
Engineered Bamboo for Sustainable Construction: A Systematic Review of Characterization Methods


Abstract
1. Introduction
Research Gaps and Contribution
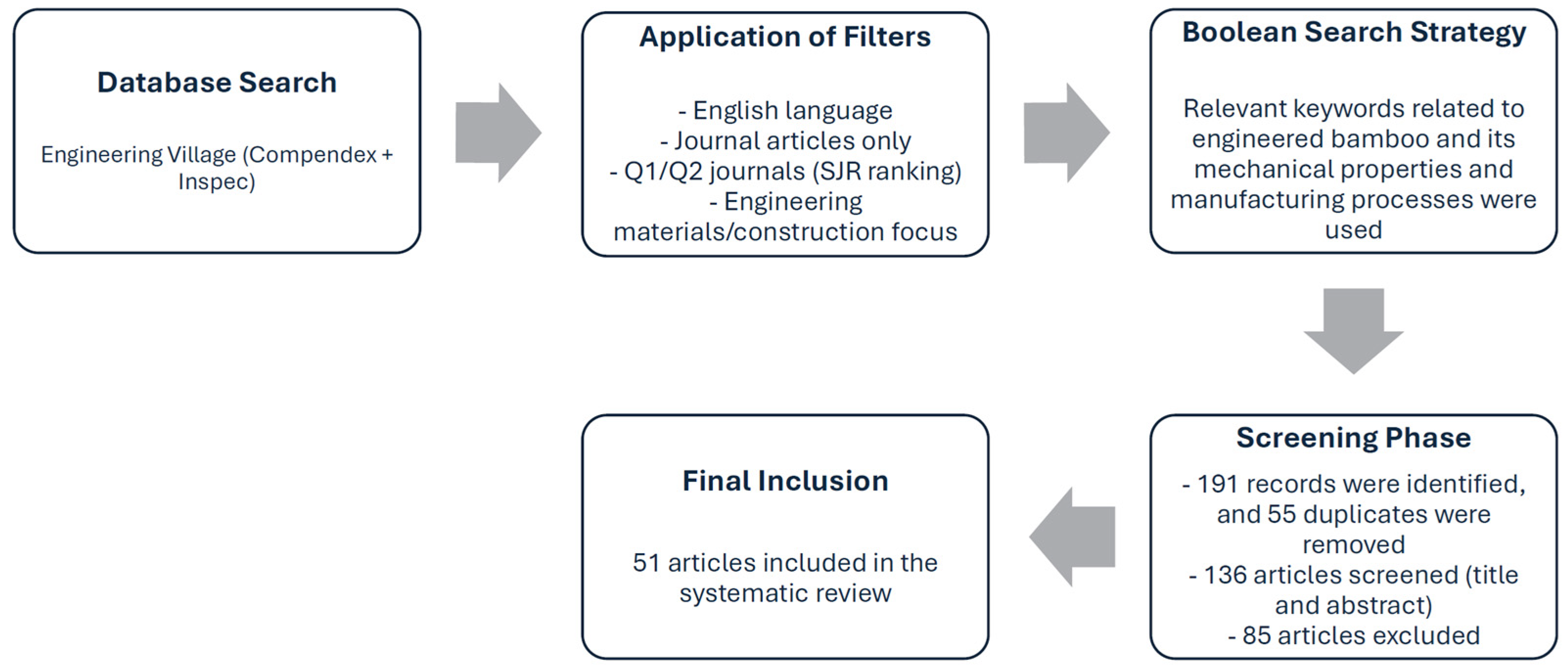
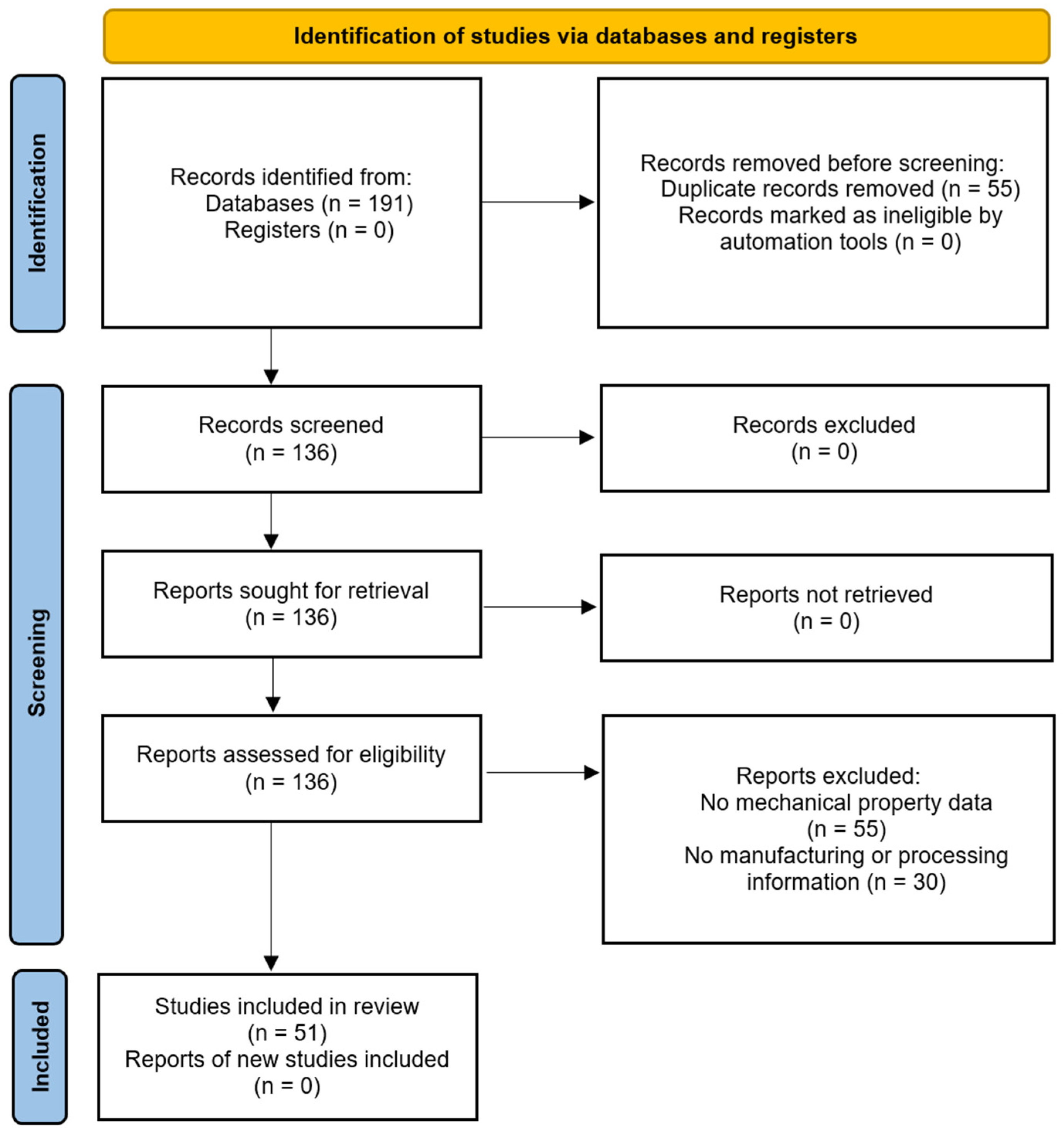
2. Methodology
3. Results and Discussion
3.1. Mechanical Properties
3.1.1. Density
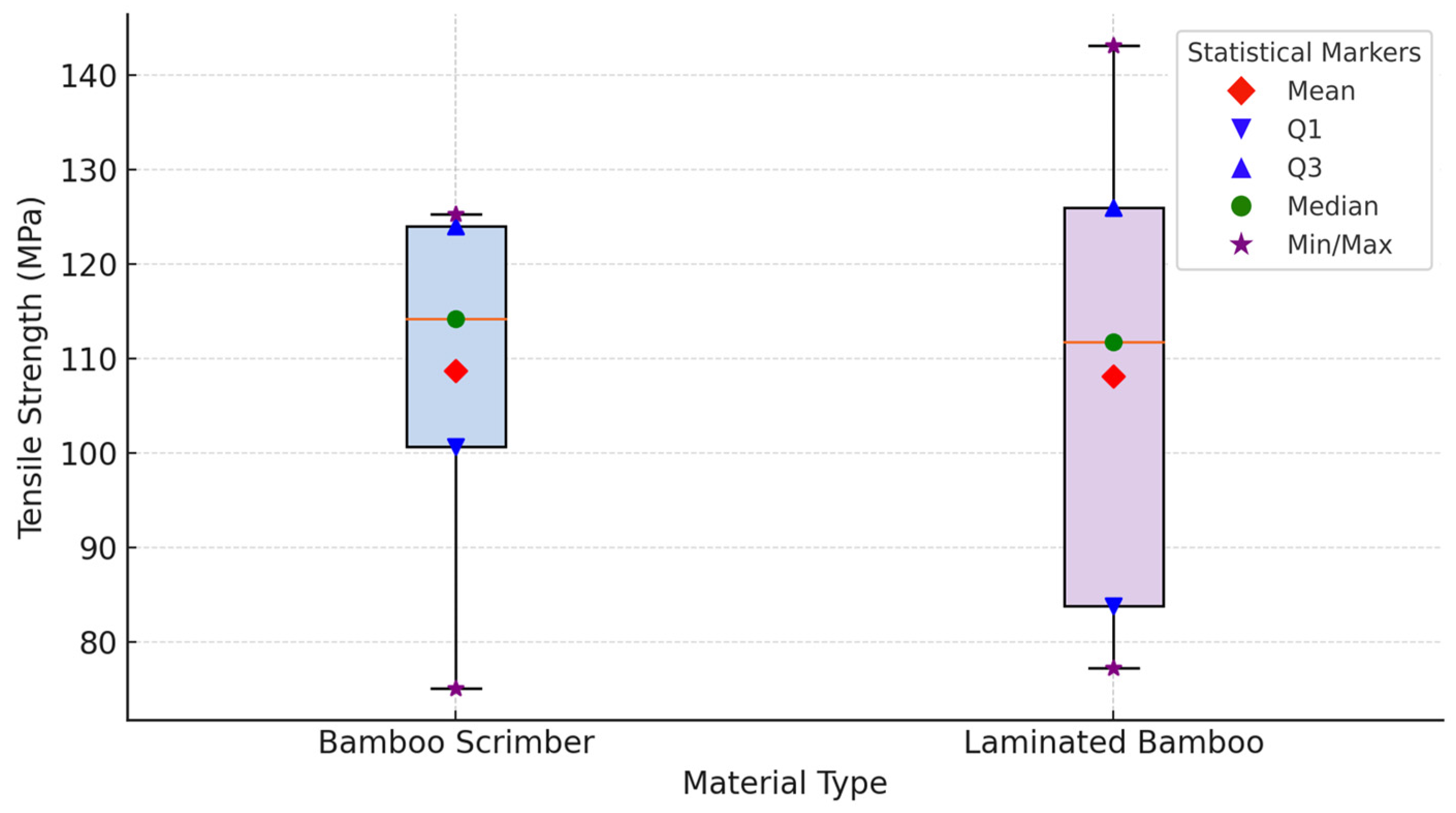
3.1.2. Tensile Strength
3.1.3. Compressive Strength
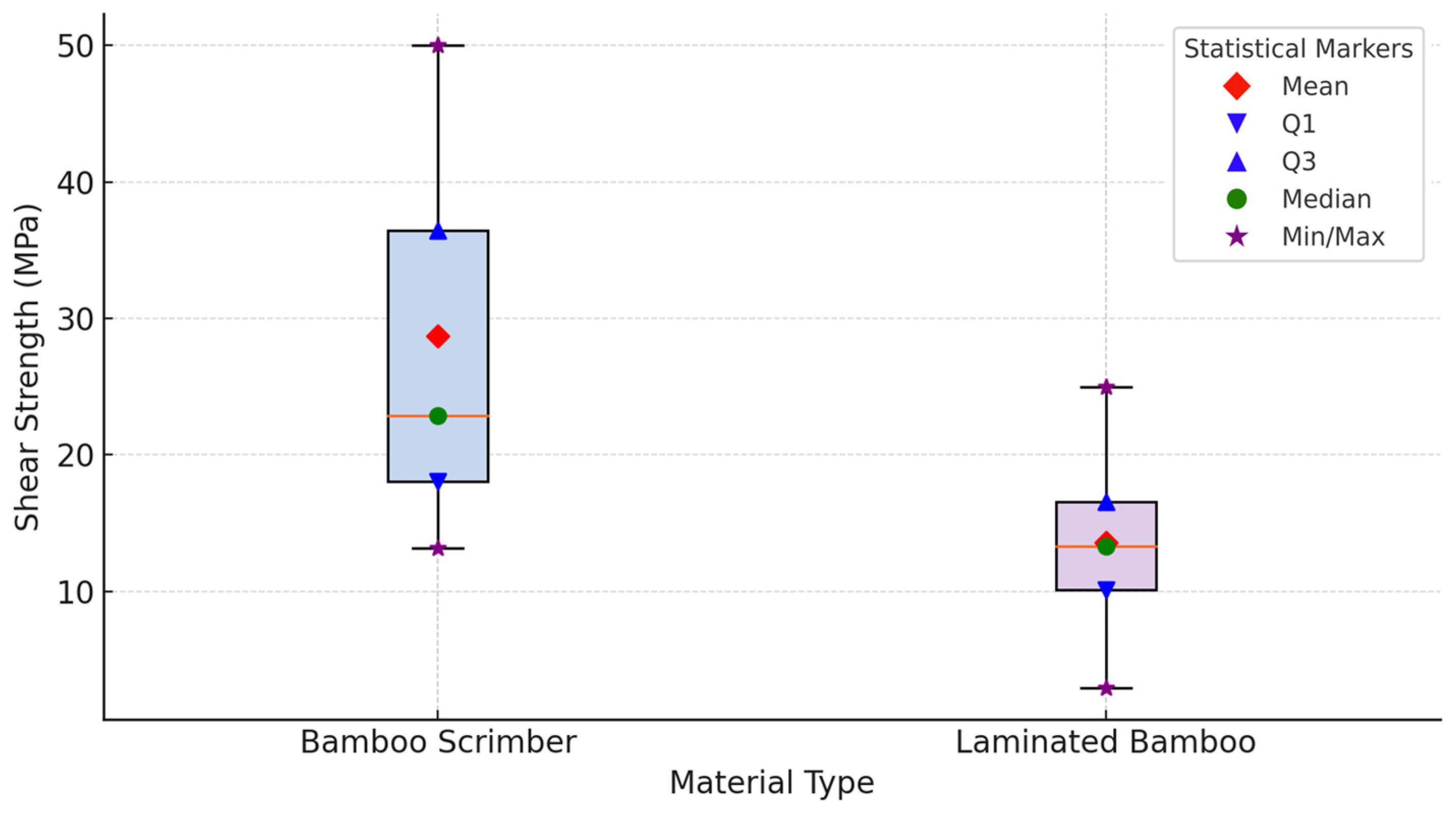
3.1.4. Shear Strength
