
Theoretical Modeling and Experimental Analysis of Single-Particle Erosion Mechanism of Optical Glass

Abstract
:1. Introduction
2. Smooth Particle Hydrodynamics (SPH) Simulation Model for Single-Particle Erosion of Optical Glass
2.1. Basic Theory of SPH Simulation
2.2. Johnson–Holmquist-2 (JH-2) Material Model
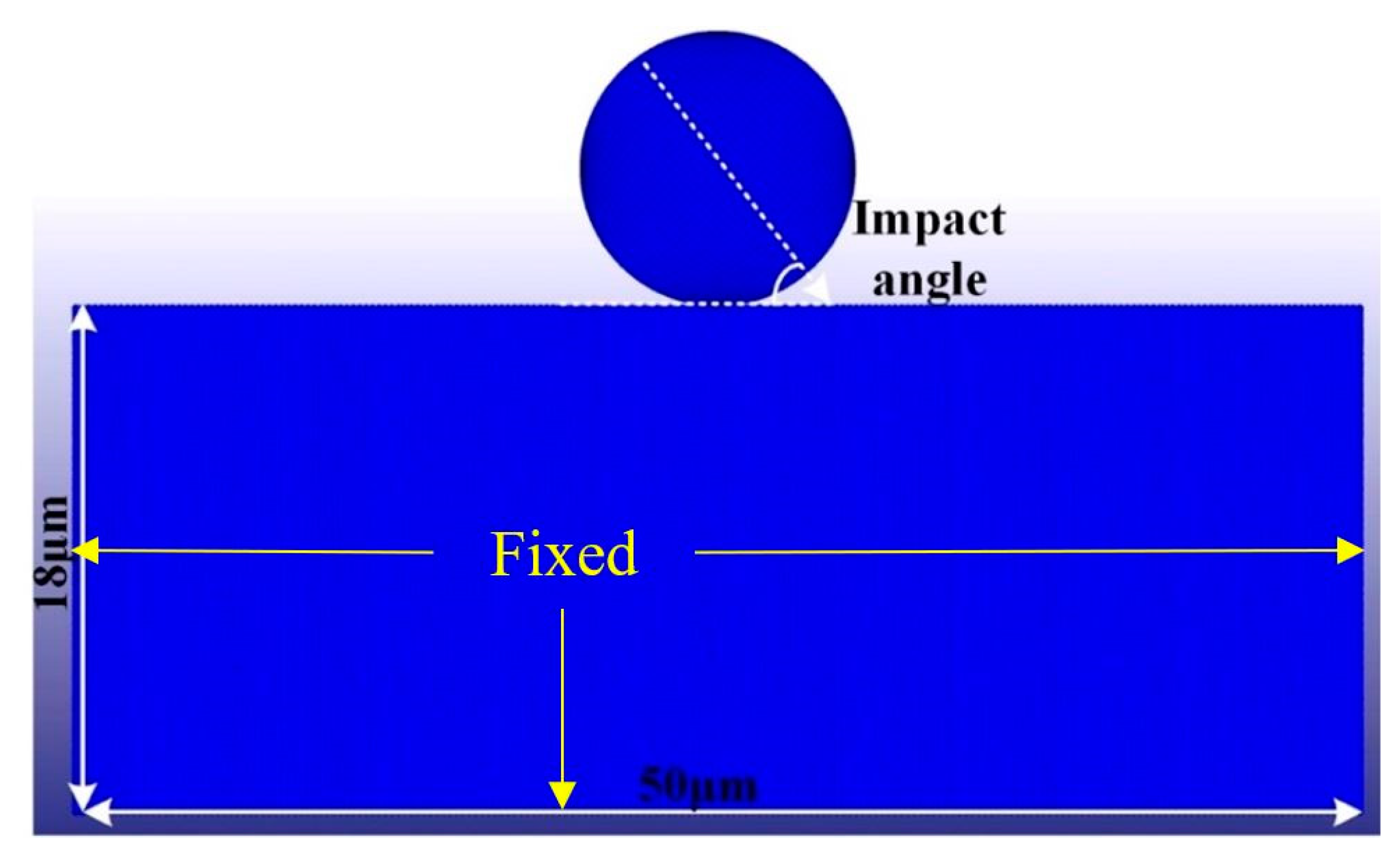
2.3. SPH Model for Single-Particle Erosion of Optical Glass
3. Experiments and Model Validation
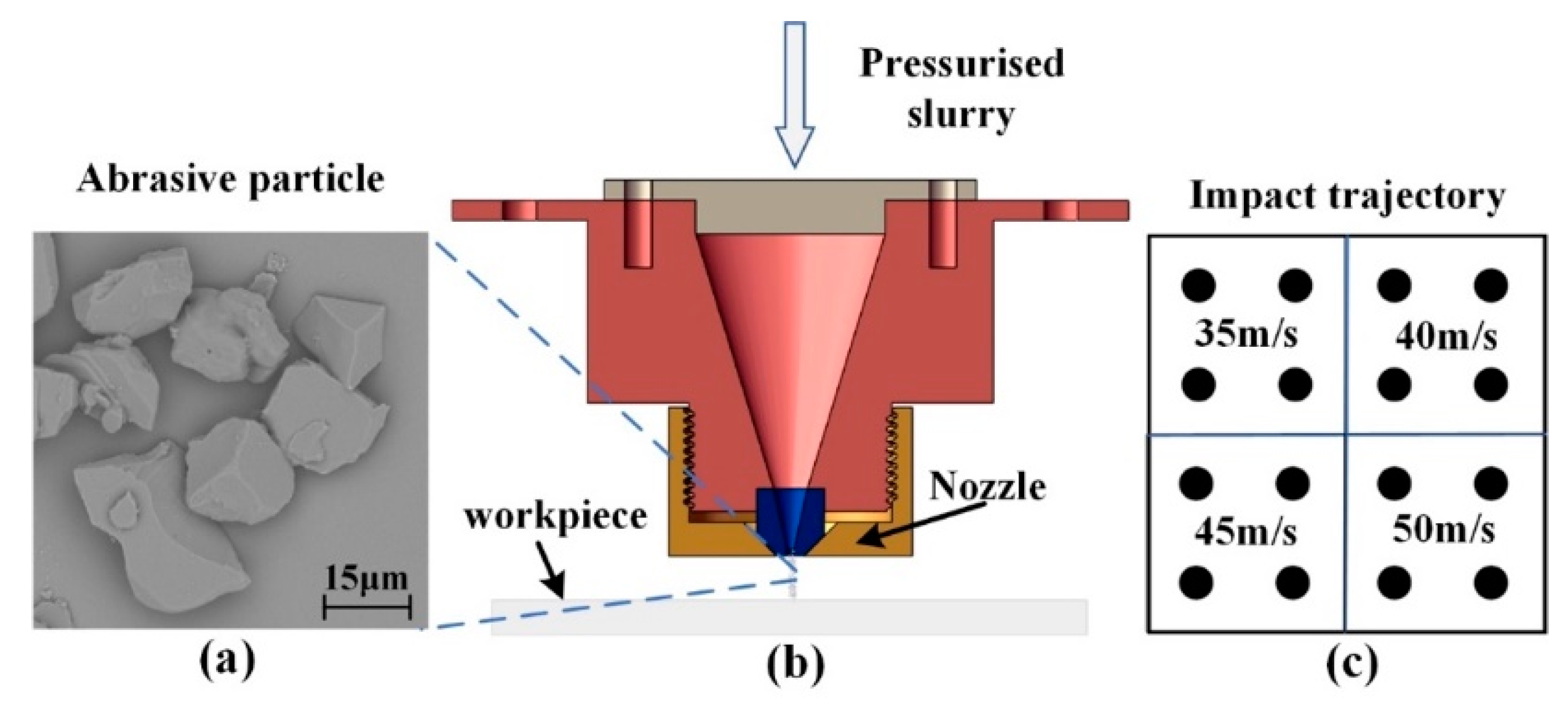
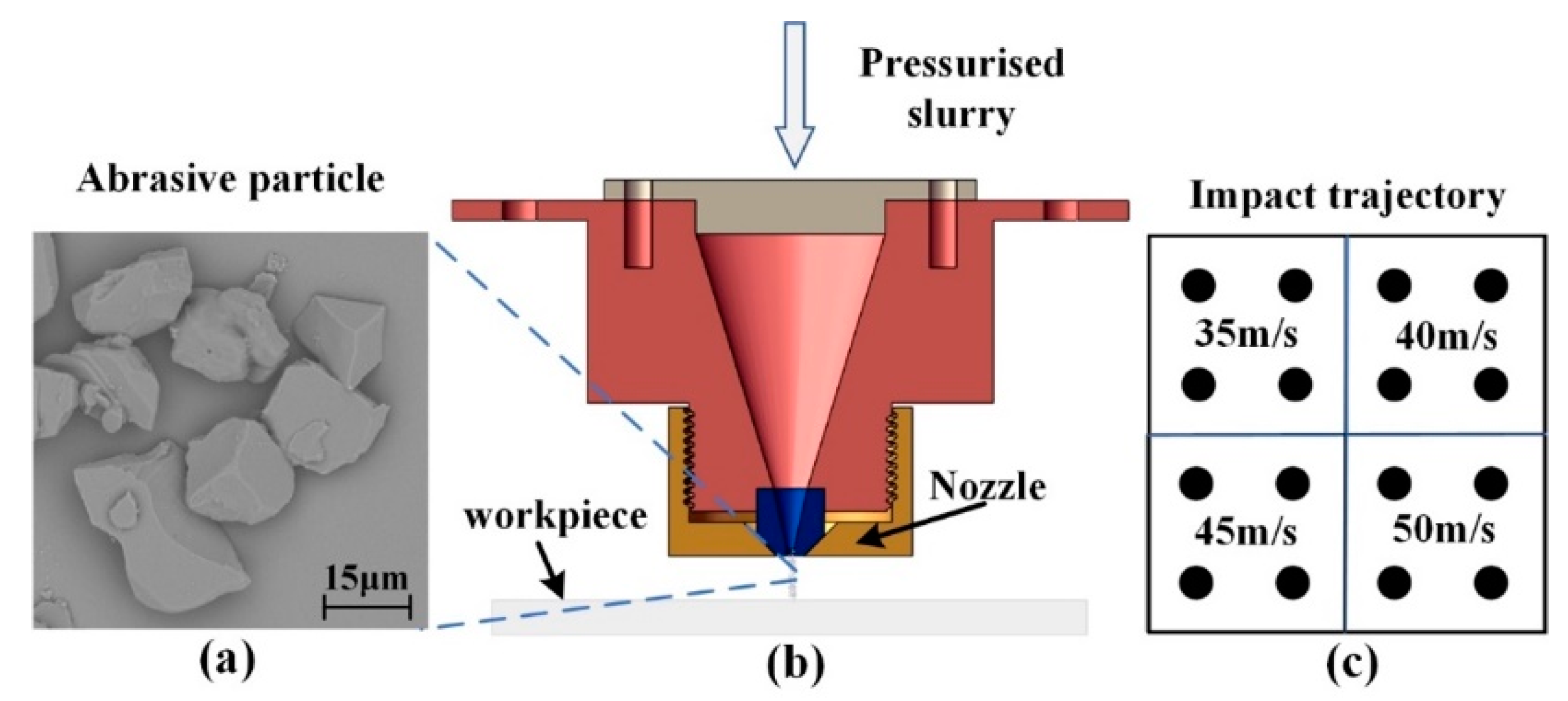
3.1. Experimental Design
