4.1. Single Discharge Experiments
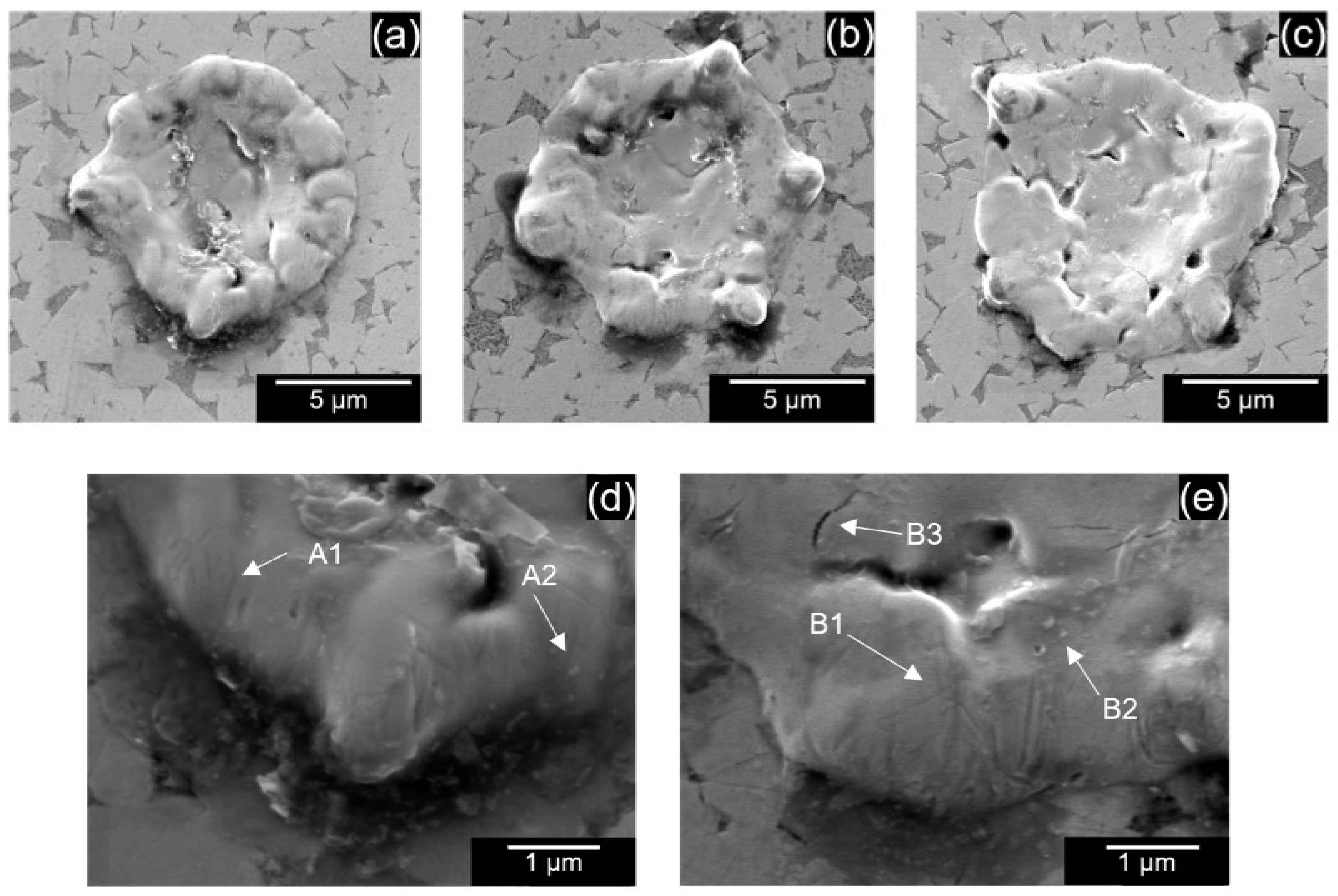
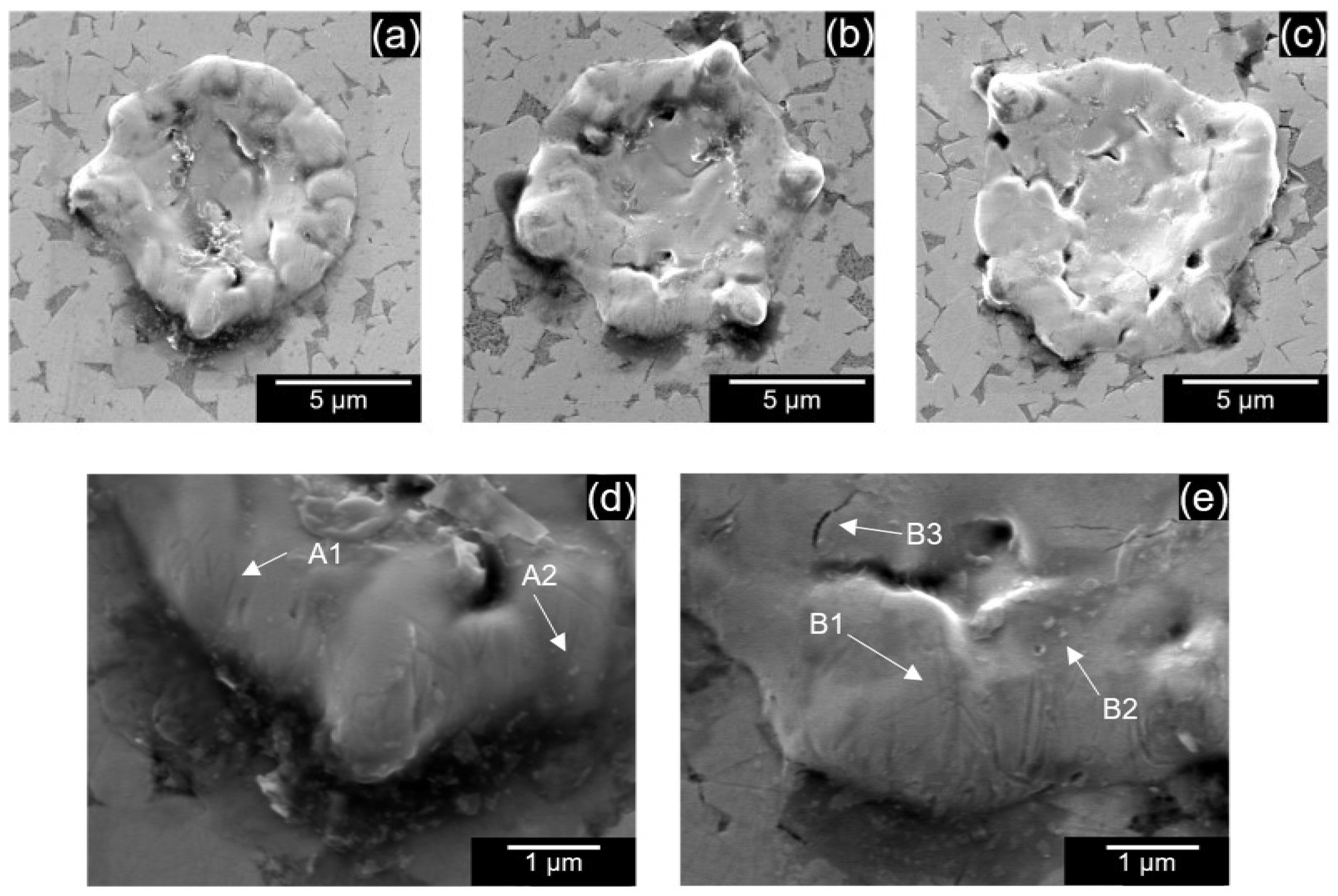
Figure 5a–c shows the single discharge craters obtained using EDM oil without powder addition for 90, 100, and 110 V, respectively. Unlike the craters in the EDM of other materials, such as silicon carbide [
12,
21,
27], which show clear circular boundaries, craters in WC-Co were irregular. Furthermore, enlarged images of the crater surface, as shown in
Figure 5d,e, indicate that the machining has not completely progressed to the crater’s edge since the polishing marks from the original sample are retained after EDM (A1 and B1). These marks indicated that at these discharge energies, the heat generated is not sufficient to melt the material at the edges; instead, the grains are pushed outwards. Additionally, as seen in A2–B2, redeposited materials are observed. Since tungsten carbide is a highly dense material, it is difficult to eject the molten materials entirely from the discharge gap, which redeposits onto the surface. The formation of micro-cracks was also observed, as seen in B3. Crack formation is due to the preferential removal of cobalt binder, which has a lower melting point than tungsten carbide, forming voids, which develop into cracks.
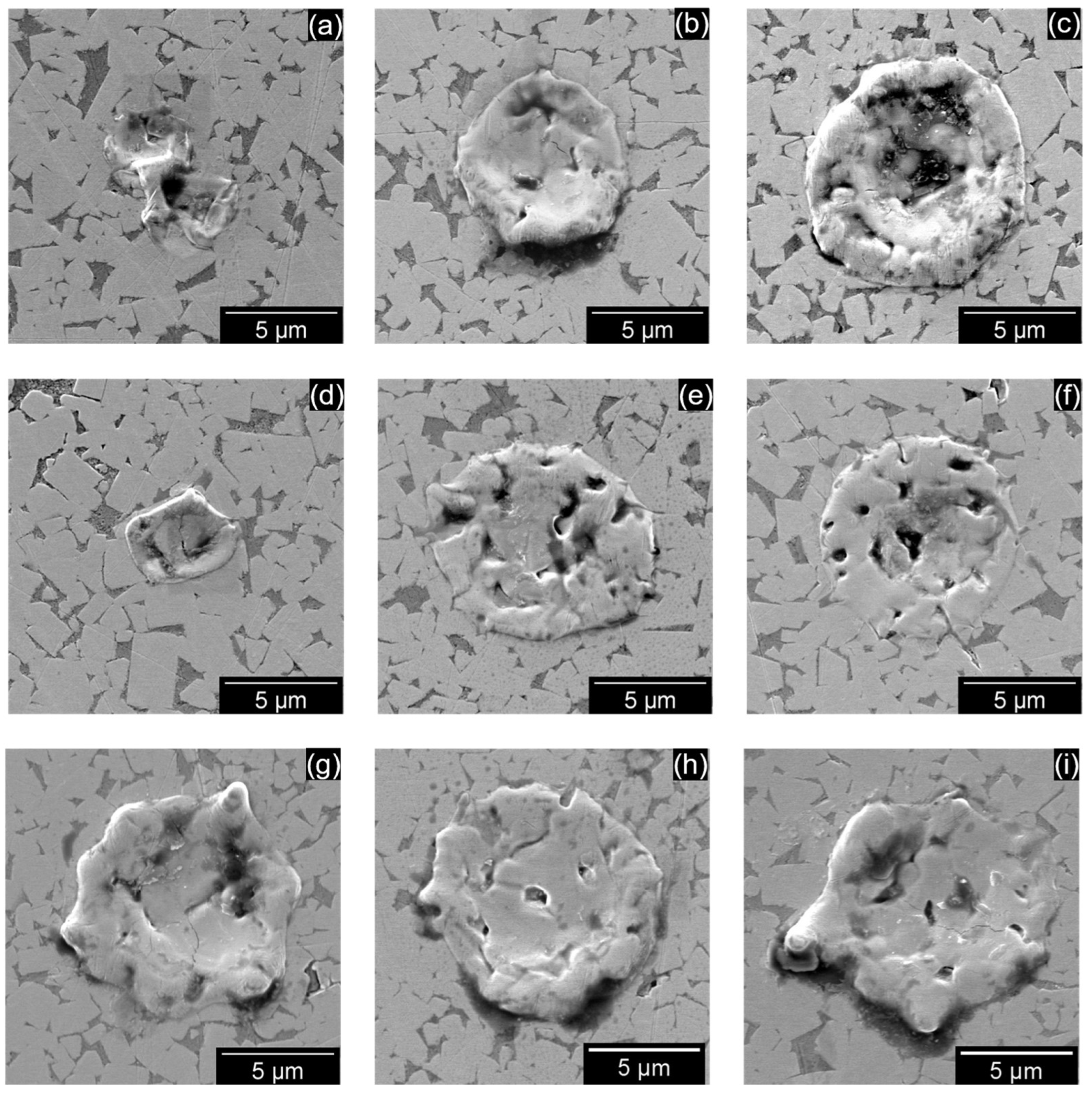
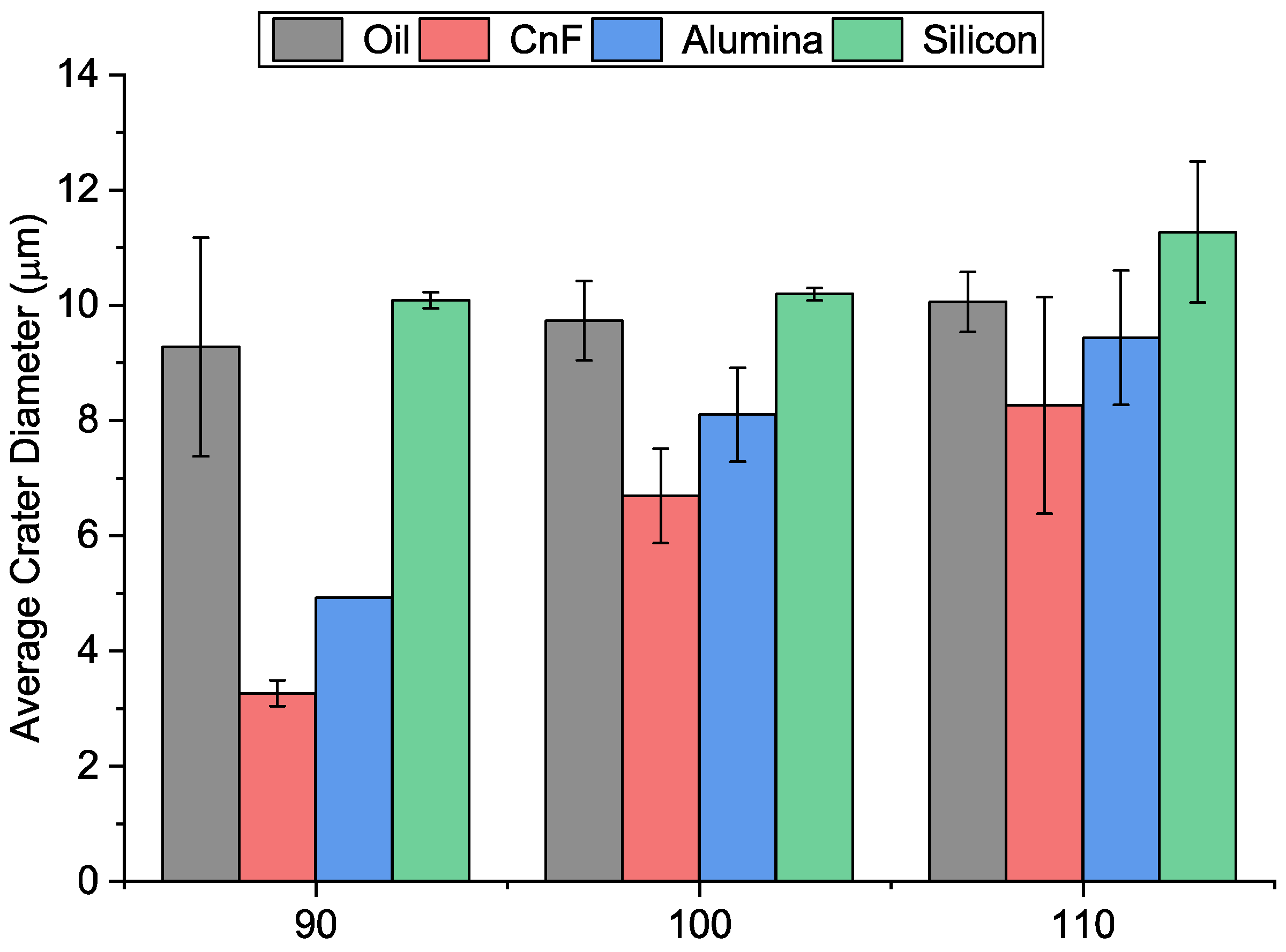
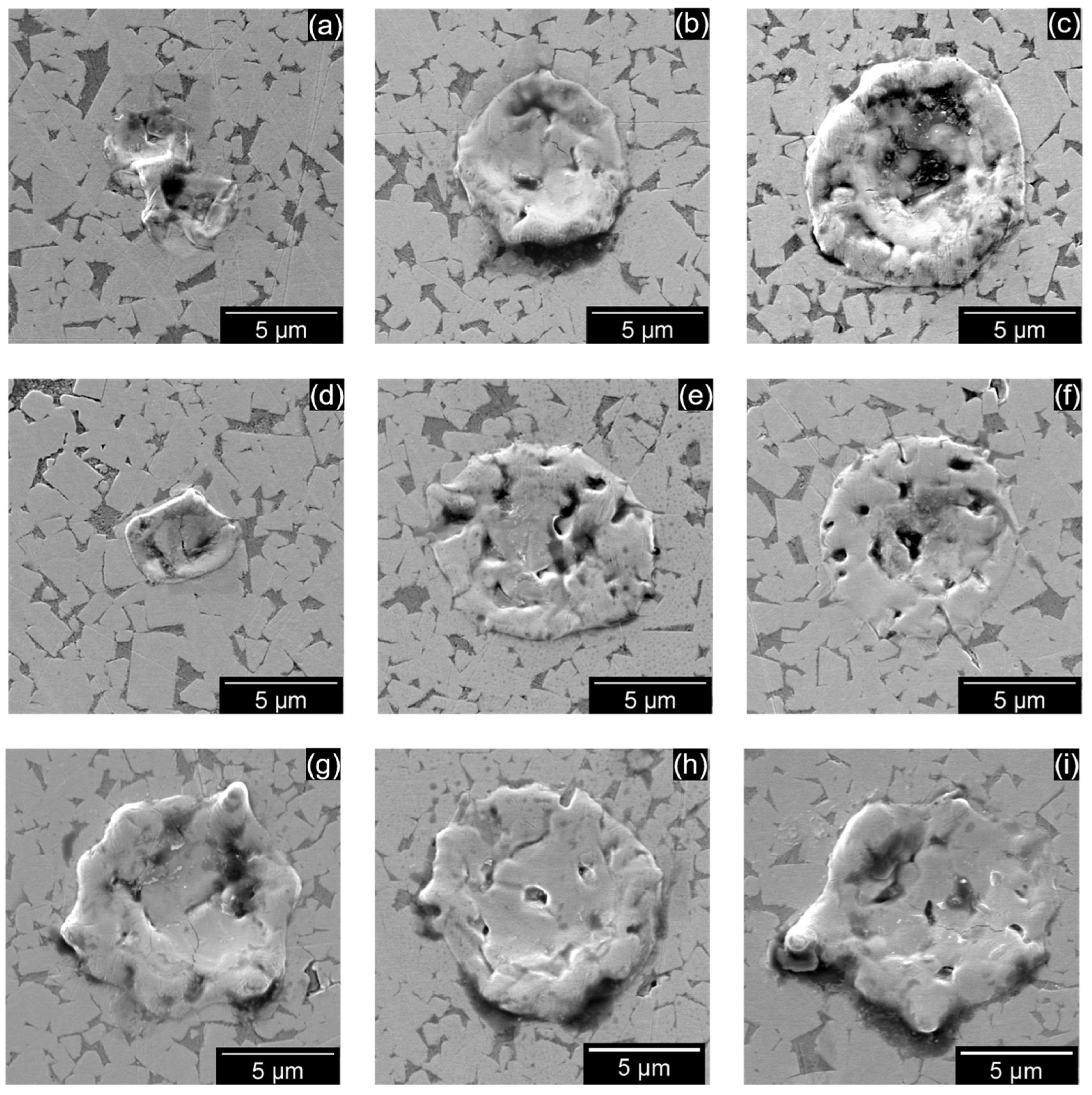
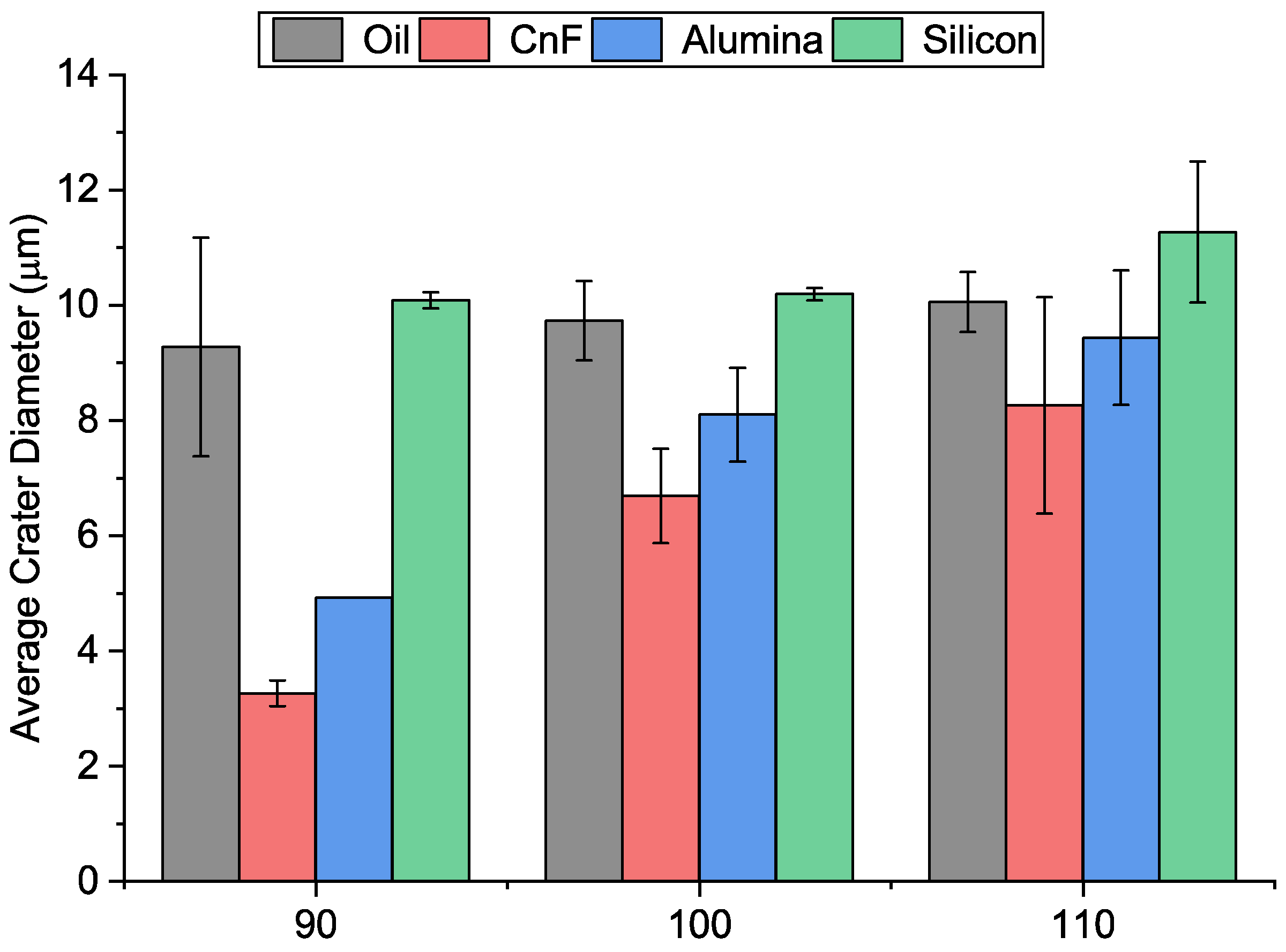
Figure 6a–i show the SEM images of single discharge craters observed at various PMEDM conditions. The average diameter of these craters is summarized in
Figure 7. In the case of carbon nanofiber and alumina mixed EDM, the average crater diameter reduced, whereas it increased in the case of silicon. In addition, the crater diameter increased with voltage for all conditions.
