
The Impact of Vapor Blockage on the Outflow Rate of Screen Channel Liquid Acquisition Devices




Abstract
:1. Introduction
2. Materials and Methods
2.1. Basic Model
- Flow in the width direction (i.e., z-direction) can be neglected.
- The gravity is negligible because the device works in microgravity conditions.
- The pressure loss due to wall friction is negligible. The reasonability of this assumption has been verified in [18] that the FTS pressure drop dominates over the frictional pressure drop.
- (a)
- the channel’s total outflow mass rate ;
- (b)
- the driving pressure, or .
2.2. Model Validation
3. Results and Discussion
3.1. Influential Factors of the Outflow Rate for Cases without Blockage
3.1.1. Influence of Geometric Parameters
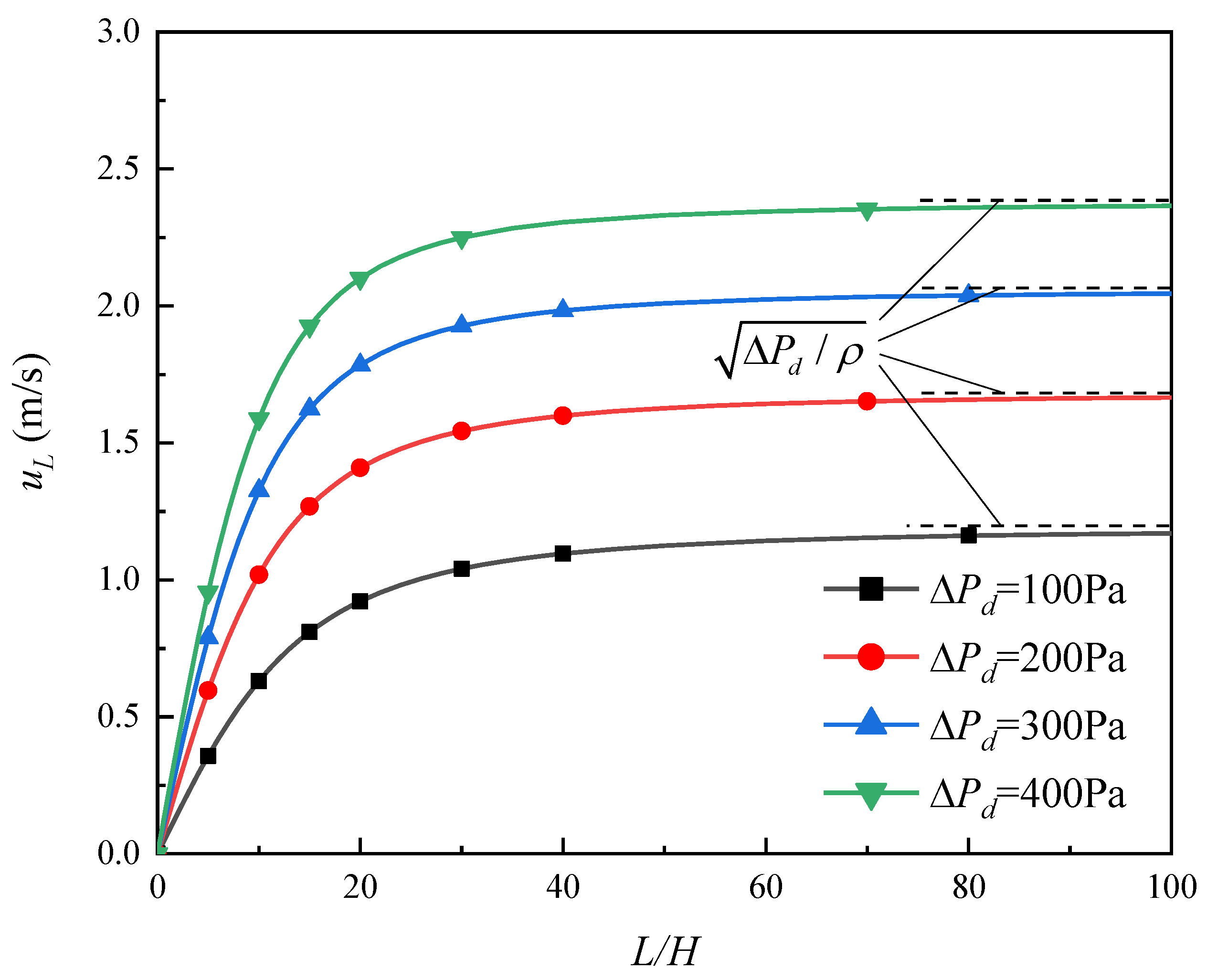
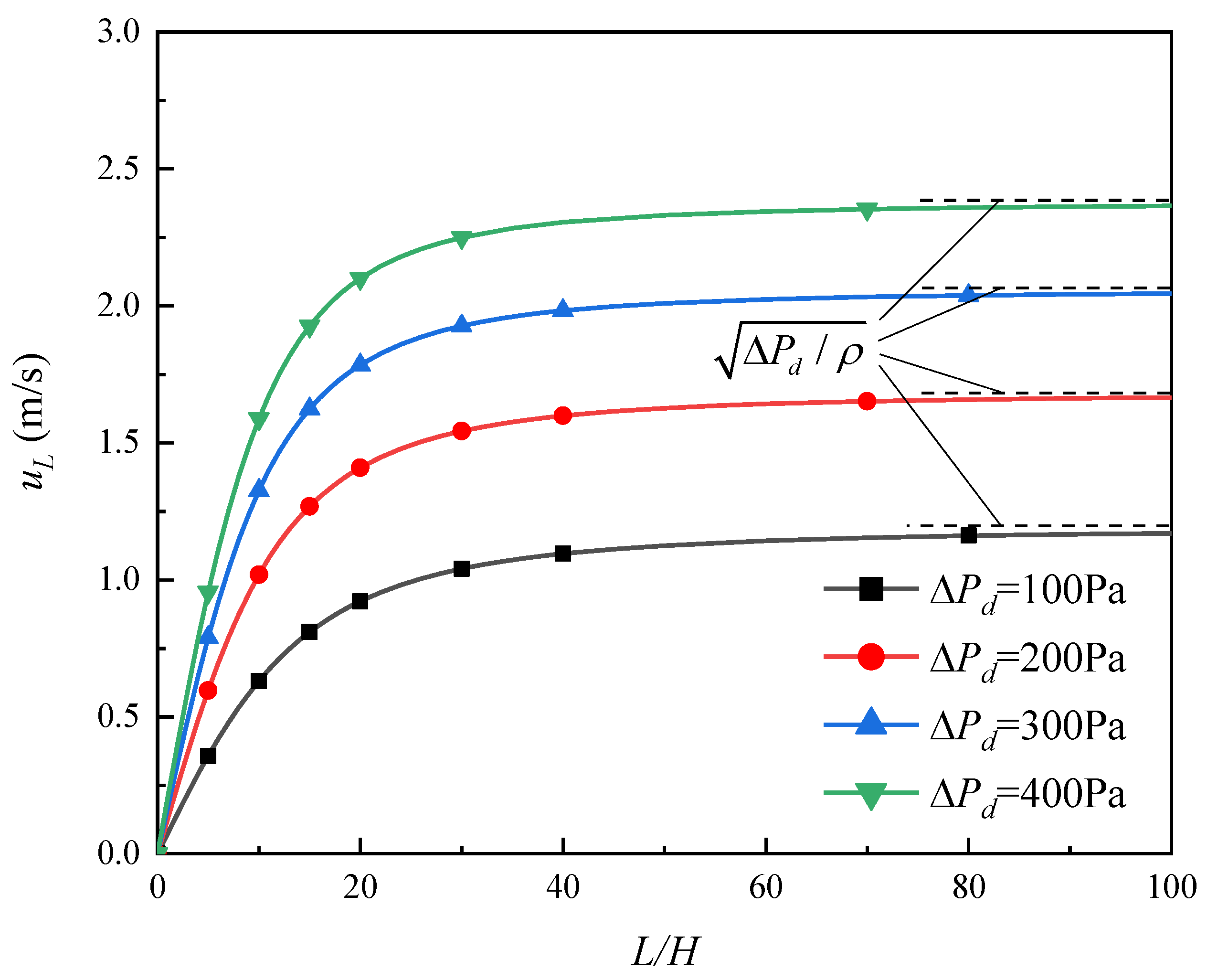
3.1.2. Influence of Driving Pressure
3.1.3. Influence of Screen Mesh
