A Rapid Thermal Nanoimprint Apparatus through Induction Heating of Nickel Mold

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Design and Experiment
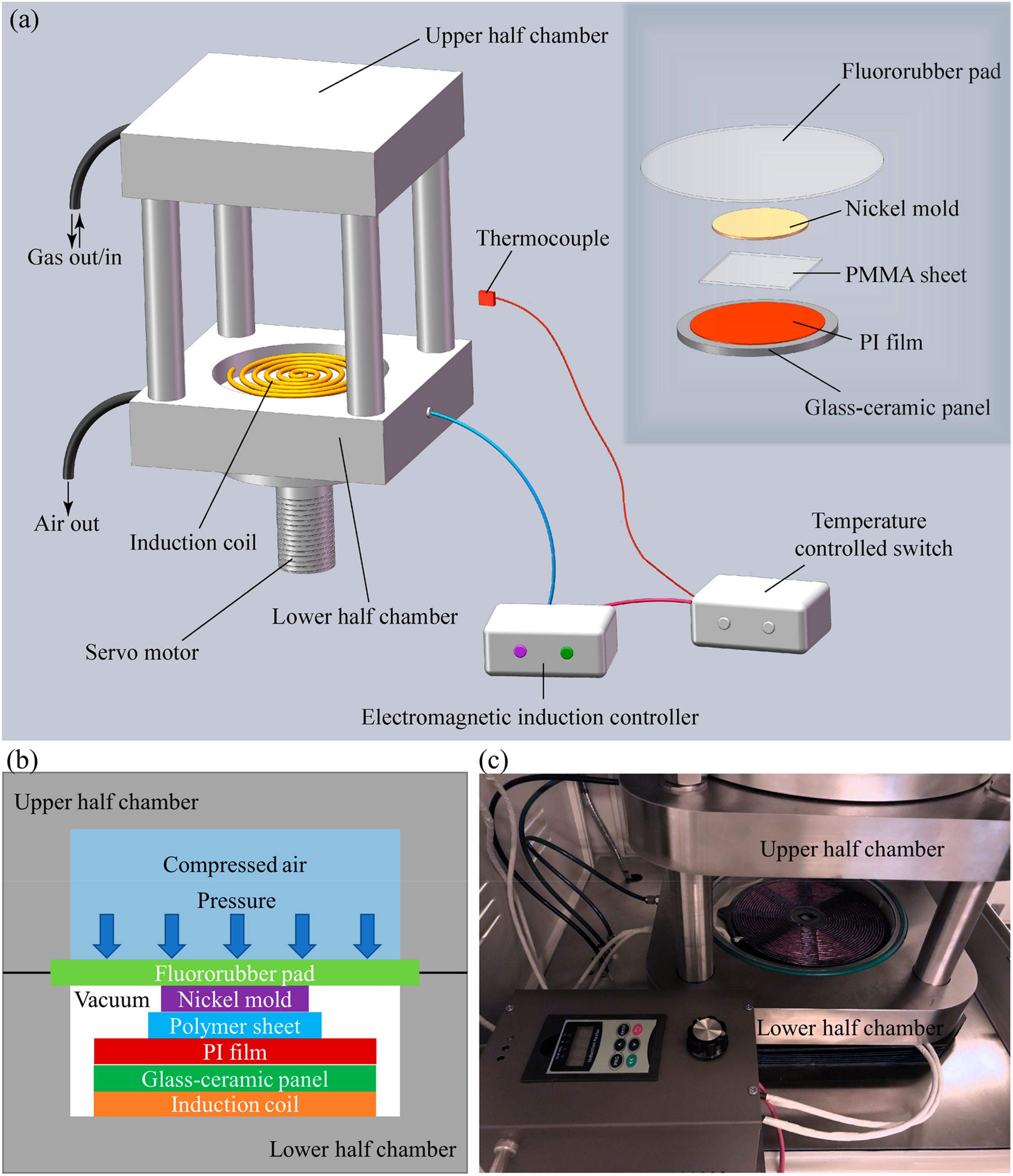
2.1. Thermal Imprint Apparatus
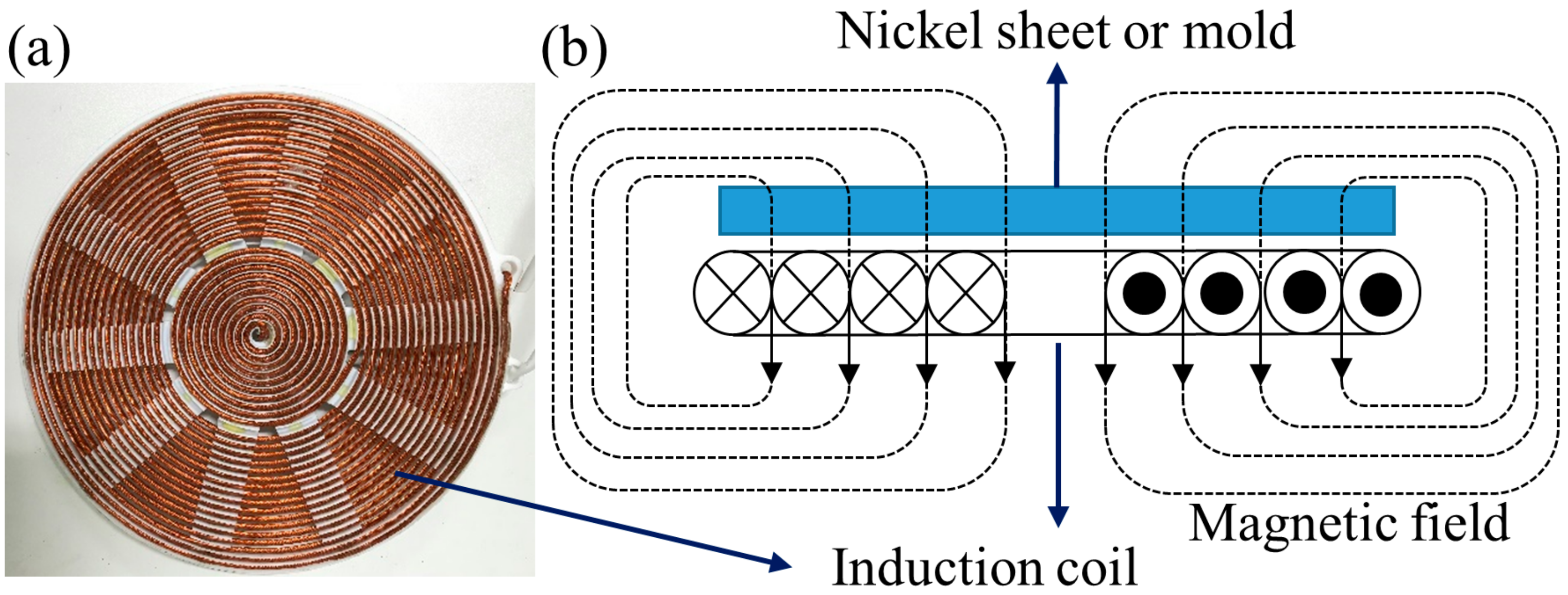
2.2. Electromagnetic Induction Heating of Nickel Mold
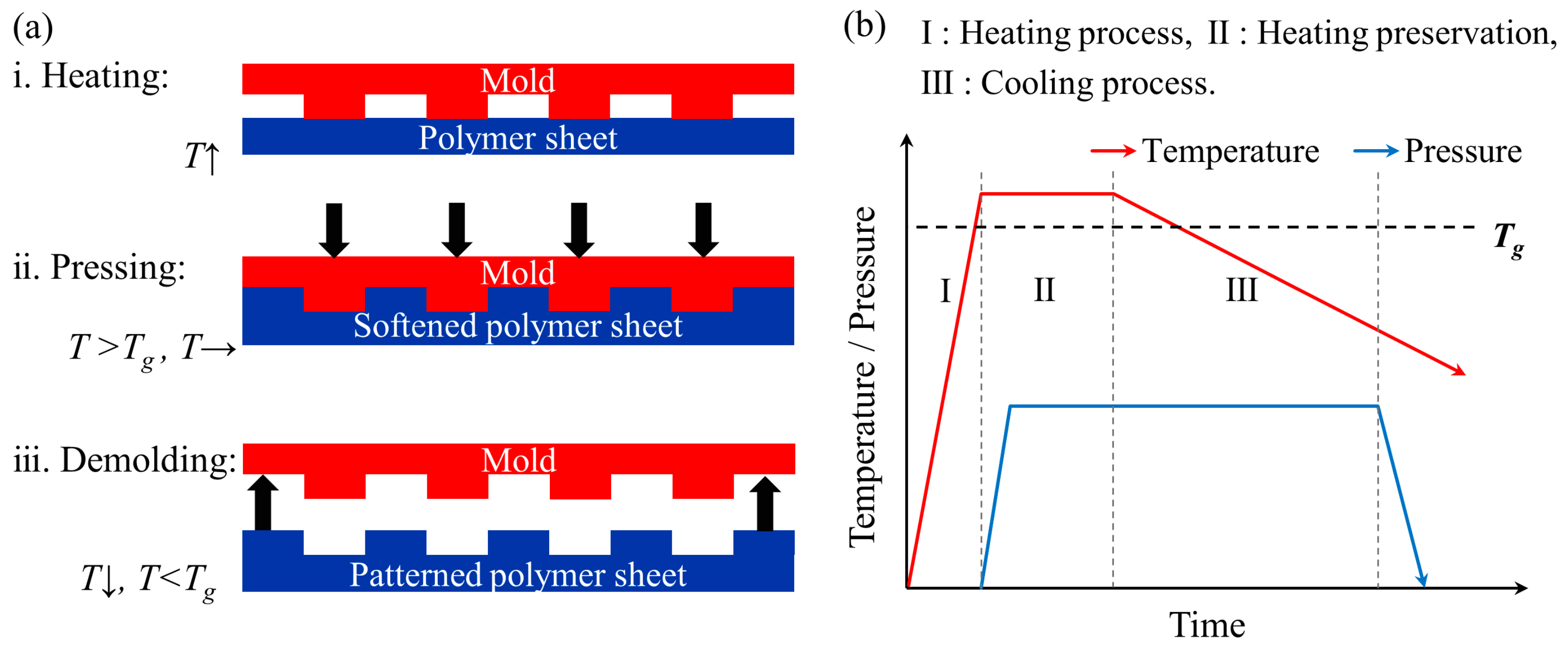
2.3. Thermal Nanoimprint Process
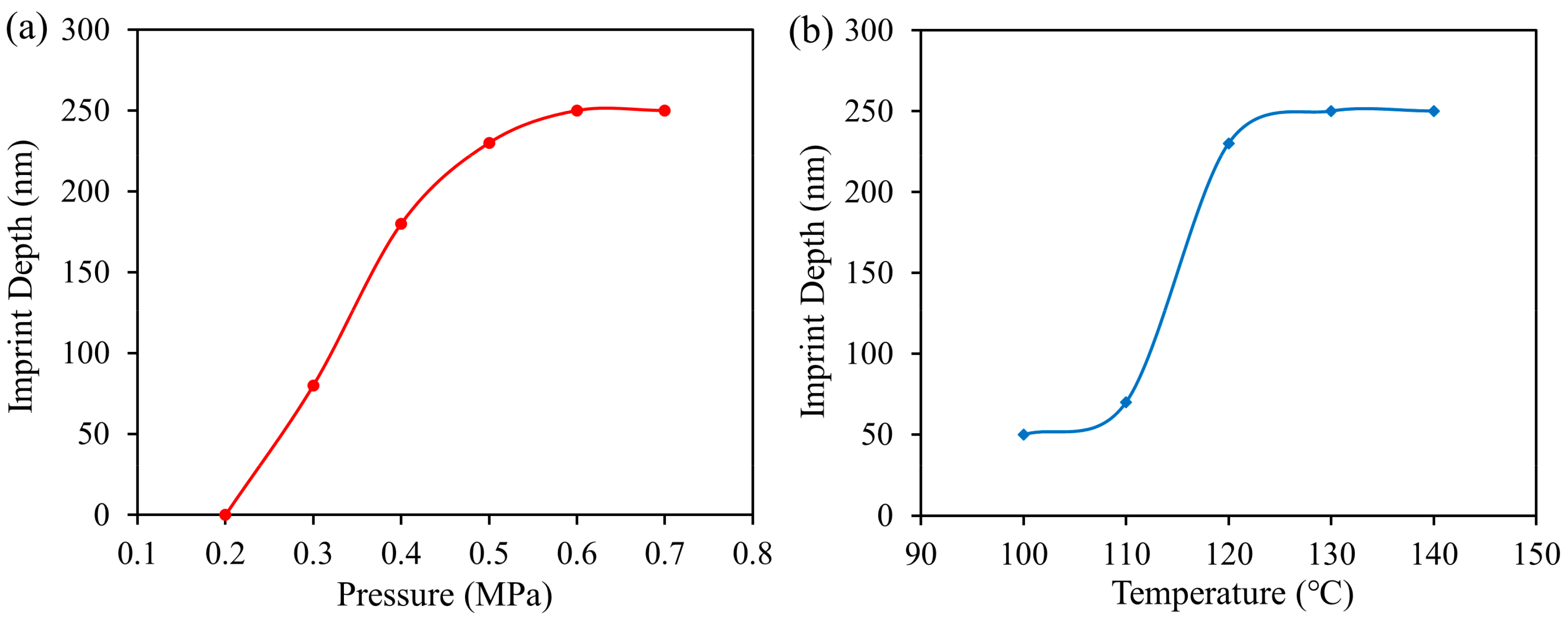
3. Results and Discussion
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Conflicts of Interest
References
- Moonen, P.F.; Yakimets, I.; Huskens, J. Fabrication of transistors on flexible substrates: From mass-printing to high-resolution alternative lithography strategies. Adv. Mater. 2012, 24, 5526–5541. [Google Scholar] [CrossRef] [PubMed]
- Zhao, X.; Sanchez, B.M.; Dobson, P.J.; Grant, P.S. The role of nanomaterials in redox-based supercapacitors for next generation energy storage devices. Nanoscale 2011, 3, 839–855. [Google Scholar] [CrossRef]
- Li, M.T.; Wang, J.A.; Zhuang, L.; Chou, S.Y. Fabrication of circular optical structures with a 20 nm minimum feature size using nanoimprint lithography. Appl. Phys. Lett. 2000, 76, 673–675. [Google Scholar] [CrossRef]
- Shneidman, A.V.; Becker, K.P.; Lukas, M.A.; Torgerson, N.; Wang, C.; Reshef, O.; Burek, M.J.; Pau, K.; McLellan, J.; Loncar, M. All-Polymer Integrated Optical Resonators by Roll-to-Roll Nanoimprint Lithography. Acs Photonics 2018, 5, 1839–1845. [Google Scholar] [CrossRef]
- Khan, S.; Lorenzelli, L.; Dahiya, R.S. Technologies for Printing Sensors and Electronics Over Large Flexible Substrates: A Review. IEEE Sens. J. 2015, 15, 3164–3185. [Google Scholar] [CrossRef]
- Kang, K.; Cho, Y.; Yu, K.J. Novel Nano-Materials and Nano-Fabrication Techniques for Flexible Electronic Systems. Micromachines 2018, 9, 263. [Google Scholar] [CrossRef] [PubMed]
