Cleaner Production Applied in a Small Furniture Industry in Brazil: Addressing Focused Changes in Design to Reduce Waste

 , ,
, ,  ,
,
Abstract
:1. Introduction
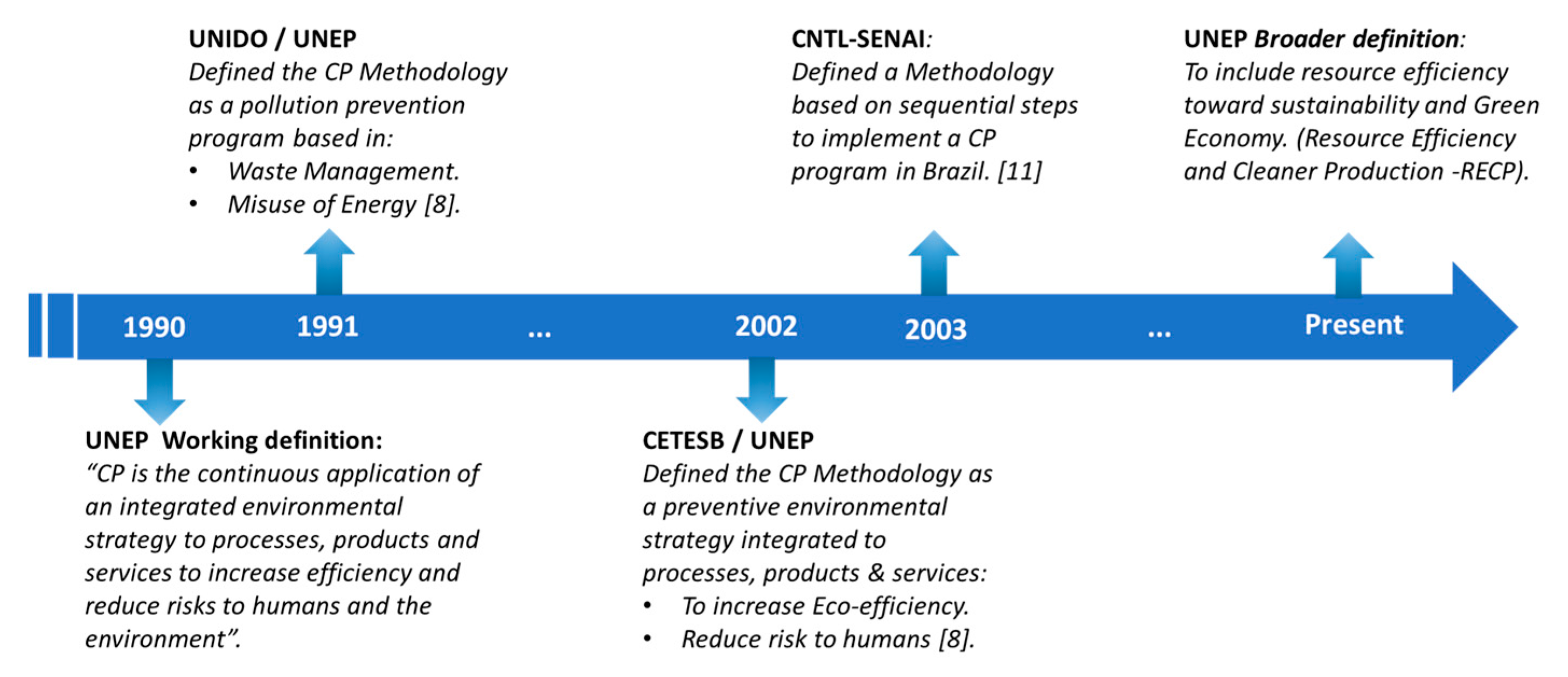
Literature Review
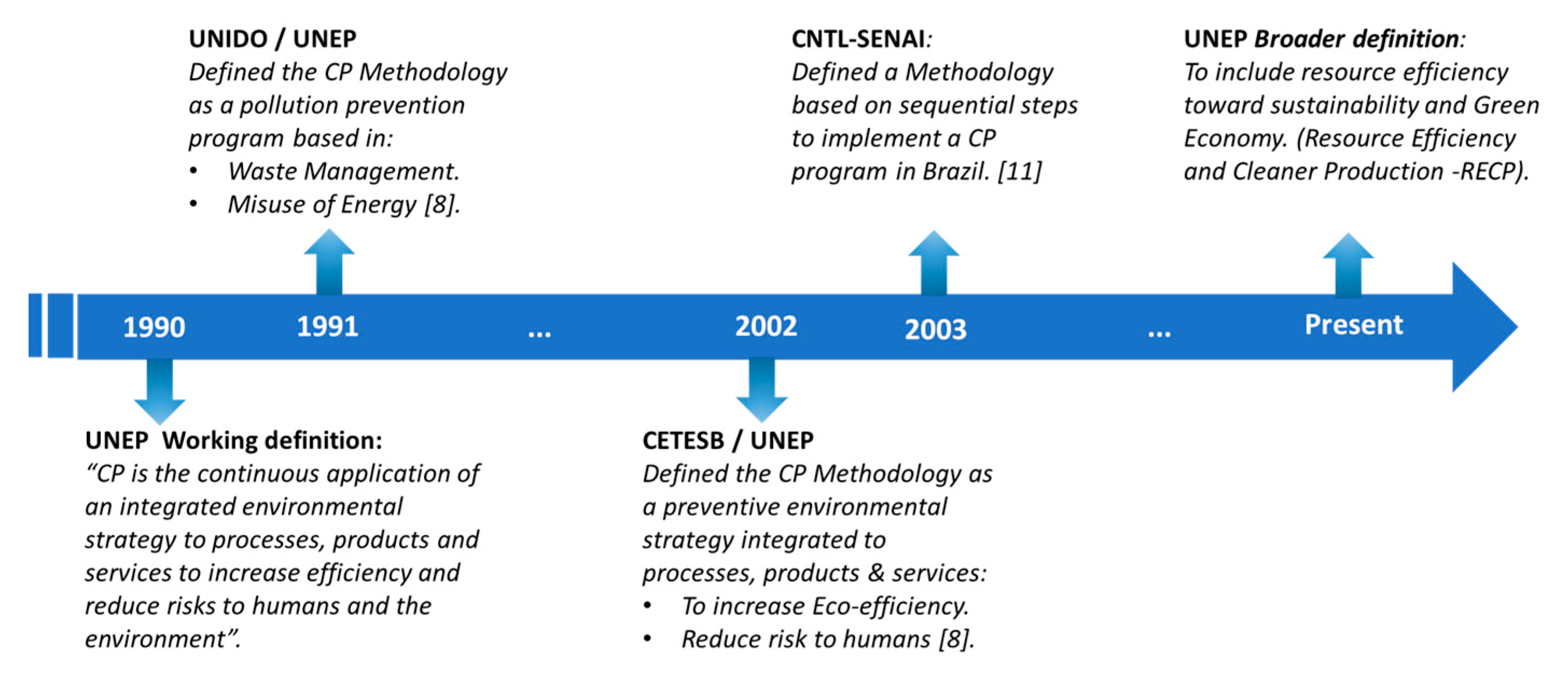
- It requires commitment from management, staff and operational levels, focused on a continuous improvement approach [10].
- It includes a defined methodology for the implementation [10].
- It can produce economic benefits such as reducing operating costs of materials and processes [11].
- It can improve the image of the company [9].
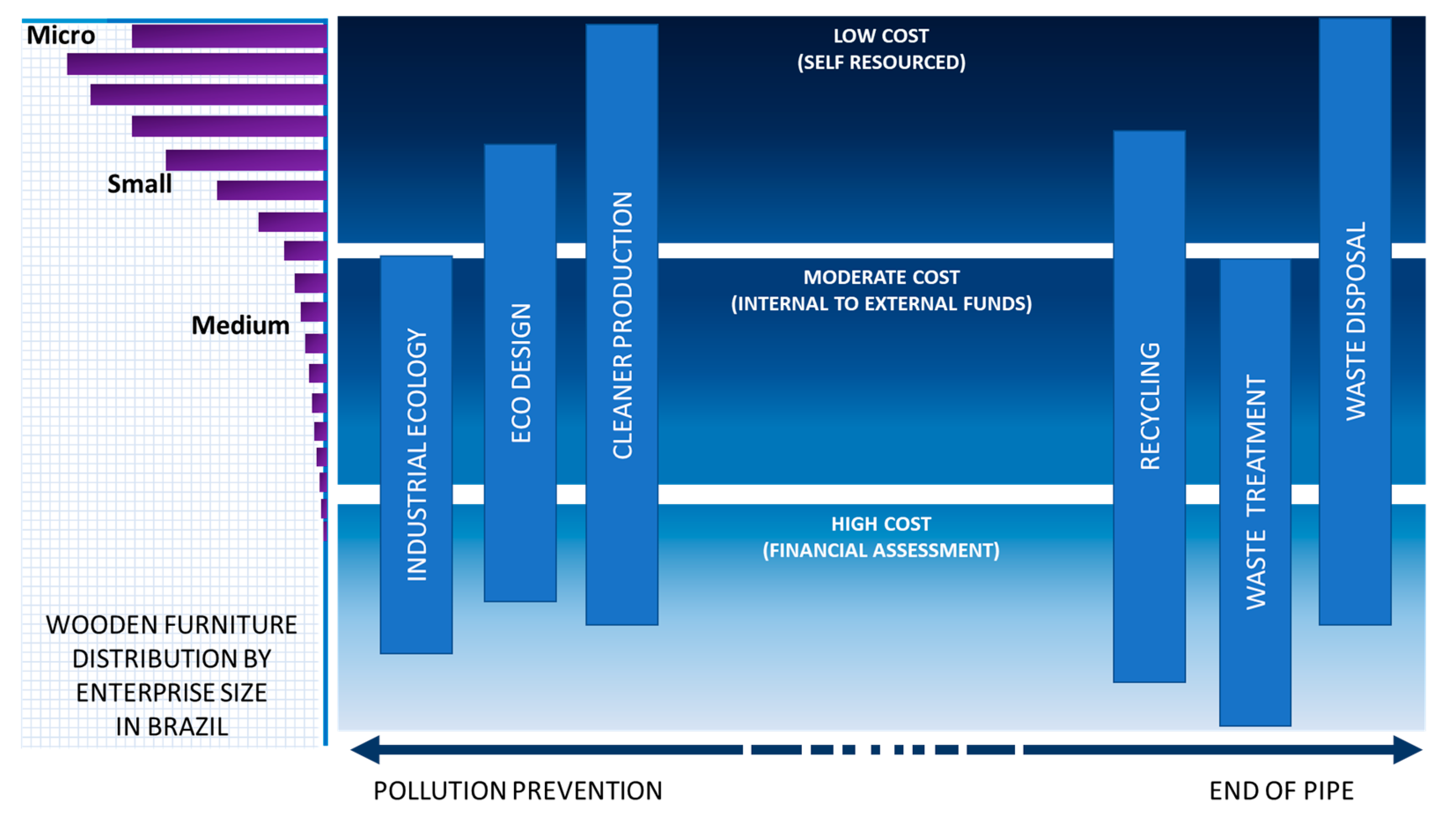
- It can be implemented from low-cost levels (self-sourced) to high-cost levels (financial assessment), depending on the cases and the scope of the program.
