Feasibility Study for a Chemical Process Particle Size Characterization System for Explosive Environments Using Low Laser Power

 ,
, 
Abstract
1. Introduction
2. Materials and Methods
2.1. Approximation and Curve Fitting
2.2. Particle Systems
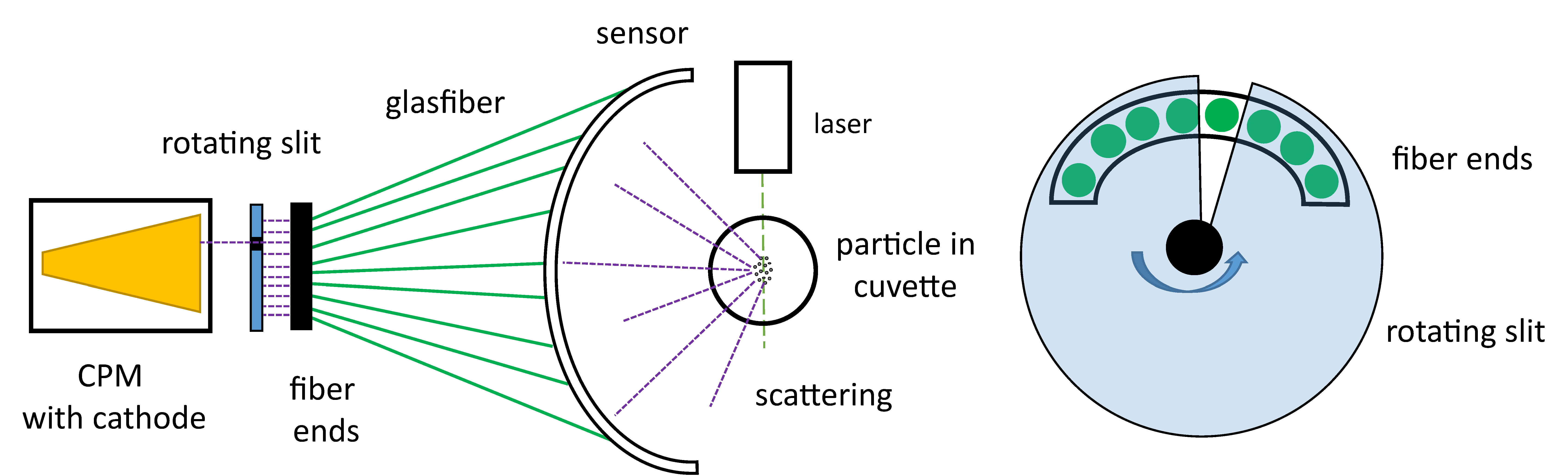
2.3. Experimental Setup
3. Results
4. Discussion and Future Work
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Assenhaimer, C.; Machado, L.J.; Glasse, B.; Fritsching, U.; Guardani, R. Use of a spectroscopic sensor to monitor droplet size distribution in emulsions using neural networks. Can. J. Chem. Eng. 2014, 92, 318–323. [Google Scholar] [CrossRef]
- Bain, A.; Rafferty, A.; Preston, T.C. Determining the size and refractive index of single aerosol particles using angular light scattering and Mie resonances. J. Quant. Spectrosc. Radiat. Transf. 2018, 221, 61–70. [Google Scholar] [CrossRef]
- Hargesheimer, E.E.; McTigue, N.E.; Mielke, J.L.; Yee, P.; Elford, T. Tracking filter performance with particle counting. J. Am. Water Work. Assoc. 1998, 90, 32–41. [Google Scholar] [CrossRef]
- Jantunen, M.; Hänninen, O.; Koistinen, K.; Hashim, J.H. Fine PM measurements: Personal and indoor air monitoring. Chemosphere 2002, 49, 993–1007. [Google Scholar] [CrossRef]
- Silva, W.K.; Chicoma, D.L.; Giudici, R. In-situ real-time monitoring of particle size, polymer, and monomer contents in emulsion polymerization of methyl methacrylate by near infrared spectroscopy. Polym. Eng. Sci. 2011, 51, 2024–2034. [Google Scholar] [CrossRef]
- Abbasi, T.; Pasman, H.J.; Abbasi, S.A. A scheme for the classification of explosions in the chemical process industry. J. Hazard. Mater. 2010, 174, 270–280. [Google Scholar] [CrossRef]
- Khan, F.I.; Abbasi, S.A. Major accidents in process industries and an analysis of causes and consequences. J. Loss Prev. Process Ind. 1999, 12, 361–378. [Google Scholar] [CrossRef]
- Yuan, Z.; Khakzad, N.; Khan, F.; Amyotte, P. Dust explosions: A threat to the process industries. Process Saf. Environ. Prot. 2015, 98, 57–71. [Google Scholar] [CrossRef]
- DIN EN IEC 60079-0 VDE 0170-1:2019-09 Explosionsgefährdete Bereiche. Available online: https://www.vde-verlag.de/normen/0100536/din-en-iec-60079-0-vde-0170-1-2019-09.html (accessed on 3 February 2020).
