
Nano Hotplate Fabrication for Metal Oxide-Based Gas Sensors by Combining Electron Beam and Focused Ion Beam Lithography

 , , , and
, , , and 
Abstract
:1. Introduction
2. Materials and Methods
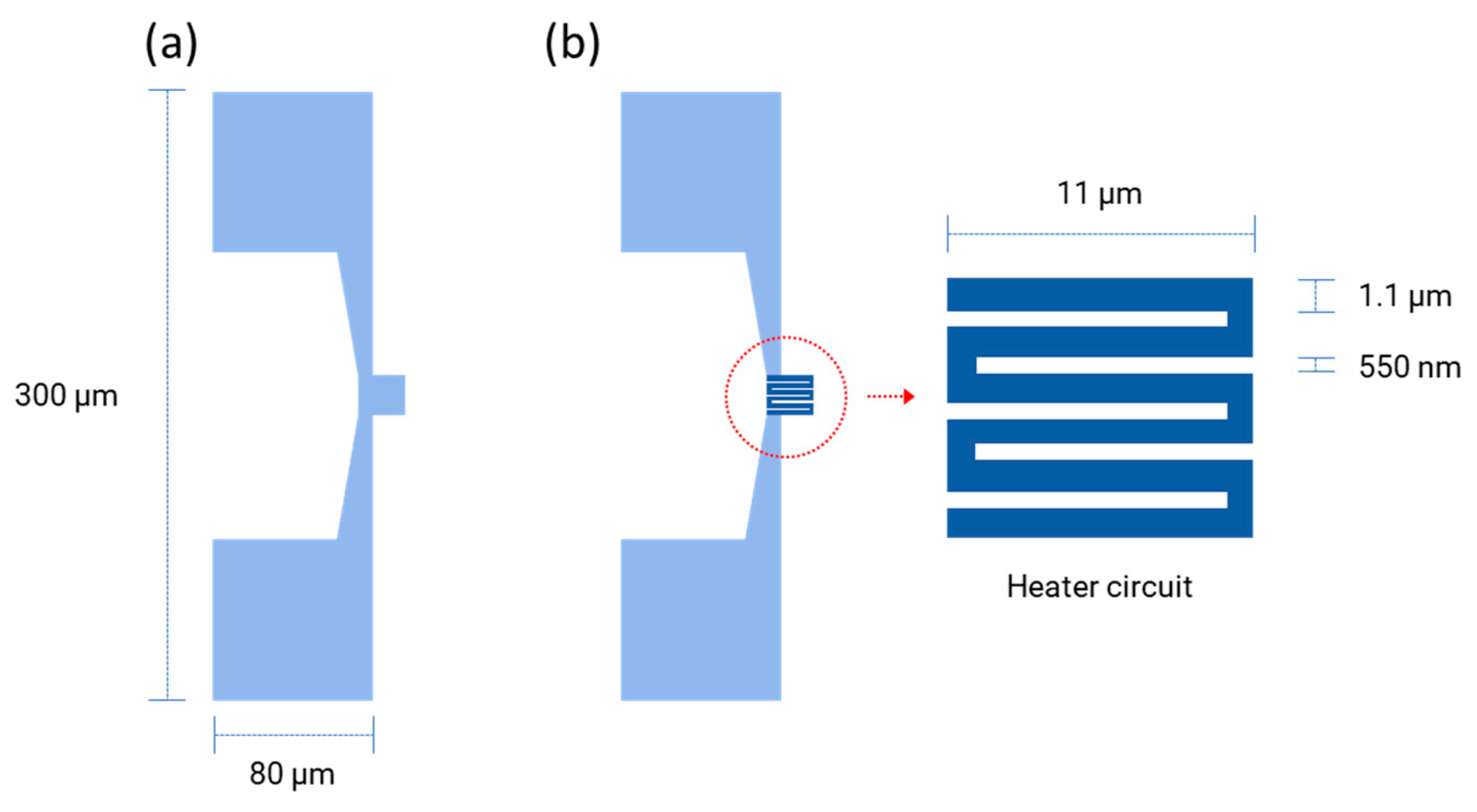
2.1. NHP Substrate Preparation
2.2. Heater and Electrode Material Selection
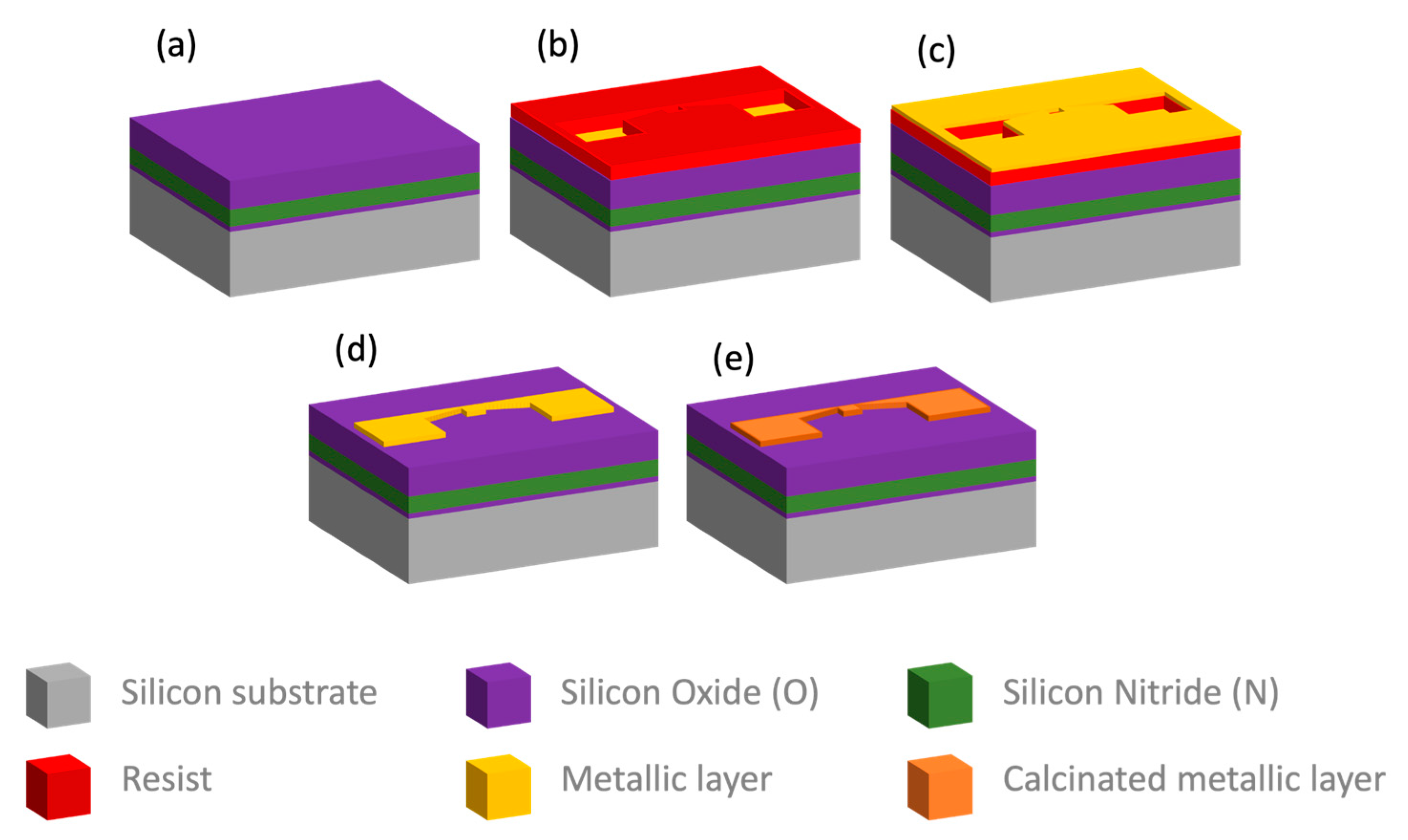
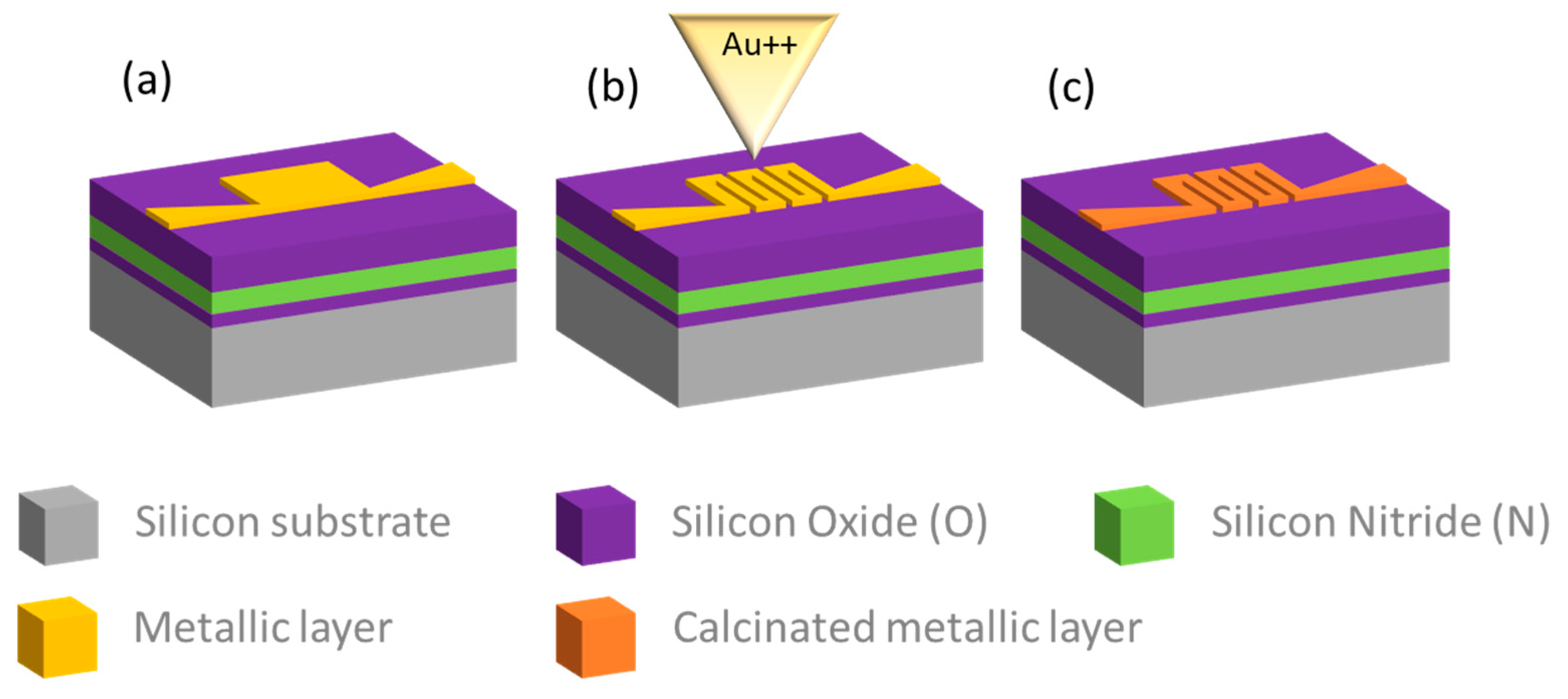
2.3. NHP Fabrication Process
2.4. NHP Characterizations
3. Results
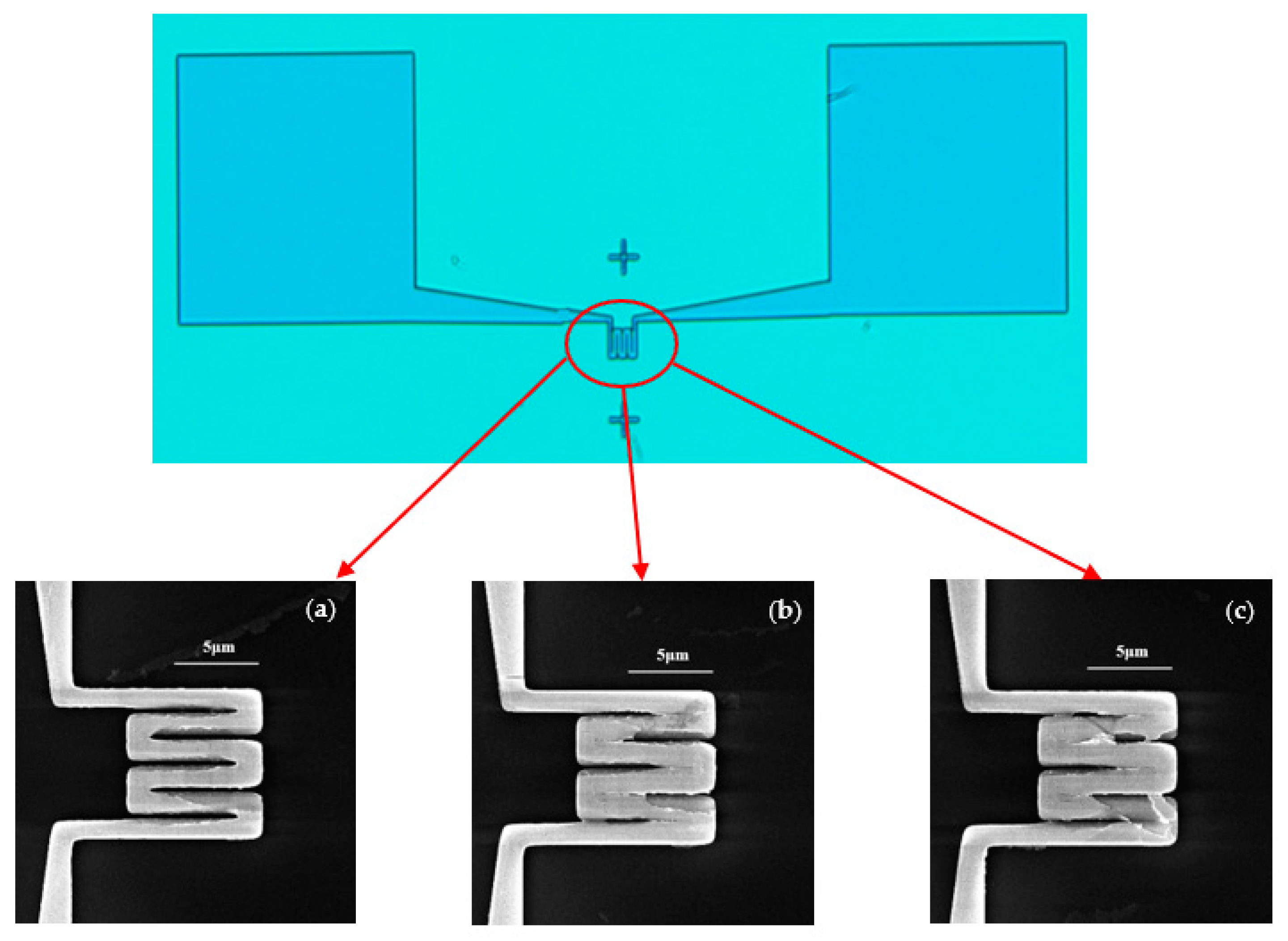
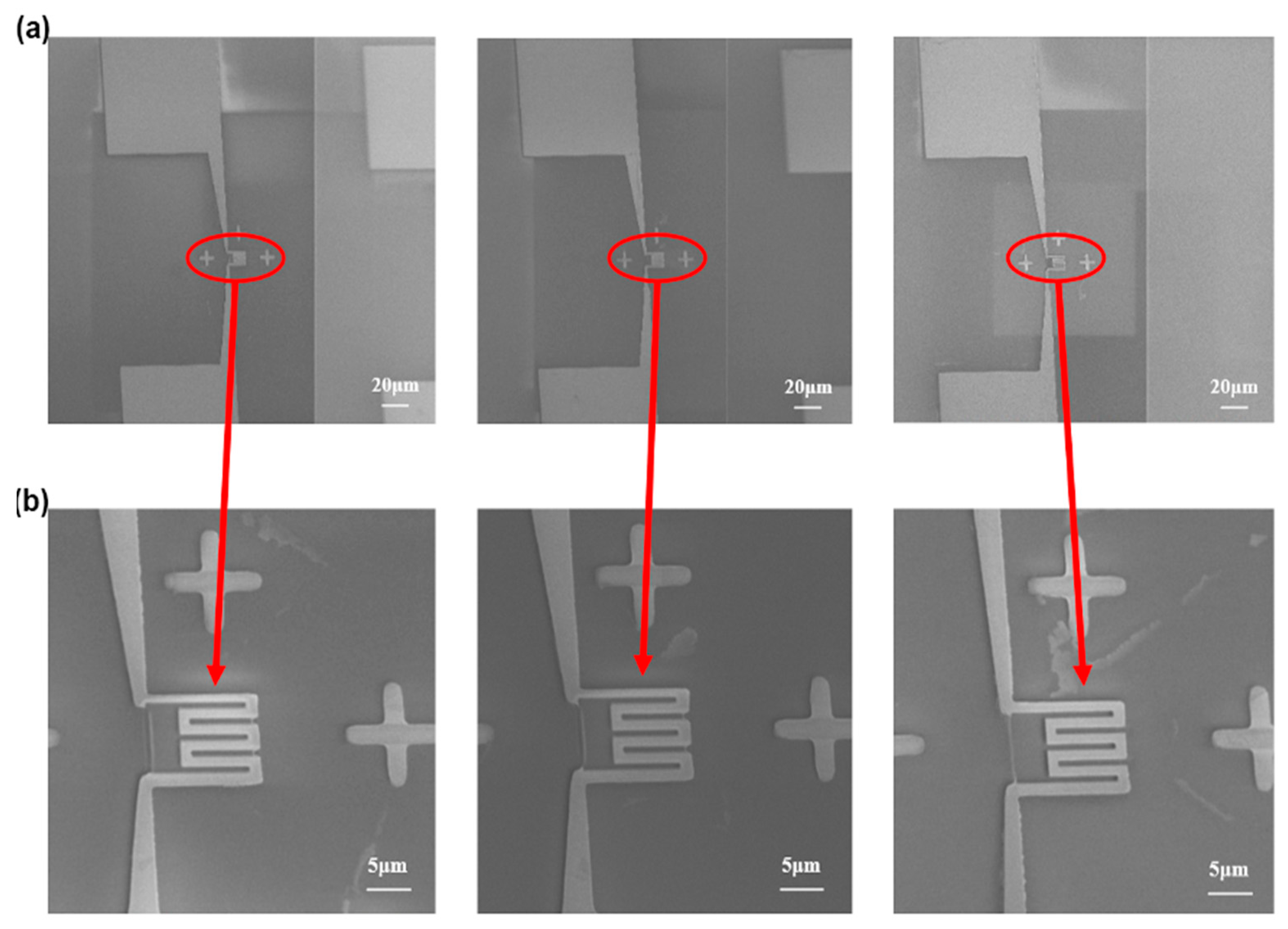
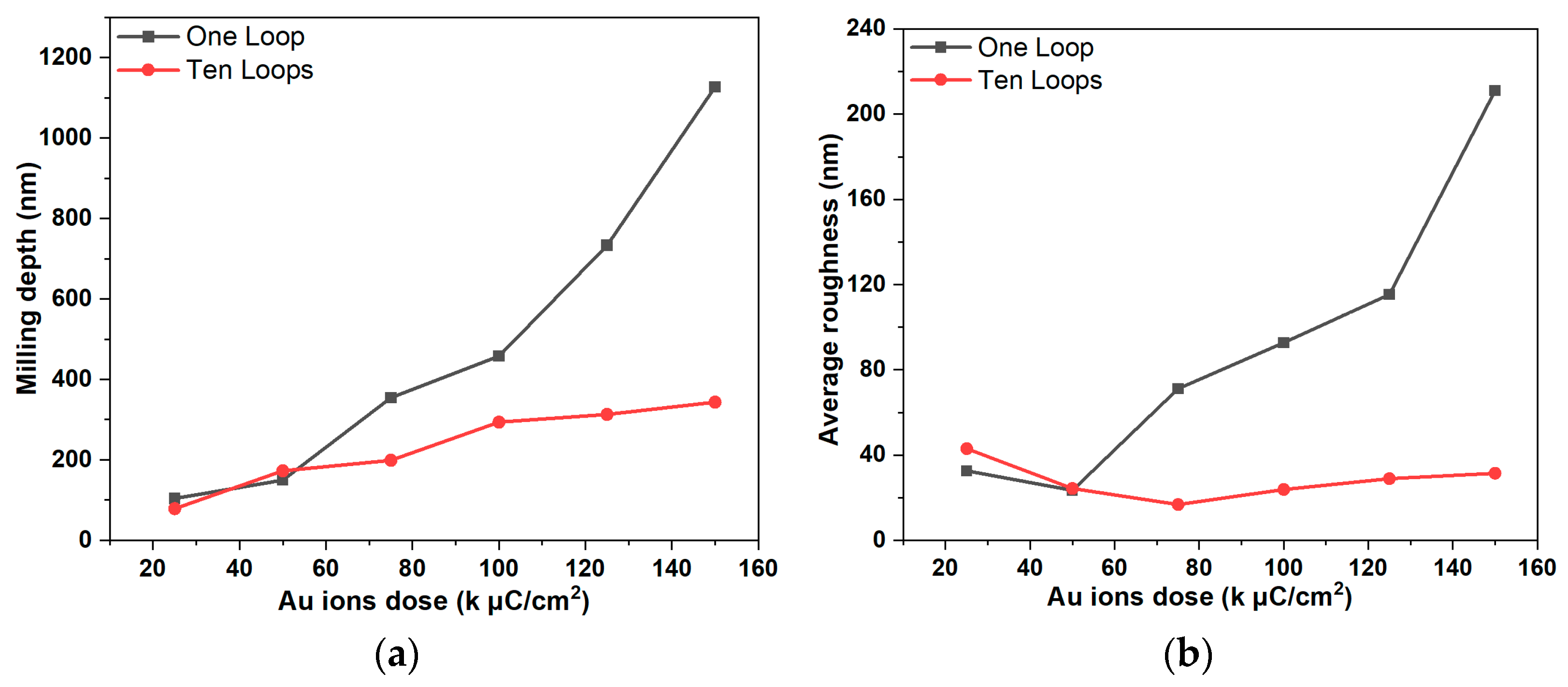
3.1. Morphology Characterization
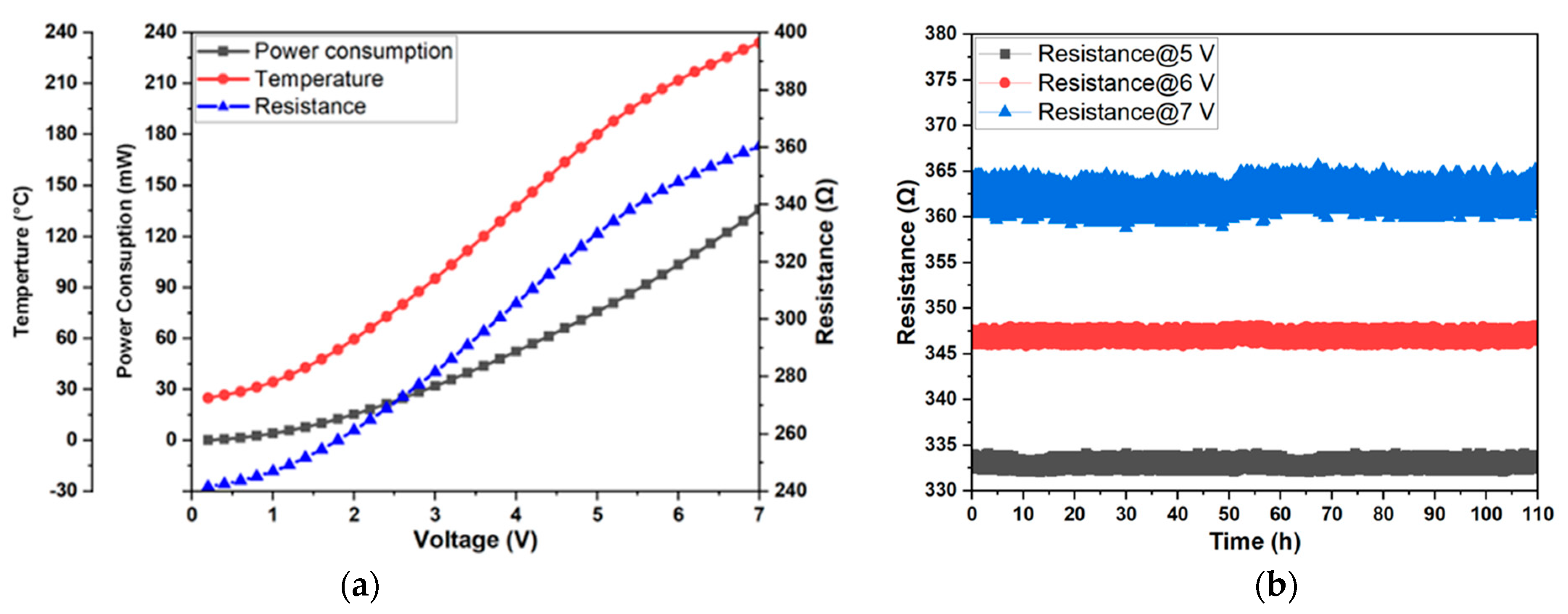
3.2. Electrical Performance Measurement
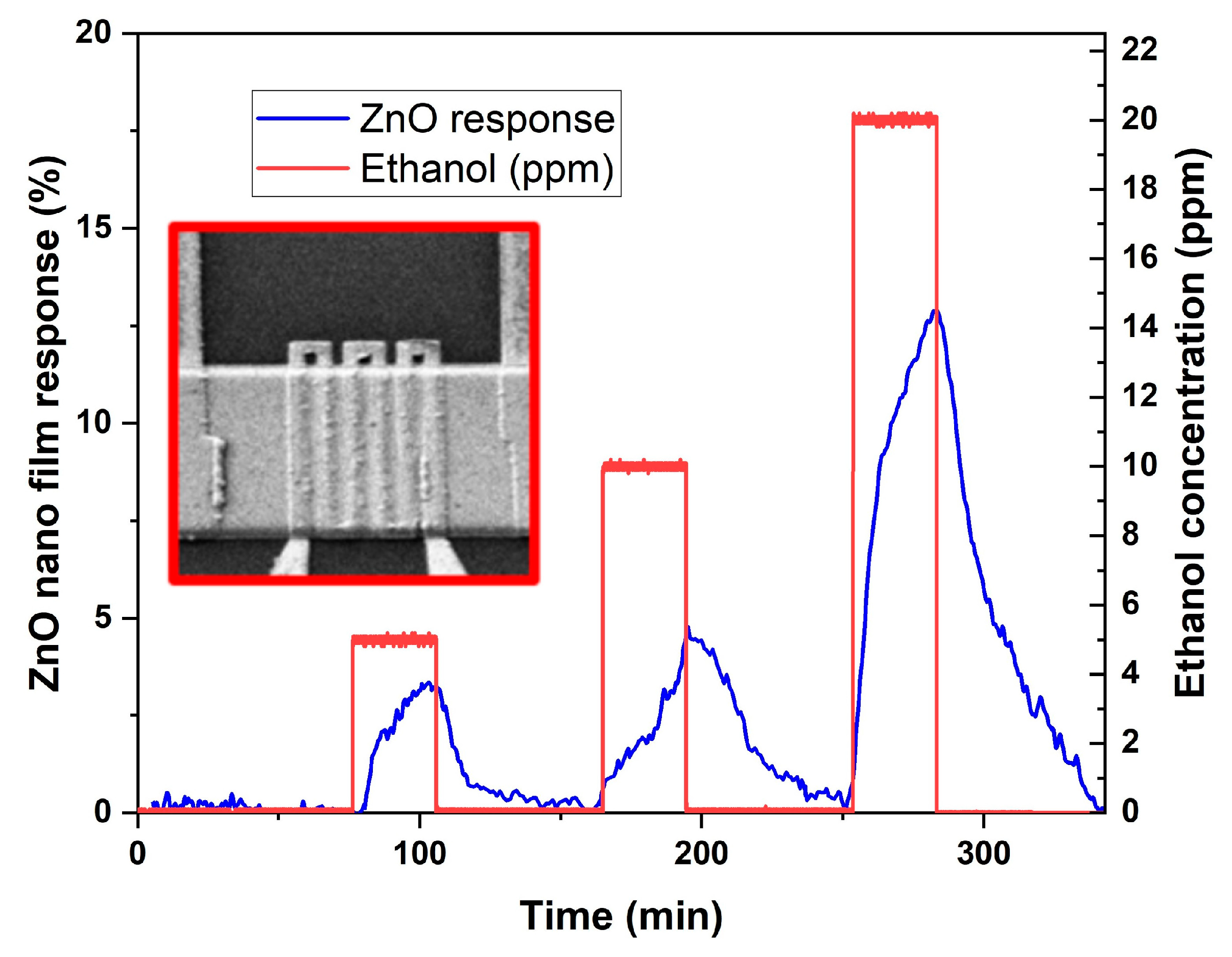
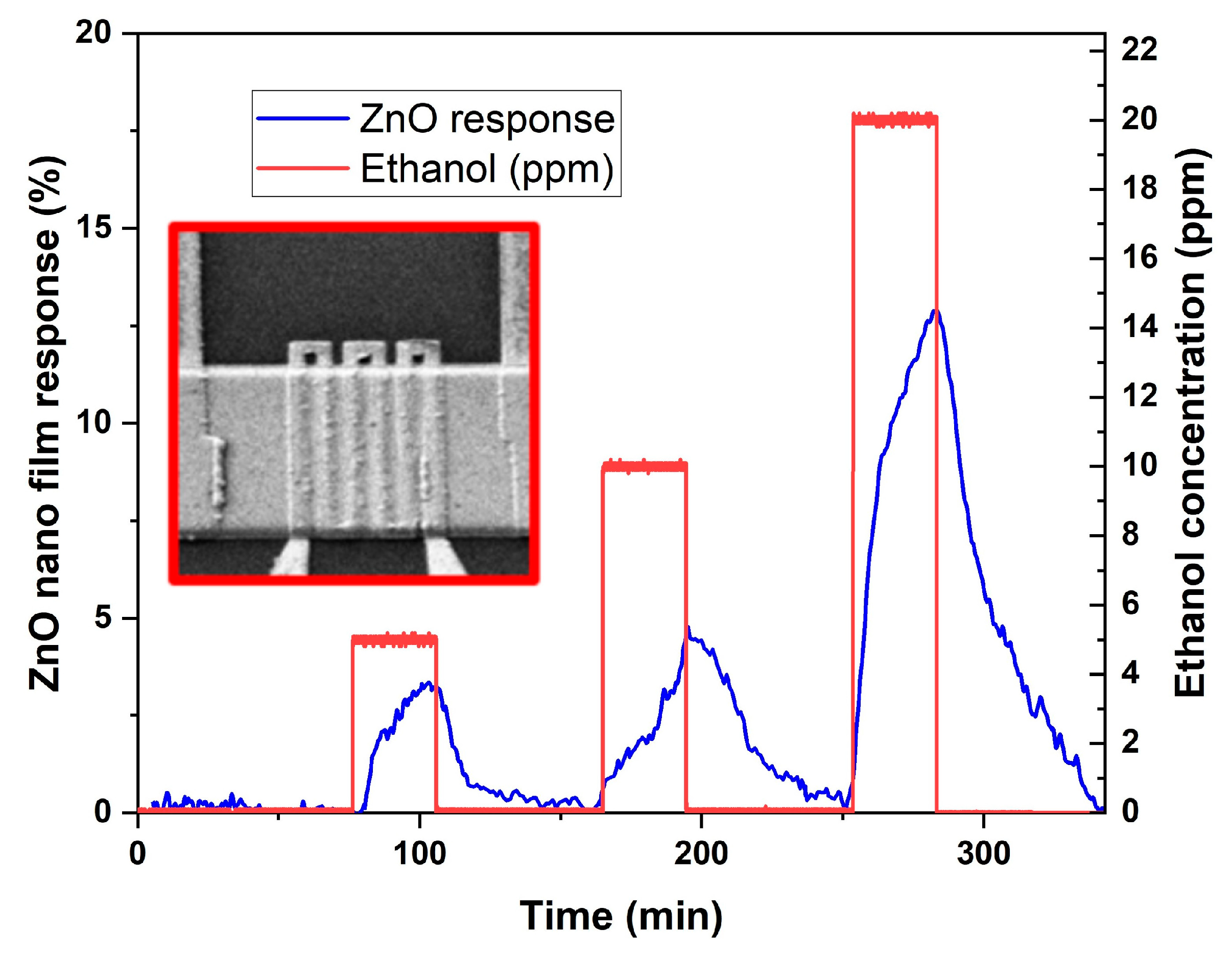
3.3. NHP Application for ZnO Gas Sensor Device
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Güntner, A.T.; Pineau, N.J.; Pratsinis, S.E. Flame-made chemoresistive gas sensors and devices. PECS 2022, 90, 100992. [Google Scholar] [CrossRef]
- Wang, X.; Feng, H.; Chen, T.; Zhao, S.; Zhang, J.; Zhang, X. Gas sensor technologies and mathematical modelling for quality sensing in fruit and vegetable cold chains: A review. Trends Food Sci. Technol. 2021, 110, 483–492. [Google Scholar] [CrossRef]
- Guntner, A.T.; Abegg, S.; Konigstein, K.; Gerber, P.A.; Schmidt-Trucksass, A.; Pratsinis, S.E. Breath Sensors for Health Monitoring. ACS Sens. 2019, 4, 268–280. [Google Scholar] [CrossRef] [PubMed]
