
Preparation of Lightweight and High-Strength Ceramsite from High-Silicon Lead-Zinc Tailings: A Sustainable Method for Waste Recycling

Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
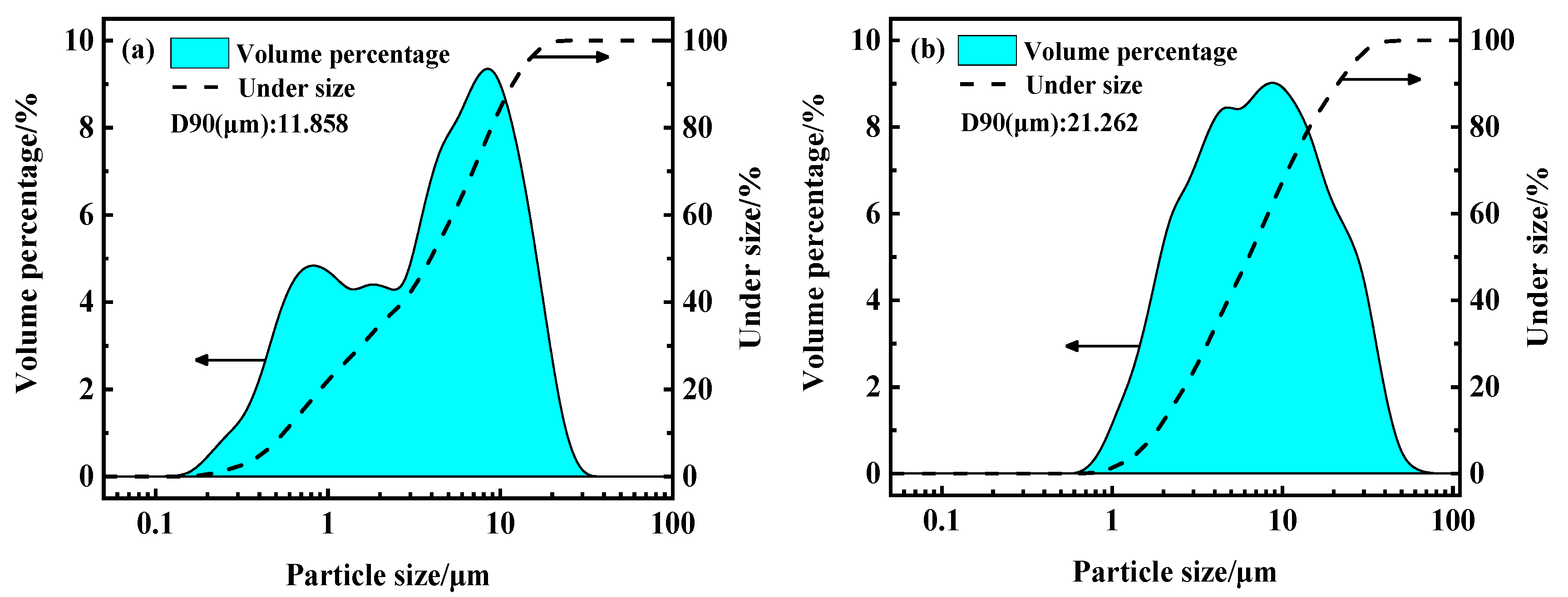
2.1.1. Particle Size Distribution
2.1.2. Chemical Compositions of the Raw Materials
2.1.3. Mineral Composition of Raw Materials
2.1.4. Detection of Heavy Metal Leaching Concentration in Raw Materials
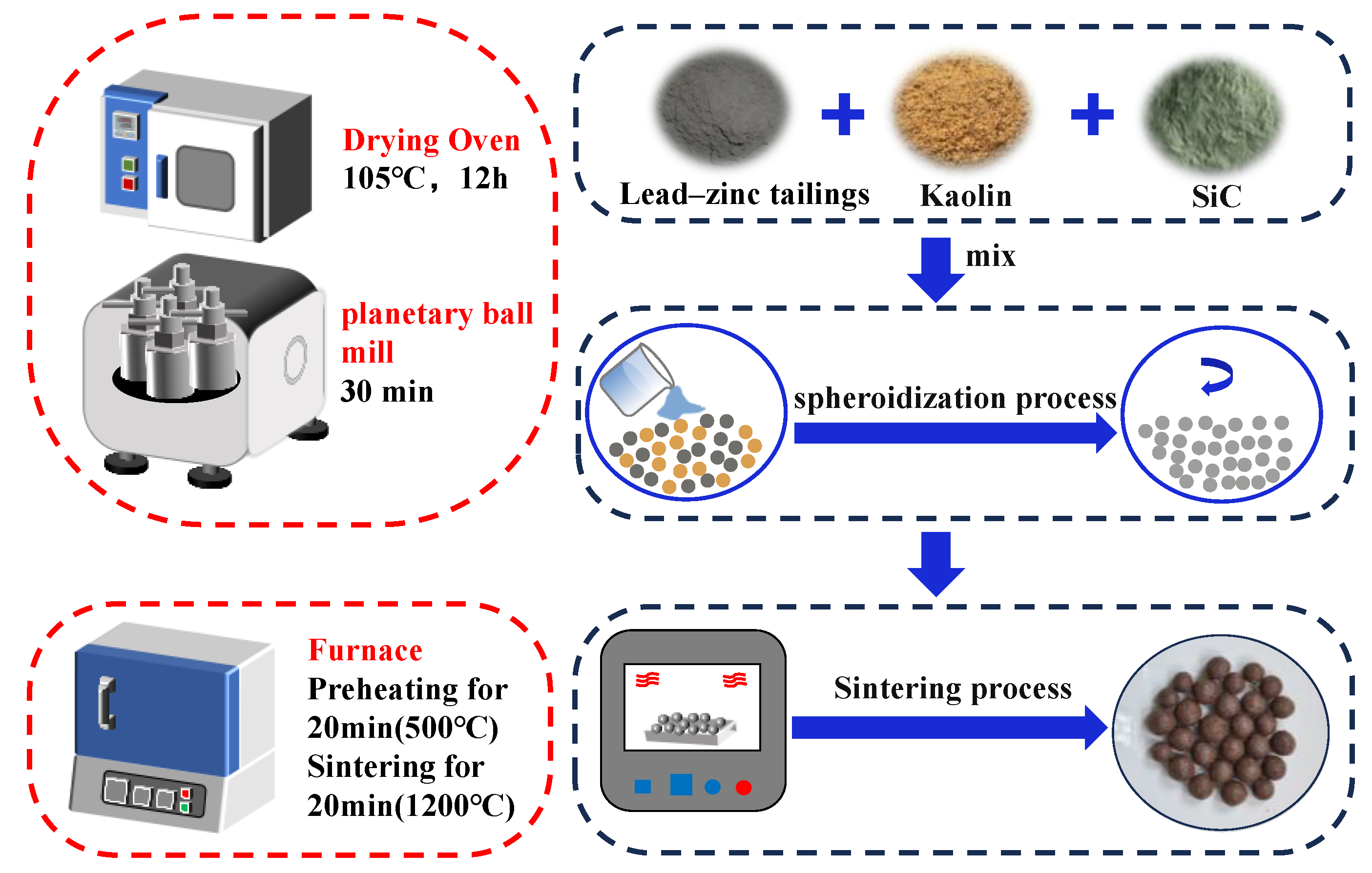
2.2. Preparation of Samples
2.3. Characterization and Analytical Methods
2.4. Physical Property Tests of Ceramsite
2.4.1. Compressive Strength
2.4.2. Bulk Density
2.4.3. Water Absorption Rate
3. Results and Discussion
3.1. Thermal Behavior Analysis of Raw Materials (TG-DSC)
3.2. Optimization of the Properties of Prepared Ceramsite
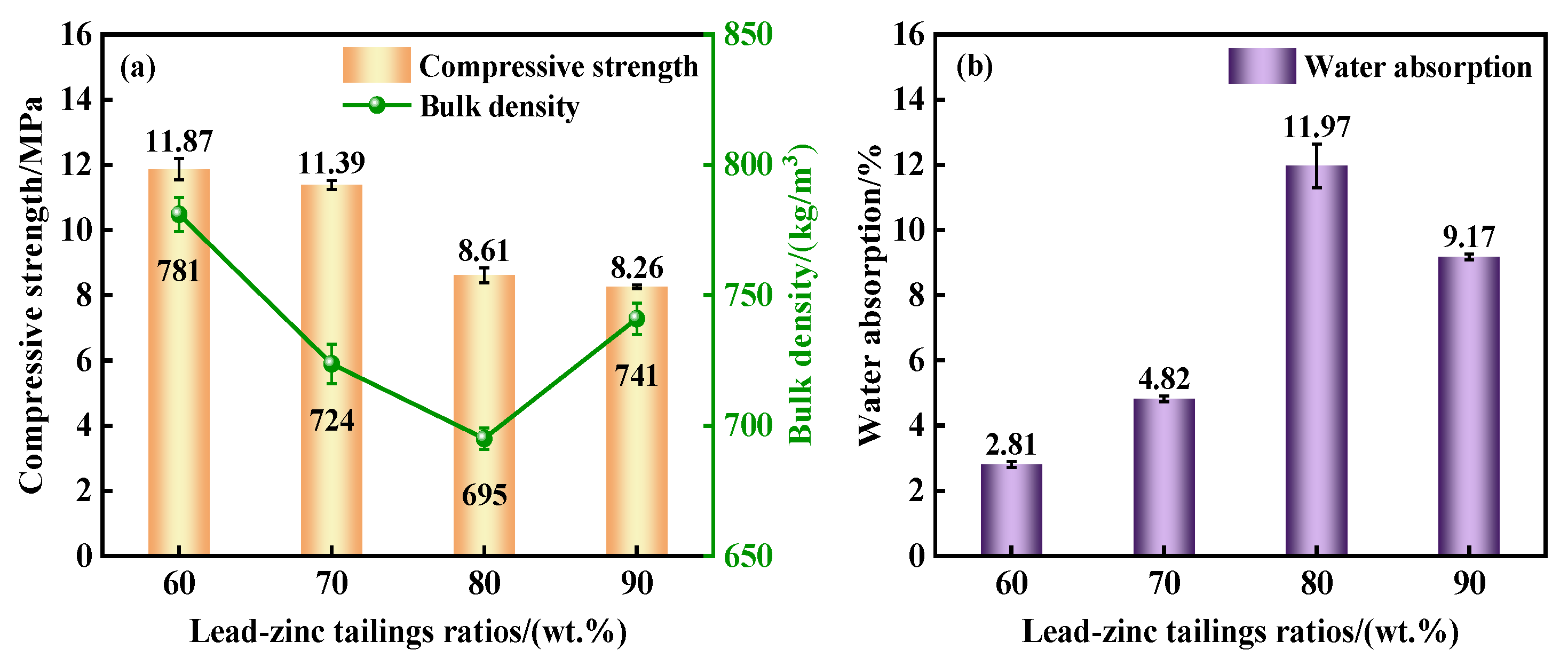
3.2.1. Influence of HS-LZT Ratios on the Properties of Ceramsite
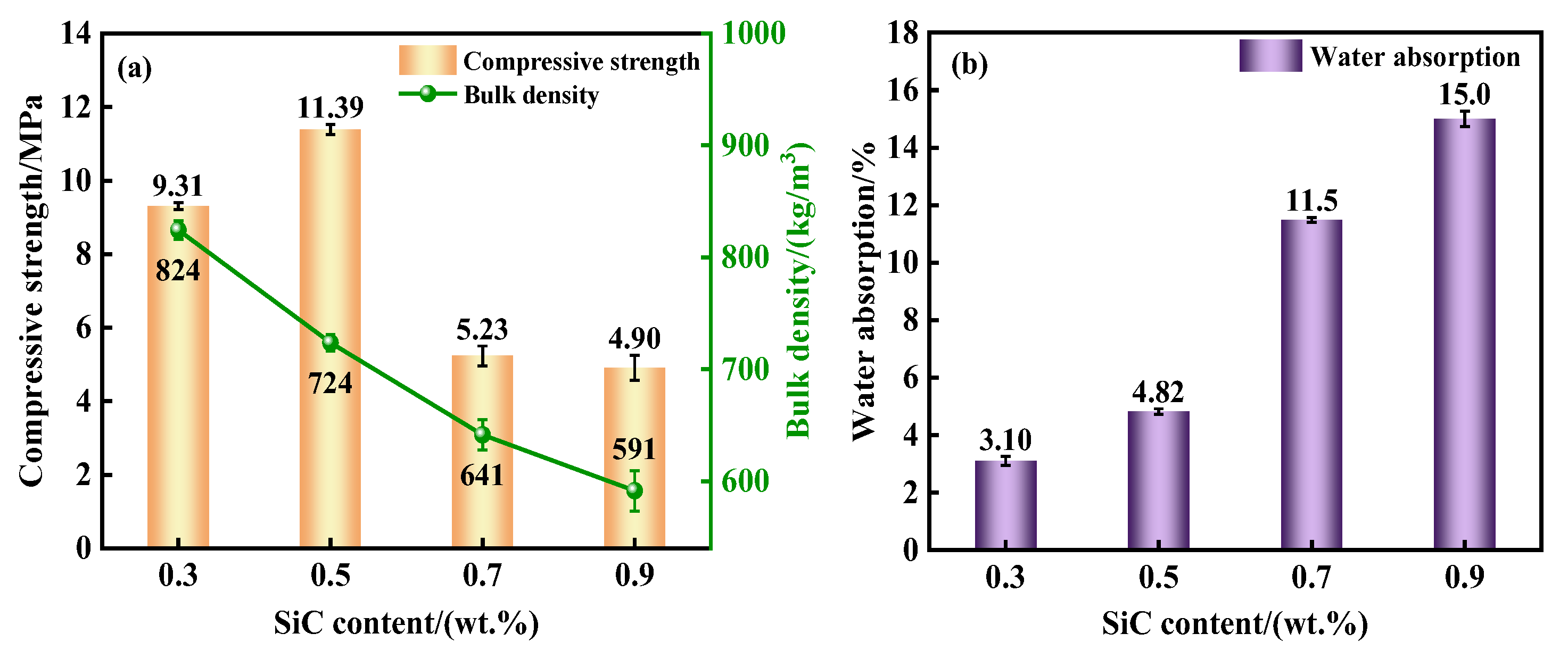
3.2.2. Influence of the External Addition Amount of SiC on the Properties of Ceramsite
3.2.3. Influence of Sintering Temperature on the Properties of Ceramsite
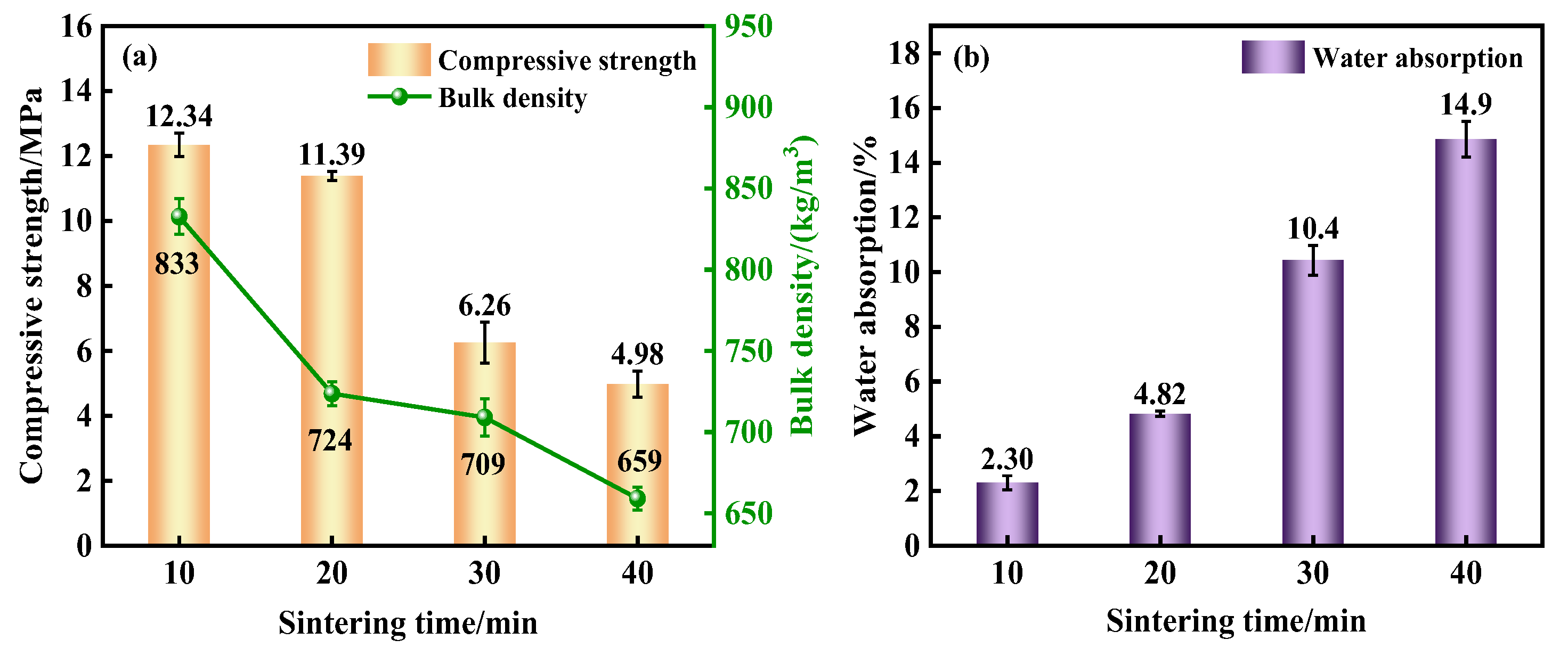
3.2.4. Influence of Sintering Time on the Properties of Ceramsite
3.3. Characterization of the Optimal Ceramsite
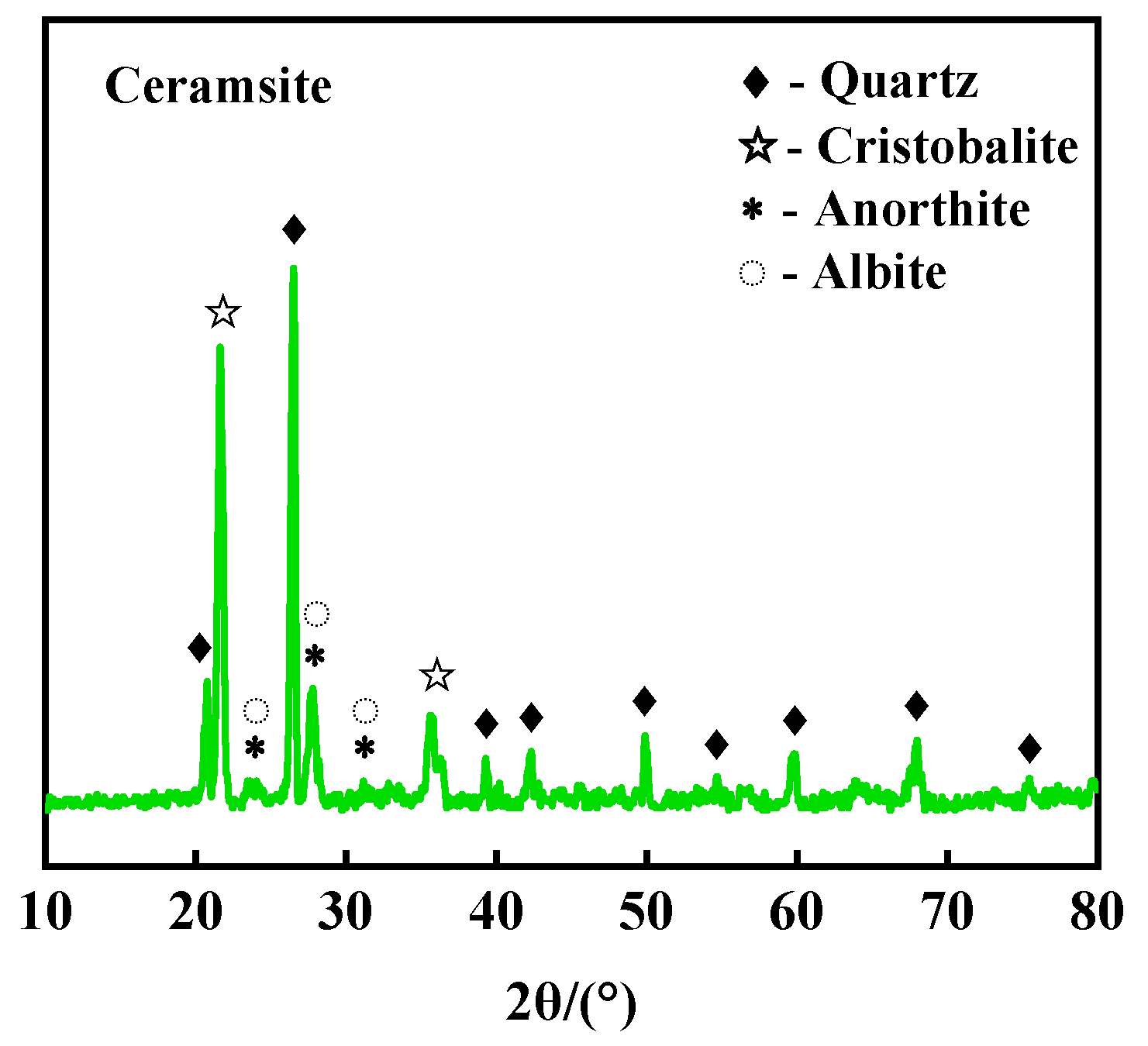
3.3.1. X-Ray Diffraction (XRD) Analysis