3.2. Analysis of the Case with Vapor Blockage
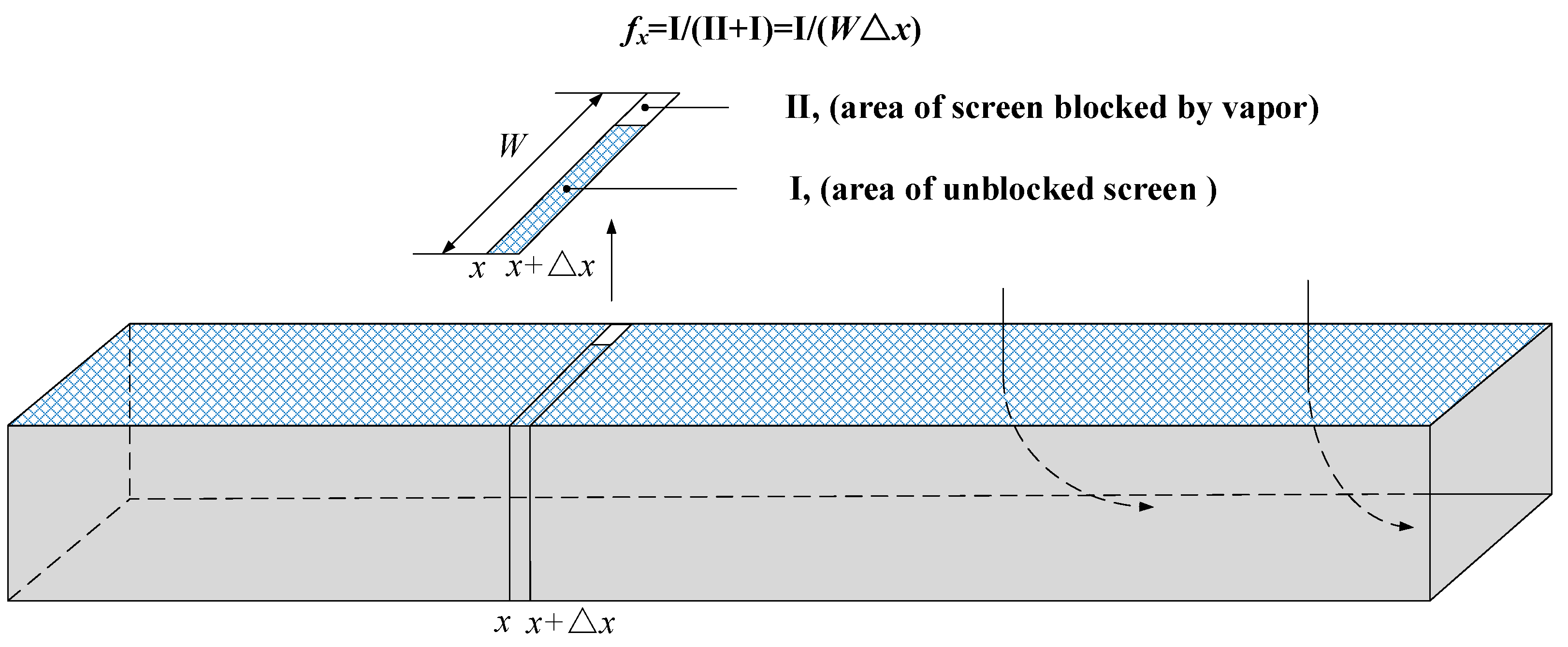
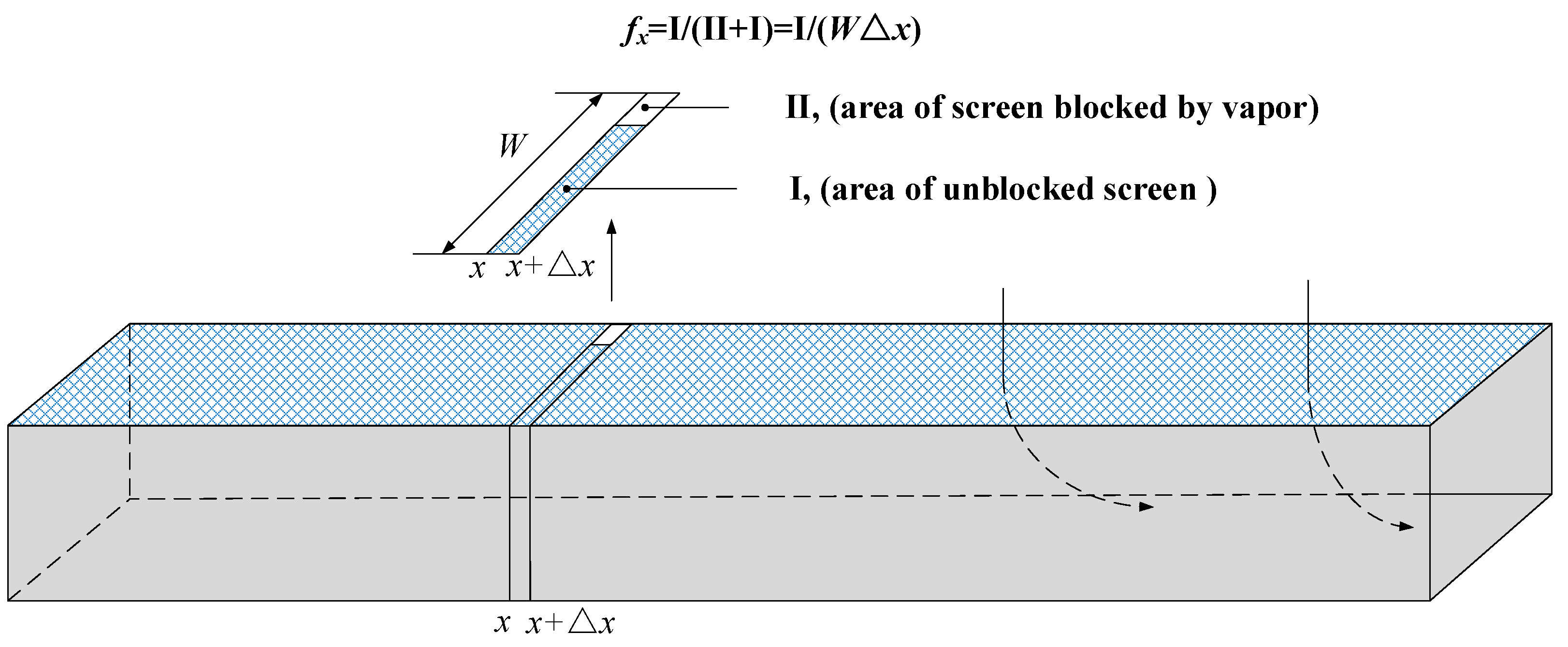
3.2.1. Extended Model for the Case with Vapor Blockage
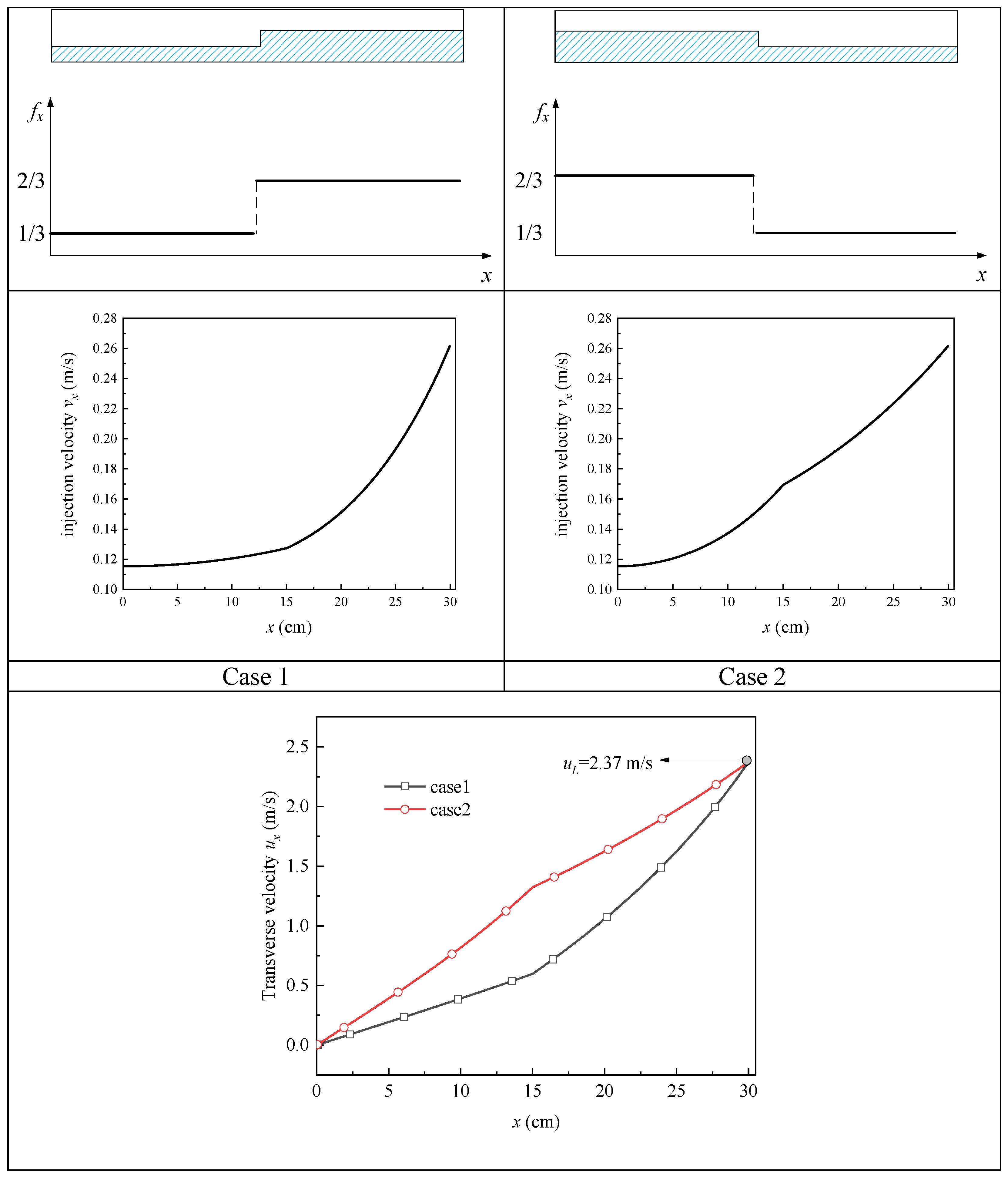
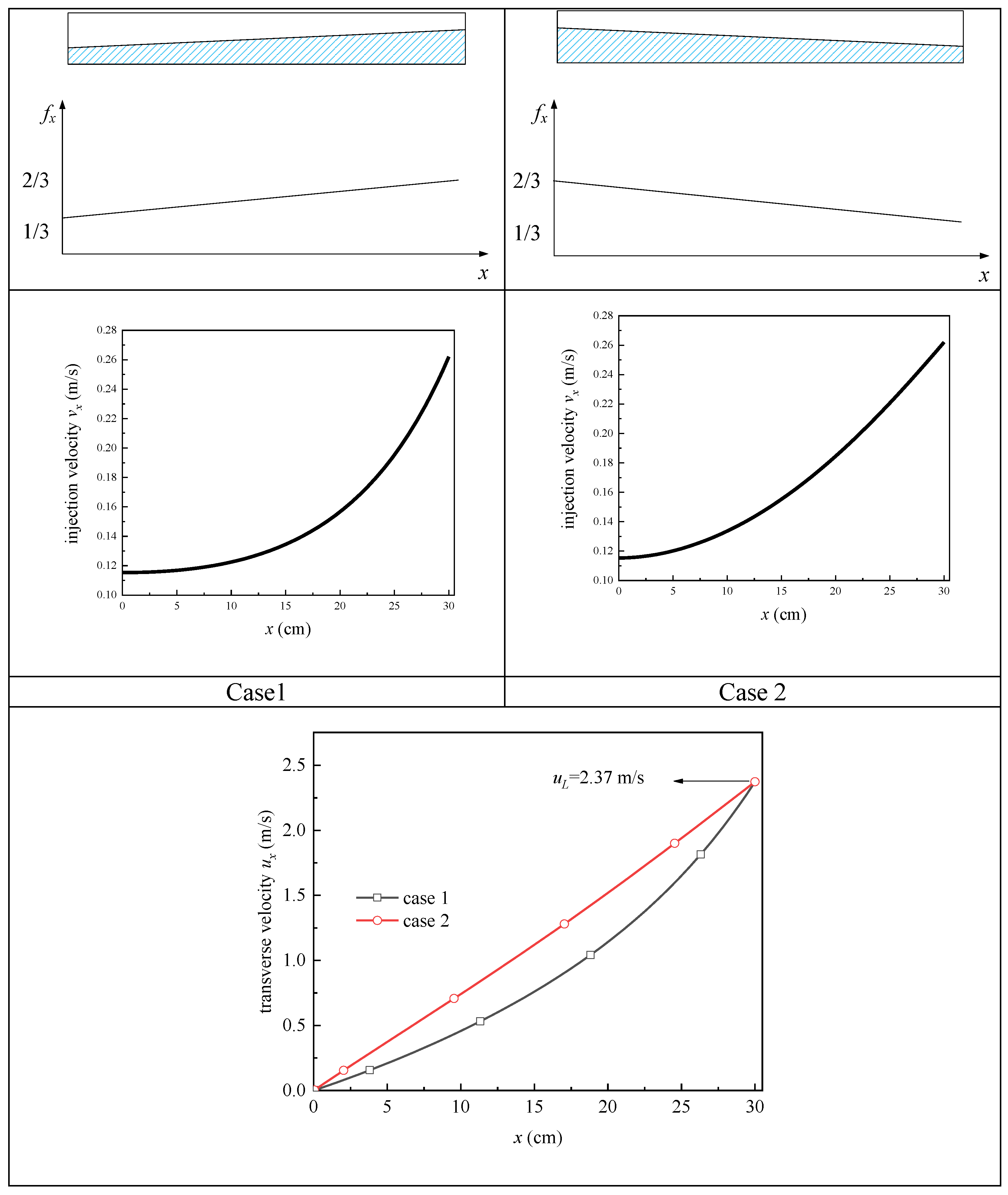
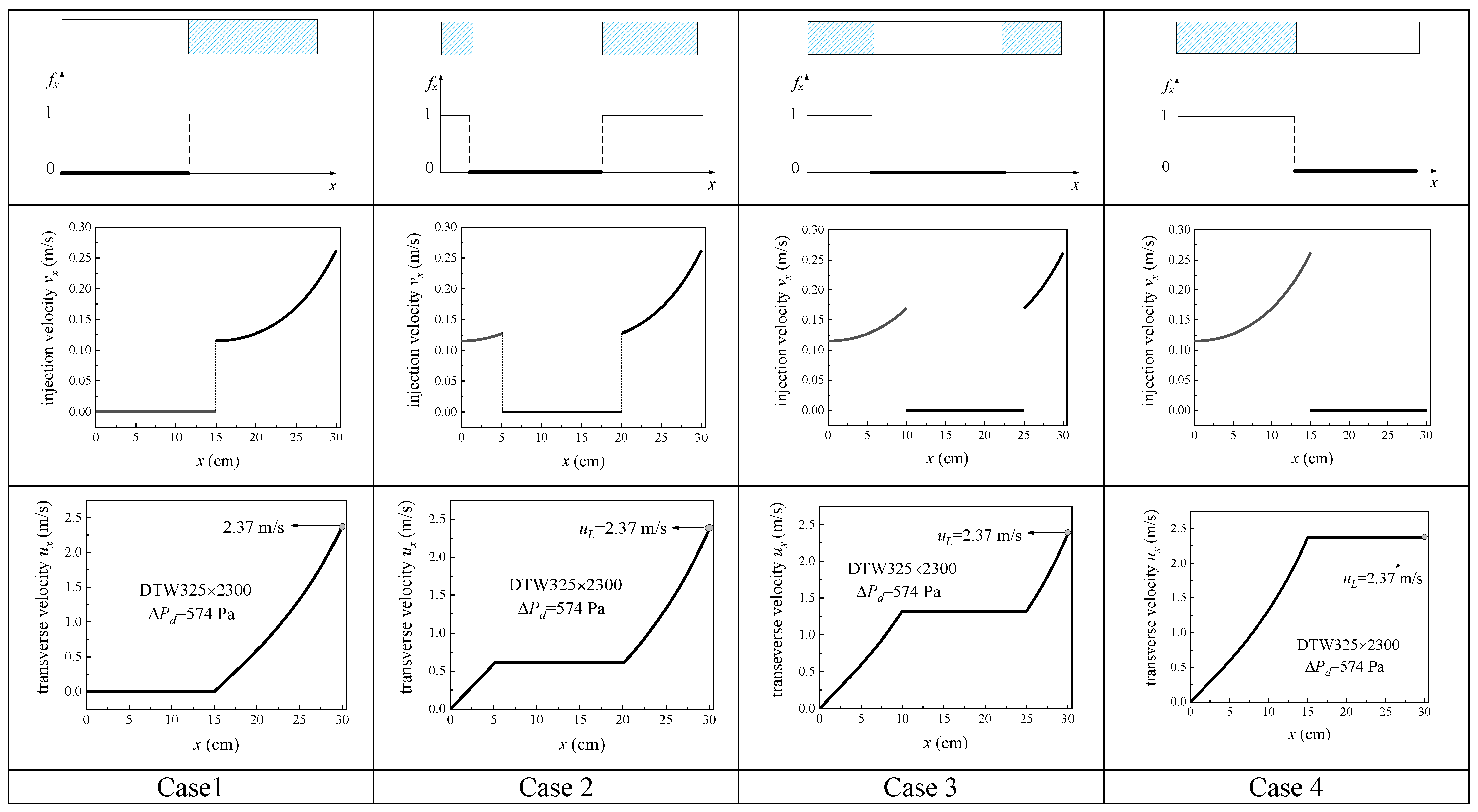