- Chen, X.; Han, X.; Shen, Q.D. PVDF-Based Ferroelectric Polymers in Modern Flexible Electronics. Adv. Electron. Mater. 2017, 3, 1600460. [Google Scholar] [CrossRef]
- Economou, A.; Kokkinos, C.; Prodromidis, M. Flexible plastic, paper and textile lab-on-a chip platforms for electrochemical biosensing. Lab Chip 2018, 18, 1812–1830. [Google Scholar] [CrossRef] [PubMed]
- Lee, J.H.; Yoon, H.J.; Kim, T.Y.; Gupta, M.K.; Lee, J.H.; Seung, W.; Ryu, H.; Kim, S.W. Micropatterned P (VDF-TrFE) Film-Based Piezoelectric Nanogenerators for Highly Sensitive Self-Powered Pressure Sensors. Adv. Funct. Mater. 2015, 25, 3203–3209. [Google Scholar] [CrossRef]
- Peng, R. Towards Personal Health Monitoring: Detecting Biomolecules with Microfluidics and Nanoplasmonic Sensors Fabricated by Nanoimprint Lithography. Ph.D. Thesis, Princeton University, Princeton, NJ, USA, 2017. [Google Scholar]
- Eom, H.; Kim, J.H.; Hur, J.; Kim, T.S.; Sung, S.K.; Choi, J.H.; Lee, E.; Jeong, J.H.; Park, I. Nanotextured Polymer Substrate for Flexible and Mechanically Robust Metal Electrodes by Nanoimprint Lithography. ACS Appl. Mater. Interfaces 2015, 7, 25171–25179. [Google Scholar] [CrossRef] [PubMed]
- Dascal, J.; Reid, M.; IsHak, W.W.; Spiegel, B.; Recacho, J.; Rosen, B.; Danovitch, I. Virtual Reality and Medical Inpatients: A Systematic Review of Randomized, Controlled Trials. Innov. Clin. Neurosci. 2017, 14, 14–21. [Google Scholar]
- Yew, A.W.W.; Ong, S.K.; Nee, A.Y.C. Towards a griddable distributed manufacturing system with augmented reality interfaces. Rob. Comp. Integr. Manuf. 2016, 39, 43–55. [Google Scholar] [CrossRef]
- Wang, X.; Ong, S.K.; Nee, A.Y.C. A comprehensive survey of augmented reality assembly research. Adv. Manuf. 2016, 4, 1–22. [Google Scholar] [CrossRef]