- Asri, M.I.A.; Hasan, M.N.; Fuaad, M.R.A.; Yunos, Y.M.; Ali, M.S.M. MEMS Gas Sensors: A Review. IEEE Sens. J. 2021, 21, 18381–18397. [Google Scholar] [CrossRef]
- Raju, P.; Li, Q. Review—Semiconductor Materials and Devices for Gas Sensors. J. Electrochem. Soc. 2022, 169, 057518. [Google Scholar] [CrossRef]
- Zhang, Y.; Jinag, Y.; Zhen, Y.; Bohao, L.; Qiuni, Z.; Qi, H.; Ziteng, L.; Wen, Z.; Zaihua, D.; Huiling, T. Synergistic Effect of Electron Scattering and Space Charge Transfer Enabled Unprecedented Room Temperature NO2 Sensing Response of SnO2. Small 2023, 4, 2303631. [Google Scholar] [CrossRef] [PubMed]
- Niu, G.; Wang, F. A review of MEMS-based metal oxide semiconductors gas sensor in Mainland China. J. Micromech. Microeng. 2022, 32, 054003. [Google Scholar] [CrossRef]
- Majhi, S.M.; Mirzaei, A.; Kim, H.W.; Kim, S.S.; Kim, T.W. Recent advances in energy-saving chemiresistive gas sensors: A review. Nano Energy 2021, 79, 105369. [Google Scholar] [CrossRef]
- Jeroish, Z.E.; Bhuvaneshwari, K.S.; Samsuri, F.; Narayanamurthy, V. Microheater: Material, design, fabrication, temperature control, and applications-a role in COVID-19. Biomed. Microdevices 2021, 24, 3. [Google Scholar] [CrossRef]
- Hwang, W.J.; Shin, K.S.; Roh, J.H.; Lee, D.S.; Choa, S.H. Development of micro-heaters with optimized temperature compensation design for gas sensors. Sensors 2011, 11, 2580–2591. [Google Scholar] [CrossRef]
