1. Introduction
Plastics have been manufactured since the 1860s, but it was not until the 1940s that plastic production became one of the fastest growing industries worldwide [
1]. The combination of relatively low production costs and the short lifespan of plastic products has led to a significant annual accumulation of plastic waste, creating serious environmental challenges. Conventional disposal methods such as landfill and incineration not only waste valuable resources but also cause substantial secondary pollution [
2,
3]. The incineration of one ton of post-consumer plastic waste can produce approximately one to four tons of CO
2, depending on the process. On the contrary, recycling and recovering this waste to create new products generates only about 10% of the CO
2 emissions compared to producing plastics from virgin naphtha [
4]. These findings underline why legislators are increasingly focusing on improving plastic waste management practices, including reduction, recovery, reuse, repair, and recycling. In addition, there is a strong push for the eco-design of materials that are easier to recycle, all aimed at significantly reducing greenhouse gas emissions [
5]. Currently, mechanical recycling remains the most common approach to processing plastics. This method involves separating plastics from non-plastic particles, sorting them using optical systems, manual techniques, or float–sink methods, followed by shredding, grinding, and extrusion [
6]. However, chemical recycling is gaining traction as a promising alternative to enhance recycling efficiency. This approach is especially effective for certain polymers, such as PET and polystyrene, where the polymers are broken down into monomers and oligomers that can be repolymerized or converted into other chemicals [
7,
8]. Despite its potential, chemical recycling faces significant challenges, particularly with polymers such as polyethylene and polypropylene, which require a much higher temperature compared to other plastics and are more difficult to process using these methods [
7,
9]. For example, the quite effective recovery of up to 48% of ethylene monomer with a gas yield of >99% from LDPE waste was reached by pyrolysis at a temperature of around 950–1000 °C [
10]. Thus, high energy consumption hinders the industrial-scale operation of chemical recycling. In response to the imperatives of sustainable development and environmental protection, researchers have explored various recycling methods for plastic waste, with the aim of creating economically viable and environmentally friendly value-added products [
11].
A promising approach involves incorporating plastic waste into the manufacture of long-life products such as concrete products or cement mixes. This method binds the plastic within the material, preventing it from freely moving and causing environmental pollution while simultaneously improving the value and some properties of the end product, contributing to both environmental and structural sustainability [
12]. In addition, it helps preserve natural aggregates and potentially allows for more repeated separation and recycling of plastic. Typically, recycled plastic takes various forms depending on the type of plastic and its intended application. Frequently, recycled plastic is processed into plastic fibers [
13] or granules [
14], which serve as fillers in different applications. Recycled plastic fibers serve as a reinforcement additive that helps in reducing the formation of microcracks and improves both flexural and compressive strength in materials [
15]. In contrast, incorporating plastic granules into concrete products can potentially diminish the strength and other properties of concrete [
16]. However, compared to recycled plastic fibers which are typically used in amounts of up to 1% by weight [
15], recycled plastic pellets can be used in much larger quantities, ranging from 10% to 50% by weight [
16] in concrete products. Thus, concrete, as one of the most widely used building materials worldwide, offers the opportunity to integrate a significant amount of plastic waste as aggregates [
17,
18]. Although this allows a larger volume of plastic waste to be repurposed, it raises concerns about the long-term durability of such concrete. PE and PP, which are the most common plastics found in waste from landfill [
19] and major constituents of mixed plastic waste granules, are generally considered to be very durable materials, having excellent resistance to harsh chemicals and good mechanical properties [
20,
21]. However, polypropylene can become brittle with freezing and thawing, and both PP and PE tend to degrade when exposed to UV. While the cement matrix would protect the plastic aggregate from direct UV rays, temperature fluctuations throughout the year may be crucial for the lifetime of such composites. Moreover, studies have shown that plastic granules, due to their hydrophobic nature and poor adhesion to the cement matrix, can lead to increased porosity and microcracking over time [
22]. These factors may result in reduced resistance to environmental conditions, such as freeze–thaw cycles [
23], and chemical attacks [
24]. Therefore, the use of recycled plastic pellets in larger quantities presents both opportunities for sustainability and challenges for ensuring the durability and structural integrity of the concrete over its lifespan.
One of the most important aspects of plastic waste reuse in cementitious materials is the possible reduction in strength, which will largely determine the applicability of the composite obtained. It was observed [
25] that the incorporation of 10% and 20% of PE plastic waste pellets ranging in size from 0.15 to 10 mm and with 0% water absorption resulted in a reduction in compressive strength of 29.7% and 38.4%, respectively, and a reduction in flexural strength of 5.9% and 22.2%, respectively. Other authors [
26,
27] have similarly observed that when plastic waste granules replace coarse aggregate in concrete, the weak bond between the cementitious matrix and plastic granules leads to a decrease in both the compressive strength and flexural strength as the amount of plastic waste increases. Additionally, a much lower density of plastic granules compared to natural aggregate results in a lower overall density of the final concrete or mortar product, which consequently leads to a decrease in compressive strength. For example, in the case presented by [
27], the compressive strength decreased from 31 MPa to 23 MPa with 30% LDPE plastic waste granules, while [
28] reported a reduction in the compressive strength from 35 MPa to approximately 26 MPa with 25% PVC plastic waste and 20 MPa with 50% PVC plastic waste after 28 days of curing. When plastic granules are substituted not for coarse aggregate in concrete but for fine aggregate such as sand, researchers emphasize that the inclusion of a significant amount of plastic granules can also decrease the strength properties of mortar or concrete. According to Rajawat [
29], the optimal amount of recycled PET granules, when used to replace a portion of the sand in concrete, is 3%. At this percentage, the compressive strength of the specimens was higher than that of the control specimens due to a reduction in the gaps within the interfacial transition zone in the concrete matrix. However, when more than 3% was used, the compressive strength decreased significantly and was lower than that of the control specimens. Ferrotto et al. [
30] investigated the effect of the addition of mixed plastic (PET, PP, PVC) in three different forms—flakes, granules, and plastic sand—on the properties of ordinary concrete. An increase in strength loss with the amount of plastic was established for all types of plastic used. Boucedra and Bederina [
31] in their study also observed a reduction in sand concrete compressive strength with the replacement of both river and dune sand by cylindrical plastic granules 1.5–3.5 mm in diameter and 2–3 mm in thickness with specific and apparent densities of 916 and 531 kg/m
3, respectively. The density and thermal conductivity of the concrete was reduced; however, the strength also decreased, and its loss was ~30% and ~12% for river sand and dune sand concrete, respectively, at 25% plastic granules (or 129.5 kg/m
3 and 115.8 kg/m
3, respectively). A slight positive effect of 1.5–4 mm recycled PP plastic granules on the compressive strength of self-compacting concrete was obtained by Yang et al. [
32]. When the replacement of sand by plastic was 15–20% by volume, the 28-day compressive strength slightly increased (reaching ~27 MPa) as compared to the control composition (~25 MPa). However, the overall amount of plastic granules in these compositions was relatively low—41.8 and 52.3 kg/m
3. A strength improvement was also obtained by Guendouz et al. [
33], when in the production of sand concrete, a part of the sand (10%, 20%, 30%, and 40% by volume) was replaced with a maximum of 2 mm size LDPE plastic powder. The 28-day compressive and flexural strength was not worsened in the entire replacement interval from 10% to 40% by volume (or ~30–120 kg/m
3); and at 20% plastic powder, the compressive strength was increased by ~30% (reaching ~26 MPa), and the flexural strength was increased by ~47% (reaching ~5 MPa), as compared with the control.