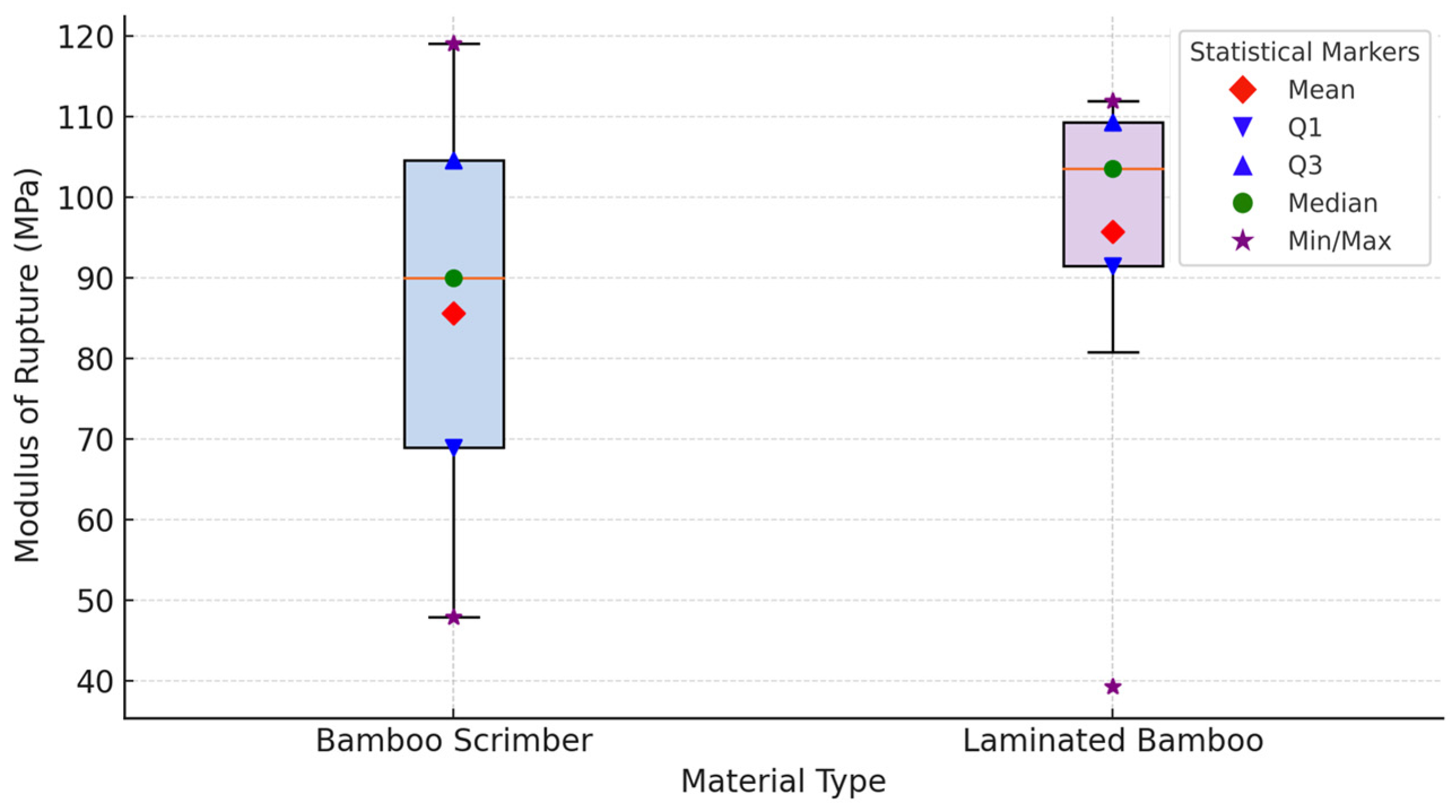
3.1.5. Modulus of Rupture
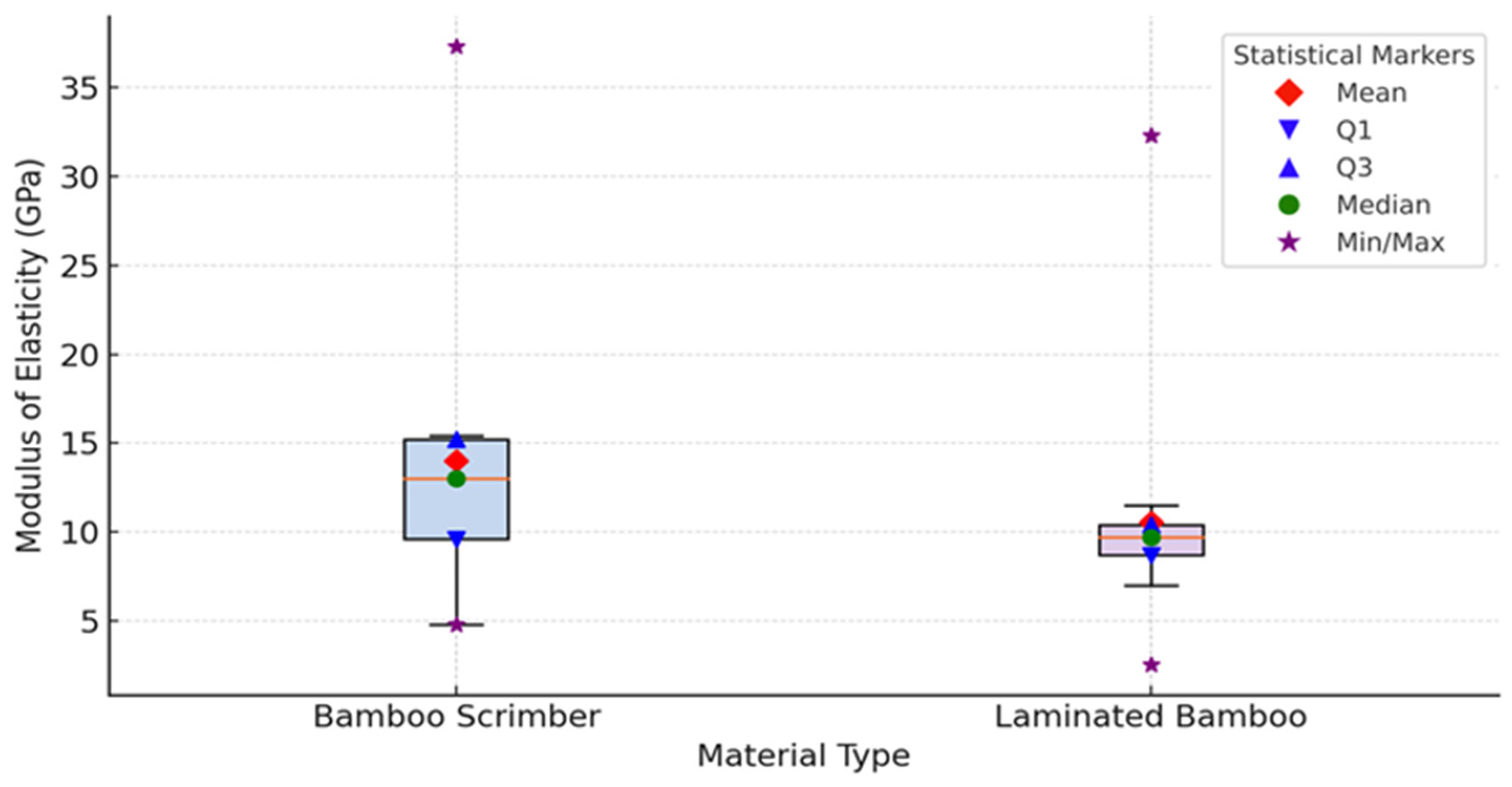
3.1.6. Modulus of Elasticity
3.1.7. Durability
- Resistance to moisture and dimensional stability: Thermal treatment and densification procedures have been shown to improve the dimensional stability; however, they may be damaging to the ductility if used excessively. Brito et al. [32] reported that heat-treated bamboo samples had increased stiffness but reduced ultimate strength following thermal ageing tests. Some laminated bamboo materials were reported to be vulnerable to rolling shear under mechanical and environmental loads [2]. Moreover, laminated bamboo products appeared to be more susceptible to interlaminar degradation and moisture-driven failures, indicating the importance of adhesive system optimization [2]. Wei et al. [10] and Sylvayanti et al. [35] mention that the mechanical degradation trends suggest moderate vulnerability to environmental ageing without protective treatments.
