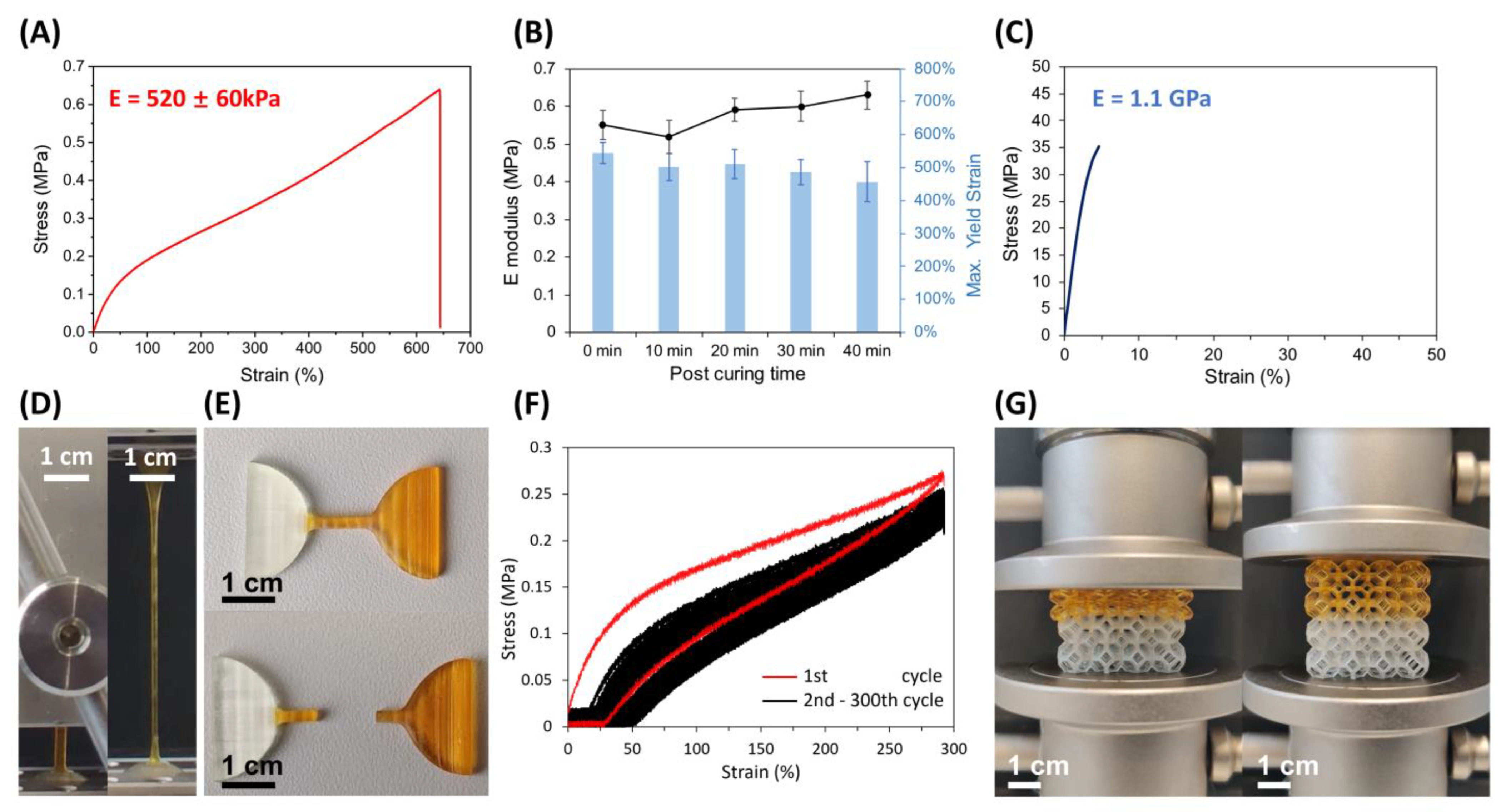
3.1. Mechanical Assessment of the Multi-Material Components
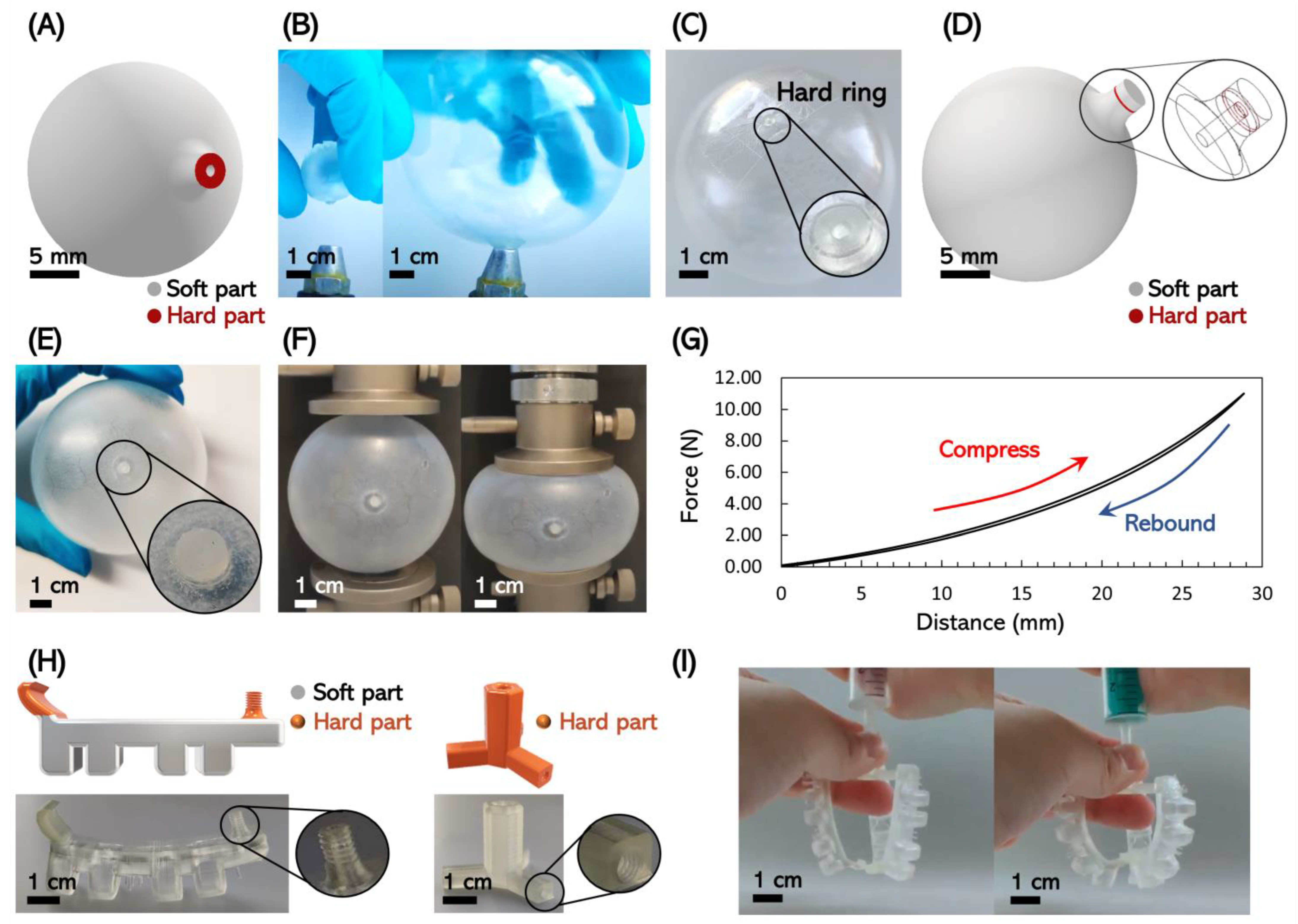
3.2. Three-Dimensional Printing of Multi-Material Actuators
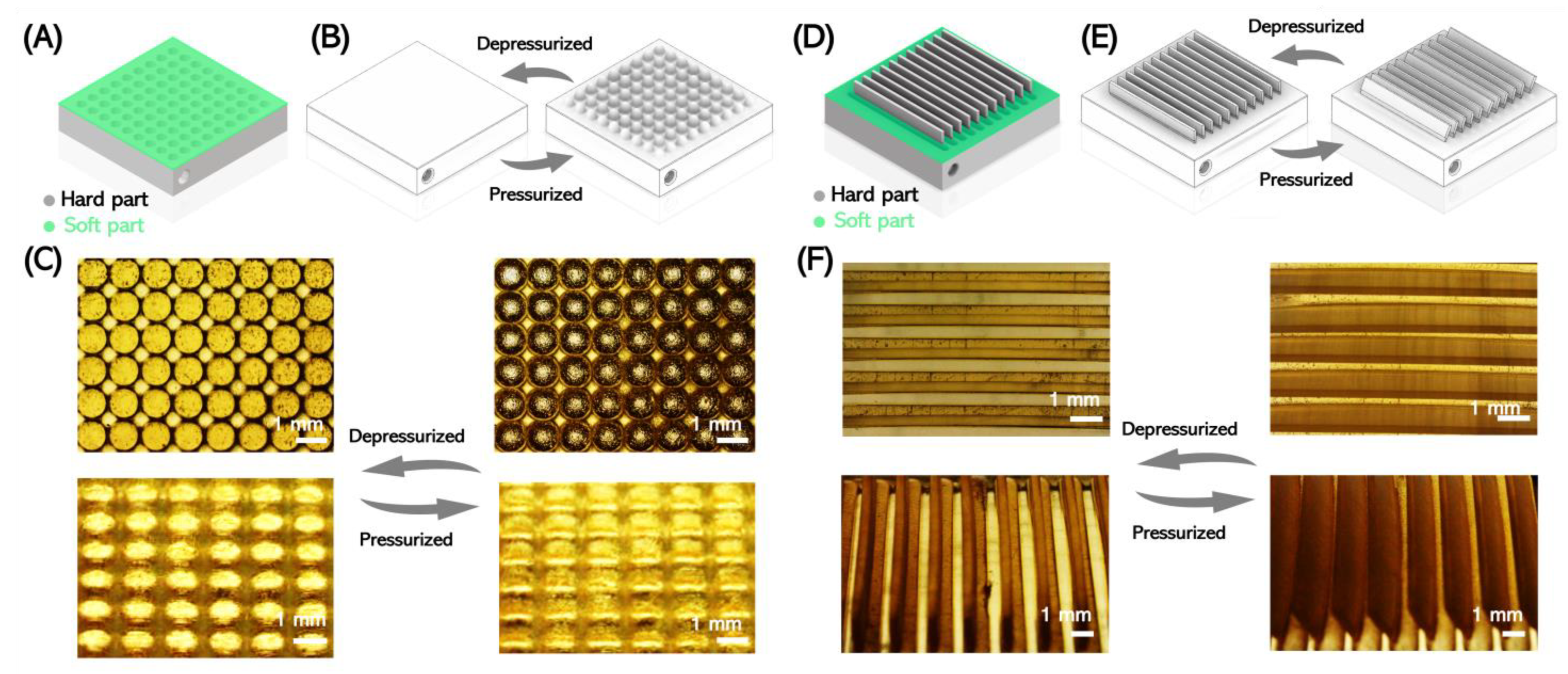
3.3. Three-Dimensional Printing of Multi-Material Microactuators
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wallin, T.J.; Pikul, J.; Shepherd, R.F. 3D Printing of Soft Robotic Systems. Nat. Rev. Mater. 2018, 3, 84–100. [Google Scholar] [CrossRef]
- Weisgrab, G.; Ovsianikov, A.; Costa, P.F. Functional 3D Printing for Microfluidic Chips. Adv. Mater. Technol. 2019, 4, 1900275. [Google Scholar] [CrossRef]
- Loh, C.S.; Yokoi, H.; Arai, T. New shape memory alloy actuator: Design and application in the prosthetic hand. In Proceedings of the 2005 IEEE Engineering in Medicine and Biology 27th Annual Conference, Shanghai, China, 17–18 January 2006; pp. 6900–6903. [Google Scholar]
- Ge, Q.; Sakhaei, A.H.; Lee, H.; Dunn, C.K.; Fang, N.X.; Dunn, M.L. Multimaterial 4D Printing with Tailorable Shape Memory Polymers. Sci. Rep. 2016, 6, 31110. [Google Scholar] [CrossRef] [PubMed]
- Ikuta, K. Micro/Miniature shape memory alloy actuator. In Proceedings of the IEEE International Conference on Robotics and Automation Proceedings, Cincinnati, OH, USA, 13–18 May 1990; Volume 3, pp. 2156–2161. [Google Scholar]
- Majima, S.; Kodama, K.; Hasegawa, T. Modeling of Shape Memory Alloy Actuator and Tracking Control System with the Model. IEEE Trans. Control. Syst. Technol. 2001, 9, 54–59. [Google Scholar] [CrossRef]