2. Materials and Method
2.1. Characterization of the Object of Study
2.2. Method
- Planning and organization, where the company was selected, defining the organizational context considering the size of the company, the type of management and the number of employees, differentiating the administrative level from the operative workforce.
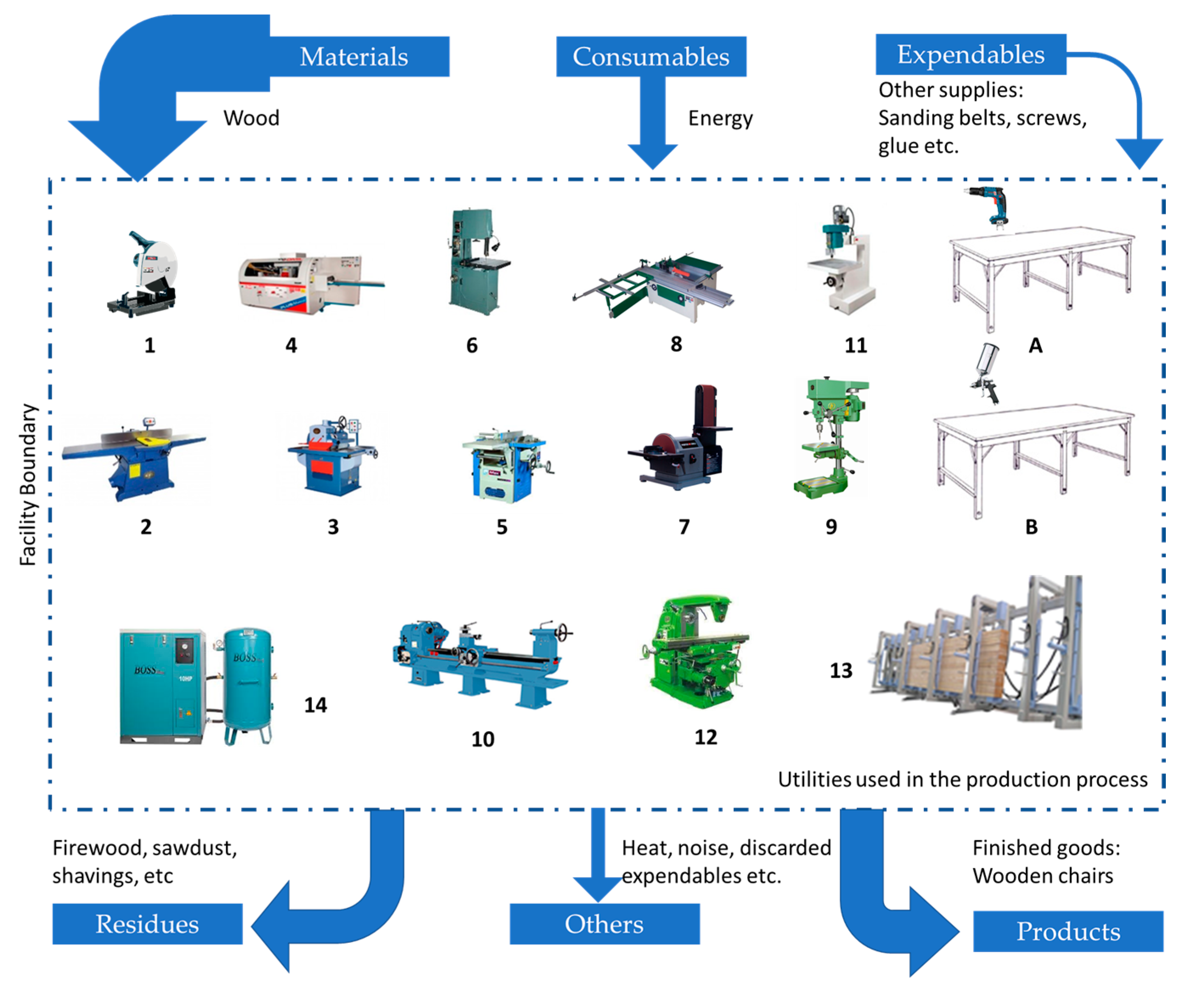
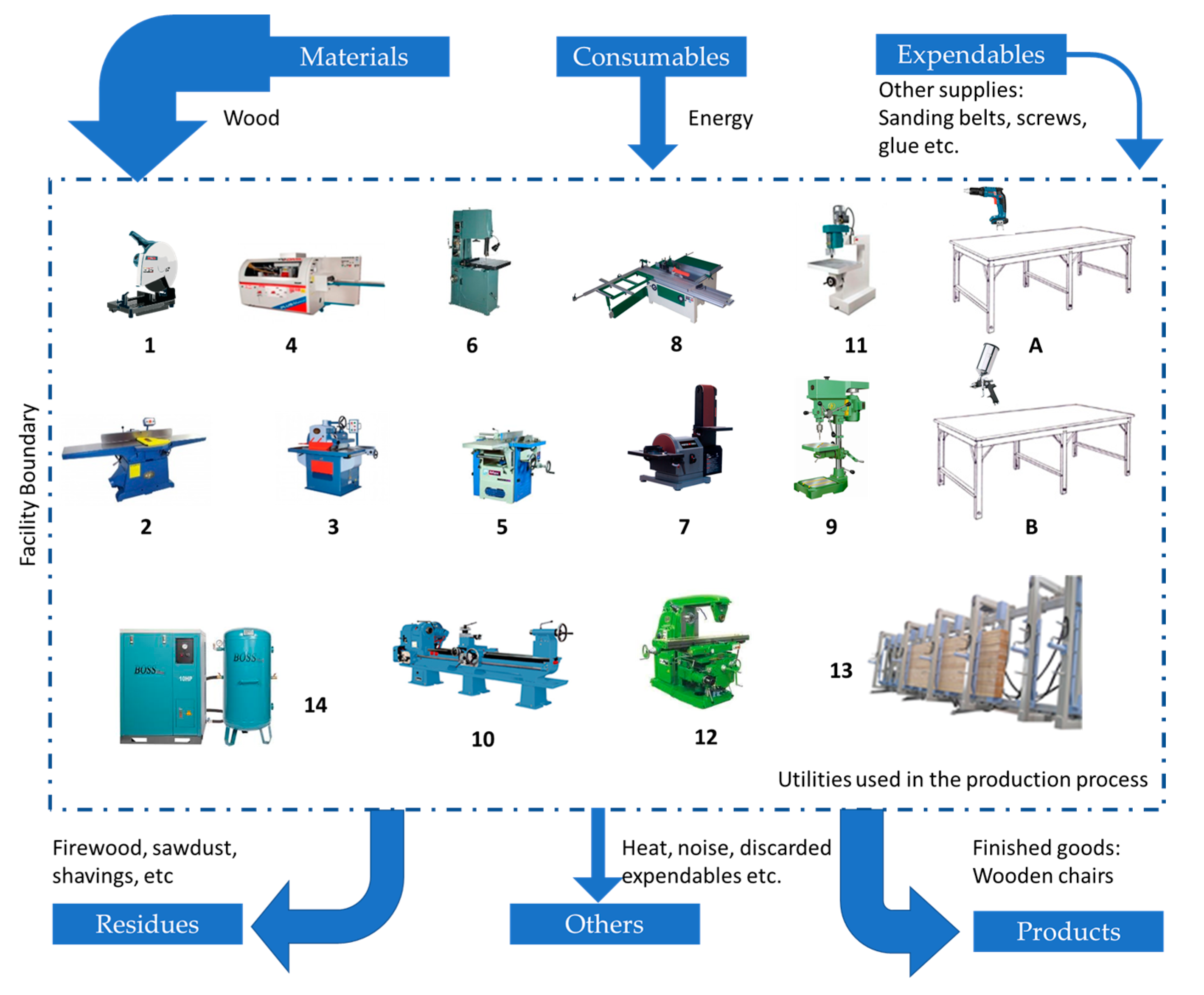
- Pre-evaluation. In this stage, the product was selected considering its relevance in the productive process and in the key aspects of the study, generally represented in a detailed list of a flow diagram of the production process.
- Evaluation. Here the mass balance was calculated for every step of the production process, by quantifying the inputs and outputs generated in each process, identifying the sources and causes of waste in materials, energy and water. Analysis of the flowchart, brainstorming and mass balances were made to identify CP opportunities.
- Feasibility study and implementation. In these final steps, product modification is implemented with the purpose of reducing material consumption and energy consumption, along with the related reduction in waste. At this stage a new design is proposed considering ecodesign parameters. The proposed product changes directly affect the production, and therefore, the residues and energy consumption.
