
The Effect of Activation Methods on the Mechanical Properties of Cement Mortars with Recycled Powder from Concrete Waste as a Cement Partial Replacement: A Review




Abstract
1. Introduction
2. Research Methodology
3. Mechanical Properties of Mortars with RP
3.1. Effect of Mechanical Activation on the Mechanical Properties of RP Mortar
3.1.1. Compressive Strength

3.1.2. Flexural Strength

3.1.3. Tensile Strength
3.1.4. Evaluation of Mechanical Activation
3.2. Effect of Thermal Activation on the Mechanical Properties of RP Mortar
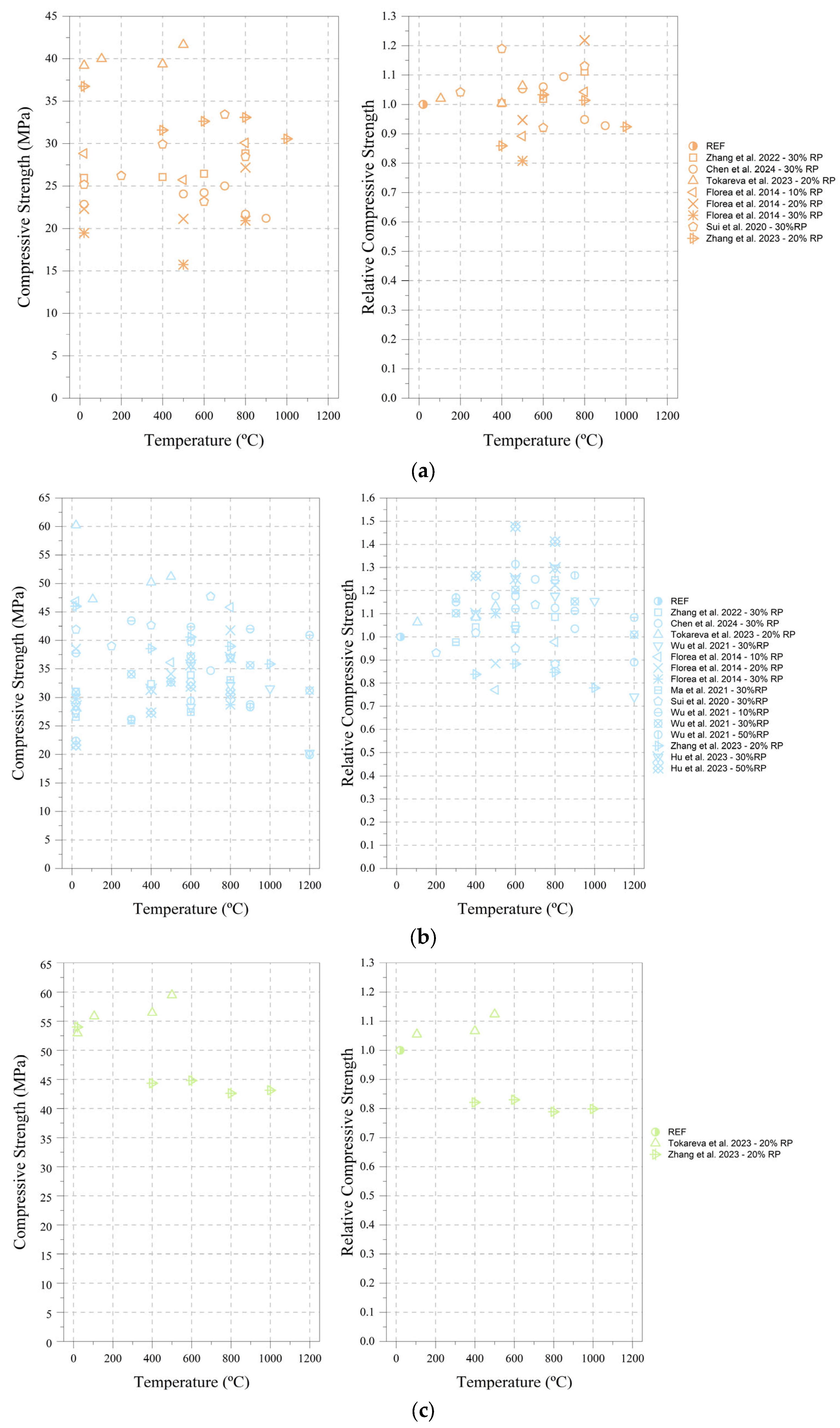
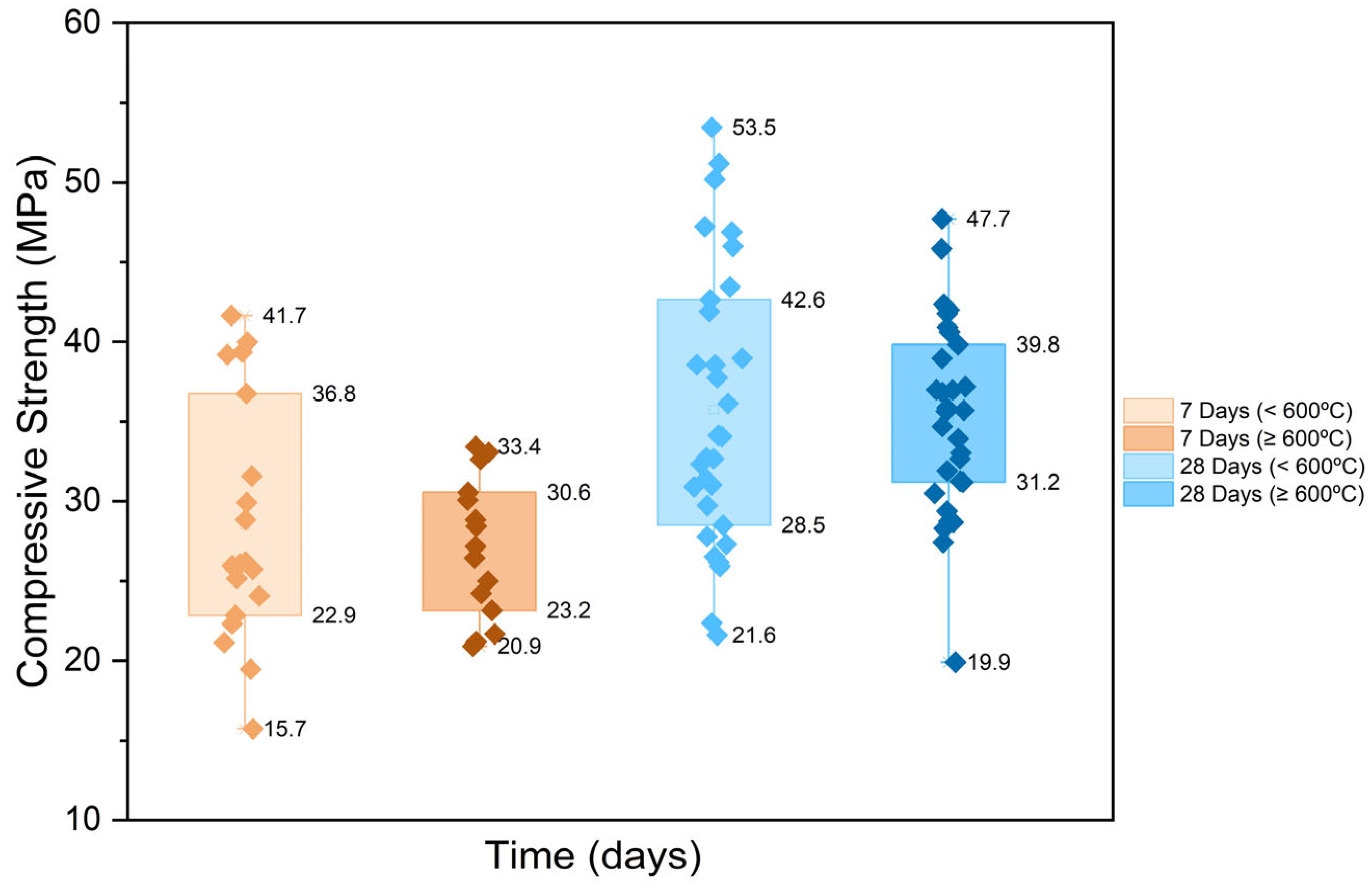
3.2.1. Compressive Strength
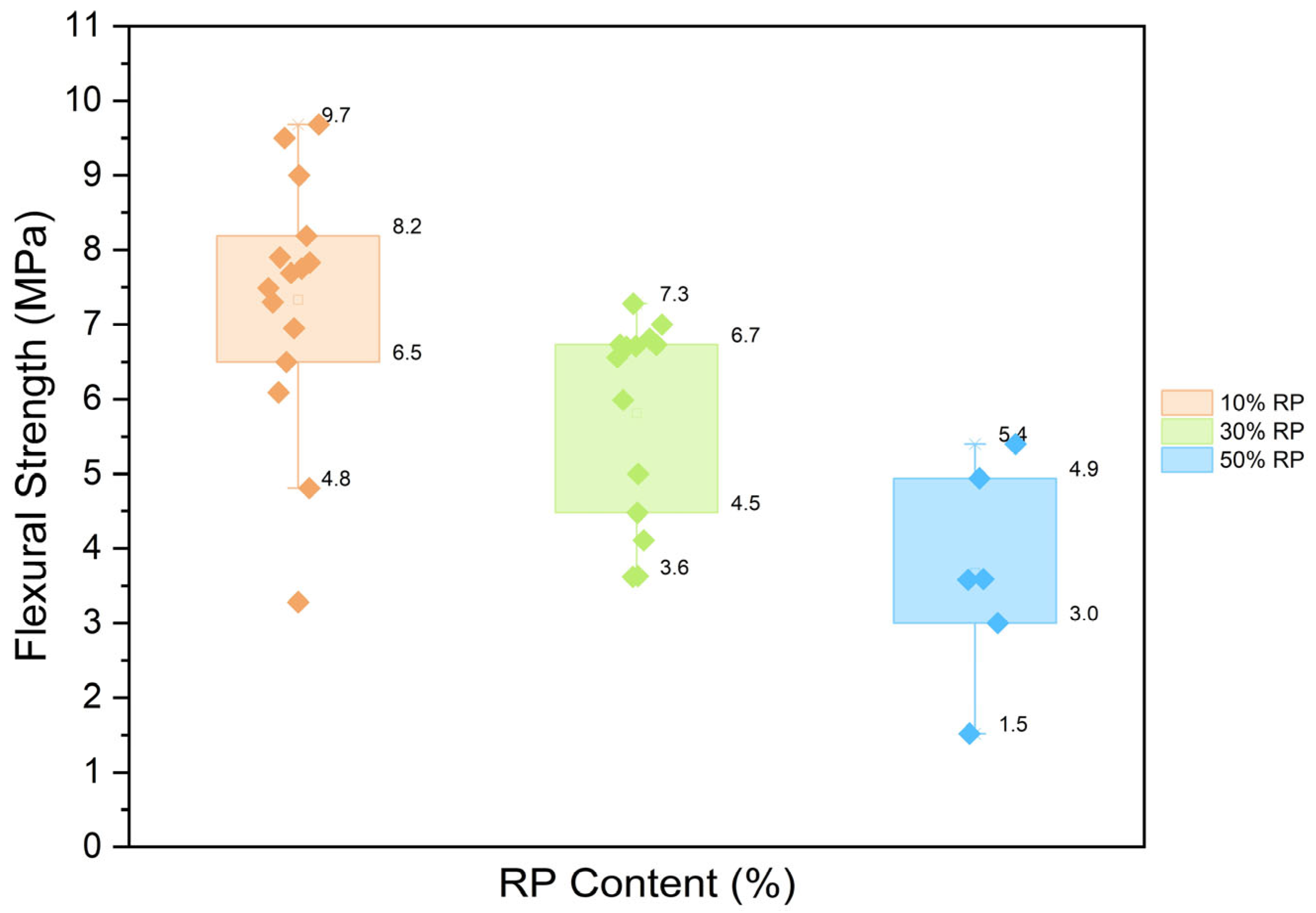
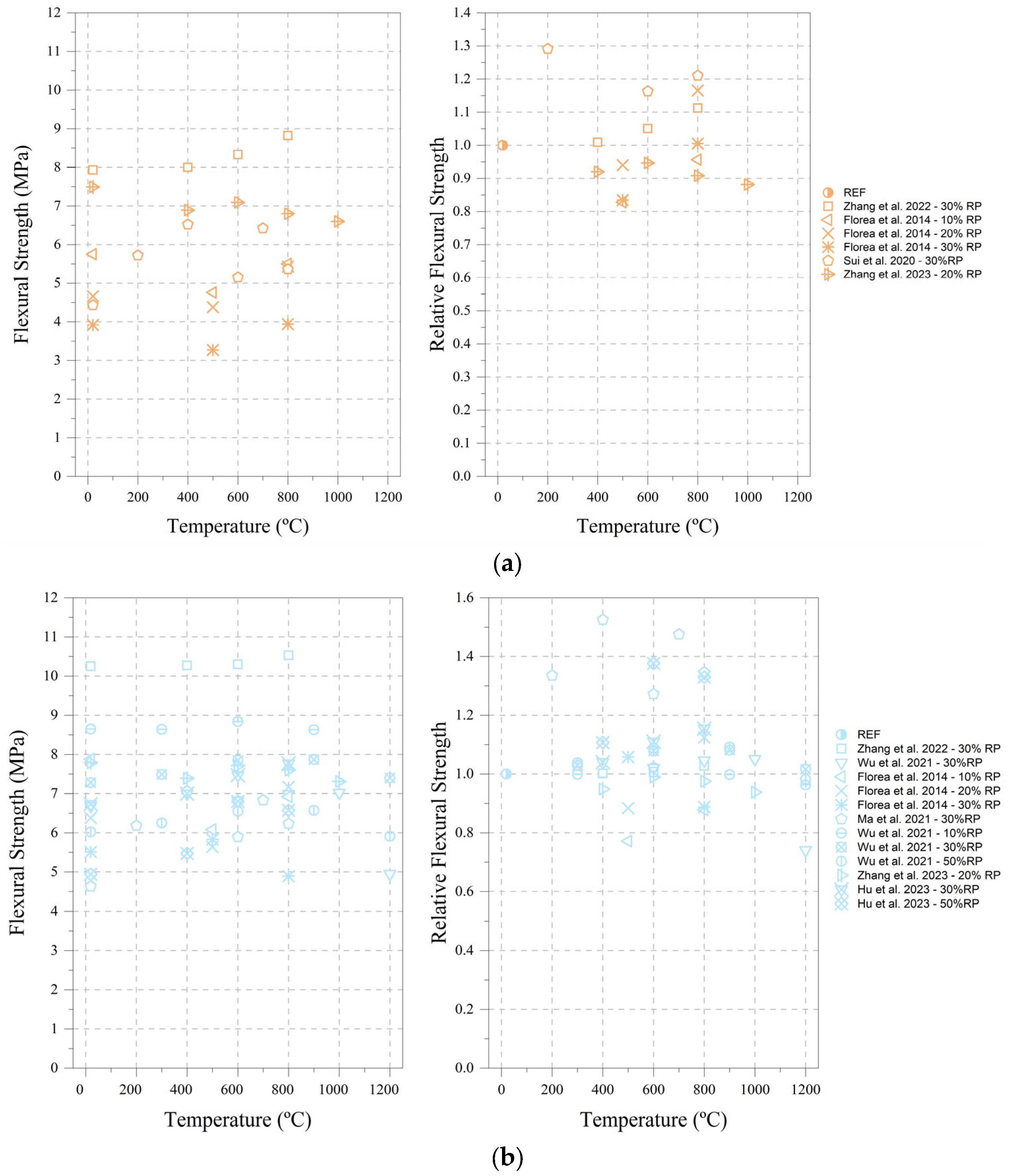
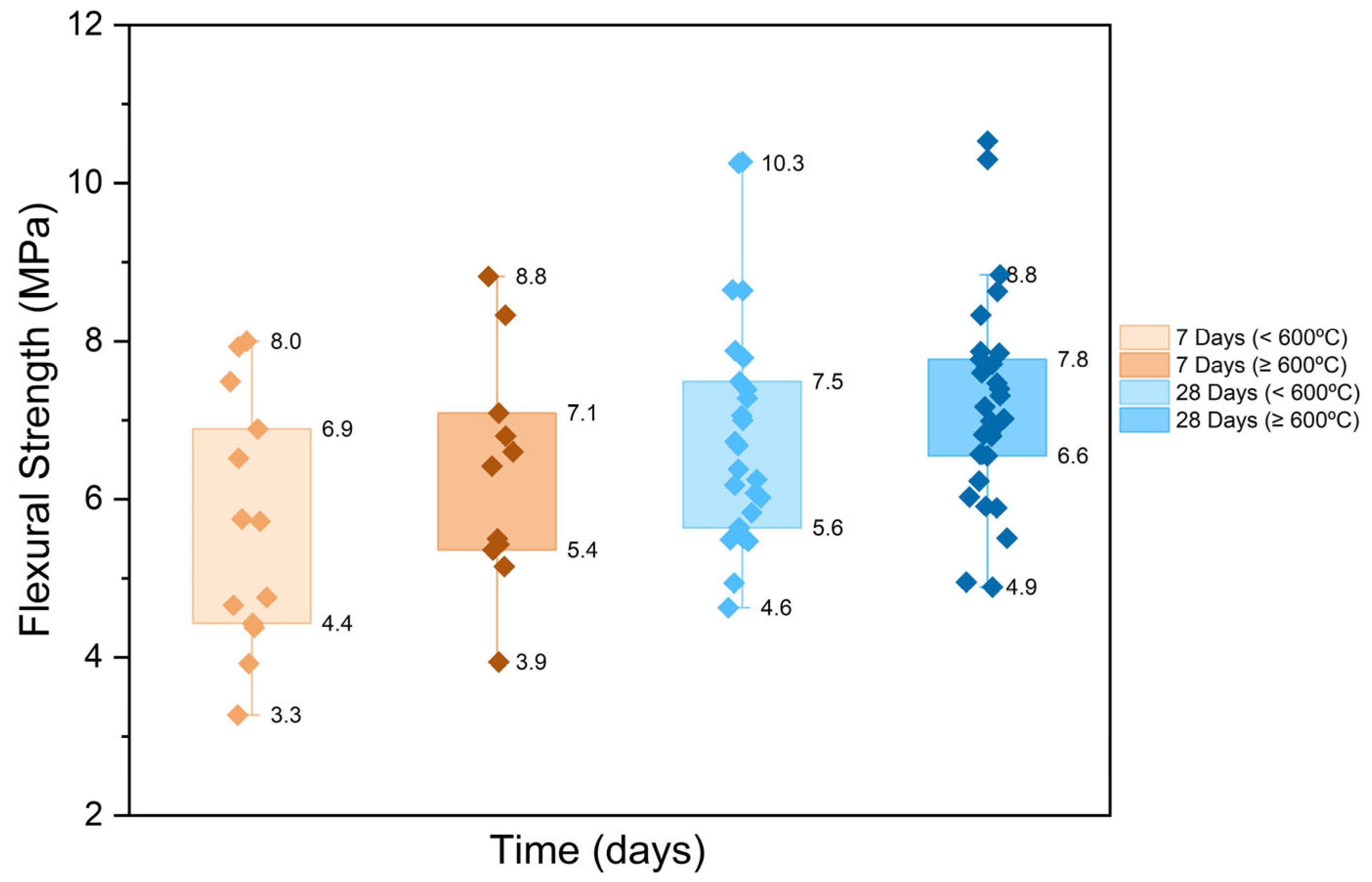
3.2.2. Flexural Strength
3.2.3. Evaluation of Thermal Activation
3.3. Effect of Chemical Activation on the Mechanical Properties of RP Mortar