- D’Eramo, L.; Chollet, B.; Leman, M.; Martwong, E.; Li, M.; Geisler, H.; Dupire, J.; Kerdraon, M.; Vergne, C.; Monti, F.; et al. Microfluidic Actuators Based on Temperature-Responsive Hydrogels. Microsyst. Nanoeng. 2018, 4, 17069. [Google Scholar] [CrossRef]
- Verpaalen, R.C.; Souren, A.E.; Debije, M.G.; Engels, T.A.; Bastiaansen, C.W.; Schenning, A.P. Unravelling Humidity-Gated, Temperature Responsive Bilayer Actuators. Soft Matter. 2020, 16, 2753–2759. [Google Scholar] [CrossRef]
- Bar-Cohen, Y.; Zhang, Q. Electroactive Polymer Actuators and Sensors. MRS Bull. 2008, 33, 173–181. [Google Scholar] [CrossRef]
- Shankar, R.; Ghosh, T.K.; Spontak, R.J. Electroactive nanostructured polymers as tunable actuators. Adv. Mater. 2007, 19, 2218–2223. [Google Scholar] [CrossRef]
- Rus, D.; Tolley, M.T. Design, Fabrication and Control of Soft Robots. Nature 2015, 521, 467–475. [Google Scholar] [CrossRef]
- Schmitt, F.; Piccin, O.; Barbé, L.; Bayle, B. Soft Robots Manufacturing: A Review. Front. Robot. AI 2018, 5, 84. [Google Scholar] [CrossRef]
- Queißer, J.F.; Neumann, K.; Rolf, M.; Reinhart, R.F.; Steil, J.J. An active compliant control mode for interaction with a pneumatic soft robot. In Proceedings of the 2014 IEEE/RSJ International Conference on Intelligent Robots and Systems, Chicago, IL, USA, 14–18 September 2014; pp. 573–579. [Google Scholar]