3. Results
3.1. Planning and Organization
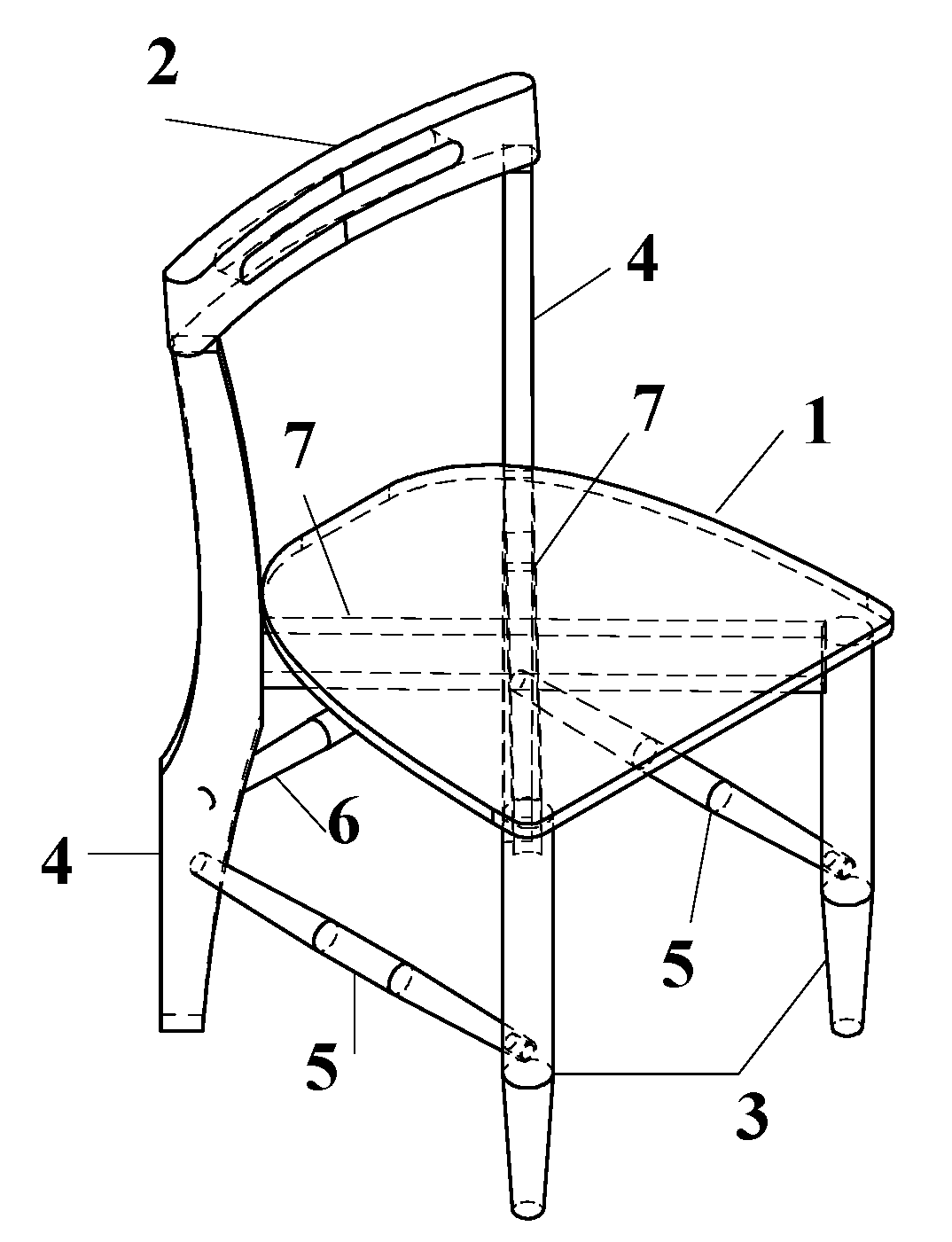
3.2. Pre-Evaluation
3.3. Evaluation
3.4. Feasibility Study and Implementation
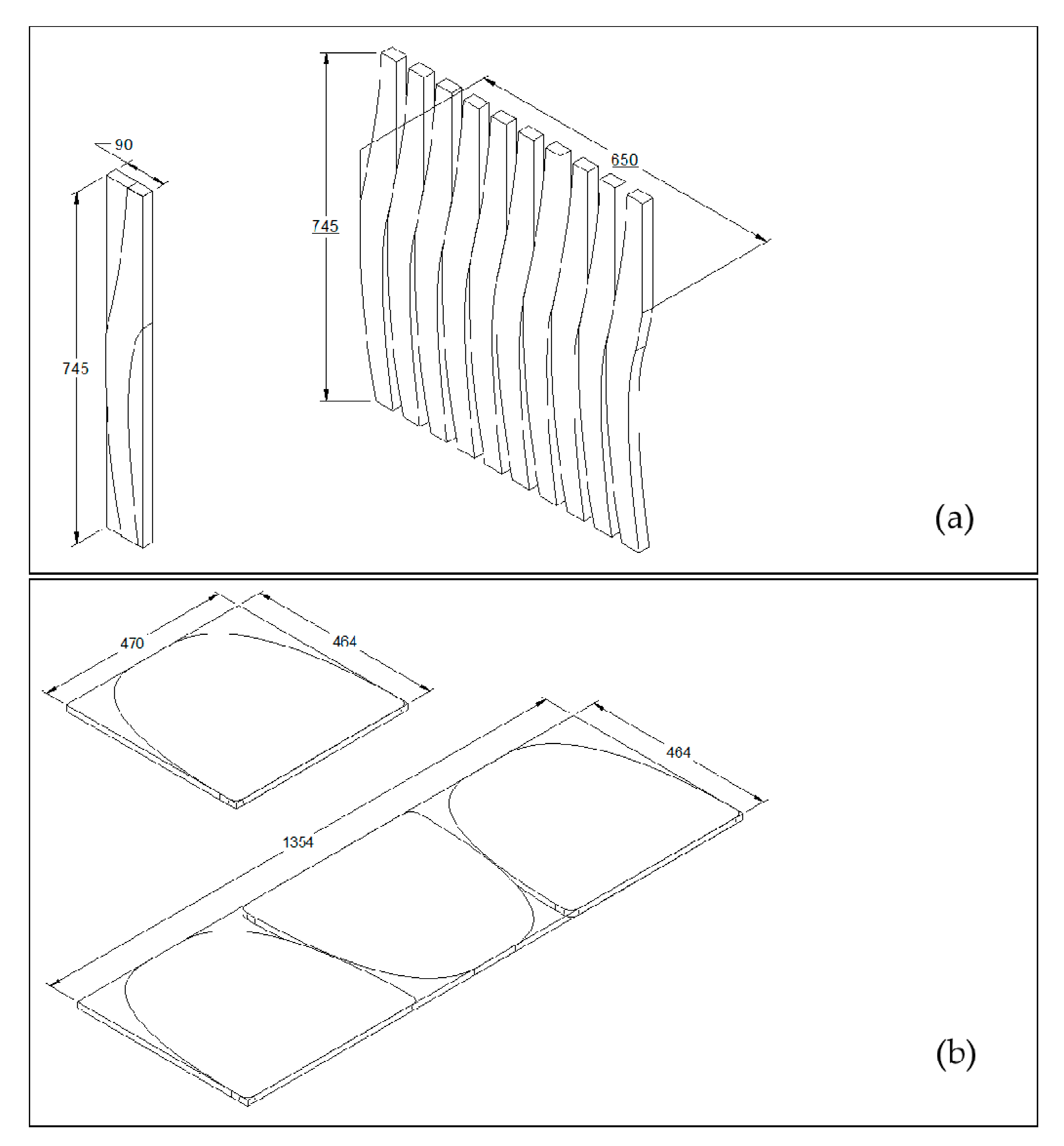
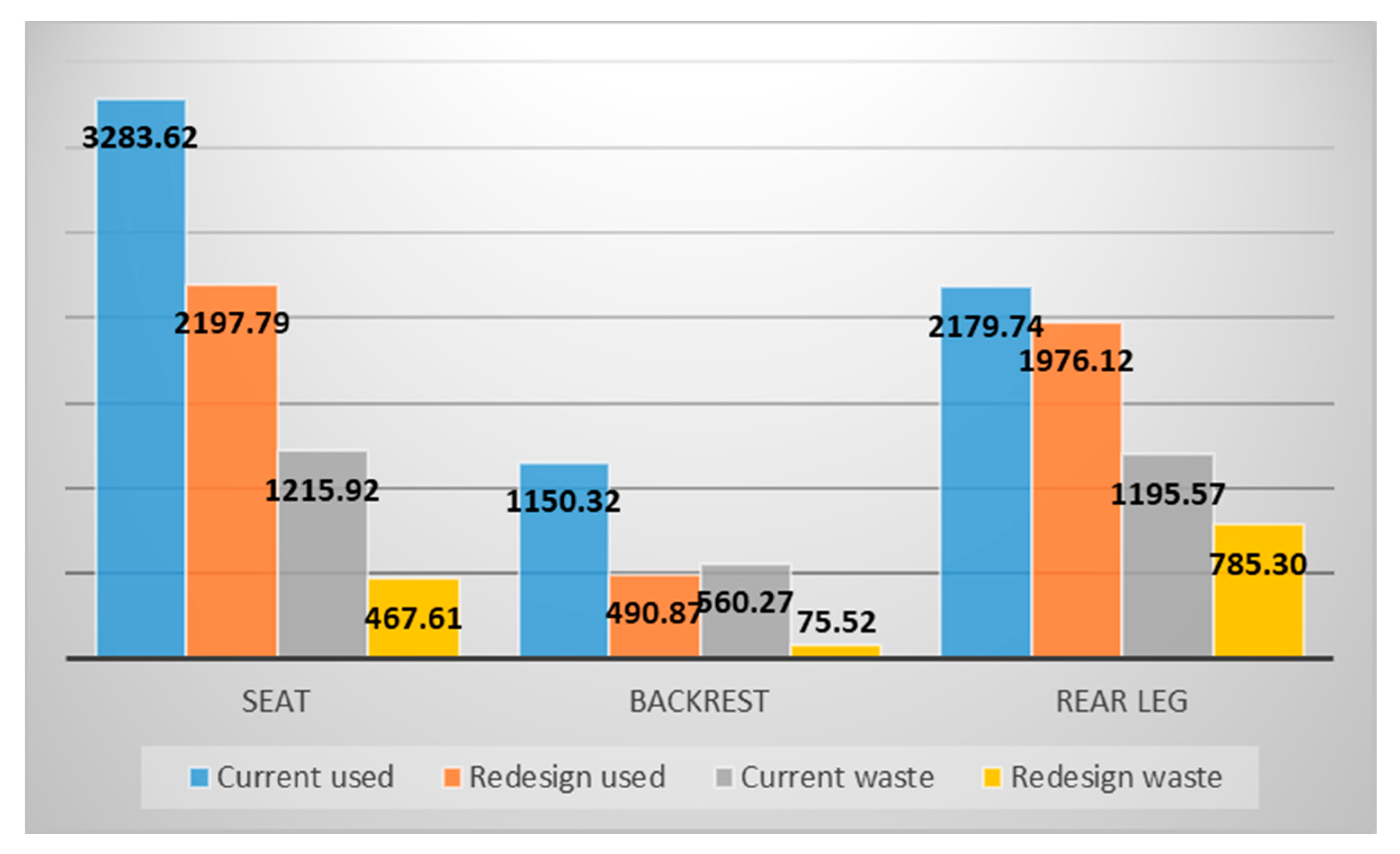
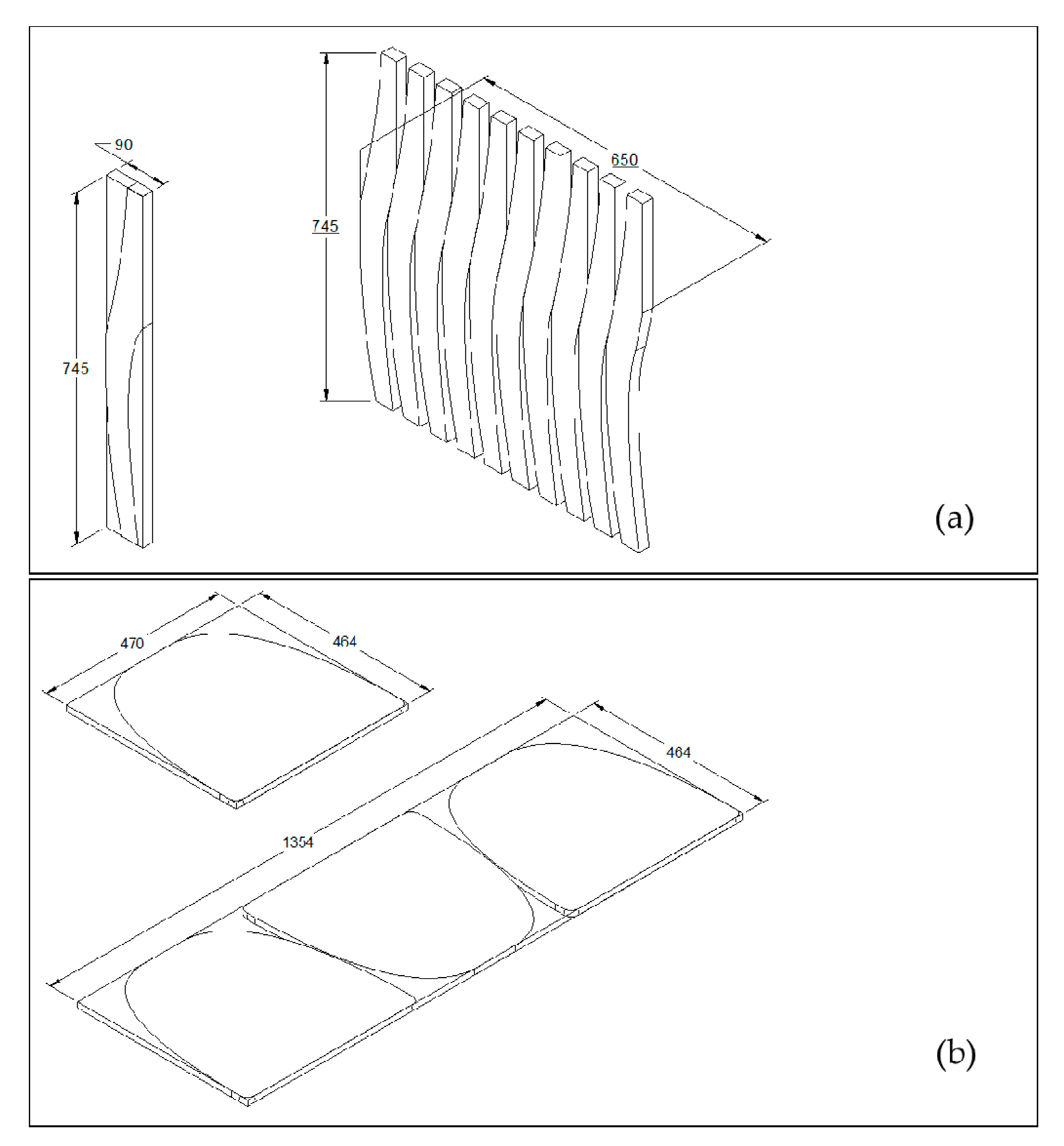
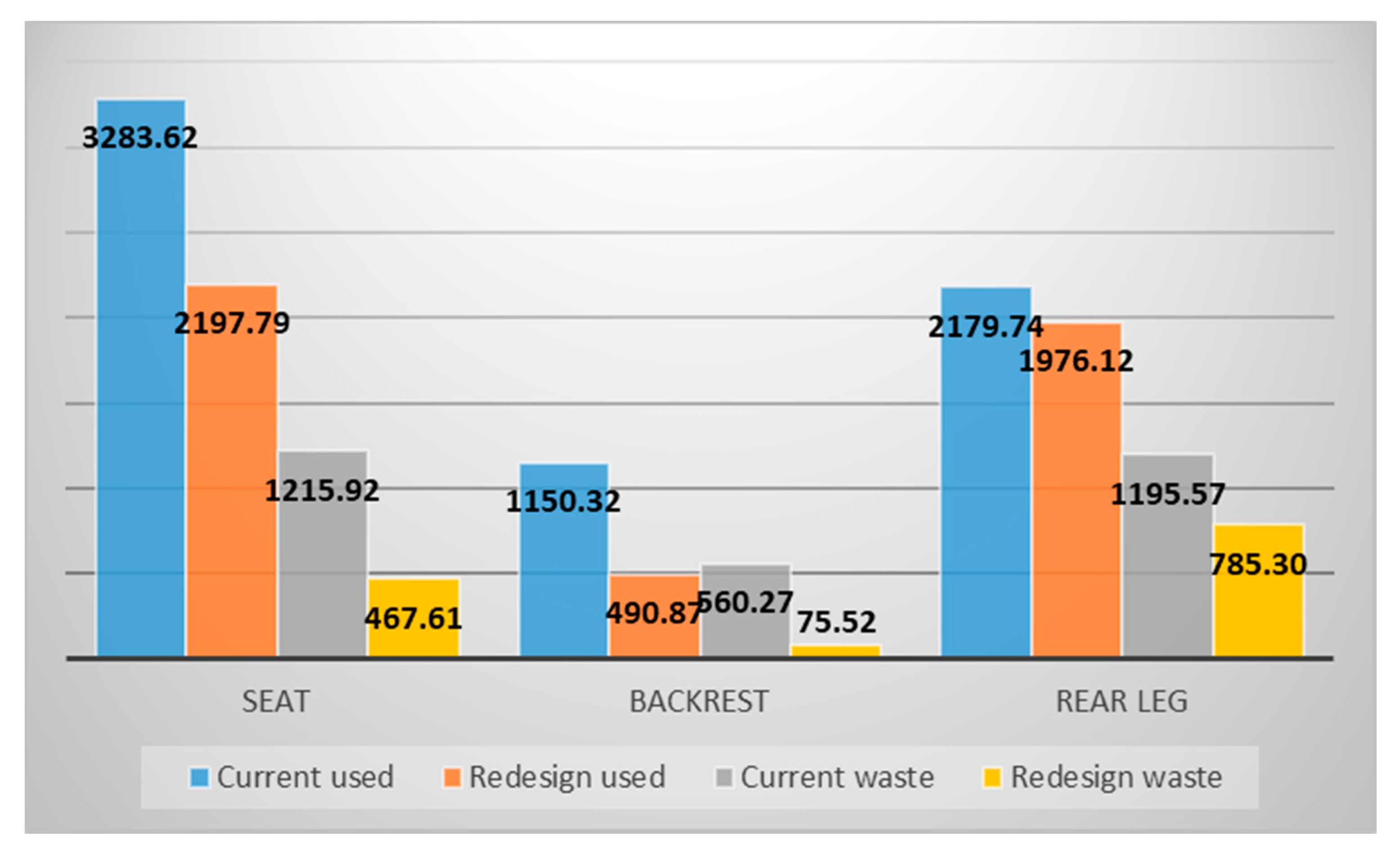
- Product design considering component modulation within the dimensions of the raw material.
- Product design substituting materials in components.
- Product design reshaping in order to reduce material.
4. Discussion
5. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Oladoski, D.P. Yields, Wastes and Considerations about to Enhances in the Process in Plates Industry Compensated. Master’s Dissertation, Universidade Federal do Paraná, Curitiba-PR, Brazil, 2001. (In Portuguese). [Google Scholar]
- Fontes, P.J.P. Self-Sufficiency Energetica in Sawmill of Pinus and Use of Residues. Master’s Dissertation, Universidade Federal do Paraná, Curitiba-PR, Brazil, 1994. (In Portuguese). [Google Scholar]
- Linkosalmi, L.; Husgafvel, R.; Fomkin, A.; Junnikkala, H.; Witikkala, T.; Kairi, M.; Dahl, O. Main factors influencing greenhouse gas emissions of wood-based furniture industry in Finland. J. Clean. Prod. 2016, 113, 596–605. [Google Scholar] [CrossRef]
- Guinski, G.S. Numbers Are Part of the Recently Launched Study ‘Potential Furniture Market in General 2016’. 2016. Available online: http://www.emobile.com.br/site/industria/iemi-relatorio-brasil-moveis-2016/ (accessed on 15 June 2017). (In Portuguese).
- Galinari, R.; Junior, J.R.T.; Morgado, R.R. The Competitiveness of the Brazilian Furniture Industry: Current Situation and Perspectives; BNDES Setorial: Brasilia, Brazil, 2013; pp. 227–272. (In Portuguese) [Google Scholar]
- Schneider, V.E.; Hillig, É.; Pavoni, E.T.; Rizzon, M.R.; Bertotto, L.A. Environmental management in the furniture industry—Case of study in the Bento Gonçalves municipality. In Proceedings of the XXIII Encontro Nacional de Engenharia de Produção (ENEGEP), Ouro Preto, Brasil, 21–24 October 2003. (In Portuguese). [Google Scholar]
- United Nations Environment Programme. Cleaner Production: A Training Resource Package. Available online: http://unicesar.ambientalex.info/infoCT/Producmaslimpia.pdf (accessed on 10 April 2017). (In Spanish).