As evidenced by the analysis of the literature, the loss of concrete strength when adding waste plastic can be avoided or reduced by limiting the amount or using a fine fraction with an angular shape, while the use of plastic granules (especially in significant amounts) in cement composites generally reduces their mechanical properties due to poor adhesion between the granules and the cement matrix, as a consequence of the hydrophobicity and smoothness of plastic surfaces [
34]. Therefore, the additional activation/modification of plastic granule surfaces could contribute to better interactions with the cement matrix and improve the mechanical properties of composites containing plastic. One of the primary challenges with using plastic waste in cement composites is the inherent hydrophobicity of plastic, which leads to poor adhesion and increased porosity at the interface. Surface modification methods address this issue by altering the plastic’s surface properties to enhance bonding with the hydrophilic cement matrix. According to the most recent review by Al-Mansour et al. [
34], different research methods studied several processing techniques to improve the adhesion of plastic aggregates to the cement matrix, including thermal, mechanical, chemical, and coating methods with coatings that show particular promise that effectively target surface hydrophobicity, improving adhesion without compromising the structural integrity of the granules.
Mechanical processing includes the grinding of PET bottles in a blade mill to obtain a certain size of particles (0.1–5 mm), which allows for the substitution of 5% by weight of siliceous sand without strength loss [
35]. The heating and extrusion of shredded PET bottle particles produced particles with a controlled cylindrical shape and size (pellets) but essentially did not improve the adhesion and strength [
36]. The heating of HDPE, PP, PET, and mixed plastic particles in a microwave was shown to have a different effect: HDPE and PP experienced only warming, resulting in cracks “healing”; due to higher dielectric strength, the PET surface was micro-swelled and therefore had improved adhesion with the cement matrix, confirmed by microscopical analysis; however, this effect was not obtained with mixed plastic, indicating that treatment efficiency depends on the physical properties of the plastic [
37]. Surface functionalization by treatment in a plasma chamber has shown certain potential. The method alters the material’s surface using the ionic species present in the chamber, which results in the creation of so-called “dangling bonds”, increasing surface reactivity [
38], which along with the developed nano- and microroughness [
39] could potentially increase adhesion to the cementitious matrix. Schaefer et al. [
40] demonstrated that the high-dose (100 kGy) gamma irradiation of PET could partially recover the concrete strength loss due to PET addition. The concrete strength increase effect after irradiation is associated with chain scission and crosslinking, resulting in a strength increase in the plastic itself. Chemical etching in solutions of hypochlorous acid bleach (HOCl), sodium hydroxide (NaOH), and their mixture to achieve the chemical roughening of plastic surfaces was studied in a number of works, applying this method to polycarbonate, polyoxymethylene, acrylonitrile butadiene styrene (ABS), HDPE, PET, and PP [
41,
42,
43]. According to the authors, for all treated plastic types, a reduction in strength loss was obtained. However, Thorneycroft et al. [
42] found that after the plastic was immersed in solution and dried, the residues of chemicals, precipitated at the surface, dissolved in water during mixing with the cement mix; due to a high pH, the chemicals decomposed and formed oxygen, increasing the voids in the concrete and reducing density and strength. Additional washing improves results; however, the strength was increased by only 2% as compared with untreated PET at 10% volume replacement for sand. PET aggregates’ compatibility with the cement matrix was improved by blending the plastic with 5 wt.% additive-free polystyrene resin (density of 1.04 g/mL) and 5% PKHH phenoxy resin [
44]. As a result, the compressive strength loss of the concrete was significantly reduced (compared with untreated plastic) at 5–50% sand replacement and a w/c ratio from 0.4 to 0.5; for example, at 20% sand replacement by treated PET particles and w/c = 0.45, the CCS of concrete was ~34.5 MPa versus ~37 MPa for the reference composition without plastic. The adhesion between the plastic aggregate and cement matrix can be improved by covering plastic with silanes, providing a hydrophilic surface [
45,
46]. Benzerzour et al. [
46] modified sand concrete with unsaturated polyester/glass fibers of 0.4 to 23 mm in length immersed in vinyl trimethoxy silane solution for an hour and dried at 80 °C for 30 min. As a result, the bond strength between the fibers and matrix and pullout energy were increased by up to ~3 times and 4 times, respectively, compared with the untreated fibers, showing, however, a non-linear dependence on the silane concentration. In [
45], the silanization of wasted epoxy resin particles of ~10–100 µm in size also showed efficacy in sand concrete compressive strength improvement: the loss of 28-day strength at 15–25% plastic replacement for sand was only ~2–17% compared with the reference composition without plastic, while at 5% and 10% replacement, the concrete strength was even improved by up to 9.4%. A similar approach was applied by Al-Mansour et al. [
47] but using other, polymer, materials for coating: PP and PA granules were mixed with an ethylene–vinyl acetate (EVA) suspension before mixing with the cement–sand mixture. The results revealed a decrease in the compressive strength for all modified compositions (containing 10% nontreated or treated PP or PA granules or just EVA), compared to the reference. Moreover, the compressive strength of the concrete with treated granules showed a drop compared with that of the concrete with untreated granules. However, the flexural strength was slightly improved, which is attributed to the creation of organic–inorganic transition zones at the interface between the plastic and the cement matrix, enhancing their adhesion. This method was further modified by the authors [
48] by adding nanosilica (nS) to the EVA suspension. This allowed the plastic particles to be covered with a complex polymeric film, which provided better compatibility of the plastic aggregate with the cement matrix due to EVA and the matrix densification effect due to nS, thus mitigating the strength loss effect. Modified nanosilica with a silane coupling agent improves the rate of cement hydration [
49]. This modification contributes to a denser cement matrix and results in improved compressive strength [
50]. nS is the most active pozzolanic additive, which can be used in cement materials, but others, such as fly ash, metakaolin, microsilica, spent fluid catalytic cracking catalyst, etc., also have a positive effect but act only as a pozzolanic additive, compared to nS, which also acts as a nucleation center [
51]. However, the very high price of nS limits its application in the concrete industry [
52].
In [
53], to improve the bond with the cement matrix, the PP fibers were mixed with molten paraffin at ~60 °C and then rotated with nano-calcium carbonate in a pelletizer. The authors indicated that the surface roughness of the fibers increased from 0.73 nm to 8.45 nm and pointed out a denser matrix structure around the fibers with a higher hydration degree, resulting in a higher bond strength between the fibers and the cement. Another method worthy of attention was proposed in the works [
54,
55,
56]. These studies indicate that to preserve the mechanical properties of cement composites, it is best to coat the waste plastic pellets with a material that adheres well to the cement matrix. Plastic aggregate was produced from waste PET bottles and then mixed with dispersive granulated blast-furnace slag (GBFS) [
54], fine sand [
55,
56], or coarse waste ceramic powder [
56] at an elevated temperature (250 ± 10 °C in [
54,
55] or melting point of plastic in [
56]). Such treatment provided firm incorporation of mineral particles into the surface of the PET aggregate. All compositions containing plastics had lower compressive strength compared to the control sample without plastic. However, the strength loss can be diminished significantly—for example, the 28-day compressive strength loss was ~9% at 50% sand replacement with GBFS-modified PET granules in [
54]. In addition, the results showed a higher efficiency of the dispersive mineral additive for coating compared to the coarse one [
56]. According to Herki [
57], polystyrene waste granules can be coated with a binder (cement) to achieve several benefits: increasing density and preventing flotation upon compaction. This method allows for a compressive strength of more than 15 MPa to be obtained, making it feasible to use the resulting concrete as a lightweight concrete by replacing 30% or more of the natural aggregates (limestone) with recycled PS granules. The covering of plastic with cement, but in the form of a paste, was also studied in [
58] along with some other methods such as coating with acrylate paint, silicate paint, and liquid glass without and with further covering with GBFS or sand. According to the results presented, cement paste and silicate paint can be considered an effective material for covering, when applying these methods to modify WEEE (Waste of Electric and Electronic Equipment) consisting of PS, ABS, EP, and PE. Lee et al. [
59] employed several surface treatment techniques to improve the wettability of recycled plastics for successful use in cement-based concrete. The study found that the hydrophilicity of recycled plastics improved with increased treatment time, regardless of the method used. These methods included ultraviolet–ozone treatment, a silane coupling agent, O
2 atmospheric pressure plasma, and acrylic binder coating methods.