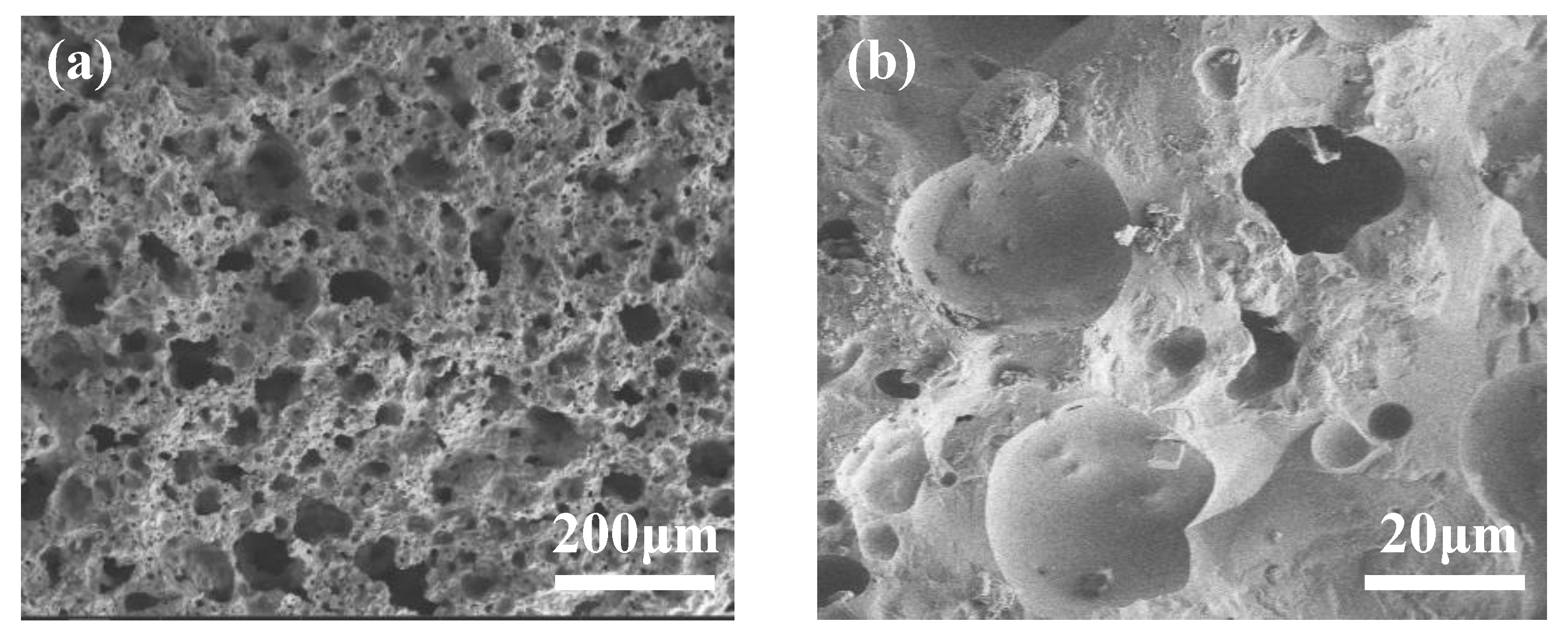
3.3.2. Scanning Electron Microscope (SEM) Analysis
3.3.3. Detection of Heavy Metal Leaching Concentration
4. Conclusions
- (1)
- The optimal preparation parameters of the HS-LZT ceramsite are as follows: The mass proportion of HS-LZT is 70%, the mass proportion of kaolin is 30%, and the addition amount of (SiC) is 0.5% (the percentage of the mass of SiC in the total mass of the materials). During the sintering process, the temperature in the preheating stage is 500 °C, the preheating time is 20 min, the sintering temperature is set at 1200 °C, the sintering time is 20 min, and the heating rate is 10 °C/min. The reuse method of using a high content of HS-LZT provides a scientific and effective way for its large-scale resource utilization. It not only has potential economic benefits but also meets the requirements for sustainable development with green and low-carbon characteristics.
- (2)
- The HS-LZT ceramsite prepared under the optimized parameters performed as follows: compressive strength is 11.39 MPa, 1 h water absorption rate is 4.82%, and bulk density is 724 kg/m3, which possessed the excellent performance of lightweight and high strength. The large number of pores inside the ceramsite and the regular and uniform pore structure greatly improve its compressive strength.
- (3)