- Sun, Y.; Song, Y.S.; Paik, J. Characterization of silicone rubber based soft pneumatic actuators. In Proceedings of the 2013 IEEE/RSJ International Conference on Intelligent Robots and Systems, Tokyo, Japan, 3–7 November 2013; pp. 4446–4453. [Google Scholar]
- Yap, H.K.; Ng, H.Y.; Yeow, C.H. High-Force Soft Printable Pneumatics for Soft Robotic Applications. Soft Robot. 2016, 3, 144–158. [Google Scholar] [CrossRef]
- Zhao, H.; Li, Y.; Elsamadisi, A.; Shepherd, R. Shepherd Scalable Manufacturing of High Force Wearable Soft Actuators. Extrem. Mech. Lett. 2015, 3, 89–104. [Google Scholar] [CrossRef]
- Anver, H.M.C.M.; Mutlu, R.; Alici, G. 3D printing of a thin-wall soft and monolithic gripper using fused filament fabrication. In Proceedings of the 2017 IEEE International Conference on Advanced Intelligent Mechatronics (AIM), Munich, Germany, 3–7 July 2017; pp. 442–447. [Google Scholar]
- Zhang, Y.-F.; Ng, C.J.-X.; Chen, Z.; Zhang, W.; Panjwani, S.; Kowsari, K.; Yang, H.Y.; Ge, Q. Miniature Pneumatic Actuators for Soft Robots by High-Resolution Multimaterial 3D Printing. Adv. Mater. Technol. 2019, 4, 1900427. [Google Scholar] [CrossRef]
- Keong, B.A.W.; Hua, R.Y.C. A Novel Fold-Based Design Approach toward Printable Soft Robotics Using Flexible 3D Printing Materials. Adv. Mater. Technol. 2018, 3, 1700172. [Google Scholar] [CrossRef]
- Shorthose, O.; He, L.; Albini, A.; Maiolino, P. Design of a Multimaterial 3D-Printed Soft Actuator with Bi-Directional Variable Stiffness; Springer: Berlin/Heidelberg, Germany, 2021. [Google Scholar]