Thus, certain efforts have recently been made to find an effective way to improve the adhesion between the plastic filler and the cement matrix and diminish strength loss due to plastic incorporation in cement composites. At the same time, research on the modification of mixed plastic waste—one of the most common and hard-to-utilize waste materials—is still lacking, while the efficiency of some methods proposed by other authors cannot be directly evaluated because of differences in the physical properties of different plastics. The present study focuses on the modification of mixed plastic granules. Based on the results reported by other authors [
52,
53,
54,
55,
56], several preparation methods were proposed in our study, using generally two main approaches: (i) covering with a polymeric coating (adhesive based on synthetic rubber, acryl styrene), which could provide better compatibility between granules and cement, followed by covering with mineral material capable of providing a matrix densification effect and (ii) covering with mineral material (sand, glass) at an elevated temperature to achieve the strong incorporation of particles, providing developed surface topography. Applying the first approach, differently than in [
52], in the current study, the microsilica additive was used in powder form, which could potentially increase silica participation in hydration processes around the plastic granules. Furthermore, the use of waste metakaolin was proposed to accelerate the hydration of the cement and densify the cement matrix. Applying the second approach, we proposed using sand of a wider particle size range (from 0 to 2 mm) than in [
55,
56], which potentially could provide more developed micro- and meso-topography. Moreover, milled waste glass was proposed to have good compatibility with the cement and sharp-edged particles, which could achieve better particle incorporation into the plastic surface. All the mineral materials proposed for covering (silica, metakaolin, sand, glass) possess strong or good hydrophilicity; therefore, an improvement in the hydrophilicity of plastic granules, when the particles of these materials are firmly adhered or embedded into the surface, may be expected as well, contributing to better interaction with the cement. In addition, one more simple and inexpensive method of mechanical roughening by mixing plastic granules with hard particles was studied along with the combination of coating with a polymer and with dispersive sand. The methods proposed avoid employing expensive complex equipment [
37,
38,
40], aggressive chemicals [
41,
42,
43], or immersing in solutions, which require further utilization [
45,
46], and also employ waste materials such as metakaolin or glass from household equipment, potentially mitigating general waste’s environmental impact. Moreover, this study targets a lightweight concrete compressive strength of at least 30 MPa after 28 days of curing. Fine-grade concrete of this strength is most often used for floors, beams, and columns with reinforcement. By achieving this, our research not only seeks to expand the practical applications of recycled plastic granules in lightweight concrete but also contributes to mitigating plastic waste’s environmental impact.
2. Materials and Methods
For this investigation, cement CEM II A/LL 42.5 N (AB “Akmenės cementas” (Akmenė, Lithuania)) was used. The chemical composition established with the Rigaku ZSX Primus IV spectrometer (XRF) (Tokyo, Japan) equipped with a Rh tube with an anode voltage of 4 kV is presented in
Table 1. Tablet-shaped samples with a diameter of 40 mm were prepared and compressed at 200 kN for the analysis. For lightweight concrete compositions, 0/4 fraction traditional sand, tap water, chemical additives (superplasticizer and methylcellulose), and plastic granules (PGs) from mixed plastic waste (consisting mainly of waste polypropylene (C
3H
6)n and polyethylene (C
2H
4)n) were used. The PGs used have a bulk density of about 550 kg/m
3 and a particle density of about 840 kg/m
3 and are cylindrical-shaped, 3.5–4.0 mm in diameter, and ~2.0–2.6 mm in height.
The composition of all mixtures was prepared according to EN 196-1, with one-third by volume of the sand replaced with differently prepared PGs (
Table 2). The composition of the mixtures for the three specimens was as follows: cement 450 g; sand 900 g; plastic granules 150 g; superplasticizer Sika 9 g; methylcellulose 1.5 g; and water 150 g. The chemical composition of the materials used for the cover of the PGs is presented in
Table 1. Materials used for PG covering: milled quartz sand (MQ) (AB “Anykščių kvarcas”, Anykščiai, Lithuania); metakaolin (ME) with glass debris—production waste from UAB “Stikloporas” (Druskininkai, Lithuania); microsilica (MS) from RW Silicon GmbH (Pocking, Germany); and milled glass (MG) from household equipment (UAB “ATC”, Vilnius, Lithuania).
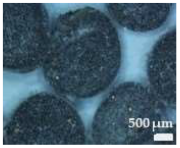
To improve the adhesion between the cement matrix and PGs, which is crucial for the strength of lightweight fine-grained concrete, the mechanical roughening of the PG surface was applied, and active additives were used to coat the granules, including microsilica, ground quartz sand, metakaolin, and ground glass. Additionally, one PG batch was prepared using sand typically employed as a fine aggregate in concrete. The methods of preparation of the PGs are presented in
Table 2. Images were taken using the Carl Zeiss Stemi 305 optical microscope (Suzhou Co., Suzhou, China).
Standard-sized samples (EN 196 and EN 1015) measuring 160 × 40 × 40 mm and 40 × 40 × 40 mm were prepared for the water absorption test from the selected compositions with different PGs. The samples were demolded after 24 h and cured in 20 °C water for 7, 28 (EN 196 and EN 1015), and 280 days to check how the concrete properties changed with PGs over time. For each composition, 9 prisms were prepared for density, ultrasonic pulse velocity (UPV), flexural strength, and compressive strength tests, along with 3 cubes for water absorption tests.
The density of the samples was calculated based on their mass and volume. The UPV was determined following the method described in the literature [
51] using a Pundit 7 device equipped with two transducers firmly coupled to the farthest opposite ends of the paste prism using petroleum jelly as the coupling between the transducers and the samples. The UPV was determined using Equation (1):
where
l is the distance between the two transducers (0.16 m), and τ is the signal propagation time provided by the test equipment, s.
Flexural and compressive strengths were tested after 7, 28, and 280 days of curing using a hydraulic press (ALPHA3-3000 S), following the requirements specified in standard EN 196 [
60]. Water absorption was measured by drying the water-saturated samples at 105 °C until a constant mass was achieved and calculated using Equation (2):
where
mo is the mass of wet sample, and the
md is the mass of the dried sample.
The microstructure of the materials was analyzed using a JEOL JSM–7600F scanning electron microscope (SEM) equipped with an energy-dispersive X-ray spectrometer (EDS) Inca Energy 350 (Oxford Instruments, Oxford, UK). The SEM parameters included an accelerating voltage of 4 kV and 10 kV and a working distance of 8 mm. The microstructural features of lightweight fine-grained concrete were identified by examining the fracture surfaces of the samples, with imaging performed using 50% secondary and 50% backscattered electron signals.
In order to ensure the electrical conductivity of the sample surface and avoid the accumulation of electric charge during SEM, prior to analysis, the fracture surfaces were coated with a thin layer of gold using the “QUORUM Q150R ES” system, which vapor-deposited gold electrodes in a vacuum environment.