- Zhou, F.; Duh, H.B.-L.; Billinghurst, M. Trends in augmented reality tracking, interaction and display: A review of ten years of ISMAR. In Proceedings of the 7th IEEE/ACM International Symposium on Mixed and Augmented Reality; IEEE Computer Society: Washington, DC, USA, 2008; pp. 193–202. [Google Scholar]
- Park, I.; Ko, S.H.; Pan, H.; Grigoropoulos, C.P.; Pisano, A.P.; Frechet, J.M.J.; Lee, E.S.; Jeong, J.H. Nanoscale patterning and electronics on flexible substrate by direct nanoimprinting of metallic nanoparticles. Adv. Mater. 2008, 20, 489–496. [Google Scholar] [CrossRef]
- Choi, D.; Yoo, D.; Kim, D.S. One-Step Fabrication of Transparent and Flexible Nanotopographical-Triboelectric Nanogenerators via Thermal Nanoimprinting of Thermoplastic Fluoropolymers. Adv. Mater. 2015, 27, 7386–7394. [Google Scholar] [CrossRef]
- Liang, C.C.; Lin, C.H.; Cheng, T.C.; Shieh, J.; Lin, H.H. Nanoimprinting of Flexible Polycarbonate Sheets with a Flexible Polymer Mold and Application to Superhydrophobic Surfaces. Adv. Mater. Interfaces 2015, 2, 1500030. [Google Scholar] [CrossRef]
- Qiao, W.; Huang, W.; Liu, Y.; Li, X.; Chen, L.S.; Tang, J.X. Toward Scalable Flexible Nanomanufacturing for Photonic Structures and Devices. Adv. Mater. 2016, 28, 10353–10380. [Google Scholar] [CrossRef] [PubMed]
- Leitgeb, M.; Nees, D.; Ruttloff, S.; Palfinger, U.; Gotz, J.; Liska, R.; Belegratis, M.R.; Stadlober, B. Multilength Scale Patterning of Functional Layers by Roll-to-Roll Ultraviolet-Light-Assisted Nanoimprint Lithography. ACS Nano 2016, 10, 4926–4941. [Google Scholar] [CrossRef]
- Takei, K.; Honda, W.; Harada, S.; Arie, T.; Akita, S. Toward flexible and wearable human-interactive health-monitoring devices. Adv. Healthcare Mater. 2015, 4, 487–500. [Google Scholar] [CrossRef]