According to previous research, the discharge gap increased drastically when the carbon nanofibers were added to the dielectric [
21]. Furthermore, as explained earlier, the breakdown strength is significantly reduced due to its high conductivity. The plasma, which is formed, has lower energy; as it travels for a longer distance, it weakens further. This results in a narrow crater. In the case of alumina-mixed EDM, the increase in the discharge gap is not significant due to its low electrical conductivity. Additionally, alumina particles absorb plasma energy due to their high thermal conductivity. Since lower energy is transmitted to the workpiece, lower material is removed. However, in the case of silicon, contrary results were observed. Silicon exhibits thermal and electrical properties in between carbon nanofiber and alumina. Although the discharge gap is increased compared to the no powder condition, it is not as large as carbon nanofibers. As a result, an expanded plasma channel is formed, which results in a wider crater. Thus, it can be seen that the properties of powder influence the discharge process significantly.
4.2. Hole Machining by Carbon Nanofiber-Mixed EDM
The machined profiles and the material removal rate with oil and carbon nanofiber-mixed EDM are summarized in
Figure 8 and
Figure 9, respectively. In the only EDM oil condition, the maximum MRR obtained was 0.0026 mm
3/min at 110 V condition, which decreased with the decrease in voltage. With an increase in voltage (
V), the maximum discharge energy per spark (W) increases, and as a result, the material removed per discharge also increases, Equation (3). This can be seen evidently in
Figure 7, where the crater diameter increased with an increase in voltage.
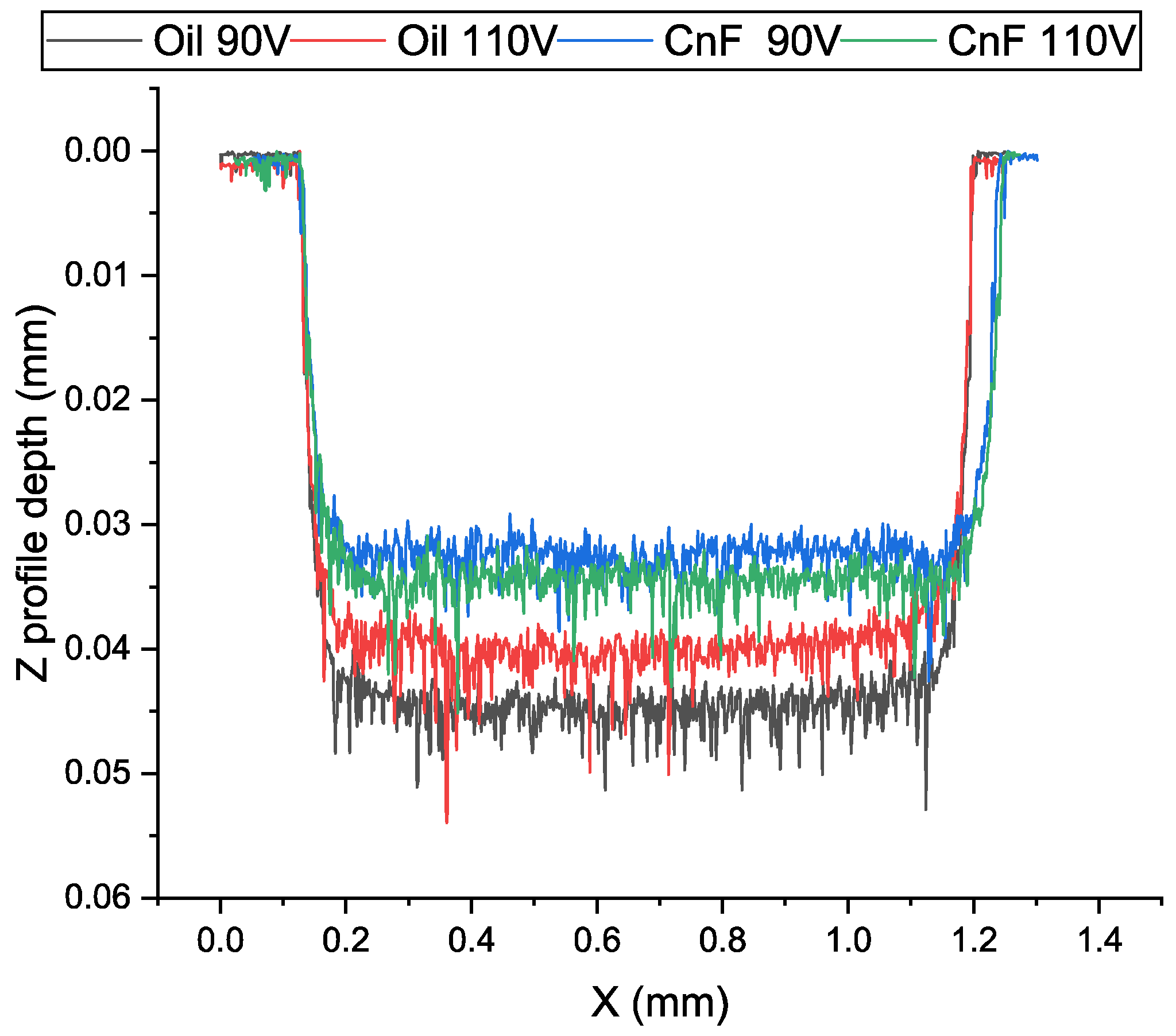
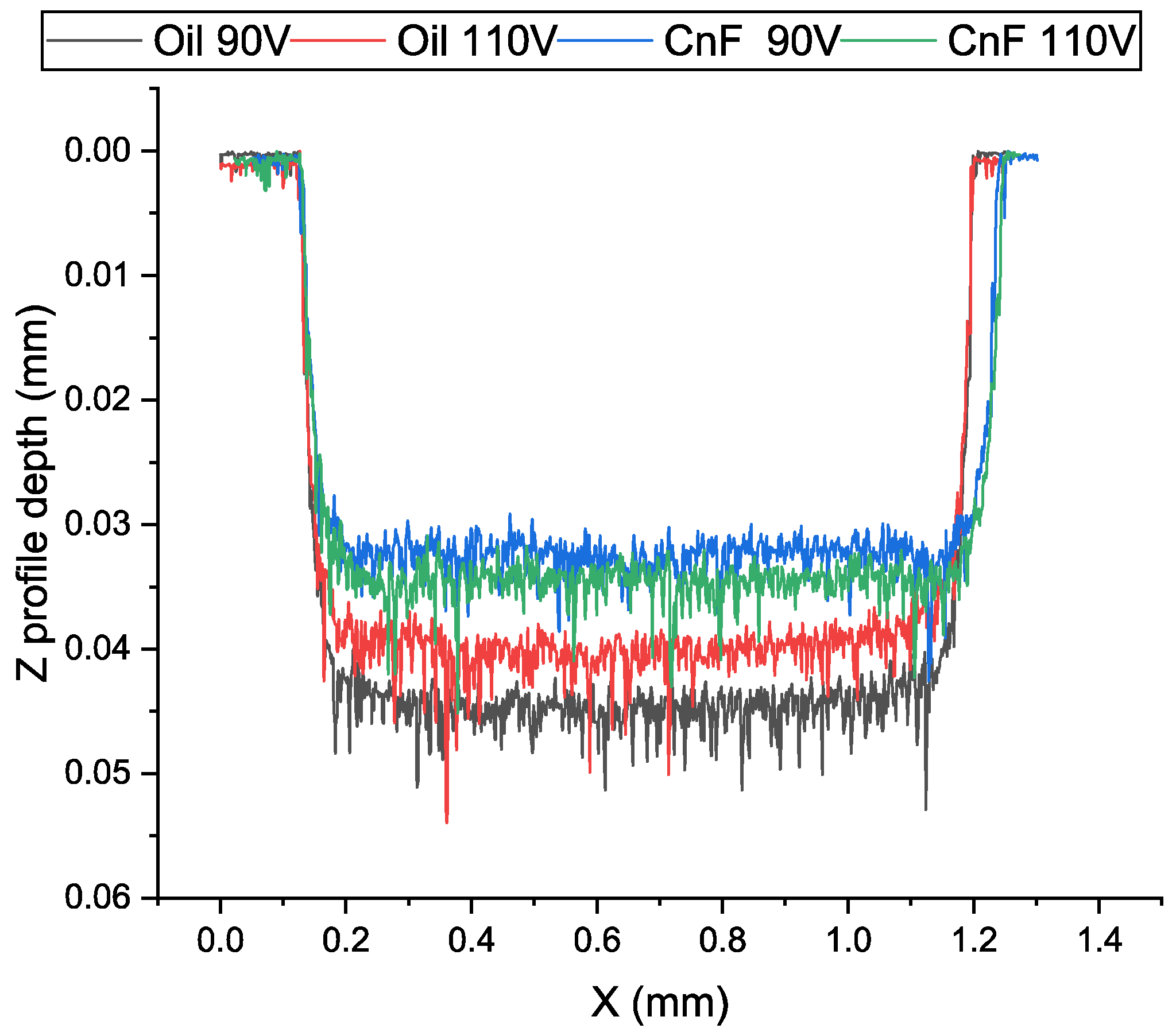
It can be seen from the machined profiles in
Figure 8 that the machined holes were shallower and wider with the addition of the carbon nanofiber. The increase in machined hole diameter, called overcut, is due to an increase in the discharge gap due to the addition of nanofibers.
