Abstract
Carbon dioxide emissions from cement production are a current environmental challenge. This research attempted to evaluate the pozzolanic reaction of residuals from coal-fired power plants, such as coal bottom ash (CBA) and coal boiler slag (CBS), as a supplementary cementitious material to lessen the deleterious effect on the environment. The residues’ fineness modulus and specific gravity were determined using the No. 325 sieve and Le Chatelier flask, respectively. Chemical characterizations were conducted using X-ray diffraction (XRD) and X-ray fluorescence (XRF). The results indicated that the percent passing of both residues was greater than 66%, as the American Society for Testing Materials (ASTM) requires, and their specific gravity was comparable to that of cement. Subsequently, in concrete specimens, 20% of the weight of cement was replaced by CBA and CBS to determine the strength development of fresh and hardened characteristics compared with the control specimens. Experimental findings revealed that by the 90th day, concrete made with CBA achieved 98% of the compressive strength of the control concrete, while the concrete made with CBS reached 79% of the control concrete’s compressive strength. Moreover, CBA-based concrete achieved 97% of the flexural strength of the control concrete, while CBS-based concrete outperformed the control by 2% on the 90th day. A lower severity level of chloride ion penetration by both CBA- and CBS-based concrete was achieved in the rapid chloride penetration test, indicating the durability of the concrete.
1. Introduction
Worldwide demand for concrete is significant, with an annual production of approximately 30 billion tons per year [1]. Cement manufacturing contributes to the global carbon footprint by generating at least 8% of the world’s carbon dioxide (CO2) emissions [2]. In the United States, roughly 0.80 kg of CO2 are released for every kilogram of cement produced, leading to global warming and climate change. Nonetheless, 4.5 GtC was captured between 1930 and 2013 by carbonating cement materials, reducing 43% of the CO2 emissions from cement production during that period [3]. Using supplementary cementitious materials (SCMs) is another novel approach that can mitigate the unfavorable consequences of cement production on the environment, and in certain circumstances, its use can lower the cost of the concrete by decreasing the proportion of cement while enhancing the concrete’s properties [4].
SCMs are mostly residuals of different industries, and their physical and chemical characteristics greatly determine the way they perform in concrete [5]. Coal combustion products (CCPs), commonly known as coal ash “byproducts,” are termed “products” by the Environmental Protection Agency (EPA) to promote recycling. Coal ash and other industrial byproducts can be used beneficially, and this has been promoted by government regulators and CCP generators as environmental awareness and landfilling prices have increased [6]. Moreover, the pozzolanic properties of coal combustion products make them qualify as SCMs [7], where their chemical compositions depend on the coal origin and combustion method [8]. Pozzolanic components of coal ash products are an excellent substitute for cement, mainly due to iron (III) oxide (Fe2O3), silicon dioxide (SiO2), and aluminum oxide (Al2O3) [9]. The pozzolanic reaction is usually thought to be how SCMs increase concrete durability. This reaction can absorb calcium hydroxide (portlandite) and create calcium silicate hydrate (C-S-H), which is the most significant feature of SCMs that fosters the characteristics of concrete [10].
The most common SCM in concrete is fly ash, but the increased concerns about climate change have put pressure on many power companies to shut down coal-fired power plants, reducing its availability. Despite the fall in electricity production using coal, the use of reclaimed coal combustion products has increased [11]. This approach attempts to maintain the availability of valuable materials derived from coal residues for safe and profitable applications. Thus, technological innovations should be welcomed by the construction sector to grow in a fluctuating environment [12]. According to an American Coal Ash Association (ACAA) study, 46.8 million tons of coal-fired products were used productively in 2022, indicating that the US utilized more than 50% of its coal ash production for beneficial purposes for the 8th year running, as opposed to discarding it [11]. Adequate identification and classification of the heavy metals and their toxicity levels are necessary to safely dispose of coal ash residues [13,14,15,16]. One widely used technique in the United States to evaluate the toxicity of environmental contaminants is the toxicity characteristics leaching procedure (TCLP), which is currently an accepted international method for evaluating heavy metal pollution. The US Environmental Protection Agency (USEPA) developed the procedure as the foundation for the land disposal restriction program’s best-proven available technology treatment standards [17]. Leaching tests have many uses, from classifying industrial wastes for landfill disposal to determining if residues are stable enough to be reused for beneficial purposes [18]. Therefore, utilizing coal ash that has been kept in landfills is becoming more appealing [19]. Thus, this study assesses the established procedure that classifies byproducts for safe disposal by determining the concentration of extremely toxic heavy metals and their leachability in coal ash residues, specifically, coal bottom ash and coal boiler slag, subsequently evaluating possibilities as value-added products in the construction industry.
Coal bottom ash (CBA) and coal boiler slag (CBS) are coarse, granular residues removed from the bottom of furnaces, and their properties vary depending on the kind of furnace used to combust the coal. The porous, dark gray bottom ash is collected in dry bottom boilers where pulverized coal is burned. Meanwhile, when molten ash from a wet-bottom boiler encounters water that quenches, it rapidly ruptures to form boiler slag [20]. When usage was considered, the manufacture of CBS grew to more than 1.6 million tons in 2022 from 1.2 million tons in 2021 [11]. Approximately two-thirds of lignite deposits in the United States are found in North Dakota, which could play a vital role in the state’s construction sector and economy. Studies have investigated the potential of effectively replacing cement with 20% CBA in concrete mixtures, promising sustainability benefits in terms of compressive strength. The optimal substitution range for CBA in cement replacement to attain high compressive strength is 10–20% [21]. Chuang et al. [22] studied the use of finely ground coal bottom ash (FGCBA) as a Portland cement substitute in concrete, and the results indicated that the maximum strength attained by FGCBA was 97.7% of the control group, with cement only, at an optimal 20% replacement rate on the 91-day compressive strength test. According to Jaturapitakkul and Cheerarot [23], ground bottom ash concrete exhibited a higher development rate of compressive strength when 20% by weight was replaced. Furthermore, Bajare et al. [24] found that ground coal combustion bottom ash (CCBA) can successfully substitute up to 20% cement without lowering the concrete’s compressive strength, comparable to the reference mix. Additionally, it has been noted that concrete’s compressive strength considerably decreases when 40% of the cement is replaced by coal combustion bottom ash (CCBA). Yet, they failed to provide the tensile, flexural, and durability properties, which could serve as key CBA- and CBS-based concrete performance indicators. Poudel et al. [25] reported increased compressive, tensile, and flexural strength when cement was substituted with 10% ground coal bottom ash; improved durability was also observed in the later curing days compared with conventional concrete. However, the CBA and CBS replacement was limited to 15%. Increasing the amount of replacement while maintaining improved concrete performance will result in significant economic and social savings. Thus, this study aims to evaluate the impact of 20% substitution of the CBA- and CBS-based concrete properties in fresh and hardened phases, including compressive strength, flexural strength, tensile strength, and durability at different curing periods.
This research paper attempts to employ CBA and CBS, which are not currently recycled in North Dakota but could be excellent resources for the concrete sector. As a result, a substantial amount of residue could be utilized as a construction material rather than contaminating the environment and potentially jeopardizing public health due to their leachable elements seeping into water.
2. Materials and Methods
2.1. Experimental Plan
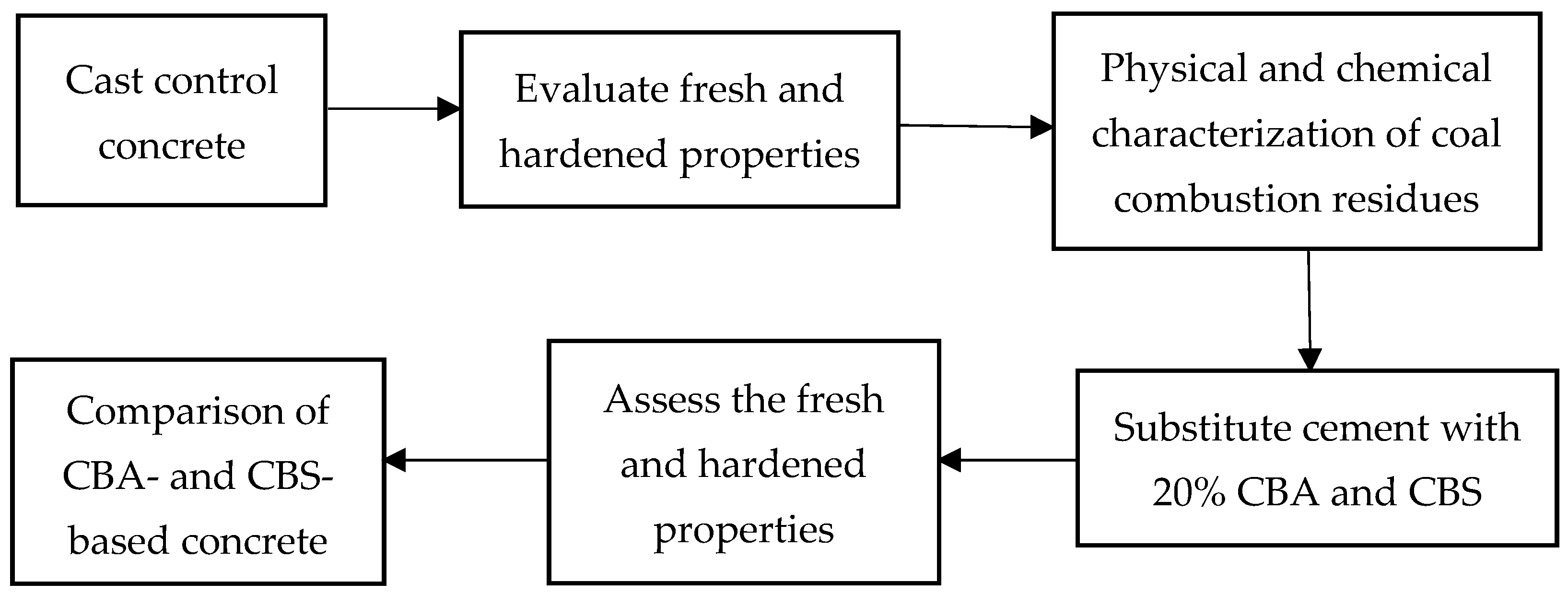
The first step consisted of obtaining aggregates and coal combustion residues from local businesses in North Dakota. Firstly, control concrete (100% cement) was tested for fresh and hardened properties to establish a comparative baseline for samples wherein a certain amount of cement was substituted with CBA or CBS. The compressive strength, flexural strength, tensile strength, modulus of elasticity, and resistance to chloride ion penetration were evaluated and compared with a 20% replacement of each residue (CBA and CBS) with cement. A summary of the experiment plan is shown in Figure 1. “Residues” and “products” are used interchangeably in this paper.