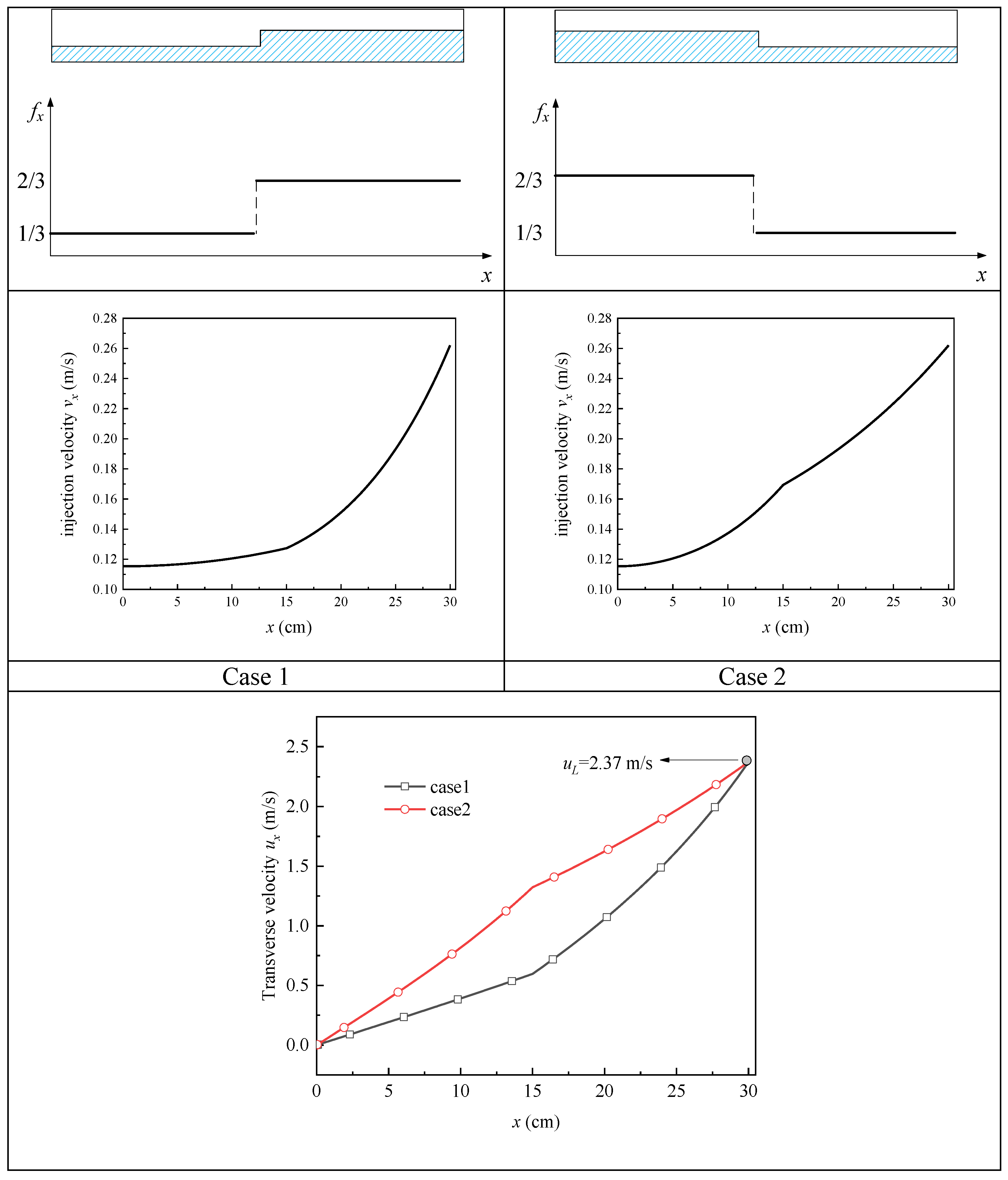
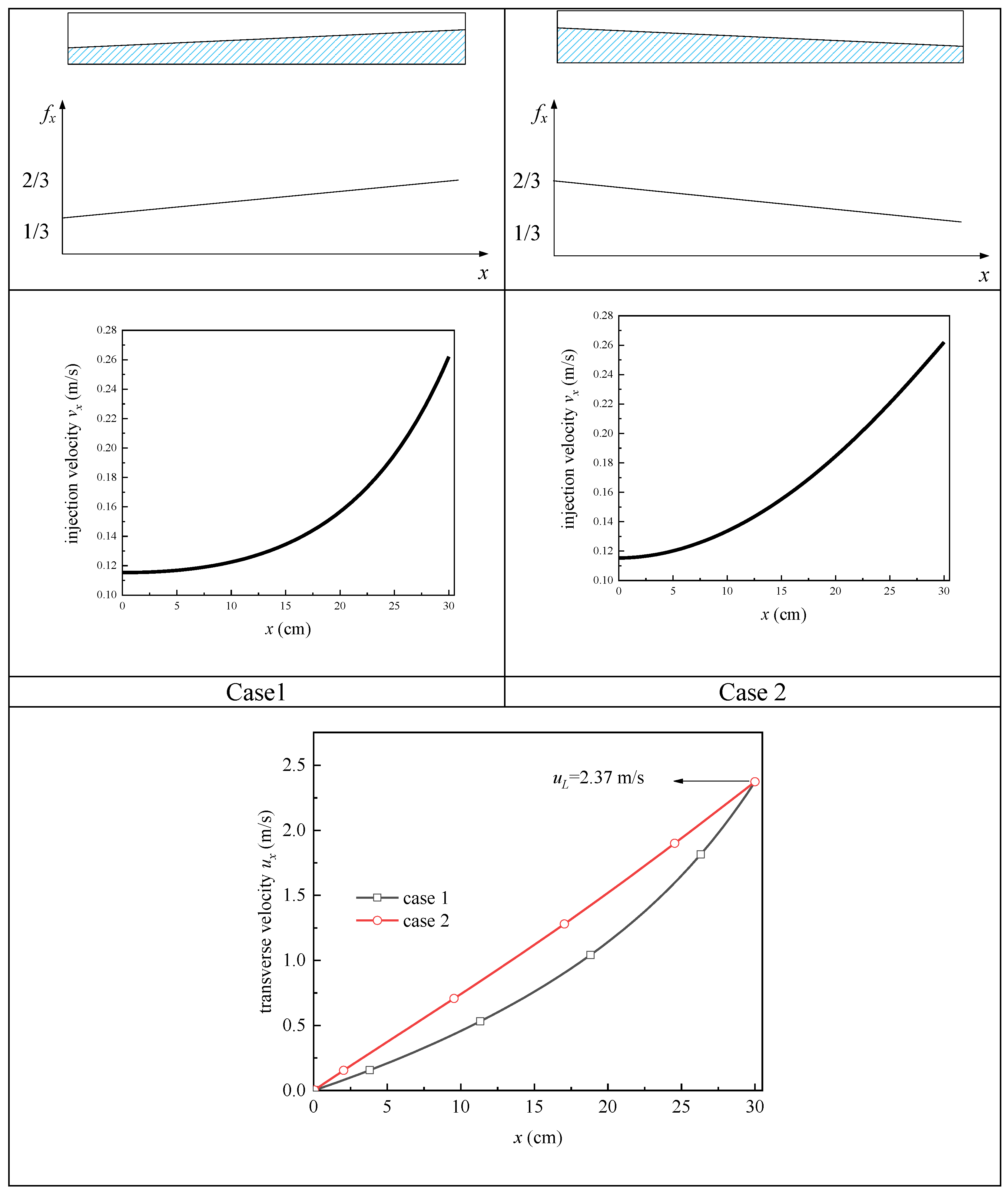
3.2.2. Impact of Blockage Position
3.2.3. Impact of Total Blockage Area
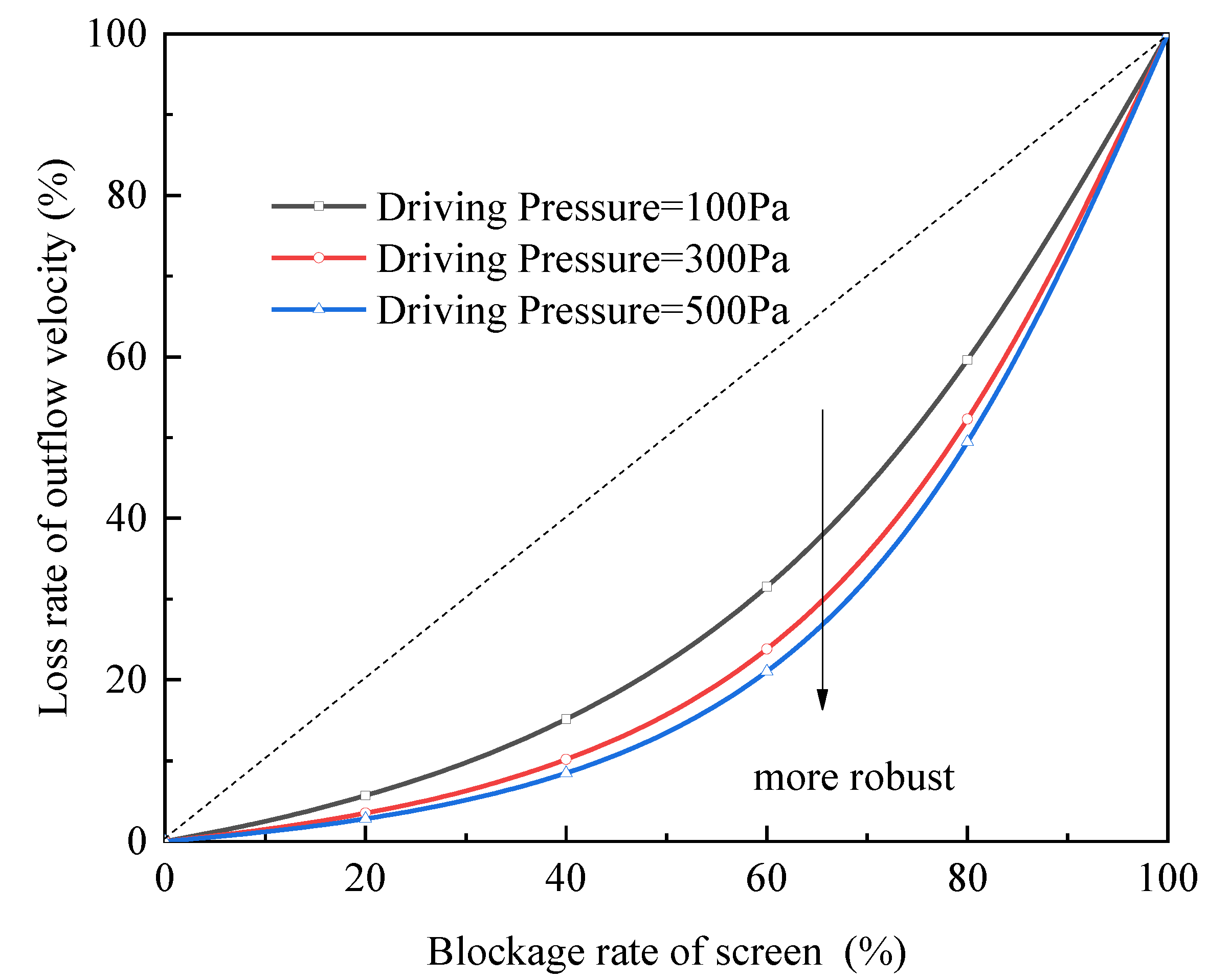
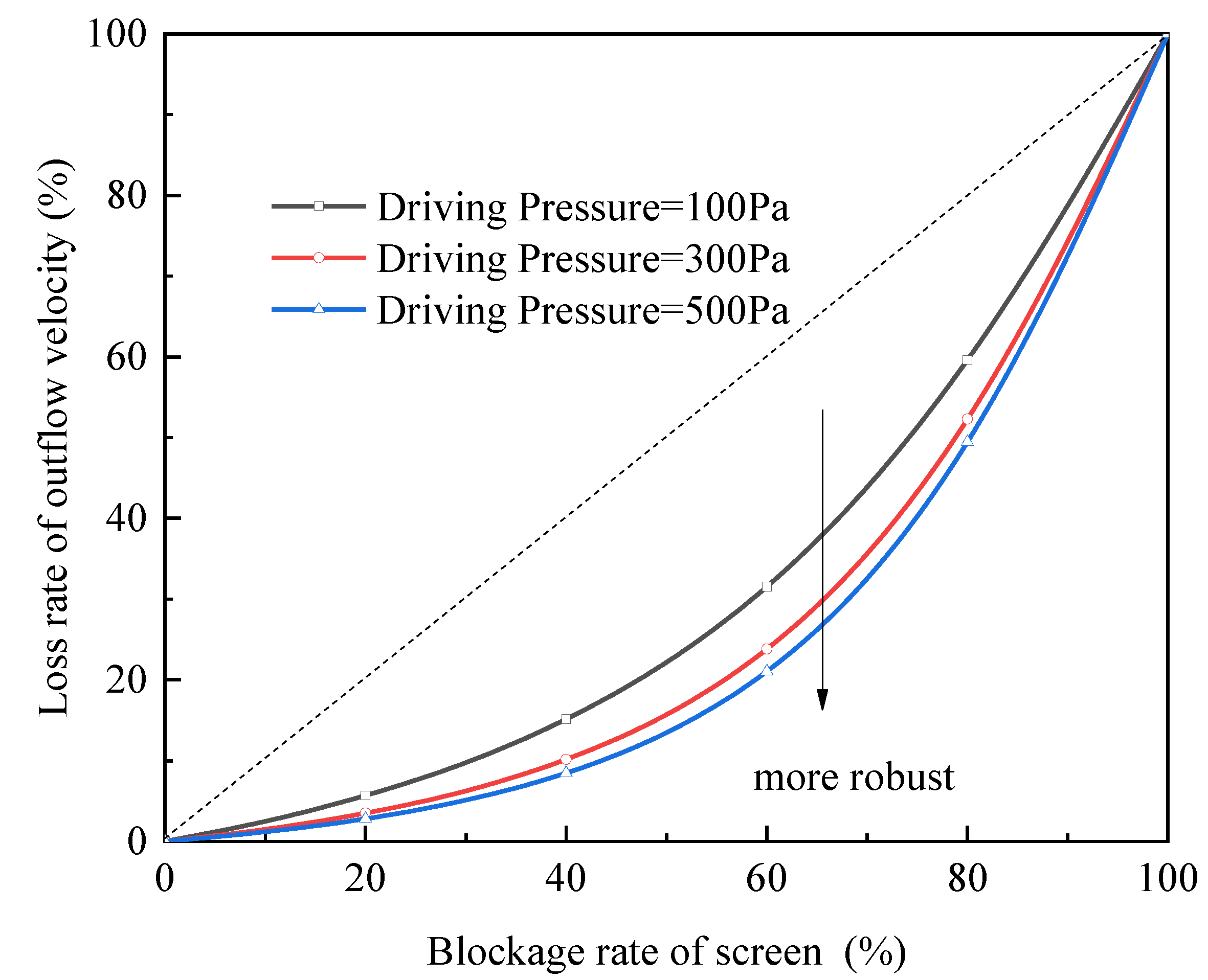
- Characteristic curve under different driving pressure
- 2.