- Kuchmenko, T.A.; Krylov, V.V.; Smetankina, A.V.; Dorovskaya, E.S.; Menzhulina, D.A.; Bityukova, V.V.; Umarkhanov, R.U. Portable electronic nose system for fast gynecological-conditions diagnosis in consulting room: A case study. Sens. Actuators B Chem. 2022, 358, 131538. [Google Scholar] [CrossRef]
- Nazemi, H.; Joseph, A.; Park, J.; Emadi, A. Advanced Micro- and Nano-Gas Sensor Technology: A Review. Sensors 2019, 19, 1285. [Google Scholar] [CrossRef] [PubMed]
- Shwetha, H.R.; Sharath, S.M.; Guruprasad, B.; Rudraswamy, S.B. MEMS based metal oxide semiconductor carbon dioxide gas sensor. MNE 2022, 16, 100156. [Google Scholar] [CrossRef]
- Bagolini, A.; Gaiardo, A.; Crivellari, M.; Demenev, E.; Bartali, R.; Picciotto, A.; Valt, M.; Ficorella, F.; Guidi, V.; Bellutti, P. Development of MEMS MOS gas sensors with CMOS compatible PECVD inter-metal passivation. Sens. Actuators B Chem. 2019, 292, 225–232. [Google Scholar] [CrossRef]
- Singh, A.; Sharma, A.; Dhull, N.; Arora, A.; Tomar, M.; Gupta, V. MEMS-based microheaters integrated gas sensors. Integr. Ferroelectr. 2019, 193, 72–87. [Google Scholar] [CrossRef]
- Sun, J.; Sokolovskij, R.; Iervolino, E.; Liu, Z.; Sarro, P.M.; Zhang, G. Suspended AlGaN/GaN HEMT NO2 Gas Sensor Integrated With Micro-heater. J. Microelectromech. Syst. 2019, 28, 997–1004. [Google Scholar] [CrossRef]