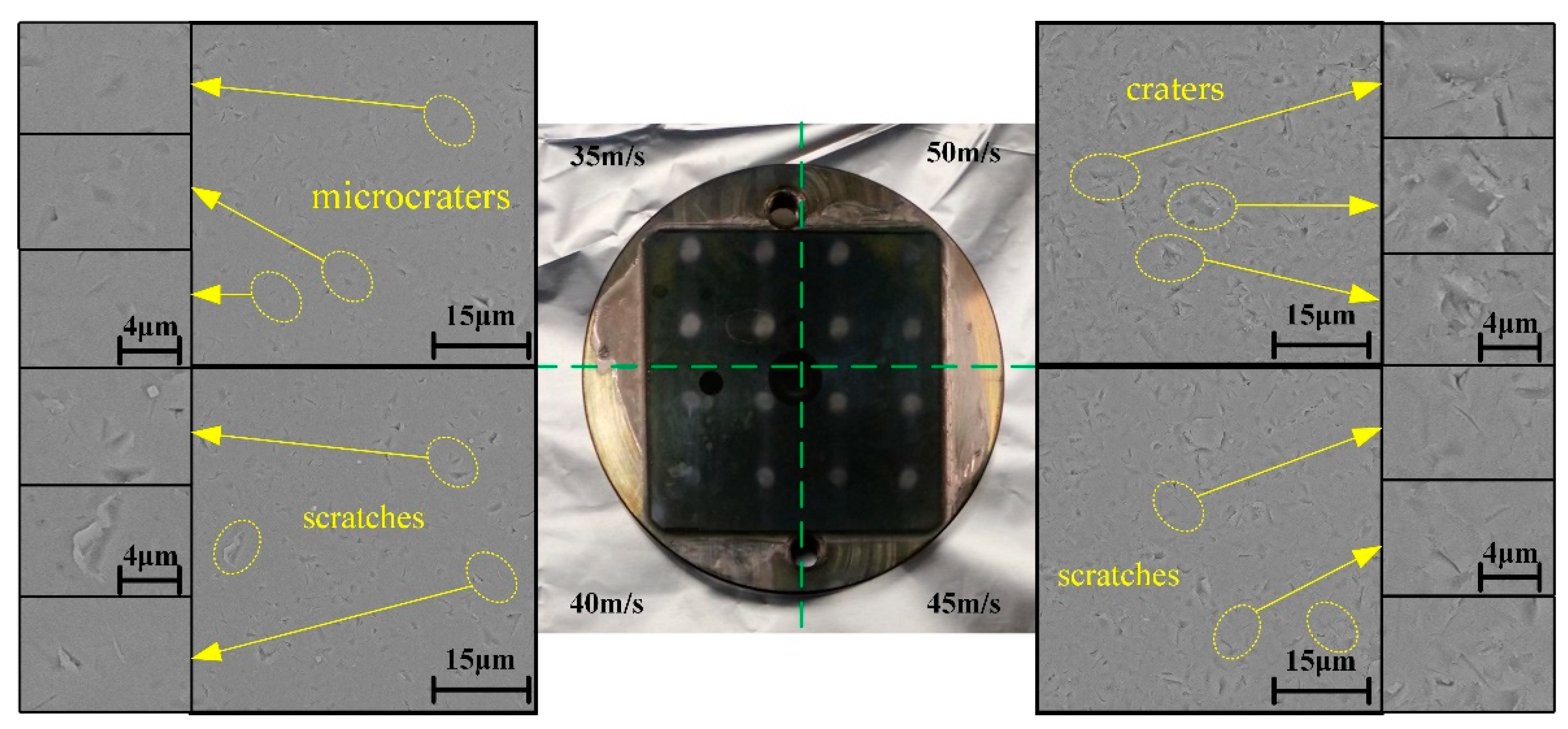
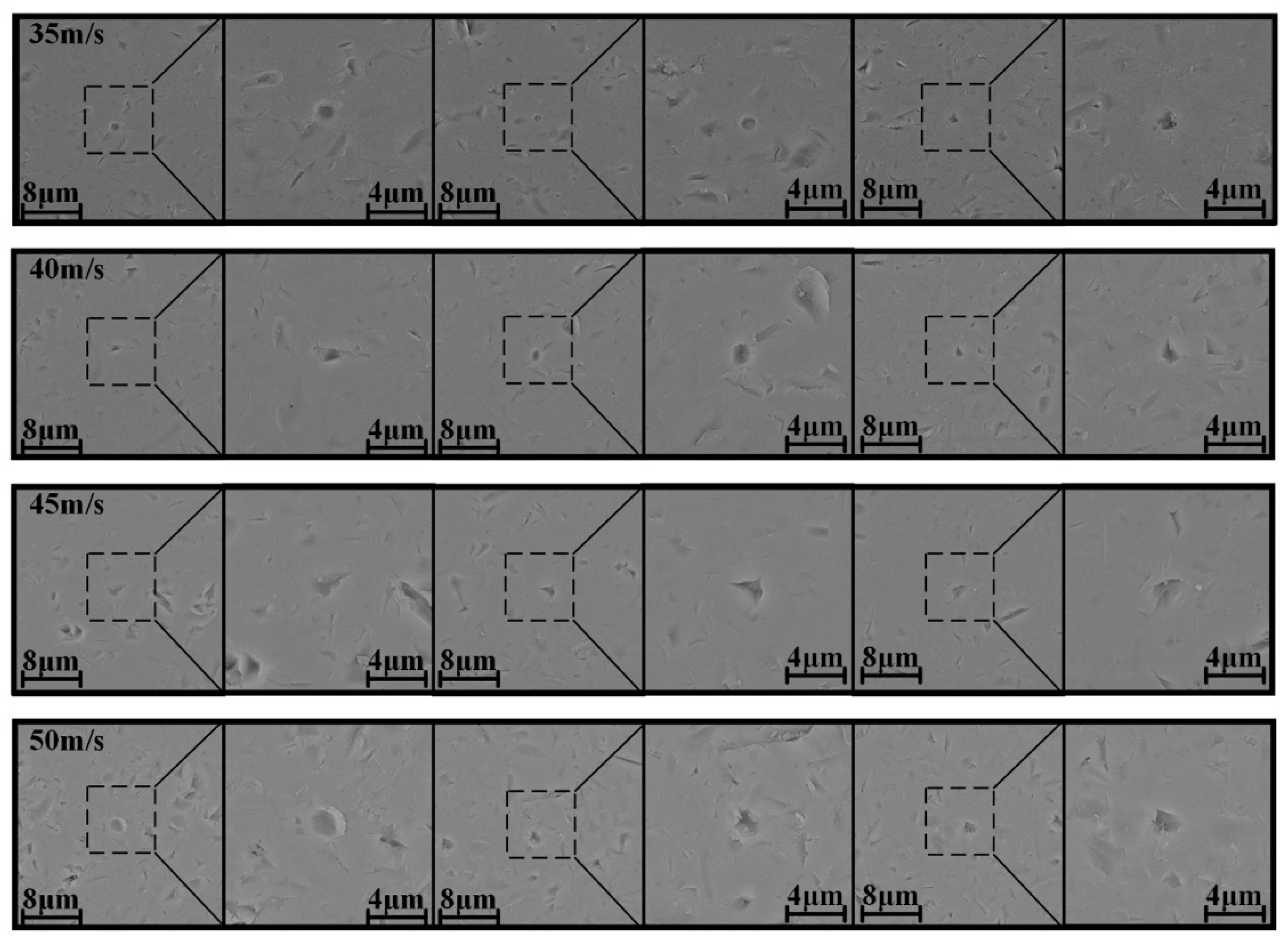
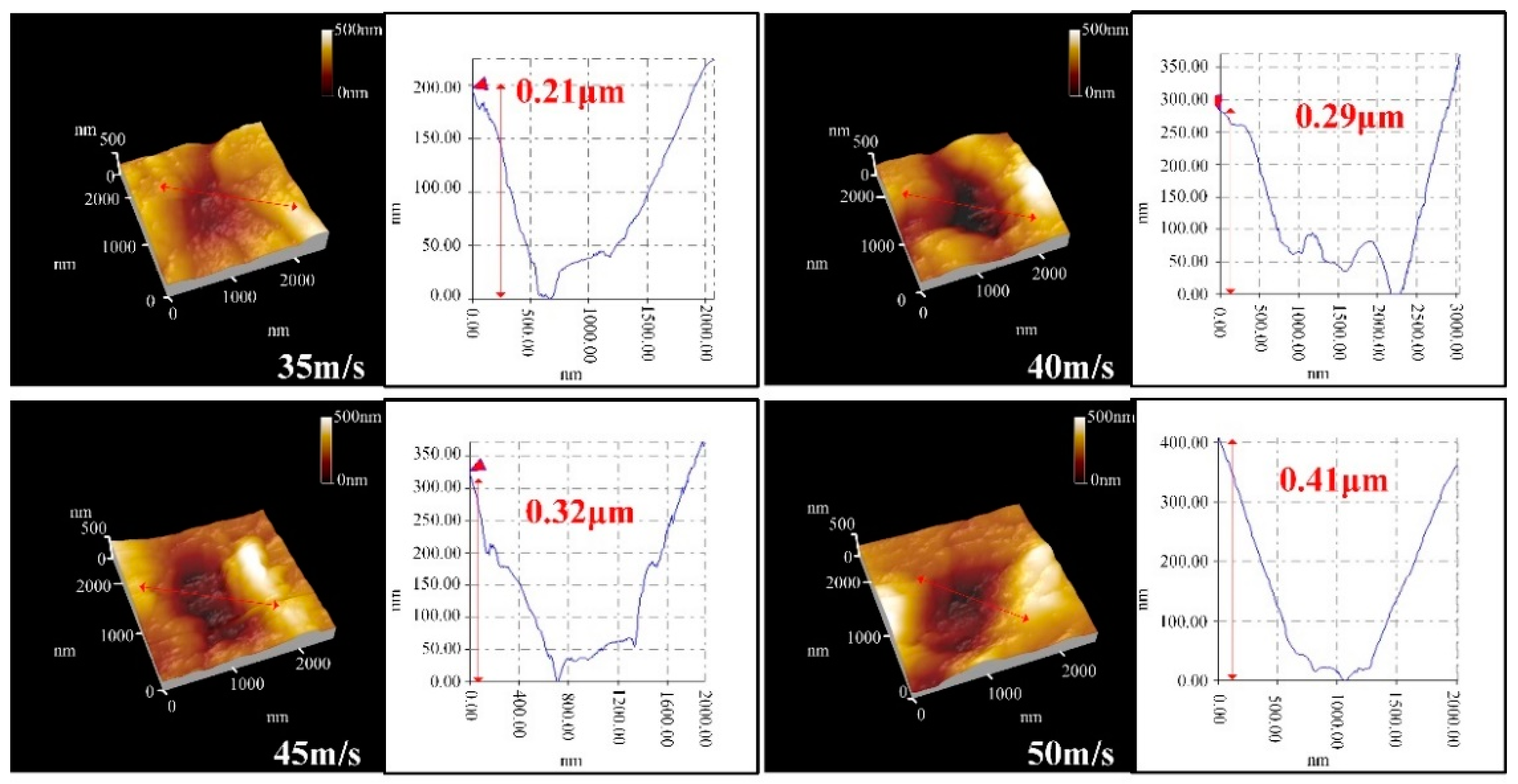
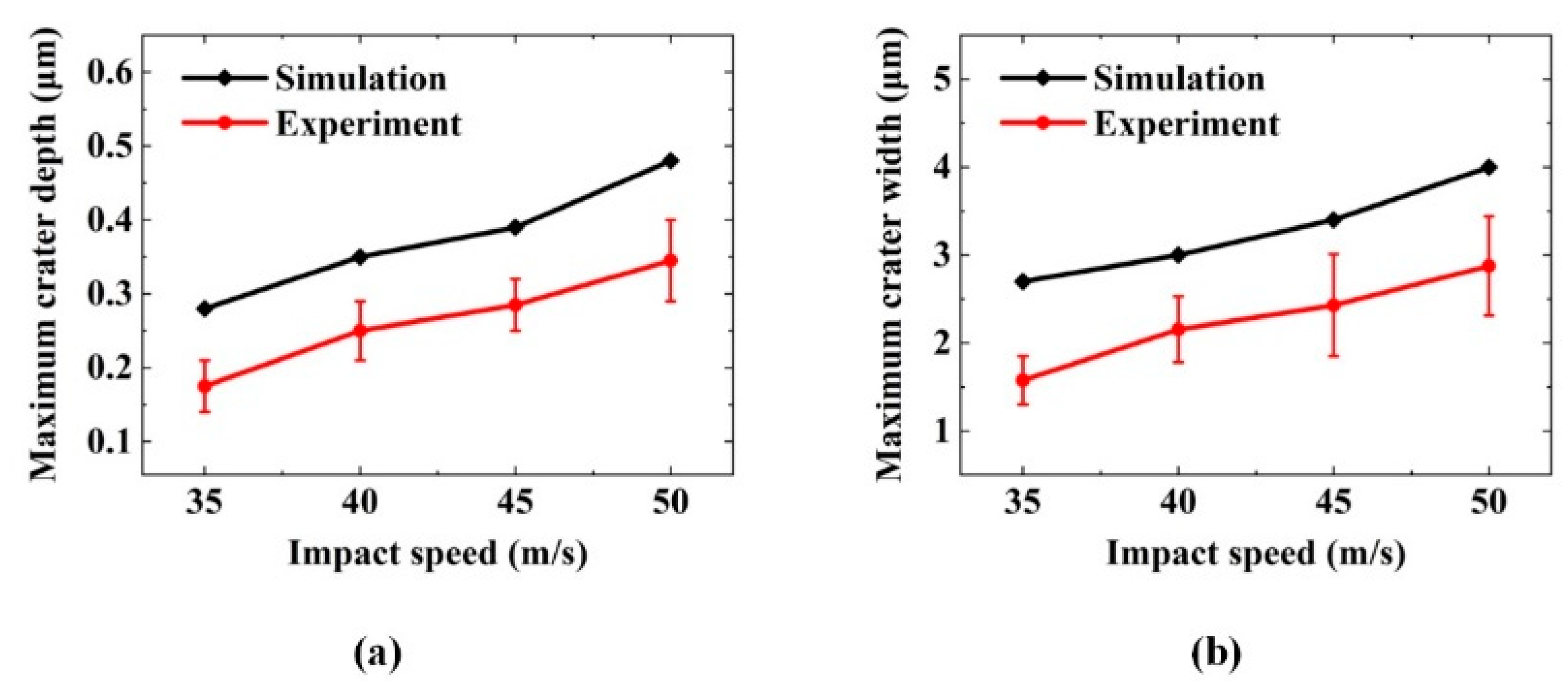
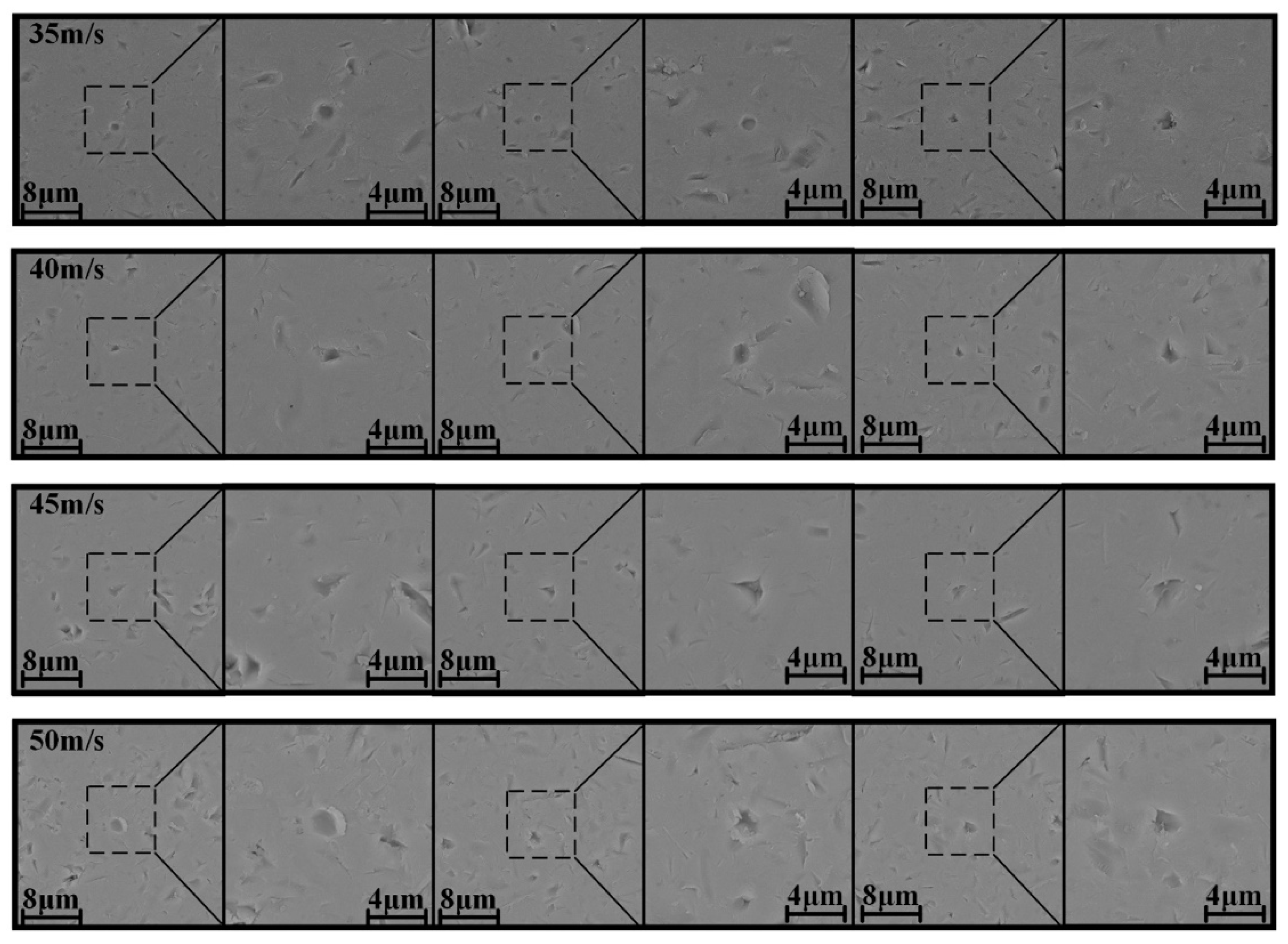
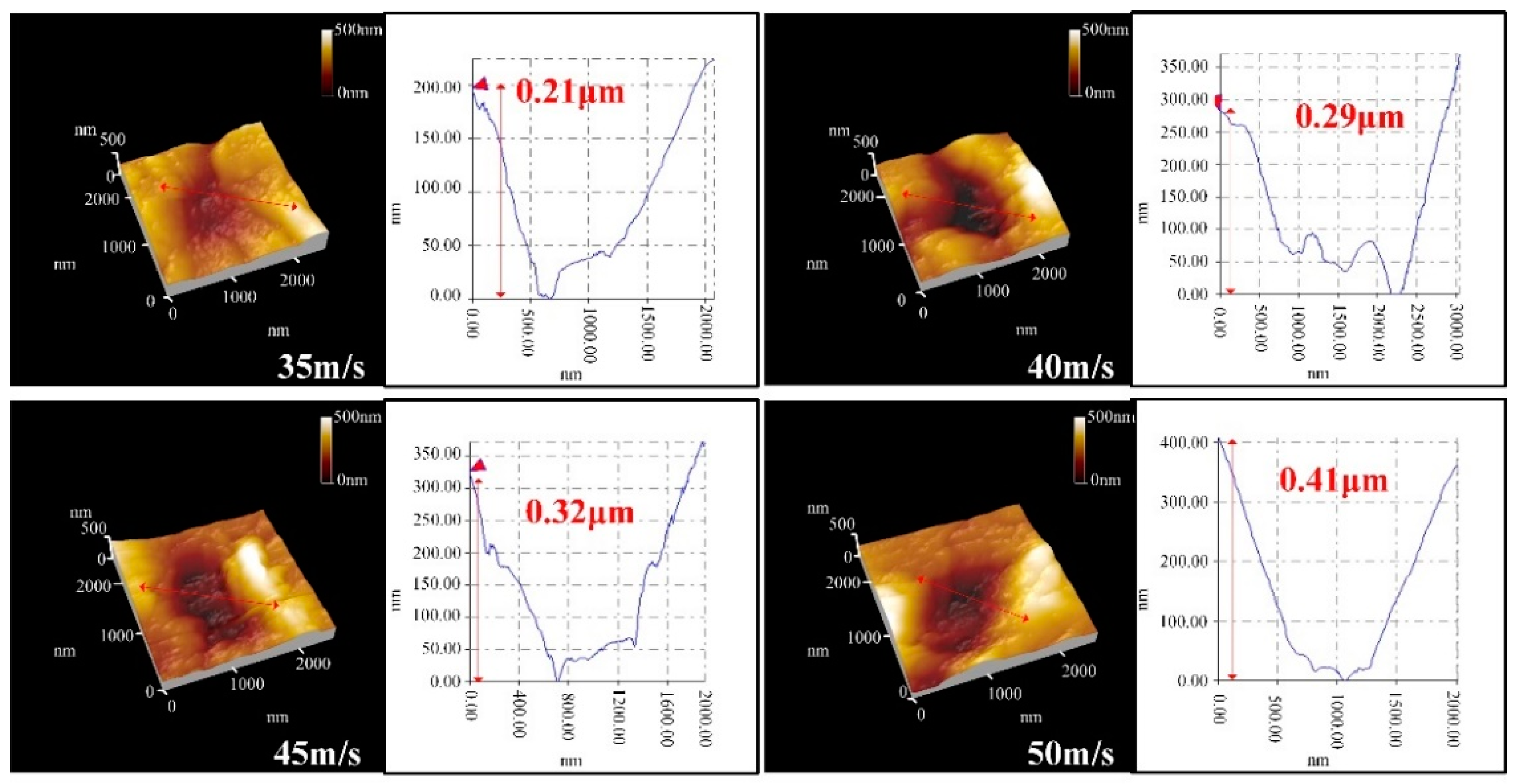
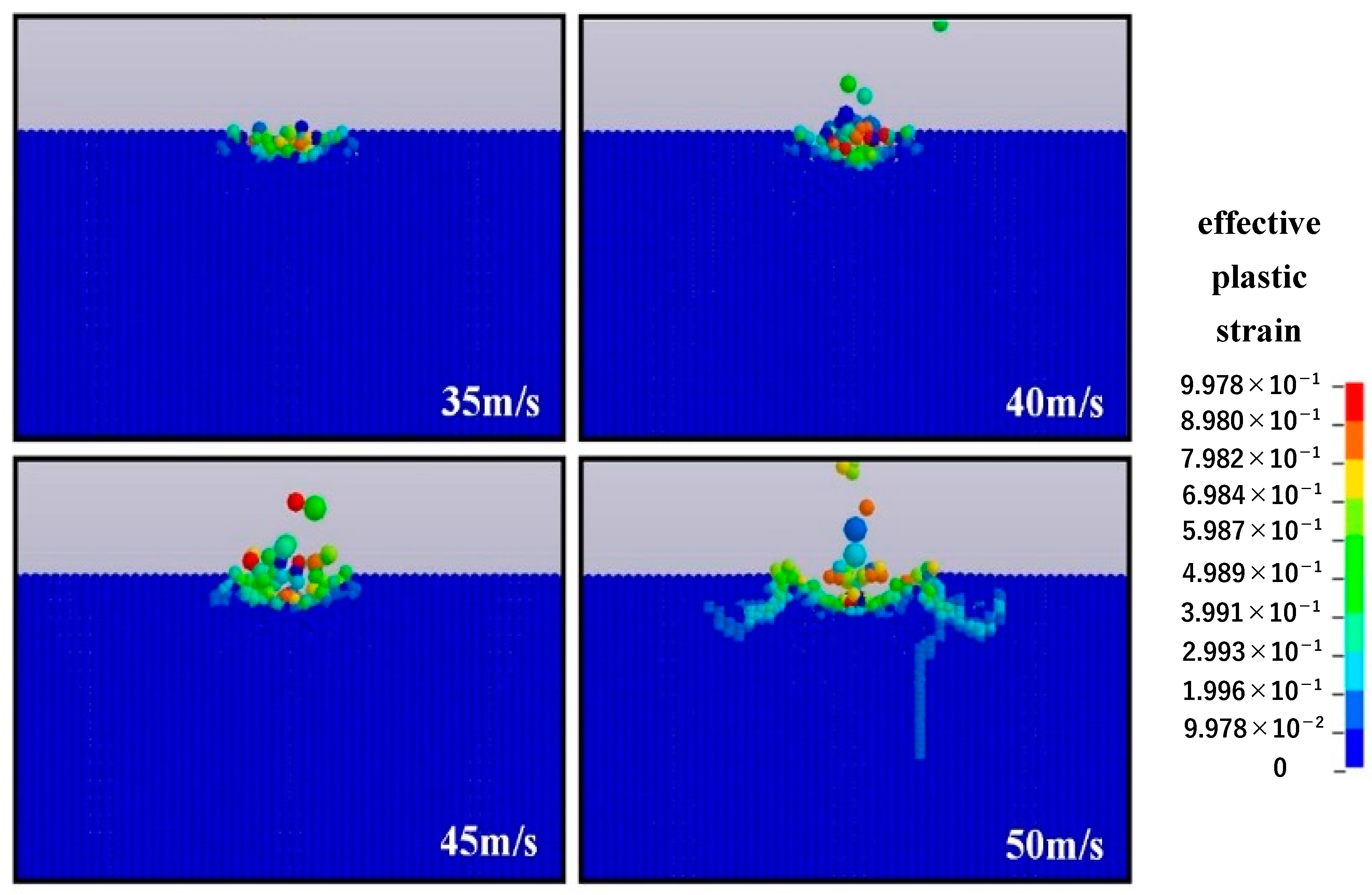