- Kiperstok, A.; Silva, C.M. The responsibility of the pul and paper sector with regard to sustainable development: How much is enough. Water Sci. Technol. 2006, 55, 65–71. [Google Scholar] [CrossRef]
- Brazilian Business Council for Sustainable Development. Do It Yourself Cleaner Production Guide. Available online: http://cebds.org/publicacoes/guia-para-producao-mais-limpa-faca-voce-mesmo/#.WeXTsmjWzIU (accessed on 12 January 2017). (In Portuguese).
- National Center for Clean Technologies. Implementation of Program of Clearner Production. Available online: www.pha.poli.usp.br/LeArq.aspx?id%5Farq=7985 (accessed on 18 November 2016). (In Portuguese).
- Massote, C.H.R.; Santi, A.M.M. Implemen tation of a cleaner production program in a Brazilian wooden furniture factory. J. Clean. Prod. 2013, 46, 89–97. [Google Scholar] [CrossRef]
- Naveiro, R.M.; Pacheco, E.B.A.V.; Medina, H.D.V. Ecodesign: The development of product design oriented towards recycling. In Proceedings of the Brazilian Congress of Product Development and Management, Porto Alegre, Brazil, 4–7 September 2005. (In Portuguese). [Google Scholar]
- Venzke, C.S. Ecodesign in the Furniture Sector of Rio Grande do Sul. Rev. Eletrônica da Adm. 2002, 8, 69–84. (In Portuguese) [Google Scholar]
- Naime, R.; Ashton, E.; Hupffer, H.M. Do design ao ecodesign: Pequena história, conceitos e princípios from design to ecodesign: Little history, concepts and principles. Rev. Eletrônica em Gestão Educ. e Tecnol. Ambient. 2012, 7, 1510–1519. (In Portuguese) [Google Scholar]
- Pêgo, K.A.C. Guide for Insertion of Environmental Parameters in the Design of Wooden Furniture; Federal University of Minas Gerais: Barbacena, Brazil, 2010. (In Portuguese) [Google Scholar]
- Gorini, A.P.F. Overview of the Furniture Industry in Brazil, with Emphasis on External Competitiveness Based on the Development of the Industrial Chain of Solid Wood Products; Nacional Development Bank: Rio de Janeiro, Brazil, 1998. (In Portuguese) [Google Scholar]
- Brazilian Association of Furniture Industries. ABIMOVEL. 2001. Available online: http://www.abimovel.com/ (accessed on 15 April 2017). (In Portuguese).