It was observed that even though the machined depth with the oil-only condition was large, the MRR increased for all concentrations of CnF and voltages. At a higher discharge energy of 110 V, the maximum MRR observed was 0.017 mm
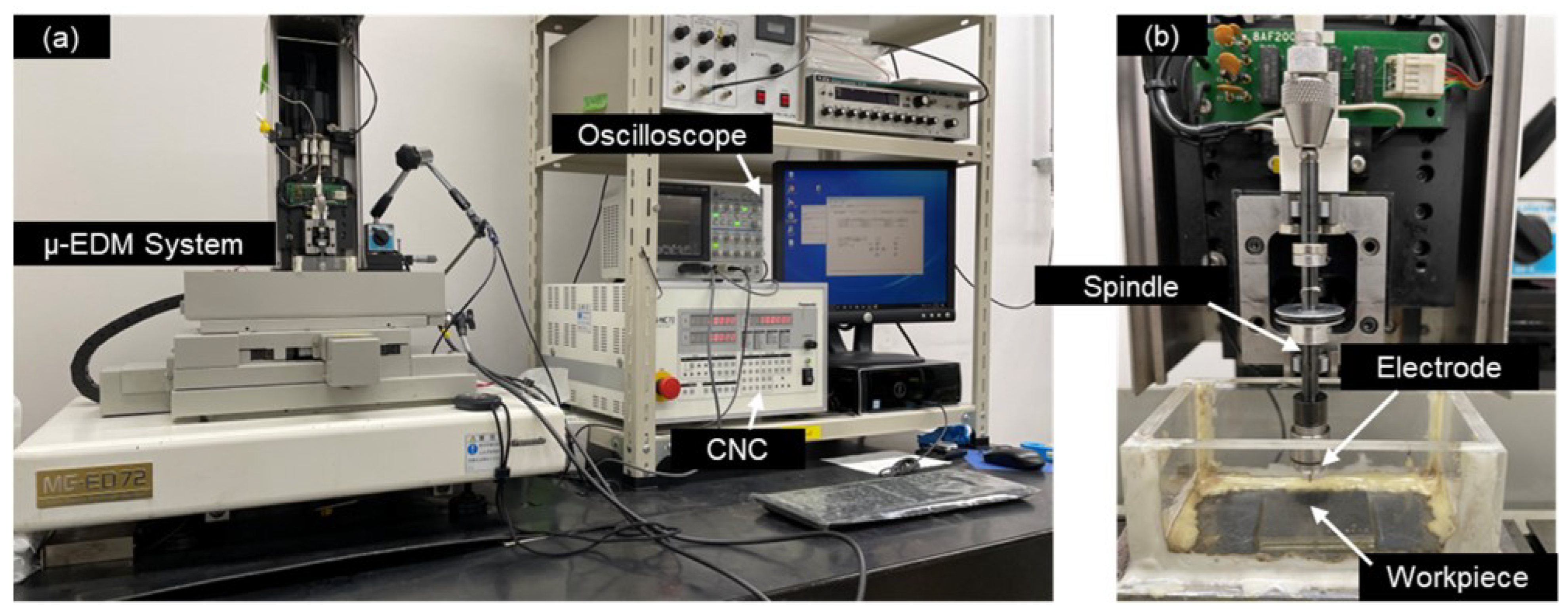
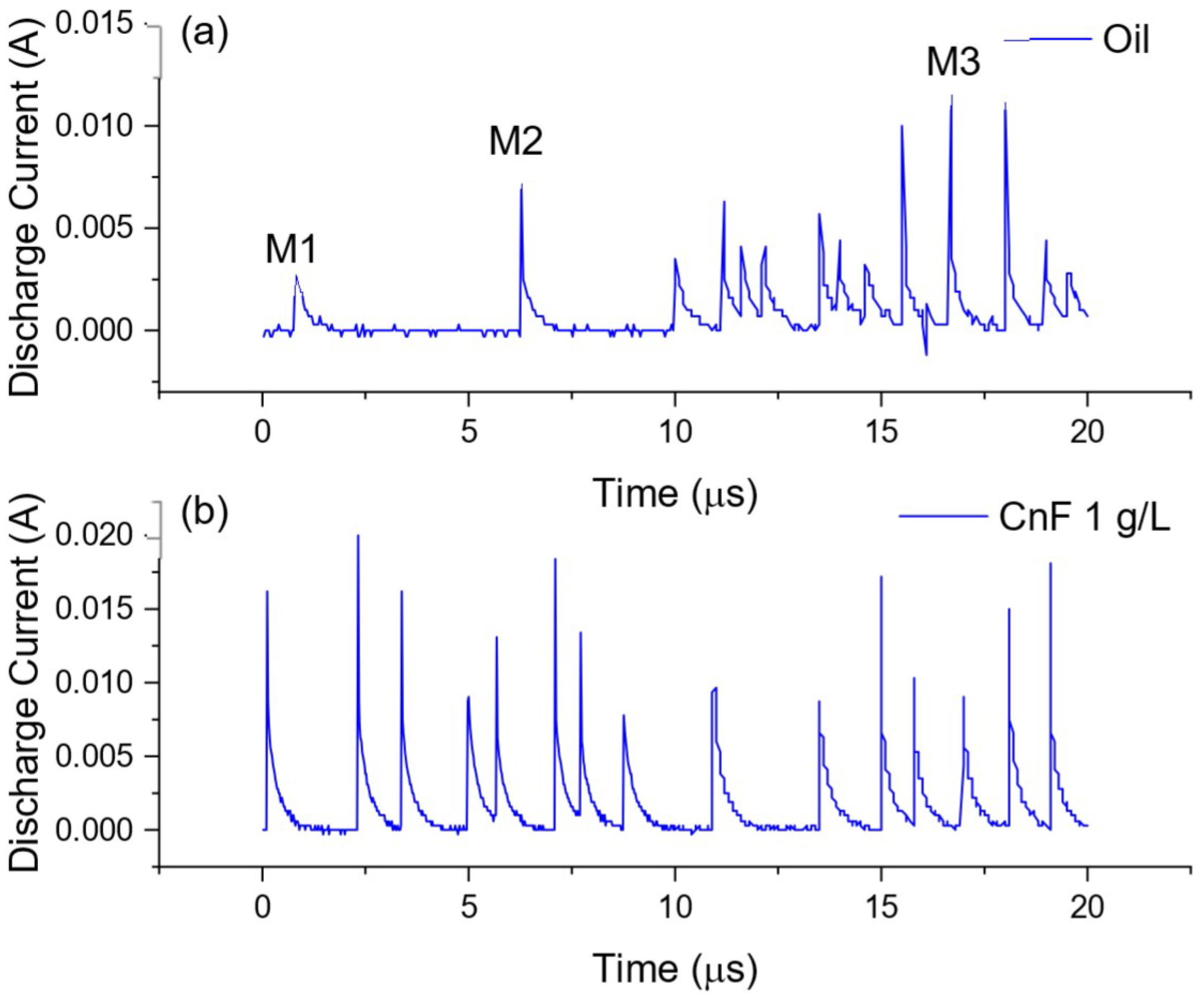
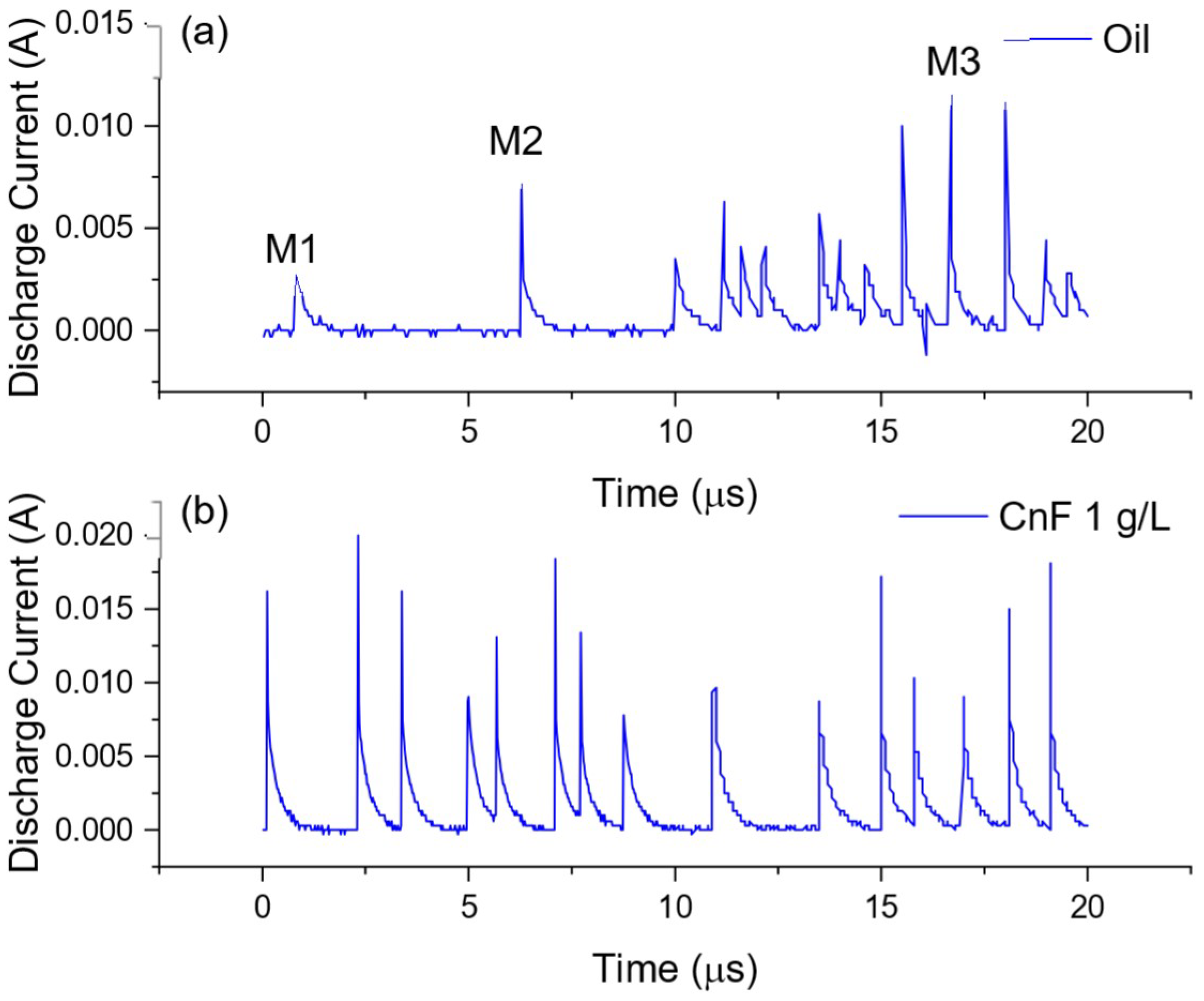
3/min at a concentration of 0.5 g/L, over 6.5 times that of the oil-only condition. This tremendous improvement in MMR can be attributed to the ease of discharge initiation and increased discharge gap width. It was also observed that at 110 V, the machining speed was equal to the set feed speed (0.5 µm/s) at all concentrations. This indicates no ineffective discharge period in this condition, where the tool is forced to retract to prevent short-circuiting, could be observed. This can be monitored by observing the waveforms on the oscilloscope, as seen in
Figure 10a. It was observed that during EDM with oil, there was a lot of arcing which had the waveform M1 in contrast to normal EDM (M2). It was also observed that if arcing persisted, it led to the formation of complex waveforms [
28] as seen in M3, followed by short-circuiting and tool retraction. In contrast, as seen in
Figure 10b, the addition of carbon nanofiber increased the number of sparks, and complex waveforms were not observed.
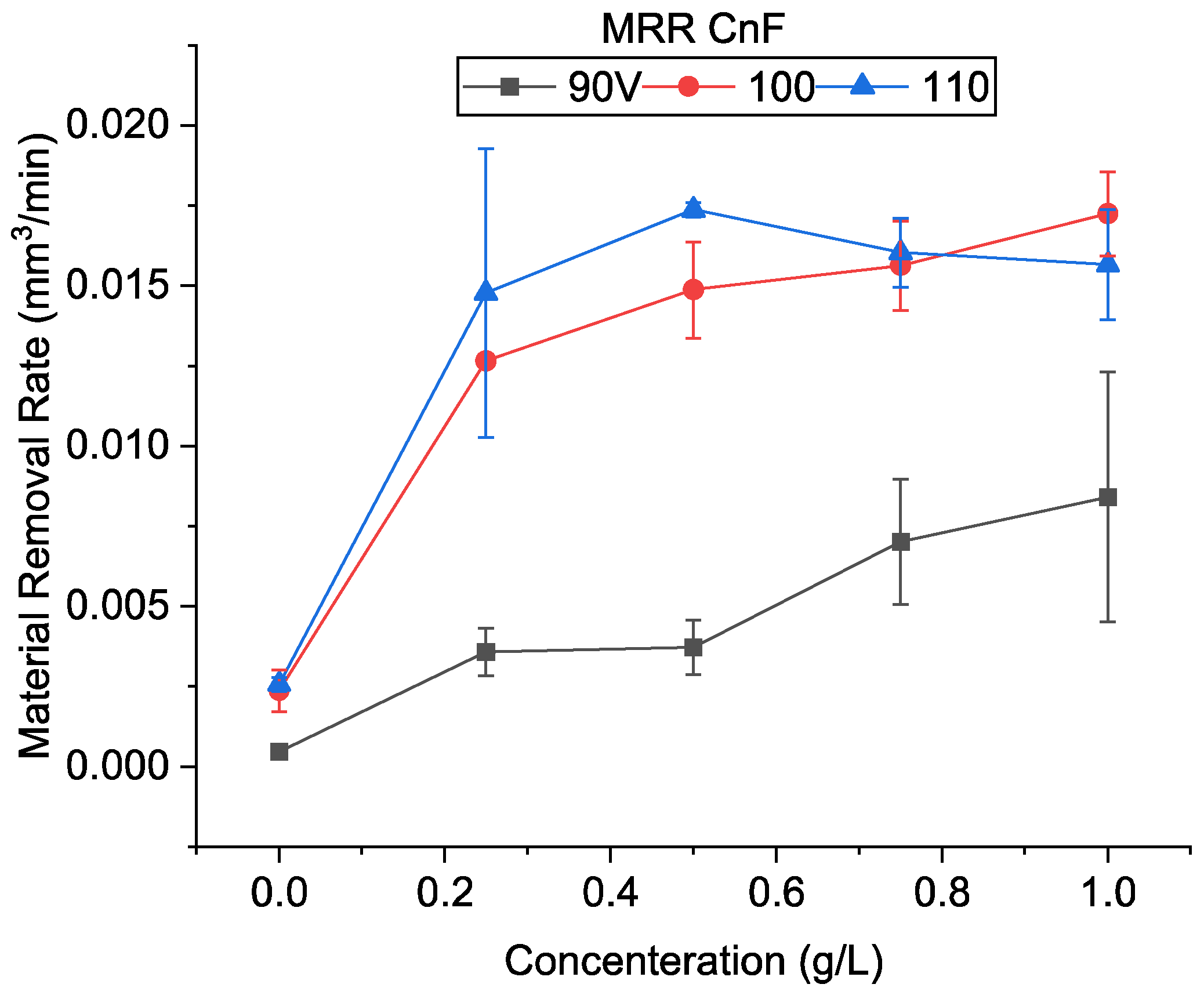
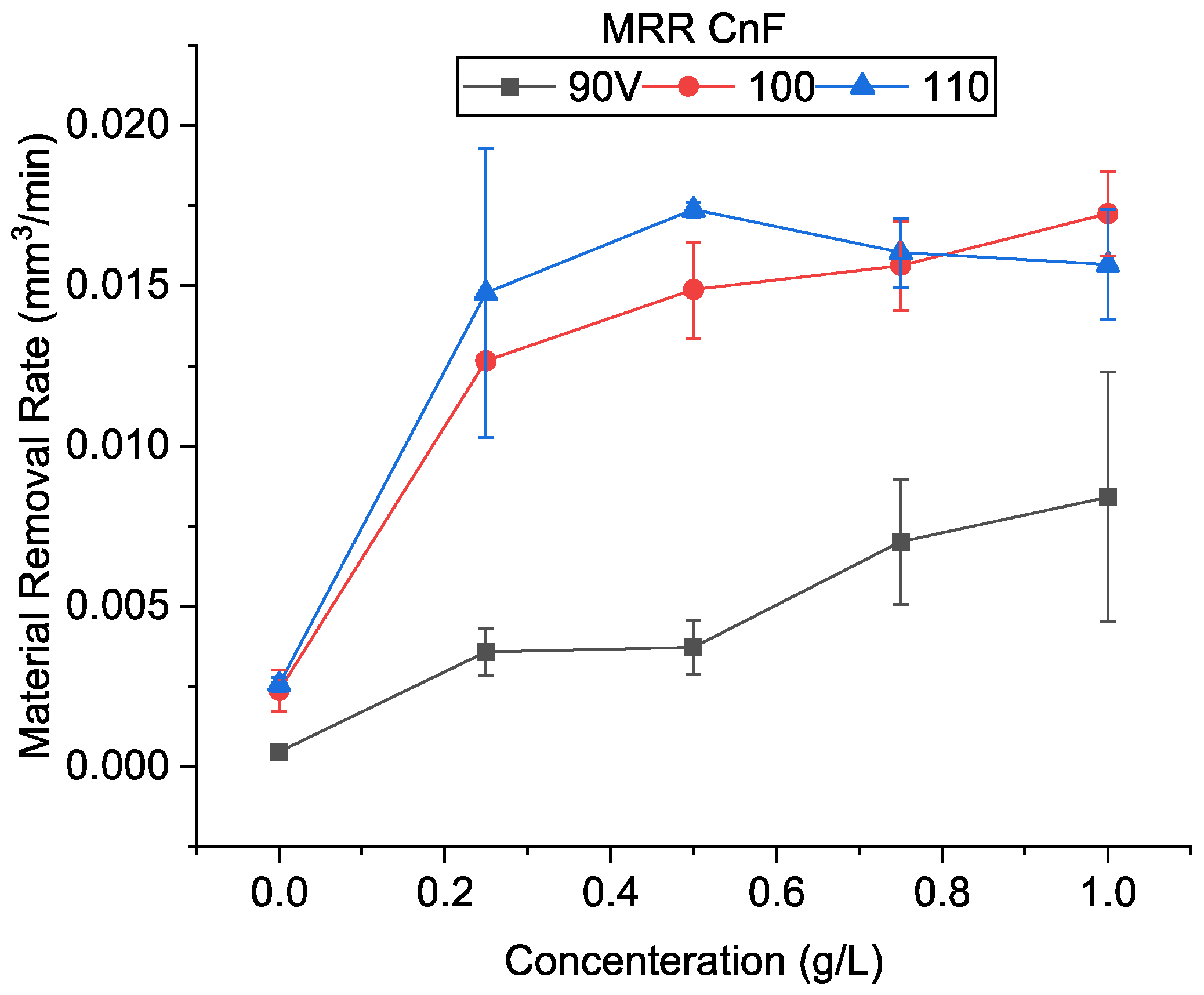
It can be seen from
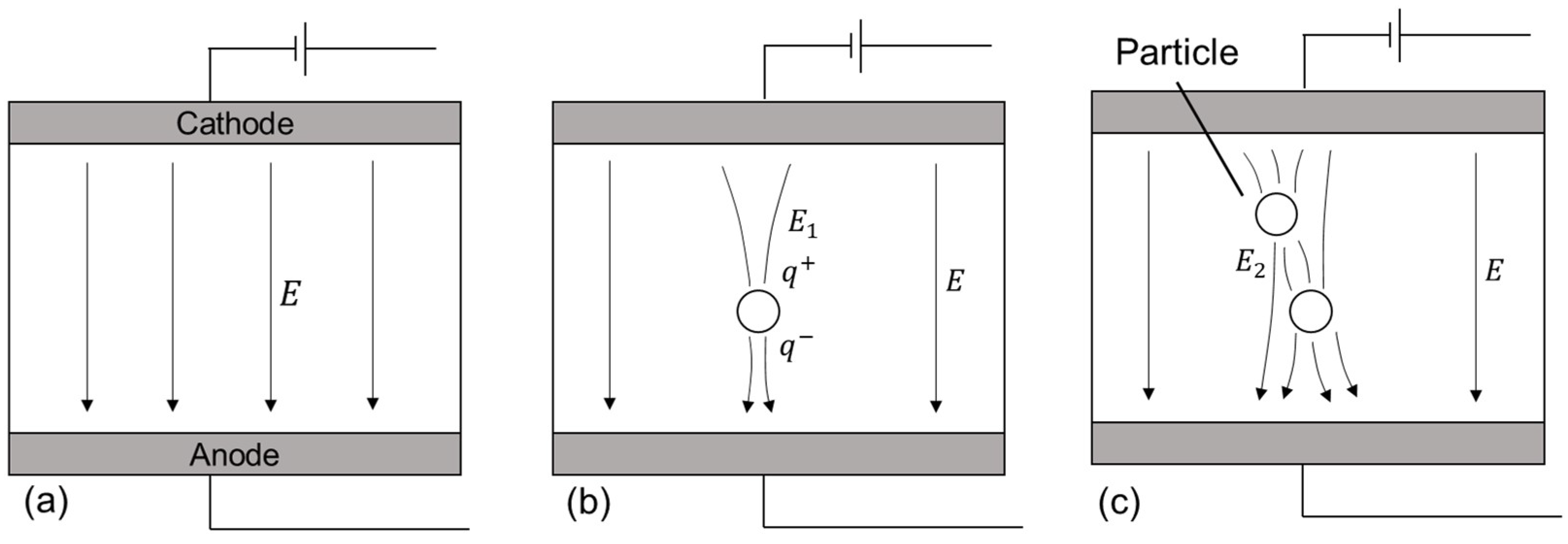
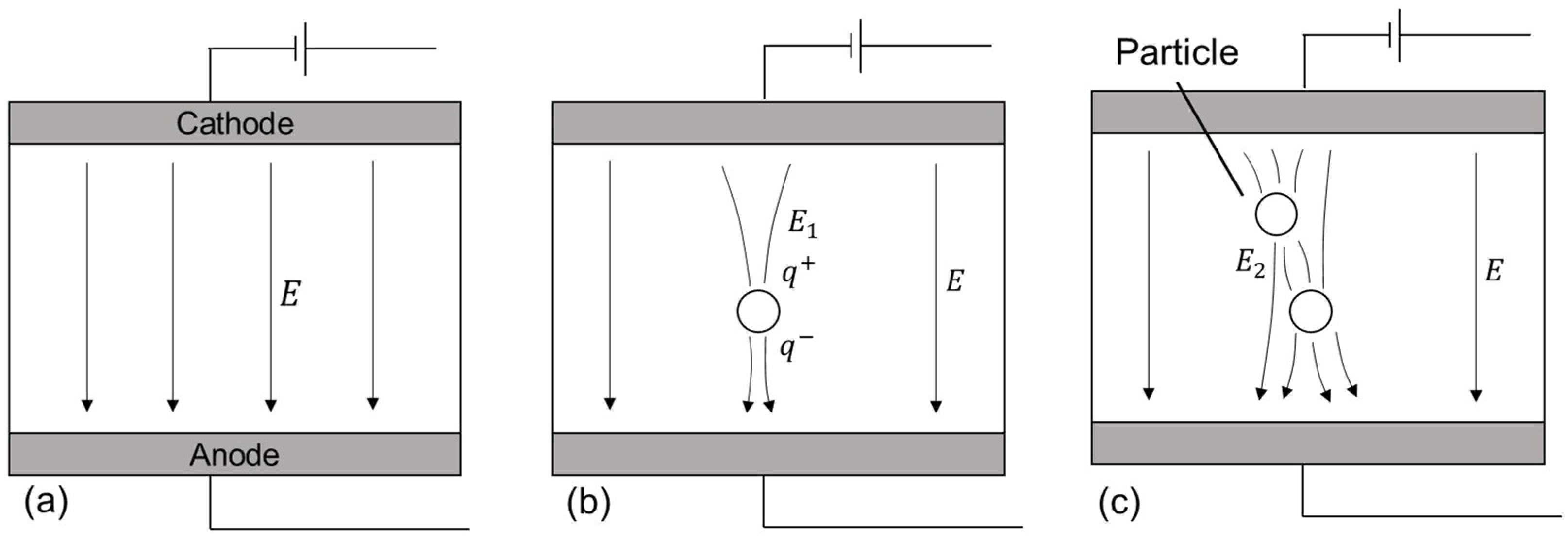
Figure 10 that the MRR increases with an increase in concentration and then decreases after a peak at 0.5 g/L. In EDM with oil without process alteration, it has been reported that the spark tends to accumulate in one region [
12,
29]. As debris concentration increases, spark formation in the vicinity is likely, as shown in
Figure 1b. Whereas, in powder-EDM, sparks are not localized since particles are dispersed throughout the surface. In CnF-mixed EDM, initially, as the particle concentration increases, there is an increase in the number of discharge pathways dispersing EDM, increasing process stability, and thus increasing MRR. However, as the particles’ concentration increased, many nanofibers started to either accumulate or adhere to the electrodes, inhibiting the discharge process.
