
High-Performance Temperature Sensor by Employing Screen Printing Technology

 ,
, 


 ,
,
Abstract
:1. Introduction
2. Fabrication

3. Characterization and Detection
4. Experiment and Test
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Qi, L.; Lee, B.; Chen, S.; Samuels, W.; Exarhos, G. High-dielectric-constant silver-epoxy composites as embedded dielectrics. Adv. Mater. 2005, 17, 1777–1780. [Google Scholar] [CrossRef]
- Zhang, L.; Ji, H.; Huang, H.; Yi, N.; Cheng, H. Wearable Circuits Sintered at Room Temperature Directly on The Skin Surface for Health Monitoring. ACS Appl. Mater. Interfaces 2020, 12, 4504–45515. [Google Scholar] [CrossRef] [PubMed]
- Siegel, A.C.; Phillips, S.T.; Dickey, M.D.; Lu, N.; Suo, Z.; Whitesides, G.M. Foldable Printed Circuit Boards on Paper Substrates. Adv. Funct. Mater. 2010, 20, 28–35. [Google Scholar] [CrossRef]
- Suarez, F.F.; Cusumano, M.A.; Fine, C.H. An Empirical Study of Flexibility in Manufacturing. Sloan Manag. Rev. 1995, 37, 25–32. [Google Scholar]
- Lee, Y.; Park, J.; Choe, A.; Cho, S.; Kim, J.; Ko, H. Mimicking Human and Biological Skins for Multifunctional Skin Electronics. Adv. Funct. Mater. 2020, 30, 1904523. [Google Scholar] [CrossRef]
- Zhou, N.; Liu, C.; Lewis, J.A.; Ham, D. Gigahertz Electromagnetic Structures via Direct Ink Writing for Radio-Frequency Oscillator and Transmitter Applications. Adv. Mater. 2017, 29, 1605198. [Google Scholar] [CrossRef]
- Kim, H.S.; Dhage, S.R.; Shim, D.E.; Hahn, H.T. Intense pulsed light sintering of copper nanoink for printed electronics. Appl. Phys. A 2009, 97, 791–798. [Google Scholar] [CrossRef] [Green Version]
- Kamyshny, A.; Magdassi, S. Conductive nanomaterials for 2D and 3D printed flexible electronics. Chem. Soc. Rev. 2018, 48, 1712–1740. [Google Scholar] [CrossRef]
- Gamerith, S.; Klug, A.; Scheiber, H.; Scherf, U.; Moderegger, E.; List, E. Direct Ink-jet Printing of Ag-cu Nanoparticle And Ag-precursor Based Electrodes For Ofet Applications. Adv. Funct. Mater. 2007, 17, 3111–3118. [Google Scholar] [CrossRef]
- Park, B.K.; Kim, D.; Jeong, S.; Moon, J.; Kim, J.S. Direct writing of copper conductive patterns by ink-jet printing. Thin Solid Film. 2007, 515, 7706–7711. [Google Scholar] [CrossRef]
- Zeng, M.; Zhang, Y. Colloidal nanoparticle inks for printing functional devices: Emerging trends and future prospects. J. Mater. Chem. A 2019, 7, 23301–23336. [Google Scholar] [CrossRef]