3. Results and Discussion
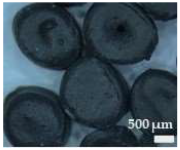
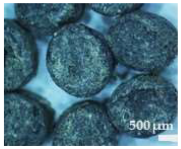
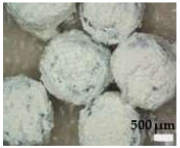
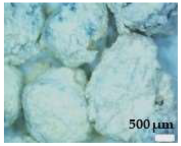
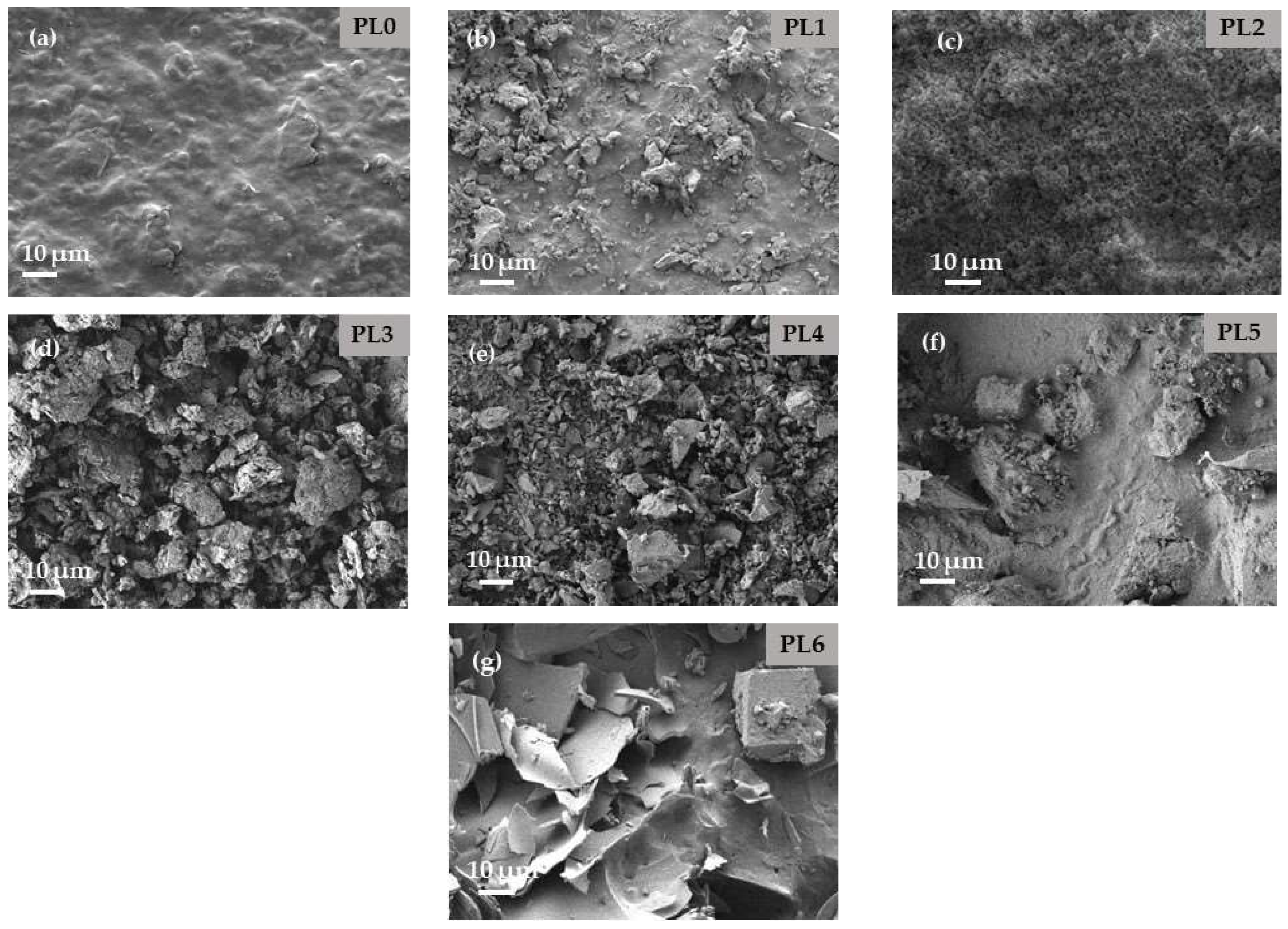
To evaluate the differences in the microstructure of PG surfaces and the adhesion of selected additives to PGs, SEM analysis was conducted (
Figure 1).
The analysis revealed that the surface of the initial untreated granules (PL0) is not absolutely smooth, showing various small inclusions (up to ~20 µm) fused onto the granules during production (
Figure 1a). The surfaces of PGs (PL1) mechanically roughened by mixing with sand appeared more damaged, with small sand residues (up to ~15 µm) visible (
Figure 1b). After spraying the PL2 granules with glue and mixing with microsilica powder (commonly used to accelerate cement hydration and improve physical and mechanical properties), a relatively thick layer of fine MC particle accumulations was observed covering the PG surface (
Figure 1c). Covering PL3 with acryl styrene and mixing with metakaolin also produced a quite thin layer of plate-like metakaolin particles firmly adhered to the surface (
Figure 1d). PL4 granules (
Figure 1e) displayed numerous sharp-edged ground quartz sand particles attached to the surface, ranging from ~1 to ~30 µm in size. The surfaces of PL5 and PL6 granules (
Figure 1f,g) were heated to their melting temperatures, causing the selected additives—sand (PL5) and ground glass (PL6)—to fuse into the PGs. This fusion suggests strong adhesion with the cement matrix.
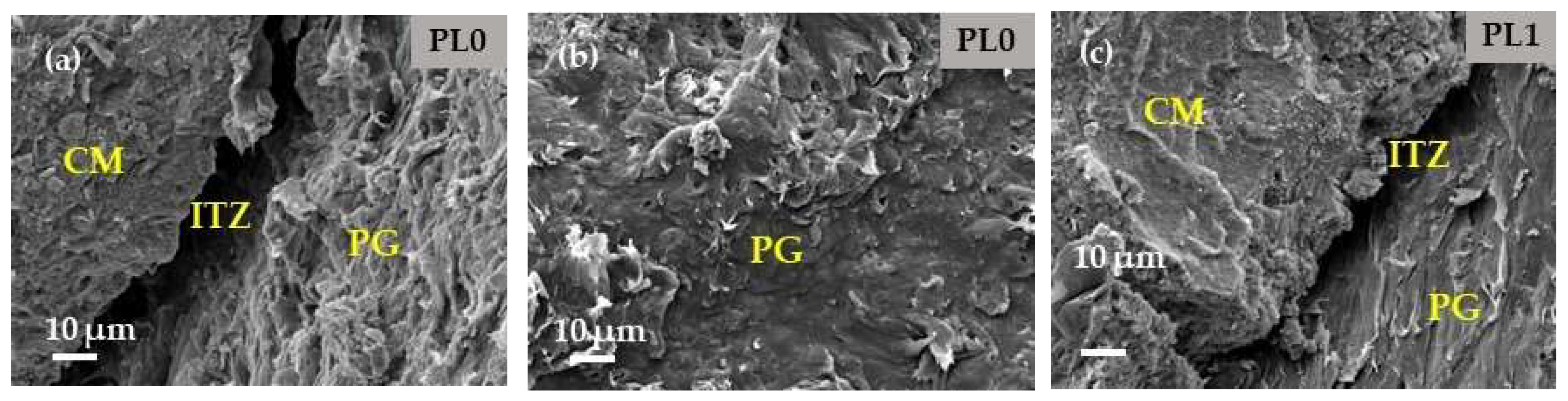
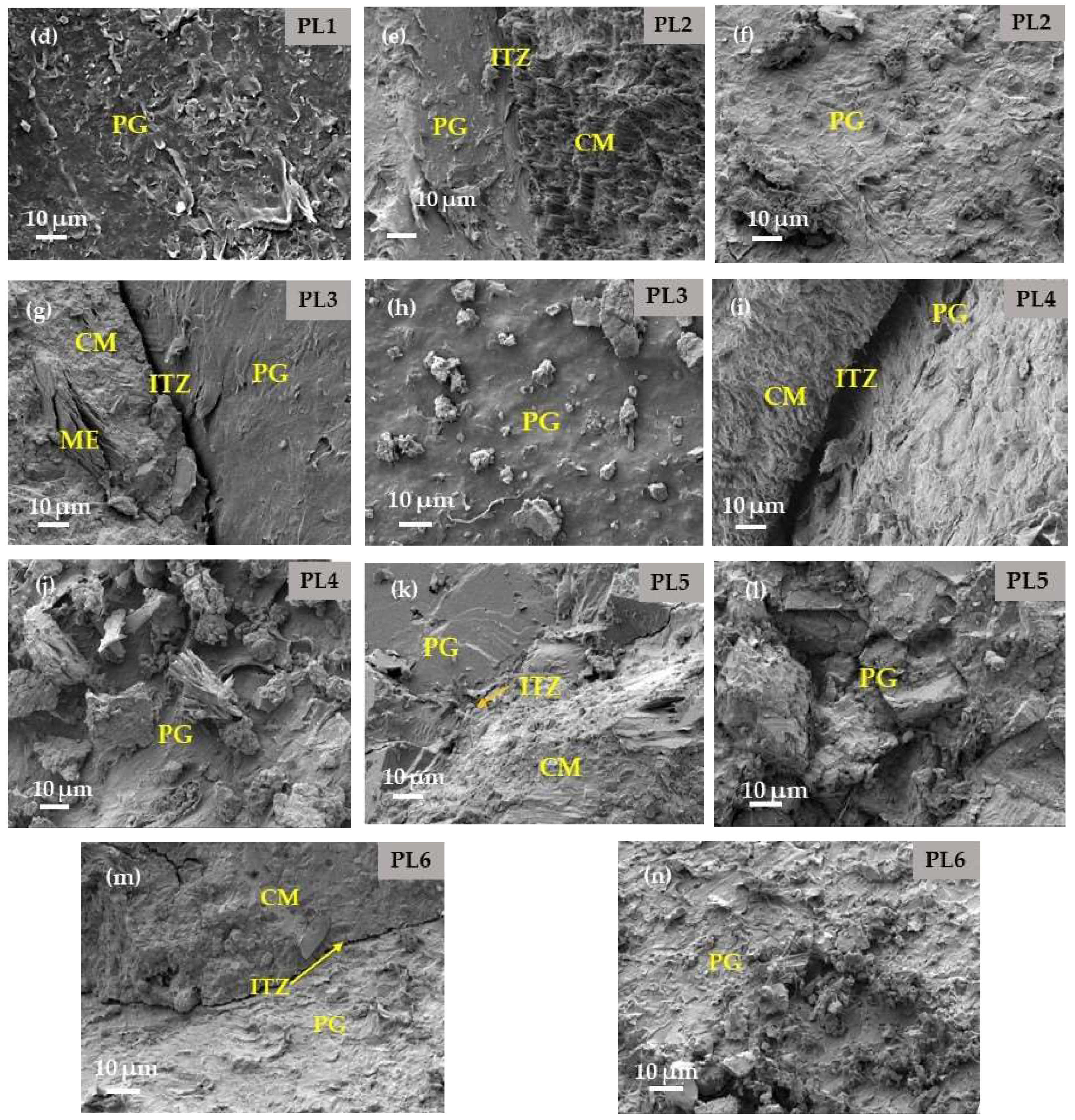
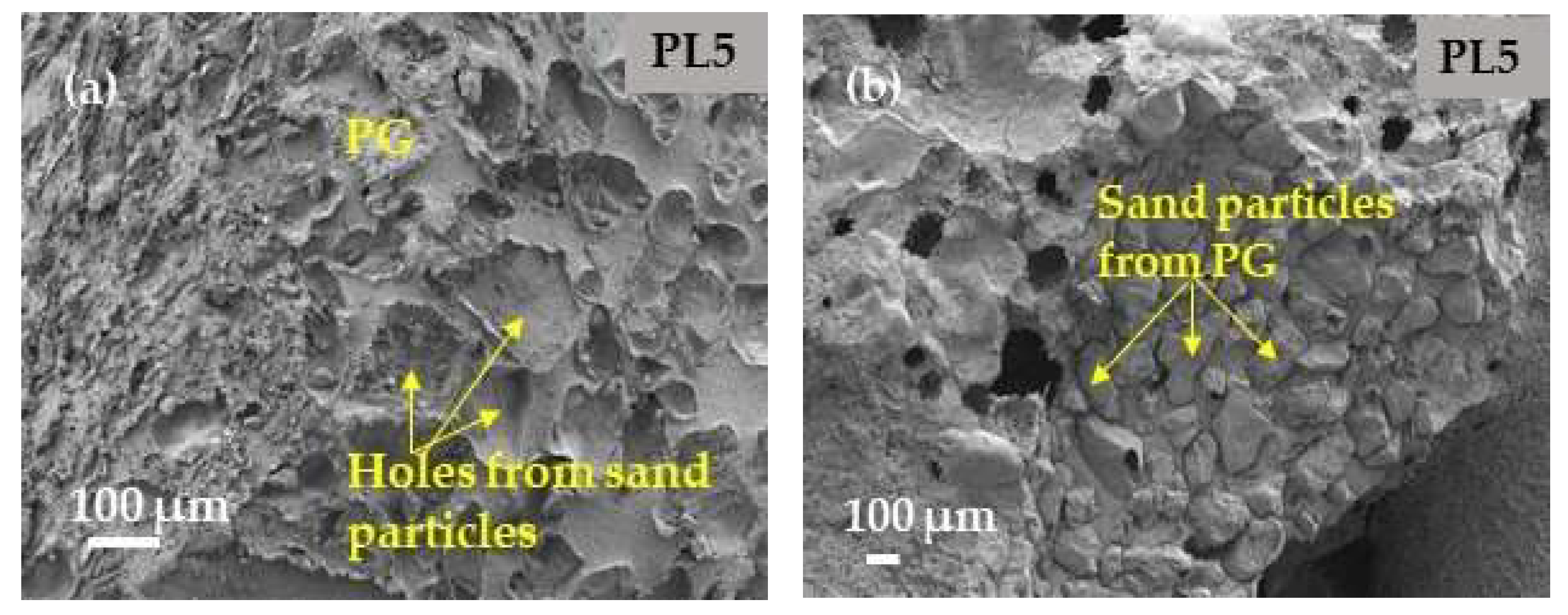
The images of the contact zone between the cementitious matrix and the PGs, as well as the surface of the PGs after specimen compression testing, are illustrated in
Figure 2. Upon applying a load to the specimens, the PGs often detached from the cementitious matrix in most compositions. Clear cracks were observed at the interface between the cement matrix (M) and PGs in the control samples (
Figure 2a,b), which is largely predetermined by the hydrophobic nature of PG surfaces and the absence of any chemical interaction between them during the hydration and hardening of the cement. The lack of good M and PG contact was also observed in specimens PL1, where the PG surfaces were only mechanically roughened (