Similarly, an improved machining efficiency was observed when the voltage was reduced to 90 V. A machining rate of 0.008 mm3/min was achieved, over 18 times that of only oil. Generally, the discharge gap decreases considerably at low voltages, increasing the possibility of debris accumulation within the working gap. This increases the frequency of ineffective discharges, such as short-circuiting due to debris accumulation and secondary discharges on the machined debris. Thus, flushing away debris becomes a prime concern. During CnF-mixed EDM, the machined speed increased from 0.18 to 0.53 times the set machining speed when the concentration increased from 0.25 to 1.0 g/L. There was a significant no discharge period. However, during the tool backtracking period, the fresh dielectric with powder flows in, removing the debris. This period is essential at low voltage, where the discharge gap is lower, as it resets the dielectric. The proportion of powder entering the gap is higher at higher concentrations so that machining can be restarted quickly. Although the machining efficiency increased, it can be considered that at a feed rate of 0.5 µm/s and 90 V using carbon nanofibers, uninterrupted machining cannot be achieved entirely.
An improvement of over 7.7 times in the MRR without powder addition was observed at 100 V. Similar to 110 V, the machining was almost continuous, the machining speed increasing from 0.68 to 0.92 times the feed speed. Furthermore, the MRR increased with concentration. At 1.0 g/L, the MRR was even higher than 110 V. The brief intermissions during EDM at 100 V allowed new dielectrics to flow in, which is considered to improve the machining rate compared with 110 V.
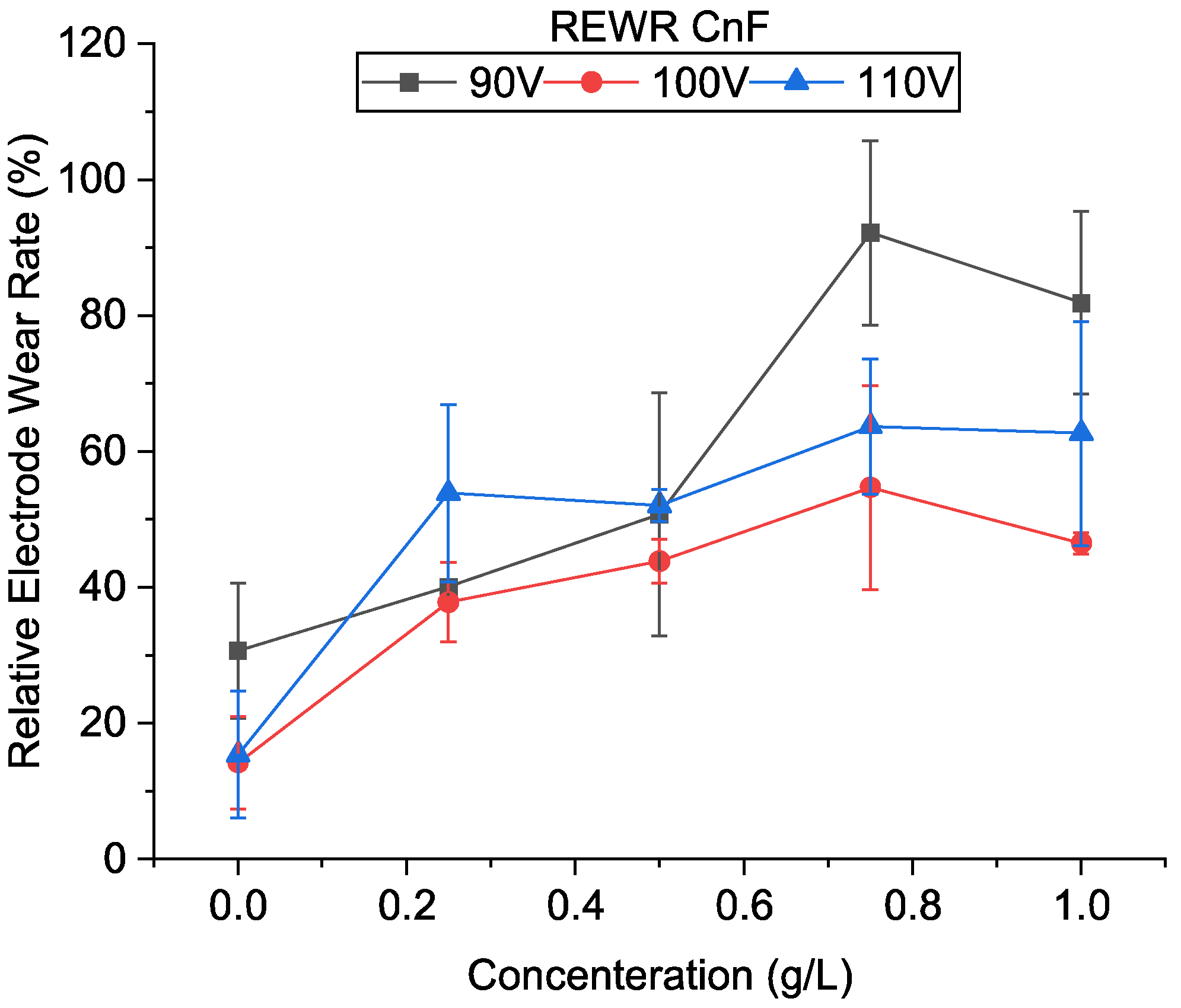
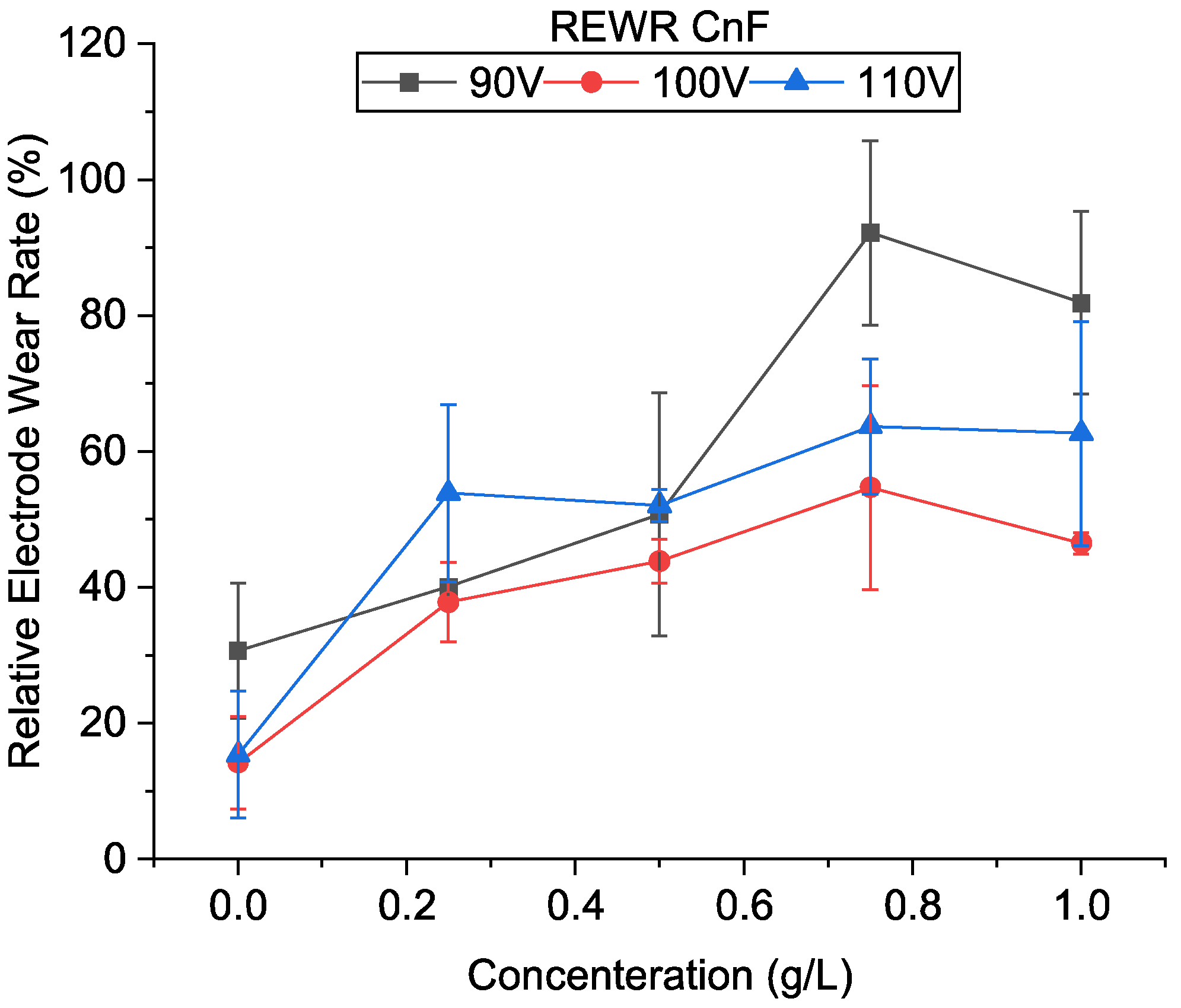
Figure 11 compares electrode wear for different machining conditions in CnF-mixed EDM. It was observed that, unlike in previous studies, electrode wear rate increased with the addition of CnF to the dielectric, which increases further with the increase in the powder concentration.
During the EDM process, plasma travels from the cathode and bombards the anode, removing material by heat transfer and abrasive action. However, some electrons also travel in the opposite direction removing material from the anode. Since the kinetic energy of ions is higher than electrons, the amount of material removed from the anode is much higher. In addition, the temperature in the discharge gap can exceed 3000 K [
30], removing material from both electrodes. Thus, the tool wear depends on the electrodes’ electrical and thermal properties. The melting point of copper is much lower than that of tungsten carbide [1631 K], and thus, the melting of copper will be higher at high temperatures. At a high voltage or discharge energy, the fraction of electrons is high, and the temperature in the working gap is enormous. Hence a higher wear rate is observed. The dielectric flow into the discharge gap, which acts as a coolant and reduces the heat transferred to the electrodes is necessary to prevent electrode wear.
As mentioned above, the machining at higher voltages [100 and 110 V] was almost continuous. Since no external flushing was used, if no electrode backtracking occurs, the flow of the new dielectric is limited. The debris removed is only due to bubble explosion and not debris flow, and as a result, the temperatures within the gap will continue to rise. The electrode wear will increase correspondingly with an increasing machining rate, as seen in
Figure 11. Since the discharge energy at 100 V is smaller than 110 V, the temperature reached within the gap is expected to be smaller, resulting in a lower tool wear rate.
In contrast, very high electrode wear was observed at 90 V. This result is similar to previous studies, in which the electrode wear rate decreased with the discharge energy and then increased. Due to improper flushing at lower energies, arcing will occur, which results in more material being removed from the electrode than the workpiece. A considerable variation was also observed in the relative electrode wear rate due to this instability, which is more prominent at 90 V. In addition to arcing, with an increase in concentration, the tool wear rate also increased due to continued machining similar to higher energies. A decrease in wear rate was observed at 1 g/L at all voltages. It is believed that at a very high concentration, adherence of particles to the surface of the electrode is increased. This adherence may have prevented the heat from being transferred from the dielectric to the electrode.
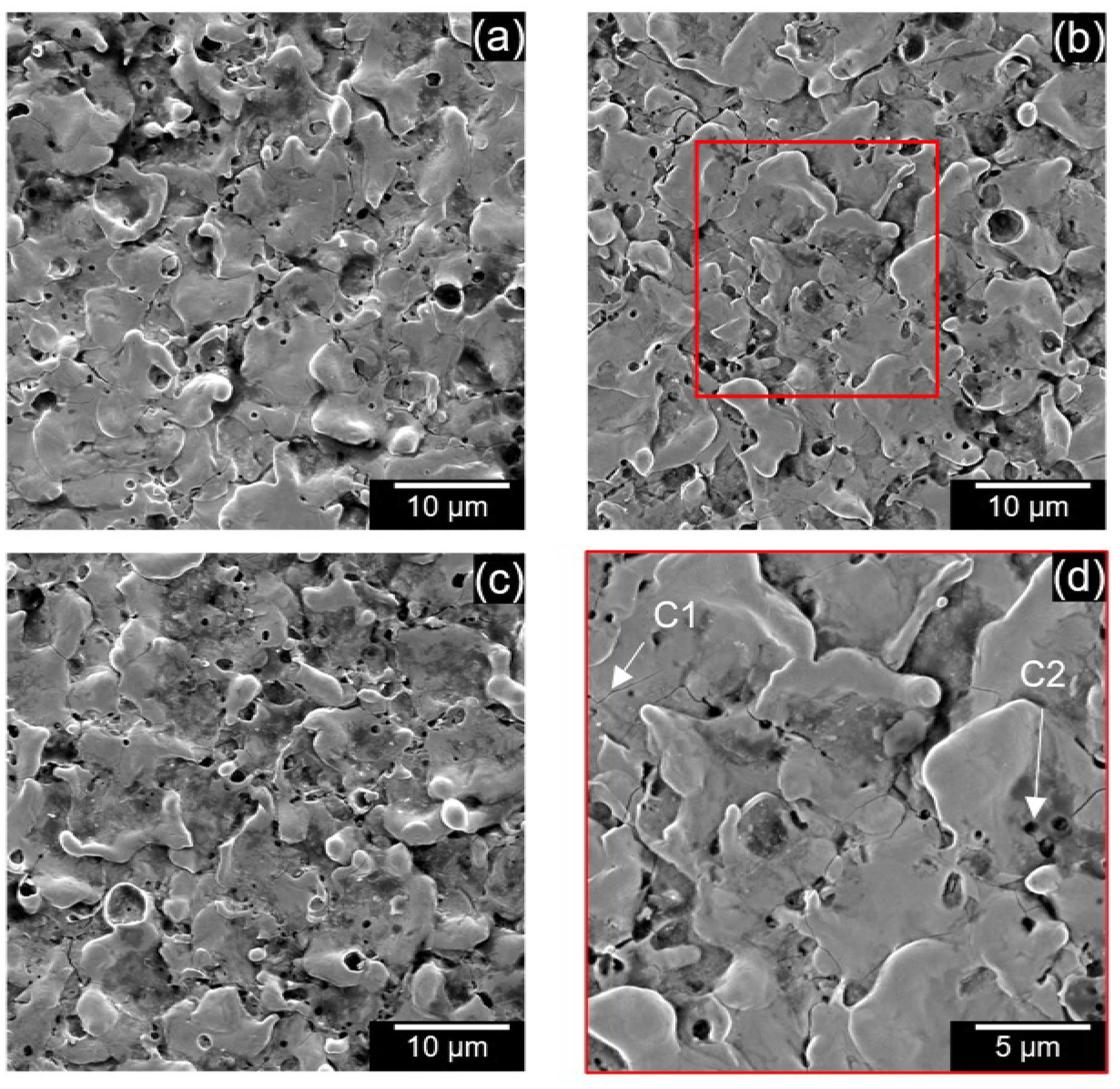
Figure 12 shows the SEM of the surface of the machined holes at different voltages using EDM oil. The craters are narrow and shallow at lower voltages (
Figure 12a,b). Many surface defects, such as micro-cracks (C1), micro-pores (C2), and redeposited materials (C3) were observed on the surface. The number of redeposited materials increased at higher voltages, as seen in
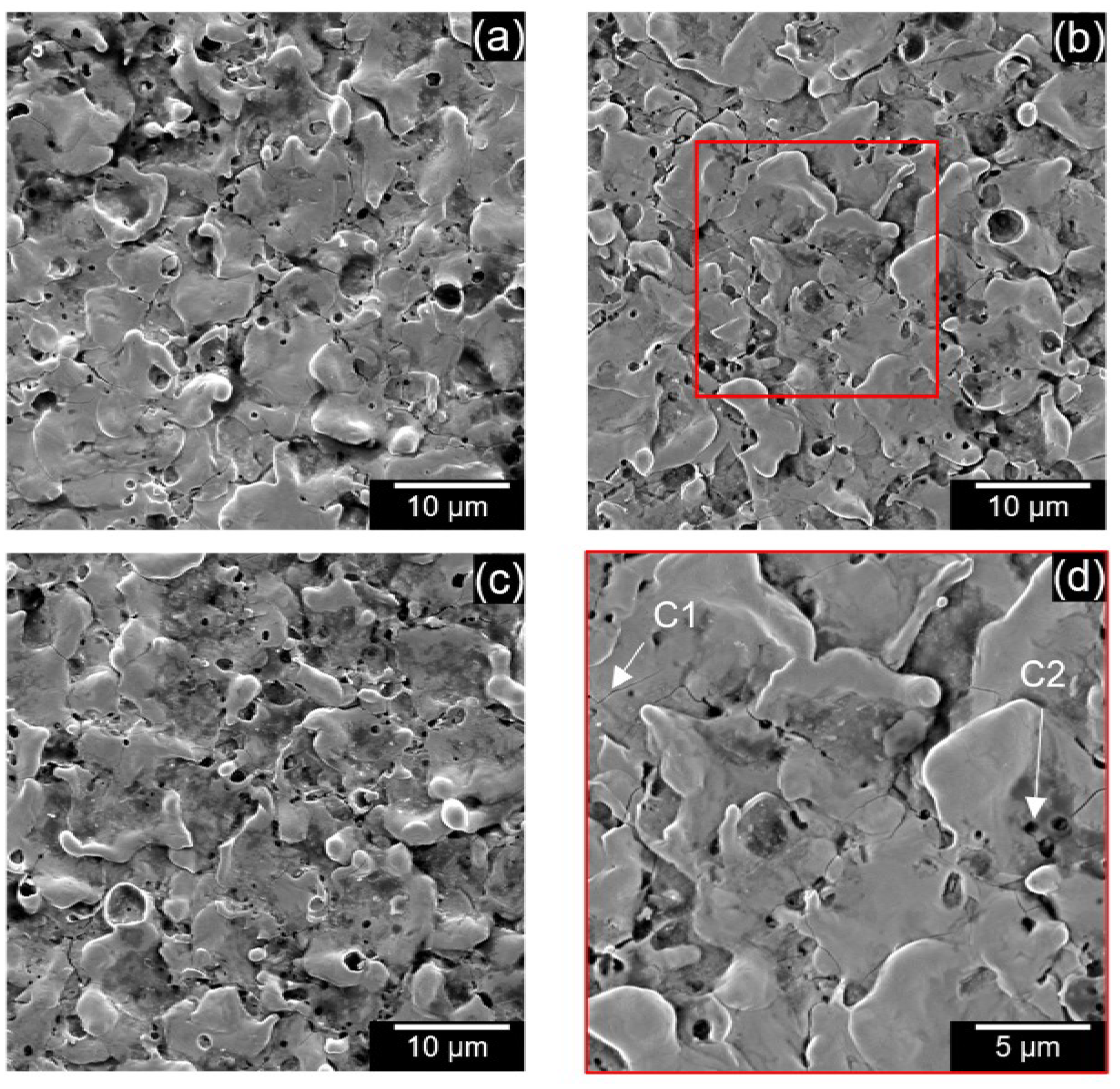
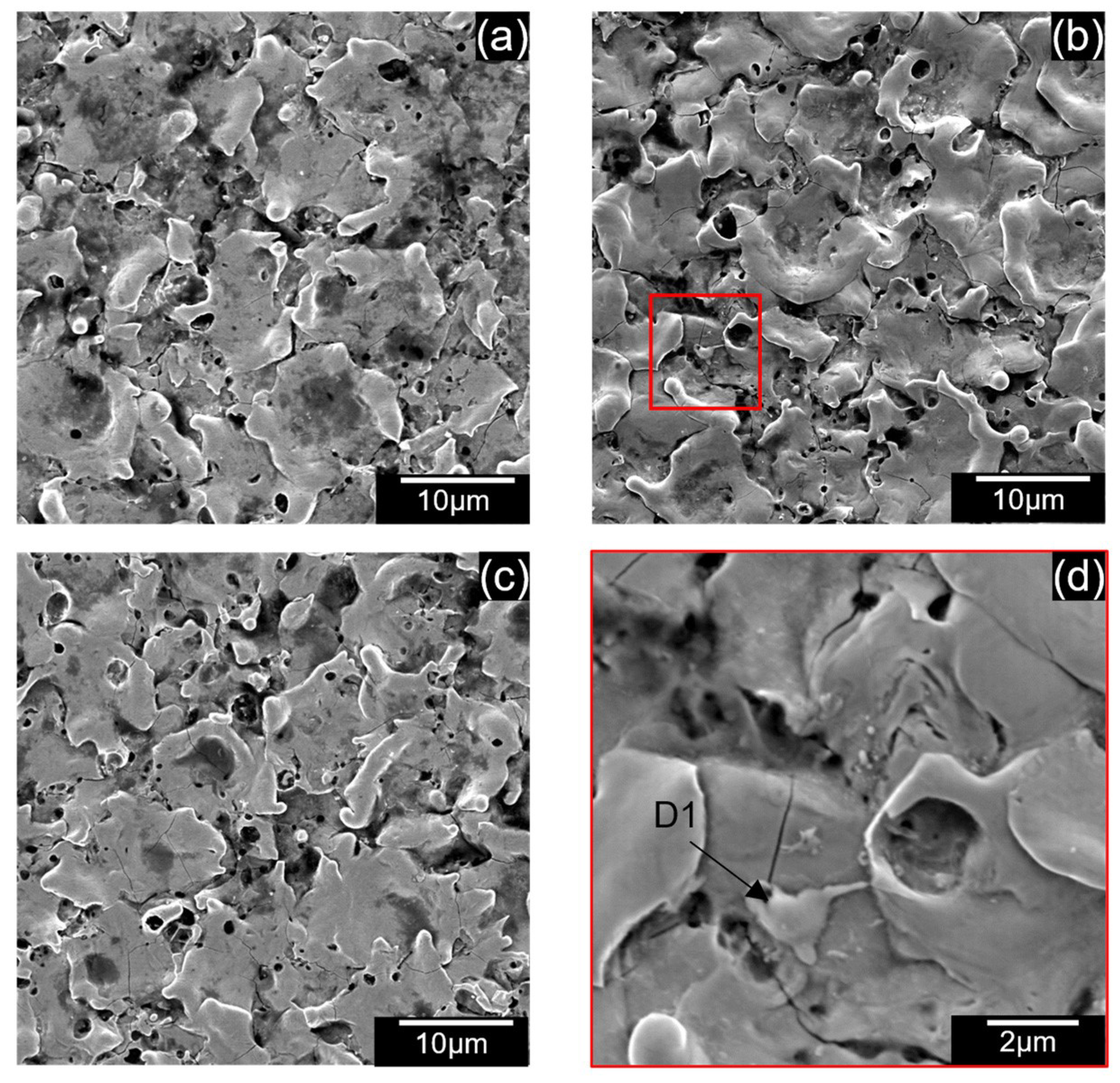
Figure 12c. At high voltages, the gap temperatures were larger, and molten debris could not be cool down quickly, so they redeposit onto the surface. Similar surface defects could also be seen in carbon nanofiber-mixed EDM as seen in
Figure 13a–d. However, the redeposited materials were more extensive (D1) and could also be seen at lower voltages
Figure 13a,b.