- Brazilian Industrial Development Agency—Campinas State University. Wood and Furniture Sectoral Monitoring Report—Furniture Industry. Available online: https://www3.eco.unicamp.br/neit/images/stories/arquivos/RelatorioABDI/moveleira_vol-III_junho2009.pdf (accessed on 20 October 2016). (In Portuguese).
- Federation of Industries of the State of Rio de Janeiro. Diagnostic of the Furniture Industry. Available online: http://www.firjan.com.br/lumis/portal/file/fileDownload.jsp?fileId=2C908A8F4F4C1F2E014F5037FC7A5908 (accessed on 5 September 2016). (In Portuguese).
- Yin, R.K. Case Study Research: Design and Methods; Sage Publications Inc: Thousand Oaks, CA, USA, 1994. [Google Scholar]
- Da Silva, R.L.; Limiro, A. Handbook of Supersimples: Comments on the General Law on Micro and Small Enterprises (Supplementary Law 123/06); Juruá Editora: Brasilia, Brazil, 2007. (In Portuguese) [Google Scholar]
- Kozak, P.A.; Cortez, A.M.; Schirmer, W.N.; Vinicius, M.; Caldeira, W.; Balbinot, R. Identification, quantification and classification of solid waste from a furniture factory. Rev. Acad. Ciênc. Agrár. Ambient. 2008, 6, 203–212. Available online: https://periodicos.pucpr.br/index.php/cienciaanimal/article/view/10478 (accessed on 5 March 2017). (In Portuguese).

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Category | Refers to: |
|---|---|
| Reduce | The reduction of raw materials, simplification of the furniture structure, rethinking of cutting processes, and reuse and recycling of residues among others. |
| Facilitate | Design of new systems to facilitate the assembly of the furniture with fewer pieces and fewer tools. |
| Extend lifespan | Offers maintenance packages for the furniture to expand the lifespan. |
| Select | Use of alternative wood types (including composed) and the use of certified wood sources. |
| Valorize the difference | Let the customers know the new aspect of the furniture to highlight the efforts to turn “green”. |
| Utilities | Work Areas |
|---|---|
| (1) Circular saw | (A) Assembly area |
| (2) Jointer | (B) Finishing area |
| (3) Straight line ripsaw | |
| (4) Four-sided-planer | |
| (5) Thicknesser planer | |
| (6) Band saw | |
| (7) Sander | |
| (8) Sliding table | |
| (9) Drilling machine | |
| (10) Wood lathe | |
| (11) Milling duplicator | |
| (12) Horizontal milling | |
| (13) Wood press | |
| (14) Air compressor |
| Inputs | Operations | Outputs | |
|---|---|---|---|
| 1 | Wood, electric energy | Multiple cuts, angular rectification of the plank | Sawdust, air output, heat, noise, energy losses |
| 2 | Electric energy | Cutting, flattened surfice of the plank | Woodchips, firewood, sawdust, air output, heat, noise, energy losses |
| 3 | Electric energy, compressed air, glue multibond, roll | Pressing the ribbons | Glue, heat, noise, energy losses |
| 4 | Electric energy | Duplicating the seat | Woodchips, sawdust, air output, heat, noise, energy losses |
| 5 | Electric energy | Drilling the seat | Woodchips, sawdust, air output, heat, noise, energy losses |
| 6 | Electric energy, sandpaper | Sanding the seat | Sawdust, air output, heat, noise, energy losses |
| 7 | Assembling the seat | ||