3.3.1. Compressive and Flexural Strengths

3.3.2. Evaluation of Thermal Activation
3.4. Effect of Nano Activation on the Mechanical Properties of RP Mortar
3.4.1. Compressive and Flexural Strengths
3.4.2. Evaluation of Nano Activation
3.5. Effect of Mineral Addition on the Mechanical Properties of RP Mortar
3.5.1. Compressive Strength
3.5.2. Flexural Strength
3.5.3. Evaluation of Activation by Mineral Addition
3.6. Effect of Carbonation Activation on the Mechanical Properties of RP Mortar
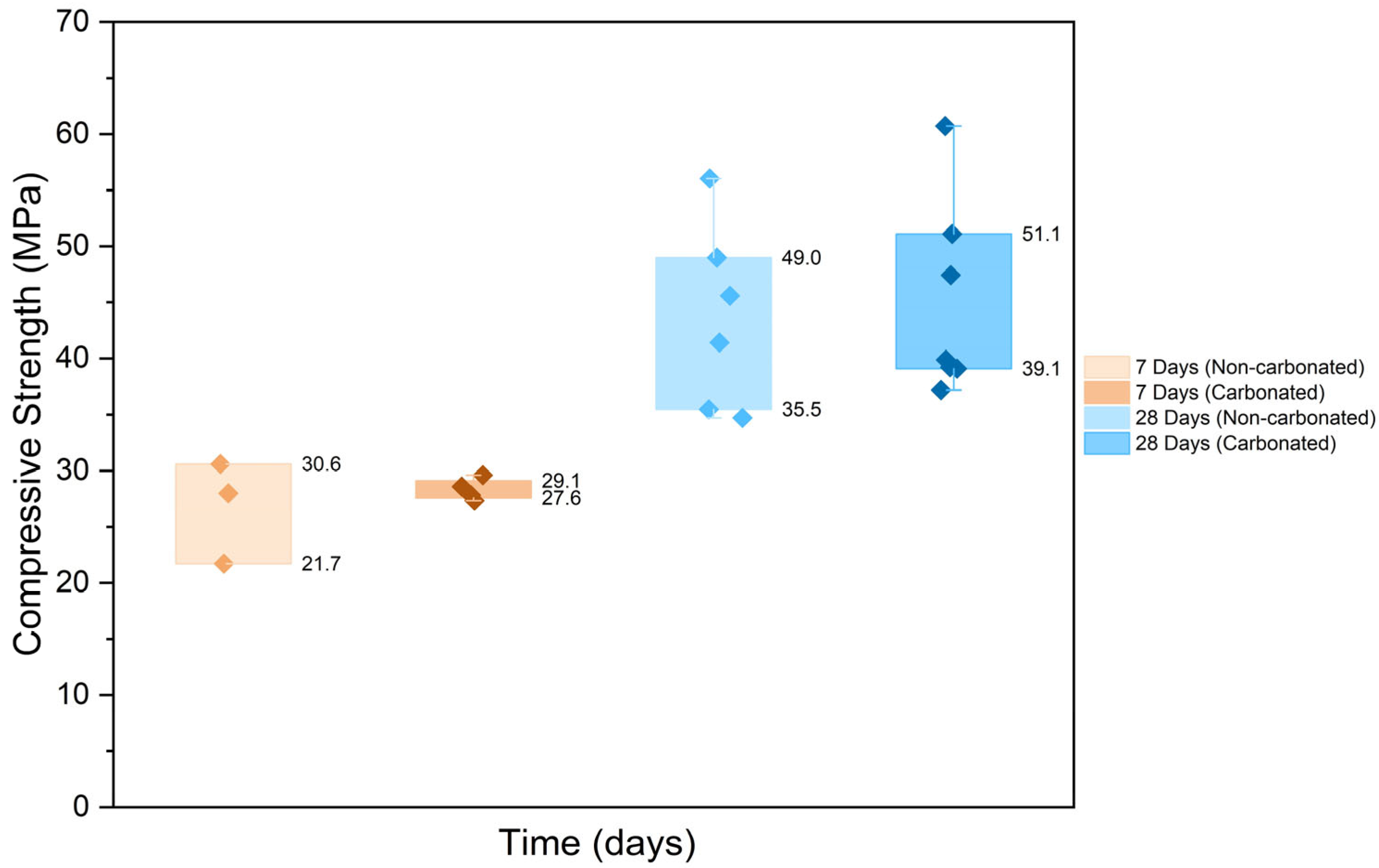
3.6.1. Compressive Strength
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
3.6.2. Evaluation of Carbonation Activation
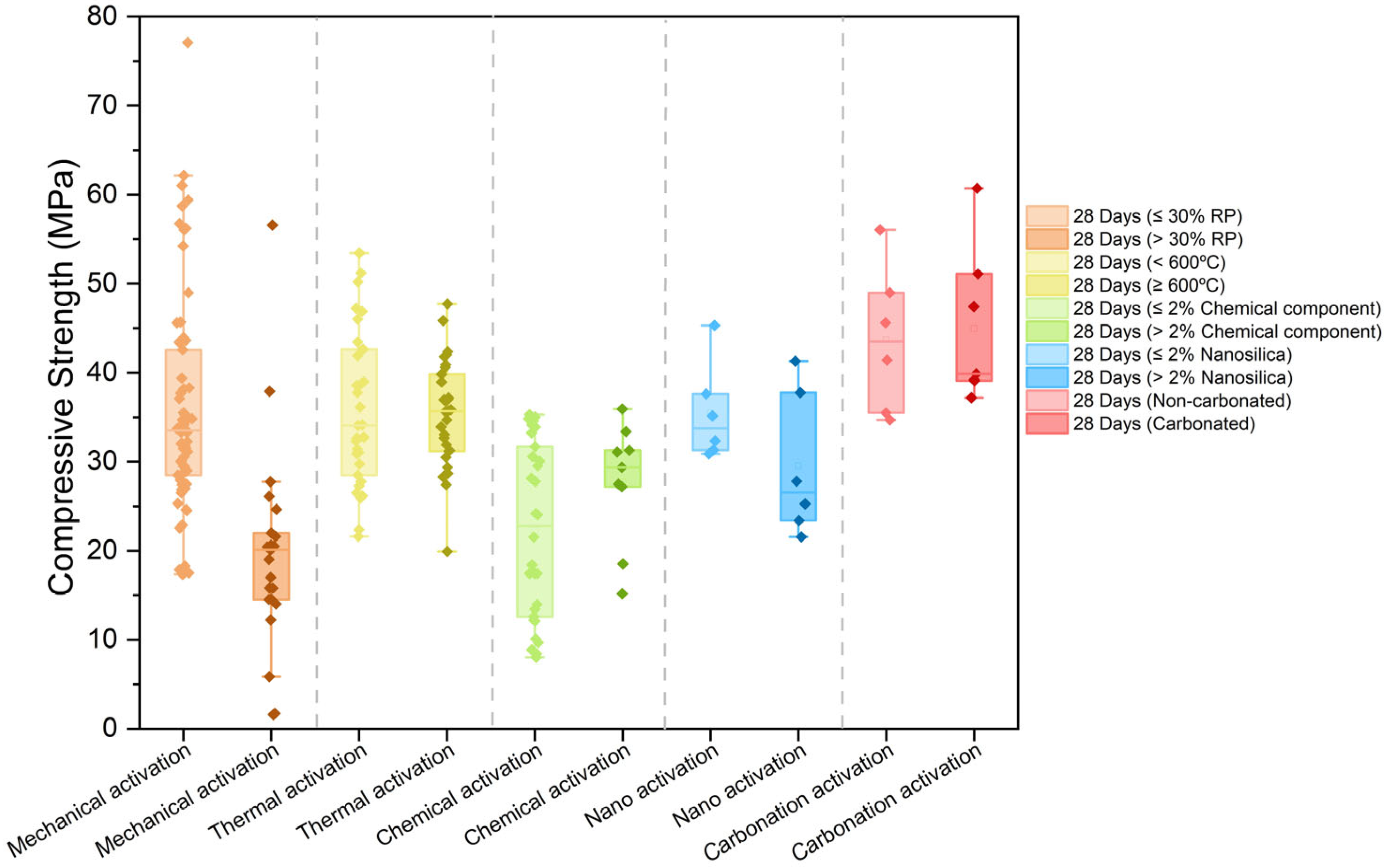
4. Comparison of Activation Methods
5. Conclusions
- RPs from diverse sources demonstrate unique activity and exhibit significantly different features. The source of RPs significantly affects the properties of mortar.
