Poly(methyl methacrylate) Coating of Titanium Workpieces to Reduce Burrs in Micro-drilling


Abstract
:1. Introduction
2. Materials and Methods
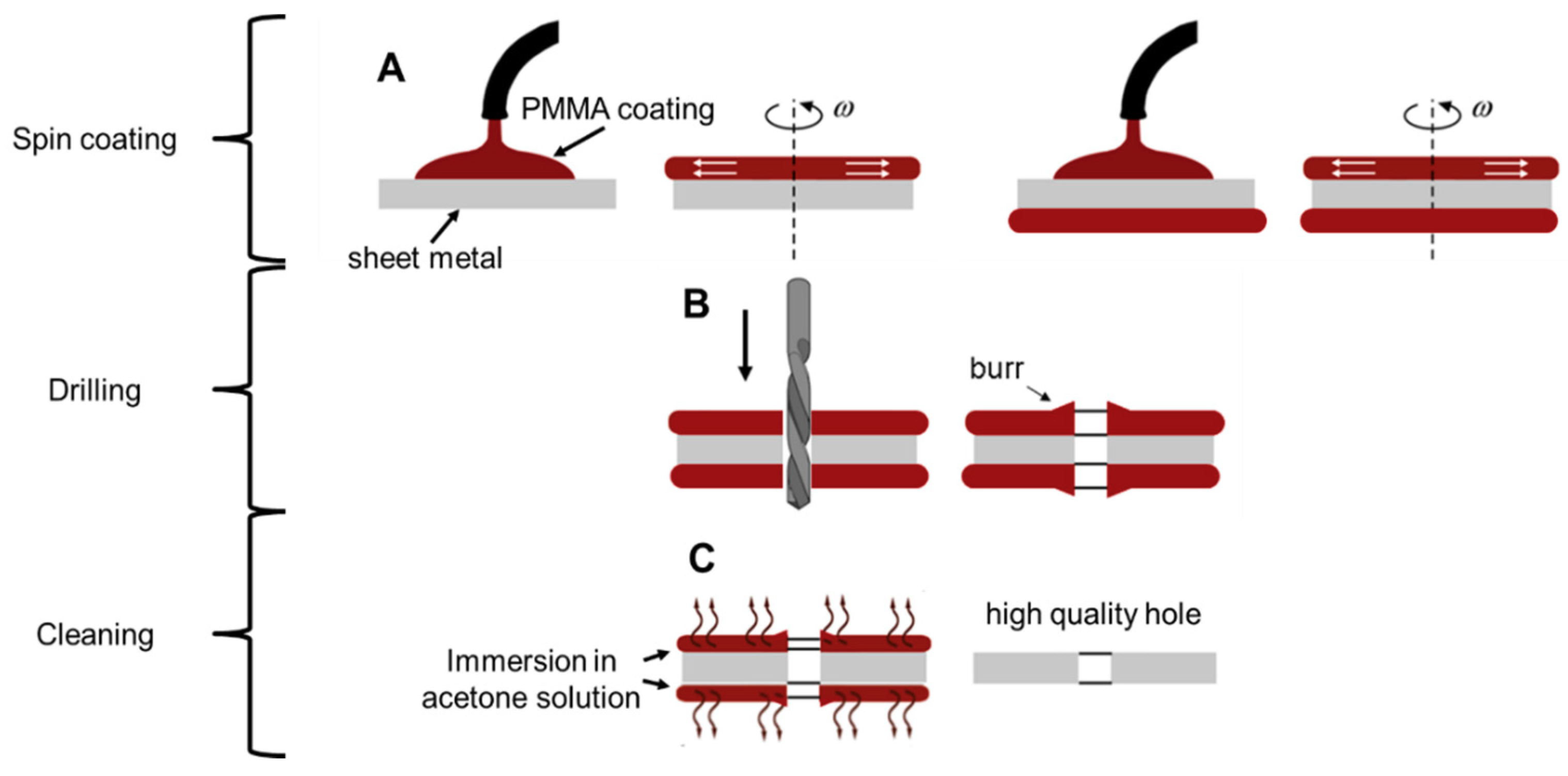
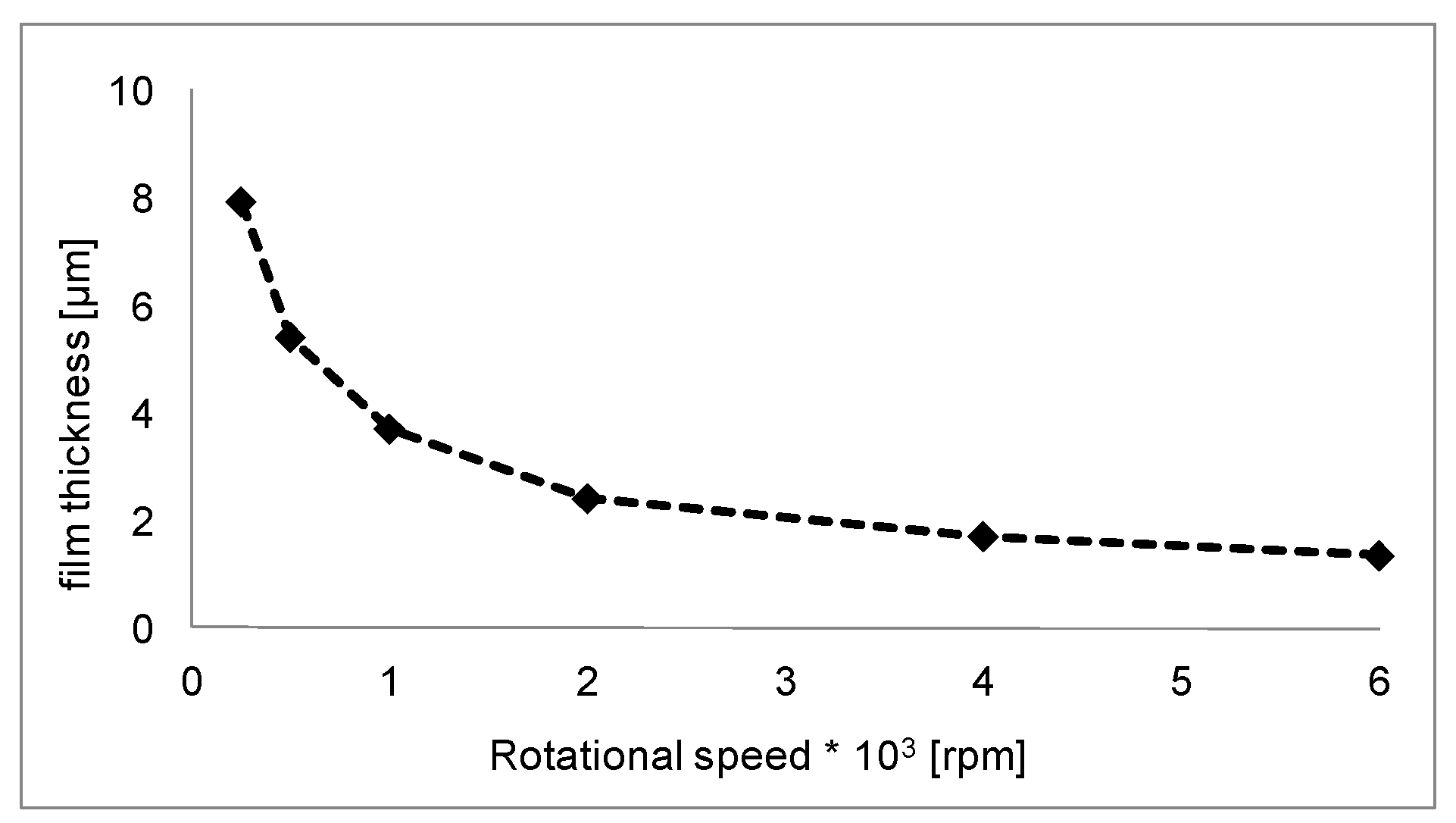
2.1. Coating Process
- ensure a low and controlled film deposition that contributes a negligible amount to the workpiece thickness;
- guarantee good adhesion between the substrate and the film to avoid detachment during the micro-drilling process;
- use a material that can be easily removed, avoiding any modification to the machined surface.