Figure 2c,d). The developed surface roughness results in a bigger contact area between the M and PGs, while the asperities formed could potentially provide an interlocking effect at the interface. However, the chemistry of the PG surface, determining its hydrophobicity, was not essentially modified, and mechanical surface activation alone was not enough to obtain a better interaction and significantly improve the adhesion of M and PGs, confirming the crucial role of mitigating hydrophobicity in reaching better contact between the plastic and the cement. For PL2 and PL4, which were sprayed with an adhesive and mixed with microsilica or dispersive quartz, crystal hydrates formed on the surfaces of the granules were observed, showing a higher activity of the surface; however, the cementitious matrix near the contact zone was highly porous (
Figure 2e–j). This porosity may have resulted from the sprayed adhesive’s susceptibility to the high pH on contact with the cement paste/stone. As indicated by the research results presented below, acryl styrene is resistant to higher pH levels (around 12), and the results for the PL3 composition where acryl styrene was used are significantly better. The authors of [
61] determined that a styrene–acrylic emulsion in cementitious material improves the formation of calcium carbonate by facilitating its recrystallization, and this process contributes to the optimization of the pores within the cement matrix, attributed to the filling effect, and enhances resistance to chemical attack. On PL3 granules, remnants of mineral powders were visible, and the crack width at the contact zone was relatively small, measuring 2–3 µm (
Figure 2g,h). Noticeable, detached metakaolin platelets were observed in the cement matrix near the granules (
Figure 2g), contributing to a dense microstructure in the surrounding area. In addition to the nature of the contact between the PGs and the cement matrix, the microstructural changes in the cement matrix near differently prepared PGs could significantly influence the physical and mechanical properties of lightweight concrete (Figures 3–6 and 8). In PL6, and especially in PL5 specimens, very good contact between the PGs and M was observed with barely visible or completely absent cracks near the granules. The surfaces of these granules were coated with firmly incorporated particles of the applied mineral materials (sand in PL5 or glass in PL6) and, in some areas, covered with growing crystalline hydrates (
Figure 2k–n), confirming that the methods applied provided good adherence of the particles to the surface of the PGs and improved the surface activity of the PGs.