- The leaching concentrations of Pb and Zn in the sintered ceramsite samples under the optimal scheme are significantly lower than the limit values of harmful components in the leachate specified by relevant standards. The results indicate that the sintered ceramsite samples exhibit good solidification effects on the heavy metals Pb and Zn.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Maruthupandian, S.; Chaliasou, A.; Kanellopoulos, A. Recycling mine tailings as precursors for cementitious binders-Methods, challenges and future outlook. Constr. Build. Mater. 2021, 312, 125333. [Google Scholar] [CrossRef]
- Li, R.; Yin, Z.Y.; Lin, H. Research status and prospects for the utilization of lead-zinc tailings as building materials. Buildings 2023, 13, 150. [Google Scholar] [CrossRef]
- Nayak, A.; Jena, M.S.; Mandre, N.R. Beneficiation of lead-zinc ores-a review. Miner. Process. Extr. Metall. Rev. 2022, 43, 564–583. [Google Scholar] [CrossRef]
- Li, X.Q.; Meng, D.L.; Li, J.; Yin, H.Q.; Liu, H.W.; Liu, X.D.; Cheng, C.; Xiao, Y.H.; Liu, Z.H. Response of soil microbial communities and microbial interactions to long-term heavy metal contamination. Environ. Pollut. 2017, 231, 908–917. [Google Scholar] [CrossRef]
- Wen, L.X.; Tang, P.Y.; Li, W.G. Research progress on comprehensive utilization of lead-zinc tailings as resources. Nonferrous Met. Min. Sect. 2024, 76, 17–22. (In Chinese) [Google Scholar]