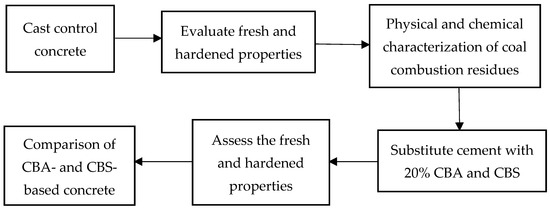
Figure 1.
Experimental plan.
2.2. Materials
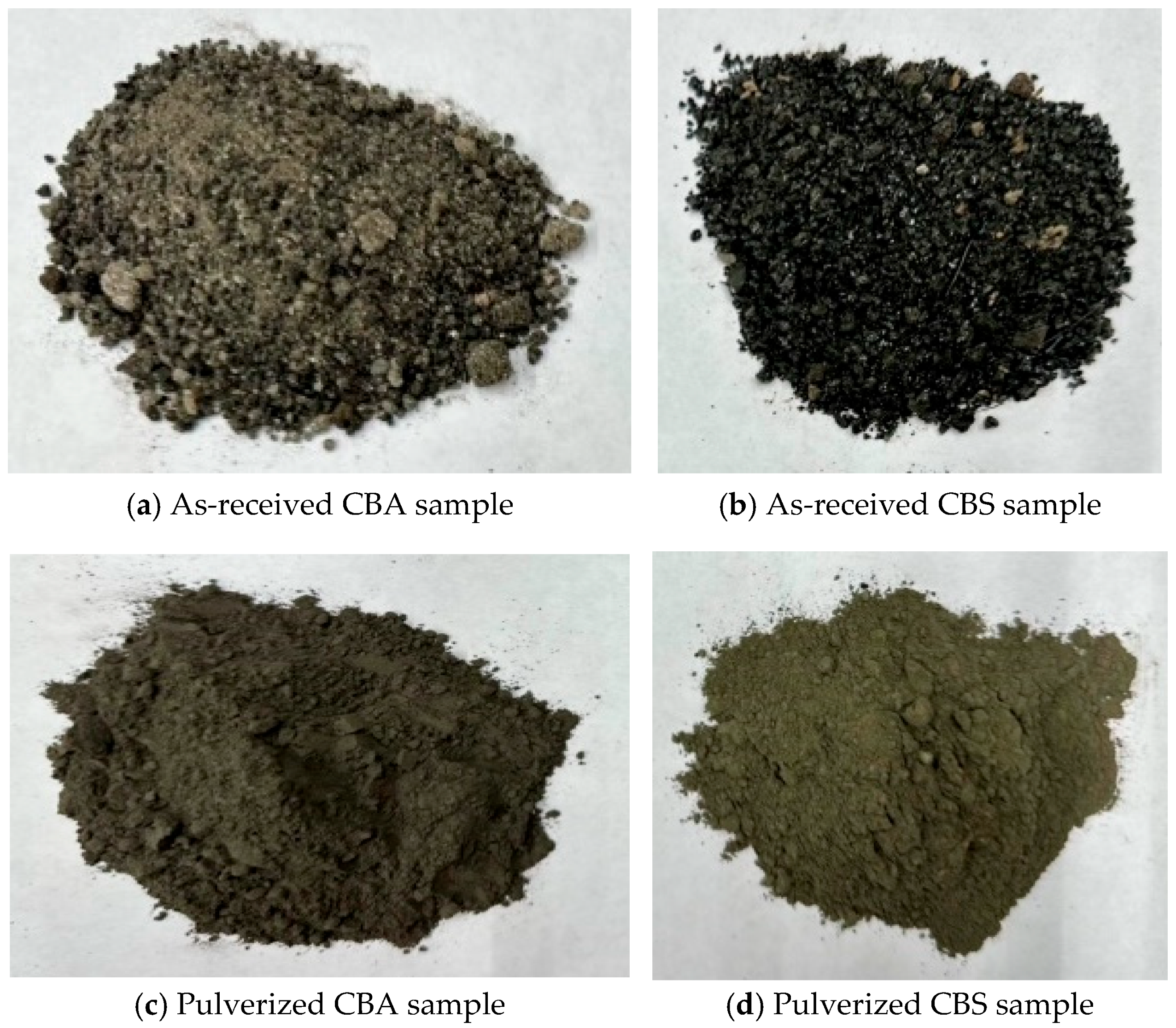
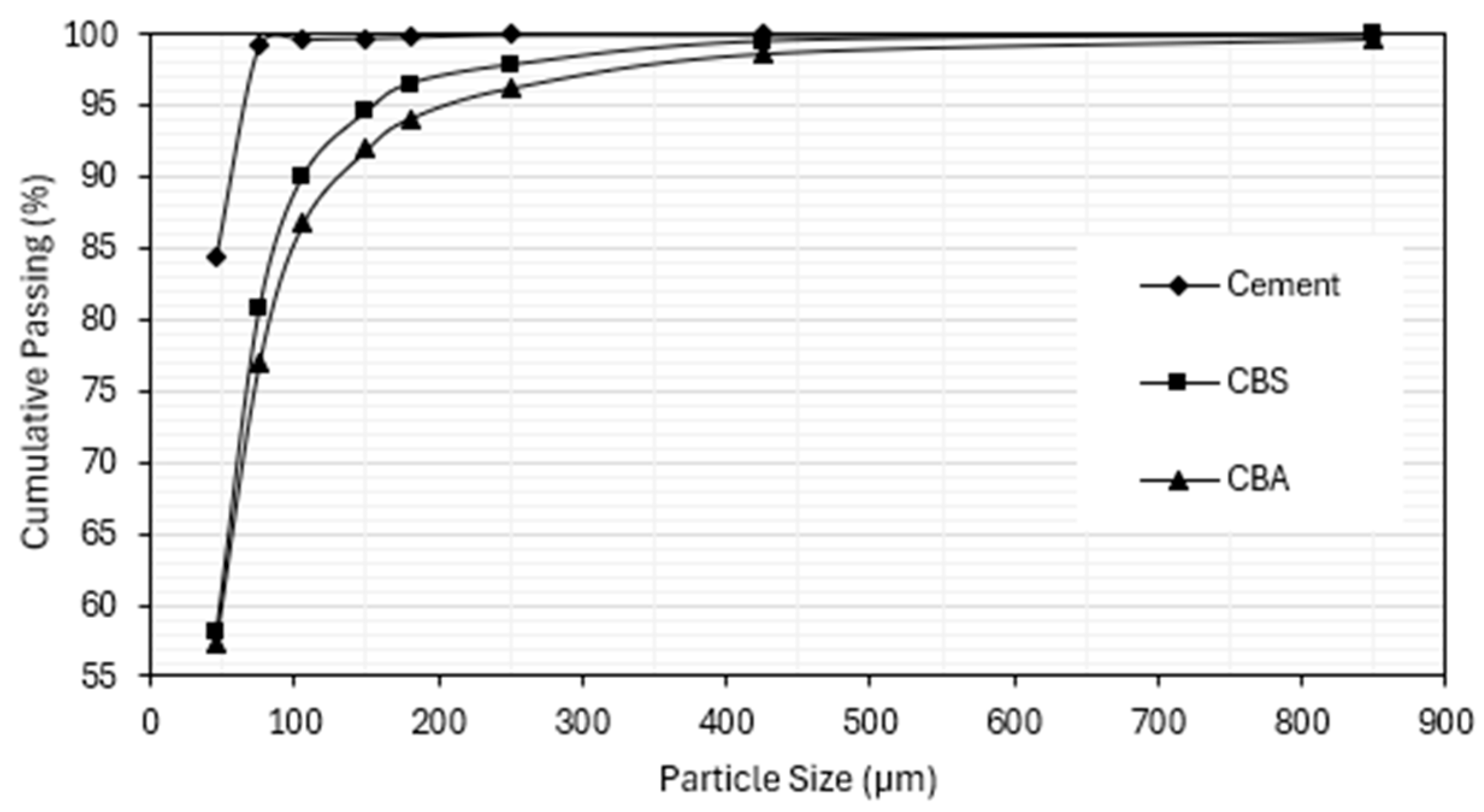
A type I Portland cement that had a specific gravity of 3.14 g/cm3, fine aggregates with a fineness modulus of 2.73, coarse aggregates that had a nominal maximum aggregate size (NMAS) of 19 mm, and lignite CBA and CBS were supplied by different companies. Coal-fired power plants, Leland Olds Station (Stanton, ND, USA) and Coyote Station (Beulah, ND, USA) provided CBA and CBS respectively. The raw “as-received” sample of CBA was dark gray and lightweight, unlike CBS, which was darker, denser, and glassier. Figure 2 illustrates the raw as-received and pulverized coal ash used in this research. A micro-pulverizer was used to grind the samples, and the system was run only once. The specific gravity was evaluated with the Le Chatelier flask according to ASTM C188-17 [26]. The standard flask with a capacity to hold 250 mL in the body and 17 mL in the neck was used to determine the density. Kerosine was filled to between the 0 and 1 mL mark, and then residues were placed slowly to bring the fluid level to its final position. The difference between the first and latter readings represented the volume of water displaced by the residues. Finally, their specific gravities were computed by dividing their weight by their respective volume. The density of CBS was higher than that of CBA; several factors affect it, such as storage methods, chemical composition, physical characteristics, and type and origin of coal [9]. The moisture content was determined following ASTM C 311 [27]. Samples were subjected to a nozzle to wet and wash in a circular motion for a minute. The residues were dried in an oven, and then their fineness was determined using wet sieve analysis with a 45 µm (No. 325) sieve. The percentage passing was greater than 66, as required by the standard guideline for using coal ash in concrete. Figure 3 depicts the CBA, CBS, and cement gradation by dry sieve analysis, which indicates the finer gradation of both coal ashes above D50. Table 1 indicates the physical properties of the residues.