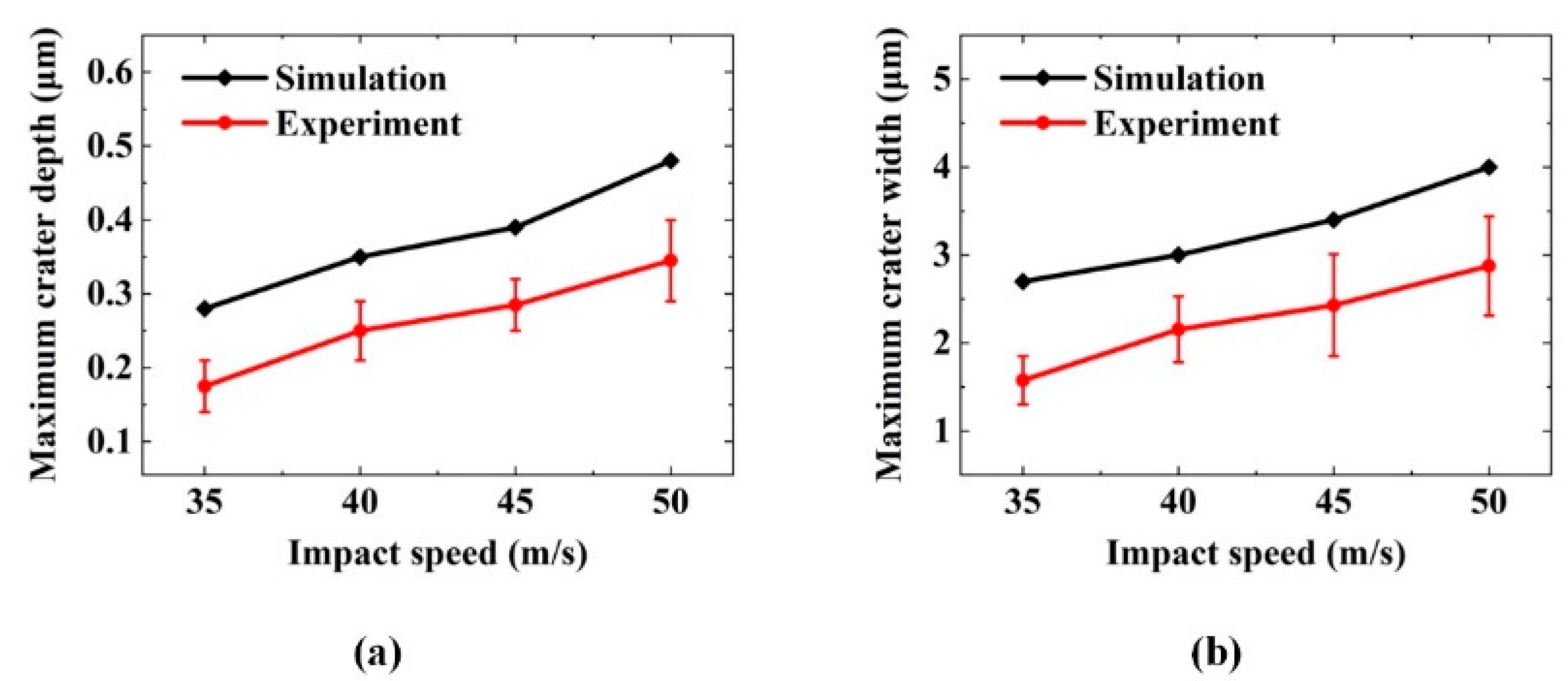
3.2. Model Validation
4. Simulation Results and Discussion
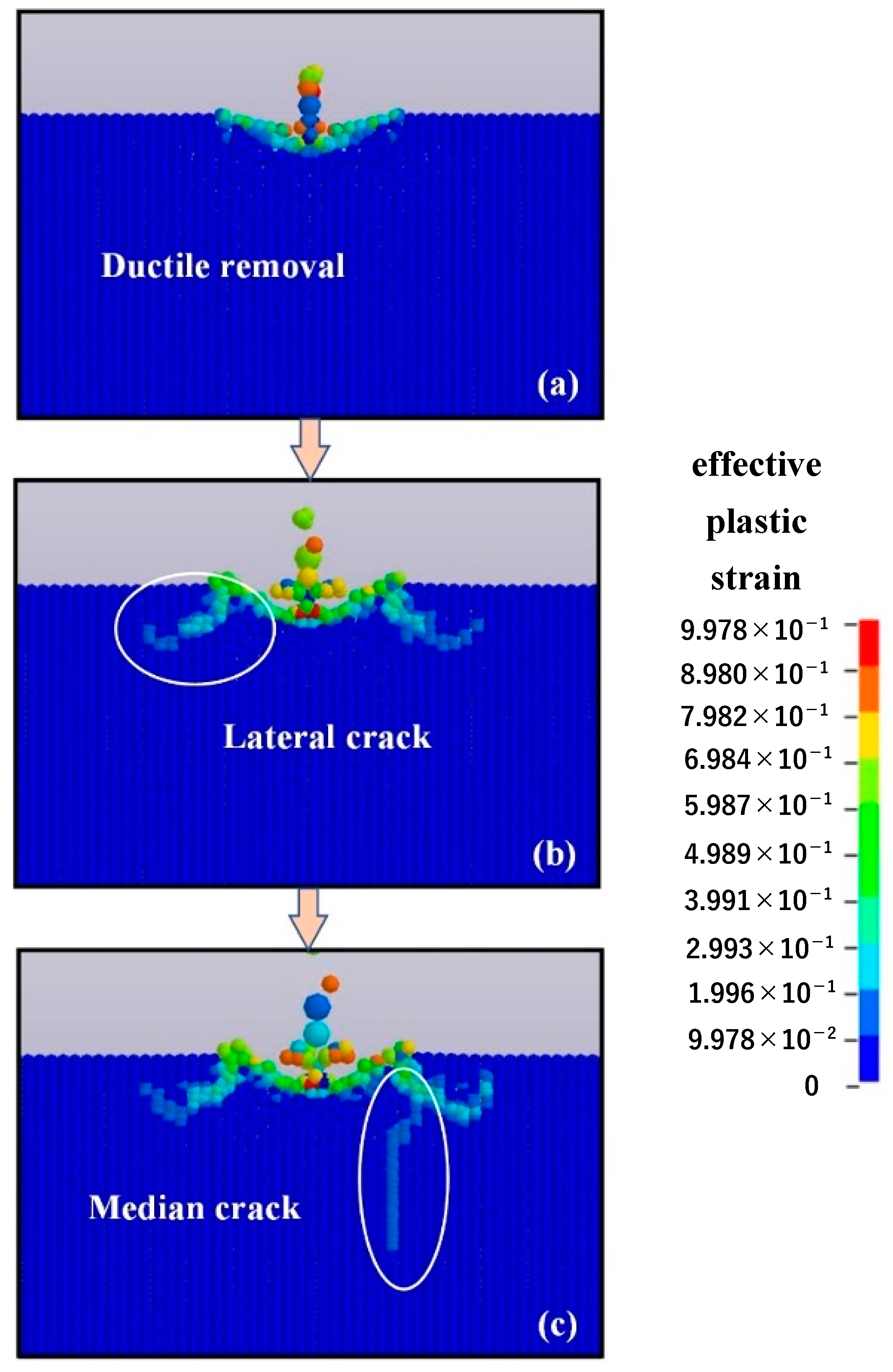
4.1. Material Removal Mechanism
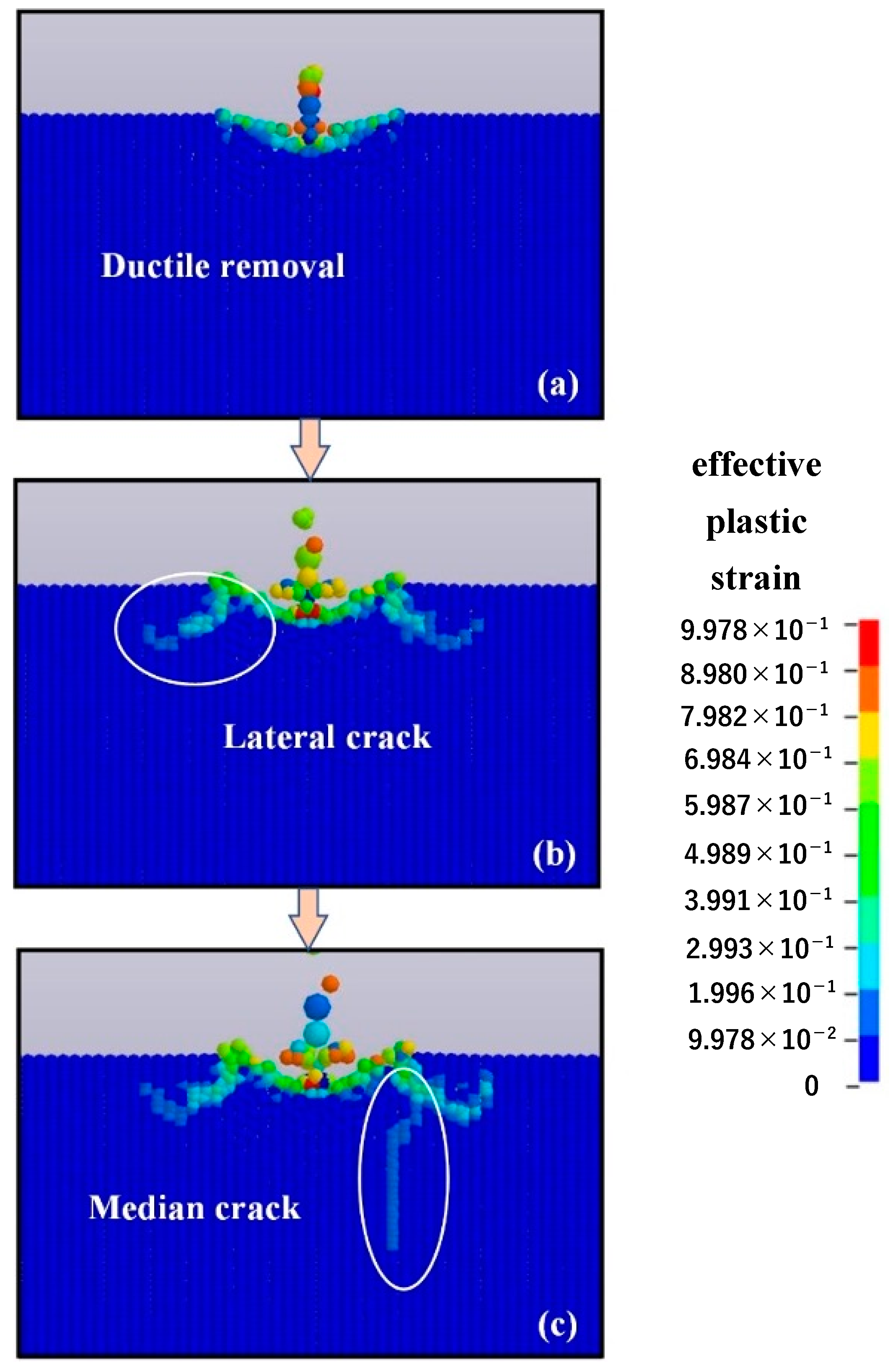
- The particles first cause plastic deformation of the material.