- The retention of mechanical properties: Generally, bamboo scrimber materials tend to exhibit higher durability performance, like for their other mechanical properties. Lei et al. [37] showed satisfactory deformation recovery for bamboo scrimber, and the elastic retention varied from 65% to 85% when the bamboo was loaded cyclically. Wu et al. [29] reported that scrimber panels still possessed a high load-bearing capacity after cracking partway through a test, demonstrating satisfactory residual structural strength. However, the study did not report quantitative residual strength metrics, making it difficult to evaluate post-crack load-bearing capacity for design purposes. Hybrid bamboo-wood composites yielded inconclusive outcomes. Chen et al. [27] reported stiffness retention for bamboo-Douglas fir composites under cyclic loads but performed no weathering or degradation tests. Good recovery behaviour after cyclic deformation and a high residual strength after cracking position scrimber favourably compared to untreated natural bamboo or traditional timber in terms of its service life expectations [29,37]. Studies like that by Brito et al. [32] emphasized that excessive thermal exposure could compromise these products’ toughness, indicating the need for carefully controlled heat treatment protocols.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Article | Bamboo Species | Compressive Strength (MPa) | Tensile Strength (MPa) | Shear Strength (MPa) | Modulus of Rupture (MPa) | Modulus of Elasticity (GPa) | Test Standards |
|---|---|---|---|---|---|---|---|
| [10] | Moso bamboo (Phyllostachys edulis) | Scrimber: 87.4; laminated: 68.7 | Scrimber: 75.1; laminated: 69.3 | Scrimber: 24.3 MPa (parallel), 19.4 MPa (perpendicular); laminated: 13.5 MPa (parallel), 12.0 MPa (perpendicular) | Not reported | Scrimber: 9.8; laminated: 9.8 | GB1927-1991 [38] |
| [24] | Moso bamboo (Phyllostachys edulis) | 84.9 | 111.7 | 12.1 | 111.9 | 9.2 | ASTM D143-14 [39]; ASTM D1990-16 [40]; GB 50005-2017 [41]; GB 50068-2018 [42] |
| [11] | Moso bamboo (Phyllostachys edulis) | Parallel-strand bamboo: 99.3–119.0; laminated veneer bamboo: 55.9–69.2 | Parallel-strand bamboo: ~125; laminated veneer bamboo: ~110 | Parallel-strand bamboo: ~13.5; laminated veneer bamboo: ~12.0 | Parallel-strand bamboo: up to 130; laminated veneer bamboo: ~112 | Parallel-strand bamboo: 11.5–13.8; laminated veneer bamboo: 8.5–11.6 | ASTM D143-14 [39]; ASTM D2915 [43]; ASTM D7078 [44]; ASTM D7078-12 [44] |
| [45] | Moso bamboo (Phyllostachys edulis) | 59.74 (ultimate) | 77.18 (ultimate) | Not reported | Not reported | Tension: 7.78; compression: 9.98 | ASTM D143 [39]; ASTM D198 [46]; GB 50005 [41] |
| [27] | Moso bamboo (Phyllostachys edulis) + Douglas fir | Bamboo: 96.35; timber: 51.23 | Bamboo: 125.28; timber: 117.85 | Not reported | Not reported | Bamboo: 15.43 (compression), 15.10 (tension); timber: 12.57 (compression), 14.76 (tension) | GB 50005-2017 [41] |
| [37] | Moso bamboo (Phyllostachys edulis) | 84.9 | 111.7 | Not reported | 111.9 | 9.19 | ASTM D198-02 [46]; GB50005 [41] |
| [2] | Phyllostachys heterocycla (BMCP) + Hem-fir lumber | Not reported | Not reported | Not reported | 31.3–32.6 | 6.27 | ASTM D198-2022 [46] |
| [47] | Moso bamboo (Phyllostachys edulis) | 75.1 (0°), 27.2 (60°) | Not reported | 13.0 (15°), 14.5 (45°), varies with angle | Not reported | 9.91 (0°), 2.43 (60°), varies with angle | Not reported |
| [48] | Not specified | Not reported | Not reported | Not reported | Not reported | 4.80–9.46 (span-dependent) | ASTM D198 [46] |
| [29] | Moso bamboo (Phyllostachys edulis), bamboo scrimber | 129.25 (parallel), 65.77–73.34 (perpendicular) | 108.45 (parallel), 7.62 (perpendicular) | 22.91 (parallel), 20.89–31.68 (perpendicular) | Not reported | 13.52 (tensile, parallel), 12.32 (compressive, parallel), 2.75 (tensile, perpendicular), 2.99 (compressive, perpendicular) | ASTM D143-14 [39] |
| [32] | Dendrocalamus giganteus | 63.07–80.80 | Not reported | 2.96–6.32 | 88.24–150.65 (bending) | 11.51–12.11 | ASTM D143 [39]; ASTM D5266 [49] |
| [50] | Moso bamboo (Phyllostachys edulis) | Not reported | 83–119 | Not reported | An estimated 104 MPa for glubam | 10.34–10.71 | GB/T 50329-2012 [51] |
| [25] | Moso bamboo (Phyllostachys edulis) | 86 (parallel), 37 (perpendicular) | 120 MPa (parallel), 3 MPa (perpendicular) | Not reported | 119 MPa (approx) | 13 | ASTM D198 [46] |
| [52] | Not stated | 68.8 (mean) | 84.53 (mean) | Not reported | Not reported | 7.007 (tensile), 9.393 (compressive) | ASTM D198 [46] |
| [53] | Phyllostachys (4–5 years old, >100 mm diameter) | 28.64 | 123.82 | Not reported | Not reported | 8.52 | ASTM D143-14 [39]; ASTM D 198-15 [46] |
| [33] | Moso bamboo (Phyllostachys edulis) | Not reported | Not reported | Not reported | 173.94–174.41 | 11.92–12.73 | GB/T 15780-1995 [54]; GB/T 17657-2013 [55] |
| [56] | Phyllostachys spp. + Chinese fir (Cunninghamia lanceolata) | 107.5 (bamboo scrimber), 38.6 (Chinese fir) | Not reported | Not reported | Not reported | 9.393 (compressive bamboo), 7.007 (compressive fir) | ASTM D198-2022 [46] |
| [26] | Guadua angustifolia Kunth | 62.0 (parallel), 3.5 (radial), 5.3 (tangential) | 143.1 (parallel), 2.6 (radial), 3.2 (tangential) | 9.5 | 103.0 (radial), 122.4 (tangential) | 32.3 (compressive), 18.3 (tensile), 12.7–13.3 (flexural) | ASTM D143 [39]; ASTM D4442 [57]; ASTM E132 [58] |
| [59] | Bamboo scrimber + SPF (Spruce-Pine-Fir) | Not reported | Not reported | Not reported | Not reported | 9.4–13.7 | Not reported |
| [60] | Moso bamboo (Phyllostachys edulis) | Not reported | 98–124 | Not reported | Not reported | ↑37.3% over ordinary scrimber | GB/T 17657-2013 [55]; GB/T 18261-2013 [61] |
| [28] | Moso bamboo (Phyllostachys edulis) | Not reported | 128.2 (0°); 52.1 (15°); down to 8.1 (90°) | Not reported | Not reported | 11.29 GPa (0°); 2.37 GPa (90°) | ASTM D143 [39]; GB 50005 [41] |
| [62] | Moso bamboo (Phyllostachys edulis) | Not reported | Not reported | Not reported | 107.2 MPa (average) | 10.0 GPa | ASTM D143 [39]; ASTM D198 [46]; ASTM D4442 [57]; ASTM D5266 [49]; ASTM D905 [63]; ISO 22156 [64]; ISO 22157 [65] |