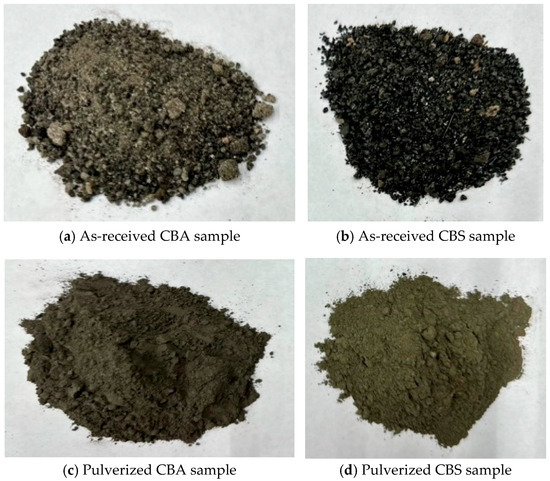
Figure 2.
“As-received” and pulverized CBA and CBS.
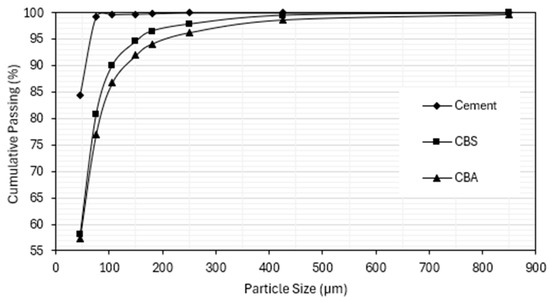
Figure 3.
Size distributions of CBA, CBS, and type I Portland cement.

Table 1.
Physical properties of CBA and CBS.
2.3. Elemental and Phase Characterization
Elemental compositions were determined to assess the phase components of CBA and CBS using XRD, and the chemical arrangements were analyzed by XRF. The Rigaku Supermini 200, a benchtop wavelength-dispersive XRF spectrometer was used for the elemental analysis. It has a rhodium anode X-ray tube with a maximum power of 200 W and a spectral resolution of 5 eV. The analyses were performed at power inputs of 100–120 V (50/60 Hz) and 15 A. Further, an advanced XRD instrument Rigaku SmartLab with data analysis software PDXL, version 2 was used to analyze the phases of the residues. It has a copper X-ray tube and a single-channel detector, ensuring high-quality data acquisition. A high-energy, high-resolution 2D HPAD detector of HyPix-3000 was used to achieve superior data quality.
2.4. Mix Design, Proportions, and Mixing
The three concrete mixtures used were similar except for the incorporation of 20% CBA or CBS by weight of cement. Unlike the two mix designs with coal combustion residues, the control concrete mixture had no coal ash residue. ASTM C192 [28] specifications were followed in the mechanical mixing of the concrete, and the same mixing drum was used to maintain uniformity throughout the study. Table 2 lists the mix designs used per cubic meter.
Table 2.
Mix proportions.
2.5. Specimens and Tests
2.5.1. Fresh Properties
After the concrete was mixed, the unit weight, slump, and air content were tested. These tests ensure that the concrete satisfies the necessary design and standards requirements for its intended usage. The slump cone was used to determine the slump following ASTM C143 [29], and the unit weight was calculated following ASTM C138 [30]. A Super Air Meter was used to measure the air content of freshly mixed concrete following ASTM C231 [31].
2.5.2. Mechanical Properties
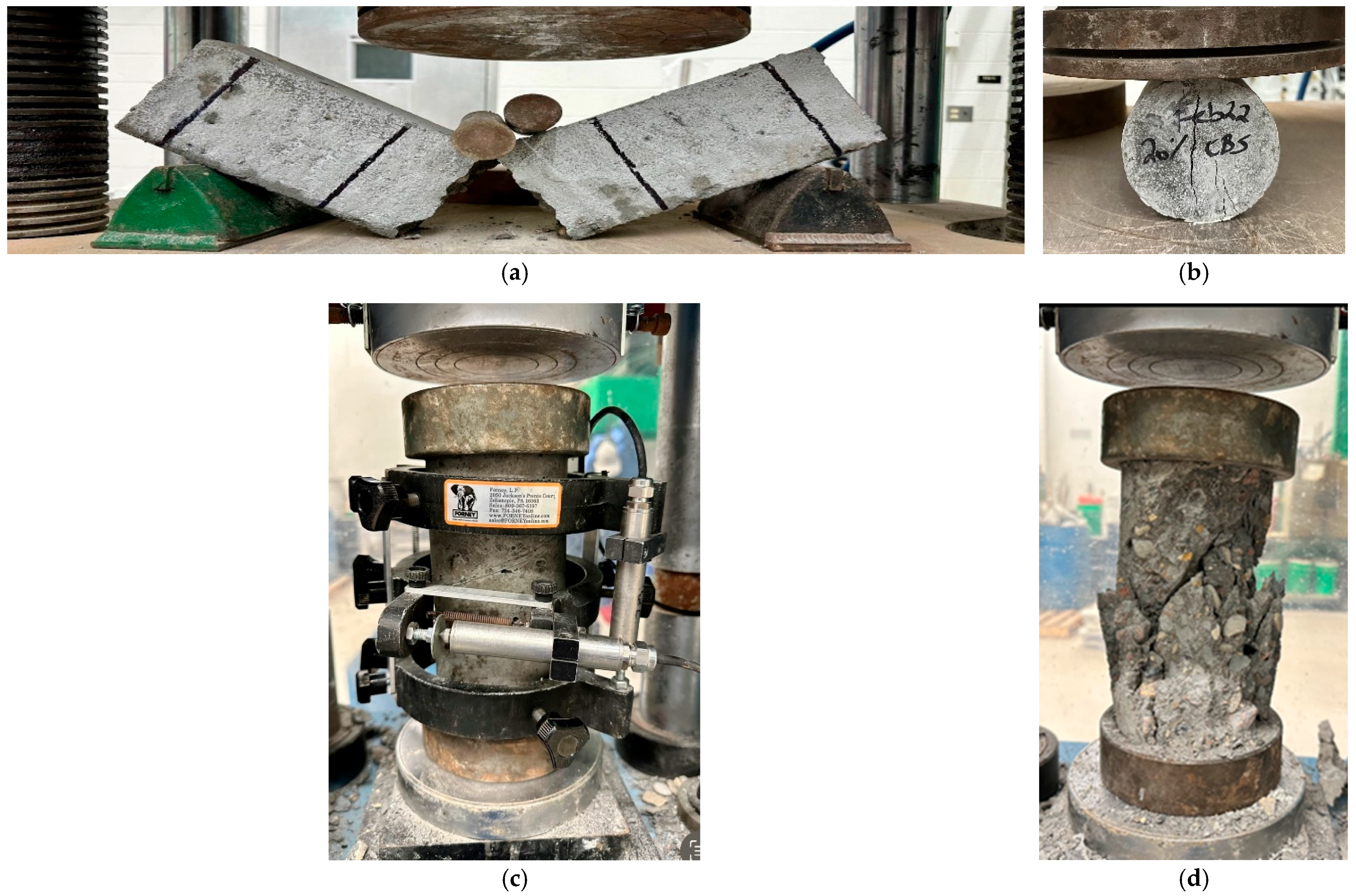
The mixtures were compacted into 100 mm by 200 mm cylindrical specimens to determine the modulus of elasticity (MOE) and compressive and splitting tensile strength, according to ASTM C469 [32], ASTM C39 [33], and ASTM C496 [34], respectively. The cylinders were moist cured at 72 °F in a room with 91% relative humidity. Since pozzolanic materials are known to have slower reaction times, specimens were tested at 28, 56, and 90 days. Three cylinders were tested for each curing day. Beams that were 77 mm wide, 102 mm deep, and 407 mm long were tested to evaluate the flexural strength per ASTM C78 [35]. Figure 4 displays the experimental test setup. Universal testing machines were used to determine the hardened properties of concrete. Tensile and flexural strength tests were performed using (Tinius Olsen, Fort Wayne, IN, USA) while compressive strength was determined using (Forney, Zelienople, PA, USA).
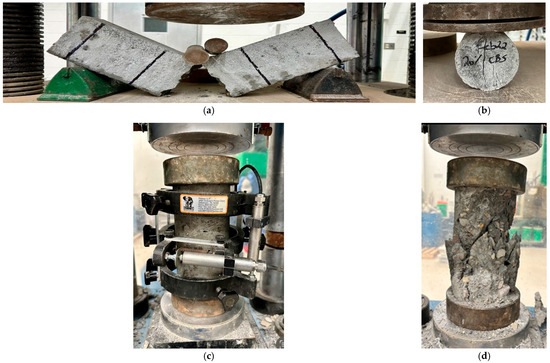
Figure 4.
Experimental test setups: (a) three-point flexural test; (b) split tensile strength test; (c) modulus of elasticity test; (d) compressive strength test.
2.5.3. Durability Property
Concrete’s ability to withstand the penetration of chloride ions was determined following ASTM C1202-22 [36]. The test was conducted on two samples, cylinders 100 mm diameter and 50 mm thick, to evaluate the electrical conductivity, which indicates concrete’s susceptibility to chloride ions.
2.6. Toxicity Characteristic Leaching Procedure (TCLP)
Two extraction fluids (EFs) were prepared for the test, depending on the alkalinity or acidity of the residues. As described in TCLP [17] for solid samples, if they go through a 9.5 mm standard sieve, they are considered ready for liquid extraction using an amount of appropriate extraction fluid (EF) equal to 20 times the weight of the solid sample. If the pH of residues is less than 5, EF1 with a pH of about 4.93 ± 0.05 (5.7 mL glacial CH3CH2OOH and 64.3 mL of 1 N NaOH diluted in 1 L water) were used; otherwise, EF2 with a pH of about 2.88 ± 0.05 (5.7 mL glacial CH3CH2OOH diluted in 1 L water) was employed. To measure the pH of solid samples, 5 g of a representative residue was added to 96.5 mL of water in a 500 mL beaker, and the mixture was vigorously stirred for 5 min using a magnetic stirrer. CBA and CBS had recorded pH values of 9.4 and 10, respectively. Due to the alkaline nature of the solid samples, two liters of EF2 were employed, and 100 g of each sample was placed into plastic vessels. A rotary agitator device was then used to rotate the samples for 18 hours at 30 ± 2 rpm, as illustrated in Figure 5. At the end of the extraction time, the fluid in each vessel was separated from the solid samples using 0.6 to 0.8 µm glass fiber filter papers. Samples were acidified with 1 N HNO3, as the pH of the collected TCLP extracts was greater than 2.

Figure 5.
Rotary agitator device.