| 8 | Wood, electric energy | Multiple cuts, angular rectification of the plank | Sawdust, air output, heat, noise, energy losses |
| 9 | Electric energy | Cutting, flattened surfice of the ribbons | Woodchips, firewood, sawdust, air output, heat, noise, energy losses |
| 10 | Electric energy, compressed air, glue multibond, roll | Pressing the ribbons | Glue, heat, noise, energy losses |
| 11 | Electric energy | Sanding the backrest | Firewood, sawdust, air output, heat, noise, energy losses |
| 12 | Electric energy | Drilling the backrest | Woodchips, sawdust, air output, heat, noise, energy losses |
| 13 | Electric energy, sandpaper | Sanding the backrest | Sawdust, air output, heat, noise, energy losses |
| 14 | Assembling the backrest | ||
| 15 | Wood, electric energy | Multiple cuts, angular rectification of the plank | Sawdust, air output, heat, noise, energy losses |
| 16 | Electric energy | Cutting, flattened surfice of the ribbons | Woodchips, firewood, sawdust, air output, heat, noise, energy losses |
| 17 | Electric energy, compressed air, glue multibond, roll | Pressing the ribbons | Glue, heat, noise, energy losses |
| 18 | Wood, electric energy | Multiple cuts, angular rectification of the front leg | Sawdust, air output, heat, noise, energy losses |
| 19 | Electric energy | Cutting, flattened surfice of the front leg | Woodchips, firewood, sawdust, air output, heat, noise, energy losses |
| 20 | Electric energy | Drilling the front leg | Woodchips, sawdust, air output, heat, noise, energy losses |
| 21 | Electric energy | Woodturning the front leg | Woodchips, sawdust, air output, heat, noise, energy losses |
| 22 | Assembling the front leg | ||
| 23 | Wood, electric energy | Multiple cuts, angular rectification of the plank | Sawdust, air output, heat, noise, energy losses |
| 24 | Electric energy | Cutting, flattened surfice of the plank | Woodchips, firewood, sawdust, air output, heat, noise, energy losses |
| 25 | Electric energy | Sanding the plank | Firewood, sawdust, air output, heat, noise, energy losses |
| 26 | Electric energy | Duplicating the rear leg | Woodchips, sawdust, air output, heat, noise, energy losses |
| 27 | Electric energy | Horizontal milling of the rear leg | Woodchips, sawdust, air output, heat, noise, energy losses |
| 28 | Electric energy | Drilling the rear leg | Woodchips, sawdust, air output, heat, noise, energy losses |
| 29 | Assembling the rear leg | ||
| 30 | Wood, electric energy | Multiple cuts, angular rectification of the plank | Sawdust, air output, heat, noise, energy losses |
| 31 | Electric energy | Cutting, square cutting the side spindle | Woodchips, firewood, sawdust, air output, heat, noise, energy losses |
| 32 | Electric energy | Woodturning the side spindle | Woodchips, sawdust, air output, heat, noise, energy losses |
| 33 | Assembling the side spindle | ||
| 34 | Wood, electric energy | Multiple cuts, angular rectification of the plank | Sawdust, air output, heat, noise, energy losses |
| 35 | Electric energy | Cutting, flattened surfice of the rear spindle | Woodchips, firewood, sawdust, air output, heat, noise, energy losses |
| 36 | Electric energy | Woodturning the rear spindle | Woodchips, sawdust, air output, heat, noise, energy losses |