- RP acquired using CDW mostly comprises crystalline phases, chiefly quartz, with a limited presence of amorphous active phases.
- Mechanical activation (grinding) improves the modification of particle size and distribution of RP. Extending the grinding period would lead to particle agglomeration, negatively impacting the performance of the RP mortars.
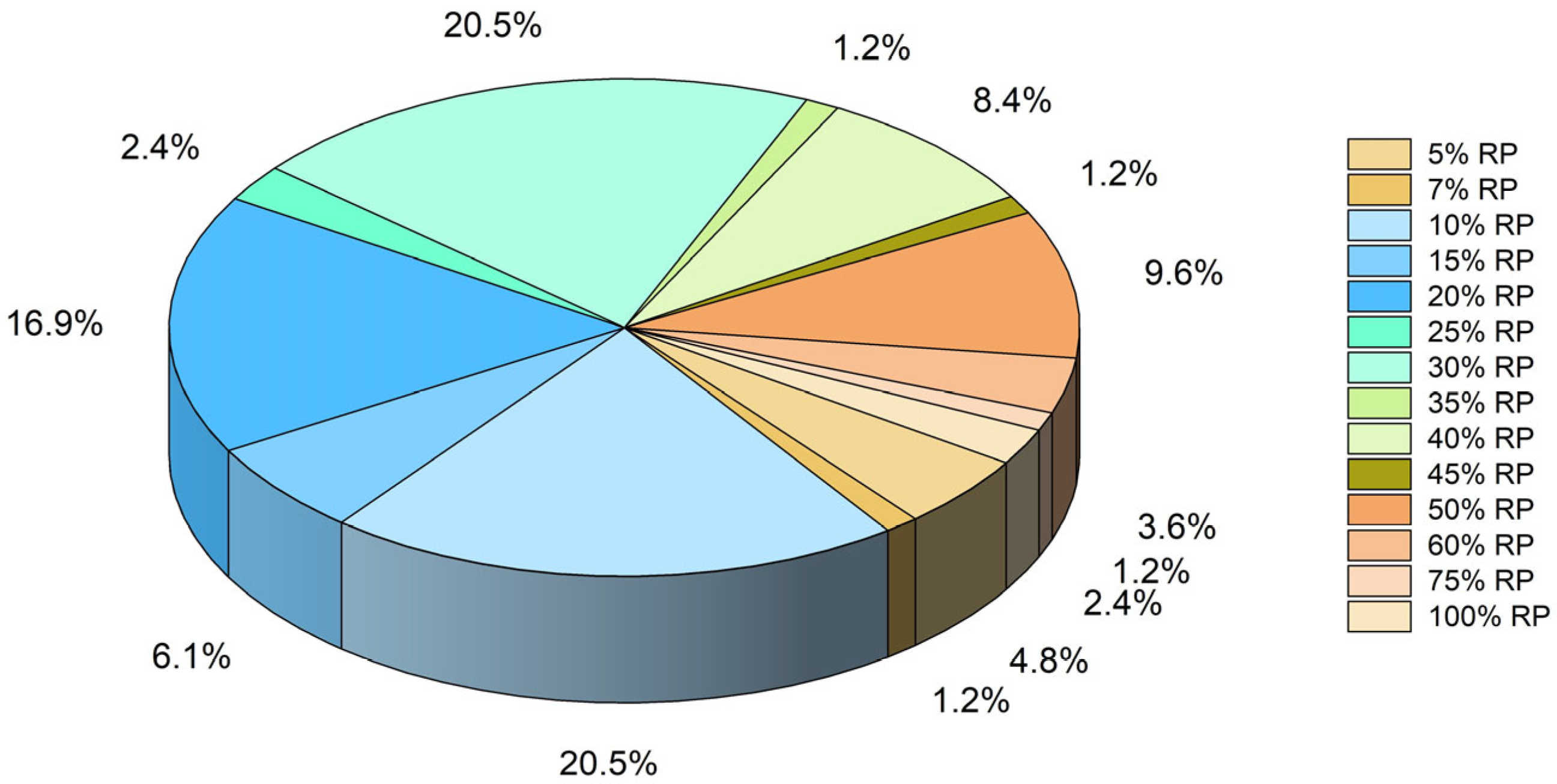
- The predominant percentages for cement substitution in the mixtures are 10% and 30% RP.
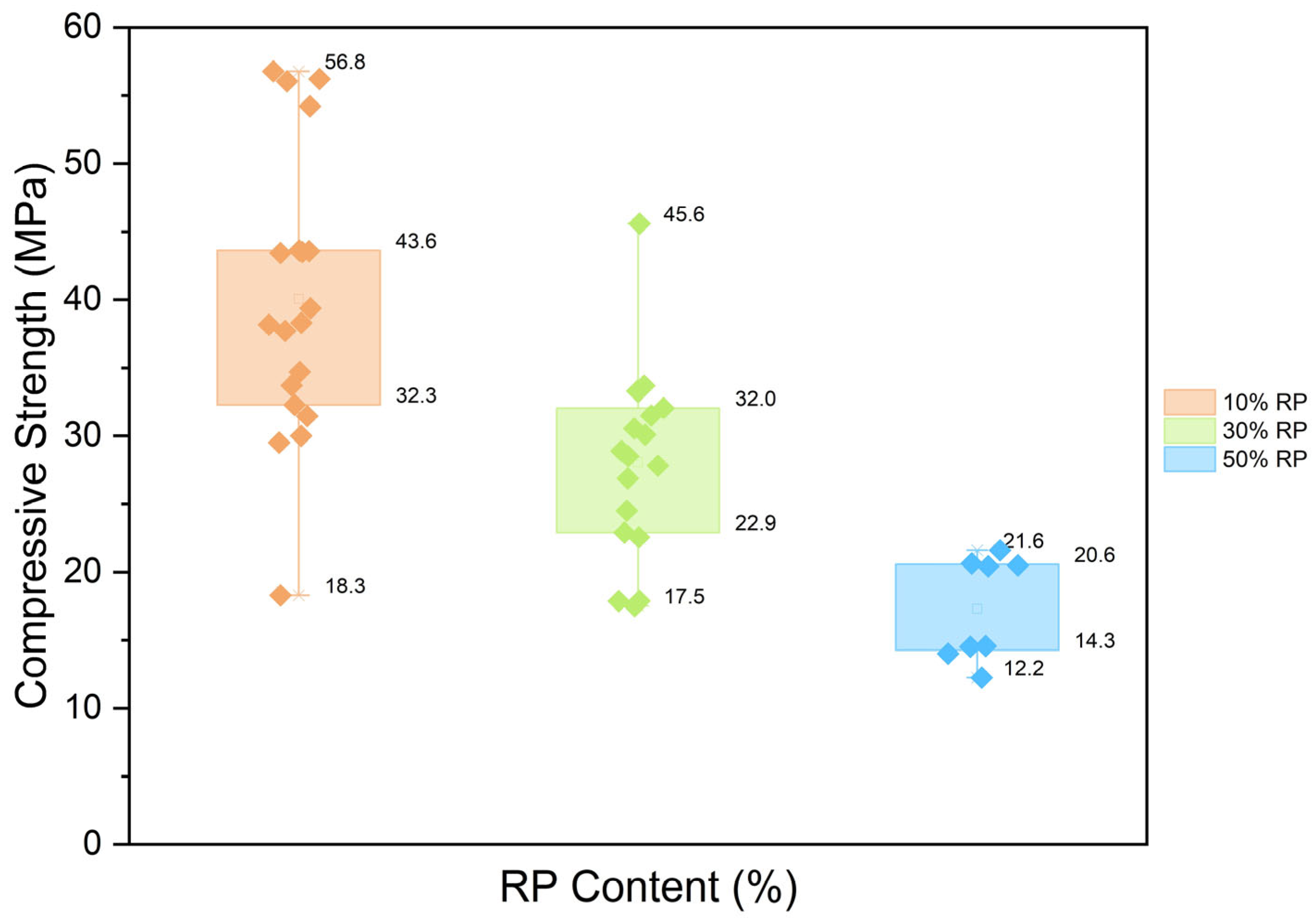
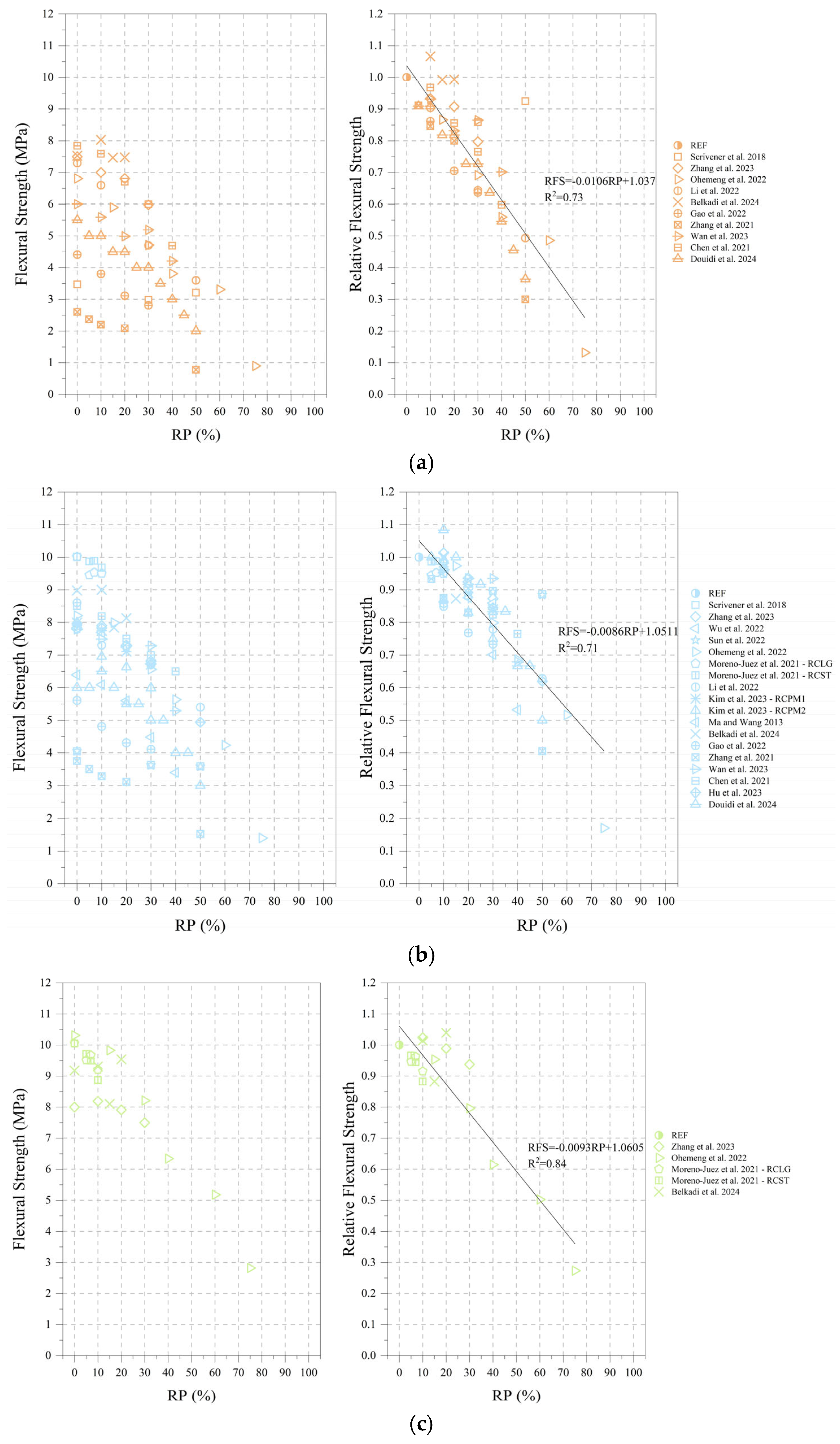
- The incorporation of mechanically processed RP as a PC replacement content leads to a decrease in the mechanical properties of PC mortars. The compressive and flexural strengths of PC mortar decrease as the concentration of RP increases.
- The appropriate formulation of RP can improve the initial strength of mortar at 3 d of age. The ultimate strength of the mixed mortar is lower than that of pure cement mortar, a difference that becomes increasingly evident with an increase in RP.
- The replacement of up to 10% RP demonstrates no adverse consequences, and the PC mortar maintains its properties adequately, with the outcomes being satisfactory. The detrimental effects are limited at a replacement ratio of 10% to 20%.