- Lei, C.; Yan, B.; Chen, T.; Quan, S.X.; Xiao, X.M. Comprehensive utilization of lead-zinc tailings, part 1: Pollution characteristics and resource recovery of sulfur. J. Environ. Chem. Eng. 2015, 3, 862–869. [Google Scholar] [CrossRef]
- Shi, C.H.; Liu, M.S.; Cheng, L.J.; Lan, R. Research progress and engineering practice on comprehensive utilization of tailings. China Min. Mag. 2024, 33, 107–114. (In Chinese) [Google Scholar]
- Que, Y.; Chen, J.A.; Ma, H.S.; Lin, Y.Q.; Jiang, Z.L. Using soil tuff-modified polymetallic lead-zinc tailings sand to facilitate sustainable development of subgrade engineering. Constr. Build. Mater. 2024, 426, 136128. [Google Scholar] [CrossRef]
- Lin, H.; Li, R.; Li, S. Fabrication of Lead-Zinc Tailings Sintered Brick and Its Effect Factors Based on an Orthogonal Experiment. Materials 2024, 17, 2352. [Google Scholar] [CrossRef]
- Sun, R.G.; Gao, Y.; Yang, Y. Leaching of heavy metals from lead-zinc mine tailings and the subsequent migration and transformation characteristics in paddy soil. Chemosphere 2022, 291, 132792. [Google Scholar] [CrossRef]
- Ding, X.H.; Luo, B.; Zhou, H.T.; Zhou, H.T.; Chen, Y.H. Generalized solutions for advection–dispersion transport equations subject to time-and space-dependent internal and boundary sources. Comput. Geotech. 2025, 178, 106944. [Google Scholar] [CrossRef]