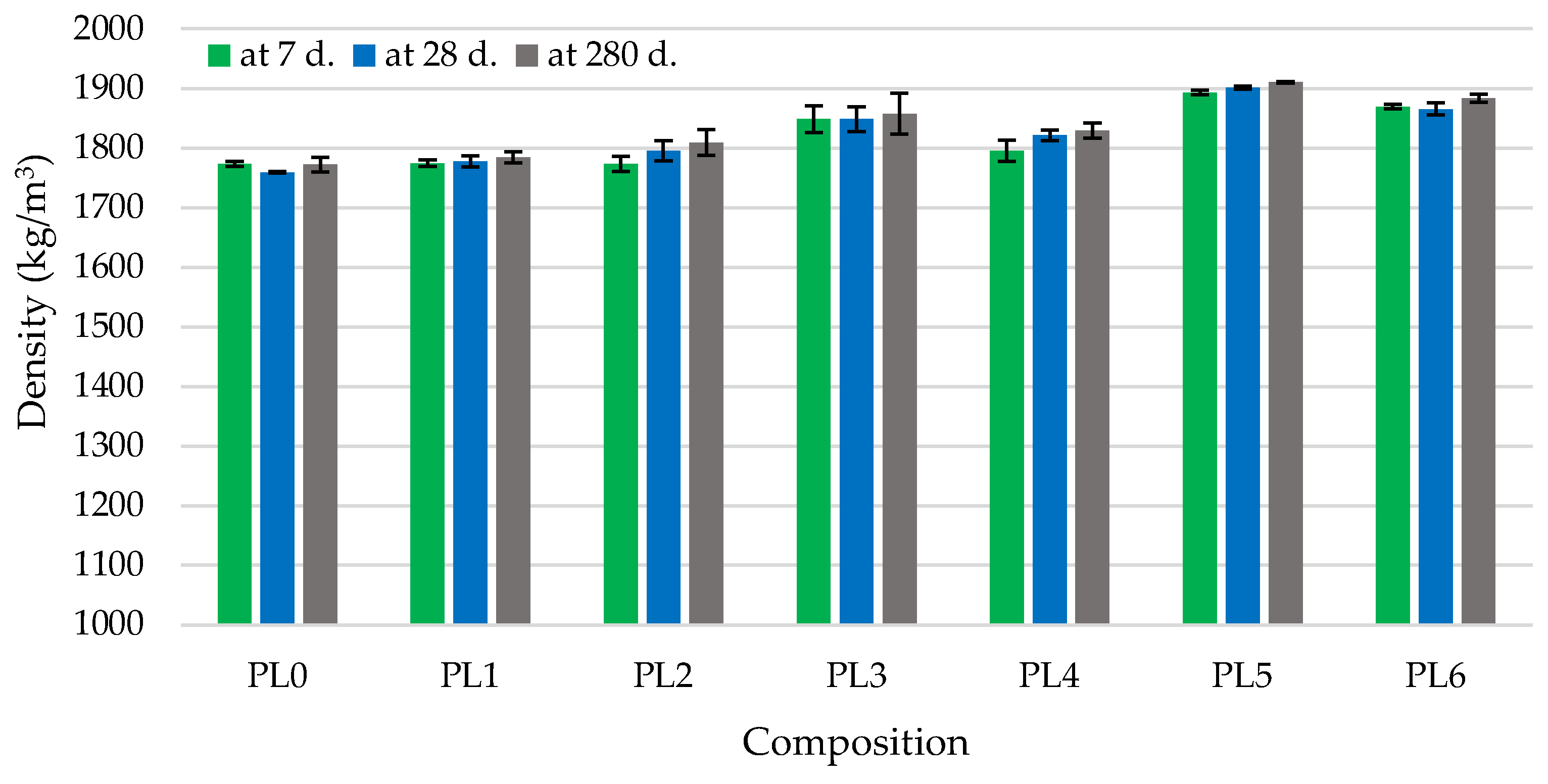
The density of the lightweight concrete (
Figure 3) varied from approximately 1760 kg/m
3 to 1911 kg/m
3, depending on the preparation method of the PGs. The lowest density was observed in PL0 control specimens due to the weak adhesion between the PGs and the cement matrix, resulting in additional air voids between them. The surface roughening of PGs led to a slight increase in density (by up to 18 kg/m
3), but this preparation method did not significantly reduce air voids at the PG–matrix interface. The highest density was achieved in PL5 specimens, where PGs were coated with standard construction sand and heated to 200 °C. At this temperature, the PG surface partially melted, incorporating sand particles into its structure, resulting in an increase in density of 8% compared to the control. Notably, these specimens exhibited no cracks or pores in the contact zone (
Figure 2k).
PL6 specimens, coated with finely ground glass, and PL3 specimens, coated with acryl styrene and waste metakaolin, also exhibited higher densities. These compositions (PL3, PL5, and PL6) achieved the highest ultrasound pulse velocities (UPVs) (
Figure 4), which strongly correlate with structural density and defectiveness. The lowest UPV values were observed in PL0 and PL1 due to poor PG–matrix bonding and gaps formed at the interface. The increased density and UPV of PL3 can also be attributed to the pozzolanic effect of metakaolin, which accelerates cement hydration and densifies the concrete matrix. Research [
62] shows that high-purity metakaolin (>90% Al
2O
3·SiO
2, 92.2% in this study,
Table 1) enhances early-age strength by increasing the rate of C-S-H formation and reducing porosity, making it a valuable additive for improving concrete performance. Similar pozzolanic effects are observed with microsilica (PL2) and ground quartz sand (PL4); however, in the present study, these additives did not have a significant impact due to the small quantities used. Furthermore, the adhesive layer applied to PL2 and PL4 (synthetic-rubber-based spray glue) resulted in a more porous cement matrix near the granules (
Figure 2e,i). This porosity probably resulted from the reduced resistance of the glue to the high-pH environments in the concrete. Studies on adhesive strength [
63] indicate that alkaline solutions (pH 11–13 in concrete) weaken bonding due to chemical interactions with calcium carbonate (CaCO
3), compromising adhesion and structural performance.