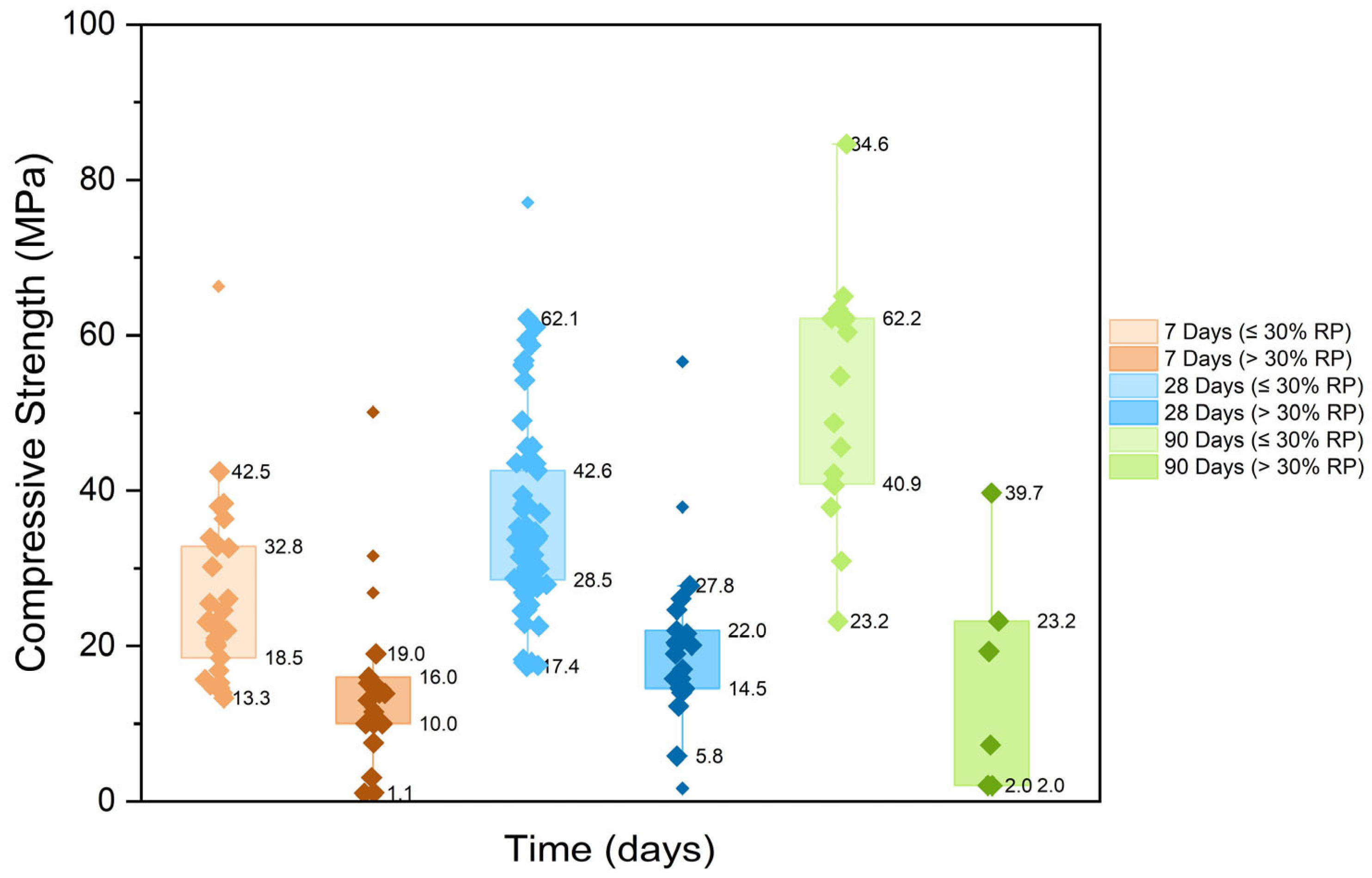
- Notable improvements in mechanical strength with time were recorded in specimens containing RP at 90 d. The period of waste processing and the replacement content influence the mechanical strength of mortars, with RP content being the most critical element.
- The characterization results of the waste and the mechanical properties of the PC mortars, with varied degrees of RP as a partial substitute for PC, indicate that the potential use of RP spans from 20% to 30%.
- The impact of RP content on CS and FS is more pronounced at 90 d than at 7 d and 28 d.
- Thermal activation facilitates the modification of the particle size and distribution of RP. Elevating the heating temperature further would lead to particle agglomeration, thus impacting the performance of the RP mortars.
- RP with an irregular microstructure consists of significant inert components, whereas thermally changed RP has a higher proportion of active components than untreated RP.
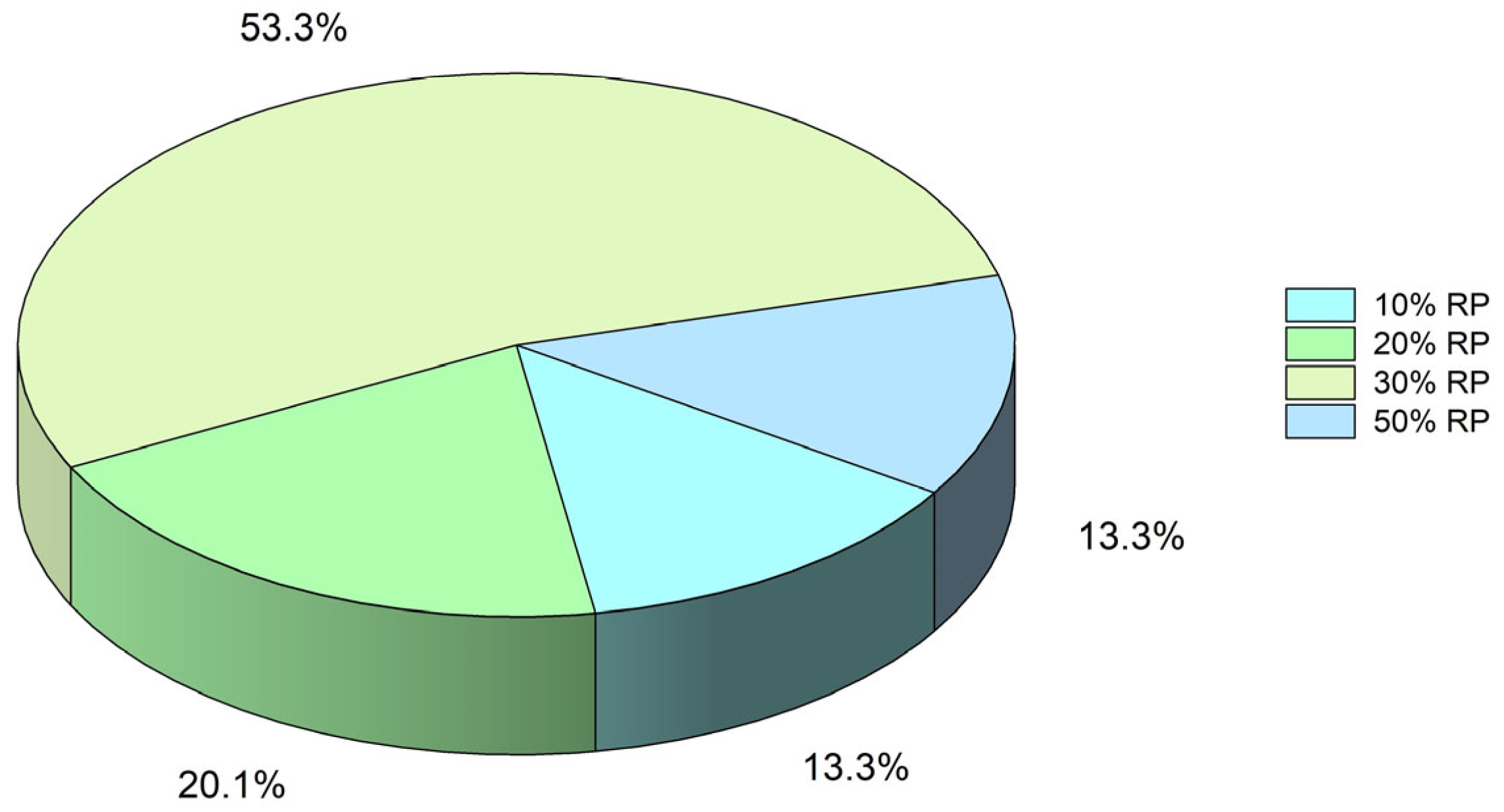
- The use of 30% RP as a cement substitute is the most common ratio in the mixtures.
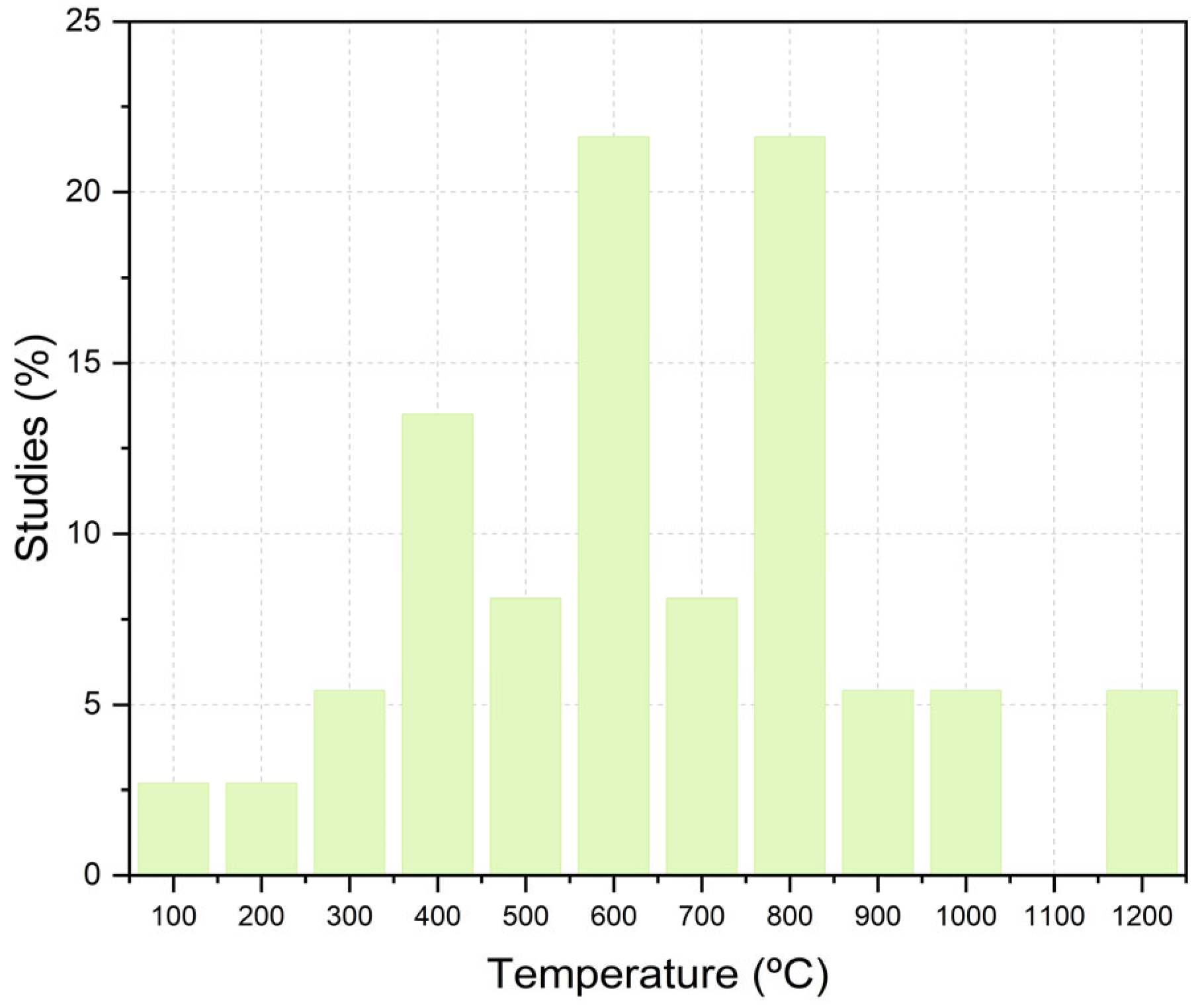
- The most often employed thermal treatment temperatures in the investigations are 600 °C and 800 °C.
- Thermal treatment of RP improves the mechanical properties of PC mortars.
- The influence of thermal activation on the strength of PC mortar during the early stages (3 d and 7 d) is less significant compared to mechanical and specific chemical activation techniques. Nevertheless, the thermally activated RP (particularly between 700 °C and 800 °C) might significantly increase the mechanical strength of the PC mortar at a later stage (28 d).
- RP treated at temperatures ranging from 700 °C to 800 °C can replace up to 20% of the cement in PC mortar samples without a significant decrease in mechanical strength.
- According to the strength study results, thermal activation is the most viable and efficient activation method than mechanical and chemical activation methods. The primary factors contributing to these enhancements include the nucleation of RP following thermal activation, which creates additional nucleation sites for hydration products, stronger integrity of the internal structure and, reduced microcracks and harmful holes.
- The integration of 30% RP as a replacement for cement is the most common ratio in the mixtures.