- Saedi, A.; Jamshidi-Zanjani, A.; Mohseni, M.; Darban, A.K.; Nejati, H. Mechanical activation of lead-zinc mine tailings as a substitution for cement in concrete construction. Constr. Build. Mater. 2023, 364, 129973. [Google Scholar] [CrossRef]
- Lin, H.; Yin, Z.Y.; Li, S. Optimization of cementitious material with thermal-activated lead-zinc tailings based on response surface methodology. Materials 2024, 17, 2926. [Google Scholar] [CrossRef]
- Su, Y.H.; Luo, B.; Luo, Z.D.; Xu, F.; Huang, H.; Long, Z.W.; Shen, C.P. Mechanical characteristics and solidification mechanism of slag/fly ash-based geopolymer and cement solidified organic clay: A comparative study. J. Build. Eng. 2023, 71, 106459. [Google Scholar] [CrossRef]
- Liu, Q.; Li, Y.; Zhao, G. The latest research progress of green building materials in lead and zinc tailings. IOP Conf. Ser. Earth Environ. Sci. 2019, 267, 052024. [Google Scholar] [CrossRef]
- Wang, H.J.; Ju, C.X.; Zhou, M.; Zheng, F.; Dong, Y.Q.; Hou, B.B.; Liu, S.H. Grinding kinetics of lead-zinc tailing powders and its optimal particle size as a pozzolanic admixture in cement mortar. Adv. Powder Technol. 2022, 33, 103730. [Google Scholar] [CrossRef]
- Akkaya, U.G.; Cinku, K.; Yilmaz, E. Characterization of strength and quality of cemented mine backfill made up of lead-zinc processing tailings. Front. Mater. 2021, 8, 740116. [Google Scholar] [CrossRef]