- Schössler, T.; Schön, F.; Lemier, C.; Urban, G. Reliability improvements of thin film platinum resistors on wafer-level and micro-hotplates at stress temperatures in the range of 140–290 °C. Microelectron. Reliab. 2020, 104, 113557. [Google Scholar] [CrossRef]
- Gaiardo, A.; Novel, D.; Scattolo, E.; Crivellari, M.; Picciotto, A.; Ficorella, F.; Iacob, E.; Bucciarelli, A.; Petti, L.; Lugli, P.; et al. Optimization of a Low-Power Chemoresistive Gas Sensor: Predictive Thermal Modelling and Mechanical Failure Analysis. Sensors 2021, 21, 783. [Google Scholar] [CrossRef] [PubMed]
- Wang, Y.; Duan, C.; Peng, L.; Liao, J. Dimensionality-dependent charge transport in close-packed nanoparticle arrays: From 2D to 3D. Sci. Rep. 2014, 4, 7565. [Google Scholar] [CrossRef]
- Van, P.T.H.; Dai, D.D.; Van Duy, N.; Hoa, N.D.; Van Hieu, N. Ultrasensitive NO2 gas sensors using tungsten oxide nanowires with multiple junctions self-assembled on discrete catalyst islands via on-chip fabrication. Sens. Actuators B Chem. 2016, 227, 198–203. [Google Scholar] [CrossRef]
- Zhang, D.; Liu, L.; Li, C.; Tang, T.; Liu, X.; Han, S.; Lei, B.; Zhou, C. Detection of NO2 down to ppb Levels Using Individual and Multiple In2O3 Nanowire Devices. Nano Lett. 2004, 4, 1919–1924. [Google Scholar] [CrossRef]
- Jung, G.; Hong, Y.; Hong, S.; Jang, D.; Jeong, Y.; Shin, W.; Park, J.; Kim, D.; Jeong, C.B.; Kim, D.U.; et al. A low-power embedded poly-Si micro-heater for gas sensor platform based on a FET transducer and its application for NO2 sensing. Sens. Actuators B Chem. 2021, 334, 129642. [Google Scholar] [CrossRef]