- Transverse cracks form around the deformation zone and gradually expand to the surface of the material, which eventually leads to the generation of brittle chips, thereby causing material removal.
- Radial cracks perpendicular to the surface of the material form in the subsurface layer and gradually expand to the deeper subsurface layer.
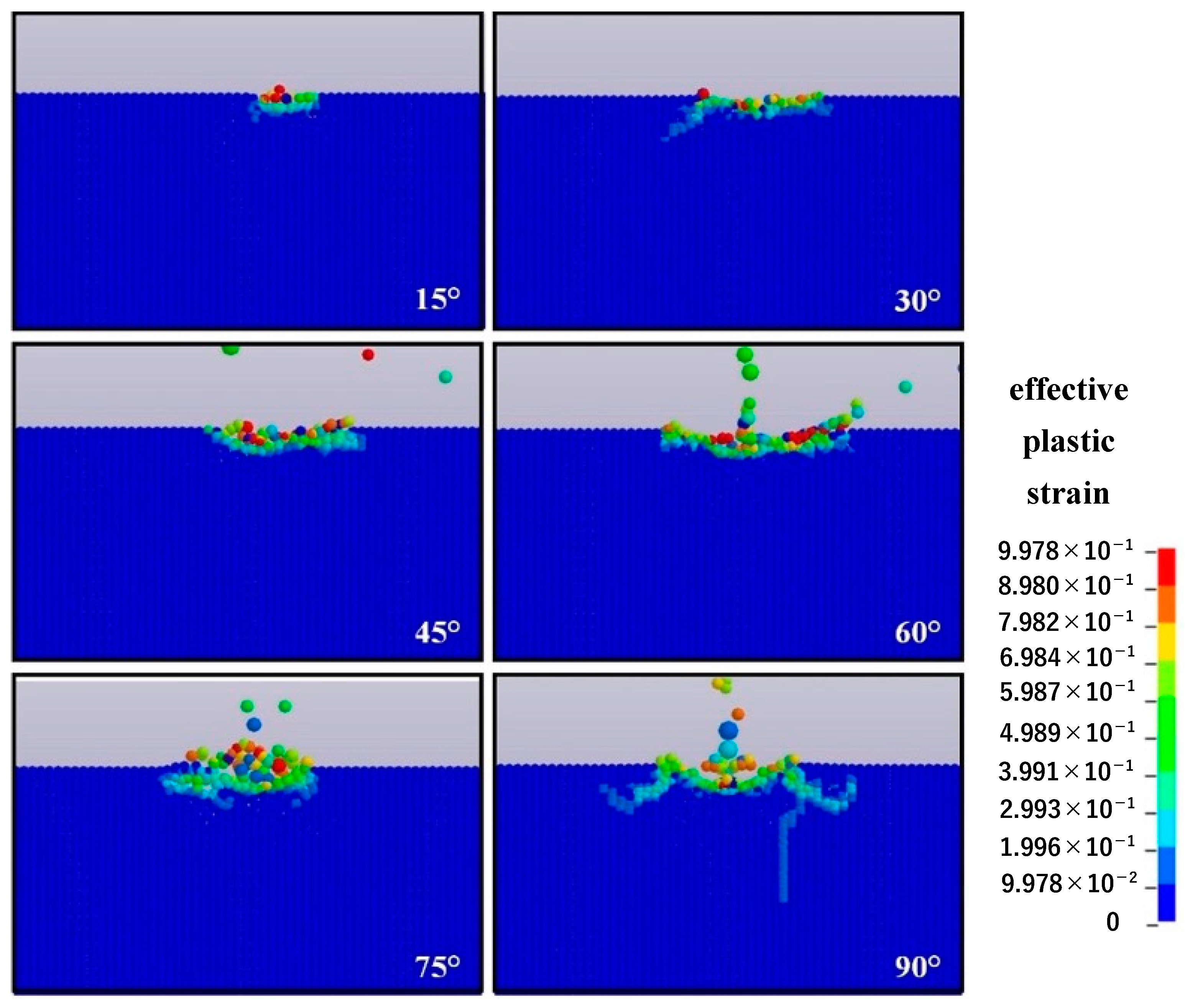
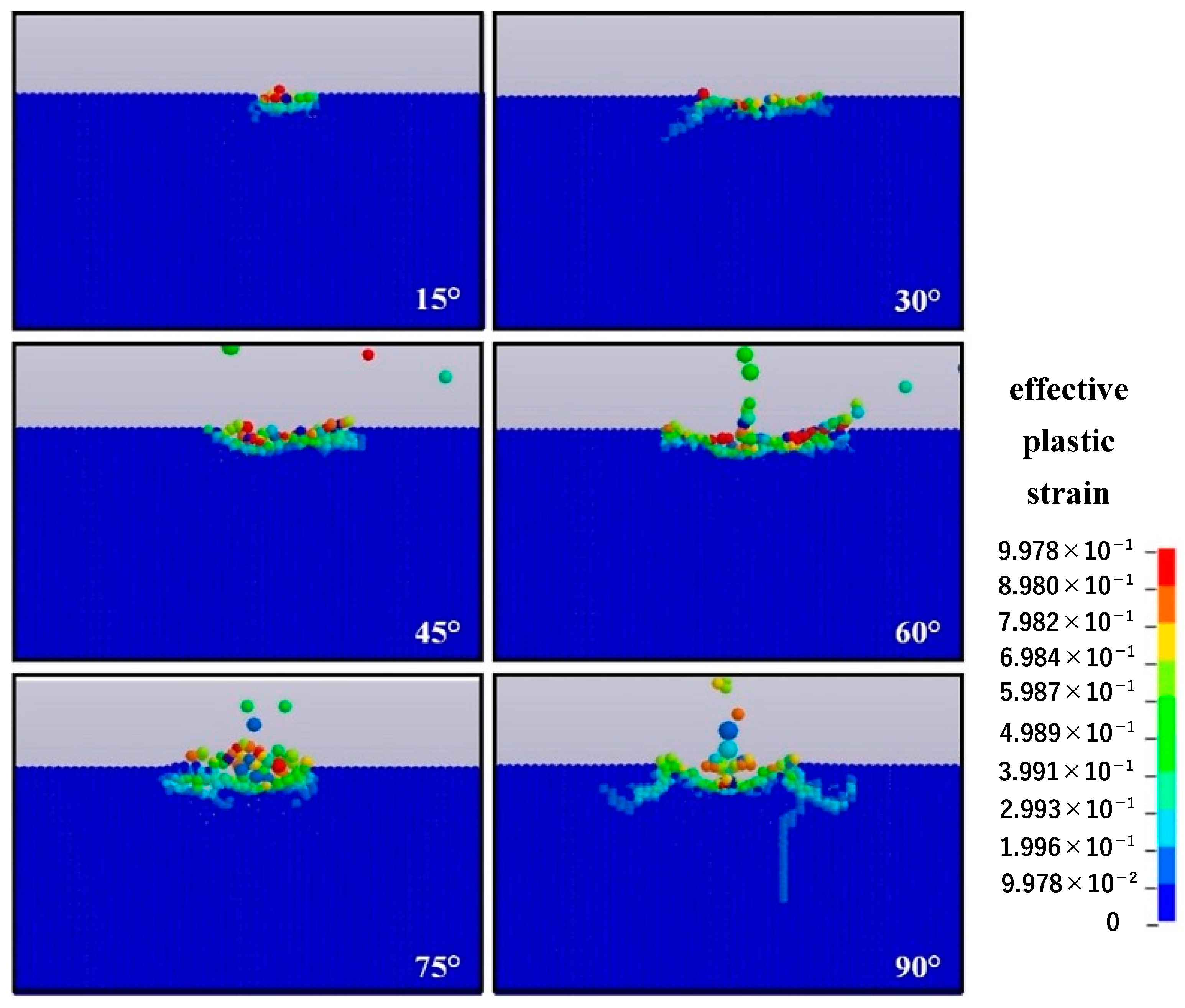
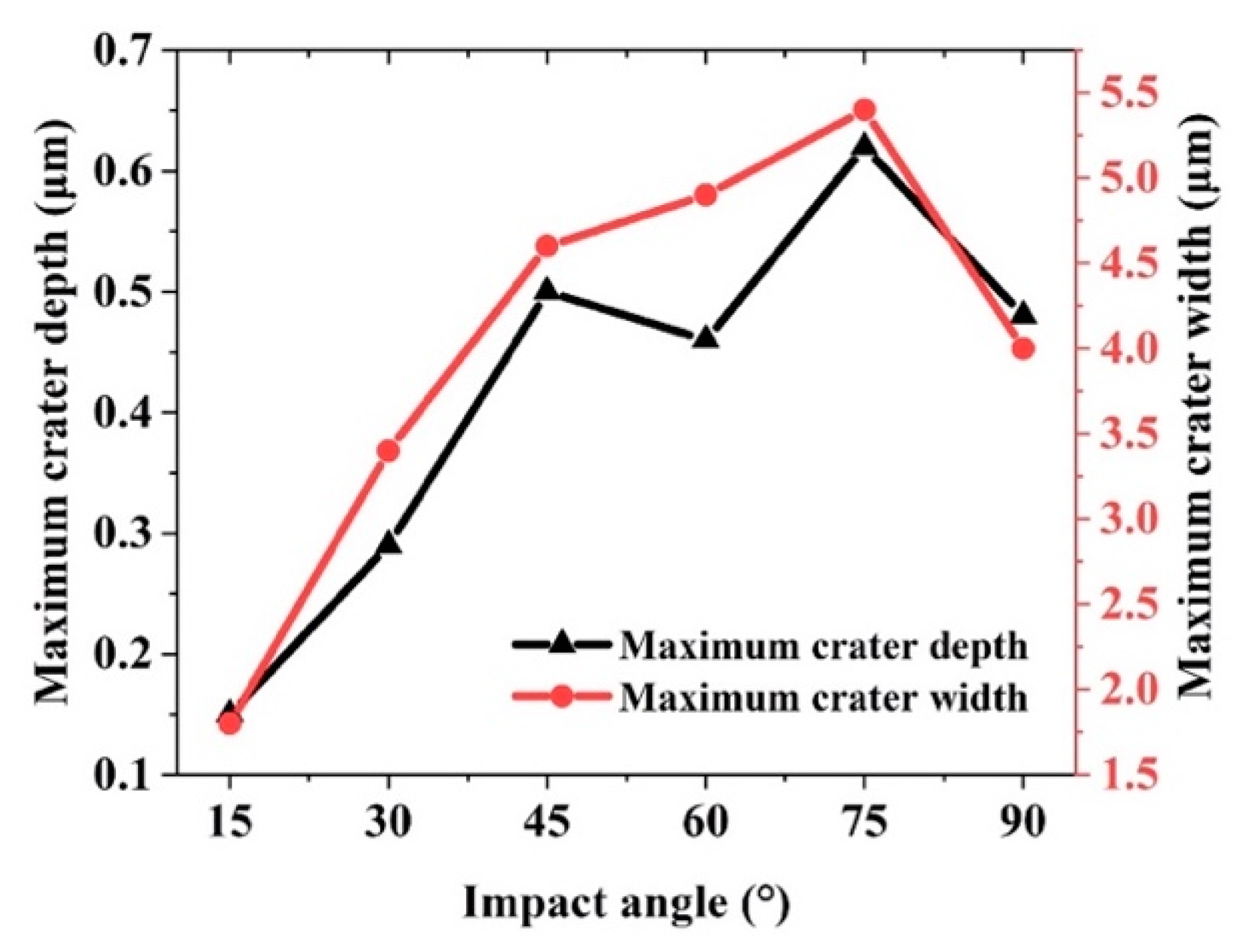
4.2. Effect of Impact Angle on Material Removal
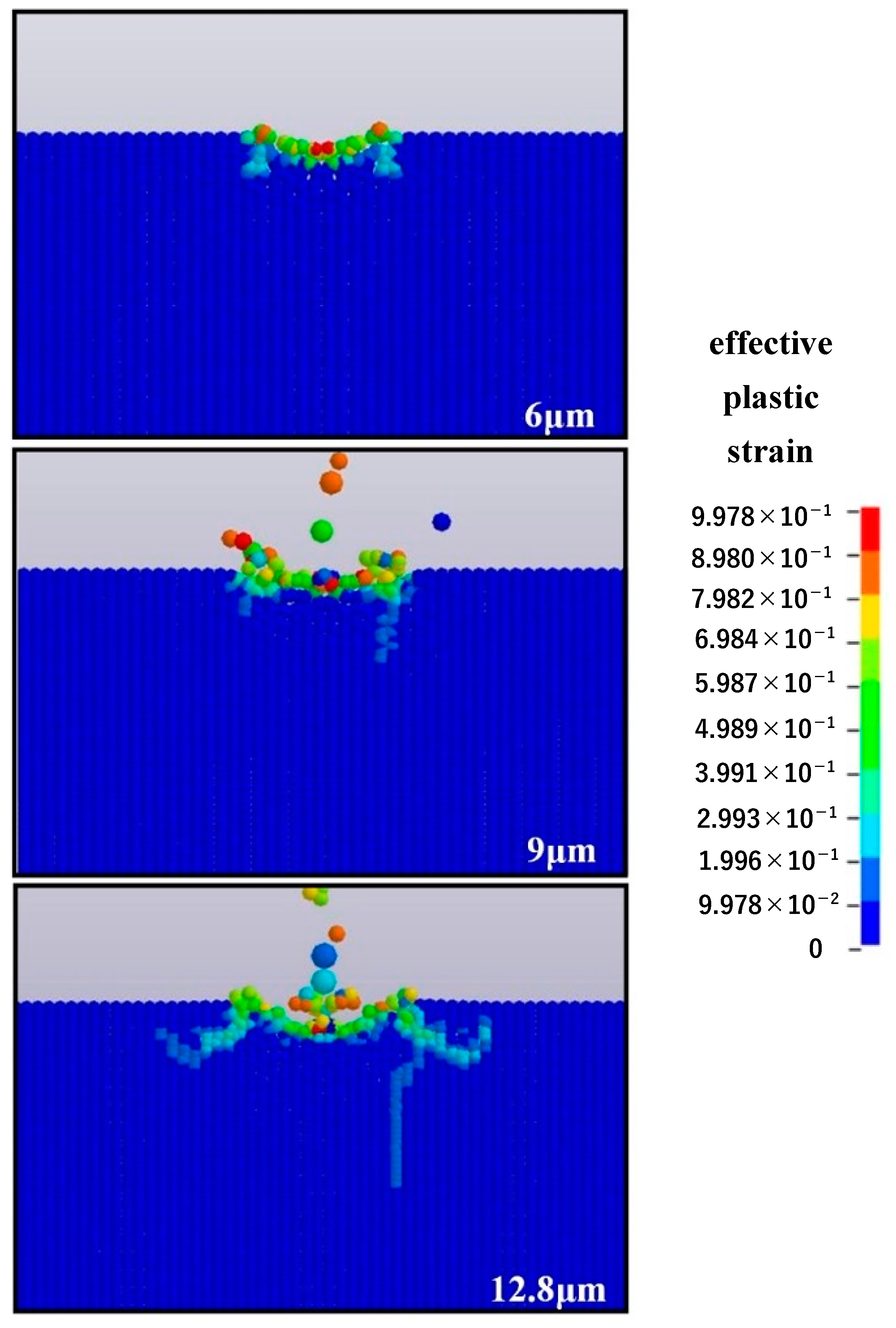
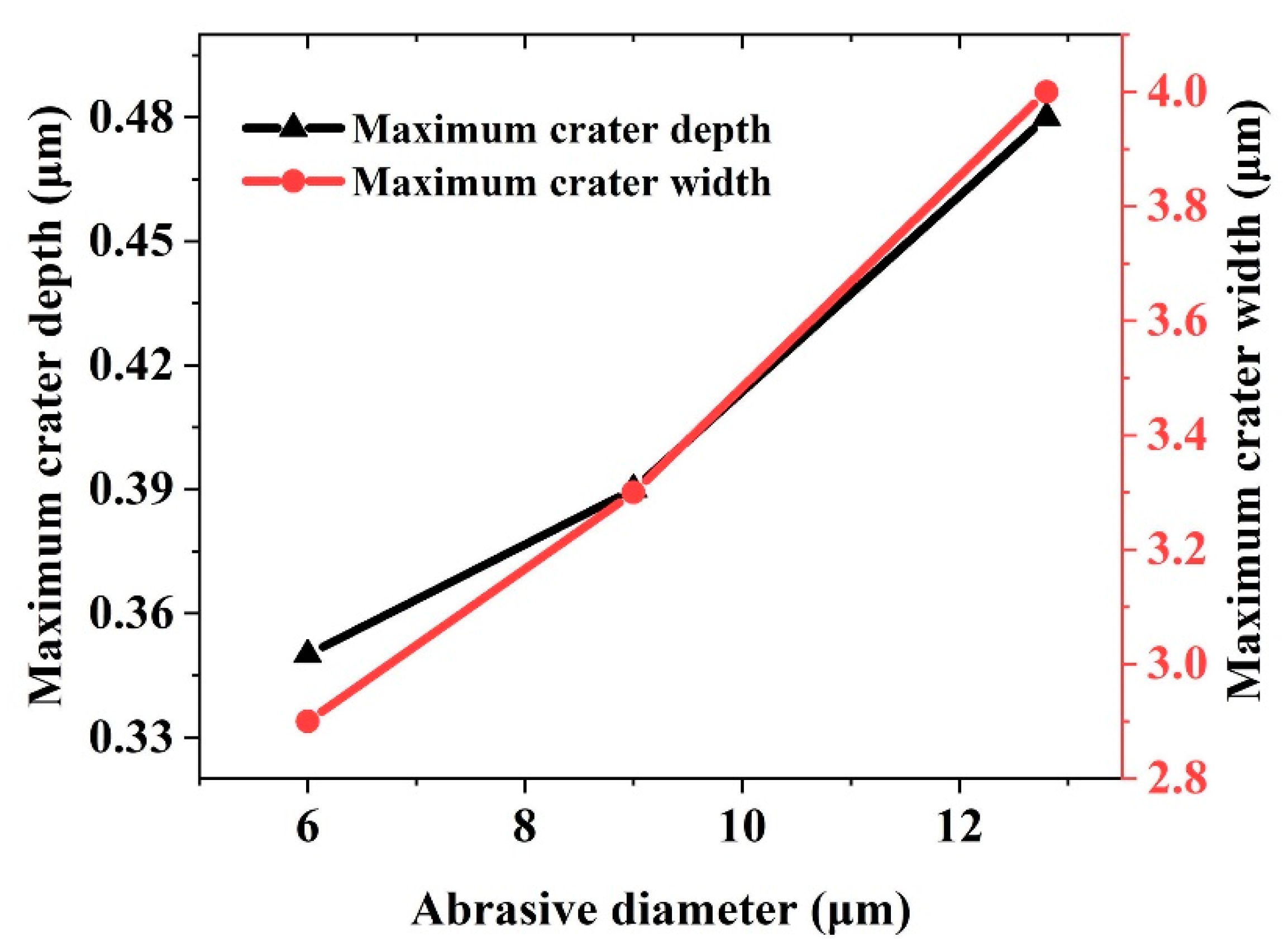
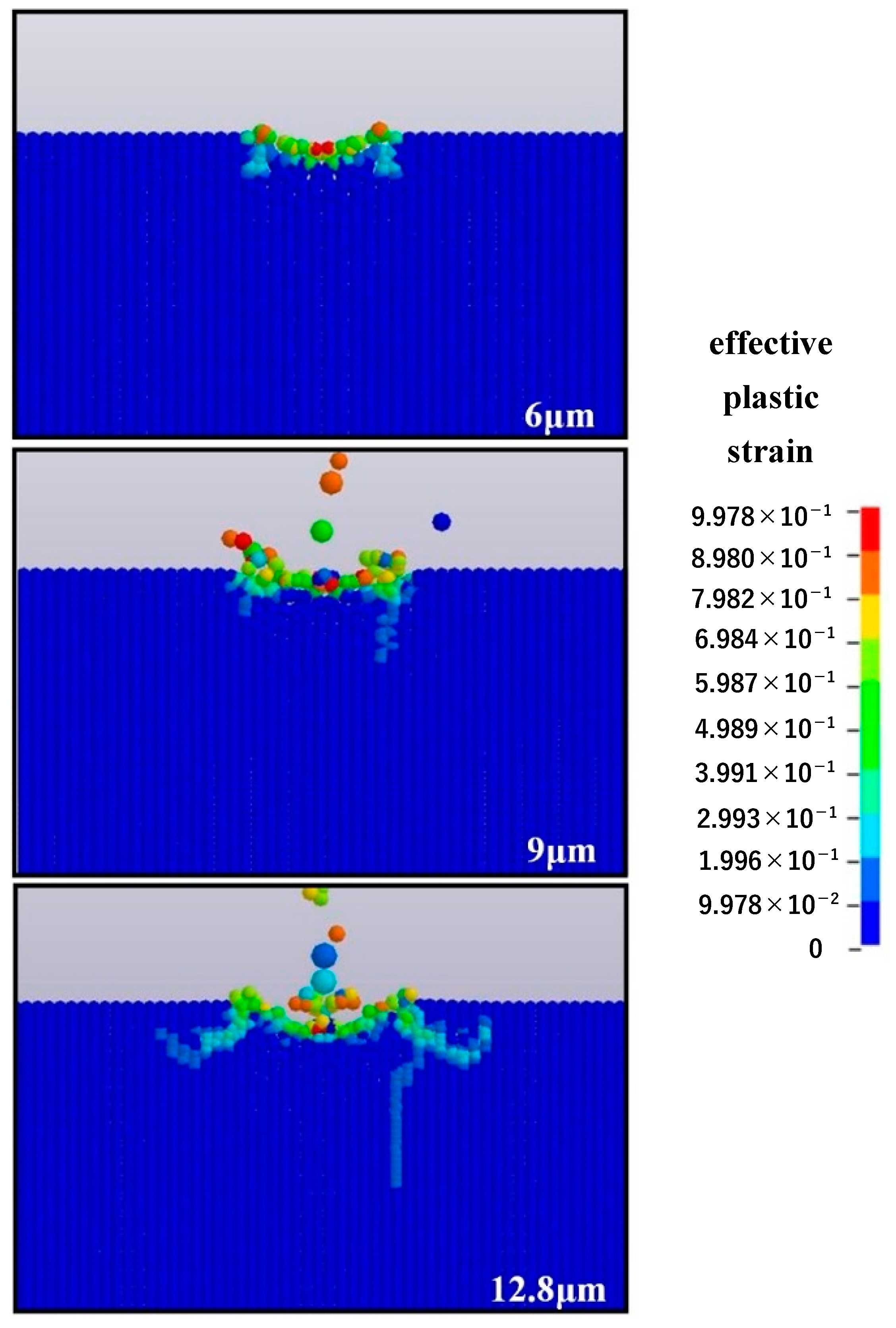
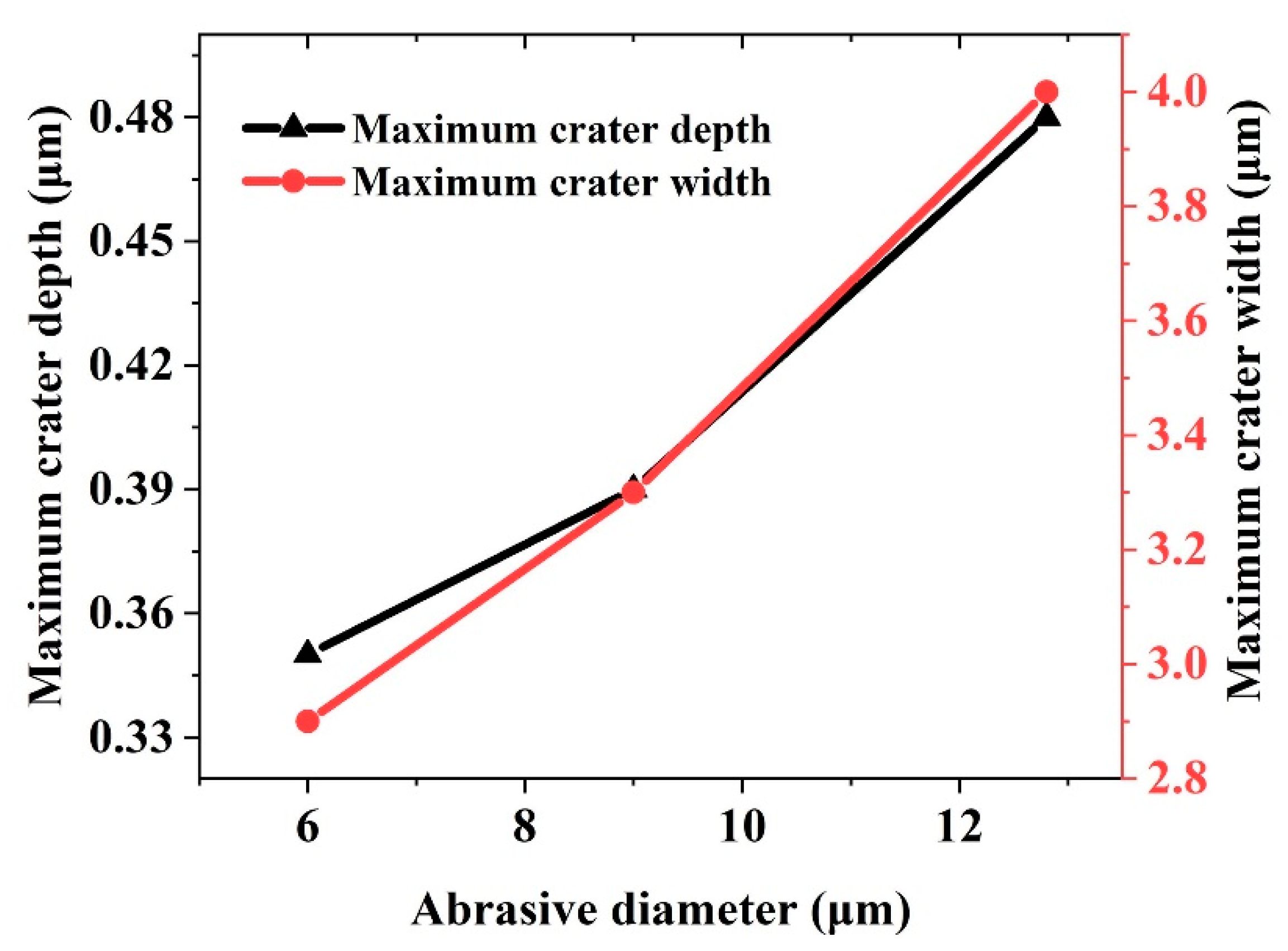
4.3. Effect of Particle Diameter on Material Removal
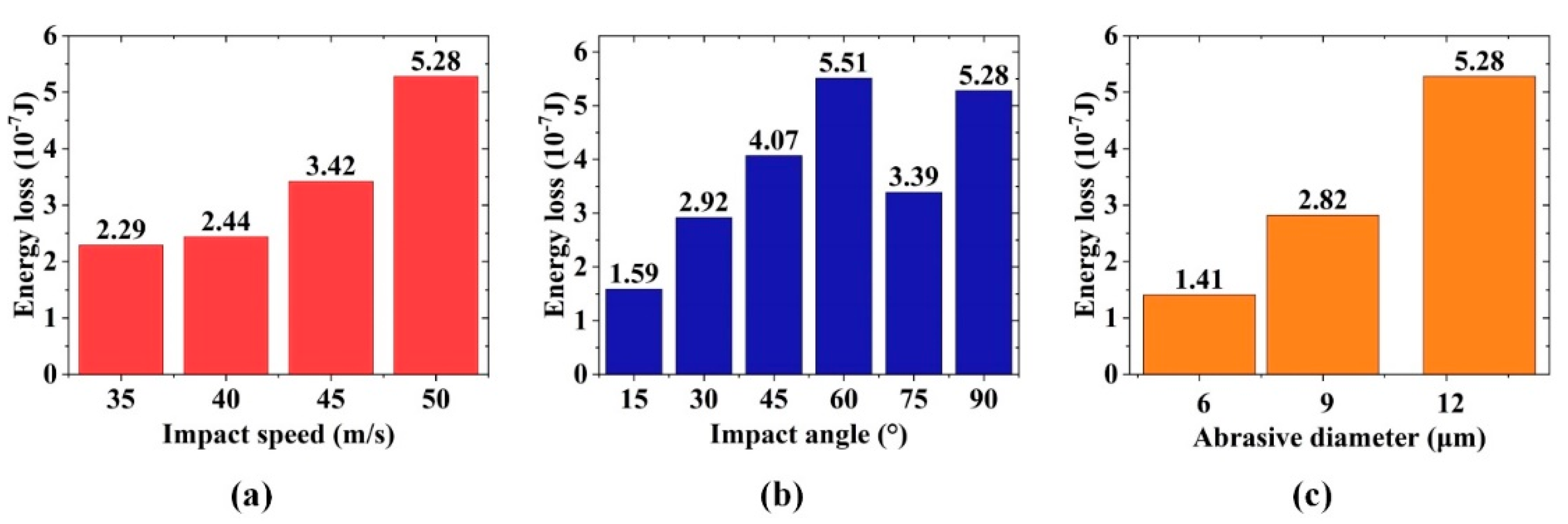
4.4. Effect of Impact Parameters on Energy Loss of Particles
5. Conclusions
- The increase of impact speed increases the width and depth of the craters, thereby enhancing the material removal rate. Moreover, when the impact speed is greater than 40 m/s, brittle removal occurs and microcracks are formed around the craters, thereby resulting in material breakage and affecting the surface quality of the material.
- The dynamic evolution mechanism of crack initiation and propagation in the single-particle impact process of optical glass is clarified. The particles first cause plastic deformation of optical glass. As the impact process continues, transverse cracks are generated around the deformation zone and then gradually expand to the surface of the material. Meanwhile, radial cracks perpendicular to the surface of the material are produced in the subsurface layer and gradually expand to the deeper subsurface layer.
- With the gradual increase of the impact angle, the transverse cracks that cause a large amount of material removal are first generated. When the impact angle is greater than 75°, radial cracks appear in the subsurface layer of the material. At the same impact speed, when the impact angle is between 45° and 75°, the material removal rate is the highest, and the increase in the material removal rate does not cause damage to the subsurface layer of the material.
- The increase in particle diameter affects the material removal mode during impact. When the particle diameter is 6 μm, the material is removed by the plastic removal mode. As the particle diameter increases, the material removal rate increases accordingly but leads to brittle failure.