- Dämmer, G.; Gablenz, S.; Hildebrandt, A.; Major, Z. PolyJet-Printed Bellows Actuators: Design, Structural Optimization, and Experimental Investigation. Front. Robot. AI 2019, 6, 34. [Google Scholar] [CrossRef] [PubMed]
- Skylar-Scott, M.A.; Mueller, J.; Visser, C.W.; Lewis, J.A. Voxelated Soft Matter via Multimaterial Multinozzle 3D Printing. Nature 2019, 575, 330–335. [Google Scholar] [CrossRef]
- Schaffner, M.; Faber, J.A.; Pianegonda, L.; Rühs, P.A.; Coulter, F.; Studart, A.R. 3D Printing of Robotic Soft Actuators with Programmable Bioinspired Architectures. Nat. Commun. 2018, 9, 878. [Google Scholar] [CrossRef]
- Peele, B.N.; Wallin, T.J.; Zhao, H.; Shepherd, R.F. 3D Printing Antagonistic Systems of Artificial Muscle Using Projection Stereolithography. Bioinspiration Biomim. 2015, 10, 055003. [Google Scholar] [CrossRef]
- Patel, D.K.; Sakhaei, A.H.; Layani, M.; Zhang, B.; Ge, Q.; Magdassi, S. Highly Stretchable and UV Curable Elastomers for Digital Light Processing Based 3D Printing. Adv. Mater. 2017, 29, 1606000. [Google Scholar] [CrossRef]
- Childs, E.H.; Latchman, A.V.; Lamont, A.C.; Hubbard, J.D.; Sochol, R.D. Additive Assembly for PolyJet-Based Multi-Material 3D Printed Microfluidics. J. Microelectromech. Syst. 2020, 29, 1094–1096. [Google Scholar] [CrossRef]
- Sugavaneswaran, M.; Arumaikkannu, G. Modelling for Randomly Oriented Multi Material Additive Manufacturing Component and Its Fabrication. Mater. Des. 2014, 54, 779–785. [Google Scholar] [CrossRef]