- Zhao, L.; Zhang, G.F.; Wang, M.T.; Zhen, S.Y. Preparation of high-purity vaterite CaCO3 from lead-zinc tailings. Sustain. Chem. Pharm. 2022, 29, 100835. [Google Scholar] [CrossRef]
- Liao, S.X.; Zhao, Z.M.; Wu, L.; Quan, S.C.; Liu, Z.; Wang, C.; Cheng, J.C.; Zhang, Z.Q. Effects of lightweight ceramsite on heat insulation performance of phosphorus gypsum. New Build. Mater. 2021, 48, 142–145. (In Chinese) [Google Scholar]
- Fan, L.F.; Wang, H.; Zhong, W.L. Development of lightweight aggregate geopolymer concrete with shale ceramsite. Ceram. Int. 2023, 49, 15422–15433. [Google Scholar] [CrossRef]
- Shen, T.Y.; Yang, Y.; Yu, H.H.; Wang, P.; Xu, P. Enhancement mechanism of the DBDP self-Fenton-like system by lightweight fly ash ceramsite: Pore-making and electron transfer with CoFe-LDO. Chem. Eng. J. 2024, 488, 151126. [Google Scholar] [CrossRef]
- Ou, C.J.; Wang, J.Y.; Yang, W.X.; Bao, Y.Q.; Liao, Z.P. Removal of ammonia nitrogen and phosphorus by porous slow-release Ca2+ ceramsite prepared from industrial solid wastes. Sep. Purif. Technol. 2023, 304, 122366. [Google Scholar] [CrossRef]
- Pei, J.N.; Pan, X.L.; Lv, Z.Y.; Yu, H.Y.; Tu, G.F. Synergistic mechanism to prepare ultra-lightweight ceramsite using multiple industrial solid wastes. Constr. Build. Mater. 2024, 425, 136139. [Google Scholar] [CrossRef]