- Okazaki, S. High resolution optical lithography or high throughput electron beam lithography: The technical struggle from the micro to the nano-fabrication evolution. Microelectron. Eng. 2015, 133, 23–35. [Google Scholar] [CrossRef]
- Toshihiko, T.; Mitsuaki, M.; Nobufumi, A. Mechansim of Resist Pattern Collapse during Development Process. Jpn. J. Appl. Phys. 1993, 32, 6059–6064. [Google Scholar]
- Bruchhaus, L.; Mazarov, P.; Bischoff, L.; Gierak, J.; Wieck, A.D.; Hövel, H. Comparison of technologies for nano device prototyping with a special focus on ion beams: A review. Appl. Phys. Rev. 2017, 4, 011302. [Google Scholar] [CrossRef]
- Tseng, A.A.; Insua, I.A.; Park, J.-S.; Chen, C.D. Milling yield estimation in focused ion beam milling of two-layer substrates. J Micromech. Microeng. 2005, 15, 20–28. [Google Scholar] [CrossRef]
- Klingner, N.; Hlawacek, G.; Mazarov, P.; Pilz, W.; Meyer, F.; Bischoff, L. Imaging and milling resolution of light ion beams from helium ion microscopy and FIBs driven by liquid metal alloy ion sources. Beilstein J. Nanotechnol. 2020, 11, 1742–1749. [Google Scholar] [CrossRef] [PubMed]
- Jamaludin, F.S.; Mohd Sabri, M.F.; Said, S.M. Controlling parameters of focused ion beam (FIB) on high aspect ratio micro holes milling. Microsyst 2013, 19, 1873–1888. [Google Scholar] [CrossRef]