- Sannicolo, T.; Lagrange, M.; Cabos, A.; Celle, C.; Simonato, J.P.; Bellet, D. Metallic nanowire-based transparent electrodes for next generation flexible devices: A Review. Small 2016, 12, 6052–6075. [Google Scholar] [CrossRef]
- Rajan, K.; Garofalo, E.; Chiolerio, A. Wearable Intrinsically Soft, Stretchable, Flexible Devices for Memories and Computing. Sensors 2018, 18, 367. [Google Scholar] [CrossRef]
- Guo, L.J. Nanoimprint lithography: Methods and material requirements. Adv. Mater. 2007, 19, 495–513. [Google Scholar] [CrossRef]
- Ahn, S.H.; Guo, L.J. Large-area roll-to-roll and roll-to-plate nanoimprint lithography: A step toward high-throughput application of continuous nanoimprinting. ACS Nano 2009, 3, 2304–2310. [Google Scholar] [CrossRef]
- Hirai, Y.; Yoshida, S.; Takagi, N. Defect analysis in thermal nanoimprint lithography. J. Vac. Sci. Technol. B 2003, 21, 2765–2770. [Google Scholar] [CrossRef]
- Xia, Q.F.; Keimel, C.; Ge, H.X.; Yu, Z.N.; Wu, W.; Chou, S.Y. Ultrafast patterning of nanostructures in polymers using laser assisted nanoimprint lithography. Appl. Phys. Lett. 2003, 83, 4417–4419. [Google Scholar] [CrossRef]
- Xia, Q.; Yang, J.J.; Wu, W.; Li, X.; Williams, R.S. Self-aligned memristor cross-point arrays fabricated with one nanoimprint lithography step. Nano Lett. 2010, 10, 2909–2914. [Google Scholar] [CrossRef] [PubMed]
- Austin, M.D.; Ge, H.X.; Wu, W.; Li, M.T.; Yu, Z.N.; Wasserman, D.; Lyon, S.A.; Chou, S.Y. Fabrication of 5 nm linewidth and 14 nm pitch features by nanoimprint lithography. Appl. Phy. Lett. 2004, 84, 5299–5301. [Google Scholar] [CrossRef]
- Pourdavoud, N.; Wang, S.; Mayer, A.; Hu, T.; Chen, Y.; Marianovich, A.; Kowalsky, W.; Heiderhoff, R.; Scheer, H.C.; Riedl, T. Photonic nanostructures patterned by thermal nanoimprint directly into organo-metal halide perovskites. Adv. Mater. 2017, 29, 1605003. [Google Scholar] [CrossRef] [PubMed]