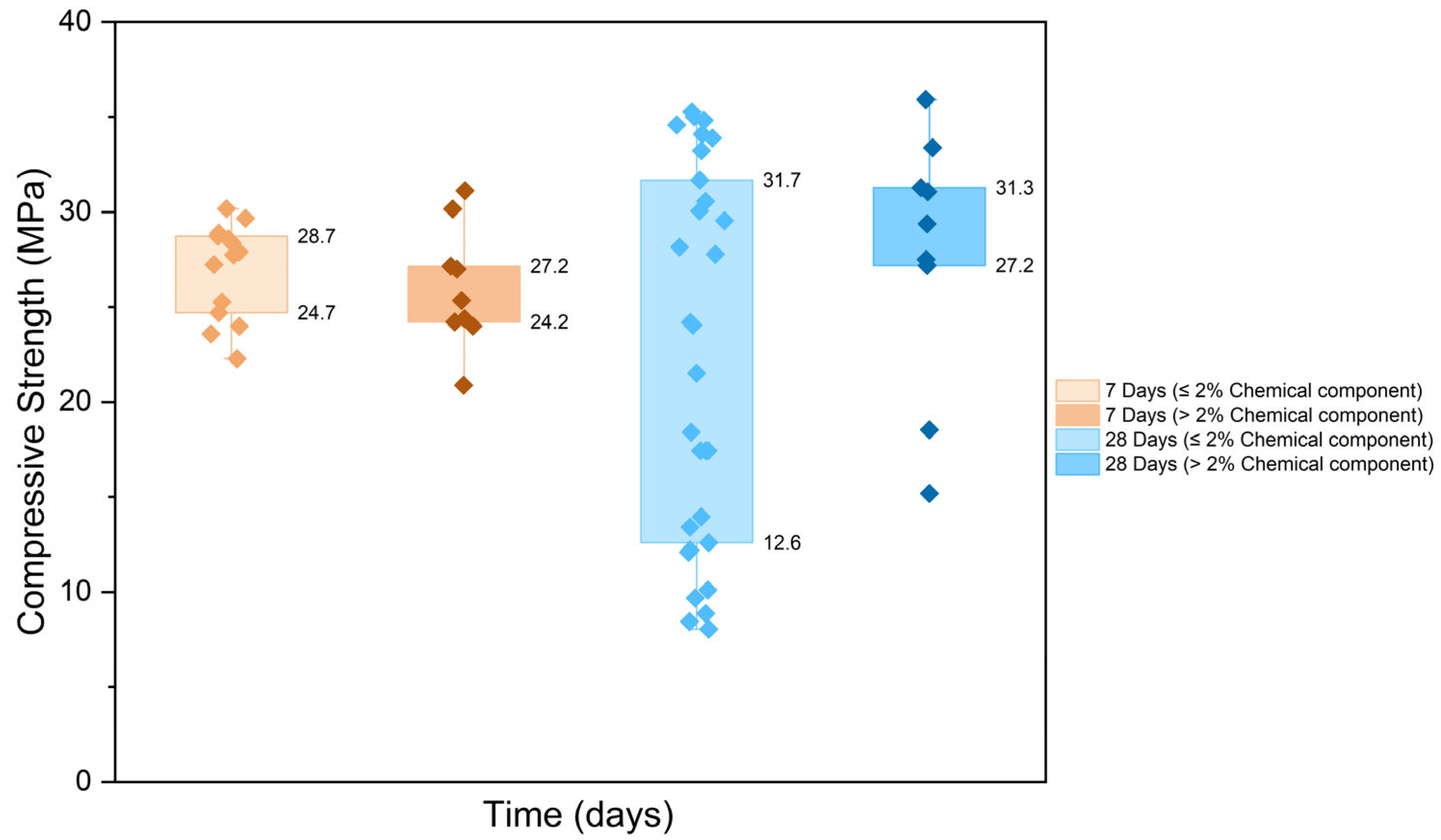
- The use of a single chemical activator produces diverse effects on the mechanical strength of RP.
- Among different chemical activators, CaO is the most optimal, followed by CaSO4 and Na2SO4, while CH has the least optimal activation effect. The combination of CH and CaSO4 in a 1:1 ratio exhibits the most effective activation effect.
- At a dosage of 30% RP, NaOH, Na2SO4, and water-glass chemical activators provide marginal improvement in the strength of RP, which could only augment the strength of the mortar system at an early age of 3 d. An increase in the quantity of activators or the modulus of water glass results in a gradual decrease in strength in later stages (28 d).
- The incorporation of 30% RP as a cement substitute is the most common ratio in the mixtures.
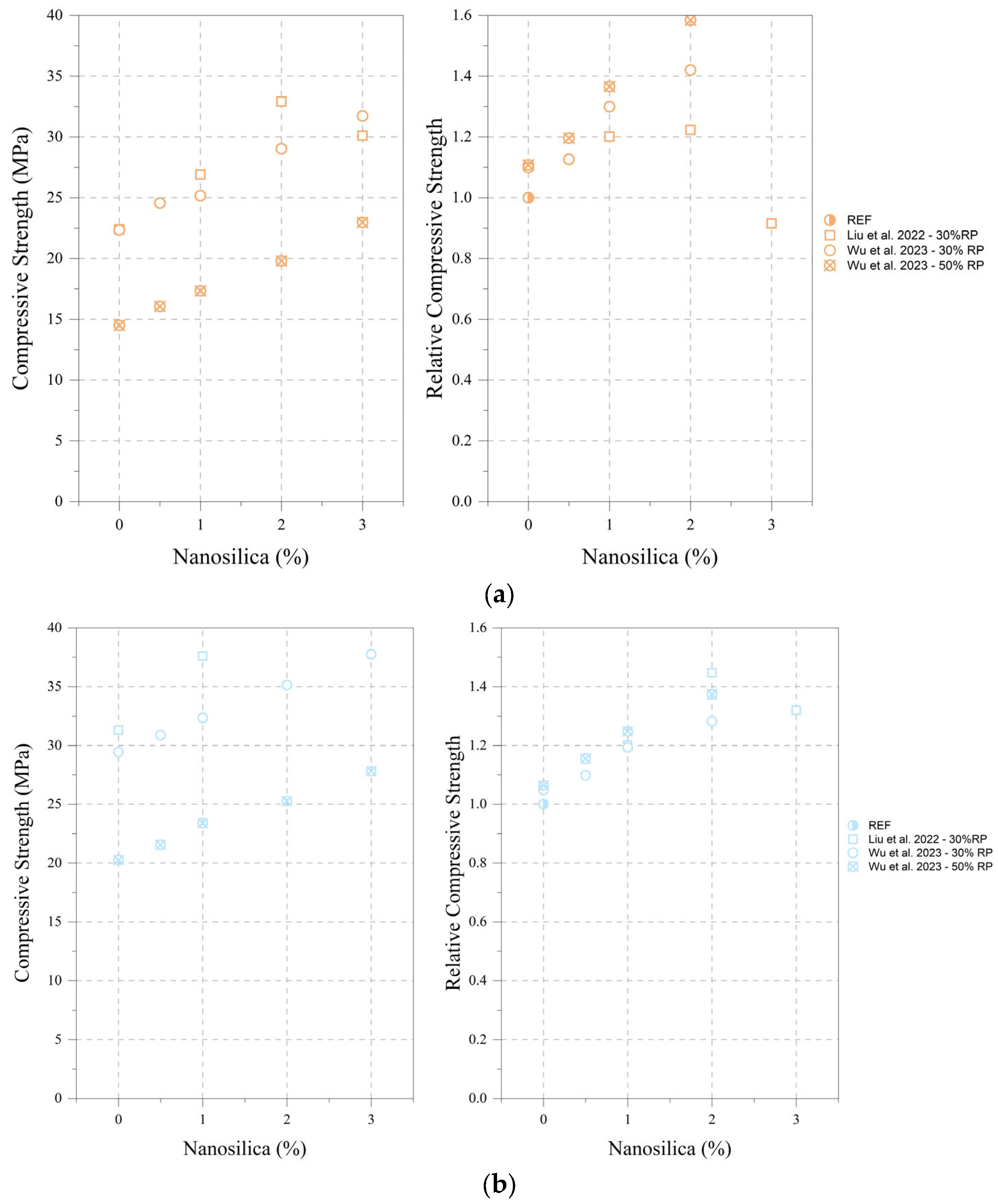
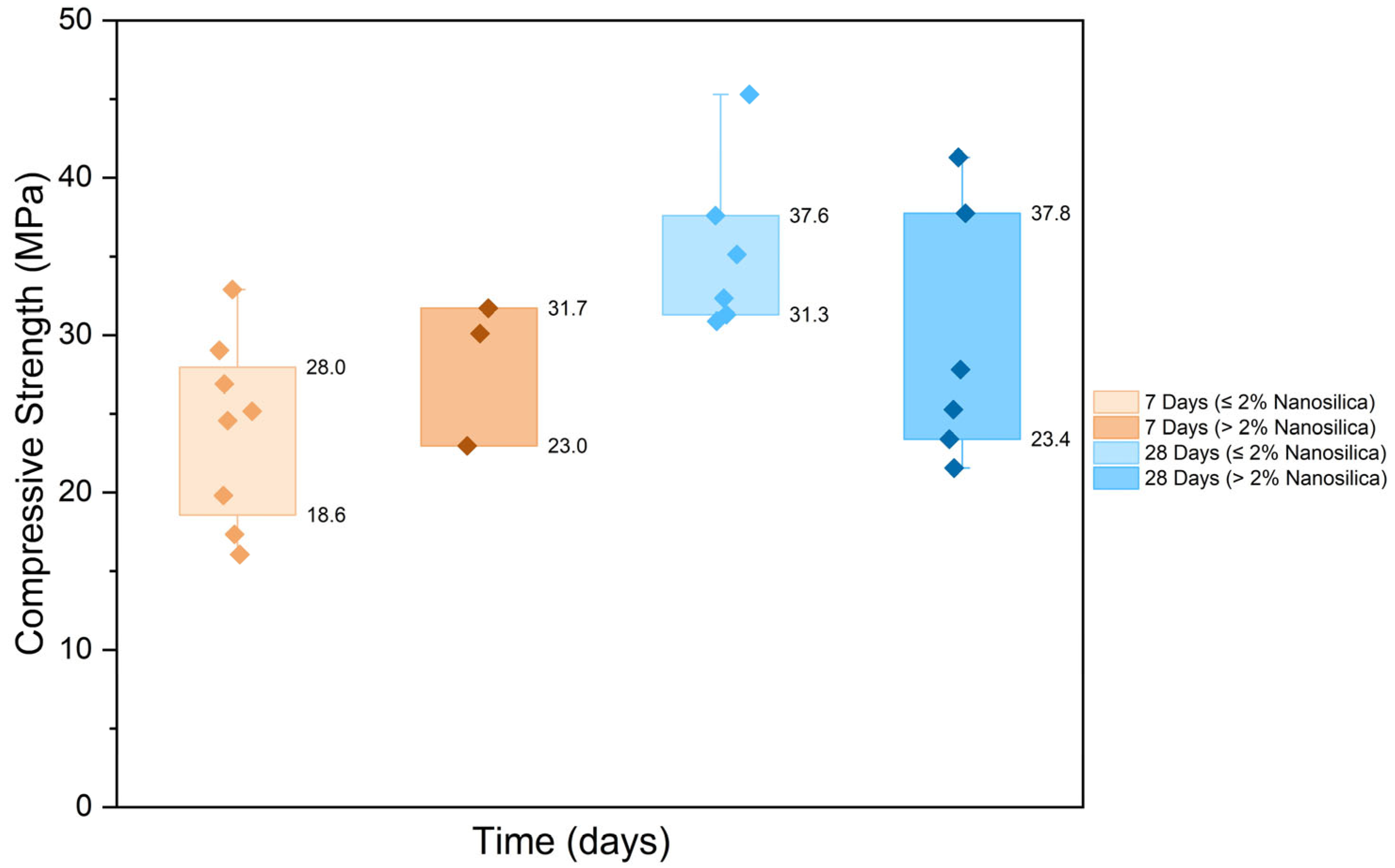
- Nano-silica is the most used nanomaterial in the studies.
- The incorporation of 2% NS is the most prevalent proportion in the combinations. When the NS content is 2%, the mechanical strength of the RP blended mortar matches that of the reference mortar, indicating that NS can offset the mechanical strength reduction in mortar attributed to RP as a SCM.
- When the NS dosage reaches 3%, a decrease in strength is observed, likely attributable to the agglomeration of NS.