| [66] | Julong bamboo (Dendrocalamus giganteus) | 71.4 (longitudinal), 22.7 (transverse) | 66.8 (longitudinal), 5.7 (transverse) | Not reported | 70.9 MPa | 10.3 GPa (bending) | Not reported |
| [35] | Gigantochloa spp. | 57.7 | 34.3 | 13.2 | 47.9 MPa | 8.9 (bending), 8.4 (longitudinal), 3.6 (transverse) | ASTM D143 [39] |
| [67] | Moso bamboo (Phyllostachys edulis) | Not reported | Not reported | Not reported | Approx. 100–110 MPa depending on type | Not reported | ASTM D143 [39]; ISO 13061-10 [68]; ISO 13061-4 [68] |
| [22] | Moso bamboo (Phyllostachys edulis) | Bamboo scrimber: 84; laminated bamboo: 79 | Bamboo scrimber: 136; laminated bamboo: 122 | Not reported | Up to 110 MPa | 10.5–12.0 | ASTM D143-14 [39]; ISO 22156 [64]; ISO 22157 [65] |
| [12] | Moso bamboo (Phyllostachys edulis) | 56.2 (longitudinal), 43.1 (radial), 19.0 (tangential) | 106.9 (longitudinal), 1.8 (radial), 4.3 (tangential) | 17.3 (parallel to grain) | 80.8 | 9.5 (longitudinal), 0.58 (radial), 1.12 (tangential) | ASTM D143 [39]; ASTM D2915 [43] |
| [69] | Bamboo scrimber + Douglas fir | 96.35 (bamboo scrimber); 51.23 (Douglas fir) | 125.28 (Bamboo scrimber); 117.85 (Douglas fir) | Not reported | Not reported | 15.43 (bamboo scrimber, compression), 12.57 (Douglas fir, compression) | GB/T 1935-2009 [70]; GB/T 1938-2009 [71] |
| [36] | Moso bamboo (Phyllostachys edulis) | 68 (parallel); 15 (tangential); 13 (radial) | Not reported | Not reported | Not reported | 8.75 (parallel); 2.19 (tangential); 1.11 (radial) | ISO 23478-2022 [72] |
| [3] | PBSL from Moso bamboo (Phyllostachys edulis) | Avg: 44.34–61.08 depending on angle | Avg: 21.56–71.78 depending on angle | Not reported | 39.32–82.49 (as bending strength) | 2.56–8.31 depending on test direction | ASTM D198-15 [46] |
| [73] | Moso bamboo (Phyllostachys edulis) | Not reported | Not reported | Not reported | Approx. 90–120 | Not reported | ASTM D2344 [74]; ASTM D-1037 [75]; GB/T30364-2013 [76] |
| [30] | Not reported | Thin strip: 51.0; thick strip: 73.0 | Thin strip: 83.0; thick strip: 85.0 (longitudinal) | Thin strip: 16; thick strip: 17.5 | Thin strip: 101.1; thick strip: 104.9 | Thin strip: 10.4–11.3; thick strip: 9.0–10.5 | NIST 2011 [77]; ASTM D143-14 [39]; ASTM E72 [78] |
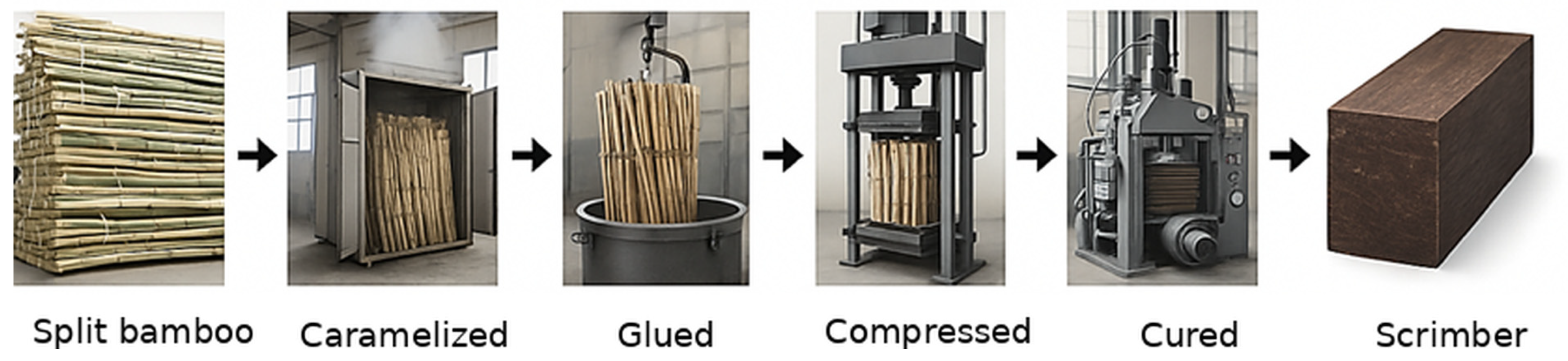
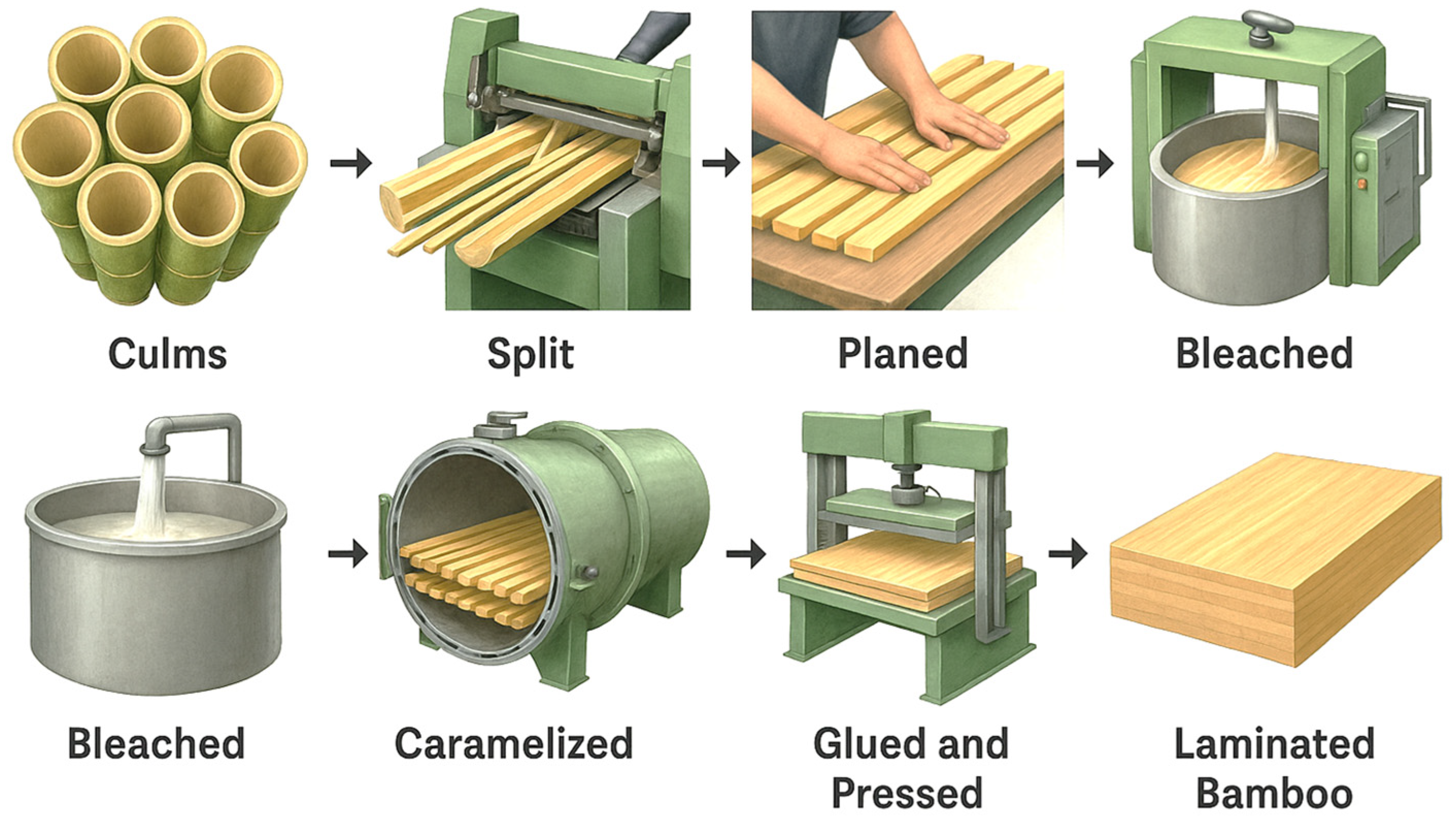
3.2. Manufacturing and Processing Methods
3.2.1. Adhesive Types and Performance
3.2.2. Processing and Treatment Methods
3.2.3. Hot Pressing Conditions
| Reference | Bamboo Species | Adhesive/Binder Used | Product Type |
|---|---|---|---|
| [2] | Not specified | Phenolic formaldehyde resin | Glubam beams (thick and thin plybamboo boards) |
| [3] | Not specified, presumably Moso | Phenolic resin (15–20% weight) | Cross-laminated bamboo (CLB) |
| [6] | Moso bamboo (Phyllostachys edulis) | None at EASB stage (adhesive for later use not applied yet) | Equal arc-shaped bamboo splits (EASBs) |
| [2] | Moso bamboo (Phyllostachys edulis) | Phenol-formaldehyde (PF) resin (17 wt%) | Bamboo scrimber composite (BSC) |
| [16] | Moso bamboo (Phyllostachys edulis) | Phenolic resin (13% weight) | Bamboo scrimber (BS) |
| [85] | Moso bamboo (Phyllostachys edulis) | No adhesive at current stage (future lamination possible) | Equal arc-shaped bamboo splits (EASBs) |
| [88] | Moso bamboo (Phyllostachys edulis) and Chinese fir | No adhesives, mechanical nailing only | Nail-laminated bamboo-timber (NLBT) panels |
| [80] | Ater bamboo (Gigantochloa atter) | Water-based polymer isocyanate (WBPI) adhesive | Laminated bamboo esterilla sheet (LBES) |
| [81] | Moso bamboo (Phyllostachys edulis) | Polyurethane wood adhesive (Lumber Jack 5 Min) | Laminated bamboo composites (single-ply and two-ply) |
| [79] | Moso bamboo (Phyllostachys edulis) and European Spruce (C18 grade) | Phenol-resorcinol adhesive for bamboo panels, water-based polyurethane structural adhesive for bamboo-timber lamination | Prestressed laminated bamboo-timber composite beam |
| [82] | Moso bamboo (Phyllostachys edulis) | Phenol-formaldehyde (PF) resin (18% solid content) | Bamboo scrimber (BS) |
| [83] | Moso bamboo (Phyllostachys edulis) | Phenol-formaldehyde (PF) resin (~20% solid content after dilution) | Knitted bamboo scrimber (KBS) and commercial hot-pressed bamboo scrimber (CBS) |
| [89] | Neosinocalamus affinis | Phenol-formaldehyde (PF) resin (diluted to 30% solid content) | Laminated bamboo bundle veneer lumber (BLVL) |
| [90] | Moso bamboo (Phyllostachys edulis) | Phenol-formaldehyde (PF) resin (solid content > 47%) | Bamboo-wood composite (GFBW composite) |
| [91] | Moso bamboo (Phyllostachys edulis) and Guadua (Guadua angustifolia) | Flange panels: urea-formaldehyde; OSB: phenol-formaldehyde; finger joints: epoxy resin (West Systems 105/206) | Engineered bamboo I-joists |
| [84] | Bamboo species not specified | Water-soluble phenolic resin modified with melamine (~23.5% solid content) | High-strength laminated bamboo composite |
| [86] | Moso bamboo (Phyllostachys edulis) and Makino bamboo (Phyllostachys makinoi) | Water-soluble urea-formaldehyde (UF) resin (63.6% solid content) | Oriented bamboo scrimber boards (OBSBs) |
| [23] | Moso bamboo (Phyllostachys edulis) | Phenol-formaldehyde (PF) resin (46.56% solid content) | Wide-bundle bamboo scrimber (WBS) |
| [87] | Moso bamboo (Phyllostachys edulis) | Phenol-formaldehyde (PF) resin (29% solid content) | Overlaid laminated bamboo lumber (OLBL) |
3.3. Key Methodological Challenges in the Literature
- Inconsistencies in mechanical testing protocols: The studies employed a wide range of test standards (e.g., ASTM D143 [39], ISO 22157 [65], GB 50005 [41]), specimen sizes, and load orientations. These discrepancies resulted in mechanical property values that were not directly comparable, particularly for the tensile and shear strength, where the fibre alignment and loading direction are critical. Adapting established timber adhesive testing methods, such as ASTM D198 [46], may provide a more consistent framework for evaluating the bonding performance in engineered bamboo systems.