- Dahn, C.J.; Reyes, B.N.; Kusmierz, A. A methodology to evaluate industrial vapor and dust explosion hazards. Proc. Saf. Prog. 2000, 19, 86–90. [Google Scholar] [CrossRef]
- Scheffler, N.E. Improved fire and explosion index hazard classification. Proc. Saf. Prog. 1994, 13, 214–218. [Google Scholar] [CrossRef]
- DIN EN 60825-1 VDE 0837-1:2015-07 Sicherheit von Lasereinrichtungen Teil. Available online: https://www.vde-verlag.de/normen/0800254/din-en-60825-1-vde-0837-1-2015-07.html (accessed on 3 February 2020).
- Barth, H.G.; Flippen, R.B. Particle Size Analysis. Anal. Chem. 1995, 67, 257–272. [Google Scholar] [CrossRef]
- Emmerich, J.; Tang, Q.; Wang, Y.; Neubauer, P.; Junne, S.; Maaß, S. Optical inline analysis and monitoring of particle size and shape distributions for multiple applications: Scientific and industrial relevance. Chin. J. Chem. Eng. 2019, 27, 257–277. [Google Scholar] [CrossRef]
- Foqué, D.; Zwertvaegher, I.K.; Devarrewaere, W.; Verboven, P.; Nuyttens, D. Characteristics of dust particles abraded from pesticide treated seeds: 1. Size distribution using different measuring techniques: Physicochemical properties of particles abraded from pesticide-treated seeds. Pest. Manag. Sci. 2017, 73, 1310–1321. [Google Scholar] [CrossRef][Green Version]
- Ruscitti, O.; Franke, R.; Hahn, H.; Babick, F.; Richter, T.; Stintz, M. Application of Particle Measurement Technology in Process Intensification. Chem. Eng. Technol. 2008, 31, 270–277. [Google Scholar] [CrossRef]
- Kaasalainen, M.; Aseyev, V.; von Haartman, E.; Karaman, D.Ş.; Mäkilä, E.; Tenhu, H.; Rosenholm, J.; Salonen, J. Size, Stability, and Porosity of Mesoporous Nanoparticles Characterized with Light Scattering. Nanoscale Res. Lett. 2017, 12, 74. [Google Scholar] [CrossRef]
- Juvonen, R.; Haikara, A. Amplification Facilitators and Pre-Processing Methods for PCR Detection of Strictly Anaerobic Beer-Spoilage Bacteria of the Class Clostridia in Brewery Samples. J. Inst. Brew. 2009, 115, 167–176. [Google Scholar] [CrossRef]
- Perretti, G.; Floridi, S.; Turchetti, B.; Marconi, O.; Fantozzi, P. Quality Control of Malt: Turbidity Problems of Standard Worts Given by the Presence of Microbial Cells. J. Inst. Brew. 2011, 117, 212–216. [Google Scholar] [CrossRef]
- Baxter, N.J.; Lilley, T.H.; Haslam, E.; Williamson, M.P. Multiple Interactions between Polyphenols and a Salivary Proline-Rich Protein Repeat Result in Complexation and Precipitation. Biochemistry 1997, 36, 5566–5577. [Google Scholar] [CrossRef]