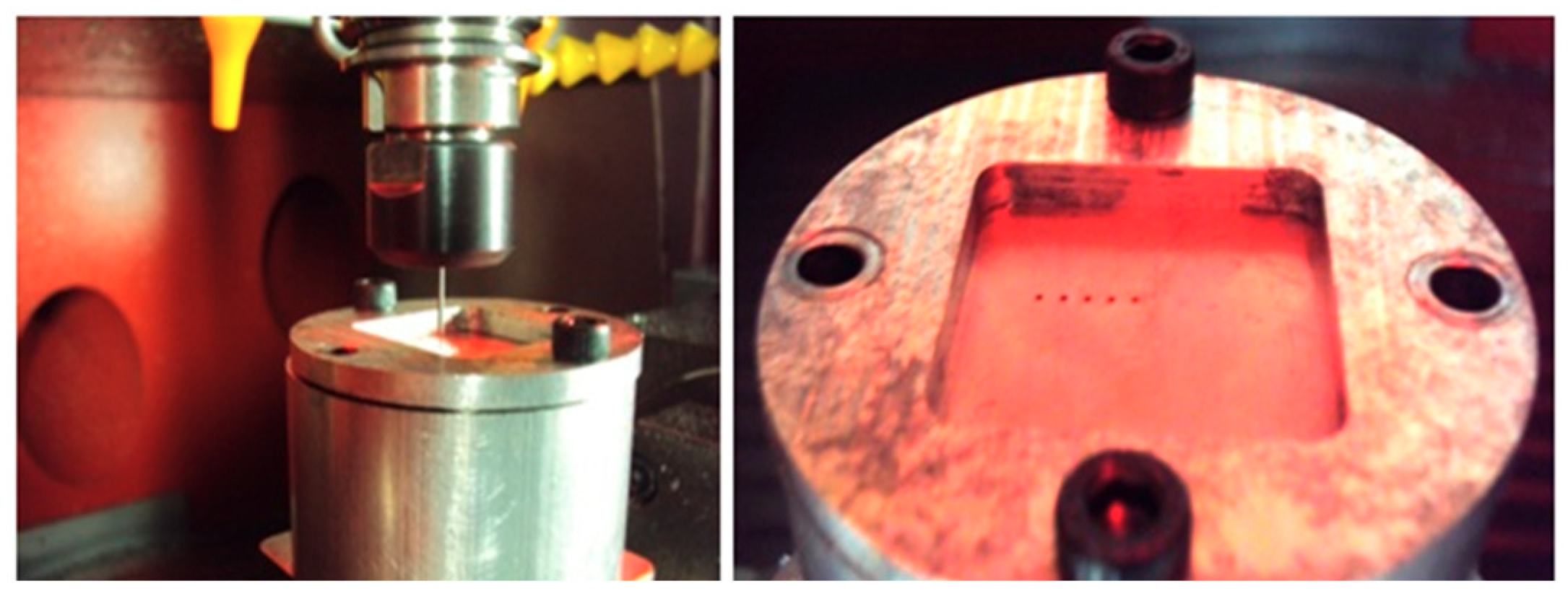
2.2. Micro-drilling Process
3. Results
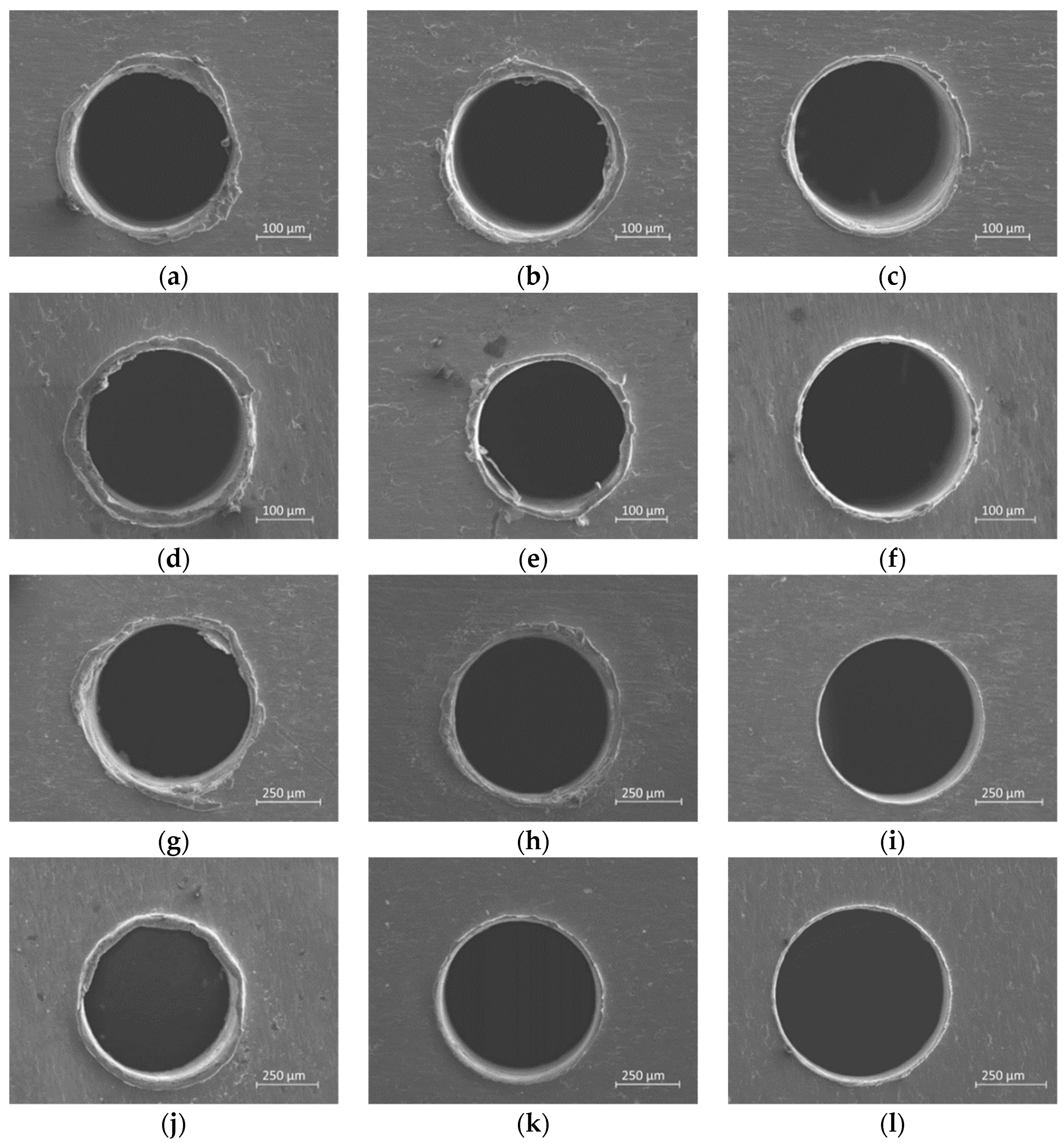
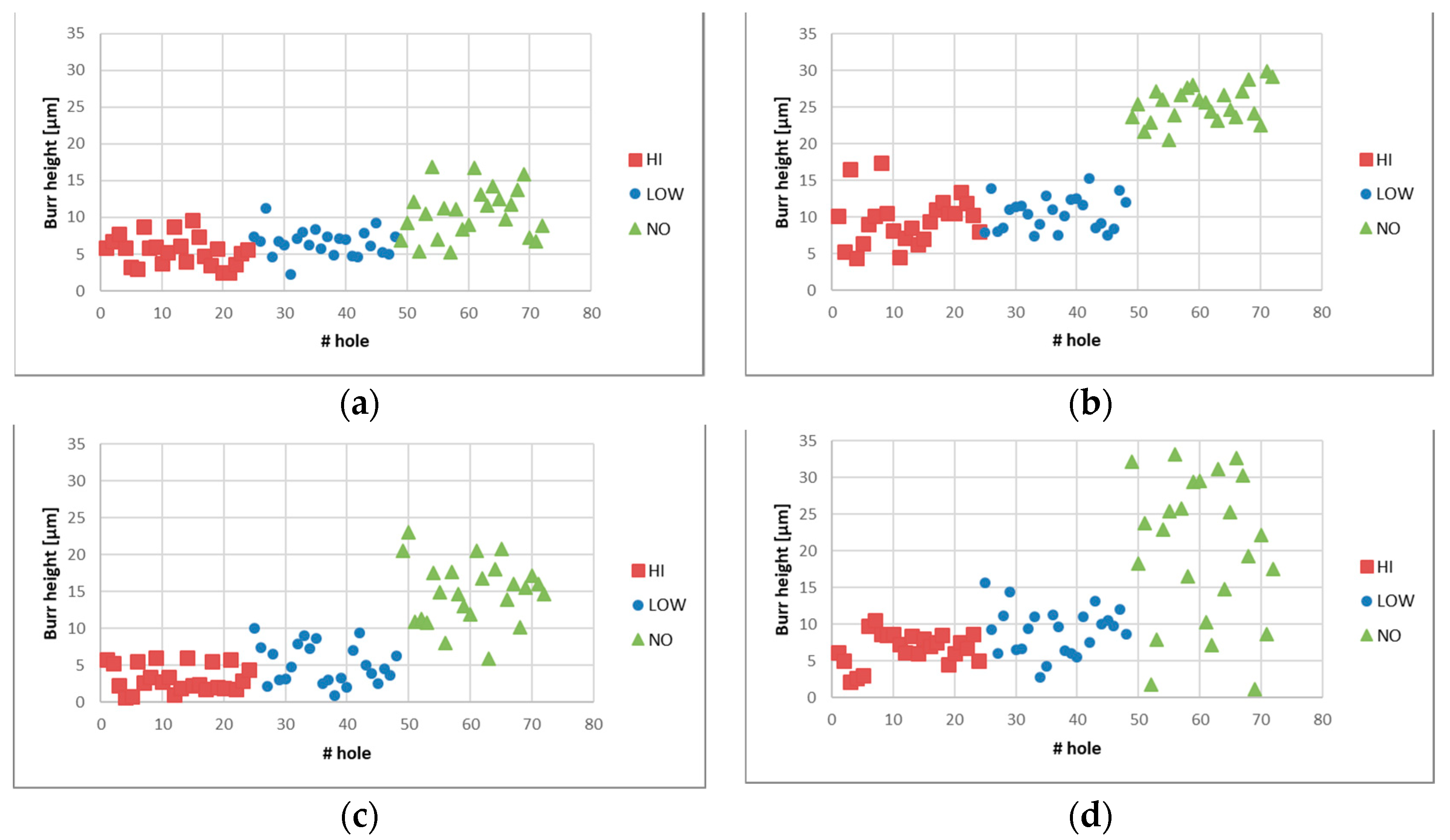
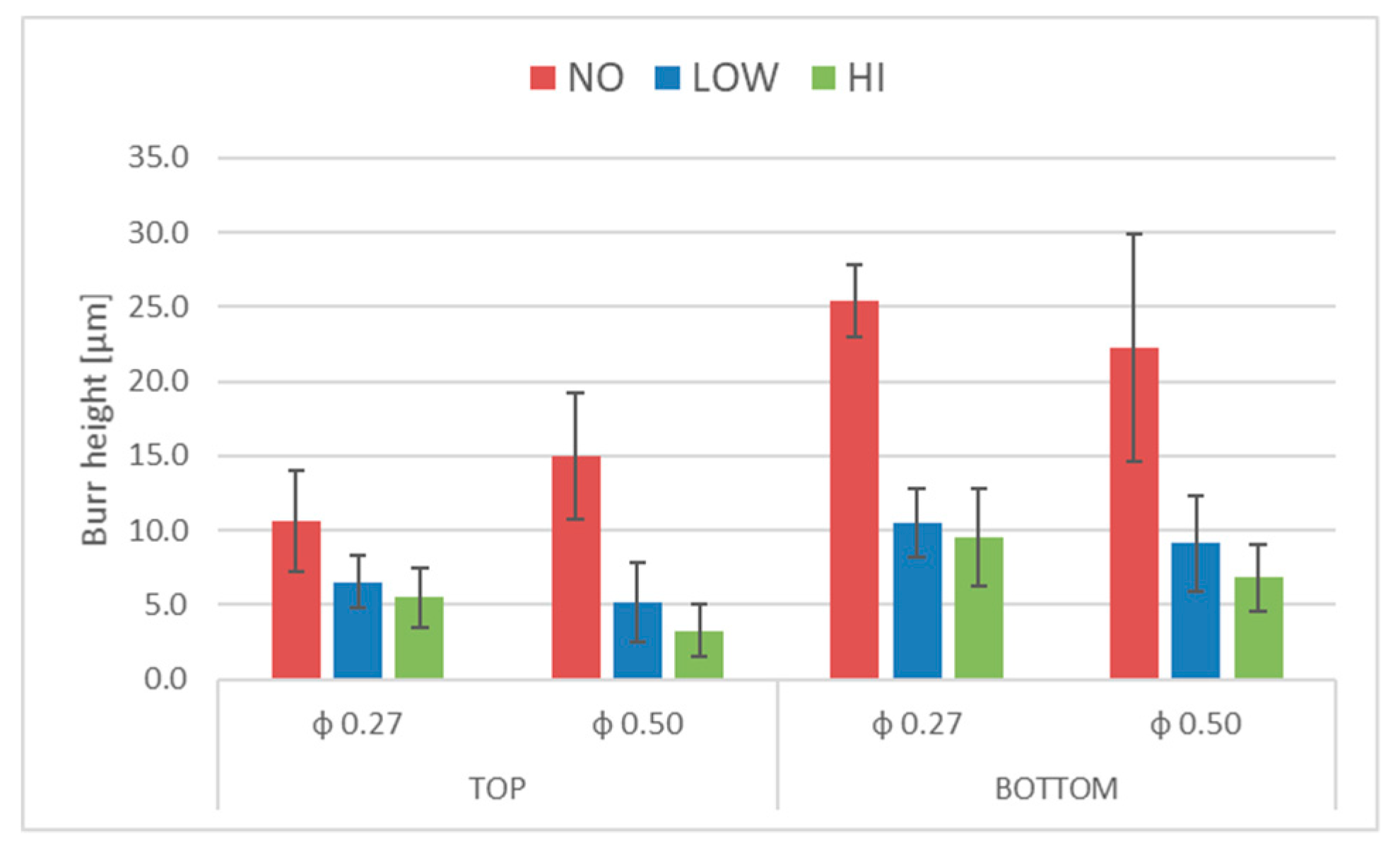
- Superior burr reduction is obtained for 0.50-mm holes compared with 0.27-mm holes. In particular, as reported in Table 4, the burrs generated on the top surface with the 0.5 drill diameter are reduced by 65% and 78% for LOW and HI coating thickness; on the contrary, a reduction of 38% and 48% is obtained with the 0.27 drill. Regarding the bottom surface, the burr height reduction is similar for both drills tested.
- The efficacy of the technique reduces bottom burr height by more than 50% in all tests, the minimum burr height recorded for top burr height is 38% (Table 4).