- A lack of standardized durability evaluation: Only a limited number of studies evaluated the long-term durability under environmental stressors such as moisture cycling, thermal ageing, or fungal exposure. Those that did used varying exposure conditions, often without control samples or replicates, making it difficult to assess bamboo’s durability under real-world application conditions.
- Variable adhesive reporting and application conditions: Adhesive performance is crucial to engineered bamboo’s reliability, yet critical parameters like the solid content, spread rate, and curing profile are often underreported. More importantly, a lack of microscopic examinations of the bond line quality or failure mode monitoring also demonstrates the need for more research on adhesives’ effectiveness.
- A lack of field validation: Most studies tested the mechanical properties under controlled, uniaxial laboratory conditions. Field-scale verification under real-world environmental and mechanical conditions, including assessments of the durability over time and load redistribution following cracking, is needed for engineered bamboo to be used in actual applications.
- The limited consideration of anisotropy and fibre orientation effects: Bamboo’s mechanical anisotropy significantly affects its strength and stiffness, yet not all the studies accounted for or reported the directional dependence of loading. Without standardized orientation protocols, the influence of layup configurations or hybridization on the mechanical outcomes remains ambiguous.
4. Conclusions and Recommendations for Future Research
4.1. Conclusions
4.2. Future Research Needs
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Drury, B.; Padfield, C.; Russo, M.; Swygart, L.; Spalton, O.; Froggatt, S.; Mofidi, A. Assessment of the Compression Properties of Different Giant Bamboo Species for Sustainable Construction. Sustainability 2023, 15, 6472. [Google Scholar] [CrossRef]
- Li, Z.; Yang, G.S.; Zhou, Q.; Shan, B.; Xiao, Y. Bending performance of glubam beams made with different processes. Adv. Struct. Eng. 2019, 22, 535–546. [Google Scholar] [CrossRef]
- Qiu, Z.; Zhu, W.; Fan, H. Anisotropy attenuation of reconstituted bamboo lumber by orthogonal layup process. Compos. Commun. 2023, 40, 101608. [Google Scholar] [CrossRef]
- Mofidi, A.; Abila, J.; Ng, J.T.M. Novel advanced composite bamboo structural members with bio-based and synthetic matrices for sustainable construction. Sustainability 2020, 12, 2485. [Google Scholar] [CrossRef]
- Richardson, C.; Mofidi, A. Non-Linear Numerical Modelling of Sustainable Advanced Composite Columns Made from Bamboo Culms. Constr. Mater. 2021, 1, 169–187. [Google Scholar] [CrossRef]
- Huang, B.; Chen, L.; Wang, X.; Ma, X.; Liu, H.; Zhang, X.; Sun, F.; Fei, B.; Fang, C. Eco-friendly, high-utilization, and easy-manufacturing bamboo units for engineered bamboo products: Processing and mechanical characterization. Compos. Part B Eng. 2023, 267, 111073. [Google Scholar] [CrossRef]
- Drury, B.; Padfield, C.; Rajabifard, M.; Mofidi, A. Experimental Investigation of Low-Cost Bamboo Composite (LCBC) Slender Structural Columns in Compression. J. Compos. Sci. 2024, 8, 435. [Google Scholar] [CrossRef]
- Adier, M.F.V.; Sevilla, M.E.P.; Valerio, D.N.R.; Ongpeng, J.M.C. Bamboo as Sustainable Building Materials: A Systematic Review of Properties, Treatment Methods, and Standards. Buildings 2023, 13, 2449. [Google Scholar] [CrossRef]
- Padfield, C.; Drury, B.; Soltanieh, G.; Rajabifard, M.; Mofidi, A. Innovative Cross-sectional Configurations for Low-Cost Bamboo Composite (LCBC) Structural Columns. Sustainability 2024, 16, 7451. [Google Scholar] [CrossRef]
- Wei, Y.; Zhou, M.; Zhao, K.; Zhao, K.; Li, G. Stress-strain relationship model of glulam bamboo under axial loading. Adv. Compos. Lett. 2020, 29, 2633366X20958726. [Google Scholar] [CrossRef]
- Tang, S.; Zhou, A.; Li, J. Mechanical properties and strength grading of engineered bamboo composites in China. Adv. Civ. Eng. 2021, 2021, 6666059. [Google Scholar] [CrossRef]
- Yang, D.; Li, H.; Lorenzo, R.; Yuan, C.; Hong, C.; Chen, Y. Basic mechanical properties of laminated flattened-bamboo composite: An experimental and parametric investigation. J. Mater. Civ. Eng. 2023, 35, 04023258. [Google Scholar] [CrossRef]
- Harries, K.A.; Mofidi, A.; Naylor, J.; Trujillo, D.; Lopez, L.F.; Gutierrez, M.; Sharma, B.; Rogers, C. Knowledge gaps and research needs in bamboo construction. In Proceedings of the 18th International Conference on Non-conventional Materials and Technologies (NOCMAT 2022), Online, 7–23 June 2022. [Google Scholar]
- Sharma, B.; Gatóo, A.; Bock, M.; Ramage, M.H. Engineered bamboo for structural applications. Constr. Build. Mater. 2015, 81, 66–73. [Google Scholar] [CrossRef]
- Huang, Y.; Ji, Y.; Yu, W. Development of bamboo scrimber: A literature review. J. Wood Sci. 2019, 65, 25. [Google Scholar] [CrossRef]
- Chen, M.; Semple, K.; Hu, Y.A.; Zhang, J.; Zhou, C.; Pineda, H.; Xia, Y.; Zhu, W.; Dai, C. Fundamentals of bamboo scrimber hot pressing: Mat compaction and heat transfer process. Constr. Build. Mater. 2024, 412, 134843. [Google Scholar] [CrossRef]
- He, Z.; Huang, H.; Sun, L.; Fan, D.; Ren, H. Mechanical and fire properties of flame-retardant laminated bamboo lumber glued with phenol formaldehyde and melamine urea formaldehyde adhesives. Polymers 2024, 16, 781. [Google Scholar] [CrossRef]
- Xu, Q.; Chen, L.; Harries, K.A.; Li, X. Combustion performance of engineered bamboo from cone calorimeter tests. Eur. J. Wood Wood Prod. 2018, 76, 619–628. [Google Scholar] [CrossRef]
- SCImago. SJR—SCImago Journal & Country Rank. 2025. Available online: https://www.scimagojr.com (accessed on 26 April 2025).