- Siebert, K.J. Haze formation in beverages. LWT-Food Sci. Technol. 2006, 39, 987–994. [Google Scholar] [CrossRef]
- Qi, Y.; Wang, H.; Wei, K.; Yang, Y.; Zheng, R.-Y.; Kim, I.; Zhang, K.-Q. A Review of Structure Construction of Silk Fibroin Biomaterials from Single Structures to Multi-Level Structures. Int. J. Mol. Sci. 2017, 18, 237. [Google Scholar] [CrossRef]
- Arias, M.L.; Frontini, G.L. Particle Size Distribution Retrieval from Elastic Light Scattering Measurements by a Modified Regularization Method. Part. Part. Syst. Charact. 2006, 23, 374–380. [Google Scholar] [CrossRef]
- Caumont-Prim, C.; Yon, J.; Coppalle, A.; Ouf, F.-X.; Fang Ren, K. Measurement of aggregates’ size distribution by angular light scattering. J. Quant. Spectrosc. Radiat. Transf. 2013, 126, 140–149. [Google Scholar] [CrossRef]
- Gulari, E.; Bazzi, G.; Gulari, E.; Annapragada, A. Latex Particle Size Distributions from Multiwavelength Turbidity Spectra. Part. Part. Syst. Charact. 1987, 4, 96–100. [Google Scholar] [CrossRef]
- Light Scattering from Polymer Solutions and Nanoparticle Dispersions; Springer Laboratory; Springer: Berlin/Heidelberg, Germany, 2007; ISBN 978-3-540-71950-2.
- Li, L.; Yu, L.; Yang, K.; Li, W.; Li, K.; Xia, M. Angular dependence of multiangle dynamic light scattering for particle size distribution inversion using a self-adapting regularization algorithm. J. Quant. Spectrosc. Radiat. Transf. 2018, 209, 91–102. [Google Scholar] [CrossRef]
- Mroczka, J.; Szczuczyński, D. Improved technique of retrieving particle size distribution from angular scattering measurements. J. Quant. Spectrosc. Radiat. Transf. 2013, 129, 48–59. [Google Scholar] [CrossRef]
- Billot, P.; Couty, M.; Hosek, P. Application of ATR-UV Spectroscopy for Monitoring the Crystallisation of UV Absorbing and Nonabsorbing Molecules. Org. Process Res. Dev. 2010, 14, 511–523. [Google Scholar] [CrossRef]
- Van Eerdenbrugh, B.; Alonzo, D.E.; Taylor, L.S. Influence of Particle Size on the Ultraviolet Spectrum of Particulate-Containing Solutions: Implications for In-Situ Concentration Monitoring Using UV/Vis Fiber-Optic Probes. Pharm Res 2011, 28, 1643–1652. [Google Scholar] [CrossRef]
- Philip Laven. MiePlot. Available online: http://www.philiplaven.com/mieplot.htm#Download%20MiePlot (accessed on 26 March 2019).