- Chou, S.Y.; Krauss, P.R.; Renstrom, P.J. Imprint of sub-25 nm vias and trenches in polymers. Appl. Phys. Lett. 1995, 67, 3114–3116. [Google Scholar] [CrossRef]
- Chou, S.Y.; Krauss, P.R.; Renstrom, P.J. Imprint lithography with 25-nanometer resolution. Science 1996, 272, 85–87. [Google Scholar] [CrossRef]
- Li, Z.; Gu, Y.; Wang, L.; Ge, H.; Wu, W.; Xia, Q.; Yuan, C.; Chen, Y.; Cui, B.; Williams, R.S. Hybrid nanoimprint-soft lithography with sub-15 nm resolution. Nano Lett. 2009, 9, 2306–2310. [Google Scholar] [CrossRef]
- Ge, H.; Wu, W.; Li, Z.; Jung, G.Y.; Olynick, D.; Chen, Y.; Liddle, J.A.; Wang, S.Y.; Williams, R.S. Cross-linked polymer replica of a nanoimprint mold at 30 nm half-pitch. Nano Lett. 2005, 5, 179–182. [Google Scholar] [CrossRef] [PubMed]
- Li, N.; Wu, W.; Chou, S.Y. Sub-20-nm alignment in nanoimprint lithography using Moire fringe. Nano Lett. 2006, 6, 2626–2629. [Google Scholar] [CrossRef] [PubMed]
- Ahn, S.H.; Guo, L.J. High-speed roll-to-roll nanoimprint lithography on flexible plastic substrates. Adva. Mater. 2008, 20, 2044–2049. [Google Scholar] [CrossRef]
- Schift, H. Nanoimprint lithography: An old story in modern times? A review. J. Vac. Sci. Technol. B 2008, 26, 458–480. [Google Scholar] [CrossRef]
- Fu, X.; Cai, J.; Zhang, X.; Li, W.D.; Ge, H.; Hu, Y. Top-down fabrication of shape-controlled, monodisperse nanoparticles for biomedical applications. Adv. Drug Deliv. Rev. 2018, 132, 169–187. [Google Scholar] [CrossRef]
- Cui, Y.; Lu, J.; Fu, X.; Bian, J.; Yuan, C.; Ge, H.; Chen, Y. Near-zero-residual layer nanoimprint based on hybrid nanoimprint soft lithography. Appl. Phys. A 2015, 121, 371–375. [Google Scholar] [CrossRef]