| 37 | Assembling the rear spindle | ||
| 38 | Wood, electric energy | Multiple cuts, angular rectification of the plank | Sawdust, air output, heat, noise, energy losses |
| 39 | Electric energy | Cutting, square cutting the plank | Woodchips, firewood, sawdust, air output, heat, noise, energy losses |
| 40 | Electric energy | Drilling the X rail | Woodchips, sawdust, air output, heat, noise, energy losses |
| 41 | Wood, electric energy | Multiple cuts, angular rectification of the X rail | Sawdust, air output, heat, noise, energy losses |
| 42 | Assembling the X rail | ||
| 43 | Electric energy, sandpaper | Sanding the chair | Sawdust, air output, heat, noise, energy losses |
| 44 | Ink, electric energy, compressed air, solvents | Finishing the chair | Cano of ink, ink in the air, solvents in the air |
| 45 | Plastic, paperboard, metal tape, plastic tape | Packaging the chair | Plastic leftovers, paperboard, metal tape, plastic tape |
| Inputs | Process | Outputs | ||||
|---|---|---|---|---|---|---|
| No | Raw Material Eucalyptus Wood g | Energy kWh (Input Power) | Stages | Outputs, g of Wood Residues | Losses of Energy kWh | Pieces |
| 1 | 3283.62 | 2.79 × 10−1 | 1 | 131.34 | 5.82 × 10−2 |  |
| 1.15 × 10−2 | 2 | 163.92 | 3.22 × 10−3 | |||
| 6.90 × 10−2 | 3 | 0.00 | 1.93 × 10−2 | |||
| 9.65 × 10−3 | 4 | 597.67 | 2.70 × 10−3 | |||
| 1.73 × 10−3 | 5 | 167.35 | 4.83 × 10−4 | |||
| 8.63 × 10−3 | 6 | 155.63 | 2.42 × 10−3 | |||
| 2 | 1150.32 | 2.64 × 10−1 | 8 | 46.01 | 5.42 × 10−2 |  |
| 1.15 × 10−2 | 9 | 57.42 | 3.22 × 10−3 | |||
| 6.90 × 10−2 | 10 | 0.00 | 1.93 × 10−2 | |||
| 8.63 × 10−2 | 11 | 261.72 | 2.42 × 10−3 | |||
| 1.73 × 10−2 | 12 | 78.52 | 4.83 × 10−4 | |||
| 8.63 × 10−3 | 13 | 116.60 | 2.42 × 10−4 | |||
| 14 | ||||||
| 3 | 1324.03 | 5.58 × 10−1 | 15 | 79.44 | 1.16 × 10−1 |  |
| 2.30 × 10−2 | 16 | 74.68 | 6.44 × 10−3 | |||
| 1.38 × 10−1 | 17 | 0.00 | 3.87 × 10−2 | |||
| 5.58 × 10−1 | 18 | 46.80 | 1.16 × 10−1 | |||
| 2.30 × 10−2 | 19 | 44.92 | 6.44 × 10−3 | |||
| 3.45 × 10−3 | 20 | 43.13 | 9.67 × 10−4 | |||
| 6.17 × 10−2 | 21 | 251.52 | 1.73 × 10−2 | |||
| 4 | 2179.74 | 5.58 × 10−1 | 23 | 152.58 | 1.16 × 10−1 |  |
| 2.30 × 10−2 | 24 | 121.63 | 6.44 × 10−3 | |||
| 1.73 × 10−2 | 25 | 756.49 | 4.83 × 10−3 | |||
| 6.17 × 10−2 | 26 | 91.92 | 1.73 × 10−2 | |||
| 5.18 × 10−2 | 27 | 52.86 | 1.45 × 10−2 | |||
| 3.45 × 10−3 | 28 | 20.09 | 9.67 × 10−4 | |||
| 5 | 672.24 | 5.58 × 10−1 | 30 | 26.89 | 1.16 × 10−1 |  |
| 2.30 × 10−2 | 31 | 38.72 | 6.44 × 10−3 | |||
| 6.17 × 10−2 | 32 | 254.78 | 1.73 × 10−2 | |||
| 6 | 283.12 | 2.79 × 10−1 | 34 | 11.32 | 5.82 × 10−2 |  |
| 1.15 × 10−2 | 35 | 16.31 | 3.22 × 10−3 | |||
| 3.09 × 10−2 | 36 | 107.30 | 8.64 × 10−3 | |||
| 7 | 1399.26 | 5.58 × 10−1 | 38 | 69.96 | 1.16 × 10−1 |  |
| 2.30 × 10−2 | 39 | 39.88 | 6.44 × 10−3 | |||
| 3.45 × 10−3 | 40 | 95.42 | 9.67 × 10−4 | |||
| 5.58 × 10−1 | 41 | 78.07 | 1.16 × 10−1 | |||
| 3.45 × 10−2 | 43 | 258.11 | 9.67 × 10−3 | |||
| 3.45 × 10−2 | 44 | 9.67 × 10−3 | ||||
| 45 | ||||||
| 10,292.33 | 5.00 | 4509.01 | 1.10 |  | ||
| grams of eucalyptus wood to produce a chair | kWh demand of the network | Total | grams of wood in the form of sawdust, splinters, tips, woodchips and others | energy losses in motors and systems due inefficiency: heat, noise, vibrations and others | ||