- Arndt, K.-F.; Witkowski, K.; Schimmel, K.-H. Quasielastische Lichtstreuung von gequollenen Siliconnetzwerken. Acta Polym. 1988, 39, 475–479. [Google Scholar] [CrossRef]
- Horvath, H. Gustav Mie and the scattering and absorption of light by particles: Historic developments and basics. J. Quant. Spectrosc. Radiat. Transf. 2009, 110, 787–799. [Google Scholar] [CrossRef]
- O’Neil, A.; Jee, R.; Moffat, A. Measurement of the cumulative particle size distribution of microcrystalline cellulose using near infrared reflectance spectroscopy. Analyst 1999, 124, 33–36. [Google Scholar] [CrossRef]
- Kätzel, U.; Stintz, M.; Ripperger, S. Applikationsuntersuchungen zur Photonenkorrelationsspektroskopie im Rückstreubereich. Chem. Ing. Tech. 2004, 76, 66–69. [Google Scholar] [CrossRef]
- Leschonski, K. Die On-Line-Messung von Partikelgrößenverteilungen in Gasen und Flüssigkeiten: Die On-Line-Messung von Partikelgrößenverteilungen in Gasen und Flüssigkeiten. Chem. Ing. Tech. 1978, 50, 194–203. [Google Scholar] [CrossRef]
- van der Meeren, P.; Bogaert, H.; Vanderdeelen, J.; Baert, L. Relevance of Light Scattering Theory in Photon correlation spectroscopic experiments. Part. Part. Syst. Charact. 1992, 9, 138–143. [Google Scholar] [CrossRef]
- Roy, D.; Fendler, J. Reflection and Absorption Techniques for Optical Characterization of Chemically Assembled Nanomaterials. Adv. Mater. 2004, 16, 479–508. [Google Scholar] [CrossRef]
- Satinover, S.J.; Dove, J.D.; Borden, M.A. Single-Particle Optical Sizing of Microbubbles. Ultrasound Med. Biol. 2014, 40, 138–147. [Google Scholar] [CrossRef]
- Steinke, L.; Wessely, B.; Ripperger, S. Optische Extinktionsmessverfahren zur Inline-Kontrolle disperser Stoffsysteme. Chem. Ing. Tech. 2009, 81, 735–747. [Google Scholar] [CrossRef]
- Surbek, M.; Esen, C.; Schweiger, G.; Ostendorf, A. Pollen characterization and identification by elastically scattered light. J. Biophoton. 2011, 4, 49–56. [Google Scholar] [CrossRef]
- Teumer, T.; Rädle, M.; Methner, F.-J. Possibility of monitoring beer haze with static light scattering, a theoretical background. Brew. Sci. 2019, 132–140. [Google Scholar] [CrossRef]
- Lorenz, L. Ueber die Refractionsconstante. Ann. Phys. Chem. 1880, 247, 70–103. [Google Scholar] [CrossRef]
- Mie, G. Beiträge zur Optik trüber Medien, speziell kolloidaler Metallösungen. Ann. Phys. 1908, 330, 377–445. [Google Scholar] [CrossRef]
- Bohren, C.F.; Huffman, D.R. Absorption and Scattering of Light by Small Particles, 1st ed.John Wiley & Sons: New York, NY, USA, 1998; ISBN 978-0-471-29340-8. [Google Scholar]
- Mishchenko, M.I. Gustav Mie and the fundamental concept of electromagnetic scattering by particles: A perspective. J. Quant. Spectrosc. Radiat. Transf. 2009, 110, 1210–1222. [Google Scholar] [CrossRef]
- Debye, P. Light Scattering in Solutions. J. Appl. Phys. 1944, 15, 338–342. [Google Scholar] [CrossRef]
- Enderlein, R.; Peuker, K.; Bechstedt, F. General theory of light scattering in solids. Phys. Stat. Sol. (B) 1979, 92, 149–158. [Google Scholar] [CrossRef]
- Kraemer, B. Laboruntersuchungen zum Gefrierprozeß in polaren stratosphärischen Wolken. Ph.D. Thesis, FU Berlin, Berlin, Germany, 1998. Available online: http://www.diss.fu-berlin.de/diss/receive/FUDISS_thesis_000000000058 (accessed on 15 April 2019).
- Stein, R.S.; Srinivasarao, M. Fifty years of light scattering: A perspective. J. Polym. Sci. B Polym. Phys. 1993, 31, 2003–2010. [Google Scholar] [CrossRef]
- Polyanskiy, M. Refractive Index Database. Available online: https://refractiveindex.info (accessed on 30 September 2020).