- Kimerling, T.E.; Liu, W.D.; Kim, B.H.; Yao, D.G. Rapid hot embossing of polymer microfeatures. Microsyst. Technol. 2006, 12, 730–735. [Google Scholar] [CrossRef]
- Chang, J.H.; Yang, S.Y. Development of fluid-based heating and pressing systems for micro hot embossing. Microsyst. Technol. 2005, 11, 396–403. [Google Scholar] [CrossRef]
- Lu, C.; Juang, Y.J.; Lee, L.J.; Grewell, D.; Benatar, A. Analysis of laser/IR-assisted microembossing. Polym. Eng. Sci. 2005, 45, 661–668. [Google Scholar] [CrossRef]
- Grewell, D.; Lu, C.; Lee, L.J.; Benatar, A. Infrared Micro-Embossing of Thermoplastics. In ANTEC Conference Proceedings; John Wiley & Sons: Hoboken, NJ, USA, 2004; pp. 1231–1235. [Google Scholar]
- Yang, S.; Luo, J. Ultrasonic Vibration Heated hot Embossing of Plastic Plates with Micro-Features. In Polymer Processing Society 2002 Asia/Australia Regional Meeting; Polymer Processing Society: Akron, OH, USA, 2002. [Google Scholar]
- Liu, S.J.; Dung, Y.T. Ultrasonic vibration hot embossing—A novel technique for molding plastic microstructure. Int. Polym. Process. 2005, 20, 449–452. [Google Scholar] [CrossRef]
- Yao, D.G.; Kim, B. Increasing flow length in thin wall injection molding using a rapidly heated mold. Polym. Plast. Technol. Eng. 2002, 41, 819–832. [Google Scholar] [CrossRef]
- Yao, D.G.; Kim, B. Development of rapid heating and cooling systems for injection molding applications. Polym. Eng. Sci. 2002, 42, 2471–2481. [Google Scholar] [CrossRef]
- Hong, S.-K.; Heo, Y.-M.; Kang, J. Replication of Polymeric Micro Patterns by Rapid Thermal Pressing with Induction Heating Apparatus. In 2008 3rd IEEE International Conference on Nano/Micro Engineered and Molecular Systems; IEEE: Piscataway, NJ, USA, 2008; pp. 911–915. [Google Scholar]