3. Results and Discussion
3.1. Elemental and Phase Analysis
From the XRF data, both residues contained higher amounts of metal oxides. According to ASTM C618-23 [37], ashes are identified as class “C” if the addition of pozzolans (SiO2, Al2O3, and Fe2O3) exceeds 50% while the moisture content, loss on ignition (LOI), and sulfur trioxide (SO3) amount are below 3%, 6%, and 5%, respectively, as well as if calcium oxide (CaO) is greater than 18%. Thus, the CBS in this study was categorized as class “C”; however, the CBA did not meet the criteria for ash classification requirement due to a high percentage of LOI, which indicates the content of unburned carbon, even though the pozzolanic compounds exhibit the potential to replace cement. Table 3 lists the elemental compositions of CBA and CBS and the LOI values.
Table 3.
Elemental composition of CBA and CBS.
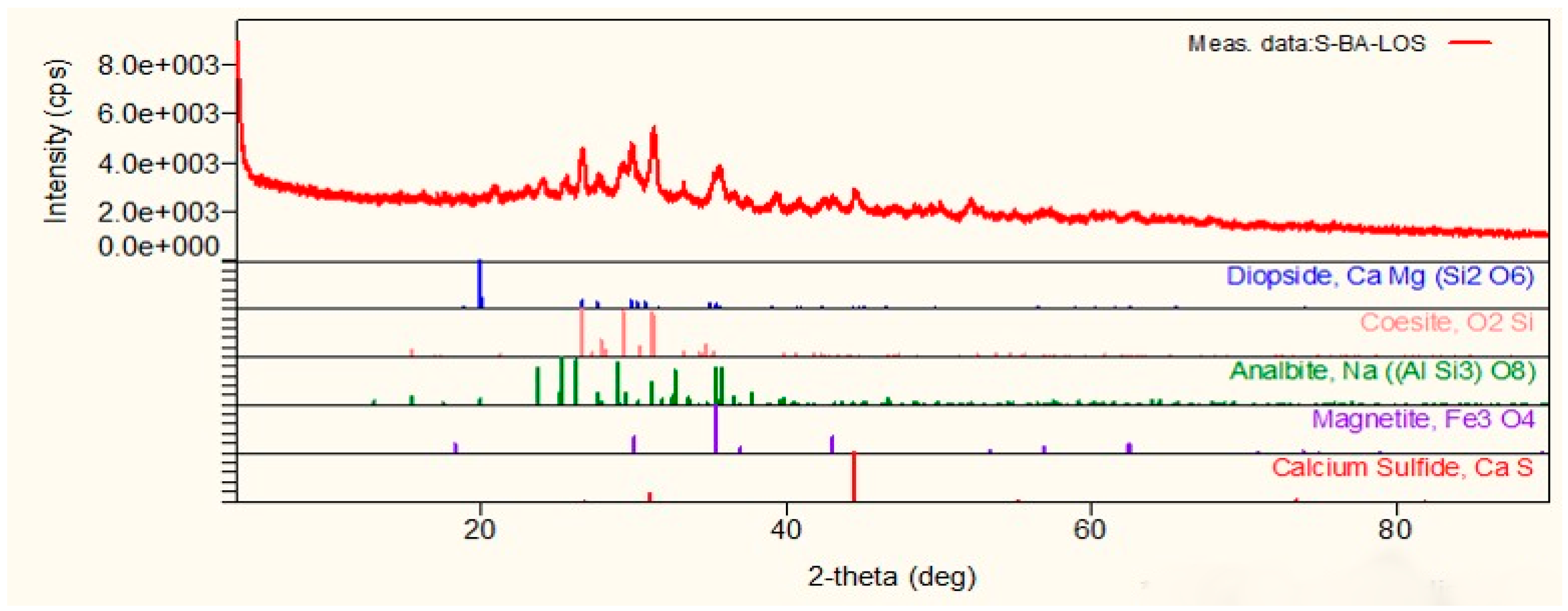
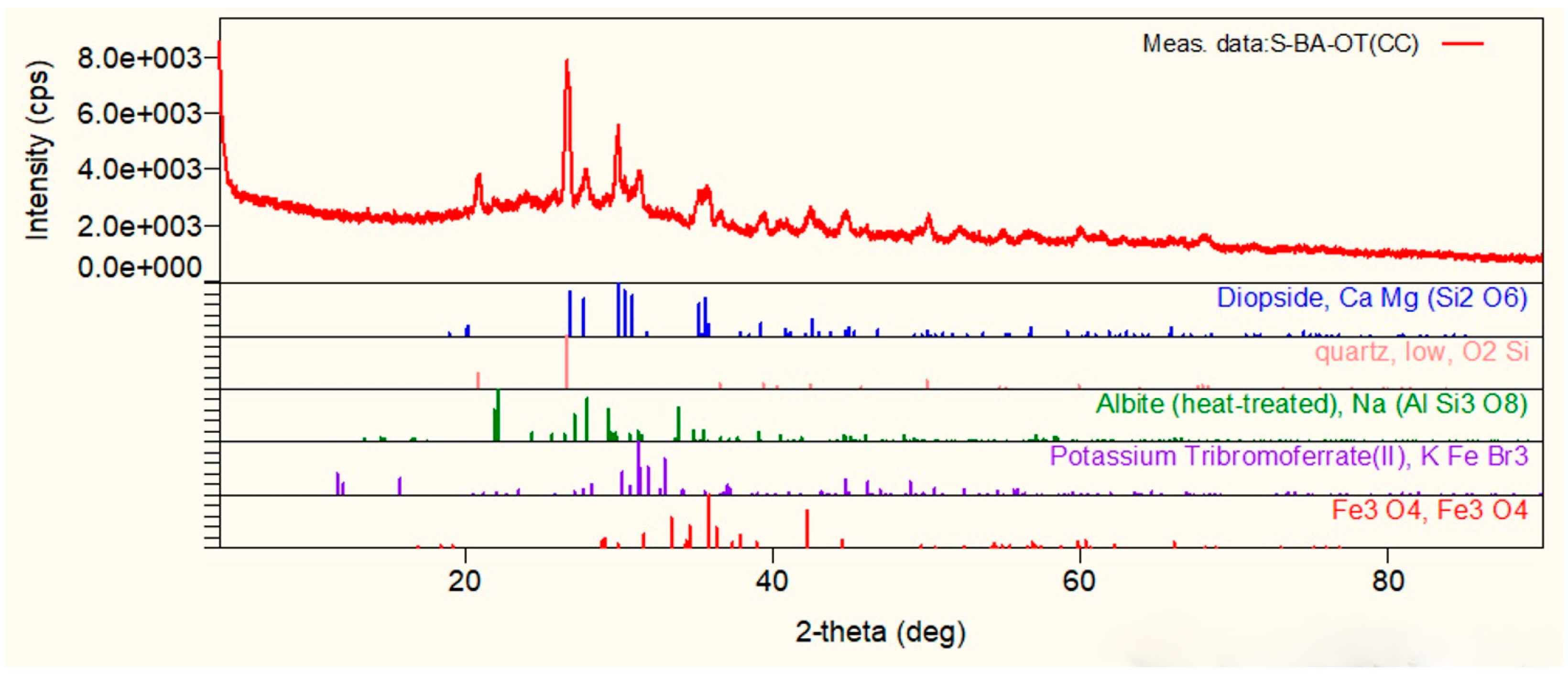
Figure 6 and Figure 7 demonstrate the XRD spectra of CBA and CBS, respectively. Both materials have similar major phases of Diopside CaMg(Si2O6), silica (SiO2), and iron. The phase names of CBA and CBS, with their respective intensity percentages, are provided in Table 4 and Table 5, respectively. The Diopside presence suggests that CBA and CBS contain a crystalline phase that can contribute to the pozzolanic reaction. Silica’s presence affects the overall material behavior and can influence strength development. Iron phases in both materials (~13%) add strength and hardness to the cement. The identified phases in both materials make them promising SCMs with enhanced strength and improved concrete durability.
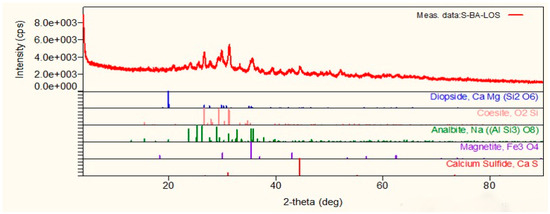
Figure 6.
XRD spectra of CBA.
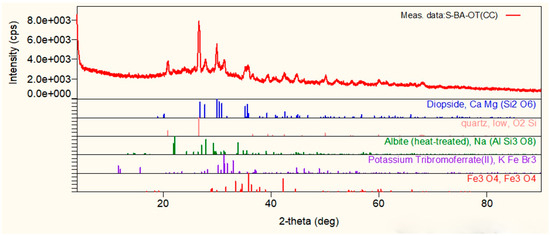
Figure 7.
XRD spectra of CBS.
Table 4.
Phase identification of CBA.
Table 5.
Phase identification of CBS.
3.2. Fresh Properties
Fresh properties of the control, CBA-, and CBS-based concrete are presented in Table 6. The air content of the CBA-based concrete was reduced due to the absorption of air-entraining admixture (AEA) caused by the unburned carbon. Maintaining the air content at 6% with considerable leeway is generally recommended. However, it is not easy to produce concrete with constant air content due to several factors, including the type and quantity of AEA [19]. Kang et al. [19] investigated that the AEA dosage in concrete might vary by 400% depending on the type of coal ash used. The result was expected, since the CBA had a higher content of LOI beyond the limit of 6% required by ASTM C618 [37]. Therefore, incorporating coal ash with a high LOI may require an increased AEA dosage to maintain the desired air content. Some fine powders of the coarse aggregate caused the control concrete to have reduced air content and become less workable due to the dust formed at the sack’s bottom. The slump of the CBA-based concrete also decreased. One possible reason is that the CBA was porous, so it absorbed more water and reduced the concrete’s flowability. Khan and Ganesh [38] also found that adding CBA reduced the slump. Compared with the control, the unit weight of CBA-based concrete decreased by 1.7%, and findings from Chuang et al. [22] support this result.
Table 6.
Fresh properties of control concrete, CBA-, and CBS-based concrete.