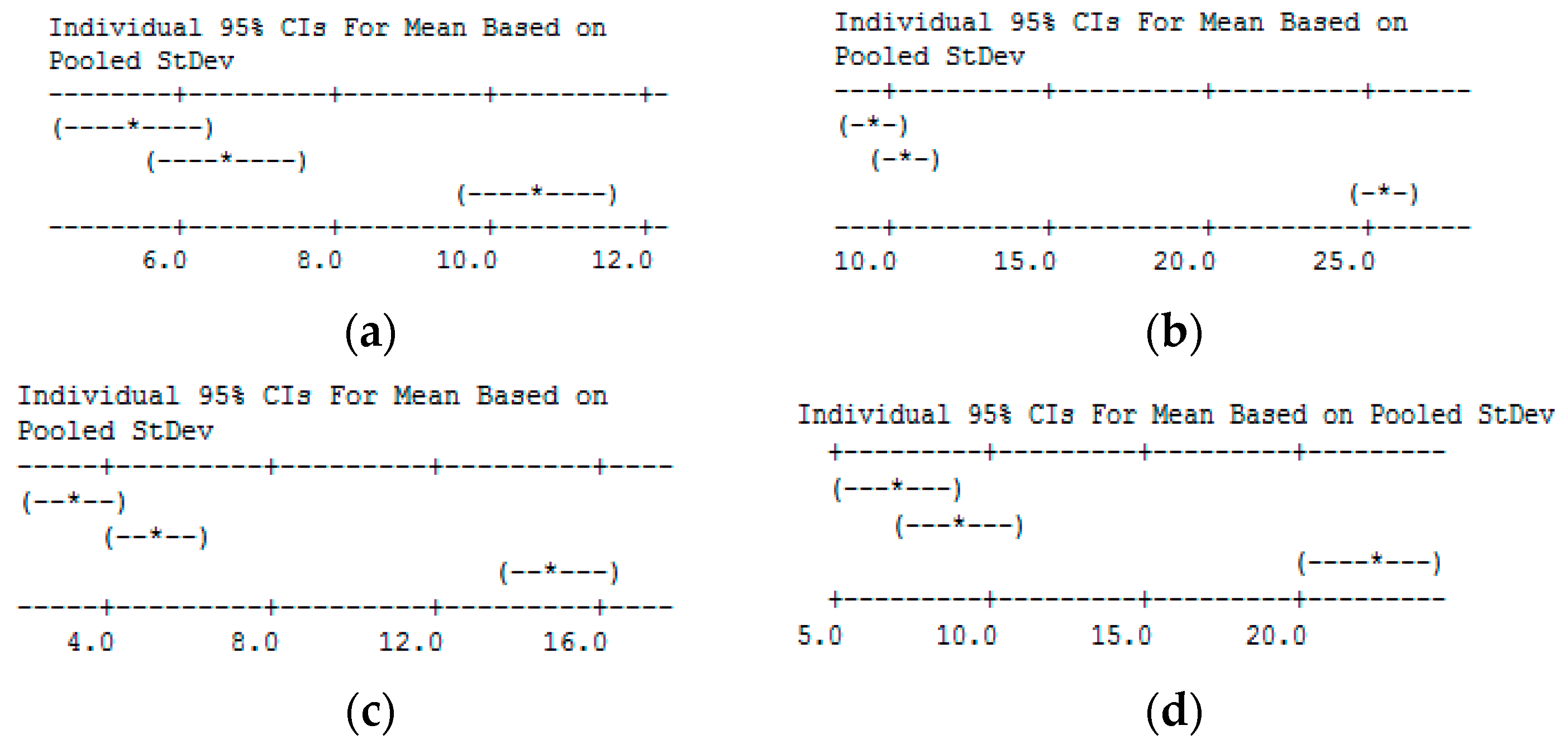
- A reduction in standard deviation is seen between coated and uncoated holes indicating that a more uniform burr is produced. This results is more evident in the case of bottom burr generated by the 0.5 drill diameter were a reduction of 50% of standard deviation is achieved (Figure 12).