- Guo, L.J. Recent progress in nanoimprint technology and its applications. J. Phys. D Appl. Phys. 2004, 37, R123–R141. [Google Scholar] [CrossRef]
- Tormen, M.; Malureanu, R.; Pedersen, R.H.; Lorenzen, L.; Rasmussen, K.H.; Luscher, C.J.; Kristensen, A.; Hansen, O. Fast thermal nanoimprint lithography by a stamp with integrated heater. Microelectron. Eng. 2008, 85, 1229–1232. [Google Scholar] [CrossRef]
- Kurose, H.; Miyagi, D.; Takahashi, N.; Uchida, N.; Kawanaka, K. 3-D Eddy Current Analysis of Induction Heating Apparatus Considering Heat Emission, Heat Conduction, and Temperature Dependence of Magnetic Characteristics. IEEE Trans. Magn. 2009, 45, 1847–1850. [Google Scholar] [CrossRef]
- Fagan, M.D.; Kim, B.H.; Yao, D. A novel process for continuous thermal embossing of large-area nanopatterns onto polymer films. Adv. Polym. Technol. 2009, 28, 246–256. [Google Scholar] [CrossRef]
- Lucia, O.; Maussion, P.; Dede, E.J.; Burdio, J.M. Induction Heating Technology and Its Applications: Past Developments, Current Technology, and Future Challenges. IEEE Trans. Ind. Electron. 2014, 61, 2509–2520. [Google Scholar] [CrossRef]
- Rudnev, V.; Loveless, D.; Cook, R.L. Handbook of Induction Heating; CRC Press: Boca Raton, FL, USA, 2017. [Google Scholar]
- Cai, J.X.; Li, S.J.; Guo, X.; Ge, H.X.; Li, W.D. Induction-heated nanoimprint on soda-lime glass using sapphire molds. J. Vac. Sci. Technol. B 2016, 34, 06K408. [Google Scholar] [CrossRef]
- Huang, M.S.; Tai, N.S. Experimental rapid surface heating by induction for micro-injection molding of light-guided plates. J. Appl. Polym. Sci. 2009, 113, 1345–1354. [Google Scholar] [CrossRef]
- Chaboudez, C.; Clain, S.; Glardon, R.; Mari, D.; Rappaz, J.; Swierkosz, M. Numerical modeling in induction heating for axisymmetric geometries. IEEE Trans. Magn. 1997, 33, 739–745. [Google Scholar] [CrossRef]