- Kumar, M.; Pandey, R.K.; Pathak, S.; Vandana; Ojha, S.; Kumar, T.; Kumar, R. Surface engineering of Pt thin films by low energy heavy ion irradiation. Appl. Surf. Sci. 2021, 540, 148338. [Google Scholar] [CrossRef]
- Zhao, L.; Cui, Y.; Li, W.; Khan, W.A.; Ma, Y. 3-D SRIM Simulation of Focused Ion Beam Sputtering with an Application-Oriented Incident Beam Model. Appl. Sci. 2019, 9, 5133. [Google Scholar] [CrossRef]
- Liu, W.; Su, Q.; Xue, Y.; Xie, R.Z.; Ren, X.M.; Liu, L. Design and performance of NiCr-based micro-heater with lower excitation energy. J. Phys. Conf. Ser. 2020, 1507, 022015. [Google Scholar] [CrossRef]
- Prasad, M.; Dutta, P.S. Development of micro-hotplate and its reliability for gas sensing applications. Appl. Phys. A 2018, 124, 788. [Google Scholar] [CrossRef]
- Souhir, B.; Sami, G.; Hekmet, C.S.; Abdennaceur, K. Design, Simulation, and Optimization of a Meander Micro Hotplate for Gas Sensors. Trans. Electr. Electron. Mater. 2016, 17, 189–195. [Google Scholar] [CrossRef]
- Gaiardo, A.; Novel, D.; Scattolo, E.; Bucciarelli, A.; Bellutti, P.; Pepponi, G. Dataset of the Optimization of a Low Power Chemoresistive Gas Sensor: Predictive Thermal Modelling and Mechanical Failure Analysis. Data 2021, 6, 30. [Google Scholar] [CrossRef]
- Yang, G.; Zhang, Z.; Zhang, Y.-L.; Luo, Y.-Y.; Xiong, X.; Duan, G.-T. Thermal simulation of micro hotplate for multiple MEMS gas sensors. Chin. J. Anal. Chem. 2022, 50, 38–43. [Google Scholar] [CrossRef]