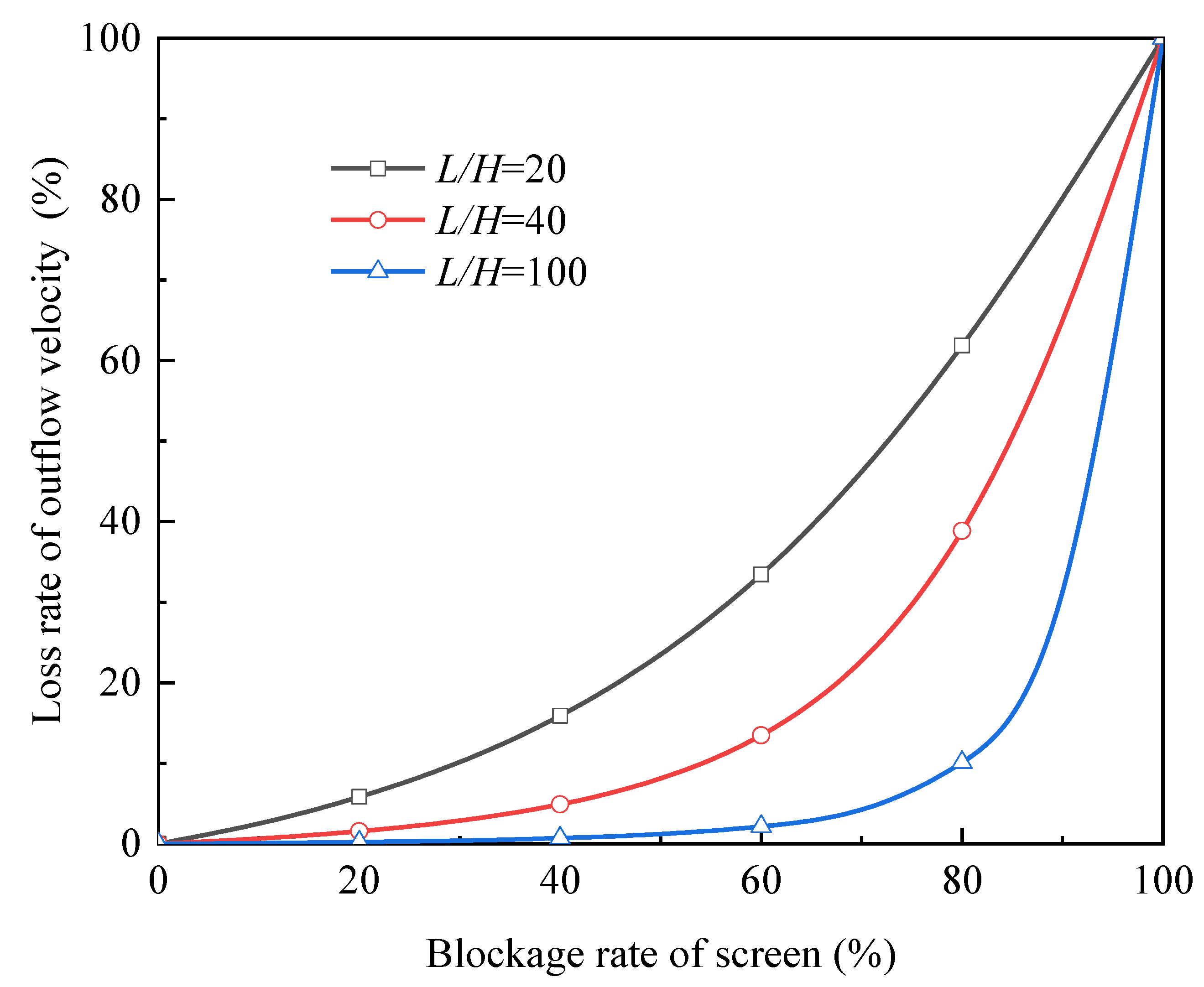
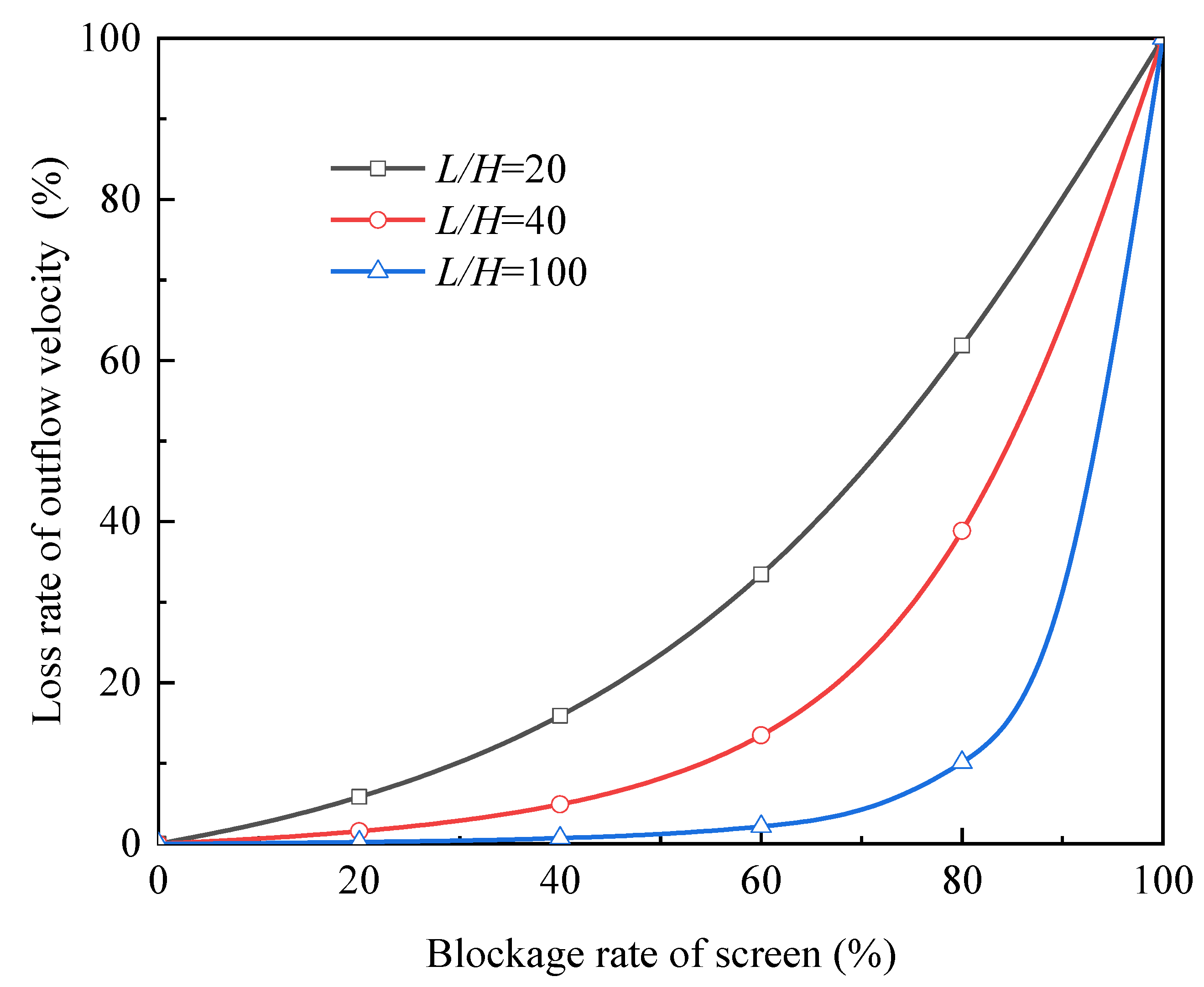
- Characteristic curve under various L/H
- 3.
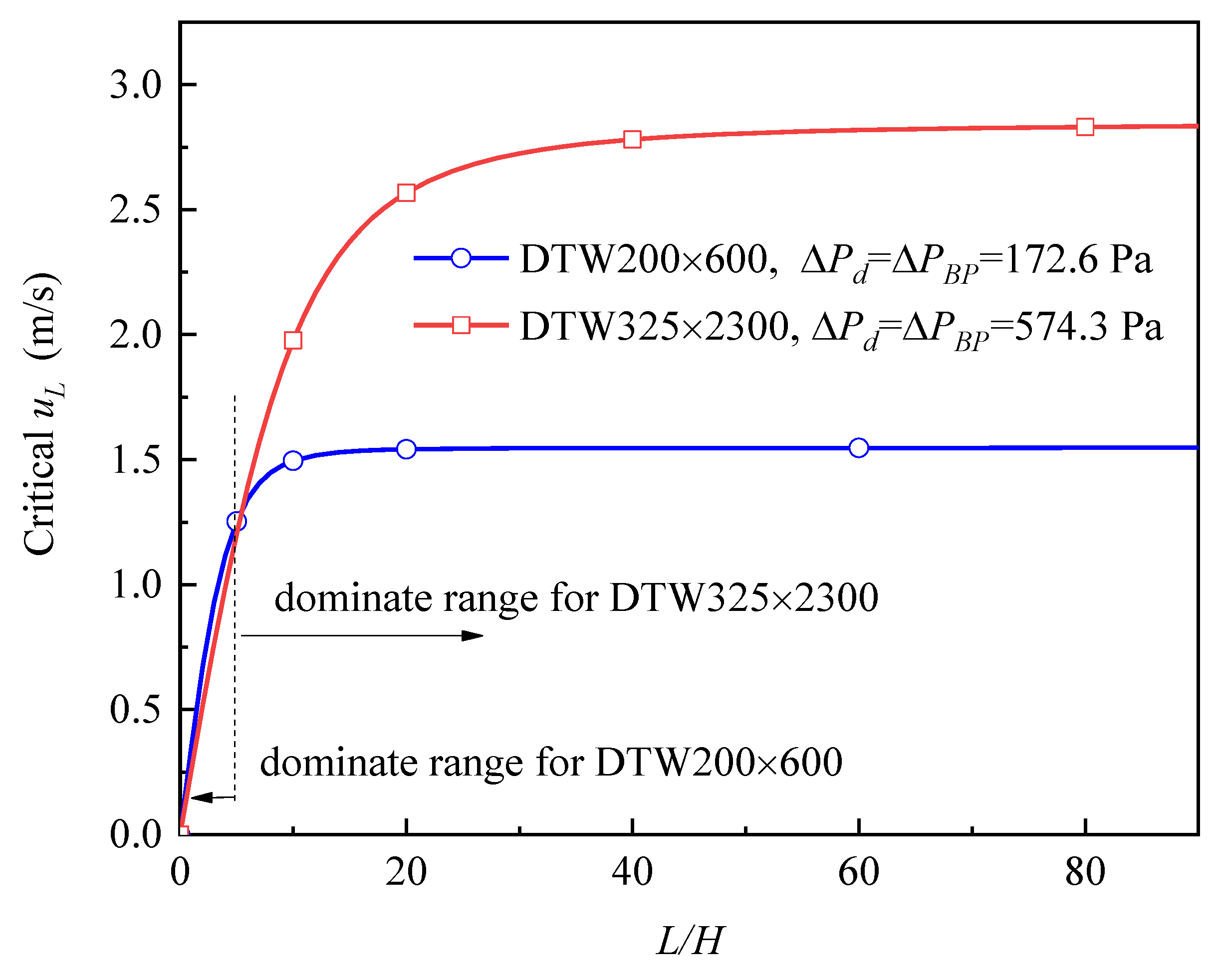
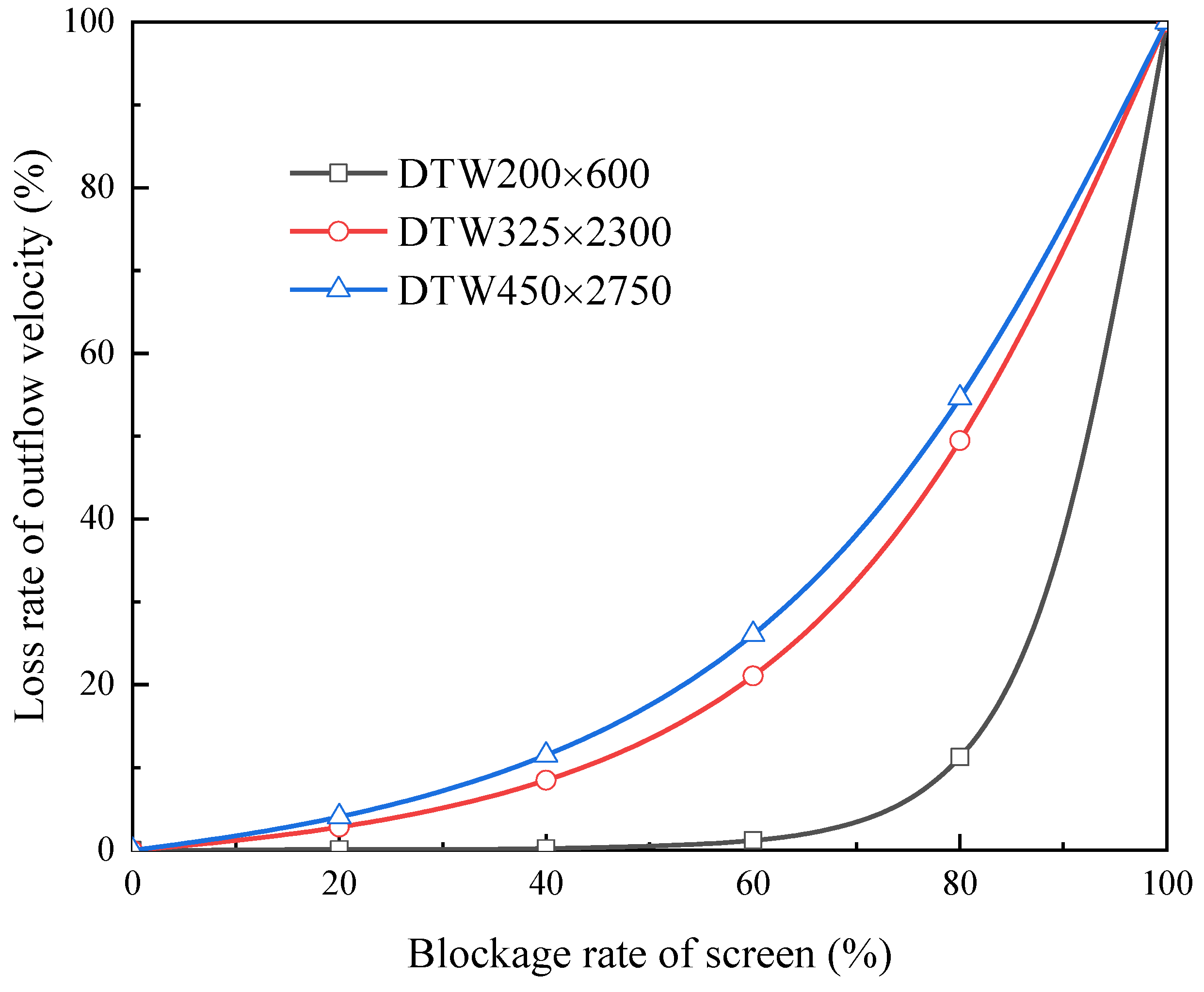
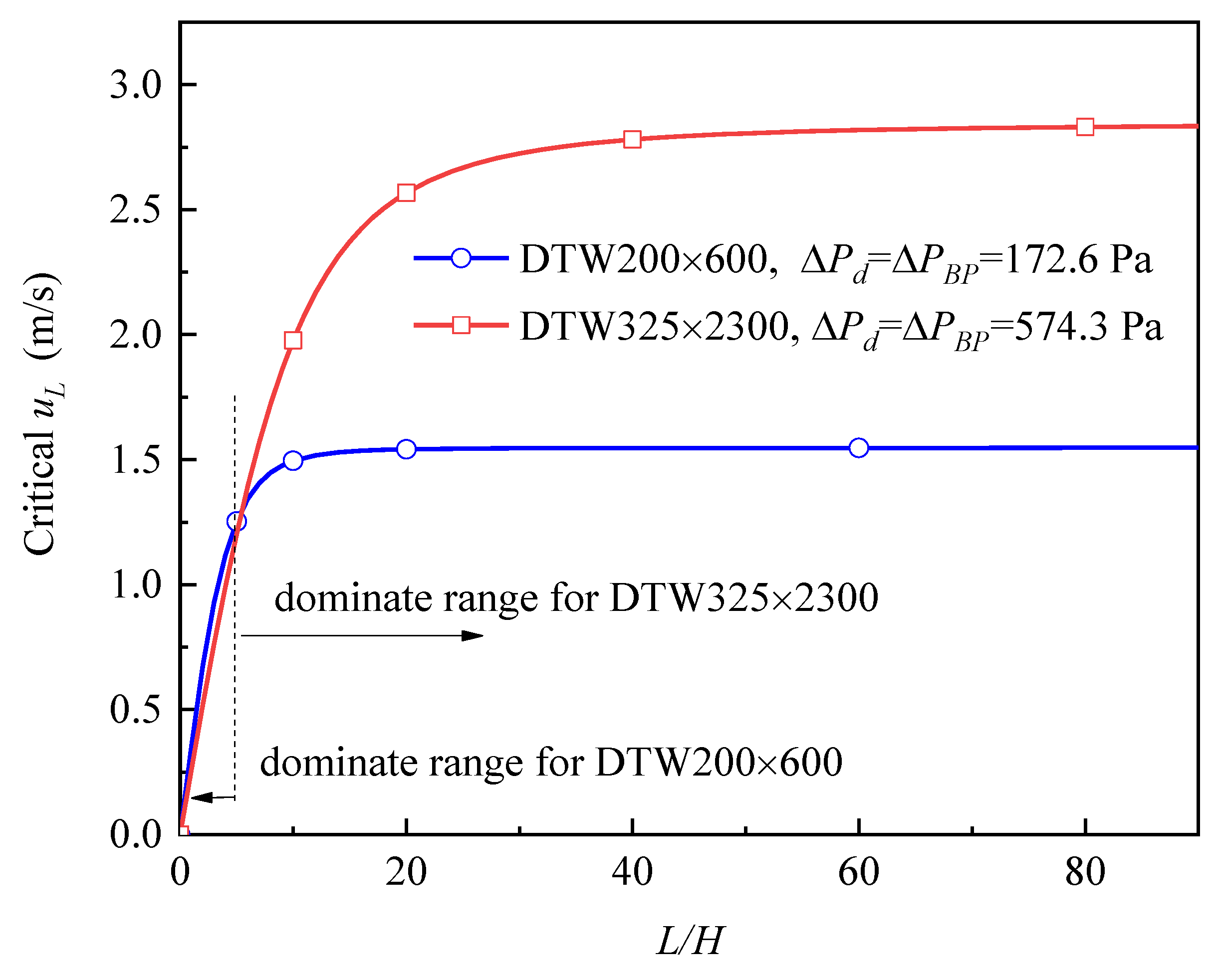
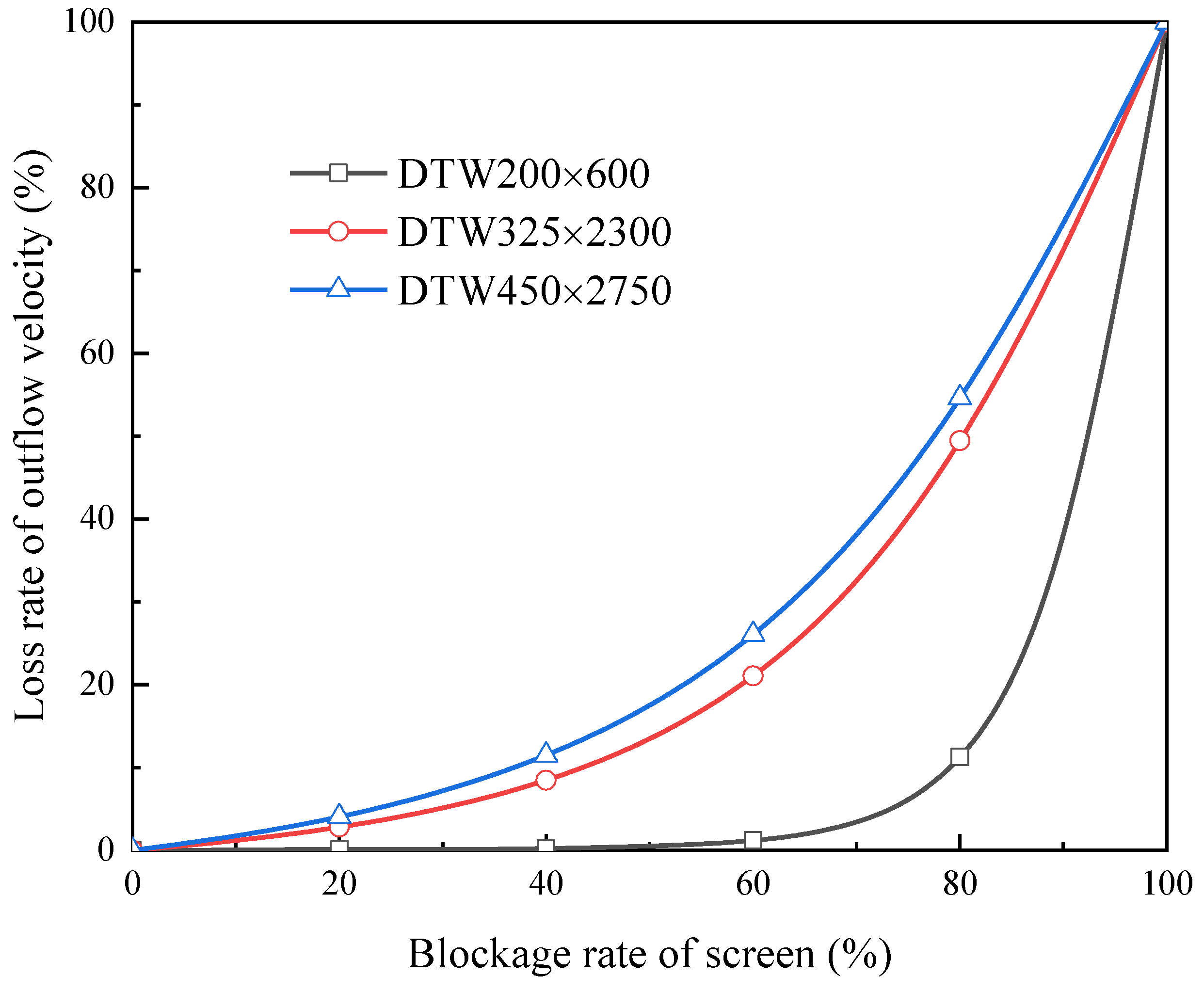
- Characteristic curve under diverse types of screen
4. Conclusions
- (1)
- For the cases without vapor blockage, the outflow velocity of the channel is decided by three factors: the geometric parameter of the channel (mainly the ratio of length to height), the driving pressure, and the fineness of screen mesh.