| 43.81% | 22.05% | |||||
| Piece | Inputs | Outputs | Total Losses | |||||
|---|---|---|---|---|---|---|---|---|
| Wood | Wood Shavings | Firewood | Sawdust | Others | Losses | % | ||
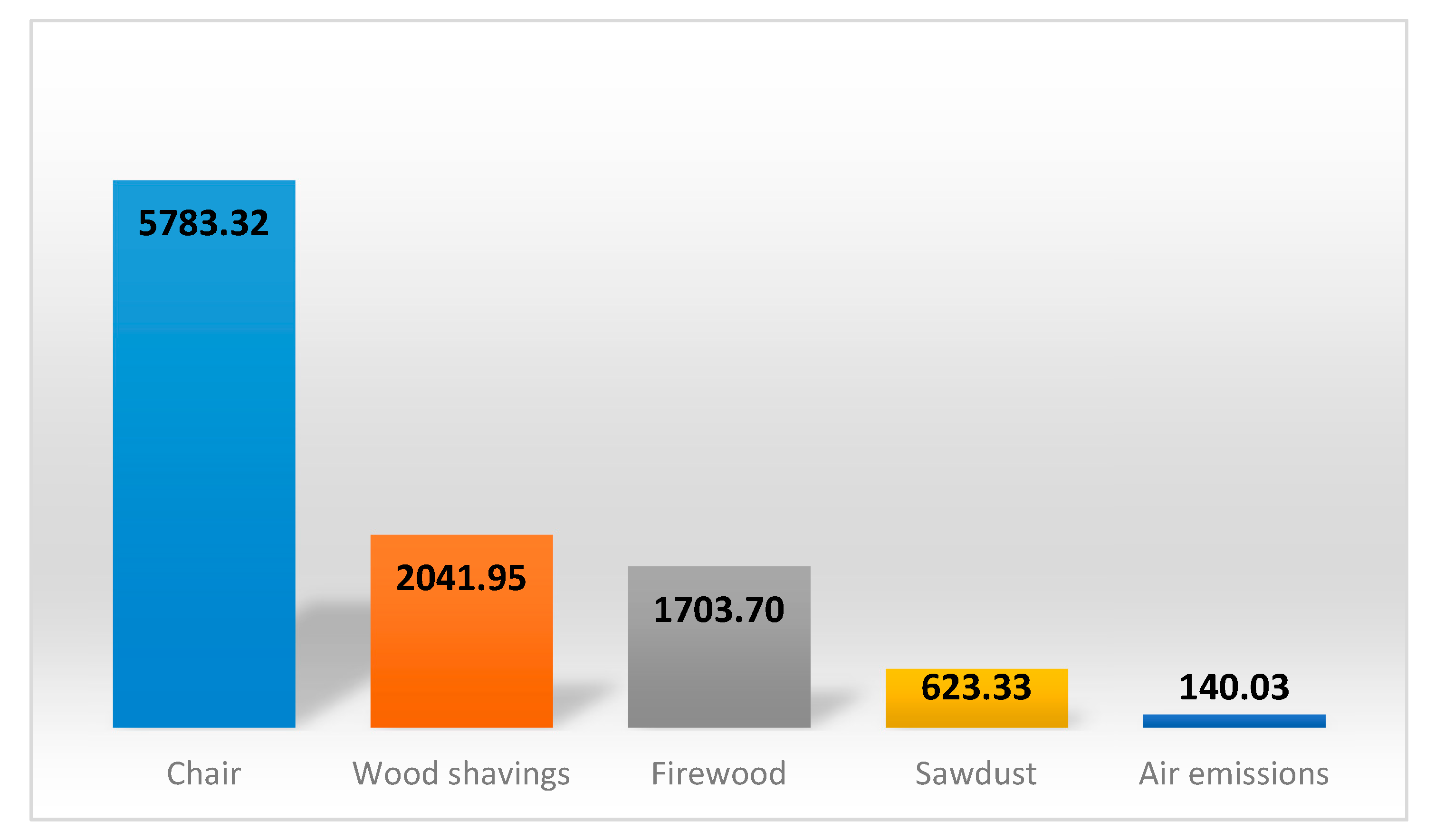
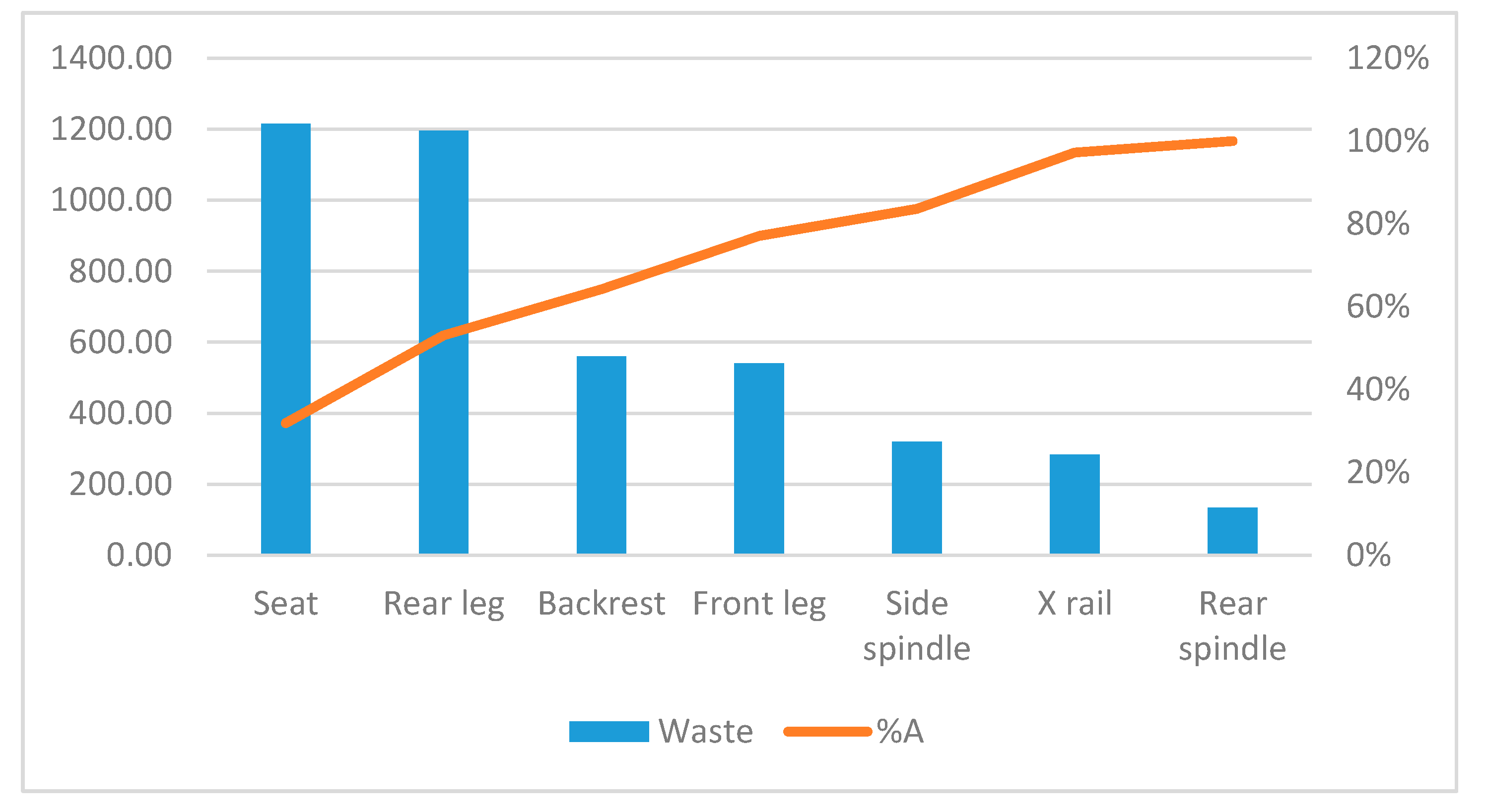
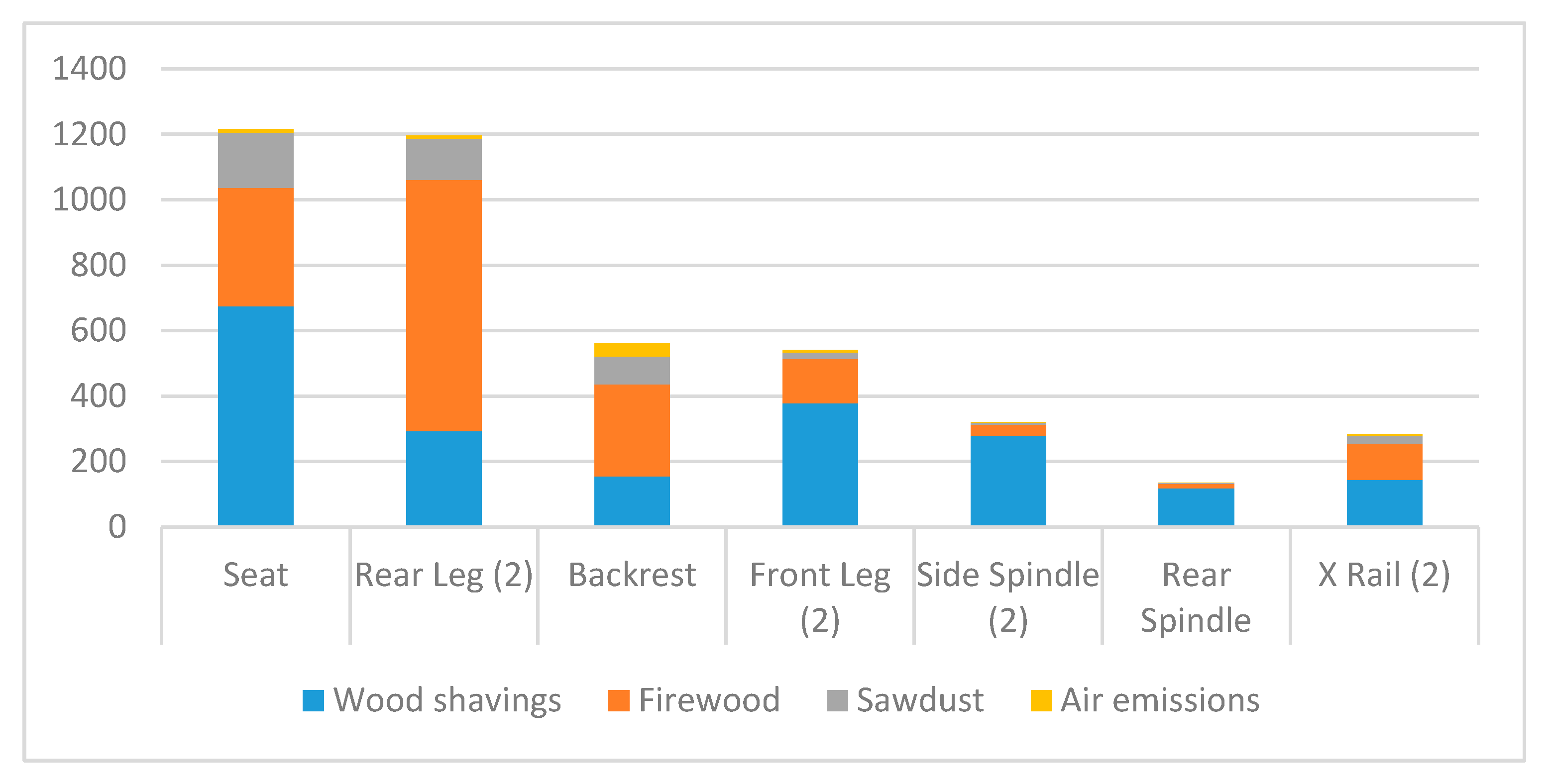
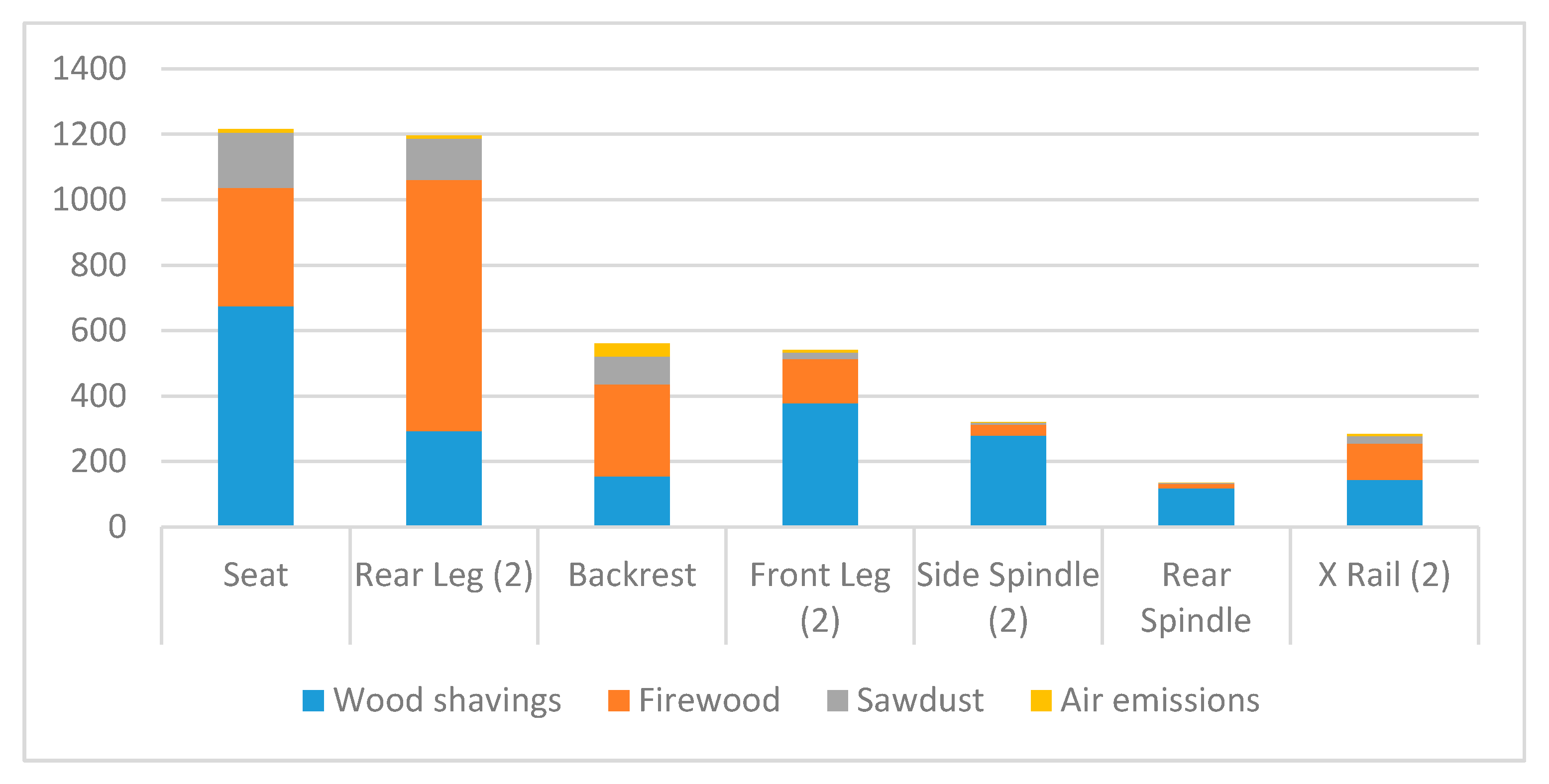
| 1 | Seat | 3283.62 | 674.77 | 361.88 | 167.45 | 11.81 | 1215.92 | 37.03% |
| 2 | Backrest | 1150.32 | 153.79 | 281.71 | 85.35 | 39.42 | 560.27 | 48.71% |
| 3 | Front Leg (2) | 1324.03 | 378.49 | 135.64 | 19.37 | 6.97 | 540.49 | 40.82% |
| 4 | Rear Leg (2) | 2179.74 | 293.21 | 768.29 | 124.74 | 9.32 | 1195.57 | 54.85% |
| 5 | Side Spindle (2) | 672.24 | 279.65 | 32.27 | 6.55 | 1.92 | 320.39 | 47.66% |
| 6 | Rear Spindle | 283.12 | 117.78 | 13.59 | 2.76 | 0.81 | 134.94 | 47.66% |
| 7 | X Rail (2) | 1399.26 | 144.25 | 110.31 | 23.53 | 5.24 | 283.33 | 20.25% |
| Assemble | 193.58 | 64.53 | 258.11 | |||||
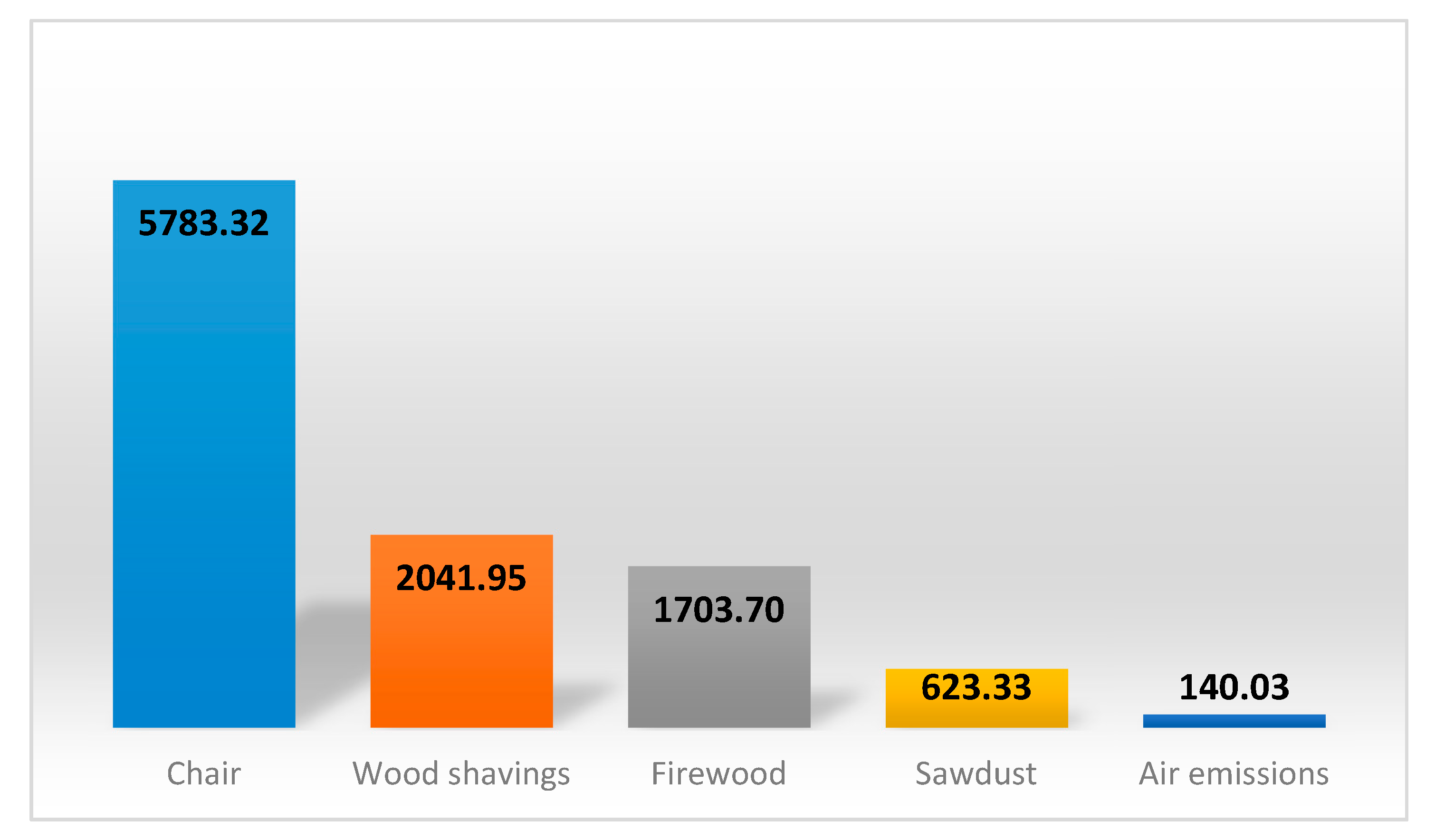
| Total | 10,292.33 | 2041.95 | 1703.70 | 623.33 | 140.03 | 4509.01 | ||
| % losses | 100% | 19.84% | 16.55% | 6.06% | 1.36% | 43.81% | ||
| Wood | |||
|---|---|---|---|
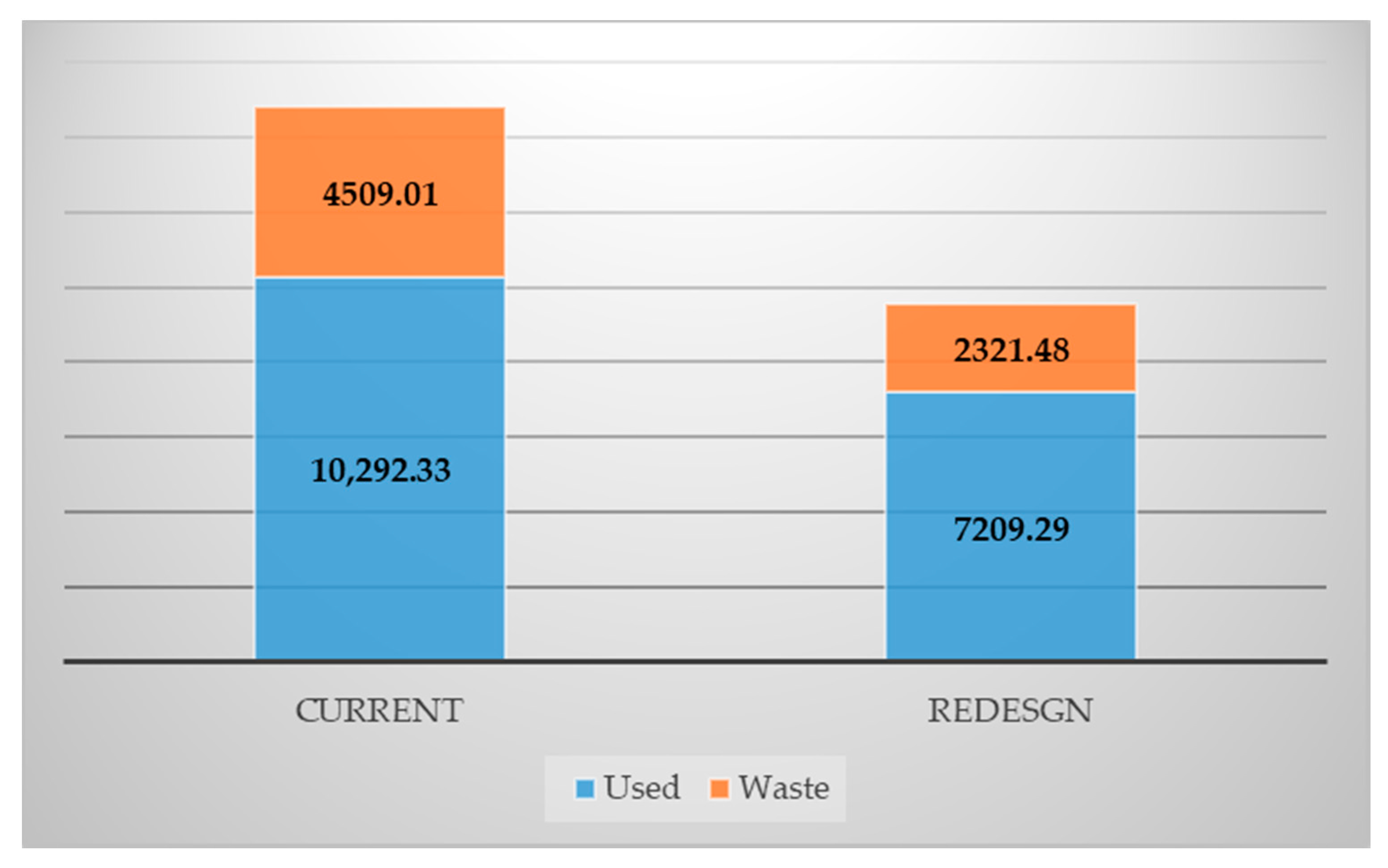
| Current (g) | Proposal (g) | Reduction | |
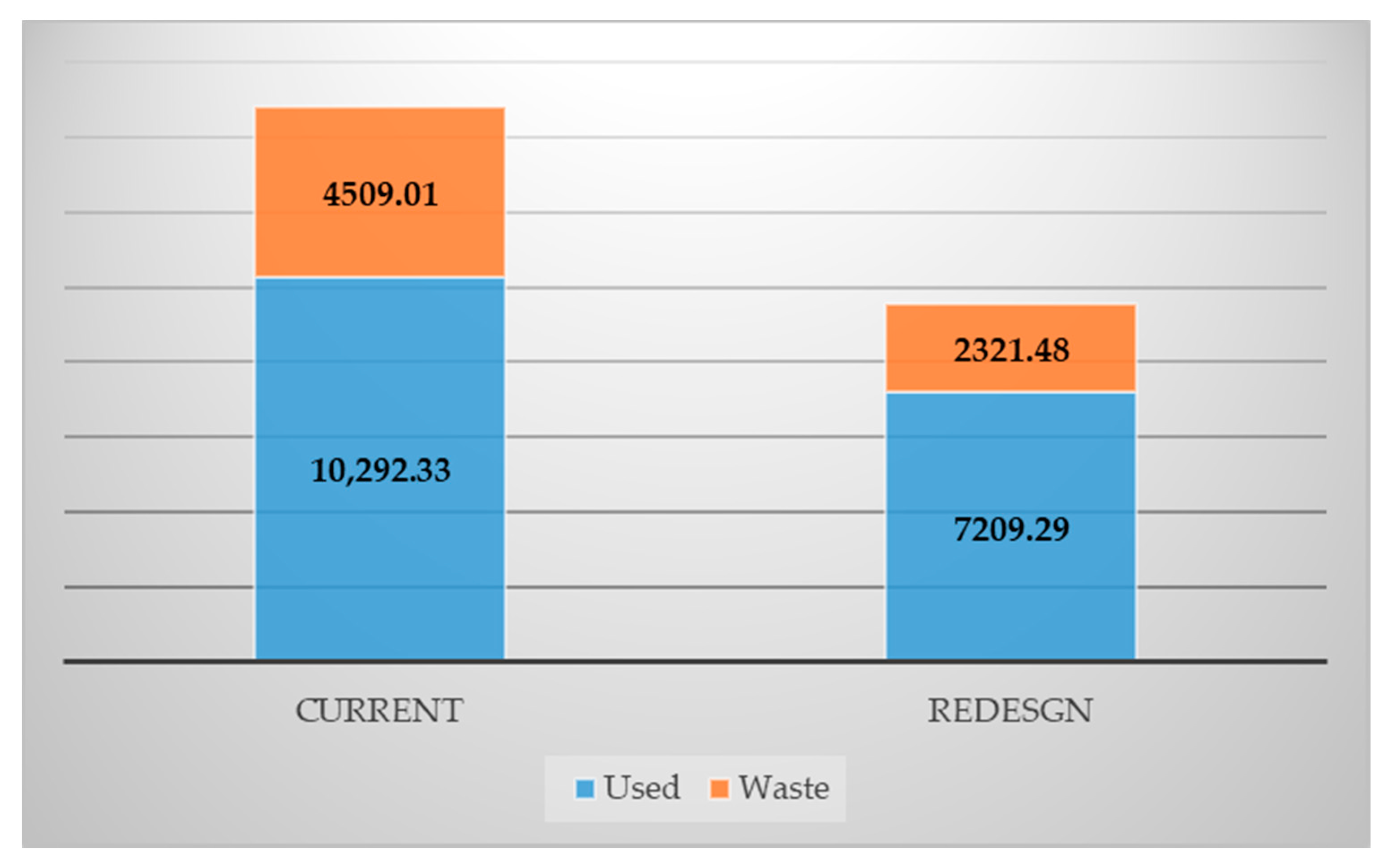
| Total consumption | 10,292 | 7209 | 29.95% |
| Total used | 5783 | 4888 | 15.48% |
| Total waste | 4509 | 2321 | 48.51% |
| Generated waste | 43.81% | 32.20% | 11.61% |
| Energy | ||
|---|---|---|
| Current kWh | Proposal kWh | |
| Seat | 0.38 | 0.04 |
| Back Rest | 0.36 | 0.26 |
| Front Leg | 1.36 | 1.36 |
| Rear Leg | 0.71 | 0.34 |
| Side Spindle | 0.64 | 0.00 |
| Rear Spindle | 0.32 | 0.00 |
| X Rail | 1.14 | 1.14 |
| Assemble | 0.08 | 0.08 |
| Total Consumption | 5.00 | 3.23 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gutiérrez Aguilar, C.M.; Panameño, R.; Perez Velazquez, A.; Angel Álvarez, B.E.; Kiperstok, A.; César, S.F. Cleaner Production Applied in a Small Furniture Industry in Brazil: Addressing Focused Changes in Design to Reduce Waste. Sustainability 2017, 9, 1867. https://doi.org/10.3390/su9101867
Gutiérrez Aguilar CM, Panameño R, Perez Velazquez A, Angel Álvarez BE, Kiperstok A, César SF. Cleaner Production Applied in a Small Furniture Industry in Brazil: Addressing Focused Changes in Design to Reduce Waste. Sustainability. 2017; 9(10):1867. https://doi.org/10.3390/su9101867
Chicago/Turabian StyleGutiérrez Aguilar, Carlos Mario, Ronald Panameño, Alexei Perez Velazquez, Beatriz Elena Angel Álvarez, Asher Kiperstok, and Sandro Fábio César. 2017. "Cleaner Production Applied in a Small Furniture Industry in Brazil: Addressing Focused Changes in Design to Reduce Waste" Sustainability 9, no. 10: 1867. https://doi.org/10.3390/su9101867
APA StyleGutiérrez Aguilar, C. M., Panameño, R., Perez Velazquez, A., Angel Álvarez, B. E., Kiperstok, A., & César, S. F. (2017). Cleaner Production Applied in a Small Furniture Industry in Brazil: Addressing Focused Changes in Design to Reduce Waste. Sustainability, 9(10), 1867. https://doi.org/10.3390/su9101867