3.3. Mechanical Properties
3.3.1. Compressive Strength
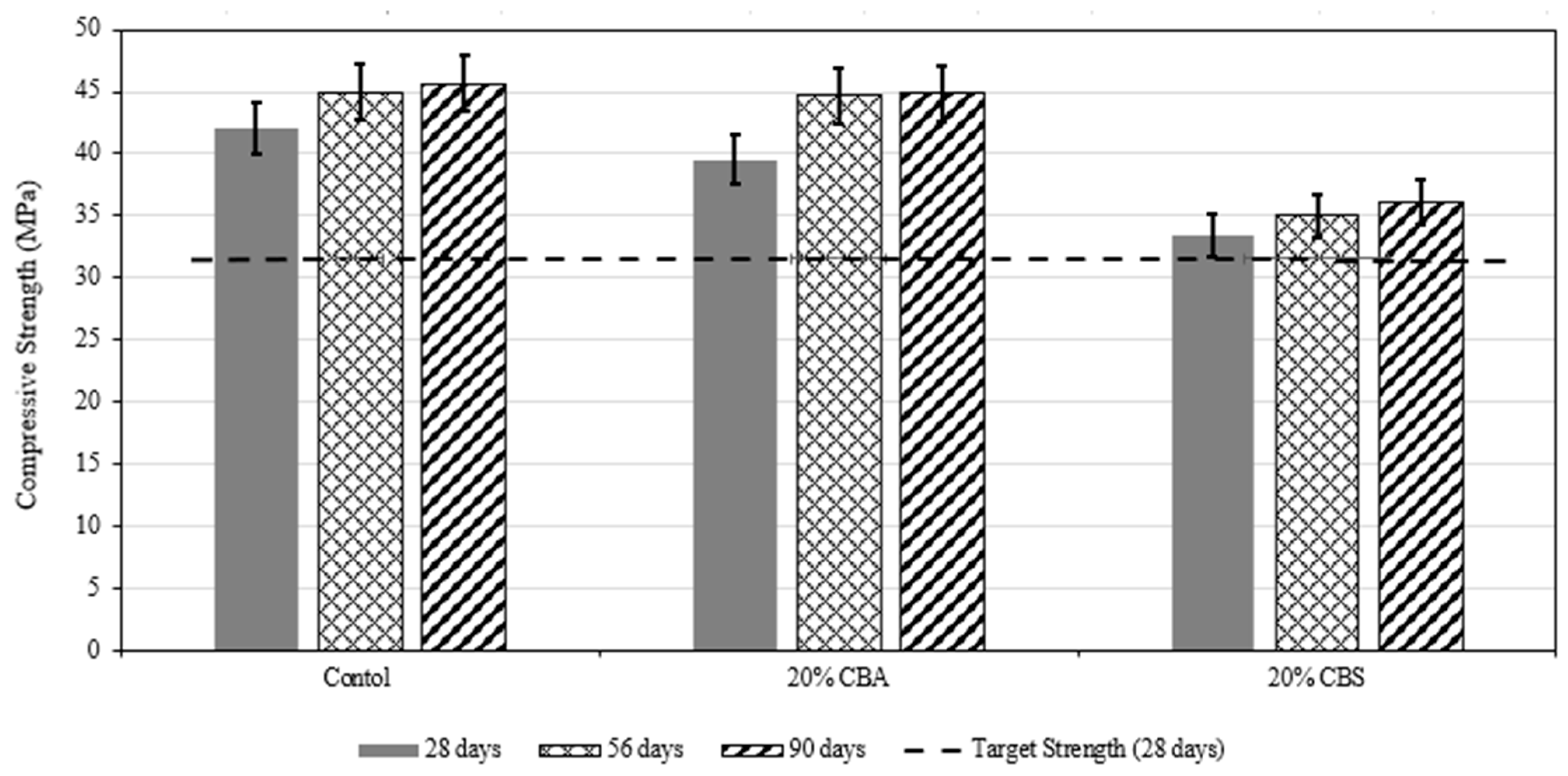
Figure 8 compares the compressive strength values of control concrete and both 20% CBA- and CBS-based concretes after 28, 56, and 90 days of curing. The error bars exhibit the range of measured values, and the control mixture shows the largest variation. The results revealed that CBA-based concrete had attained 94.1%, 99.4%, and 98.3%, respectively, of the control concrete’s 28-, 56-, and 90-day compressive strength. The pozzolanic activity of CBA was likely responsible for the notable compressive strength [39]. Bajare et al. [24] discovered that 20% cement substitution with CBA had the best compressive strength results, in contrast to other partially replaced specimens. CBA, with 20% substitution by weight of cement, developed compressive strength more quickly due to the higher hydration reaction and production of Portlandite (Ca (OH)2), which is necessary for pozzolanic activity [23]. Unlike CBA-based concrete, the mixture with 20% CBS had a slower strength development, potentially due to a higher volume of air voids. For every 1% increase in air content, the compressive strength drops by approximately 5% [40]. Hence, adequate compressive strength was observed with 20% CBA as a substitute for cement.
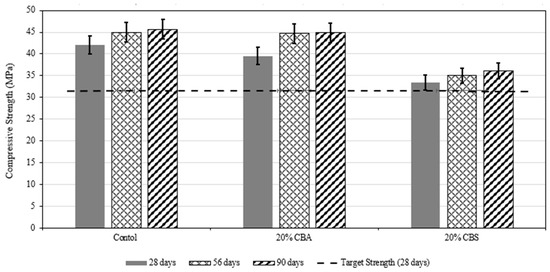
Figure 8.
Compressive strength of control, CBA, and CBS-based concrete.
3.3.2. Flexural Strength
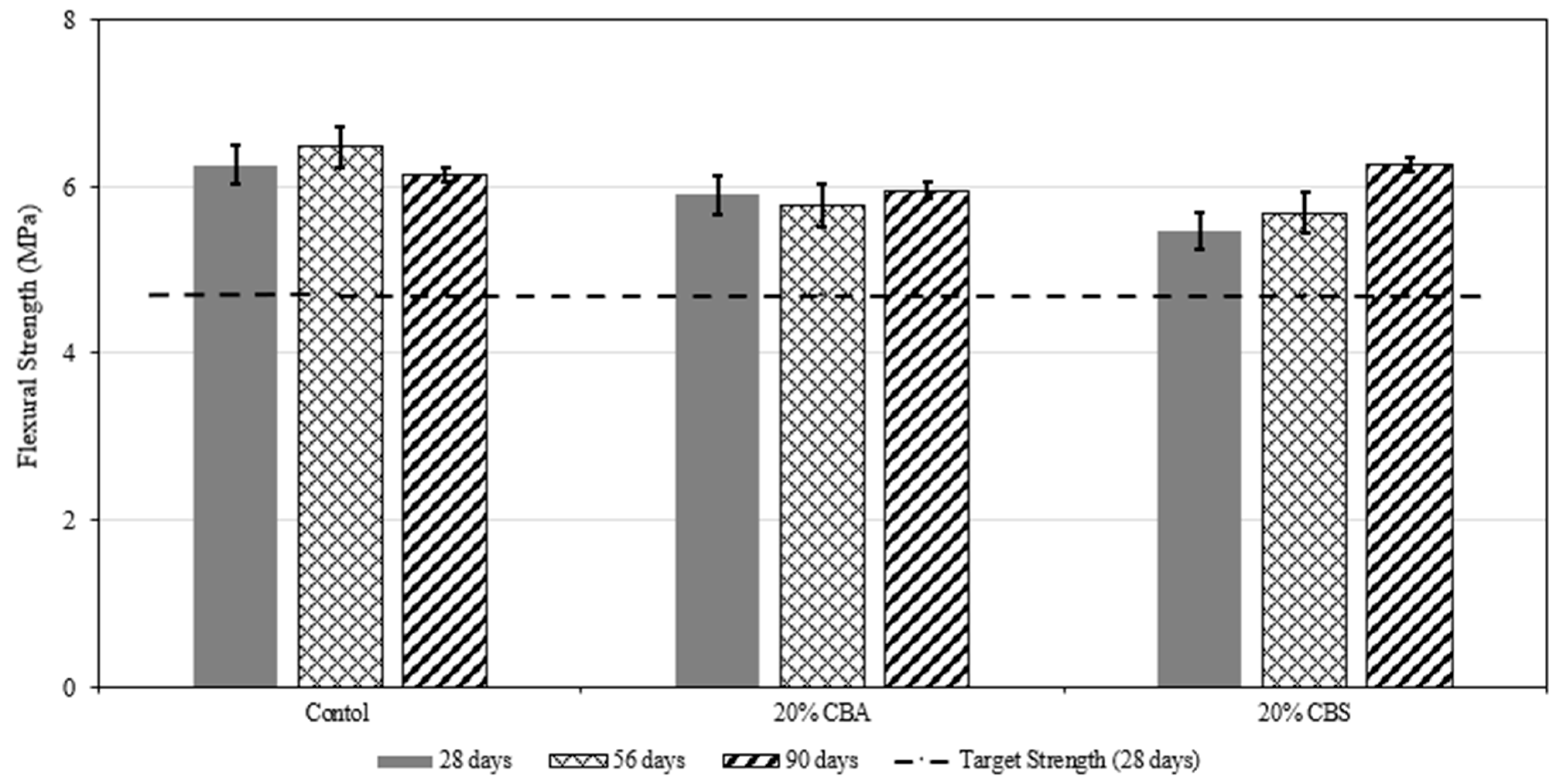
Figure 9 illustrates the flexural strength of the control, CBA-, and CBS-based concretes. The CBA-based concrete achieved 97% of the flexural strength of the control mix at 90 days, and the values remained almost constant across all curing ages. However, CBS-based concrete results indicated that the flexural strength was lower than that of the control by 12% at 28 and 56 days. Mangi et al. [41] obtained similar results. Nevertheless, the flexural strength exceeded the control by 2% at 90 days. Concrete’s flexural strength ranges between 10% and 20% of its compressive strength. The control and CBA-based concrete’s flexural strengths were approximately 13% of their compressive strengths. In contrast, for the CBS-based concrete, it was 17.33%, indicating an enhanced flexural performance in the CBS-based concrete. Two possible explanations can explain this phenomenon. First, SCMs can refine the pore structure by filling voids in the concrete, improving tensile zone performance and increasing the compressive-to-flexural strength ratio [42]. Second, the cement used in the control was finer than the CBS, resulting in a reduction in early strength development. Additionally, the lower aluminum content in the CBS may have contributed to delayed 28-day strength compared with the coarser CBA [43].