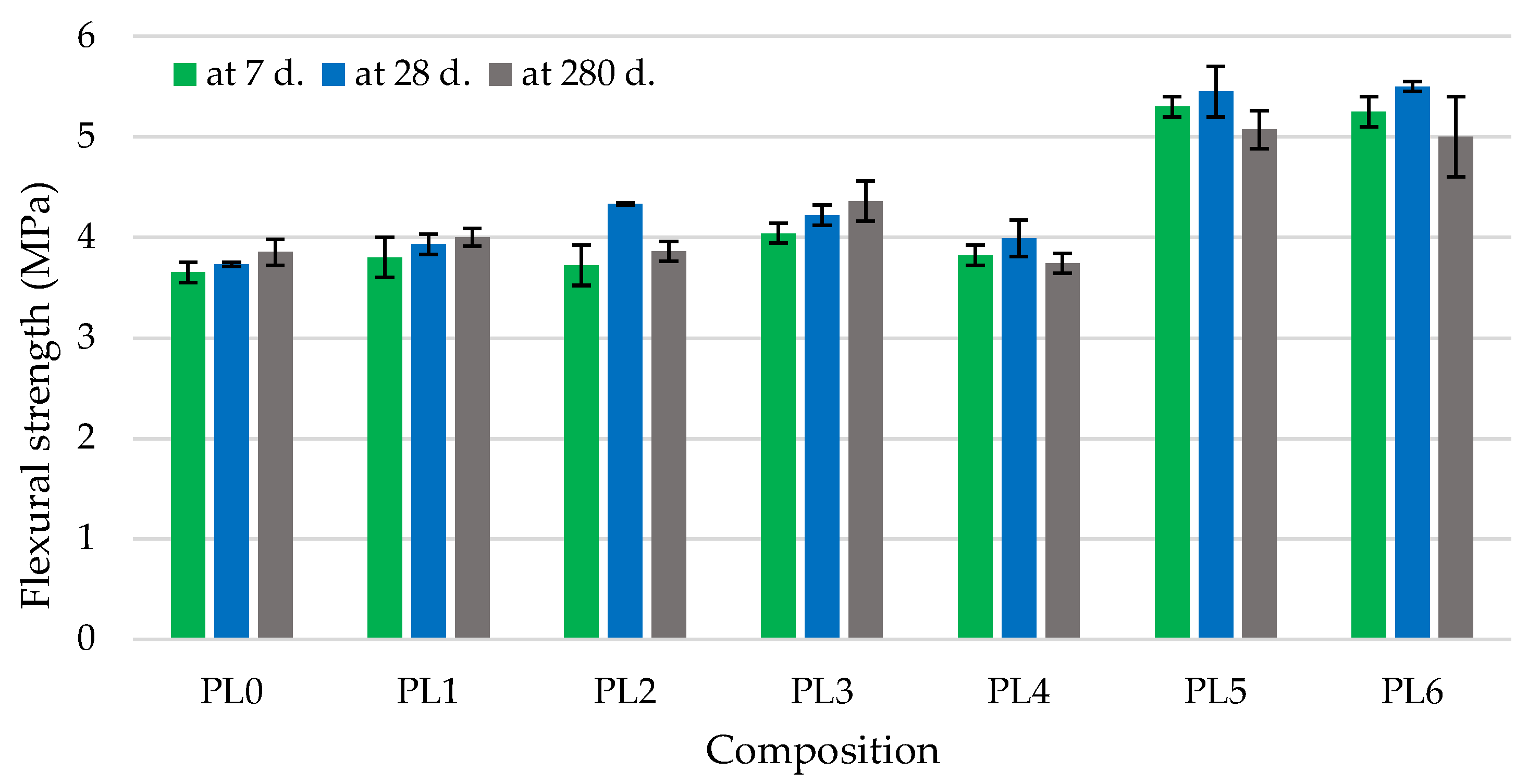
The flexural strength of the obtained lightweight fine-grained concrete (
Figure 5) was highest for the PL5 and PL6 compositions, where PGs were heated to 200 °C, enhancing adhesion between the PGs and the cement matrix. Compared to the control specimen (PL0), the flexural strength increased by approximately 30–50%, depending on the curing time. This improvement can be attributed to two key factors [
64]: the interlock mechanism, where angular aggregates provide better mechanical interlocking compared to round ones, resulting in higher resistance to movement and improved load transfer across cracks, and bond strength, where the rough surface of angular aggregates increases the bond with the cement paste, contributing to overall strength. On the contrary, the PL0 and PL1 compositions exhibited the weakest flexural strength due to poor adhesion between the PGs and the cement matrix, combined with the smoother surface of the PGs, which limited both the interlock and bonding mechanisms. It is seen that PL2 and PL4 have the highest flexural strength after 28 days, but then, the strength starts to decrease, and this could be related to the use of spraying glue, which influences the formation of the porous structure near the granules, and this impact is stronger over time (
Figure 2e). Furthermore, according to the authors of [
65], the flexural strength could decrease after a longer time due to the shrinkage of the concrete, environmental conditions, and irregular distribution of the fibers (in our work of PGs).
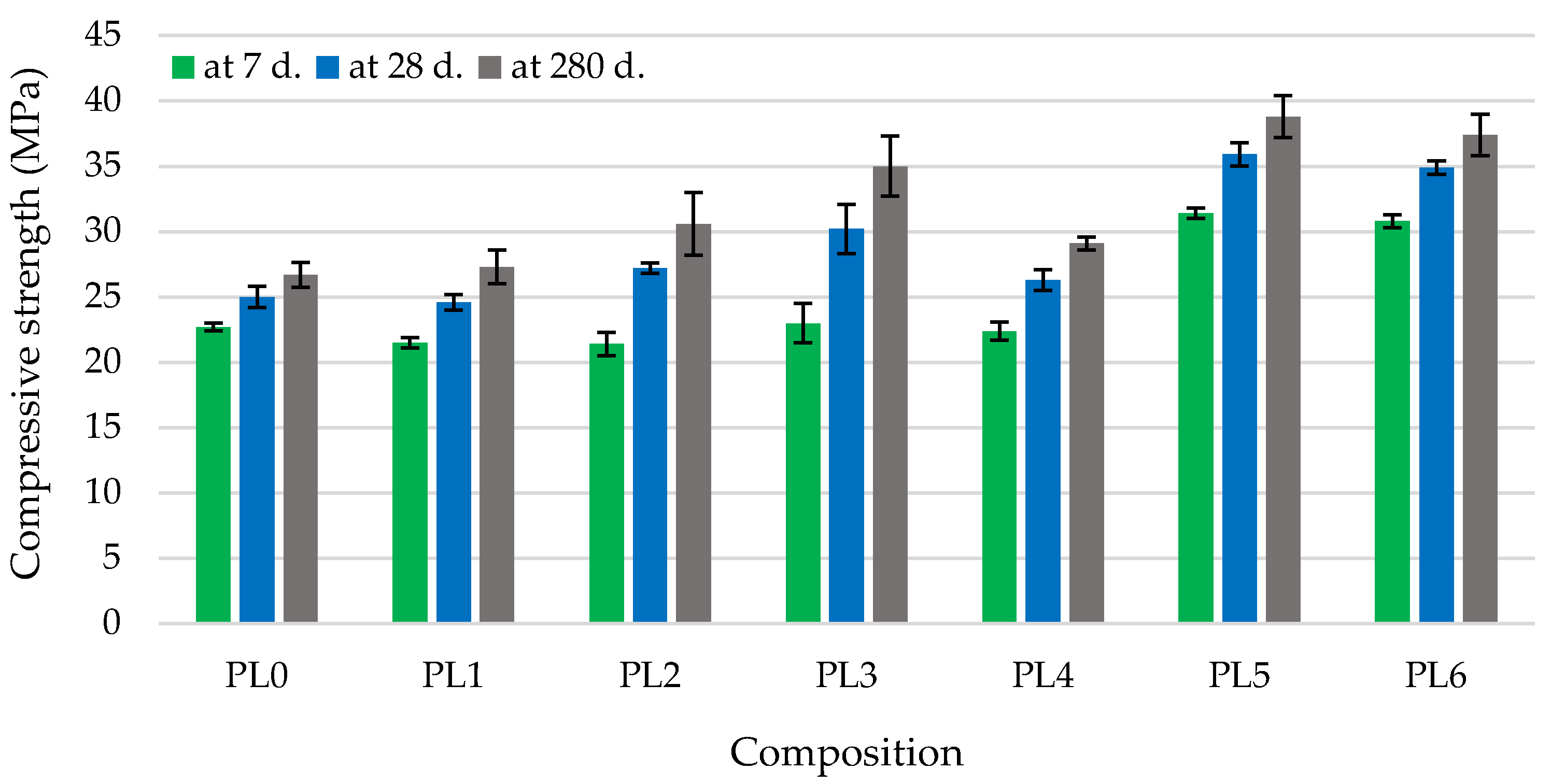
The compressive strength of the control lightweight concrete composition PL0 containing initial PGs without any additional processing was ~22.7 MPa after 7 days and showed a gradual increase with time, reaching ~25 and ~26.7 MPa after 28 and 280 hardening days, respectively (
Figure 6). According to the construction regulations, such compressive strength is insufficient for use in reinforced beams, columns, and floors, but this concrete could be used in other structures where a compressive strength of no more than 20 MPa after 28 days of curing is required. The PG surface activation by mechanical roughening (PL1) alone was shown to not be enough to contribute to a strength improvement in the lightweight concrete. For PL3, the compressive strength after 7 days was comparable to the control, but after 28 days, it increased by 20%, and after 280 days, it improved by 31%, due to the pozzolanic activity of waste metakaolin. According to other studies [
66,
67], incorporating metakaolin into concrete mixtures significantly enhances the material’s physical and mechanical properties, including compressive strength, durability, and resistance to chemical attack. This improvement arises from metakaolin’s pozzolanic reaction with calcium hydroxide produced during cement hydration, forming additional calcium silicate hydrate (C-S-H) gel, which contributes to a denser matrix and an enhanced microstructure. PL2 and PL4, using microsilica and ground quartz, respectively, also showed an increase in compressive strength after 28 and 280 days due to their pozzolanic activity, although the effect was less pronounced compared to PL3. This may be due to the use of synthetic-rubber-based spray adhesives, which created a more porous cement matrix structure around the granules, reducing the concrete density in PL2 and PL4. In contrast, in the PL3 composition, the granules were first coated with a styrene–acrylic solution, which is known for its high durability and stability in alkaline environments typical of concrete. Styrene–acrylic polymers [
68] are widely recognized for their suitability in construction applications such as in primers and adhesives, providing effective bonding under high-pH conditions. Although styrene–acrylic polymers typically offer hydrophobic properties, they did not worsen the cement matrix, while adhered metakaolin resulted in cement matrix densification and improvement around the PGs and allowed a strength of ~30 MPa to be obtained after 28 days.