- Lee, C.-S.; Lee, Y.-Y.; Chong, K.S.; Wang, L.; Dais, C.; Clube, F.; Solak, H.H.; Mohacsi, I.; David, C.; Bischofberger, R. High-resolution, high-aspect-ratio iridium–nickel composite nanoimprint molds. J. Vac. Sci. Technol. B 2016, 34, 061804. [Google Scholar] [CrossRef]
- Xie, H.; Huang, H.X.; Peng, Y.J. Rapid fabrication of bio-inspired nanostructure with hydrophobicity and antireflectivity on polystyrene surface replicating from cicada wings. Nanoscale 2017, 9, 11951–11958. [Google Scholar] [CrossRef] [PubMed]
- Park, S.; Schift, H.; Padeste, C.; Schnyder, B.; Kotz, R.; Gobrecht, J. Anti-adhesive layers on nickel stamps for nanoimprint lithography. Microelectron. Eng. 2004, 73-4, 196–201. [Google Scholar] [CrossRef]







© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fu, X.; Chen, Q.; Chen, X.; Zhang, L.; Yang, A.; Cui, Y.; Yuan, C.; Ge, H. A Rapid Thermal Nanoimprint Apparatus through Induction Heating of Nickel Mold. Micromachines 2019, 10, 334. https://doi.org/10.3390/mi10050334
Fu X, Chen Q, Chen X, Zhang L, Yang A, Cui Y, Yuan C, Ge H. A Rapid Thermal Nanoimprint Apparatus through Induction Heating of Nickel Mold. Micromachines. 2019; 10(5):334. https://doi.org/10.3390/mi10050334
Chicago/Turabian StyleFu, Xinxin, Qian Chen, Xinyu Chen, Liang Zhang, Aibin Yang, Yushuang Cui, Changsheng Yuan, and Haixiong Ge. 2019. "A Rapid Thermal Nanoimprint Apparatus through Induction Heating of Nickel Mold" Micromachines 10, no. 5: 334. https://doi.org/10.3390/mi10050334
APA StyleFu, X., Chen, Q., Chen, X., Zhang, L., Yang, A., Cui, Y., Yuan, C., & Ge, H. (2019). A Rapid Thermal Nanoimprint Apparatus through Induction Heating of Nickel Mold. Micromachines, 10(5), 334. https://doi.org/10.3390/mi10050334