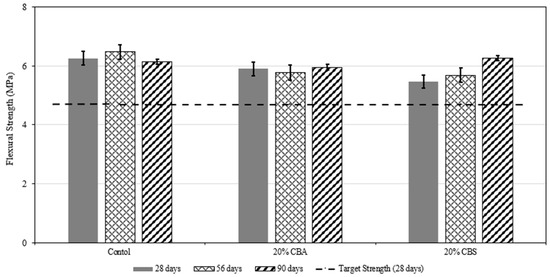
Figure 9.
Flexural strength of control, CBA-, and CBS-based concretes.
3.3.3. Splitting Tensile Strength
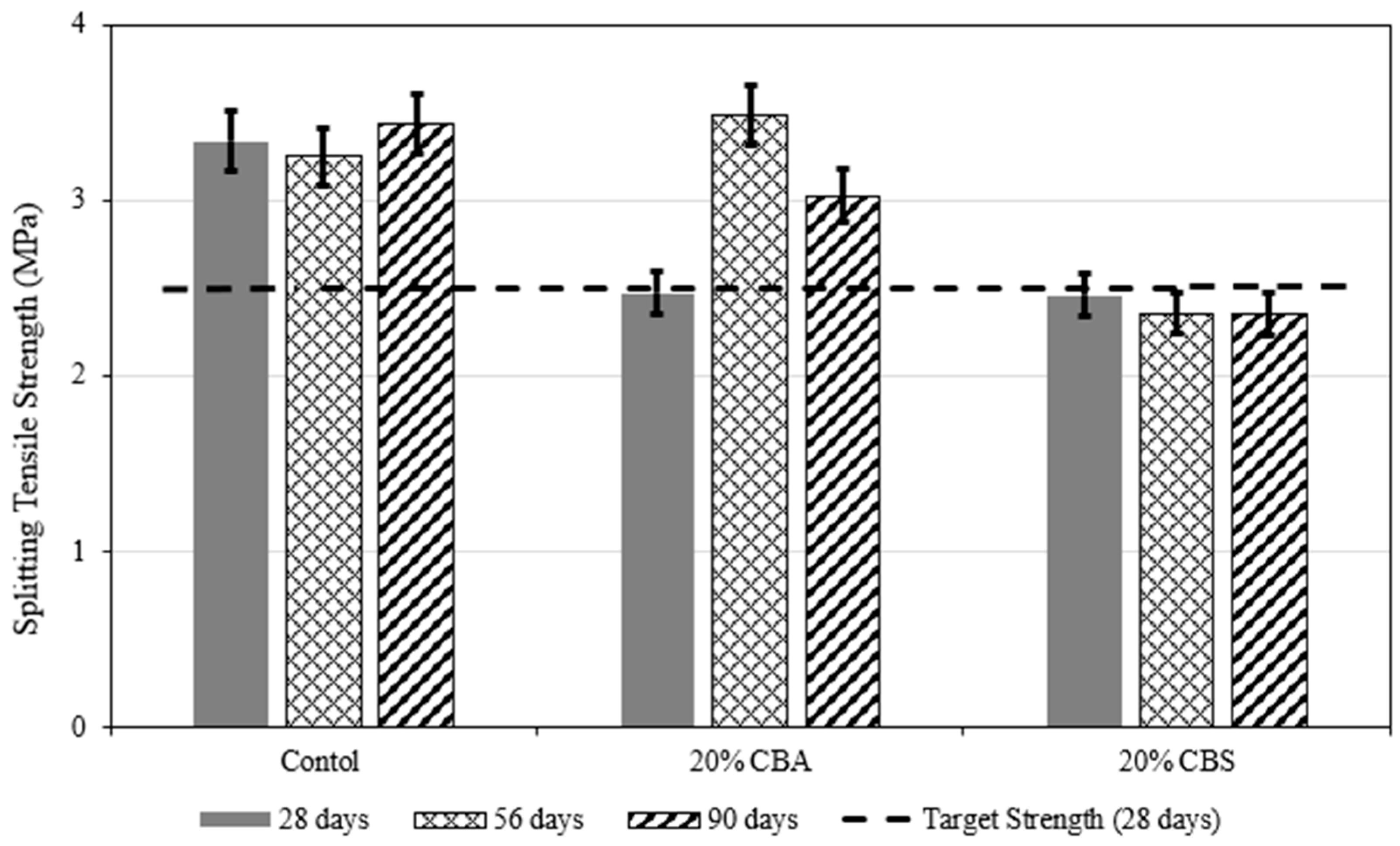
The results shown in Figure 10 reveal that CBA-based concrete attained 86% of the tensile strength of the control concrete on the 90th day and a strength increment of 7% over the control mix on the 56th day. The error bar symbolizes data variability, which could be attributed to minor discrepancies during sample preparation and testing. The higher tensile strength on the 56th day may have resulted from CBA in the mixture, which initiated the pozzolanic reaction, indicating C-S-H gel development [25]. However, CBS-based concrete was 32% less strong than the control on the 90th day. A possible explanation could be the decreased pozzolanic reaction and delayed hydration process, where the C-S-H gel, which enhances concrete’s tensile strength, was not formed. Other researchers observed a similar trend [39,44].
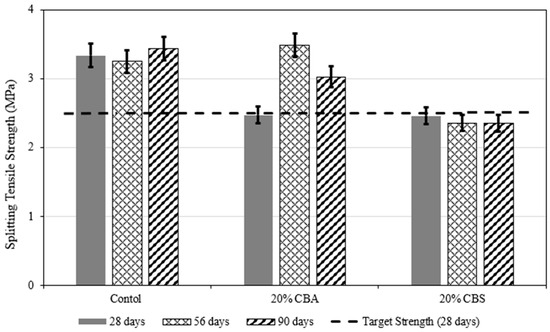
Figure 10.
Splitting tensile strength of control, CBA-, and CBS-based concretes.
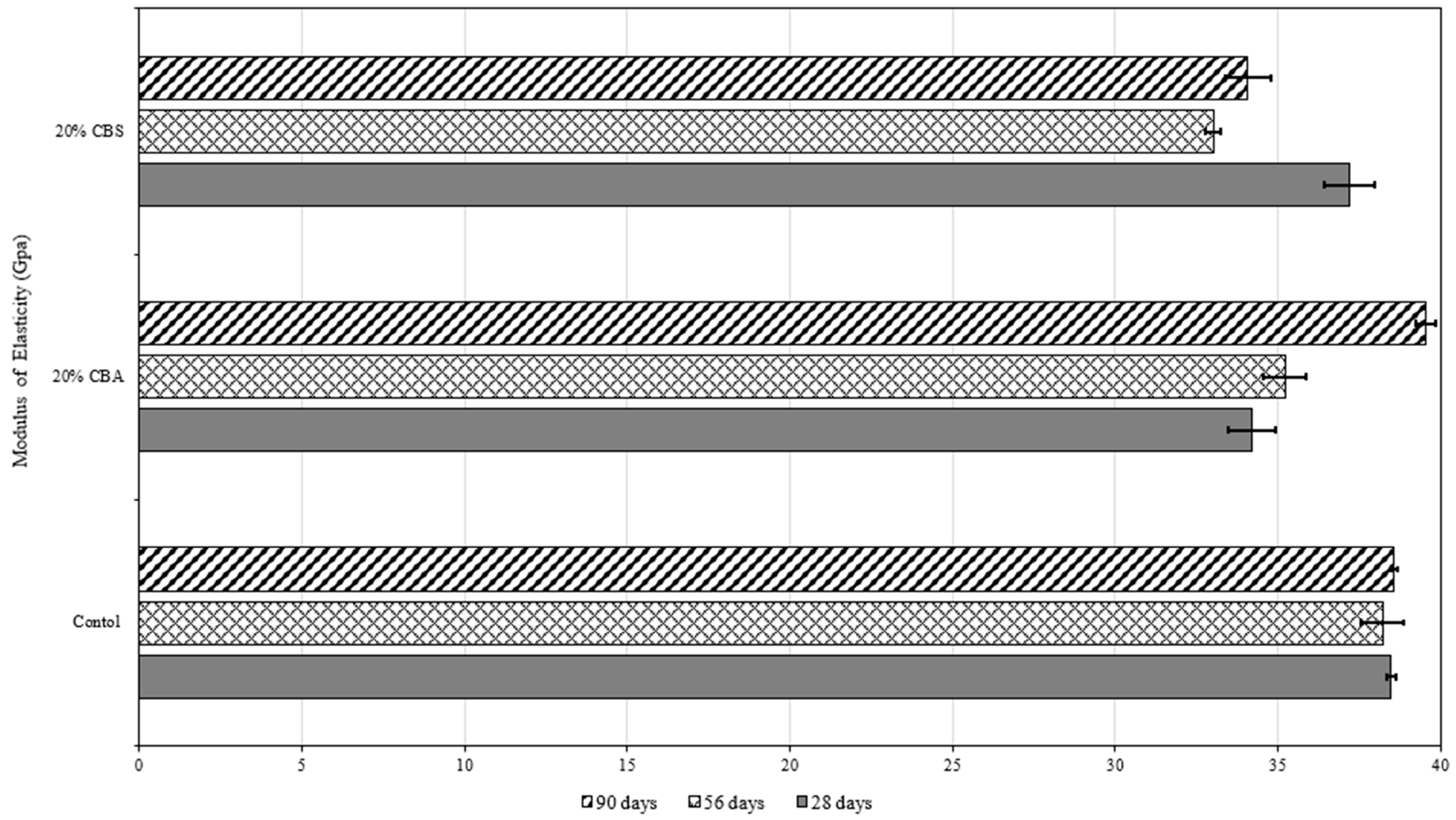
3.3.4. Modulus of Elasticity (MOE)
The MOE outcomes displayed in Figure 11 indicated nearly similar results for the control concrete on all curing days. The error bars display the range of measured values, with the highest variation in the 20% CBS on the 28th day. While the highest result was achieved with 20% CBA-based concrete on the 90th day, this was likely attributed to pozzolanic activity, which made it more resistant to deformation within the elastic range. The outcome was similar to Poudel et al. [25]. The amounts of Al2O3 and SiO2 likely significantly influenced the pozzolanic activity, which produced more C-S-H gel and increased the modulus of elasticity when they reacted with calcium hydroxide. However, the CBS-based concrete displayed a lower MOE than the other two mixtures.