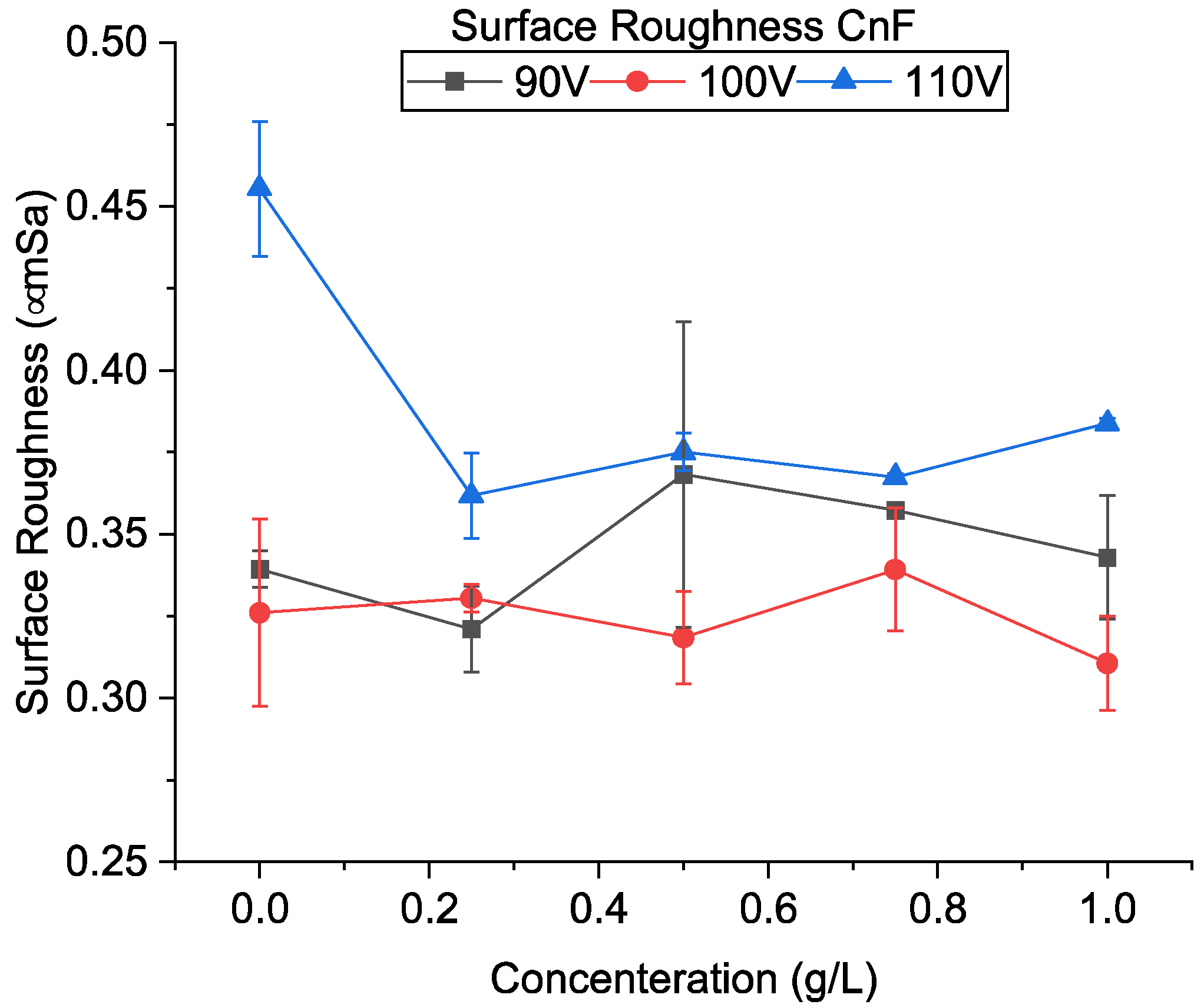
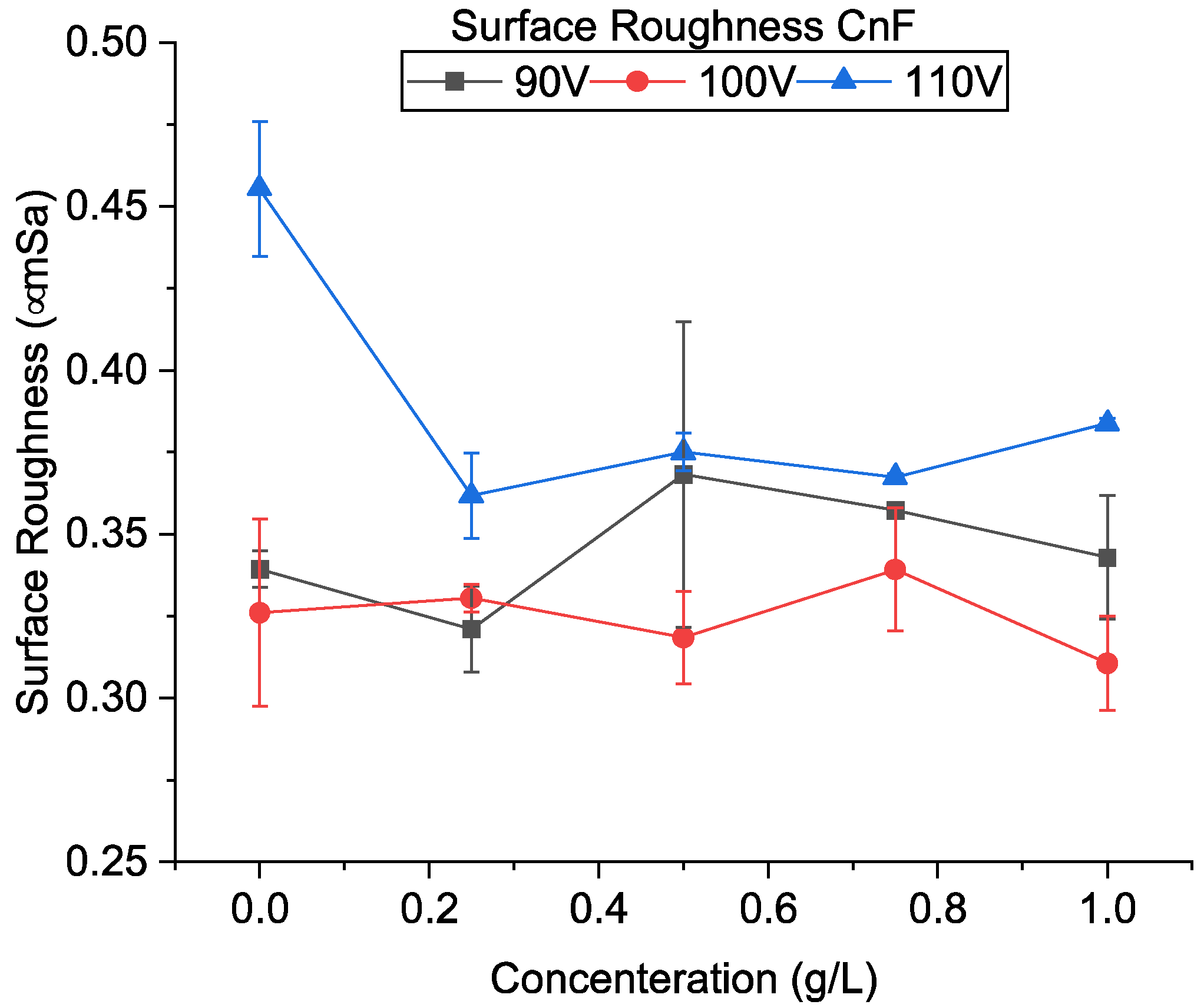
Previous results have indicated that adding powder increases discharge dispersion, creating a uniform surface. In addition, it has also been reported that using powder-mixed EDM produces wide yet shallow craters [
31]. These two factors are considered to result in lower surface roughness.
Figure 14 shows the result of surface roughness. At 110 V, adding powder decreased the surface roughness for all concentrations, whereas the surface roughness has shown various trends for lower voltages.
At higher discharge energy, the material removed per discharge is increased. This results in a deep crater, as seen in
Section 4.1. As the discharge energy decreases, the crater size decreases, resulting in a smoother surface finish. This phenomenon is also observed in this study when the voltage is reduced from 110 to 100 V. However, the surface roughness increases when the voltage is further reduced. At the 90 V condition, redeposited materials could have increased surface roughness when compared to only the EDM oil condition, as seen in
Figure 13a.
In summary, using carbon nanofiber powder-mixed EDM of tungsten carbide improved the machining rate significantly under all machining conditions. However, an increased tool wear rate was observed. Under certain machining conditions, a fine surface was observed. Among the machining conditions, at 100 V, a high material removal, low tool wear, and a smoother finish can be simultaneously achieved at concentrations of 0.5–0.75 g/L. These results also agree with a previous study [
21], which showed improvement in the MRR using carbon nanofiber on reaction-bonded silicon carbide.
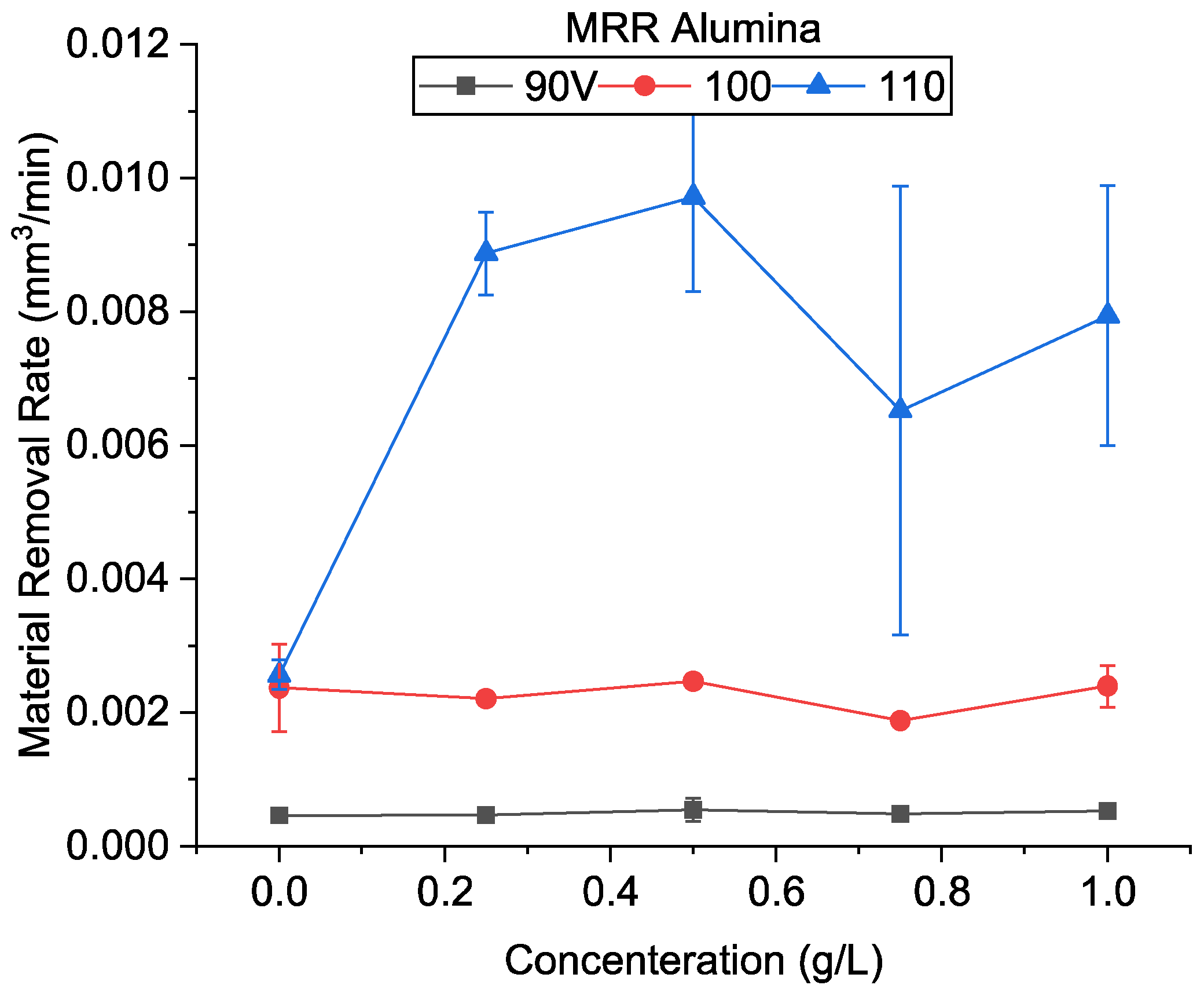
4.3. Hole Machining by Alumina-Mixed EDM
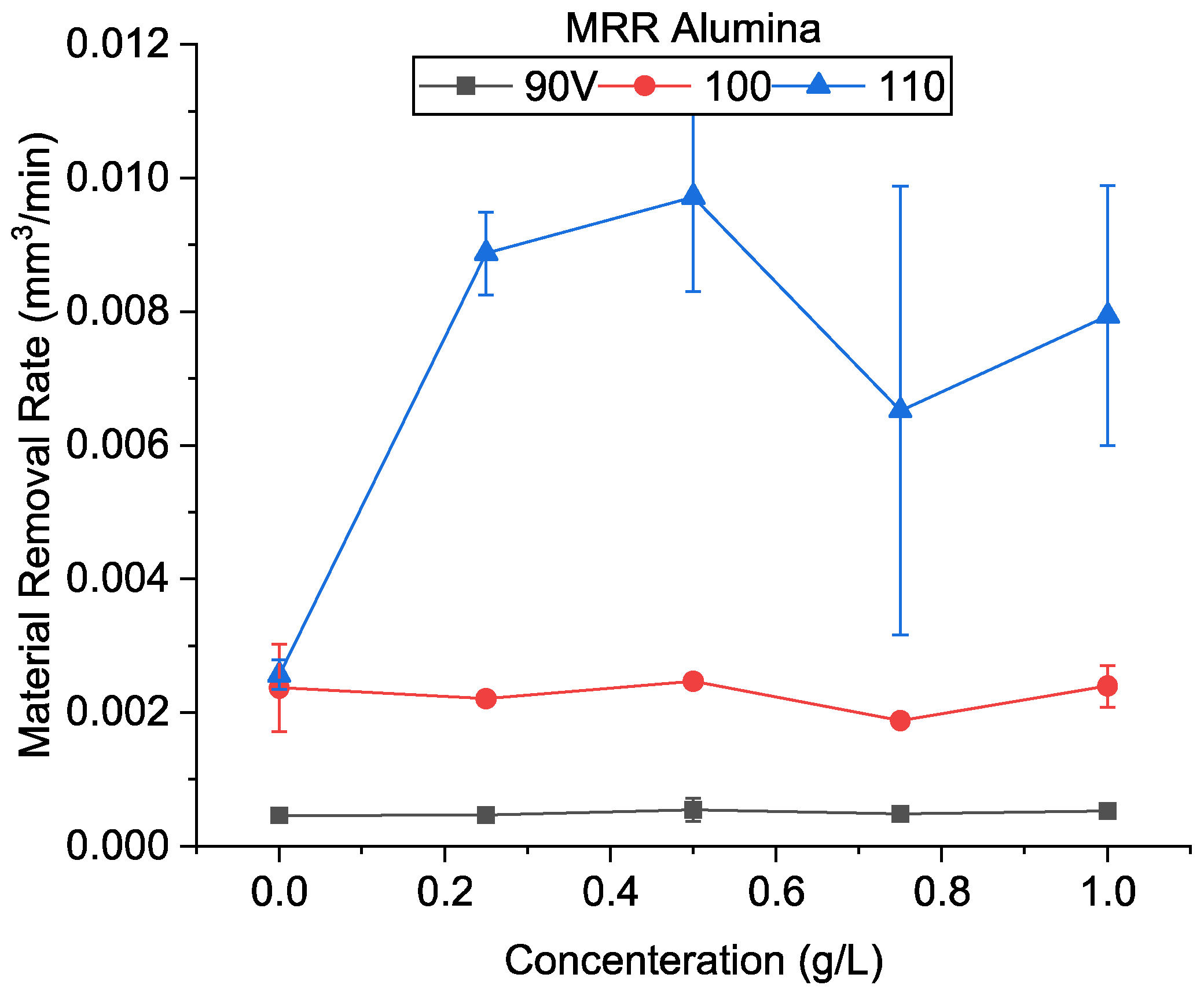
Figure 15 shows the MRR obtained at various machining conditions using alumina. At high discharge energy, similar to CnF, there was a higher MRR when compared to the no powder condition. The highest MRR obtained was 0.00971 mm
3/min at 0.5 g/L, about 3.8 times of the oil-only condition. It was also observed that the MRR increases initially and then decreases with an increase in concentration. As mentioned in
Section 4.2, it has been proven theoretically and experimentally that particle addition increases the discharge gap regardless of the particle’s properties. However, unlike CnF, due to its insulating nature, the alumina particles do not get polarized easily in an electric field due to the absence of free electrons, and dipoles are not created. The formation of ‘bridges‘ is inhibited. However, under strong electric fields, even insulative materials become polarized. This indicates that the alumina particles can participate in spark formation at high voltages. This effect reduces as the voltage is reduced. These results agree with previous studies in which alumina has been shown to improve the MRR in transistor circuits at high peak voltages [
22,
32]. However, in fine-finishing micro-EDM using RC circuits, such as this study, the improvement in the MRR is not significant. Additionally, it was found that the machined feed speed varied between 2.32 at 0.5 g/L and 3.28 at 0.75 g/L to that of the set feed speed. These results show that although there is an improvement in the MRR at 110 V compared to oil, there was still a significant amount of time in which machining did not occur.