- Hassan, K.; Nine, M.J.; Tung, T.T.; Stanley, N.; Pei, L.Y.; Rastin, H.; Le, Y.; Losic, D. Functional inks and extrusion-based 3D printing of 2D materials: A review of current research and applications. Nanoscale 2020, 12, 19007–19042. [Google Scholar] [CrossRef] [PubMed]
- Ahn, B.Y.; Duoss, E.B.; Motala, M.J.; Guo, X.; Park, S.; Xiong, Y.; Yoon, J.; Nuzzo, R.G.; Rogers, J.A.; Lewis, J.A. Omnidirectional Printing of Flexible, Stretchable, and Spanning Silver Microelectrodes. Science 2009, 323, 1590–1593. [Google Scholar] [CrossRef] [Green Version]
- Cao, Z.; Koukharenko, E.; Tudor, M.J.; Torah, R.N.; Beeby, S.P. Flexible screen printed thermoelectric generator with enhanced processes and materials. Sens. Actuators A Phys. 2016, 238, 196–206. [Google Scholar] [CrossRef]
- Liu, Y.; Ren, W.; Peng, S.; Liu, D.; Zhang, Y.; Ming, L.; Ye, Z.G.; Jing, W.; Bian, T.; Jiang, Z. A Highly Thermostable InO/ITO Thin Film Thermocouple Prepared via Screen Printing for High Temperature Measurements. Sensors 2018, 18, 958. [Google Scholar] [CrossRef] [Green Version]
- Mallick, M.M.; Rsch, A.G.; Franke, L.; Ahmad, S.; Lemmer, U. High-Performance Ag-Se-Based n-Type Printed Thermoelectric Materials for High Power Density Folded Generators. ACS Appl. Mater. Interfaces 2020, 12, 19655–19663. [Google Scholar] [CrossRef]
- Liu, Z.; Tian, B.; Fan, X.; Liu, J.; Zhang, Z.; Luo, Y.; Zhao, L.; Lin, Q.; Han, F.; Jiang, Z. A temperature sensor based on flexible substrate with ultra-high sensitivity for low temperature measurement. Sens. Actuators A Phys. 2020, 315, 112341. [Google Scholar] [CrossRef]
- Shin, J.; Jeong, B.; Kim, J.; Nam, V.B.; Ko, S.H. Sensitive Wearable Temperature Sensor with Seamless Monolithic Integration. Adv. Mater. 2019, 32, 1905527.1–1905527.9. [Google Scholar] [CrossRef]
- Wang, S.; Xu, J.; Wang, W.; Wang, G.J.N.; Rastak, R.; Molina-Lopez, F.; Chung, J.W.; Niu, S.; Feig, V.R.; Lopez, J. Skin electronics from scalable fabrication of an intrinsically stretchable transistor array. Nature 2018, 555, 83–88. [Google Scholar] [CrossRef] [PubMed]
- Trung, T.Q.; Ramasundaram, S.; Hwang, B.U.; Lee, N.E. An All-Elastomeric Transparent and Stretchable Temperature Sensor for Body-Attachable Wearable Electronics. Adv. Mater. 2015, 28, 502–509. [Google Scholar] [CrossRef] [PubMed]
- Hong, S.Y.; Lee, Y.H.; Park, H.; Jin, S.W.; Jeong, Y.R.; Yun, J.; You, I.; Zi, G.; Ha, J.S. Stretchable Active Matrix Temperature Sensor Array of Polyaniline Nanofibers for Electronic Skin. Adv. Mater. 2016, 28, 930–935. [Google Scholar] [CrossRef] [PubMed]