- The energy loss increases with the increase of impact speed. When the impact speed is greater than 40 m/s, the energy loss begins to increase rapidly. The energy loss also increases when the impact angle increases from 15° to 60°. However, the energy loss begins to decrease when the angle is greater than 60°, which means that the material absorbs energy best at the impact angle of 60°. The increase in particle diameter also increases the kinetic energy loss correspondingly.
Author Contributions
Funding
Conflicts of Interest
References
- Gu, W.; Yao, Z.; Liang, X. Material removal of optical glass BK7 during single and double scratch tests. Wear 2011, 270, 241–246. [Google Scholar] [CrossRef]
- Li, Y.; Nan, Z.; Li, H.; Jing, H.; Lei, X.; Chen, X.; Yuan, Z.; Guo, Z.; Jian, W.; Guo, Y. Morphology and distribution of subsurface damage in optical fused silica parts: Bound-abrasive grinding. Appl. Surf. Sci. 2011, 257, 2066–2073. [Google Scholar] [CrossRef]
- Esmaeilzare, A.; Rahimi, A.; Rezaei, S.M. Investigation of subsurface damages and surface roughness in grinding process of Zerodur glass–ceramic. Appl. Surf. Sci. 2014, 313, 67–75. [Google Scholar] [CrossRef]
- André, D.; Laheurte, R.; Darbois, N.; Cahuc, O.; Neauport], J. Subsurface mechanical damage during bound abrasive grinding of fused silica glass. Appl. Surf. Sci. 2015, 353, 764–773. [Google Scholar]
- Ong, N.S.; Venkatesh, V.C. Semi-ductile grinding and polishing of Pyrex glass. J. Mater. Process. Technol. 1998, 83, 261–266. [Google Scholar] [CrossRef]
- Cao, Z.C.; Cheung, C.F. Theoretical modelling and analysis of the material removal characteristics in fluid jet polishing. Int. J. Mech. Sci. 2014, 89, 158–166. [Google Scholar] [CrossRef]
- Haj, M.; Spelt, J.K.; Papini, M. Surface roughness and erosion rate of abrasive jet micro-machined channels: Experiments and analytical model. Wear 2013, 303, 138–145. [Google Scholar]
- Tsai, F.C.; Yan, B.H.; Kuan, C.Y.; Huang, F.Y. A Taguchi and experimental investigation into the optimal processing conditions for the abrasive jet polishing of SKD61 mold steel. Int. J. Mach. Tools Manuf. 2008, 48, 932–945. [Google Scholar] [CrossRef]
- Fan, J.M.; Wang, C.Y.; Wang, J. Modelling the erosion rate in micro abrasive air jet machining of glasses. Wear 2009, 266, 968–974. [Google Scholar] [CrossRef]
- Wang, R.J.; Wang, C.Y.; Wen, W.; Wang, J. Experimental study on a micro-abrasive slurry jet for glass polishing. Int. J. Adv. Manuf. Technol. 2017, 89, 451–462. [Google Scholar] [CrossRef]
- Lawn, B.R.; Swain, M.V. Microfracture beneath point indentations in brittle solids. J. Mater. Sci. 1975, 10, 113–122. [Google Scholar] [CrossRef]
- Li, Q.L.; Wang, J.; Huang, C.Z. Erosion mechanisms of monocrystalline silicon under a microparticle laden air jet. J. Appl. Phys. 2008, 104, 296. [Google Scholar] [CrossRef]
- Sparks, A.J.; Hutchings, I.M. Effects of erodent recycling in solid particle erosion testing. Wear 1993, 162–164, 139–147. [Google Scholar] [CrossRef]
- Bousser, E.; Martinu, L.; Klemberg-Sapieha, J.E. Effect of erodent properties on the solid particle erosion mechanisms of brittle materials. J. Mater. Sci. 2013, 48, 5543–5558. [Google Scholar] [CrossRef]
- Evans, A.G.; Gulden, M.E.; Rosenblatt, M. Impact Damage in Brittle Materials in the Elastic-Plastic Response Regime. Proc. R. Soc. A Math. Phys. Eng. Sci. 1978, 361, 343–365. [Google Scholar]
- Lawn, B.R.; Evans, A.G.; Marshall, D.B. Elastic/Plastic Indentation Damage in Ceramics: The MediadRadial Crack System I. J. Am. Ceram. Soc. 1980, 63, 574–581. [Google Scholar] [CrossRef]
- Zhao, W.A.; Hao, N.; Tian, B.; Hao, C.A.; Ji, Z.A. On the predictive modelling of machined surface topography in abrasive air jet polishing of quartz glass—ScienceDirect. Int. J. Mech. Sci. 2019, 152, 1–18. [Google Scholar]
- Qi, H.; Fan, J.; Wang, J.; Li, H. Impact erosion by high velocity micro-particles on a quartz crystal. Tribol. Int. 2015, 82, 200–210. [Google Scholar] [CrossRef]
- Hadavi, V.; Moreno, C.E.; Papini, M. Numerical and experimental analysis of particle fracture during solid particle erosion, Part II: Effect of incident angle, velocity and abrasive size. Wear 2016, 356–357, 146–157. [Google Scholar] [CrossRef]
- Li, W.Y.; Wang, J.; Zhu, H.; Li, H.; Huang, C. On ultrahigh velocity micro-particle impact on steels—A single impact study. Wear 2013, 305, 216–227. [Google Scholar] [CrossRef]
- Anwar, S.; Axinte, D.A.; Becker, A.A. Finite element modelling of a single-particle impact during abrasive waterjet milling. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2011, 225, 821–832. [Google Scholar] [CrossRef]
- Li, W.; Wang, J.; Zhu, H.; Huang, C. On ultrahigh velocity micro-particle impact on steels—A multiple impact study. Wear 2014, 309, 52–64. [Google Scholar] [CrossRef]
- Behr, R.A.; Kremer, P.A.; Dharani, L.R.; Ji, F.S.; Kaiser, N.D. Dynamic strains in architectural laminated glass subjected to low velocity impacts from small projectiles. J. Mater. Sci. 1999, 34, 5749–5756. [Google Scholar] [CrossRef]
- Aquaro, D.; Fontani, E. Erosion of Ductile and Brittle Materials. Meccanica 2001, 36, 651–661. [Google Scholar] [CrossRef]
- Wang, Y.F.; Yang, Z.G. Finite element model of erosive wear on ductile and brittle materials. Wear 2008, 265, 871–878. [Google Scholar] [CrossRef]
- Benz, W.; Asphaug, E. Simulations of brittle solids using smooth particle hydrodynamics—ScienceDirect. Comput. Phys. Commun. 1995, 87, 253–265. [Google Scholar] [CrossRef]
- Limido, J.; Espinosa, C.; Salaün, M.; Lacome, J.L. SPH method applied to high speed cutting modelling. Int. J. Mech. Sci. 2007, 49, 898–908. [Google Scholar] [CrossRef] [Green Version]
- Huang, Y.; Dai, Z. Large deformation and failure simulations for geo-disasters using smoothed particle hydrodynamics method. Eng. Geol. 2014, 168, 86–97. [Google Scholar] [CrossRef]
- Mingchao, D.U.; Zengliang, L.I.; Dong, X.; Hao, G.; Zhang, Y. Experiment and Simulation Study of Erosion Mechanism in Float Glass due to Rhomboid Particle Impacts. Int. J. Impact Eng. 2020, 139, 103513. [Google Scholar]
- Nishikawa, C.; Mizutani, K.; Zhou, T.F.; Yan, J.W.; Kuriyagawa, T. Investigation of Particle Impact Phenomena in Powder Jet Deposition Process. Key Eng. Mater. 2012, 523–524, 184–189. [Google Scholar] [CrossRef]
- Hao, G.; Dong, X.; Du, M.; Li, Z.; Dou, Z. A comparative study of ductile and brittle materials due to single angular particle impact. Wear 2019, 428–429, 258–271. [Google Scholar] [CrossRef]
- Dong, X.W.; Liu, G.R.; Li, Z.; Zeng, W. A smoothed particle hydrodynamics (SPH) model for simulating surface erosion by impacts of foreign particles. Tribol. Int. 2016, 95, 267–278. [Google Scholar] [CrossRef]
- Dong, X.; Li, Z.; Feng, L.; Sun, Z.; Fan, C. Modeling, simulation, and analysis of the impact(s) of single angular-type particles on ductile surfaces using smoothed particle hydrodynamics. Powder Technol. 2017, 318, 363–382. [Google Scholar] [CrossRef]
- Liu, M.B.; Liu, G.R. Smoothed Particle Hydrodynamics (SPH): An Overview and Recent Developments. Arch. Comput. Methods Eng. 2010, 17, 25–76. [Google Scholar] [CrossRef] [Green Version]
- Monaghan, J.J. Why Particle Methods Work. Siam J. Sci. Stat. Comput. 1982, 3, 422–433. [Google Scholar] [CrossRef]
- Holmquist, T.J.; Johnson, G.R. Characterization and evaluation of silicon carbide for high-velocity impact. J. Appl. Phys. 2005, 97, 093502. [Google Scholar] [CrossRef]
- Guo, X.; Zhai, R.; Shi, Y.; Kang, R.; Guo, D. Study on influence of grinding depth and grain shape on grinding damage of K9 glass by SPH simulation. Int. J. Adv. Manuf. Technol. 2020, 106, 333–343. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Description | Symbol | Value |
|---|---|---|
| Density (kg/m3) | ρ | 2530 |
| Shear modulus (Gpa) | G | 30.4 |
| Intact normalized strength coefficient | A | 0.93 |
| Intact strength exponent | N | 0.77 |
| Fractured normalized strength coefficient | B | 0.088 |
| Fractured strength exponent | M | 0.35 |
| Strain rate coefficient | C | 0.003 |
| Net compressive stress at HEL (GPa) | HEL | 5.95 |
| Pressure component at HEL | 2.92 | |
| Maximum tensile strength (GPa) | T | 0.15 |
| Reference strain rate | 1 | |
| Maximum fracture strength | SFMAX | 0.5 |
| Damage coefficient | D1 | 0.053 |
| Damage exponent | D2 | 0.85 |
| Bulk modulus (GPa) | K1 | 45.4 |
| Pressure coefficient (GPa) | K2 | −138 |
| Pressure coefficient (GPa) | K3 | 290 |
| Impact Parameters | Value |
|---|---|
| Impact speed (m/s) | 30, 35, 40, 45, 50, 55 |
| Impact angle (°) | 30, 45, 60, 75, 90 |
| Abrasive diameter (μm) | 6, 9, 12.8 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cao, Z.; Yan, S.; Li, S.; Zhang, Y. Theoretical Modeling and Experimental Analysis of Single-Particle Erosion Mechanism of Optical Glass. Micromachines 2021, 12, 1221. https://doi.org/10.3390/mi12101221
Cao Z, Yan S, Li S, Zhang Y. Theoretical Modeling and Experimental Analysis of Single-Particle Erosion Mechanism of Optical Glass. Micromachines. 2021; 12(10):1221. https://doi.org/10.3390/mi12101221
Chicago/Turabian StyleCao, Zhongchen, Shengqin Yan, Shipeng Li, and Yang Zhang. 2021. "Theoretical Modeling and Experimental Analysis of Single-Particle Erosion Mechanism of Optical Glass" Micromachines 12, no. 10: 1221. https://doi.org/10.3390/mi12101221
APA StyleCao, Z., Yan, S., Li, S., & Zhang, Y. (2021). Theoretical Modeling and Experimental Analysis of Single-Particle Erosion Mechanism of Optical Glass. Micromachines, 12(10), 1221. https://doi.org/10.3390/mi12101221