- Hubbard, J.D.; Acevedo, R.; Edwards, K.M.; Alsharhan, A.T.; Wen, Z.; Landry, J.; Wang, K.; Schaffer, S.; Sochol, R.D. Fully 3D-Printed Soft Robots with Integrated Fluidic Circuitry. Sci. Adv. 2021, 7, eabe5257. [Google Scholar] [CrossRef] [PubMed]
- Bartlett, N.W.; Tolley, M.T.; Overvelde, J.T.B.; Weaver, J.C.; Mosadegh, B.; Bertoldi, K.; Whitesides, G.M.; Wood, R.J. A 3D-Printed, Functionally Graded Soft Robot Powered by Combustion. Science 2015, 349, 161–165. [Google Scholar] [CrossRef] [PubMed]
- Bhanvadia, A.A.; Farley, R.T.; Noh, Y.; Nishida, T. High-Resolution Stereolithography Using a Static Liquid Constrained Interface. Commun. Mater. 2021, 2, 41. [Google Scholar] [CrossRef]
- Schüller-Ravoo, S.; Feijen, J.; Grijpma, D.W. Preparation of Flexible and Elastic Poly(Trimethylene Carbonate) Structures by Stereolithography. Macromol. Biosci. 2011, 11, 1662–1671. [Google Scholar] [CrossRef] [PubMed]
- Chan, V.; Jeong, J.H.; Bajaj, P.; Collens, M.; Saif, T.; Kong, H.; Bashir, R. Multi-Material Bio-Fabrication of Hydrogel Cantilevers and Actuators with Stereolithography. Lab Chip 2012, 12, 88–98. [Google Scholar] [CrossRef]
- Tawk, C.; Alici, G. A Review of 3D-Printable Soft Pneumatic Actuators and Sensors: Research Challenges and Opportunities. Adv. Intell. Syst. 2021, 3, 2000223. [Google Scholar] [CrossRef]
- Qian, J.-Y.; Hou, C.-W.; Li, X.-J.; Jin, Z.-J. Actuation Mechanism of Microvalves: A Review. Micromachines 2020, 11, 172. [Google Scholar] [CrossRef] [PubMed]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component of Soft Resin | Orange Version Unit: wt.% | Colorless Version Unit: wt.% |