- Al-Hardan, N.H.; Abdullah, M.J.; Abdul Aziz, A.; Hassan, Z. The effect of heat treatments on the properties of Ti/Pt heating elements for gas sensor applications. Mater. Sci. Semicond. 2010, 13, 199–204. [Google Scholar] [CrossRef]
- Olson, D.H.; Freedy, K.M.; McDonnell, S.J.; Hopkins, P.E. The influence of titanium adhesion layer oxygen stoichiometry on thermal boundary conductance at gold contacts. Appl. Phys. Lett. 2018, 112, 171602. [Google Scholar] [CrossRef]
- Yoon, H.-S.; Kim, C.-S.; Lee, H.-T.; Ahn, S.-H. Advanced scanning paths for focused ion beam milling. VAC 2017, 143, 40–49. [Google Scholar] [CrossRef]
- Madison, A.C.; Villarrubia, J.S.; Liao, K.T.; Copeland, C.R.; Schumacher, J.; Siebein, K.; Ilic, B.R.; Liddle, J.A.; Stavis, S.M. Unmasking the Resolution–Throughput Tradespace of Focused-Ion-Beam Machining. Adv. Funct. Mater. 2022, 32, 2111840. [Google Scholar] [CrossRef]
- Toskov, S.; Glatz, R.; Miskovic, G.; Radosavljevic, G. Modeling and fabrication of Pt micro-heaters built on alumina Substrate. In Proceedings of the 36th International Spring Seminar on Electronics Technology, Alba Iulia, Romania, 8–12 May 2013; pp. 47–52. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Hotplate Dimensions (μm2) | Hμhotplate Geometry | Temperature (°C) | Power (mW) | Reference |
|---|---|---|---|---|
| 100 × 100 | Suspended membrane | 300 | 5.85 | [13] |
| 1327 × 1327 | Suspended membrane | 450 | 107 | [14] |