- Shi, X.F.; Geng, C.; Li, Q.M.; Wei, J.; Chu, Y.Y. A novel application for magnetite tailings and municipal sludge in ceramsite preparation. Environ. Prog. Sustain. Energy 2024, 43, e14239. [Google Scholar] [CrossRef]
- Xiao, T.T.; Fan, X.Y.; Wang, H.R.; Zeng, Z.L.; Tian, Z. Removal of phosphorus from water bodies using high-performance ceramsite prepared from solid wastes. Sep. Purif. Technol. 2024, 342, 126962. [Google Scholar] [CrossRef]
- Luo, Z.T.; Guo, J.Y.; Liu, X.H.; Mu, Y.D.; Zhang, M.X. Preparation of ceramsite from lead-zinc tailings and coal gangue: Physical properties and solidification of heavy metals. Constr. Build. Mater. 2023, 368, 130426. [Google Scholar] [CrossRef]
- Peng, H.T.; Wang, D.; Sofi, M.; Mendis, P.; Zhou, Z.Y.; Liu, J.L. Feasibility of Using lead-zinc tailings to Produce Environmentally Friendly Ceramisite. J. Mater. Civ. Eng. 2021, 33, 04021298. [Google Scholar] [CrossRef]
- Li, Y.; Zhao, W.; Zhang, X.H.; Wang, R.; Yan, B.J.; Guo, H.W. Study on preparation of high-strength ceramsite from fluorite tailings and its properties. Inorg. Chem. Ind. 2023, 55, 100–108. (In Chinese) [Google Scholar]
- GB 5085.3-2007; Identification Standards for Hazardous Wastes-Identification for Extraction Toxicity. Standards Press of China: Beijing, China, 2007.