- (2)
- For a given device and under the same driving pressure, as long as the total area of the blocked screen is given, the loss rate of outflow velocity will not change with the changing blockage position. In other words, only the total area of the blocked screen affects the loss rate of outflow velocity.
- (3)
- A “characteristic curve” is proposed to describe the robustness of LAD against screen blockage, letting the blockage percentage of the screen be the independent variable, while the loss rate of outflow velocity is the dependent variable. The device that sustains less loss of outflow rate at the same blockage area performs better robustness.
- (4)
- The three factors could bring about greater robustness: larger ratio of length to height for the channel, higher driving pressure, and coarser mesh of the screen. However, other factors (such as device mass, safe margin, and enough outflow rate) should be also considered comprehensively when adjusting these three influential factors in the search for greater robustness.
Author Contributions
Funding
Conflicts of Interest
References
- Hartwig, J.W. Propellant Management Devices for Low-Gravity Fluid Management: Past, Present, and Future Applications. J. Spacecr. Rocket. 2017, 54, 808–824. [Google Scholar] [CrossRef]
- Balzer, D.L.; Brill, Y.; Ssc, D.; Grove, R.K.; Sloma, R.O.; Balzer, D.L.; Brill, Y.; Yankura, G.A. A survey of current developments in surface tension devices for propellant acquisition. J. Spacecr. Rocket. 1971, 8, 83–98. [Google Scholar]
- Hartwig, J.; Darr, S. Influential factors for liquid acquisition device screen selection for cryogenic propulsion systems. Appl. Therm. Eng. 2014, 66, 548–562. [Google Scholar] [CrossRef]
- Ma, Y.; Li, Y.; Wang, L.; Lei, G.; Wang, T. Investigation on isothermal wicking performance within metallic weaves for screen channel liquid acquisition devices (LADs). Int. J. Heat Mass Tran. 2019, 135, 392–402. [Google Scholar] [CrossRef]
- Ma, Y.; Li, Y.; Li, J.; Ren, J.; Wang, L. Simulation on vertical wicking behaviors of liquid hydrogen within metallic weaves in terrestrial and microgravity environments. Int. J. Hydrog. Energ. 2020, 45, 4910–4921. [Google Scholar] [CrossRef]
- Ma, Y.; Li, Y.; Xie, F.; Li, J.; Wang, L. Investigation on wicking performance of cryogenic propellants within woven screens under different thermal and gravity conditions. J. Low Temp. Phys. 2020, 199, 1344–1362. [Google Scholar] [CrossRef]
- Hartwig, J.; Mann, J.A., Jr. A predictive bubble point pressure model for porous liquid acquisition device screens. J. Porous Media 2014, 17, 587–600. [Google Scholar] [CrossRef]
- Armour, J.C.; Cannon, J.N. Fluid flow through woven screens. Aiche J. 1968, 14, 415–420. [Google Scholar] [CrossRef]
- Yuan, S.W. Further Investigation of Laminar Flow in Channels with Porous Walls. J. Appl. Phys. 1956, 27, 267–269. [Google Scholar] [CrossRef]
- Singh, R.; Laurence, R.L. Influence of slip velocity at a membrane surface on ultrafiltration performance—I. Channel flow system. Int. J. Heat Mass Transf. 1979, 22, 721–729. [Google Scholar] [CrossRef]
- Singh, R.; Laurence, R.L. Influence of slip velocity at a membrane surface on ultrafiltration performance—II. Tube flow system. Int. J. Heat Mass Transf. 1979, 22, 731–737. [Google Scholar] [CrossRef]
- Saad, T.; Majdalani, J. Rotational Flowfields in Porous Channels with Arbitrary Headwall Injection. J. Propuls. Power 2009, 25, 921–929. [Google Scholar] [CrossRef]
- Motsa, S.S.; Shateyi, S.; Marewo, G.T.; Sibanda, P. An improved spectral homotopy analysis method for MHD flow in a semi-porous channel. Numer. Algorithms 2012, 60, 463–481. [Google Scholar] [CrossRef]
- Bararnia, H.; Ganji, Z.Z.; Ganji, D.D.; Moghimi, S.M. Numerical and analytical approaches to MHD Jeffery-Hamel flow in a porous channel. Int. J. Numer. Methods Heat Fluid Flow 2012, 22, 491–502. [Google Scholar] [CrossRef]
- Oxarango, L.; Schmitz, P.; Quintard, M. Laminar flow in channels with wall suction or injection: A new model to study multi-channel filtration systems. Chem. Eng. Sci. 2004, 59, 1039–1051. [Google Scholar] [CrossRef]
- Galowin, L.S.; Fletcher, L.S.; Desantis, M.J. Investigation of Laminar Flow in a Porous Pipe with Variable Wall Suction. AIAA J. 1974, 12, 1585–1589. [Google Scholar] [CrossRef]
- Hartwig, J.; Darr, S. Analytical model for steady flow through a finite channel with one porous wall with arbitrary variable suction or injection. Phys. Fluids 2014, 26, 123603. [Google Scholar] [CrossRef]
- Darr, S.R.; Camarotti, C.F.; Hartwig, J.W.; Chung, J.N. Hydrodynamic model of screen channel liquid acquisition devices for in-space cryogenic propellant management. Phys. Fluids 2017, 29, 017101. [Google Scholar] [CrossRef]
- Chato, D.J.; McQuillen, J.B.; Motil, B.J.; Chao, D.F.; Zhang, N. CFD simulation of pressure drops in liquid acquisition device channel with sub-cooled oxygen. World Acad. Sci. Eng. Technol. 2009, 58, 146–151. [Google Scholar]
- McQuillen, J.B.; Chao, D.F.; Hall, N.R.; Zhang, N. (Eds.) Velocity vector field visualization of flow in liquid acquisition device channel. In Proceedings of the International Conference on Computer Graphics Theory and Applications, GRAPP 2012 and International Conference on Information Visualization Theory and Applications (IVAPP-2012), Rome, Italy, 24–26 February 2012; SCITEPRESS: Rome, Italy, 2012. [Google Scholar]
- McQuillen, J.B.; Chato, D.J.; Motil, B.J.; Doherty, M.P.; Chao, D.F.; Zhang, N. Porous screen applied in liquid acquisition device channel and cfd simulation of flow in the channel. J. Porous Media 2012, 15, 429–437. [Google Scholar] [CrossRef]
- Darr, S.; Hartwig, J. Optimal liquid acquisition device screen weave for a liquid hydrogen fuel depot. Int. J. Hydrogen Energy 2014, 39, 4356–4366. [Google Scholar] [CrossRef]
- Darr, S.R.; Hartwig, J.W.; Chung, J.N. Flow-through-screen pressure drop model for screen channel liquid acquisition devices. J. Porous Media 2019, 22, 1177–1195. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Length | L = 5H | L = 10H | L = 20H | L = 50H | L = 100H | |
|---|---|---|---|---|---|---|
| Height | ||||||
| H = 1 cm | 1.130 | 1.861 | 2.429 | 2.664 | 2.696 | |
| H = 2 cm | 1.130 | 1.861 | 2.429 | 2.664 | 2.696 | |
| H = 3 cm | 1.130 | 1.861 | 2.429 | 2.664 | 2.696 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, J.; Ma, Y.; Li, Y.; Wang, B.; Zang, H. The Impact of Vapor Blockage on the Outflow Rate of Screen Channel Liquid Acquisition Devices. Micromachines 2022, 13, 322. https://doi.org/10.3390/mi13020322
Li J, Ma Y, Li Y, Wang B, Zang H. The Impact of Vapor Blockage on the Outflow Rate of Screen Channel Liquid Acquisition Devices. Micromachines. 2022; 13(2):322. https://doi.org/10.3390/mi13020322
Chicago/Turabian StyleLi, Jian, Yuan Ma, Yanzhong Li, Bin Wang, and Hui Zang. 2022. "The Impact of Vapor Blockage on the Outflow Rate of Screen Channel Liquid Acquisition Devices" Micromachines 13, no. 2: 322. https://doi.org/10.3390/mi13020322
APA StyleLi, J., Ma, Y., Li, Y., Wang, B., & Zang, H. (2022). The Impact of Vapor Blockage on the Outflow Rate of Screen Channel Liquid Acquisition Devices. Micromachines, 13(2), 322. https://doi.org/10.3390/mi13020322