| 250 × 250 | Suspended bridge | 100 | 35 | [15] |
| 280 × 290 | Suspended membrane | 100 | 60 | [16] |
| 1300 × 1300 | Suspended membrane | 250 | 50 | [17] |
| 300 × 300 | Bulk alumina | 250 | 770 | [40] |
| 11 × 11 | Bulk silicon | 230 | 130 | This work |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Feng, Z.; Giubertoni, D.; Cian, A.; Valt, M.; Barozzi, M.; Gaiardo, A.; Guidi, V. Nano Hotplate Fabrication for Metal Oxide-Based Gas Sensors by Combining Electron Beam and Focused Ion Beam Lithography. Micromachines 2023, 14, 2060. https://doi.org/10.3390/mi14112060
Feng Z, Giubertoni D, Cian A, Valt M, Barozzi M, Gaiardo A, Guidi V. Nano Hotplate Fabrication for Metal Oxide-Based Gas Sensors by Combining Electron Beam and Focused Ion Beam Lithography. Micromachines. 2023; 14(11):2060. https://doi.org/10.3390/mi14112060
Chicago/Turabian StyleFeng, Zhifu, Damiano Giubertoni, Alessandro Cian, Matteo Valt, Mario Barozzi, Andrea Gaiardo, and Vincenzo Guidi. 2023. "Nano Hotplate Fabrication for Metal Oxide-Based Gas Sensors by Combining Electron Beam and Focused Ion Beam Lithography" Micromachines 14, no. 11: 2060. https://doi.org/10.3390/mi14112060
APA StyleFeng, Z., Giubertoni, D., Cian, A., Valt, M., Barozzi, M., Gaiardo, A., & Guidi, V. (2023). Nano Hotplate Fabrication for Metal Oxide-Based Gas Sensors by Combining Electron Beam and Focused Ion Beam Lithography. Micromachines, 14(11), 2060. https://doi.org/10.3390/mi14112060