At the low discharge energy of 90 V, adding alumina increased the MRR at all concentrations. However, the improvement was not substantial. The highest MRR was 0.00055 mm
3/min, 1.19 times the only oil condition. It can be seen from
Figure 7 that the average crater size of alumina-mixed EDM was much lower than that of oil-only conditions at all conditions, indicating that the material being removed per spark is very low. Thus, the machining rate improvement is due to the lower no-discharge period. The machined feed speed was also similar to the no powder added condition. It was observed that, due to the higher density of alumina than the dielectric, the powder settling was a significant phenomenon. Since no external stirring or circulation was used, the powder sedimentation cannot be overcome.
Furthermore, as the machining time increased, the fraction of powder suspended in the dielectric decreased. During electrode backtracking, the fresh dielectric contained a limited amount of alumina. As a result, when machining time is extended, the MRR becomes similar to that of oil only. In addition, as mentioned earlier, the alumina addition does not directly improve spark formation. An increase in particle concentration will only inhibit the EDM process. Additionally, similar to that at 90 V, no significant improvement in the MRR was observed at 100 V.
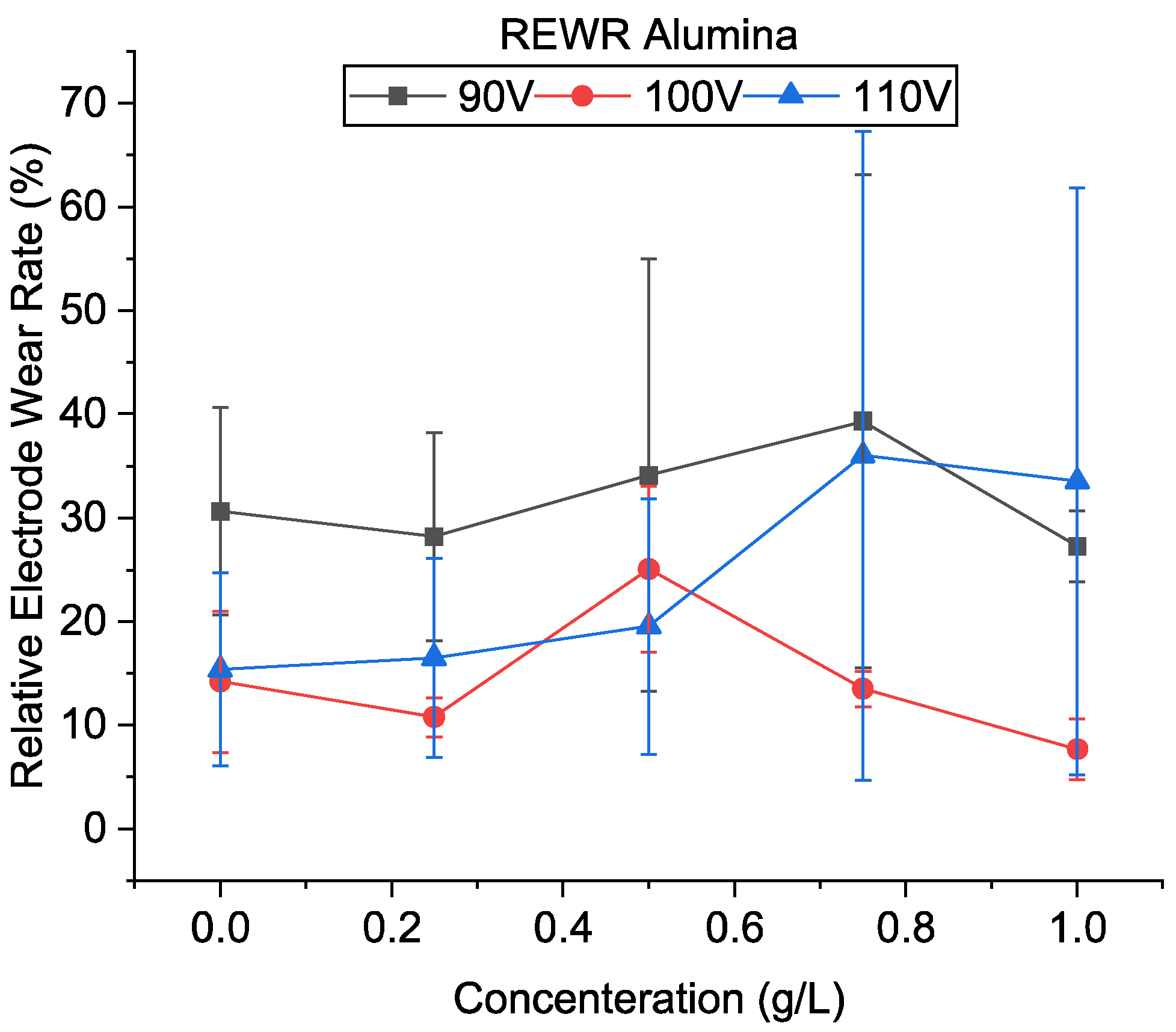
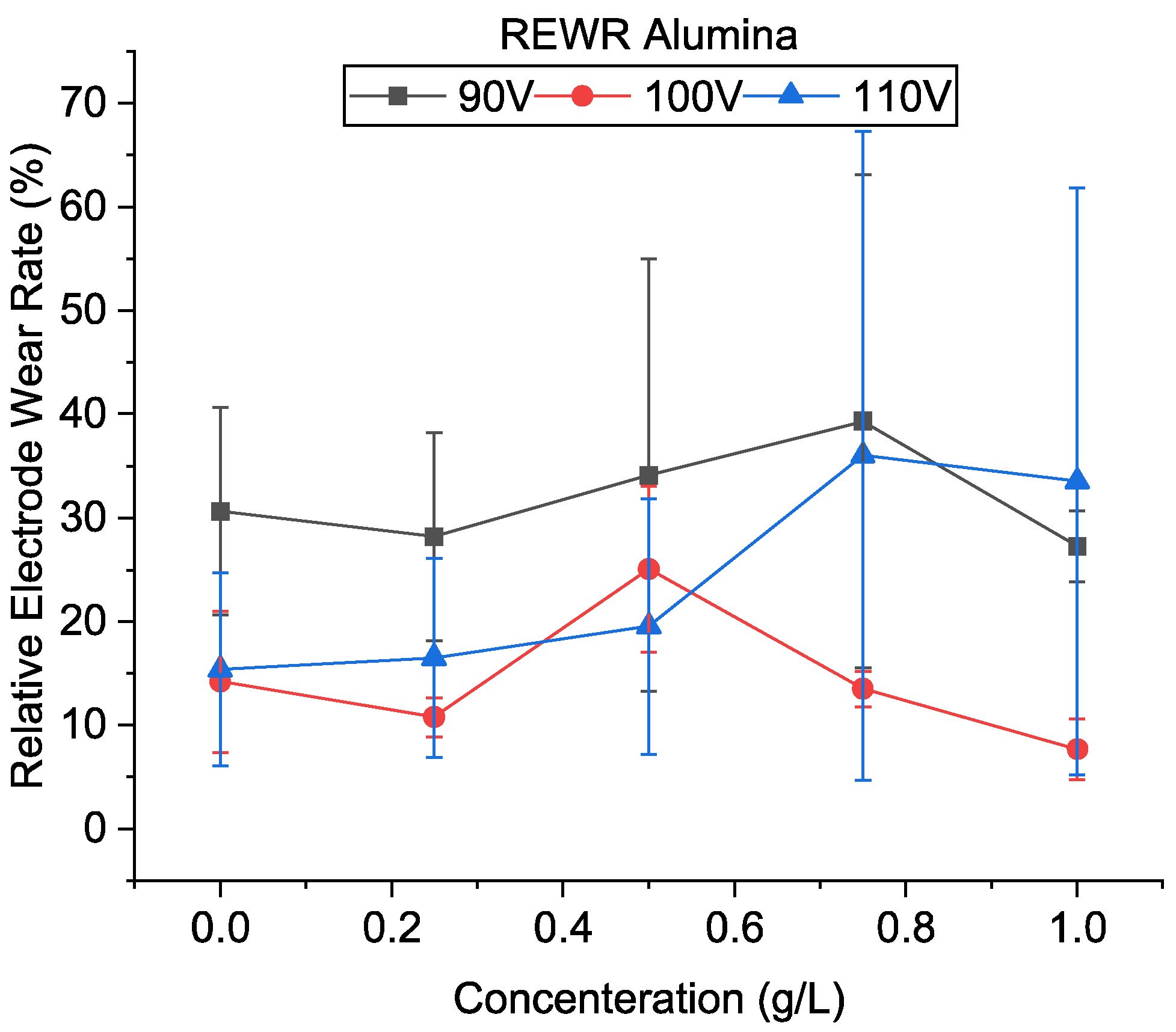
Figure 16 shows the relative electrode wear of alumina mixed-EDM. Similar to CnF, the tool wear rate was generally found to increase with the addition of powder and was more significant at 90 V. Unlike CnF addition, where tool wear is due to high gap temperature due to continuous machining, the tool wear in alumina is expected to be due to frequent arcing and short-circuiting. As a result, a significant variation in the electrode wear results was observed. This is evident as electrode wear increases with a decrease in voltage and concentration for most conditions.
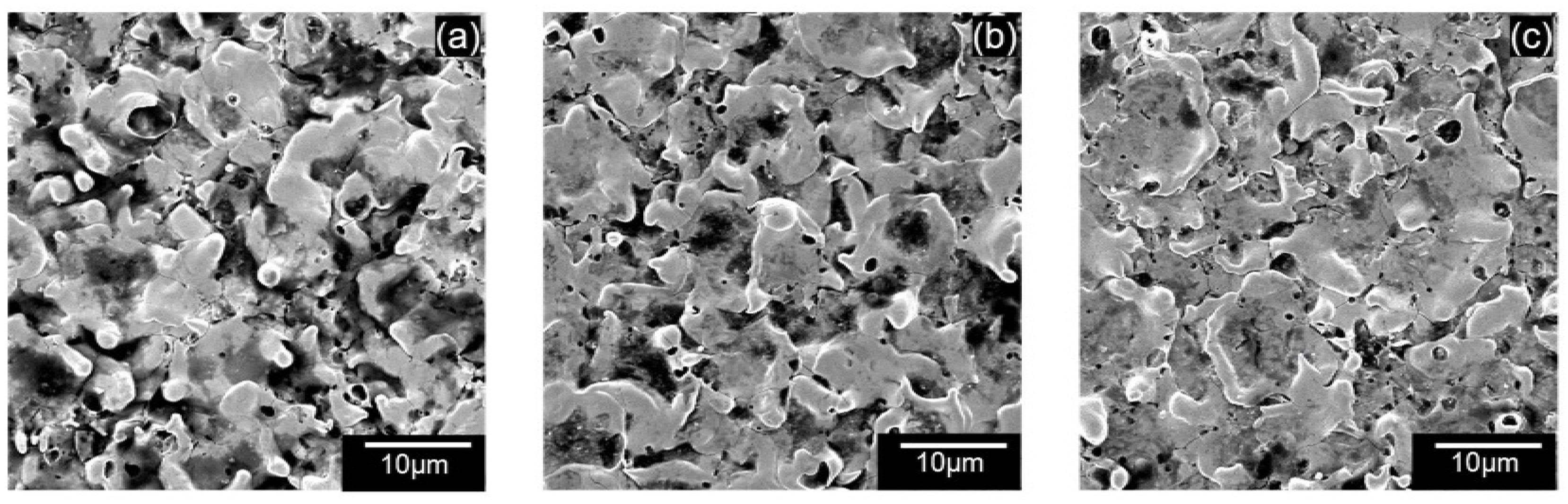
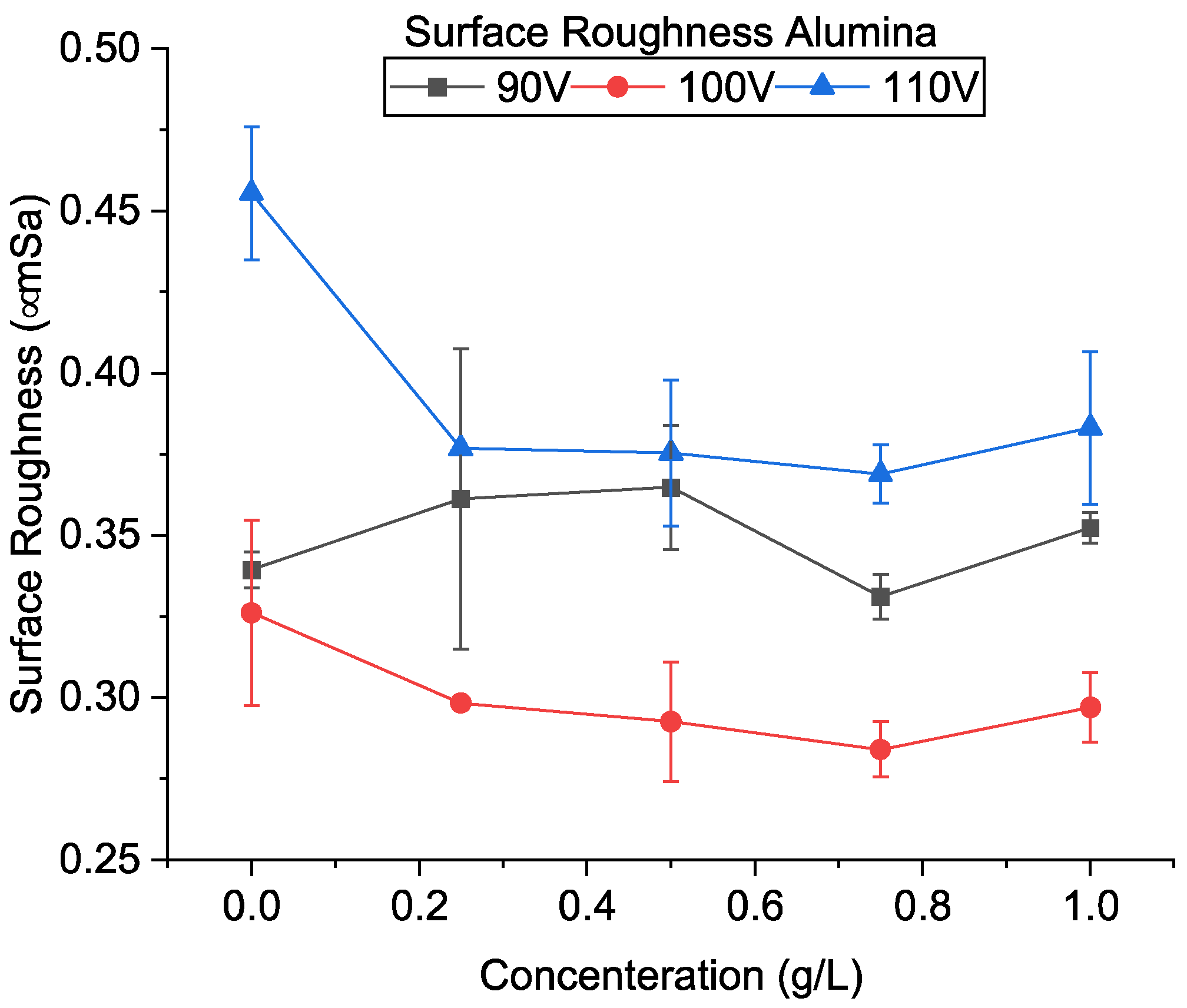
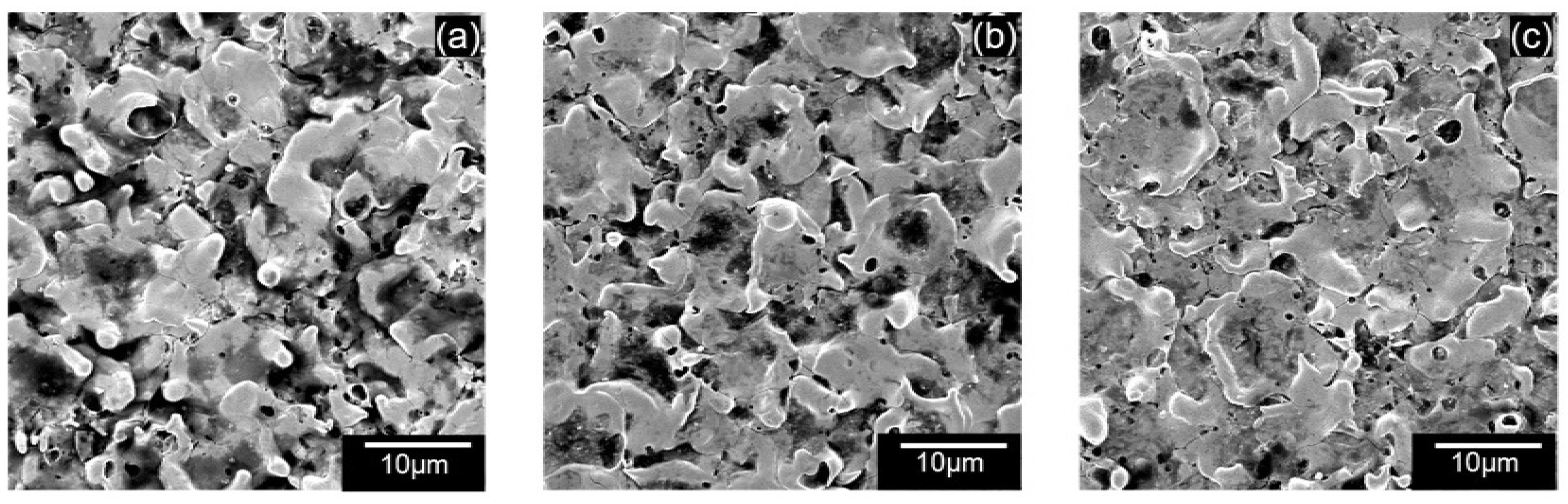
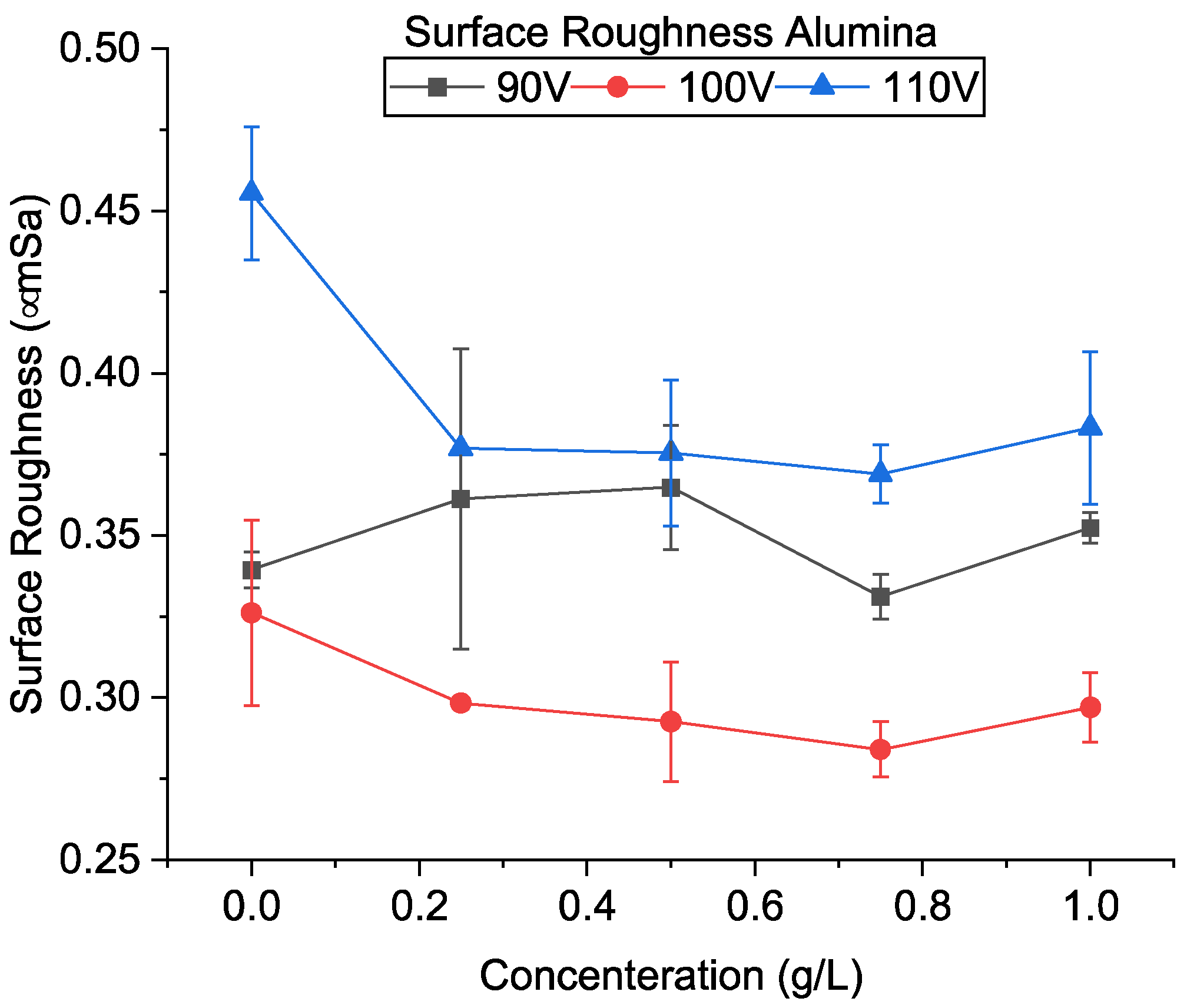
Figure 17a–c shows the SEM of the machined surfaces with alumina mixing. The surface roughness of the machined holes using alumina is shown in
Figure 18. The addition of alumina decreased the surface roughness for all concentrations at 110 and 100 V. Small and shallow craters, as seen in
Figure 6d–f and uniform discharge distribution, helped to achieve a smoother surface. Moreover, as the voltage decreases to 90 V, frequent arcing and short-circuiting make the surface rough. It has also been observed that the effect of concentration does not significantly alter the surface roughness. As mentioned above, as the machining time increases, the powder concentration suspended within the dielectric becomes lower due to powder sedimentation, resulting in similar surfaces.