- Page, M.J.; McKenzie, J.E.; Bossuyt, P.M.; Boutron, I.; Hoffmann, T.C.; Mulrow, C.D.; Shamseer, L.; Tetzlaff, J.M.; Akl, E.A.; Chou, R.; et al. The PRISMA 2020 statement: An updated guideline for reporting systematic reviews. BMJ 2021, 372, n71. [Google Scholar] [CrossRef]
- Haddaway, N.R.; Page, M.J.; Pritchard, C.C.; McGuinness, L.A. PRISMA2020: An R package and Shiny app for producing PRISMA 2020-compliant flow diagrams, with interactivity for optimised digital transparency and Open Synthesis. Campbell Syst. Rev. 2022, 18, e1230. [Google Scholar] [CrossRef]
- Xu, Q.; Leng, Y.; Chen, X.; Harries, K.A.; Chen, L.; Wang, Z. Experimental study on flexural performance of glued-laminated-timber-bamboo beams. Mater. Struct. 2018, 51, 9. [Google Scholar] [CrossRef]
- Hu, Y.; Xiong, L.; Li, Y.; Semple, K.; Nasir, V.; Pineda, H.; He, M.; Dai, C. Manufacturing and characterization of wide-bundle bamboo scrimber: A comparison with other engineered bamboo composites. Materials 2022, 15, 7518. [Google Scholar] [CrossRef] [PubMed]
- Gao, D.; Chen, B.; Wang, L.; Tang, C.; Yuan, P. Comparative Study on Clear Specimen Strength and Member Strength of Side-Pressure Laminated Bamboo. Adv. Civ. Eng. 2022, 2022, 2546792. [Google Scholar] [CrossRef]
- Dong, W.; Wang, Z.; Zhou, J.; Gong, M. Experimental study on bending properties of cross-laminated timber-bamboo composites. Constr. Build. Mater. 2021, 300, 124313. [Google Scholar] [CrossRef]
- Correal, J.F.; Echeverry, J.S.; Ramírez, F.; Yamín, L.E. Experimental evaluation of physical and mechanical properties of Glued Laminated Guadua angustifolia Kunth. Constr. Build. Mater. 2014, 73, 105–112. [Google Scholar] [CrossRef]
- Chen, S.; Wei, Y.; Wang, G.; Zhao, K.; Ding, M. Mechanical behavior of laminated bamboo-timber composite columns under axial compression. Arch. Civ. Mech. Eng. 2023, 23, 72. [Google Scholar] [CrossRef]
- Yang, D.; Li, H.; Xiong, Z.; Lorenzo, R.; Corbi, I.; Corbi, O. Fibre alignment angles effect on the tensile performance of laminated bamboo lumber. Eur. J. Wood Wood Prod. 2022, 80, 829–840. [Google Scholar] [CrossRef]
- Wu, M.; Mei, L.; Guo, N.; Ren, J.; Zhang, Y.; Zhao, Y. Mechanical properties and failure mechanisms of engineering bamboo scrimber. Constr. Build. Mater. 2022, 344, 128082. [Google Scholar] [CrossRef]
- Xiao, Y.; Cai, H.; Dong, S.Y. A pilot study on cross-laminated bamboo and timber beams. J. Struct. Eng. 2021, 147, 06021002. [Google Scholar] [CrossRef]
- Forest Products Laboratory. Wood Handbook: Wood as An Engineering Material (General Technical Report FPL-GTR-190); U.S. Department of Agriculture, Forest Service: Washington, DC, USA; Forest Products Laboratory: Madison, WI, USA, 2010.
- Brito, F.M.S.; Paes, J.B.; da Silva Oliveira, J.T.; Arantes, M.D.C.; Vidaurre, G.B.; Brocco, V.F. Physico-mechanical characterization of heat-treated glued laminated bamboo. Constr. Build. Mater. 2018, 190, 719–727. [Google Scholar] [CrossRef]
- Wang, S.; Jiang, Z.; Huang, L.; Huang, B.; Wang, X.; Chen, L.; Ma, X. High-performance bamboo-wood composite materials based on the natural structure and original form of bamboo: Fracture behavior and mechanical characterization. Constr. Build. Mater. 2024, 447, 138118. [Google Scholar] [CrossRef]
- McGavin, R.L.; Nguyen, H.H.; Gilbert, B.P.; Dakin, T.; Faircloth, A. A comparative study on the mechanical properties of laminated veneer lumber (LVL) produced from blending various wood veneers. BioResources 2019, 14, 9064–9081. [Google Scholar] [CrossRef]
- Sylvayanti, S.P.; Nugroho, N.; Bahtiar, E.T. Bamboo scrimber’s physical and mechanical properties in comparison to four structural timber species. Forests 2023, 14, 146. [Google Scholar] [CrossRef]
- Al-Rukaibawi, L.S.; Kachichian, M.; Károlyi, G. Mechanical properties of laminated bamboo lumber N-finity according to ISO 23478-2022. J. Wood Sci. 2024, 70, 1. [Google Scholar] [CrossRef]
- Lei, J.; Chen, B.; Yuan, P. Experimental Study on Flexural Properties of Side-Pressure Laminated Bamboo Beams. Adv. Civ. Eng. 2020, 2020, 5629635. [Google Scholar] [CrossRef]
- GB 1927-1991; Method of Sample-Tree Collection for Physical and Mechanical Tests of Wood. China Standards Press: Beijing, China, 1991.
- ASTM D143-14; Standard Test Methods for Small Clear Specimens of Timber. ASTM International: West Conshohocken, PA, USA, 2014.
- ASTM D1990-16; Standard Practice for Establishing Allowable Properties for Visually-Graded Dimension Lumber from In-Grade Tests of Full-Size Specimens. ASTM International: West Conshohocken, PA, USA, 2016.
- GB 50005; Standard for Design of Timber Structures. Ministry of Housing and Urban-Rural Development of the People’s Republic of China. State Administration for Market Regulation: Beijing, China, 2017.
- GB 50068-2018; Unified Standard for Reliability Design of Building Structure. Ministry of Housing and Urban-Rural Development of the People’s Republic of China. State Administration for Market Regulation: Beijing, China, 2018.
- ASTM D2915-10; Practice for Sampling and Data-Analysis for Structural Wood and Wood-Based Products. ASTM International: West Conshohocken, PA, USA, 2010. [CrossRef]
- ASTM D7078/D7078M-12; Standard Test Method for Shear Properties of Composite Materials by V-Notched Rail Shear Method. ASTM International: West Conshohocken, PA, USA, 2012.
- Li, J.; Singh, A.; Zhou, Y. Experimental study on the flexural behavior of I-shaped laminated bamboo composite beam as sustainable structural element. Buildings 2024, 14, 671. [Google Scholar] [CrossRef]
- ASTM D198; Standard Test Methods of Static Tests of Lumber in Structural Sizes. American Society of Mechanical Engineers: New York City, NY, USA, 2015.
- Yang, D.; Li, H.; Xiong, Z.; Mimendi, L.; Lorenzo, R.; Corbi, I.; Corbi, O.; Hong, C. Mechanical properties of laminated bamboo under off-axis compression. Compos. Part A Appl. Sci. Manuf. 2020, 138, 106042. [Google Scholar] [CrossRef]
- Li, H.; Wei, Y.; Lin, Y.; Chen, S.; Chen, J. Out-of-plane characteristics of cross-laminated bamboo and timber beams under variable span three-point loading. Constr. Build. Mater. 2024, 411, 134647. [Google Scholar] [CrossRef]
- ASTM D5266; Standard Practice for Estimating the Percentage of Wood Failure in Adhesive Bonded Joints. ASTM International: West Conshohocken, PA, USA, 2005.
- Wen, J.; Xiao, Y. The flexural behavior of cross laminated bamboo and timber (CLBT) and cross laminated timber (CLT) beams. Constr. Build. Mater. 2023, 408, 133739. [Google Scholar] [CrossRef]
- GB/T 50329-2012; Standard for Test Methods of Timber Structures. China Architecture & Building Press: Beijing, China, 2012.
- Li, H.; Wu, G.; Zhang, Q.; Deeks, A.J.; Su, J. Ultimate bending capacity evaluation of laminated bamboo lumber beams. Constr. Build. Mater. 2018, 160, 365–375. [Google Scholar] [CrossRef]
- Huang, Z.; Chen, Z.; Huang, D.; Zhou, A. The ultimate load-carrying capacity and deformation of laminated bamboo hollow decks: Experimental investigation and inelastic analysis. Constr. Build. Mater. 2016, 117, 190–197. [Google Scholar] [CrossRef]
- GB/T 15780-1995; Testing Methods for Physical and Mechanical Properties of Bamboos. Standardization Administration of China: Beijing, China, 1995.
- GB/T 17657-2013; Test Methods of Evaluating the Properties of Wood-based Panels and Surface Decorated Wood-based Panels. Standardization Administration of the People’s Republic of China: Beijing, China, 2013.
- Wang, Y.; Huang, Q.; Dong, H.; Wang, Z.; Shu, B.; Gong, M. Mechanical behavior of cross-laminated timber-bamboo short columns with different layup configurations under axial compression. Constr. Build. Mater. 2024, 421, 135695. [Google Scholar] [CrossRef]
- ASTM D4442; Standard Test Methods for Direct Moisture Content Measurement of Wood and Wood-Based Materials. ASTM International: West Conshohocken, PA, USA, 2016.
- ASTM E132; Standard Test Method for Poisson’s Ratio at Room Temperature. ASTM International: West Conshohocken, PA, USA, 2017.