- Gaponov, A.V.; Ostrovskii, L.A.; Rabinovich, M.I. One-dimensional waves in disperse nonlinear systems. Radiophys Quantum Electron 1970, 13, 121–161. [Google Scholar] [CrossRef]
- Schätzel, K. Correlation techniques in dynamic light scattering. Appl. Phys. B 1987, 42, 193–213. [Google Scholar] [CrossRef]
- Shinpaugh, K.A.; Simpson, R.L.; Wicks, A.L.; Ha, S.M.; Fleming, J.L. Signal-processing techniques for low signal-to-noise ratio laser Doppler velocimetry signals. Exp. Fluids 1992, 12, 319–328. [Google Scholar] [CrossRef]
- Efrat, A.; Fan, Q.; Venkatasubramanian, S. Curve Matching, Time Warping, and Light Fields: New Algorithms for Computing Similarity between Curves. J Math Imaging Vis 2007, 27, 203–216. [Google Scholar] [CrossRef]
- Buchin, K.; Buchin, M.; Wang, Y. Exact Algorithms for Partial Curve Matching via the Fréchet Distance. In Proceedings of the Proceedings of the Twentieth Annual ACM-SIAM Symposium on Discrete Algorithms, New York, NY, USA, 4–6 January 2009; pp. 645–654. [Google Scholar]
- Teumer, T.; Hufnagel, T.; Schäfer, T.; Schlarp-Horvath, R.; Karbstein, H.P.; Methner, F.; Rädle, M. Entwicklung eines Partikelmesssystems zur Erfassung geringer Streulicht-Intensitäten optimiert für den Einsatz sehr schwacher Laserstrahlen. Chem. Ing. Tech. 2019, 91, 529–533. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Wavelength (µm) | Silica | Polystyrene |
|---|---|---|
| 0.43584 | 1.4667 | 1.6170 |
| 0.47998 | 1.4635 | 1.6070 |
| 0.58756 | 1.4585 | 1.5916 |
| 0.70652 | 1.4551 | 1.5825 |
| Polarization | Predicted Result (nm) | Data Sheet (nm) | Relative Error |
|---|---|---|---|
| Unpolarized | 330 | 310 | 6.5% |
| Unpolarized | 480 | 507 | 5.3% |
| Unpolarized | 690 | 681 | 1.3% |
| Unpolarized | 880 | 900 | 2.2% |
| Unpolarized | 960 | 987 | 2.8% |
| Polarization | Predicted Result (nm) | Data Sheet (nm) | Relative Error |
|---|---|---|---|
| Unpolarized | 460 | 500 | 8.0% |
| Unpolarized | 990 | 1000 | 1.0% |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ross-Jones, J.; Teumer, T.; Wunsch, S.; Petri, L.; Nirschl, H.; Krause, M.J.; Methner, F.-J.; Rädle, M. Feasibility Study for a Chemical Process Particle Size Characterization System for Explosive Environments Using Low Laser Power. Micromachines 2020, 11, 911. https://doi.org/10.3390/mi11100911
Ross-Jones J, Teumer T, Wunsch S, Petri L, Nirschl H, Krause MJ, Methner F-J, Rädle M. Feasibility Study for a Chemical Process Particle Size Characterization System for Explosive Environments Using Low Laser Power. Micromachines. 2020; 11(10):911. https://doi.org/10.3390/mi11100911
Chicago/Turabian StyleRoss-Jones, Jesse, Tobias Teumer, Susann Wunsch, Lukas Petri, Hermann Nirschl, Mathias J. Krause, Frank-Jürgen Methner, and Matthias Rädle. 2020. "Feasibility Study for a Chemical Process Particle Size Characterization System for Explosive Environments Using Low Laser Power" Micromachines 11, no. 10: 911. https://doi.org/10.3390/mi11100911
APA StyleRoss-Jones, J., Teumer, T., Wunsch, S., Petri, L., Nirschl, H., Krause, M. J., Methner, F.-J., & Rädle, M. (2020). Feasibility Study for a Chemical Process Particle Size Characterization System for Explosive Environments Using Low Laser Power. Micromachines, 11(10), 911. https://doi.org/10.3390/mi11100911