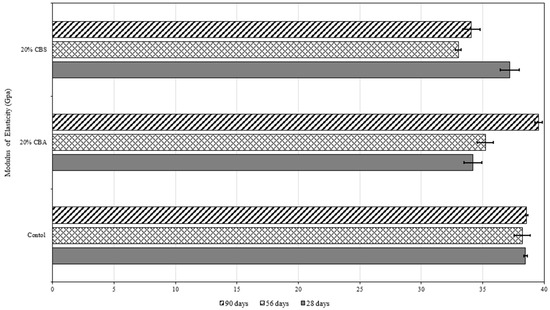
Figure 11.
MOE of control, CBA-, and CBS-based concretes’ durability property.
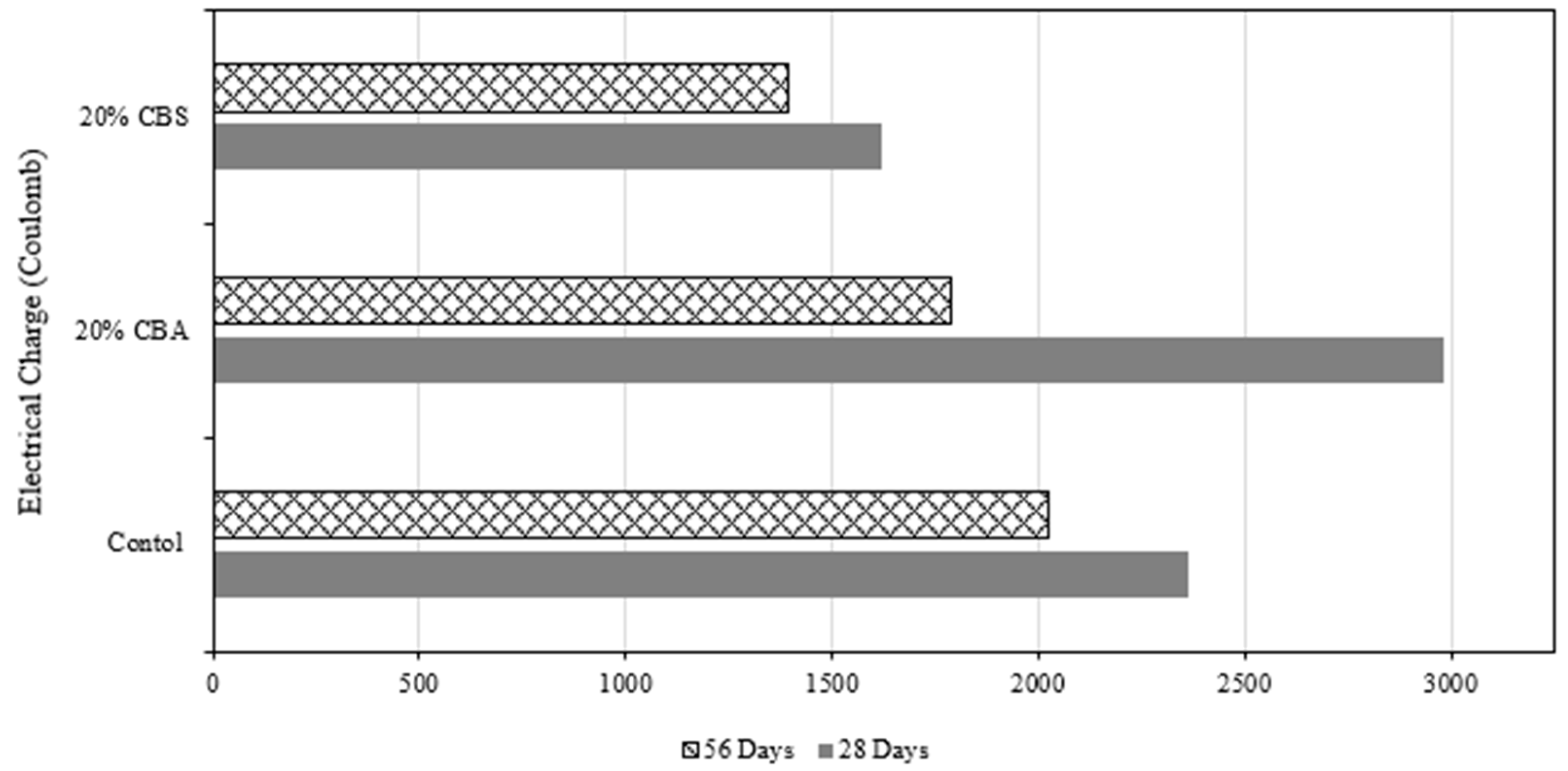
3.3.5. Rapid Chloride Penetration Test (RCPT)
Table 7 depicts the degree of chloride penetration based on the charge passed, and Figure 12 compares the charge passed in control, CBA-, and CBS-based concretes. The control concrete displayed a moderate severity level at 28 and 56 days, as expected for a control concrete with a water–cement factor between 0.4 and 0.5 [45]. On the other hand, the CBA-based concrete reduced the chloride permeability on the 56th day. The result coincides with past findings [25,44]. Moreover, the incorporation of 20% CBS substantially lowered the electrical conductivity. Hence, stable calcium silicate and aluminate hydrates are created when lime and reactive silica in ash react, filling the voids in concrete and detaching part of the lime that lowers the permeability, thus enhancing durability [46]. Additionally, the presence of aluminum in the CBA- and CBS-based concretes may have formed chloride-binding aluminate phases, thus improving chloride penetration resistance [47,48].
Table 7.
Rating of chloride permeability of concrete [45].
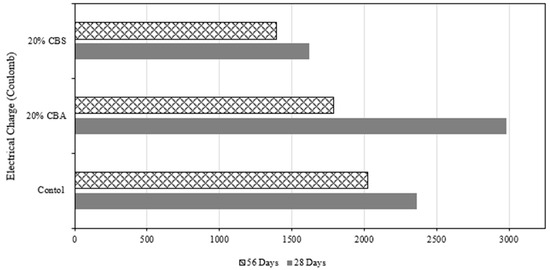
Figure 12.
Variation in coulombs for control, CBA-, and CBS-based concretes.
3.4. Toxicity Characteristics Leaching Procedure (TCLP)
The concentrations of heavy metals in extracts produced by TCLP were analyzed using ICP-OES. Table 8 shows a summary of TCLP results in ppm (mg/L). The findings of these tests indicate that the residues impose a significant risk to the quality of the drinking water if they leach into rivers, lakes, or ash ponds; neither CBA nor CBS exceeded EPA regulatory limits for hazardous substances. Therefore, these coal combustion residues could be used in various construction projects in the concrete industry.
Table 8.
Summary of TCLP results in ppm (mg/L).
4. Conclusions
In this article, the objectives were to explore coal combustion residues—in particular, coal bottom ash (CBA) and coal boiler slag (CBS)—as supplementary cementitious materials (SCMs) to reduce the environmental impact of cement manufacturing by lowering the carbon footprint as well as the amount of cement used while improving concrete performance. In some cases, SCMs can also reduce the cost of concrete. The scope of the experiment covered the chemical, fresh, and hardened properties as well as the effects of replacing 20% of the CBA- and CBS-based concrete characteristics. Moreover, this study evaluated the established procedure that classifies byproducts for safe disposal and then examined their potential as a value-added product in the construction industry by measuring heavy metals concentration and leachability.
It was found that concrete with 20% CBA could be considered a potential cement replacement, as it enhances the compressive, flexural, and splitting tensile strength, and the modulus of elasticity, owing to a pozzolanic reaction that gives better strength development than CBS-based concrete. Replacing 20% cement with CBA and CBS improved the concrete’s ability to withstand the ingression of chloride ions due to the amelioration of chloride-binding capacity, which is advantageous for structures in harsh environments. However, more durability tests need to be conducted to ensure consistent concrete performance. Furthermore, the TCLP test regarding the leachability concentration of extremely toxic heavy metals indicates that none of the residues exceed EPA regulatory limits for hazardous waste. The adoption of sustainable concrete could be further promoted by more research on the freeze–thaw resistance of CBA- and CBS-based concretes and by using natural fibers so their tensile and flexural strength could be enhanced.
Overall, though more standardization is required to fully realize their benefits, the incorporation of 20% cement replacement of CBA and CBS into the concrete mixture offers a promising path toward sustainable construction practices by promoting the use of byproducts and attaining almost equivalent and enhanced concrete performance in comparison with conventional concrete. Furthermore, by adhering to EPA guidelines, CBA and CBS can be used as SCMs without posing significant environmental risks.
Author Contributions
Conception: D.S.G.; resources: D.S.G. and B.D.; methodology: D.S.G., L.E.G. and B.D.; writing—original draft: L.E.G.; writing—review and editing: L.E.G., D.S.G. and B.D.; supervision: D.S.G. and B.D.; project administration and funding acquisition: D.S.G. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the North Dakota Industrial Commission (NDIC) under the grants of (FY19-LXXXVll-219).
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The authors will make the raw data supporting this article’s conclusions available upon request.
Acknowledgments
The authors thank the North Dakota Industrial Commission (NDIC) for funding this research.