- Li, H.; Wei, Y.; Chen, J.; Du, H.; Zhang, Y. Out-of-plane bending and shear behavior of cross-laminated bamboo and timber under four-point loading with variable spans. Eng. Struct. 2025, 323, 119273. [Google Scholar] [CrossRef]
- Liu, C.; Xizhi, W.; Li, X.; Liu, X. Structure and physical properties of high-density bamboo scrimber made from refined bamboo bundles. Eur. J. Wood Wood Prod. 2024, 82, 1867–1878. [Google Scholar] [CrossRef]
- GB/T 18261-2013; Test Method for Anti-Mildew Agents in Controlling Wood Mould and Stain Fungi. Standardization Administration of the People’s Republic of China: Beijing, China, 2013.
- Sinha, A.; Way, D.; Mlasko, S. Structural performance of glued laminated bamboo beams. J. Struct. Eng. 2014, 140, 04013021. [Google Scholar] [CrossRef]
- ASTM D905; Standard Test Method for Strength Properties of Adhesive Bonds in Shear by Compression Loading. ASTM International: West Conshohocken, PA, USA, 2008.
- ISO 22156; Bamboo Culms – Structural Design. International Organization for Standardization: Geneva, Switzerland, 2021.
- ISO 22157; Bamboo Structures – Determination of Physical and Mechanical Properties of Bamboo Culms – Test Methods. International Organization for Standardization: Geneva, Switzerland, 2019.
- He, M.; Li, Z.; Sun, Y.; Ma, R. Experimental investigations on mechanical properties and column buckling behavior of structural bamboo. Struct. Des. Tall Spec. Build. 2015, 24, 491–503. [Google Scholar] [CrossRef]
- Chen, C.Q.; Zhou, S.C.; Lai, S.T.; Xu, M.D.; Xiao, Y. Impact Toughness and Quasi-Static Bending Strength of Glubam. J. Mater. Civ. Eng. 2023, 35, 04023322. [Google Scholar] [CrossRef]
- ISO 13061; Physical and Mechanical Properties of Wood – Test Methods for Small Clear Wood Specimens. International Organization for Standardization: Geneva, Switzerland, 2017.
- Chen, S.; Wei, Y.; Zhao, K.; Dong, F.; Huang, L. Experimental investigation on the flexural behavior of laminated bamboo-timber I-beams. J. Build. Eng. 2022, 46, 103651. [Google Scholar] [CrossRef]
- GB/T 1935-2009; Method of Testing Compressive Strength Parallel to Grain of Wood. Standardization Administration of China: Beijing, China, 2009.
- GB/T 1938-2009Method of Testing Tensile Strength Parallel to Grain of Wood. Standardization Administration of China; Administration of Quality Supervision, Inspection and Quarantine of the People’s Republic of China: Beijing, China, 2009. [Google Scholar]
- ISO 23478:2022; Engineered Bamboo Products — Test Methods for Determination of Physical and Mechanical Properties. International Organization for Standardization: Geneva, Switzerland, 2022.
- Yu, Y.; Zhu, R.; Wu, B.; Hu, Y.A.; Yu, W. Fabrication, material properties, and application of bamboo scrimber. Wood Sci. Technol. 2015, 49, 83–98. [Google Scholar] [CrossRef]
- ASTM D2344/D2344M-22; Standard Test Method for Short-Beam Strength of Polymer Matrix Composite Materials and Their Laminates. ASTM International: West Conshohocken, PA, USA, 2022.
- ASTM D1037; Standard Test Methods for Evaluating Properties of Wood-Base Fiber and Particle Panel Materials. ASTM International: West Conshohocken, PA, USA, 2020.
- GB/T 30364-2013Bamboo Scrimber Flooring. Standardization Administration of China; Administration of Quality Supervision, Inspection and Quarantine of the People’s Republic of China: Beijing, China, 2013. [Google Scholar]
- NIST 2011; Performance Standard for Wood-Based Structural-Use Panels. National Institute of Standards and Technology: Gaithersburg, MD, USA, 2011.
- ASTM E72-15; Standard Test Methods of Conducting Strength Tests of Panels for Building Construction. ASTM International: West Conshohocken, PA, USA, 2015.
- Zhang, H.; Shen, M.; Deng, Y.; Andras, P.; Sukontasukkul, P.; Yuen, T.Y.; Tang, Y.; Wong, S.H.; Limkatanyu, S.; Singleton, I.; et al. A new concept of bio-based prestress technology with experimental Proof-of-Concept on Bamboo-Timber composite beams. Constr. Build. Mater. 2023, 402, 132991. [Google Scholar] [CrossRef]
- Liliefna, L.D.; Nugroho, N.; Karlinasari, L.; Sadiyo, S. Development of low-tech laminated bamboo esterilla sheet made of thin-wall bamboo culm. Constr. Build. Mater. 2020, 242, 118181. [Google Scholar] [CrossRef]
- Chow, A.; Ramage, M.H.; Shah, D.U. Optimising ply orientation in structural laminated bamboo. Constr. Build. Mater. 2019, 212, 541–548. [Google Scholar] [CrossRef]
- Liang, E.; Chen, C.; Tu, D.; Zhou, Q.; Zhou, J.; Hu, C.; Li, X.; Ma, H. Highly efficient preparation of bamboo scrimber: Drying process optimization of bamboo bundles and its effect on the properties of bamboo scrimber. Eur. J. Wood Wood Prod. 2022, 80, 1473–1484. [Google Scholar] [CrossRef]
- He, S.; Xu, J.; Wu, Z.X.; Yu, H.; Chen, Y.H.; Song, J.G. Effect of bamboo bundle knitting on enhancing properties of bamboo scrimber. Eur. J. Wood Wood Prod. 2018, 76, 1071–1078. [Google Scholar] [CrossRef]
- Colince, L.; Qian, J.; Zhang, J.; Wu, C.; Yu, L. Study on the Molding Factors of Preparing High-Strength Laminated Bamboo Composites. Materials 2024, 17, 2042. [Google Scholar] [CrossRef]
- Huang, B.; Wang, X.; Su, N.; Fang, C. High-performance engineered bamboo units with customizable radius based on pressure-drying technology: Multi-scale mechanical properties. Constr. Build. Mater. 2024, 457, 139472. [Google Scholar] [CrossRef]
- Chung, M.J.; Wang, S.Y. Effects of peeling and steam-heating treatment on mechanical properties and dimensional stability of oriented Phyllostachys makinoi and Phyllostachys edulis scrimber boards. J. Wood Sci. 2018, 64, 625–634. [Google Scholar] [CrossRef]
- Guan, X.; Yin, H.; Lin, C.; Zhan, W. Effect of layups on the mechanical properties of overlaid laminated bamboo lumber made of radial bamboo slices. J. Wood Sci. 2022, 68, 40. [Google Scholar] [CrossRef]
- Li, T.Y.; Deng, J.Y.; Chen, J.Q.; Xiao, Y.; Shan, B.; Xu, H.; Qin, S.; Yu, Q. Bending performance of nail-laminated bamboo-timber panels made with glubam and fast-grown plantation Chinese fir. Constr. Build. Mater. 2023, 384, 131425. [Google Scholar] [CrossRef]
- Deng, J.; Li, H.; Wang, G.; Chen, F.; Zhang, W. Effect of removing extent of bamboo green on physical and mechanical properties of laminated bamboo-bundle veneer lumber (BLVL). Eur. J. Wood Wood Prod. 2015, 73, 499–506. [Google Scholar] [CrossRef]
- Ma, Y.; Luan, Y.; Chen, L.; Huang, B.; Luo, X.; Miao, H.; Fang, C. A Novel Bamboo-Wood Composite Utilizing High-Utilization, Easy-to-Manufacture Bamboo Units: Optimization of Mechanical Properties and Bonding Performance. Forests 2024, 15, 716. [Google Scholar] [CrossRef]
- Aschheim, M.; Gil-Martín, L.M.; Hernández-Montes, E. Engineered bamboo I-joists. J. Struct. Eng. 2010, 136, 1619–1624. [Google Scholar] [CrossRef]


Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jafarnia, N.; Mofidi, A. Engineered Bamboo for Sustainable Construction: A Systematic Review of Characterization Methods. Sustainability 2025, 17, 5977. https://doi.org/10.3390/su17135977
Jafarnia N, Mofidi A. Engineered Bamboo for Sustainable Construction: A Systematic Review of Characterization Methods. Sustainability. 2025; 17(13):5977. https://doi.org/10.3390/su17135977
Chicago/Turabian StyleJafarnia, Nima, and Amir Mofidi. 2025. "Engineered Bamboo for Sustainable Construction: A Systematic Review of Characterization Methods" Sustainability 17, no. 13: 5977. https://doi.org/10.3390/su17135977
APA StyleJafarnia, N., & Mofidi, A. (2025). Engineered Bamboo for Sustainable Construction: A Systematic Review of Characterization Methods. Sustainability, 17(13), 5977. https://doi.org/10.3390/su17135977