Effective machining using alumina can be achieved by using a high voltage of 110 V for rough machining and 100 V for fine finishing. The effect of concentration is not significant. In their study on using nano-alumina powders at finish phase machining [
23], the authors indicated that there was no significant increase in the MRR but an improvement in surface roughness. In our study using micro-alumina at rough machining conditions, we found a similar roughness improvement. However, we have found that alumina can improve the material removal process at higher machining energies.
4.4. Hole Machining by Silicon Nanofiber-Mixed EDM
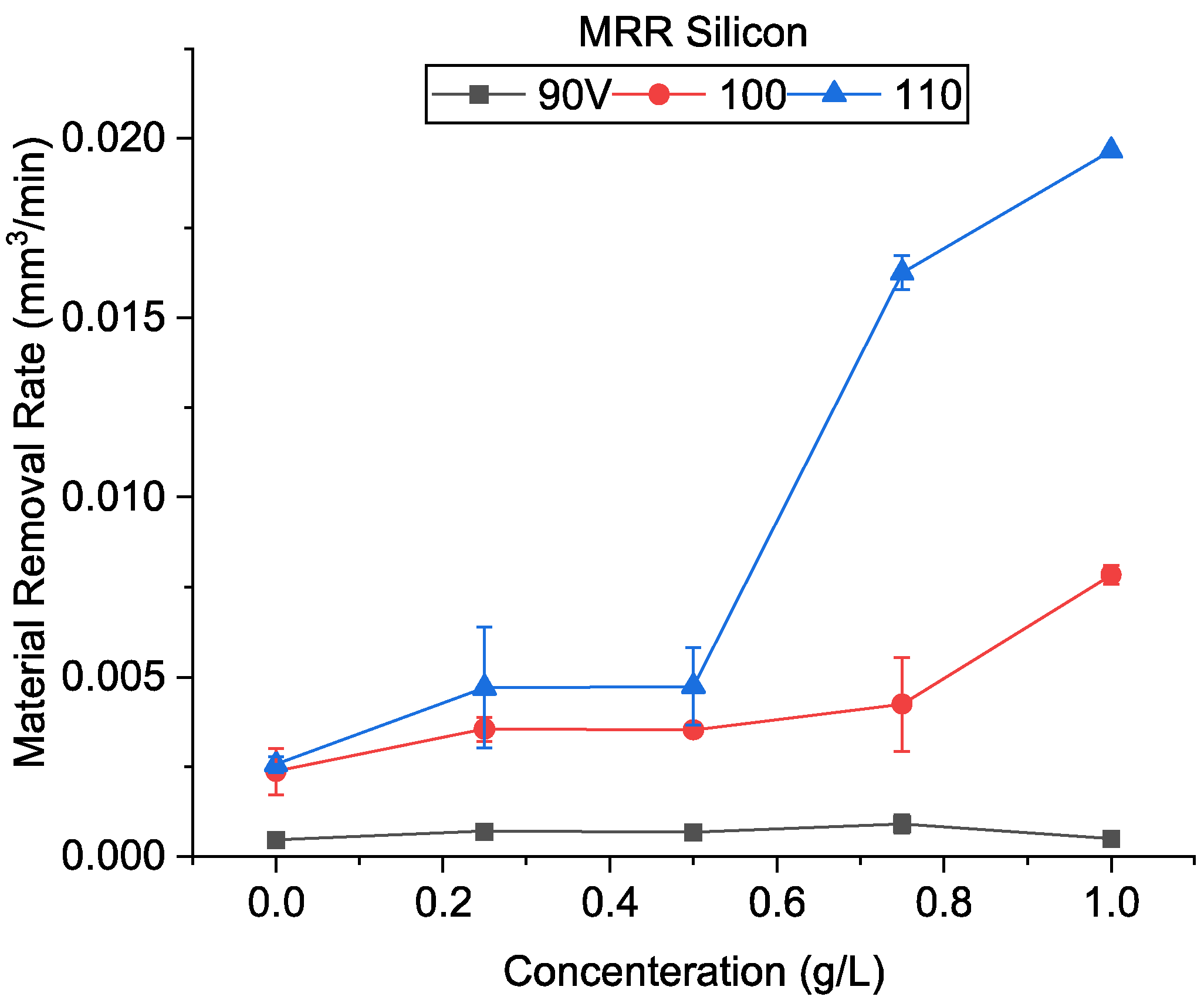
The material removal rate obtained during the machining using silicon is shown in
Figure 19. It was observed that the MRR increased for all conditions in the presence of silicon. The highest MRR of 0.0197 mm
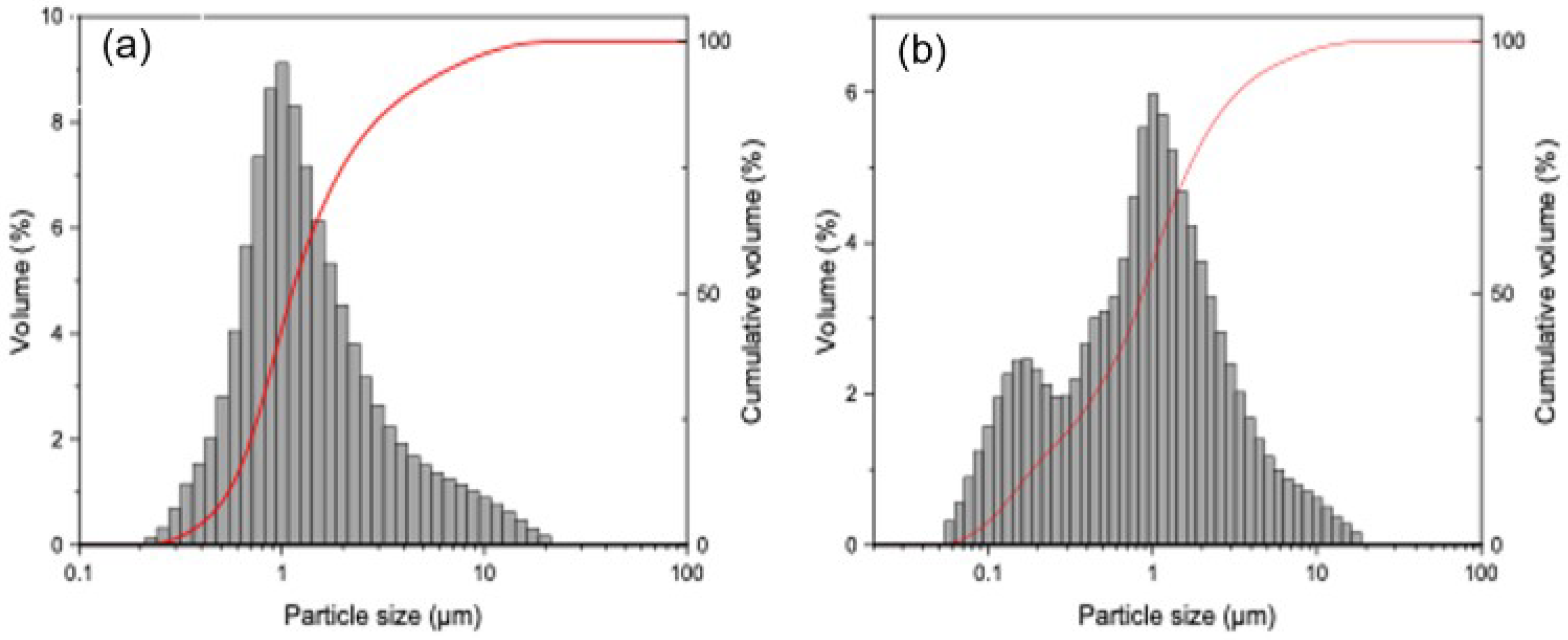
3/min was obtained at 1 g/L at 110 V. It was also observed that the MRR increases with an increase in particle concentration at higher voltages. Like CnF, silicon particles within the discharge gap cause electric field aberrations. However, silicon’s aberration is expected to be lower compared to nanofibers with very high electrical conductivity. Furthermore, silicon particles are much smaller than nanofibers that are 0.1–10 µm in length. Due to Van der Walls forces, particle agglomeration is also higher at smaller sizes.
As seen in
Figure 7, the crater diameter of silicon, unlike CnF and alumina, is higher than that of oil. Additionally, the crater diameter did not vary significantly with voltage, similar to oil-only conditions. The material removed per discharge is thus higher than that of oil-only conditions. Moreover, the presence of silicon also improves the distribution of discharges. These two factors are expected to increase MRR.
Furthermore, semiconductors show a decrease in resistivity with an increase in temperature. Thus, if the machining is continuous and the working gap’s temperature increases, silicon’s conductivity would increase drastically. A highly conductive powder would further enhance the discharge breakdown for the following discharges, and the machining would proceed rapidly. The temperature in the working gap is generally higher at high discharge energies. Furthermore, an increase in concentration can enhance this effect. This is evident in the MRR results shown in
Figure 19. It was observed that an increase in voltage increased the material removal rate. Furthermore, the increase in concentration improved it further.
However, at 90 V, the increase in concentration did not improve the MRR considerably and was found to be reduced at very high concentrations. At low voltage, the gap size is significantly smaller. The size of the agglomerated Si particles becomes similar to that of the gap itself. This inhibits the machining process, which reduces furthermore with an increase in powder concentration.