- Regarding mineral addition,
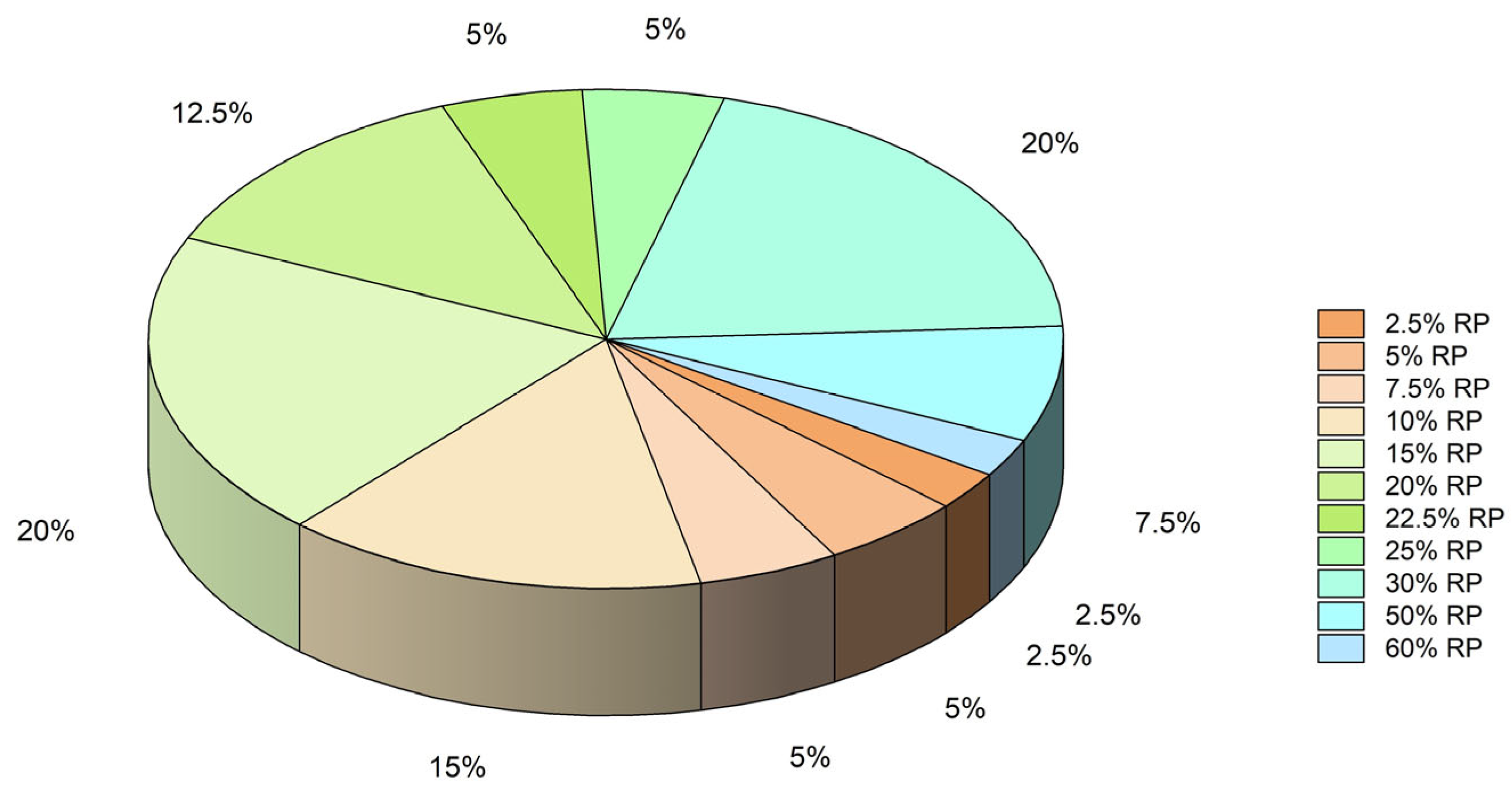
- The incorporation of 30% RP as a cement substitute is the most common ratio in the mixtures.
- The incorporation of 10% mineral admixture together with RP is the most prevalent proportion in the mixtures.
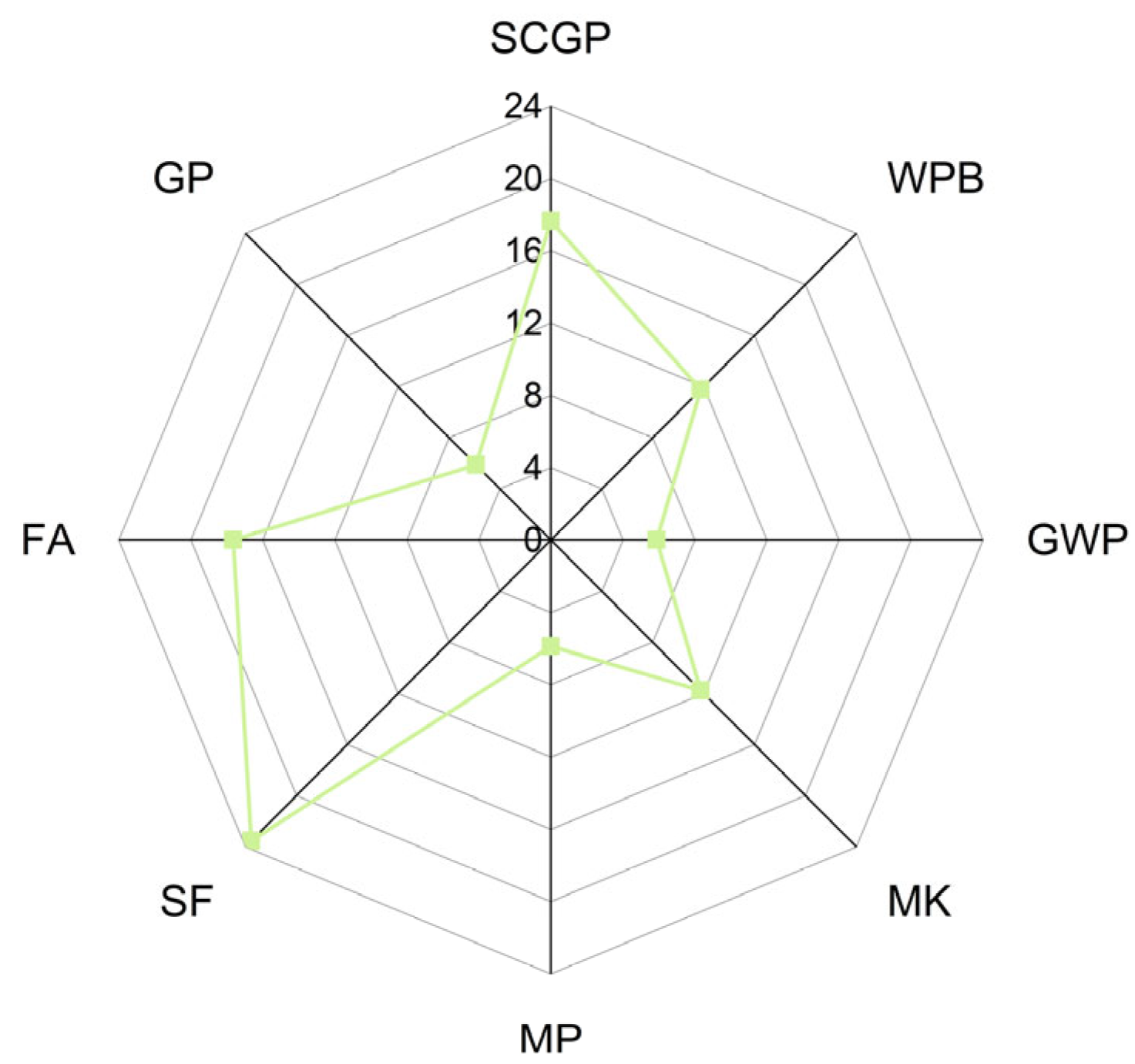
- SCGP, FA, SF, and MK are the most used nanomaterial in the PC mortars.
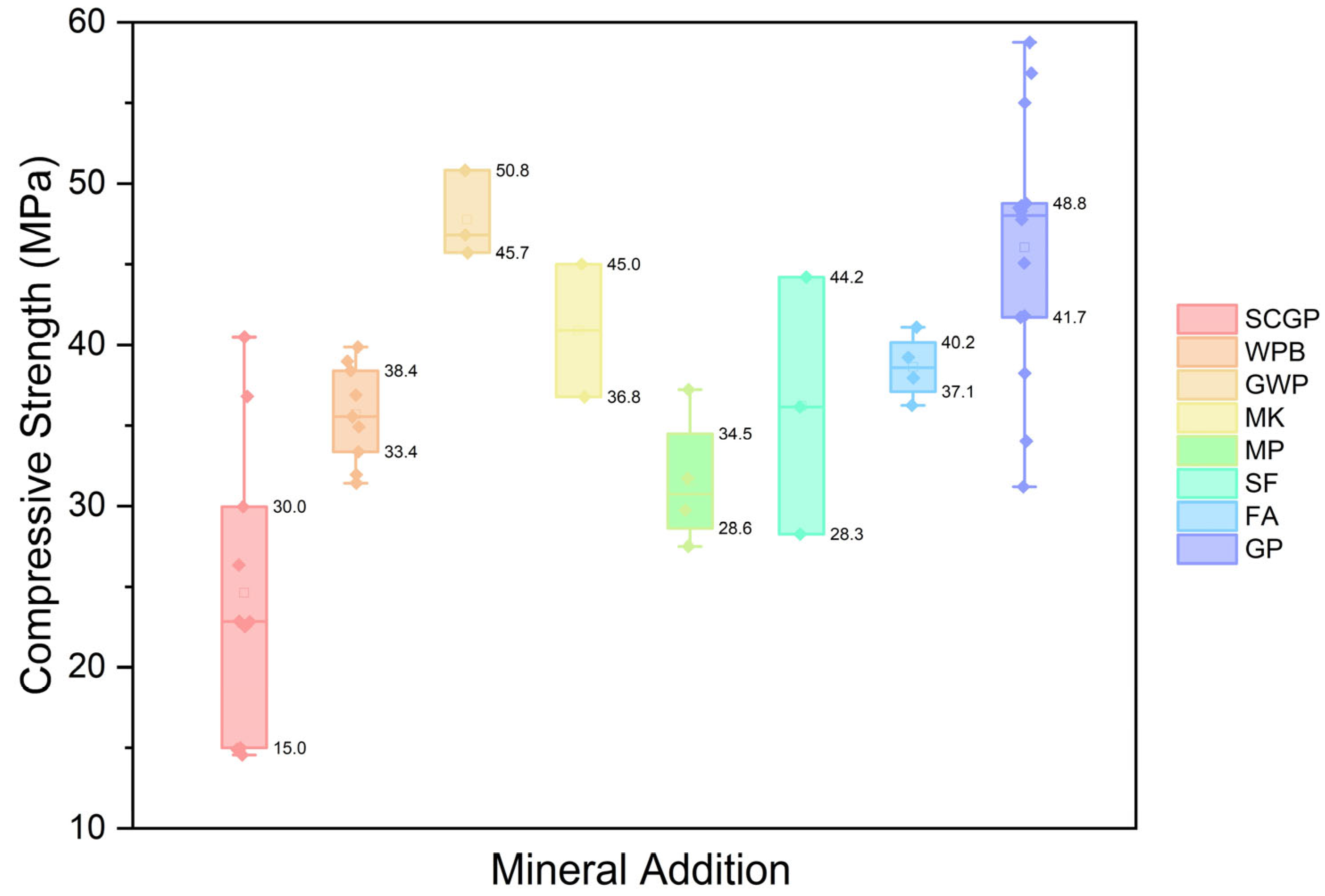
- The mechanical properties of mortar that include both RP and mineral admixture surpass those of mortar having solely one type of recycled material, attributable to the filling capacity of RP and the pozzolanic activity of the mineral admixture.
- The integration of mineral admixture(s) into RP mortar results in an initial reduction in strength due to the physical filling and chemical interactions of the active powder, followed by an improvement in subsequent strength.
- Regarding carbonation activation,
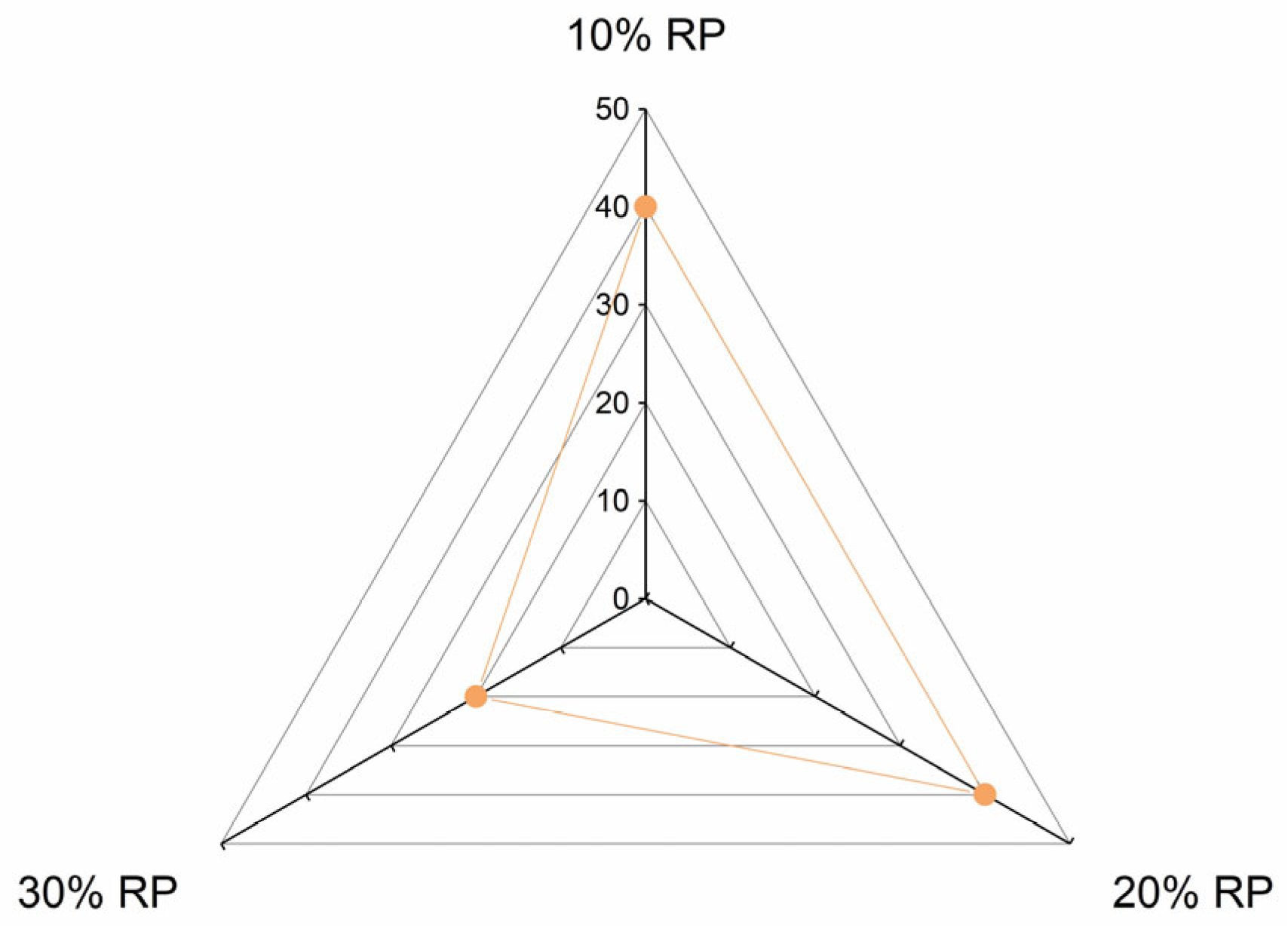
- The incorporation of 10% RP as a cement substitute is the most common ratio in the mixtures.