|---|---|---|
| PEGDMA (Mn~10,000) | 10 | 10 |
| PEG (Mn~4000) | 20 | 20 |
| PEG (Mn~400) | 20 | 20 |
| Pentaerythritol ethoxylate (Mn~797) | 20 | 20 |
| Acrylic acid | 29.3 | 29.1 |
| DBTBL | 0.5 | 0.5 |
| TPO | 0.2 | 0.2 |
| Sudan Orange G | 0.02 | - |
| Tinuvin-326 | - | 0.2 |
| Component of Hard Resin | Unit: wt.% |
|---|---|
| DUDMA | 25 |
| Acrylic acid | 25 |
| PEGDA (Mn~575) | 25 |
| PETA | 24.6 |
| TPO | 0.2 |
| Tinuvin-326 | 0.2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Song, Q.; Chen, Y.; Hou, P.; Zhu, P.; Helmer, D.; Kotz-Helmer, F.; Rapp, B.E. Fabrication of Multi-Material Pneumatic Actuators and Microactuators Using Stereolithography. Micromachines 2023, 14, 244. https://doi.org/10.3390/mi14020244
Song Q, Chen Y, Hou P, Zhu P, Helmer D, Kotz-Helmer F, Rapp BE. Fabrication of Multi-Material Pneumatic Actuators and Microactuators Using Stereolithography. Micromachines. 2023; 14(2):244. https://doi.org/10.3390/mi14020244
Chicago/Turabian StyleSong, Qingchuan, Yunong Chen, Peilong Hou, Pang Zhu, Dorothea Helmer, Frederik Kotz-Helmer, and Bastian E. Rapp. 2023. "Fabrication of Multi-Material Pneumatic Actuators and Microactuators Using Stereolithography" Micromachines 14, no. 2: 244. https://doi.org/10.3390/mi14020244
APA StyleSong, Q., Chen, Y., Hou, P., Zhu, P., Helmer, D., Kotz-Helmer, F., & Rapp, B. E. (2023). Fabrication of Multi-Material Pneumatic Actuators and Microactuators Using Stereolithography. Micromachines, 14(2), 244. https://doi.org/10.3390/mi14020244