- Xiao, T.T.; Fan, X.Y.; Zhou, C.Y.; Wang, H.R.; Wu, K.X.; Zhou, H. Preparation of ultra-lightweight ceramsite from waste materials: Using phosphate tailings as pore-forming agent. Ceram. Int. 2024, 50, 15218–15229. [Google Scholar] [CrossRef]
- Yashima, S.; Kanda, Y.; Sano, S. Relationships between particle size and fracture energy or impact velocity required to fracture as estimated from single particle crushing. Powder Technol. 1987, 51, 277–282. [Google Scholar] [CrossRef]
- Tay, J.H.; Hong, S.Y.; Show, K.Y. Reuse of industrial sludge as pelletized aggregate for concrete. J. Environ. Eng. 2000, 126, 279–287. [Google Scholar] [CrossRef]
- GB/T17431.2-2010; Lightweight Aggregates and Its Test Methods—Part 2: Test Methods for Light-Weight Aggregates. China Standard Press: Beijing, China, 2010. (In Chinese)
- GB/T17431.1-2010; Lightweight Aggregates and Its Test Methods—Part 1: Lightweight Aggregates. China Standard Press: Beijing, China, 2010. (In Chinese)
- Guo, P.H.; Zhao, Z.K.; Li, Y.K.; Zhang, Y.B.; He, T.; Hou, X.M.; Li, S.Q. Co-utilization of iron ore tailings and coal fly ash for porous ceramsite preparation: Optimization, mechanism, and assessment. J. Environ. Manag. 2023, 348, 119273. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Raw Materials | SiO2 | Al2O3 | Fe2O3 | CaO | MgO | Na2O | K2O | SO3 | TiO2 | P2O5 | LOI |
|---|---|---|---|---|---|---|---|---|---|---|---|
| HS-LZT | 72.47 | 9.48 | 2.67 | 10.74 | 1.46 | 0.13 | 1.11 | 1.14 | 0.20 | 0.18 | 17.40 |
| Kaolin | 66.81 | 18.1 | 5.7 | 0.58 | 1.2 | 0.52 | 3.08 | 2.69 | 0.37 | 0.44 | 9.63 |
| Heavy Metals | HS-LZT | Kaolin | Concentration Limits of Harmful Components in Leaching Solution |
|---|---|---|---|
| Pb | 3.29 | <0.01 | 5 |
| Zn | 1.87 | <0.01 | 100 |
| The mass proportion of lead (Pb) | 0.1414% | — | |
| The mass proportion of zinc (Zn) | 0.0801% | — |
| M (HS-LZT)/m (Kaolin) | ω (HS-LZT)/% | ω (Kaolin)/% | [m (SiC)/m (Raw Materials)]/% |
|---|---|---|---|
| 6:4 | 60 | 40 | 0.5 |
| 7:3 | 70 | 30 | 0.5 |
| 8:2 | 80 | 20 | 0.5 |
| 9:1 | 90 | 10 | 0.5 |
| Heavy Metals | Ceramsite | Concentration Limits of Harmful Components in Leaching Solution |
|---|---|---|
| Pb | <0.01 | 5 |
| Zn | <0.01 | 100 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, M.; Liao, C.; He, Q.; Yang, Y. Preparation of Lightweight and High-Strength Ceramsite from High-Silicon Lead-Zinc Tailings: A Sustainable Method for Waste Recycling. Sustainability 2025, 17, 4523. https://doi.org/10.3390/su17104523
Li M, Liao C, He Q, Yang Y. Preparation of Lightweight and High-Strength Ceramsite from High-Silicon Lead-Zinc Tailings: A Sustainable Method for Waste Recycling. Sustainability. 2025; 17(10):4523. https://doi.org/10.3390/su17104523
Chicago/Turabian StyleLi, Ming, Chongjie Liao, Qi He, and Yifan Yang. 2025. "Preparation of Lightweight and High-Strength Ceramsite from High-Silicon Lead-Zinc Tailings: A Sustainable Method for Waste Recycling" Sustainability 17, no. 10: 4523. https://doi.org/10.3390/su17104523
APA StyleLi, M., Liao, C., He, Q., & Yang, Y. (2025). Preparation of Lightweight and High-Strength Ceramsite from High-Silicon Lead-Zinc Tailings: A Sustainable Method for Waste Recycling. Sustainability, 17(10), 4523. https://doi.org/10.3390/su17104523