4. Conclusions
Funding
Acknowledgments
Conflicts of Interest
References
- Masuzawa, T. State of the art of micromachining. Cirp Ann. 2000, 49, 473–488. [Google Scholar] [CrossRef]
- Ramsden, J.J.; Allen, D.M.; Stephenson, D.J.; Alcock, J.R.; Peggs, G.N.; Fuller, G.; Goch, G. The design and manufacture of biomedical surfaces. Cirp Ann. 2007, 56, 687–711. [Google Scholar] [CrossRef]
- Stirn, B.; Lee, K.; Dornfeld, D. Burr Formation in Micro Drilling. In Proceedings of the Sixteenth Annual Meeting of the American Society for Precision Engineering, Arlington, VA, USA, 2001; pp. 473–476. [Google Scholar]
- Stein, J.M.; Dornfeld, D. Burr formation in drilling miniature holes. Cirp Ann. 1997, 46, 63–67. [Google Scholar] [CrossRef]
- Neugebauer, R.; Schmidt, G.; Dix, M. Size Effect in Drilling Burr Formation. In Burrs—Analysis, Control and Removal; Springer: Berlin, Germany, 2010. [Google Scholar]
- Giorleo, L.; Ceretti, E.; Giardini, C. ALD coated tools in micro drilling of Ti Sheet. Cirp Ann. 2011, 60, 595–598. [Google Scholar] [CrossRef]
- Lee, K.; Dornfeld, D. Micro-burr formation and minimization through process control. Precis. Eng. 2005, 29, 246–252. [Google Scholar] [CrossRef]
- Lin, T.R.; Shyu, R.F. Improvement of tool life and exit burr using variable feeds when drilling stainless steel with coated drills. Int. J. Adv. Manuf. Technol. 2000, 16, 308–313. [Google Scholar] [CrossRef]
- Gariani, S.; Shyha, I.; Inam, F.; Huo, D. Evaluation of a novel controlled cutting fluid impinging supply system when machining titanium alloys. Appl. Sci. 2017, 7, 560. [Google Scholar] [CrossRef]
- Wyen, C.F.; Jaeger, D.; Wegener, K. Influence of cutting edge radius on surface integrity and burr formation in milling titanium. Int. J. Adv. Manuf. Technol. 2013, 67, 589–599. [Google Scholar] [CrossRef]
- da Silva, L.C.; da Mota, P.R.; da Silva, M.B.; Sales, W.F.; Machado, Á.R.; Jackson, M.J. Burr height minimization using the response surface methodology in milling of PH 13-8 Mo stainless steel. Int. J. Adv. Manuf. Technol. 2016, 87, 3485–3496. [Google Scholar] [CrossRef]
- Sugita, N.; Shu, L.; Kimura, K.; Arai, G.; Arai, K. Dedicated drill design for reduction in burr and delamination during the drilling of composite materials. Cirp Ann. 2019, 68, 89–92. [Google Scholar] [CrossRef]
- Takeyama, H.; Kato, S. Burrless drilling by means of ultrasonic vibration. Cirp Ann. 1991, 40, 83–86. [Google Scholar] [CrossRef]
- Hussein, R.; Sadek, A.; Elbestawi, M.A.; Attia, M.H. Elimination of delamination and burr formation using high-frequency vibration-assisted drilling of hybrid CFRP/Ti6Al4V stacked material. Int. J. Adv. Manuf. Technol. 2019, in press. [Google Scholar] [CrossRef]
- Pilny, L.; De Chiffre, L.; Pìska, M.; Villumsen, M.F. Hole quality and burr reduction in drilling aluminium sheets. Cirp J. Manuf. Sci. Technol. 2012, 5, 102–107. [Google Scholar] [CrossRef]
- Huang, X.; Zheng, L.; Wang, C.; Wang, L.; Lin, D.; Liao, B.; Zhang, L. Drilling Characteristic of Entry Board and the Influence on PCB Microdrilling Process. In Proceedings of the 2016 11th International Microsystems, Packaging, Assembly and Circuits Technology Conference (IMPACT), Taipei, Taiwan, 26–28 October 2016. [Google Scholar]
- Drilling and Routing Subcommittee (4–12) of the Fabrication Processes Committee (4-10) of IPC. IPC-DR-572A Standard: Drilling Guidelines for Printed Boards; Association Connecting Electronics Industries: Bannockburn, IL, USA, 2007. [Google Scholar]
- Kim, D.W.; Lee, Y.S.; Oh, Y.T.; Chu, C.N. Prevention of exit burr in microdrilling of metal foils by using a cyanoacrylate adhesive. In. J. Adv. Manuf. Technol. 2006, 27, 1071–1076. [Google Scholar] [CrossRef]
- Zhang, L.-C.; Chen, L.-Y. A review on biomedical titanium alloys: Recent progress and prospect. Adv. Eng. Mater. 2019, 21, 1801215. [Google Scholar] [CrossRef]