- Direct (dry) carbonation is the predominant carbonation treatment utilized in research.
- Carbonization increases the CS of the PC mortars.
- Regarding combined activation,
- Regardless of whether thermal, chemical, or other activation methods are employed, the initial stage involves the mechanical grinding of the RP.
- Compared to thermal activation, coupled chemical–thermal activation does not yield improved system strength.
- Thermal activation is the most effective and efficient way of activation, followed by chemical activation, with mechanical activation being the least effective, based on strength data from mechanical, thermal, and chemical activations.
- Thermal activation can improve the strength of PC mortar (at 28 d or 90 d) more effectively than grinding.
6. Limitations
- Due to the prevailing demolition practices and processing techniques for CDW in many countries, it is challenging to segregate waste bricks or concrete from hybrid constructions, such as brick–concrete buildings. The properties of RPs from various sources may differ significantly, making quantification challenging due to the intricate compositions of CDW. It is essential to investigate the fundamental properties of RPs from various sources and assess their impact on the characteristics of concrete or mortar, which will facilitate the evaluation and optimization of RPs derived from mixed CDW.
- The characteristics of cement-based materials can be affected by several process parameters, such as the particle size and distribution, chemical structure, composition of minerals, content, and activation method. The particle size and distribution of RP significantly influence the reactivity, physical characteristics, microstructural development, strength, and workability of cement-based materials.
- Experimental studies indicate that despite its extensive economic advantages, the usage ratio of RPs in the construction industry remains constrained due to its high-water absorption ratio and inconsistent reactivity.
- Significant findings highlight the influence of RP alongside diverse activation methods on the mechanical characteristics of cementitious materials. These insights are crucial for achieving sustainable, waste-free, and continuous recycling of concrete waste. However, the results are limited to RPs designed under controlled laboratory conditions.
- Several research projects provided basic CO2 estimations for RP derived from the energy consumption of laboratory grinding processes. There is a lack of dosage methodologies, economic viability, research on environmental advantages, life-cycle assessment, and mechanical strength and durability data over longer curing times.
7. Future Studies
- Additional pertinent investigations must be conducted to systematically substantiate the consequences of repeated recycling of RP. RP utilized in most of the studies was derived from single-source concrete waste, and the experiments were performed in a laboratory setting. Consequently, subsequent studies must consider the heterogeneity in the properties associated with construction waste powder.
- Due to the significant influence of various RP sources on the performance of RP products, it is essential to advocate for the development of a waste concrete inspection and classification system to facilitate the widespread utilization of RP.
- Future research should examine an extensive database of RCA fines from various plants as source material for RP to assess the influence of parameters such as the quantity of ground aggregate content, concrete mixtures containing siliceous and calcareous aggregates, and the fineness of RCA.
- Further investigation is required to elucidate the contributions of physical and chemical impacts to strength, encompassing the filling effect, nucleation effect, and quantitative analysis of the pozzolanic effect, to ascertain their respective contribution rates.
- Subsequent research should concentrate on the impact of particle size, the distribution of RP on cementitious materials, and the microstructural characterization of repeatedly regenerated RPs.
- Further studies ought to investigate the impact of various processing procedures on RPs and evaluate the influence of activation methods on multi-RPs derived from concrete structures subjected to prolonged use in real-life situations.
- It is essential to establish guidelines and technology for the effective processing and activation of RPs, in conjunction with performance data of cement-based materials including RPs, to substantiate and inform modifications in construction codes and standards.
- Regarding environmental consequences, additional LCA studies are necessary to systematically evaluate the carbon footprint of activated RP with baseline PC and traditional SCMs while also accounting for alternative scenarios of landfilling and downcycling.
- A quantitative evaluation of the economic and environmental benefits should be performed in relation to the changes in the compressive strength, flexural strength, splitting tensile strength, and modulus of elasticity when varying amounts of RP are utilized.
- Advanced technologies must be investigated to improve the performance of RP and address the issues of excessive water absorption and insufficient early strength in its application, including optimized grinding techniques, novel chemically activated additives, nano-modification, and accelerated carbonization. This would enable us to increase the maximum quantity of RP in cementitious materials, hence facilitating a reduction in overall construction costs.
- There is a shortage of literature about certain durability features, including fire resistance, frost resistance, gas permeability, and carbonization. Future long-term performance assessments under simulated environmental conditions (e.g., elevated temperature, high humidity, or chemical exposure) may be performed to assess the durability of RPs in practical applications.
- Future research should focus on comparing the merits and drawbacks of RPs when utilized with other SCMs for strength development, durability, and environmental impact. Moreover, the potential for synergistic integration of RP and other solid waste should be investigated to attain comprehensive resource recycling.
- The current testing methodologies and technologies, including SEM, pore structure analysis, and XRD, are conventional and essential; however, they possess limitations in elucidating the mechanisms of nanomaterials in cement-based materials. Furthermore, there is a lack of information regarding the nano structural characteristics of cementitious materials containing nanomaterials, which could significantly enhance the understanding of these mechanisms. Therefore, advanced contemporary testing technologies, such as computed tomography and nanoindentation, should also be utilized.
- Increased study on single exciters, along with reduced focus on compound exciters, is essential to identify efficient and cost-effective exciters, hence enhancing the application of chemical excitation in engineering.
- The investigation of thermal activation can be conducted thoroughly to ascertain the ideal thermal activation temperature for various sources of RP and to formulate a dependable thermal activation standard.
- Irrespective of the prospective application of RP, coupled activation for RP holds substantial practical and theoretical importance.
- Current research has compared mechanical, thermal, and chemical activations or simply two activation methods. In the future, all activation methods should be evaluated based on mechanical performance, durability, ecological impact, and economic outcomes.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| AFm | Alumina ferric oxide monosubstituted |
| AFt | Calcium aluminate ferrite trisubstituted |
| Al2O3 | Aluminum oxide |
| C2S | Belite |
| C3A | Tricalcium aluminate |
| C3S | Alite |
| C–A–H | Calcium aluminate hydrate |
| CaCO3 | Calcite |
| CaO | Calcium oxide |
| CaSO4 | Calcium sulfate |
| CC | Calcined clay |
| CDW | Construction and demolition waste |
| CH | Portlandite |
| CO2 | Carbon dioxide |
| CR | Compressive strength of RP mortar in MPa |
| CS | Compressive strength |
| C–S–H | Calcium silicate hydrate |
| d | Day/days |
| D50 | Median particle size |
| EDS | Electron dispersive spectroscopy |
| EU-28 | European Union of 28 countries |
| FA | Fly ash |
| FR | Flexural strength of RP mortar in MPa |
| FS | Flexural strength |
| GP | Gypsum powder |
| GWP | Glass waste powder |
| h | Hour/hours |
| HCP | Hardened cement paste |
| LCA | Life cycle assessment |
| min | Minute/minutes |
| MIP | Mercury intrusion porosimeter |
| MK | Metakaolin |
| MP | Marble powder |
| Na2SO4 | Sodium sulfate |
| NS | Nano-silica |
| PC | Portland cement |
| PRP | Replacement percentages of RP in percentage |
| RA | Recycled aggregate |
| RBP | Recycled brick powder |
| RCA | Recycled coarse aggregate |
| RCF | Recycled concrete fines |
| RCP | Recycled concrete powder |
| RFA | Recycled fine aggregate |
| RFP | Recycled fine powder |
| RP | Recycled powder |
| SAI | Strength activity index |
| SCGP | Spontaneous combustion gangue powder |
| SCM | Supplementary cementitious material |
| SEM | Scanning electron microscopy |
| SiO2 | Quartz |
| SF | Silica fume |
| SSA | Specific surface area |
| TA | Tannic acid |
| TS | Tensile strength |
| US | The United States |
| w/b | Water-to-binder ratio |
| WCBP | Waste concrete–brick powder |
| WCP | Waste concrete powder |
| WGP | Waste glass powder |
| WGRP | Wet grinded RP |
| WPB | Waste brick powder |
| XRD | X-ray diffraction |
References
- Aslam, M.S.; Huang, B.; Cui, L. Review of construction and demolition waste management in China and USA. J. Environ. Manag. 2020, 264, 110445. [Google Scholar] [CrossRef] [PubMed]
- Wu, J. Urban ecology and sustainability: The state-of-the-science and future directions. Landsc. Urban Plan. 2014, 125, 209–221. [Google Scholar] [CrossRef]
- 2023 Factsheets; UN-Habitat: Nairobi, Kenya, 2023.
- Guo, S.; Zheng, S.; Hu, Y.; Hong, J.; Wu, X.; Tang, M. Embodied energy use in the global construction industry. Appl. Energy 2019, 256, 113838. [Google Scholar] [CrossRef]
- Zhang, S.; Li, Z.; Ning, X.; Li, L. Gauging the impacts of urbanization on CO2 emissions from the construction industry: Evidence from China. J. Environ. Manag. 2021, 288, 112440. [Google Scholar] [CrossRef]
- Oxford Economics. Global Construction Futures—A Global Forecast for the Construction Industry to 2037; Oxford Economics: Oxford, UK, 2023. [Google Scholar]
- Kaptan, K.; Cunha, S.; Aguiar, J. A review of the utilization of recycled powder from concrete waste as a cement partial replacement in cement-based materials: Fundamental properties and activation methods. Appl. Sci. 2024, 14, 9775. [Google Scholar] [CrossRef]
- Wang, N. The role of the construction industry in China’s sustainable urban development. Habitat Int. 2014, 44, 442–450. [Google Scholar] [CrossRef]
- Zhang, C.; Hu, M.; Di Maio, F.; Sprecher, B.; Yang, X.; Tukker, A. An overview of the waste hierarchy framework for analyzing the circularity in construction and demolition waste management in Europe. Sci. Total Environ. 2022, 803, 149892. [Google Scholar] [CrossRef]
- Bruyninckx, H.H.D.; Hellweg, S.; Schandl, S.; Vidal, H.; Razian, B.; Nohl, H.; Marcos-Martinez, R.; West, R.; Lu, J.; Miatto, Y.; et al. Global Resources Outlook 2024: Bend the Trend-Pathways to a Liveable Planet as Resource Use Spikes; United Nations Environment Programme: Nairobi, Kenya, 2024. [Google Scholar]
- Liang, C.; Liu, T.; Xiao, J.; Zou, D.; Yang, Q. The damping property of recycled aggregate concrete. Constr. Build. Mater. 2016, 102, 834–842. [Google Scholar] [CrossRef]
- Noor-ul-Amin. Use of clay as a cement replacement in mortar and its chemical activation to reduce the cost and emission of greenhouse gases. Constr. Build. Mater. 2012, 4, 381–384. [Google Scholar] [CrossRef]
- Awoyera, P.O.; Akinmusuru, J.O.; Ndambuki, J.M. Green concrete production with ceramic wastes and laterite. Constr. Build. Mater. 2016, 117, 29–36. [Google Scholar] [CrossRef]
- Ul Islam, M.M.; Mo, K.H.; Alengaram, U.J.; Jumaat, M.Z. Durability properties of sustainable concrete containing high volume palm oil waste materials. J. Clean. Prod. 2016, 137, 167–177. [Google Scholar] [CrossRef]
- Thomas, B.S.; Kumar, S.; Mehra, P.; Gupta, R.C.; Joseph, M.; Csetenyi, L.J. Abrasion Resistance of Sustainable Green Concrete Containing Waste Tire Rubber Particles. Constr. Build. Mater. 2016, 124, 906–909. [Google Scholar] [CrossRef]