A visible enhancement in strength by approximately 40% was observed in the PL5 and PL6 compositions, which reached a strength over 30 MPa after only 7 days and ~35 MPa after 28 days, indicating the effectiveness of the applied PG preparation procedure, where heating allowed for the firm incorporation of the sand or glass particles into the PG surface, while the presence of particles at the surface formed developed surface topography, thus increasing the contact area between the PGs and the cement matrix and improving the interlocking effect. Moreover, both glass and sand possess good wettability with a water solution containing dissolved cement minerals, thus contributing to the formation of closer contact at the interface. SEM analysis (
Figure 7) revealed that while the bond between the coating materials and the cement matrix is stronger than that with the PGs themselves, this strong adhesion significantly reduced gaps around the PGs. Furthermore, the higher strength of the sand particles themselves compared to the glass particles contributed to the slightly higher strength values of lightweight concrete PL5 (with sand-covered PGs) compared to PL6 (with glass-waste-covered PGs).
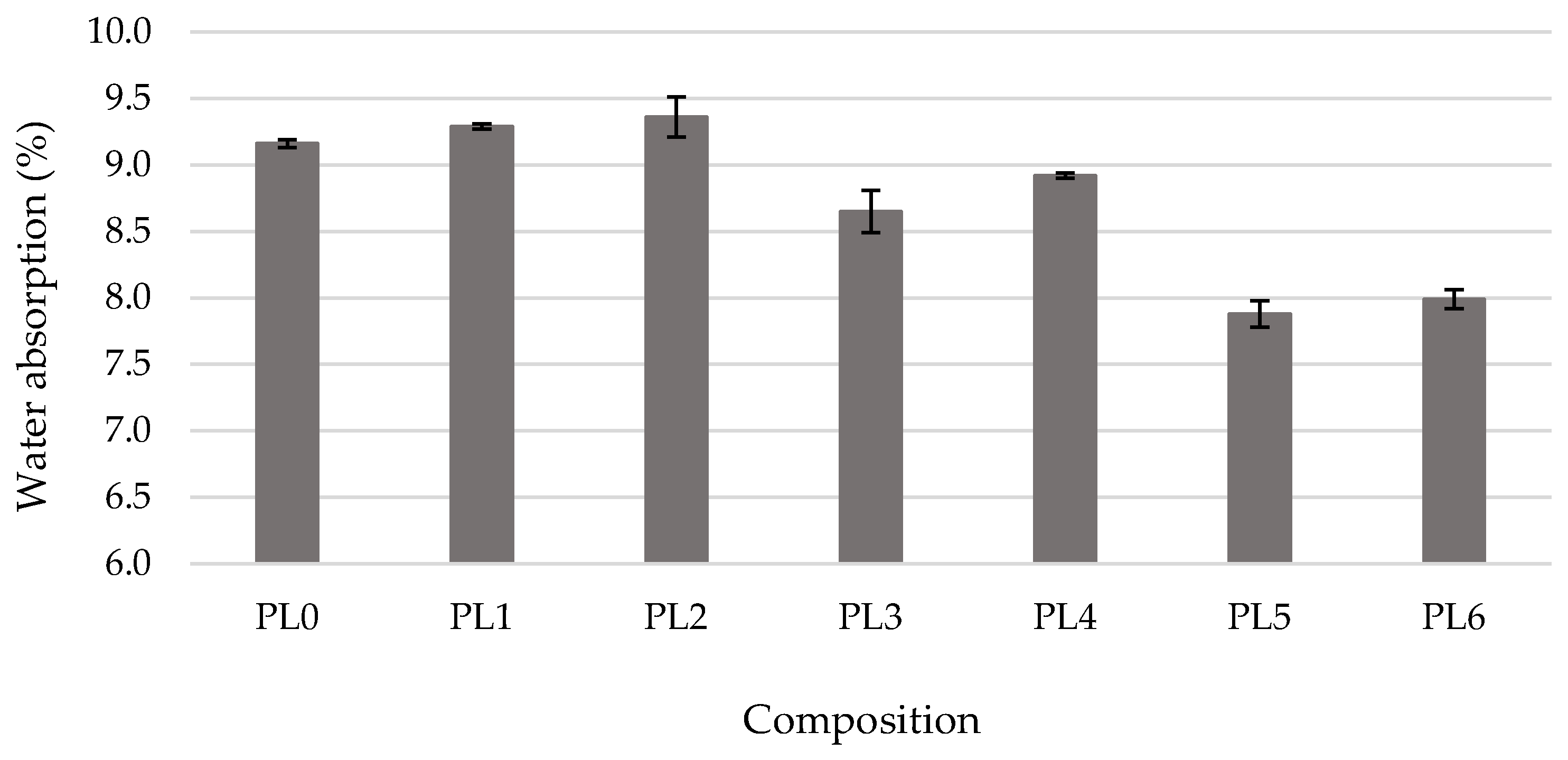
The measured water absorption values (
Figure 8), which partially characterize the open porosity of the specimens, were consistent with the results of density, UPV, strength evaluation, and SEM analysis. A higher water absorption was observed in the PL0, PL1, PL2, and PL4 compositions having worse bonding and clear gaps between the PGs and the cement matrix. Additionally, in PL2, due to the more porous structure formed around the granules, water absorption was the highest. These compositions showed lower density, UPV, and strength. In contrast, the lower water absorption of the compositions PL5, PL6, and PL3 can be attributed to better physical contact between the PGs and the cement matrix, which was also confirmed by higher density and strength along with the results of the SEM analysis.











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}