- Liu, Z.; Tian, B.; Liu, J.; Zhang, Z.; Lin, Q.; Mao, Q.; Lu, D.; Jiang, Z. Influences of annealing temperature on the thermoelectric properties of thin film thermocouples based on a flexible substrate by RF magnetron sputtering. Meas. Sci. Technol. 2020, 31, 95101–95109. [Google Scholar] [CrossRef]
- Cataldi, P.; Cassinelli, M.; Heredia-Guerrero, J.A.; Guzman-Puyol, S.; Naderizadeh, S.; Athanassiou, A.; Caironi, M. Green Biocomposites for Thermoelectric Wearable Applications. Adv. Funct. Mater. 2020, 30, 1907301. [Google Scholar] [CrossRef]
- Wang, M.; Xu, X.; Ma, B.; Pei, Y.; Ai, C.; Yuan, L. Fabrication of micron-SiO2@nano-Ag based conductive line patterns through silk-screen printing. RSC Adv. 2014, 4, 47781–47787. [Google Scholar] [CrossRef]
- Wu, H.; Chiang, S.W.; Lin, W.; Yang, C.; Li, Z.; Liu, J.; Cui, X.; Kang, F.; Wong, C.P. Towards Practical Application of Paper based Printed Circuits: Capillarity Effectively Enhances Conductivity of the Thermoplastic Electrically Conductive Adhesives. Sci. Rep. 2014, 4, 6275. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
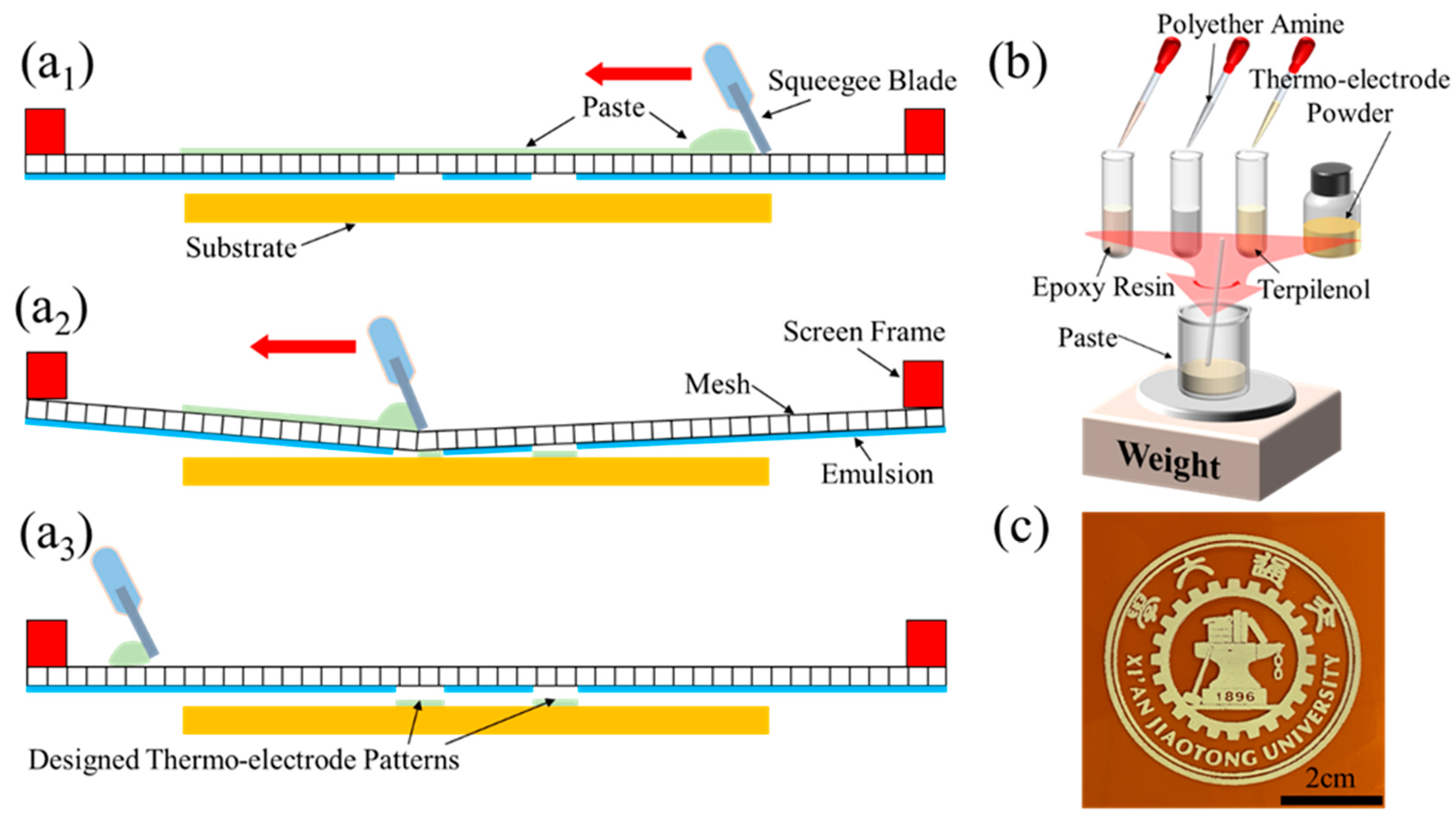
| Group | In2O3 | α-Terpineol | Epoxy Resin | Polyether Amine | Binder:Powder |
|---|---|---|---|---|---|
| 1 | 1.400 g | 0.150 g | 0.140 g | 0.077 g | 1:10 |
| 2 | 1.400 g | 0.150 g | 0.280 g | 0.154 g | 2:10 |
| 3 | 1.400 g | 0.150 g | 0.420 g | 0.231 g | 3:10 |
| 4 | 1.400 g | 0.150 g | 0.560 g | 0.308 g | 4:10 |
| 5 | 1.400 g | 0.150 g | 0.700 g | 0.385 g | 5:10 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, Z.; Tian, B.; Zhang, B.; Zhang, Z.; Liu, J.; Zhao, L.; Shi, P.; Lin, Q.; Jiang, Z. High-Performance Temperature Sensor by Employing Screen Printing Technology. Micromachines 2021, 12, 924. https://doi.org/10.3390/mi12080924
Liu Z, Tian B, Zhang B, Zhang Z, Liu J, Zhao L, Shi P, Lin Q, Jiang Z. High-Performance Temperature Sensor by Employing Screen Printing Technology. Micromachines. 2021; 12(8):924. https://doi.org/10.3390/mi12080924
Chicago/Turabian StyleLiu, Zhaojun, Bian Tian, Bingfei Zhang, Zhongkai Zhang, Jiangjiang Liu, Libo Zhao, Peng Shi, Qijing Lin, and Zhuangde Jiang. 2021. "High-Performance Temperature Sensor by Employing Screen Printing Technology" Micromachines 12, no. 8: 924. https://doi.org/10.3390/mi12080924
APA StyleLiu, Z., Tian, B., Zhang, B., Zhang, Z., Liu, J., Zhao, L., Shi, P., Lin, Q., & Jiang, Z. (2021). High-Performance Temperature Sensor by Employing Screen Printing Technology. Micromachines, 12(8), 924. https://doi.org/10.3390/mi12080924