- Geetha, M.; Singh, A.K.; Asokamani, R.; Gogia, A.K. Ti based biomaterials, the ultimate choice for orthopaedic implants—A review. Prog. Mater. Sci. 2009, 54, 397–425. [Google Scholar] [CrossRef]
- Long, M.M.; Rack, H.J. Titanium alloys in total joint replacement—A materials science perspective. Biomaterials 1998, 19, 1621–1639. [Google Scholar] [CrossRef]
- Gepreel, M.A.H.; Niinomi, M.S. Biocompatibility of Ti-alloys for long-term implantation. J. Mech. Behav. Biomed. Mater. 2013, 20, 407–415. [Google Scholar] [CrossRef]
- Burroughs, J.H.; Bradley, D.D.C.; Brown, A.R.; Marks, R.N.; Mackay, K.; Friend, R.H.; Burns, P.L.; Holmes, A.B. Light-emitting diodes based on conjugated polymers. Nature 1990, 347, 539–541. [Google Scholar] [CrossRef]
- Mihi, A.; Ocana, M.; Miguez, H. Oriented colloidal-crystal thin films by spin-coating microspheres dispersed in volatile media. Adv. Mater. 2006, 18, 2244–2249. [Google Scholar] [CrossRef]
- Damon, G.F. The Effect of Whirler Acceleration on the Properties of the Photoresist Film. In Proceedings of the Kodak Seminar on Microemulsion, Rochester, NY, USA, 1967. [Google Scholar]
- Klocke, F.; Gerschwiler, K.; Abouridouane, M. Size effects of micro drilling in steel. Prod. Eng. 2009, 3, 69–72. [Google Scholar] [CrossRef]
- Min, S.; Kim, J.; Dornfeld, D. Development of a drilling burr control chart for low alloy steel AISI 4118. J. Mater. Proc. Technol. 2001, 113, 4–9. [Google Scholar] [CrossRef]
- Kim, J.; Min, S.; Dornfeld, D.A. Optimization and control of drilling burr formation of AISI 304L and AISI 4118 based on drilling burr control charts. Int. J. Mach. Tools Manuf. 2001, 41, 923–936. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Composition (Wt %) | Dimension (mm) | f (rpm) | h (μm) |
|---|---|---|---|---|
| Ti grade 2 | C: Max 0.1 Fe: Max 0.3 H: Max 0.015 N: Max 0.03 O: Max 0.25 Ti: 99.2 | Length and width: 3 Thickness: 0.5 | 250 | 7.9 |
| 500 | 5.4 |
| Test | Drill Diameter ϕ (mm) | Drill Tool Spindle Speed (rpm) | Feed (mm/min) | Coating Thickness (µm) |
|---|---|---|---|---|
| 1 | 0.27 | 1705 | 5.11 | 0 |
| 2 | 0.27 | 1705 | 5.11 | 5.4 |
| 3 | 0.27 | 1705 | 5.11 | 7.9 |
| 4 | 0.5 | 2228 | 8.9 | 0 |
| 5 | 0.5 | 2228 | 8.9 | 5.4 |
| 6 | 0.5 | 2228 | 8.9 | 7.9 |
| Drill Test | Top-φ = 0.27 mm | Bottom-φ = 0.27 mm | Top-φ = 0.50 mm | Bottom-φ = 0.50 mm | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Replica | HI | LOW | NO | HI | LOW | NO | HI | LOW | NO | HI | LOW | NO |
| 1 | 5.9 | 6.5 | 9.9 | 10.0 | 10.4 | 23.9 | 3.3 | 5.6 | 14.6 | 6.0 | 9.9 | 22.2 |
| 2 | 6.4 | 6.9 | 11.2 | 7.7 | 10.4 | 26.0 | 3.3 | 4.6 | 14.8 | 7.5 | 7.1 | 22.7 |
| 3 | 4.2 | 6.3 | 10.8 | 11.0 | 10.8 | 26.2 | 3.3 | 5.3 | 15.6 | 6.8 | 10.4 | 21.9 |
| Parameter | p-Value | |||
|---|---|---|---|---|
| φ 0.27 | φ 0.50 | |||
| Top | Bottom | Top | Bottom | |
| Coating | 0.001 | 0.001 | 0.001 | 0.001 |
| Replica | 0.36 | 0.157 | 0.876 | 0.931 |
| Interaction | 0.645 | 0.173 | 0.97 | 0.7 |
| Hole Position | φ | LOW | HI |
|---|---|---|---|
| Top | φ 0.27 | 38% | 48% |
| φ 0.50 | 65% | 78% | |
| Bottom | φ 0.27 | 59% | 62% |
| φ 0.50 | 59% | 69% |
© 2019 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Giorleo, L. Poly(methyl methacrylate) Coating of Titanium Workpieces to Reduce Burrs in Micro-drilling. Micromachines 2019, 10, 838. https://doi.org/10.3390/mi10120838
Giorleo L. Poly(methyl methacrylate) Coating of Titanium Workpieces to Reduce Burrs in Micro-drilling. Micromachines. 2019; 10(12):838. https://doi.org/10.3390/mi10120838
Chicago/Turabian StyleGiorleo, Luca. 2019. "Poly(methyl methacrylate) Coating of Titanium Workpieces to Reduce Burrs in Micro-drilling" Micromachines 10, no. 12: 838. https://doi.org/10.3390/mi10120838
APA StyleGiorleo, L. (2019). Poly(methyl methacrylate) Coating of Titanium Workpieces to Reduce Burrs in Micro-drilling. Micromachines, 10(12), 838. https://doi.org/10.3390/mi10120838