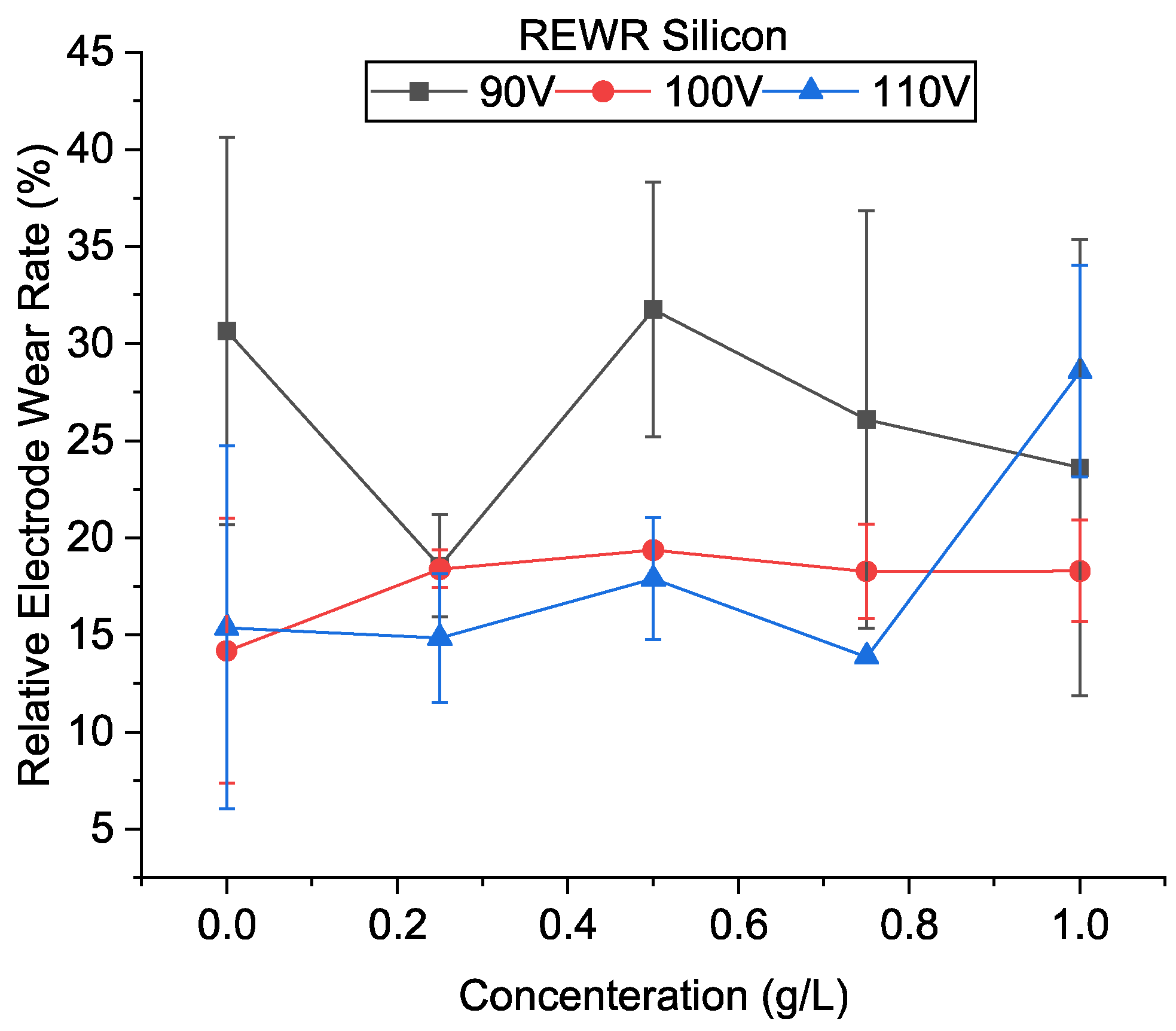
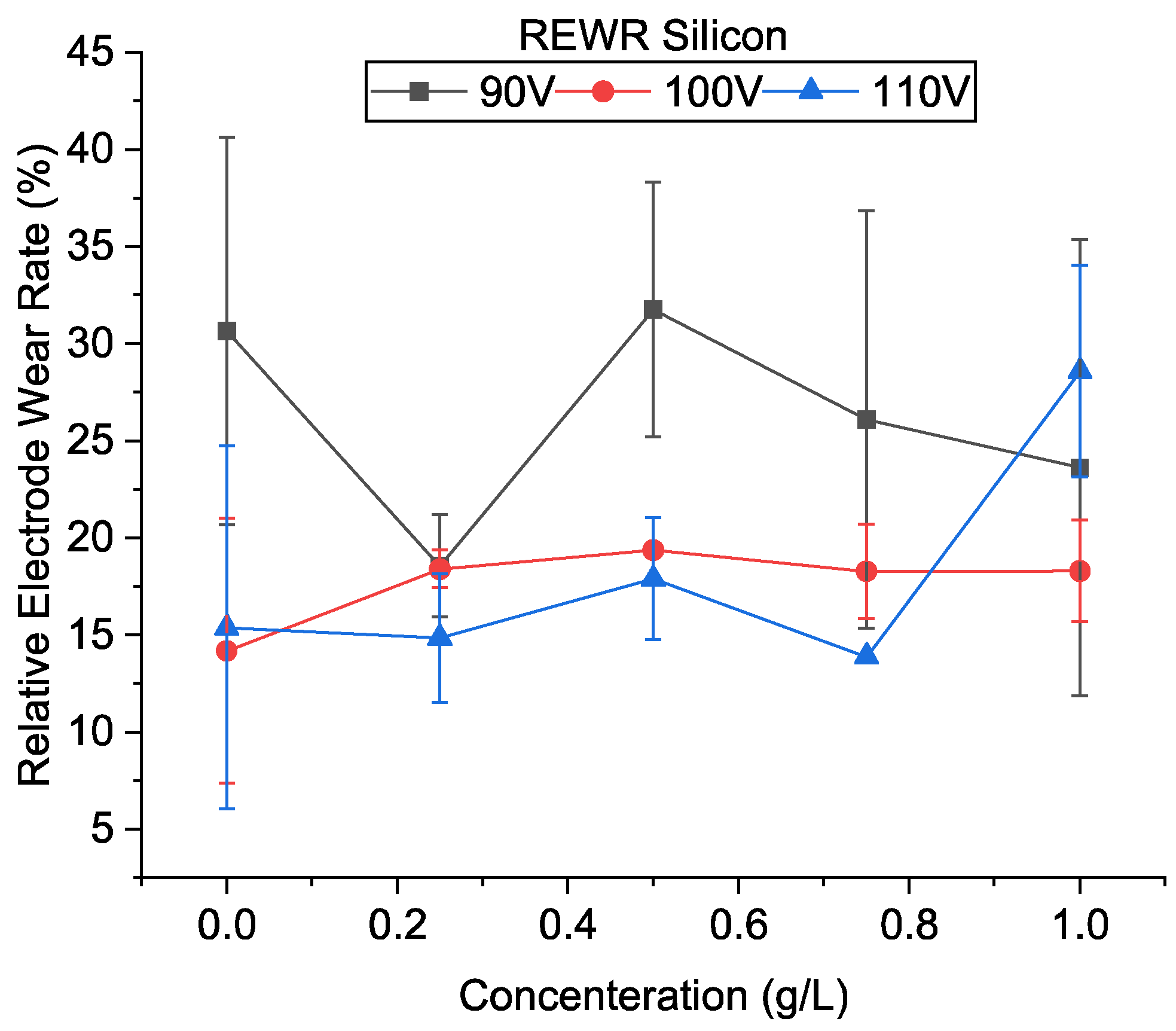
The relative electrode wear for different machining conditions is shown in
Figure 20. Like CnF and alumina, high tool wear was observed at 90 V, which decreased with an increase in voltage. It was due to the increased amount of arcing at low voltages. This instability in machining also resulted in a high fluctuation in electrode wear value at lower voltages.
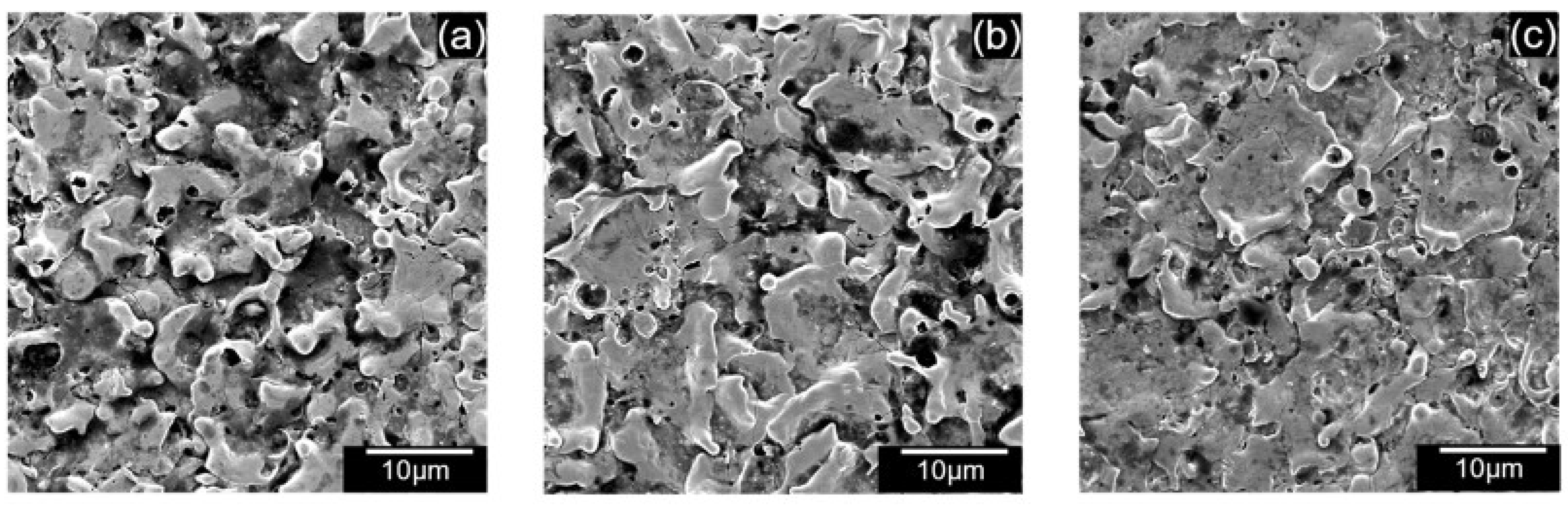
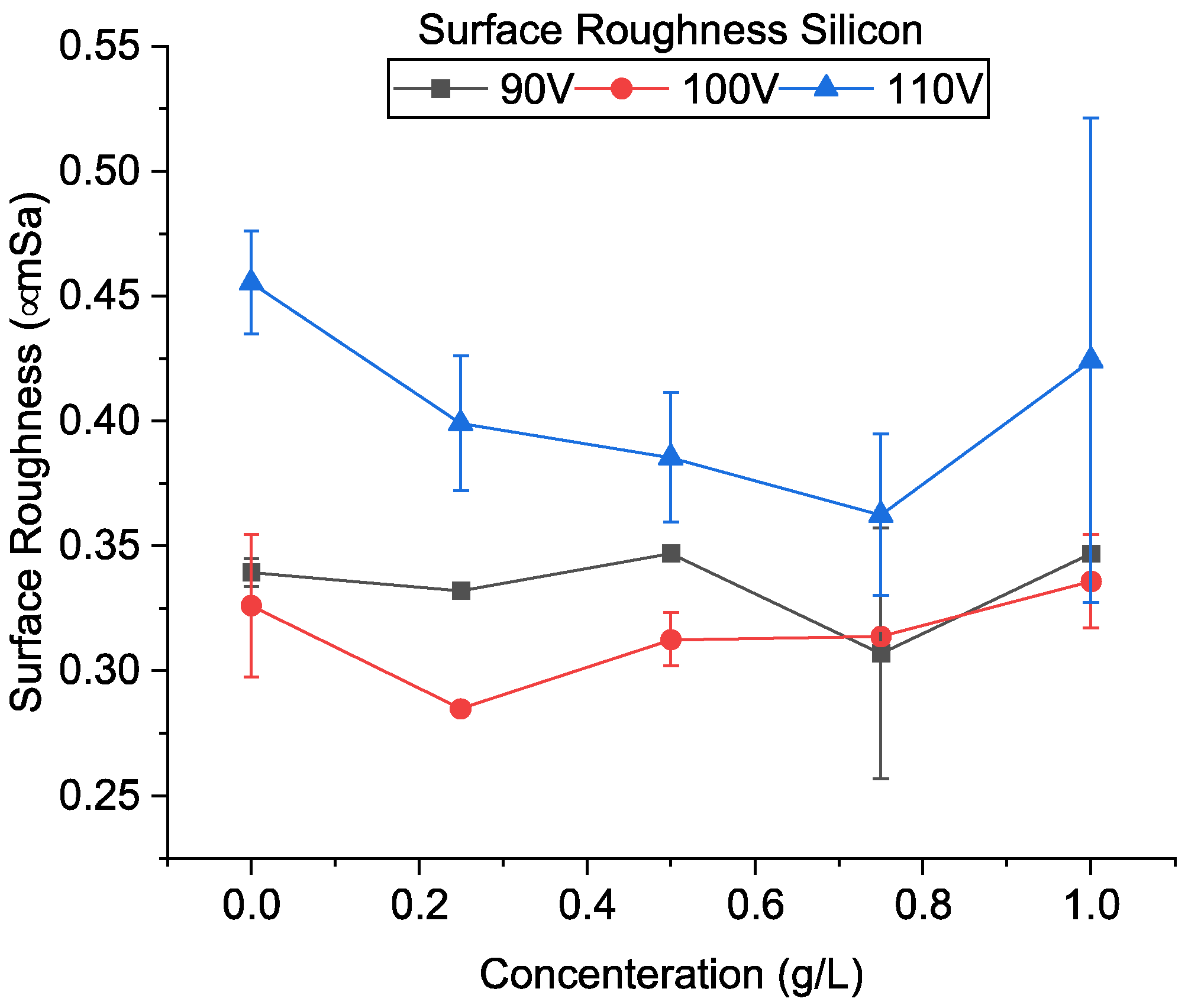
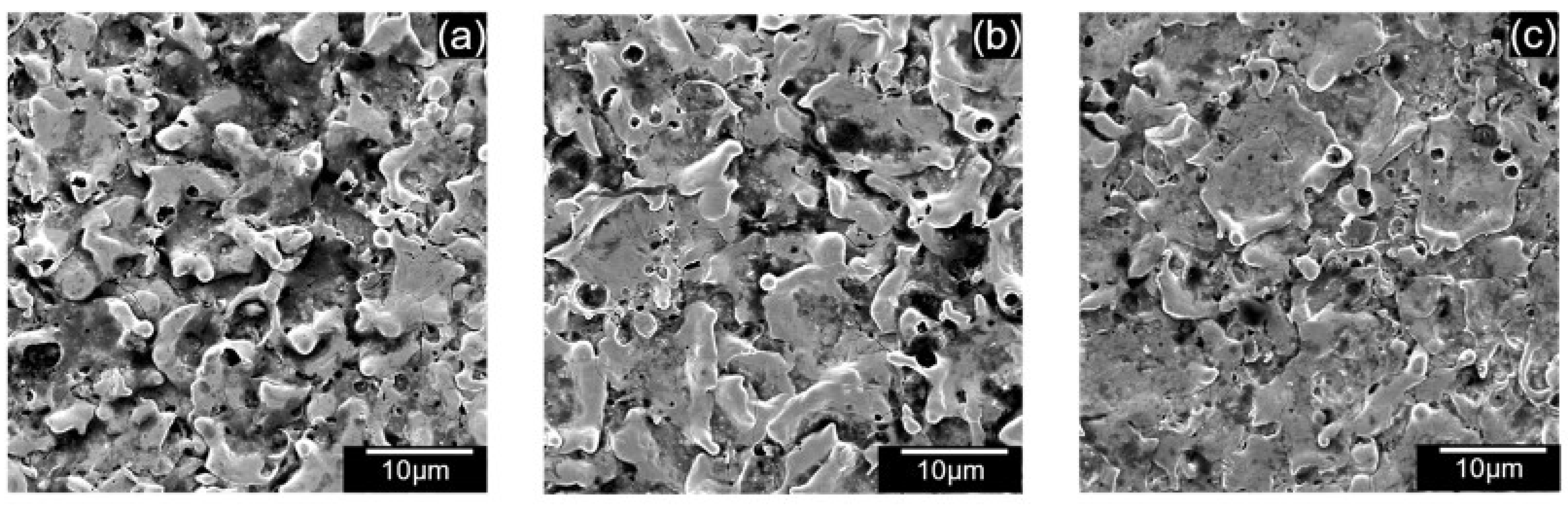
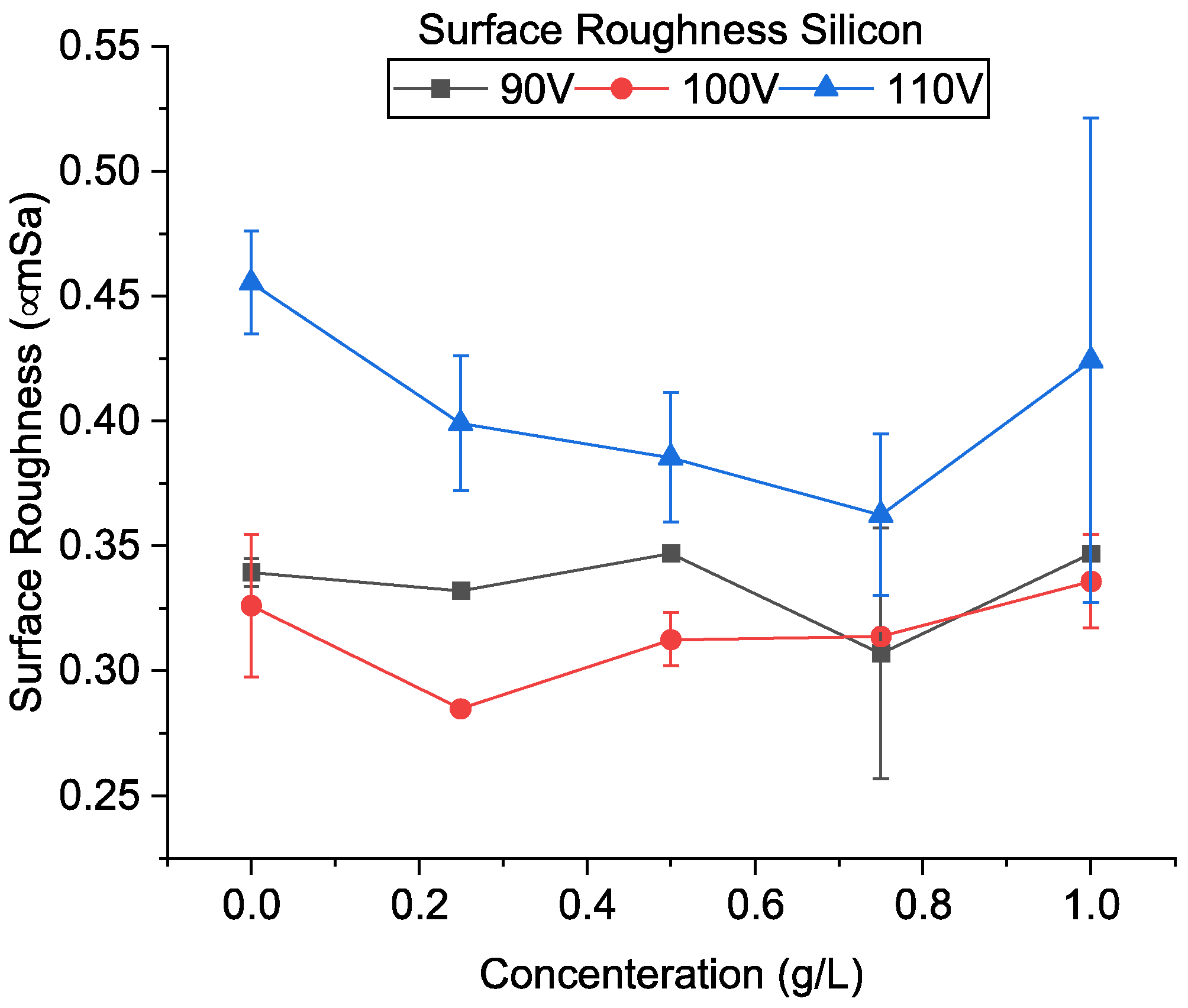
Figure 21a–c shows the SEM of the machined surfaces with silicon mixing. Surface roughness is shown in
Figure 22. It was observed that the surface roughness decreased for most conditions during PMEDM with Si powder. The roughness value decreases initially with voltage and then increases. Like CnF and Al
2O
3, the initial decrease in surface roughness was due to the reduction in crater size, as seen in
Figure 7. However, unlike other powders, the difference in crater size between 90 V and 100 V is insignificant. The roughness increases due to higher proportions of short-circuits and arcing, causing unevenness throughout the surface.
Furthermore, it was observed that the roughness value decreases with increased concentration. Initially, with increases in concentration, the discharges become uniformly distributed due to a larger number of possible discharge pathways. However, at very high concentrations, many particles start to agglomerate, resulting in discharge concentration in the vicinity of the agglomerated particles and an uneven surface.
Silicon-mixed EDM of tungsten carbide can be an effective alternative to conductive powders. However, they can yield high material removal rates only at high discharge energy and powder concentrations. The electrode wear rate is also lower than CnF for most conditions. In their study, Pecas et al. [
20] used silicon powder (10 µm) in the EDM of AISI H13. They have indicated that the addition of silicon improved the roughness values. We have also found that silicon addition can also improve the roughness in micro-machining conditions.







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}