Conflicts of Interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
References
- Monteiro, P.J.M.; Miller, S.A.; Horvath, A. Towards Sustainable Concrete. Nat. Mater. 2017, 16, 698–699. [Google Scholar] [CrossRef] [PubMed]
- Ellis, L.D.; Badel, A.F.; Chiang, M.L.; Park, R.J.-Y.; Chiang, Y.-M. Toward Electrochemical Synthesis of Cement—An Electrolyzer-Based Process for Decarbonating CaCO3 While Producing Useful Gas Streams. Proc. Natl. Acad. Sci. USA 2020, 117, 12584–12591. [Google Scholar] [CrossRef] [PubMed]
- Xi, F.; Davis, S.J.; Ciais, P.; Crawford-Brown, D.; Guan, D.; Pade, C.; Shi, T.; Syddall, M.; Lv, J.; Ji, L.; et al. Substantial Global Carbon Uptake by Cement Carbonation. Nat. Geosci. 2016, 9, 880–883. [Google Scholar] [CrossRef]
- Duchesne, J. Alternative Supplementary Cementitious Materials for Sustainable Concrete Structures: A Review on Characterization and Properties. Waste Biomass Valor. 2021, 12, 1219–1236. [Google Scholar] [CrossRef]
- Arvaniti, E.C.; Juenger, M.C.G.; Bernal, S.A.; Duchesne, J.; Courard, L.; Leroy, S.; Provis, J.L.; Klemm, A.; De Belie, N. Physical Characterization Methods for Supplementary Cementitious Materials. Mater. Struct. 2015, 48, 3675–3686. [Google Scholar] [CrossRef]
- Ramme, B.W.; Tharaniyil, M.P. Coal Combustion Products Utilization Handbook; We Energies: Milwaukee, WI, USA, 2013. [Google Scholar]
- Panesar, D.K. Supplementary Cementing Materials. In Developments in the Formulation and Reinforcement of Concrete; Elsevier: Amsterdam, The Netherlands, 2019; pp. 55–85. ISBN 978-0-08-102616-8. [Google Scholar]
- Muthusamy, K.; Rasid, M.H.; Jokhio, G.A.; Mokhtar Albshir Budiea, A.; Hussin, M.W.; Mirza, J. Coal Bottom Ash as Sand Replacement in Concrete: A Review. Constr. Build. Mater. 2020, 236, 117507. [Google Scholar] [CrossRef]
- Mousa, A. Utilization of Coal Bottom Ash from Thermal Power Plants as a Cement Replacement for Building: A Promising Sustainable Practice. J. Build. Eng. 2023, 74, 106885. [Google Scholar] [CrossRef]
- Juenger, M.C.G.; Siddique, R. Recent Advances in Understanding the Role of Supplementary Cementitious Materials in Concrete. Cem. Concr. Res. 2015, 78, 71–80. [Google Scholar] [CrossRef]
- American Coal Ash Association. Beneficial Use of Coal Combustion Products; American Coal Ash Association: Salt Lake City, UT, USA, 2022; p. 7. [Google Scholar]
- Hasani, A. Investigating the Potential of 3D Concrete Printing for Unreinforced Structures. Master’s Thesis, University of North Dakota, Grand Forks, ND, USA, 2024. [Google Scholar]
- Baba, A. Geochemical Assessment of Environmental Effects of Ash from Yatagan (Mugla-Turkey) Thermal Power Plant. Water Air Soil Pollut. 2003, 144, 3–18. [Google Scholar] [CrossRef]
- Baba, A.; Kaya, A.; Birsoy, Y.K. The Effect of Yatagan Thermal Power Plant (Mugla, Turkey) on the Quality of Surface and Ground Waters. Water Air Soil Pollut. 2003, 149, 93–111. [Google Scholar] [CrossRef]
- Georgakopoulos, A.; Filippidis, A.; Kassoli-Fournaraki, A.; Fernández-Turiel, J.-L.; Llorens, J.-F.; Mousty, F. Leachability of Major and Trace Elements of Fly Ash from Ptolemais Power Station, Northern Greece. Energy Sources 2002, 24, 103–113. [Google Scholar] [CrossRef]
- Mandal, A.; Sengupta, D. Characterization of Flyash from Coal-Based Thermal Power Station at Kolaghat-Possible Environmental Hazards. Indian J. Environ. Prot. 2002, 22, 885–891. [Google Scholar]
- USEPA. Method 1311, Toxicity Characteristic Leaching Procedure (TCLP); U.S. Environmental Protection Agency: Washington, DC, USA, 1992. [Google Scholar]
- Halim, C. Evaluating the Applicability of a Modified Toxicity Characteristic Leaching Procedure (TCLP) for the Classification of Cementitious Wastes Containing Lead and Cadmium. J. Hazard. Mater. 2003, 103, 125–140. [Google Scholar] [CrossRef] [PubMed]
- Kang, S.; Emerson, L.; Lee, J.; Ley, M.T. Determining the Air-Entraining Admixture Dosage in Concrete with Non-Traditional Coal Ash. Mater. Struct. 2023, 56, 9. [Google Scholar] [CrossRef]
- U.S. Department of Transportation Federal Highway Administration. User Guidelines for Waste and Byproduct Materials in Pavement Construction; Coal Bottom Ash/Boiler Slag; U.S. Department of Transportation: Washington, DC, USA, 2016. [Google Scholar]
- Gooi, S.; Mousa, A.A.; Kong, D. A Critical Review and Gap Analysis on the Use of Coal Bottom Ash as a Substitute Constituent in Concrete. J. Clean. Prod. 2020, 268, 121752. [Google Scholar] [CrossRef]
- Chuang, C.-W.; Chen, T.-A.; Huang, R. Effect of Finely Ground Coal Bottom Ash as Replacement for Portland Cement on the Properties of Ordinary Concrete. Appl. Sci. 2023, 13, 13212. [Google Scholar] [CrossRef]
- Jaturapitakkul, C.; Cheerarot, R. Development of Bottom Ash as Pozzolanic Material. J. Mater. Civ. Eng. 2003, 15, 48–53. [Google Scholar] [CrossRef]
- Bajare, D.; Bumanis, G.; Upeniece, L. Coal Combustion Bottom Ash as Microfiller with Pozzolanic Properties for Traditional Concrete. Procedia Eng. 2013, 57, 149–158. [Google Scholar] [CrossRef]
- Poudel, S.; Menda, S.; Useldinger-Hoefs, J.; Guteta, L.E.; Dockter, B.; Gedafa, D.S. The Use of Ground Coal Bottom Ash/Slag as a Cement Replacement for Sustainable Concrete Infrastructure. Materials 2024, 17, 2316. [Google Scholar] [CrossRef]
- ASTM C188; Standard Test Method for Density of Hydraulic Cement. American Society for Testing and Materials: West Conshohocken, PA, USA, 2023.
- ASTM C311; Standard Test Methods for Sampling and Testing Coal Ash or Natural Pozzolans for Use in Concrete. American Society for Testing and Materials: West Conshohocken, PA, USA, 2024.
- ASTM C192; Standard Practice for Making and Curing Concrete Test Specimens in the Laboratory. American Society for Testing and Materials: West Conshohocken, PA, USA, 2018.
- ASTM C143; Standard Test Method for Slump of Hydraulic-Cement Concrete. American Society for Testing and Materials: West Conshohocken, PA, USA, 2020.
- ASTM C138; Standard Test Method for Density (Unit Weight), Yield, and Air Content (Gravimetric) of Concrete. American Society for Testing and Materials: West Conshohocken, PA, USA, 2023.
- ASTM C231; Standard Test Method for Air Content of Freshly Mixed Concrete by the Pressure Method. American Society for Testing and Materials: West Conshohocken, PA, USA, 2024.
- ASTM C469; Standard Test Method for Static Modulus of Elasticity and Poisson’s Ration of Concrete in Compression. American Society for Testing and Materials: West Conshohocken, PA, USA, 2021.
- ASTM C39; Standard Test Method for Compressive Strength of Cylindrical Concrete Specimens. American Society for Testing and Materials: West Conshohocken, PA, USA, 2023.
- ASTM C496; Standard Test Method for Splitting Tensile Strength of Cylindrical Concrete Specimens. American Society for Testing and Materials: West Conshohocken, PA, USA, 2017.
- ASTM C78; Standard Test Method for Flexural Strength of Concrete (Using Simple Beam with Third-Point Loading). American Society for Testing and Materials: West Conshohocken, PA, USA, 2022.
- ASTM C1202–22e1; Standard Test Method for Electrical Indication of Concrete’s Ability to Resist Chloride Ion Penertration. American Society for Testing and Materials: West Conshohocken, PA, USA, 2019.
- ASTM C618–23e1; Standard Specification for Coal Ash and Raw or Calcined Natural Pozzolan for Use in Concrete. American Society for Testing and Materials: West Conshohocken, PA, USA, 2022.
- Khan, R.A.; Ganesh, A. The Effect of Coal Bottom Ash (CBA) on Mechanical and Durability Characteristics of Concrete. J. Build. Mater. Struct. 2016, 3, 31–42. [Google Scholar] [CrossRef]
- Rafieizonooz, M.; Mirza, J.; Salim, M.R.; Hussin, M.W.; Khankhaje, E. Investigation of Coal Bottom Ash and Fly Ash in Concrete as Replacement for Sand and Cement. Constr. Build. Mater. 2016, 116, 15–24. [Google Scholar] [CrossRef]
- American Concrete Institute. Report on Chemical Admixtures for Concrete; American Concrete Institute: Farmington Hills, MI, USA, 2016; ISBN 978-1-942727-80-4. [Google Scholar]
- Mangi, S.A.; Wan Ibrahim, M.H.; Jamaluddin, N.; Arshad, M.F.; Ramadhansyah, P.J. Effects of Ground Coal Bottom Ash on the Properties of Concrete. J. Eng. Sci. Technol. 2019, 14, 338–350. [Google Scholar]
- Fode, T.A.; Chande Jande, Y.A.; Kivevele, T. Effects of Different Supplementary Cementitious Materials on Durability and Mechanical Properties of Cement Composite—Comprehensive Review. Heliyon 2023, 9, e17924. [Google Scholar] [CrossRef]
- Briendl, L.G.; Mittermayr, F.; Baldermann, A.; Steindl, F.R.; Sakoparnig, M.; Letofsky-Papst, I.; Galan, I. Early Hydration of Cementitious Systems Accelerated by Aluminium Sulphate: Effect of Fine Limestone. Cem. Concr. Res. 2020, 134, 106069. [Google Scholar] [CrossRef]
- Mangi, S.A.; Wan Ibrahim, M.H.; Jamaluddin, N.; Arshad, M.F.; Shahidan, S. Performances of Concrete Containing Coal Bottom Ash with Different Fineness as a Supplementary Cementitious Material Exposed to Seawater. Eng. Sci. Technol. Int. J. 2019, 22, 929–938. [Google Scholar] [CrossRef]
- Shi, C. Effect of Mixing Proportions of Concrete on Its Electrical Conductivity and the Rapid Chloride Permeability Test (ASTM C1202 or ASSHTO T277) Results. Cem. Concr. Res. 2004, 34, 537–545. [Google Scholar] [CrossRef]
- Kurama, H.; Kaya, M. Usage of Coal Combustion Bottom Ash in Concrete Mixture. Constr. Build. Mater. 2008, 22, 1922–1928. [Google Scholar] [CrossRef]
- Su, P.; Dai, Q.; Kane, E.S. Predicting Chloride Ingression in Concrete Containing Different SCMs Based on Chloride Binding and Electrical Resistivity. Constr. Build. Mater. 2024, 414, 134928. [Google Scholar] [CrossRef]
- Abd El Fattah, A.M.; Al-Duais, I.N.A. Modeling of Chloride Binding Capacity in Cementitious Matrices Including Supplementary Cementitious Materials. Crystals 2022, 12, 153. [Google Scholar] [CrossRef]

Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).