- Muñoz-Ruiperez, C.; Rodríguez, A.; Gutiérrez-González, S.; Calderón, V. Lightweight masonry mortars made with expanded clay and recycled aggregates. Constr. Build. Mater. 2016, 118, 139–145. [Google Scholar] [CrossRef]
- Akhtar, A.; Sarmah, A.K. Construction and demolition waste generation and properties of recycled aggregate concrete: A global perspective. J. Clean. Prod. 2018, 186, 262–281. [Google Scholar] [CrossRef]
- Chen, L.; Hu, Y.; Wang, R.; Li, X.; Chen, Z.; Hua, J.; Osman, A.I.; Farghali, M.; Huang, L.; Li, J.; et al. Green building practices to integrate renewable energy in the construction sector: A review. Environ. Chem. Lett. 2024, 22, 751–784. [Google Scholar] [CrossRef]
- Gottlieb, S.C.; Frederiksen, N.; Mølby, L.F.; Fredslund, L.; Primdahl, M.B.; Rasmussen, T.V. Roadmap for the transition to biogenic building materials: A socio-technical analysis of barriers and drivers in the Danish construction industry. J. Clean. Prod. 2023, 414, 137554. [Google Scholar] [CrossRef]
- Liu, B.; Gao, Q.; Liang, L.; Sun, J.; Liu, C.; Xu, Y. Ecological relationships of global construction industries in sustainable economic and energy development. Energy 2021, 234, 121249. [Google Scholar] [CrossRef]
- Costa, F.N.; Ribeiro, D.V. Reduction in CO2 emissions during production of cement, with partial replacement of traditional raw materials by civil construction waste (CCW). J. Clean. Prod. 2020, 276, 123302. [Google Scholar] [CrossRef]
- Kim, T.; Tae, S.; Chae, C.U.; Lee, K. Proposal for the evaluation of eco-efficient concrete. Sustainability 2016, 8, 705. [Google Scholar] [CrossRef]
- Salas, D.; Ramirez, A.; Rodríguez, C.; Petroche, D.; Boero, A.; Duque-Rivera, J. Environmental impacts, life cycle assessment and potential improvement measures for cement production: A literature review. J. Clean. Prod. 2016, 113, 114–122. [Google Scholar] [CrossRef]
- Benhelal, E.; Zahedi, G.; Shamsaei, E.; Bahadori, A. Global strategies and potentials to curb CO2 emissions in cement industry. J. Clean. Prod. 2013, 51, 142–161. [Google Scholar] [CrossRef]
- Gartner, E.; Hirao, H. A review of alternative approaches to the reduction of CO2 emissions associated with the manufacture of the binder phase in concrete. Cem. Concr. Res. 2015, 78, 126–142. [Google Scholar] [CrossRef]
- Mikulčić, H.; Klemeš, J.; Vujanović, M.; Urbaniec, K.; Duić, N. Reducing greenhouse gasses emissions by fostering the deployment of alternative raw materials and energy sources in the cleaner cement manufacturing process. J. Clean. Prod. 2016, 136, 119–132. [Google Scholar] [CrossRef]
- Kunche, A.; Mielczarek, B. Application of system dynamic modelling for evaluation of carbon mitigation strategies in cement industries: A comparative overview of the current state of the art. Energies 2021, 14, 1464. [Google Scholar] [CrossRef]
- Duan, H.; Miller, T.R.; Liu, G.; Tam, V.W. Construction debris becomes growing concern of growing cities. Waste Manag. 2019, 83, 1–5. [Google Scholar] [CrossRef]
- Li, C.Z.; Zhao, Y.; Xiao, B.; Yu, B.; Tam, V.W.; Chen, Z.; Ya, Y. Research trend of the application of information technologies in construction and demolition waste management. J. Clean. Prod. 2020, 263, 121458. [Google Scholar] [CrossRef]
- Shyshkin, E.; Chernonosova, T.; Haiko, Y.; Ivasenko, V.; Krasnokutska, I. Recycling of construction waste as an innovative direction of the program of post-war reconstruction of destroyed cities. ce/papers 2023, 6, 1039–1047. [Google Scholar] [CrossRef]
- Menegaki, M.; Damigos, D. A review on current situation and challenges of construction and demolition waste management. Curr. Opin. Green Sustain. Chem. 2018, 13, 8–15. [Google Scholar] [CrossRef]
- Elgizawy, S.M.; El-Haggar, S.M.; Nassar, K. Approaching sustainability of construction and demolition waste using zero waste concept. Low Carbon Econ. 2016, 7, 1–11. [Google Scholar] [CrossRef]
- Couto, A.; Couto, J.P. Guidelines to improve construction and demolition waste management in Portugal. In Process Management; IntechOpen: London, UK, 2010; pp. 285–308. [Google Scholar]
- Mazzi, A.; Gatto, B. Circular Economy Concept in Sustainable Building Design. Athens J. Technol. Eng. 2020, 7, 31–50. [Google Scholar] [CrossRef]
- Kabirifar, K.; Mojtahedi, M.; Wang, C.; Tam, V.W. Construction and demolition waste management contributing factors coupled with reduce, reuse, and recycle strategies for effective waste management: A review. J. Clean. Prod. 2020, 263, 121265. [Google Scholar] [CrossRef]
- Wang, Z.; Zhang, Z.; Liu, J. Exploring spatial heterogeneity and factors influencing construction and demolition waste in China. Environ. Sci. Pollut. Res. 2022, 29, 53269–53292. [Google Scholar] [CrossRef] [PubMed]
- Ginga, C.P.; Ongpeng, J.M.C.; Daly, M.K.M. Circular economy on construction and demolition waste: A literature review on material recovery and production. Materials 2020, 13, 2970. [Google Scholar] [CrossRef] [PubMed]
- Sáez, P.V.; Osmani, M. A diagnosis of construction and demolition waste generation and recovery practice in the European Union. J. Clean. Prod. 2019, 241, 118400. [Google Scholar] [CrossRef]
- Moschen-Schimek, J.; Kasper, T.; Huber-Humer, M. Critical review of the recovery rates of construction and demolition waste in the European Union–An analysis of influencing factors in selected EU countries. Waste Manag. 2023, 167, 150–164. [Google Scholar] [CrossRef]
- US EPA. Advancing Sustainable Materials Management: 2018 Fact Sheet; US EPA: Washington, DC, USA, 2020. [Google Scholar]
- Eurostat. Recovery Rate of Construction and Demolition Waste; Eurostat: Luxembourg, 2021. [Google Scholar]
- Ye, G.; Yuan, H.; Shen, L.; Wang, H. Simulating effects of management measures on the improvement of the environmental performance of construction waste management. Resour. Conserv. Recycl. 2012, 62, 56–63. [Google Scholar] [CrossRef]
- Dong, F.; Wang, Y.; Su, B.; Hua, Y.; Zhang, Y. The process of peak CO2 emissions in developed economies: A perspective of industrialization and urbanization. Resour. Conserv. Recycl. 2019, 141, 61–75. [Google Scholar] [CrossRef]
- Fernández-González, J.M.; Diaz-Lopez, C.; Martin-Pascual, J.; Zamorano, M. Recycling organic fraction of municipal solid waste: Systematic literature review and bibliometric analysis of research trends. Sustainability 2020, 12, 4798. [Google Scholar] [CrossRef]
- Lu, W.; Webster, C.; Peng, Y.; Chen, X.; Zhang, X. Estimating and calibrating the amount of building-related construction and demolition waste in urban China. Int. J. Constr. Manag. 2017, 17, 13–24. [Google Scholar] [CrossRef]
- Yuan, H.; Shen, L. Trend of the research on construction and demolition waste management. Waste Manag. 2011, 31, 670–679. [Google Scholar] [CrossRef]
- Lu, W.; Yuan, H. A framework for understanding waste management studies in construction. Waste Manag. 2011, 31, 1252–1260. [Google Scholar] [CrossRef] [PubMed]
- Huang, B.; Wang, X.; Kua, H.; Geng, Y.; Bleischwitz, R.; Ren, J. Construction and demolition waste management in China through the 3r principle. Resour. Conserv. Recycl. 2018, 129, 36–44. [Google Scholar] [CrossRef]
- Caro, D.; Lodato, C.; Damgaard, A.; Cristóbal, J.; Foster, G.; Flachenecker, F.; Tonini, D. Environmental and socio-economic effects of construction and demolition waste recycling in the European Union. Sci. Total Environ. 2024, 908, 168295. [Google Scholar] [CrossRef]
- Tang, Q.; Ma, Z.; Wu, H.; Wang, W. The utilization of eco-friendly recycled powder from concrete and brick waste in new concrete: A critical review. Cem. Concr. Compos. 2020, 114, 103807. [Google Scholar] [CrossRef]
- Singh, A.; Miao, X.; Zhou, X.; Deng, Q.; Li, J.; Zou, S.; Duan, Z. Use of recycled fine aggregates and recycled powders in sustainable recycled concrete. J. Build. Eng. 2023, 77, 107370. [Google Scholar] [CrossRef]
- Kim, J. Influence of quality of recycled aggregates on the mechanical properties of recycled aggregate concretes: An overview. Constr. Build. Mater. 2022, 328, 127071. [Google Scholar] [CrossRef]
- Shi, C.; Li, Y.; Zhang, J.; Li, W.; Chong, L.; Xie, Z. Performance enhancement of recycled concrete aggregate—A review. J. Clean. Prod. 2016, 112, 466–472. [Google Scholar] [CrossRef]
- Zhang, H.; Xiao, J.; Tang, Y.; Duan, Z.; Poon, C.S. Long-term shrinkage and mechanical properties of fully recycled aggregate concrete: Testing and modelling. Cem. Concr. Compos. 2022, 130, 104527. [Google Scholar] [CrossRef]
- Feng, Y.; Li, J.; Zhang, B.; Fu, H.; Chen, W.; Xue, Z.; Lu, Z.; Yang, J.; Xie, J. Concrete improvement incorporating recycled powder and aggregates treated via a combination of calcination and carbonation: The impact behaviors. J. Clean. Prod. 2023, 418, 138069. [Google Scholar] [CrossRef]
- Yang, Y.; Kang, Z.; Zhan, B.; Gao, P.; Yu, Q.; Wang, J.; Zhao, W.; Zhang, Y.; Bi, W.; Yang, C.; et al. Short review on the application of recycled powder in cement-based materials: Preparation, performance and activity excitation. Buildings 2022, 12, 1568. [Google Scholar] [CrossRef]
- Zhang, B.; Feng, Y.; Xie, J.; Dai, J.; Chen, W.; Xue, Z.; Li, L.; Li, Y.; Li, J. Effects of pretreated recycled powder substitution on mechanical properties and microstructures of alkali-activated cement. Constr. Build. Mater. 2023, 406, 133360. [Google Scholar] [CrossRef]
- Duan, Z.; Hou, S.; Xiao, J.; Li, B. Study on the essential properties of recycled powders from construction and demolition waste. J. Clean. Prod. 2020, 253, 119865. [Google Scholar] [CrossRef]
- Zhang, H.; Zhang, C.; He, B.; Yi, S.; Tang, L. Recycling fine powder collected from construction and demolition wastes as partial alternatives to cement: A comprehensive analysis on effects, mechanism, cost and CO2 emission. J. Build. Eng. 2023, 71, 106507. [Google Scholar] [CrossRef]
- Caneda-Martínez, L.; Monasterio, M.; Moreno-Juez, J.; Martínez-Ramírez, S.; García, R.; Frías, M. Behaviour and Properties of Eco-Cement Pastes Elaborated with Recycled Concrete Powder from Construction and Demolition Wastes. Materials 2021, 14, 1299. [Google Scholar] [CrossRef]
- Xiao, J.; Ma, Z.; Sui, T.; Akbarnezhad, A.; Duan, Z. Mechanical properties of concrete mixed with recycled powder produced from construction and demolition waste. J. Clean. Prod. 2018, 188, 720–731. [Google Scholar] [CrossRef]
- Scrivener, K.L.; John, V.M.; Gartner, E.M. Eco-efficient cements: Potential economically viable solutions for a low-CO2 cement-based materials industry. Cem. Concr. Res. 2018, 114, 2–26. [Google Scholar] [CrossRef]
- Rocha, J.H.A.; Toledo Filho, R.D. The utilization of recycled concrete powder as supplementary cementitious material in cement-based materials: A systematic literature review. J. Build. Eng. 2023, 76, 107319. [Google Scholar] [CrossRef]
- Gao, Q.; Li, X.G.; Jiang, S.Q.; Lyu, X.J.; Gao, X.; Zhu, X.N.; Zhang, Y.Q. Review on zero waste strategy for urban construction and demolition waste: Full component resource utilization approach for sustainable and low-carbon. Constr. Build. Mater. 2023, 395, 132354. [Google Scholar] [CrossRef]
- Zeng, J.J.; Zhang, X.W.; Chen, G.M.; Wang, X.M.; Jiang, T. FRP-confined recycled glass aggregate concrete: Concept and axial compressive behavior. J. Build. Eng. 2020, 30, 101288. [Google Scholar] [CrossRef]
- Wu, J.; Ye, X.; Cui, H. Recycled Materials in Construction: Trends, Status, and Future of Research. Sustainability 2025, 17, 2636. [Google Scholar] [CrossRef]
- Purchase, C.K.; Al Zulayq, D.M.; O’Brien, B.T.; Kowalewski, M.J.; Berenjian, A.; Tarighaleslami, A.H.; Seifan, M. Circular economy of construction and demolition waste: A literature review on lessons, challenges, and benefits. Materials 2021, 15, 76. [Google Scholar] [CrossRef] [PubMed]
- Petrović, E.K.; Thomas, C.A. Global patterns in construction and demolition waste (C&DW) research: A bibliometric analysis using VOSviewer. Sustainability 2024, 16, 1561. [Google Scholar] [CrossRef]
- Gu, Z.; Jiang, Y.; Ma, Z.; Shen, P.; Poon, C.S. A review on the utilization of recycled concrete powders: Preparation, activity excitation and application. Mater. Rep. Solid Waste Ecomater. 2025, 1, 9520002. [Google Scholar] [CrossRef]
- NBR 7215; Portland Cement—Determination of Compressive Strength of Cylindrical Test Specimens. ABNT: Rio de Janeiro, Brazil, 2019.
- BS EN 196-1: 2016; Methods of Testing Cement. Part 1: Determination of Strength, Technical Committee CEN/TC 125 Masonary. BSI: London, UK, 2016.
- GB/T17671-2021; Test Method of Cement Mortar Strength. Standardization Administration of China: Beijing, China, 2021. (In Chinese)
- ASTM C109/C109M-21; Standard Test Method for Compressive Strength of Hydraulic Cement Mortars (Using 2-in. or [50 mm] Cube Specimens). ASTM: West Conshohocken, PA, USA, 2021.
- GB/T 1596–2017; Fly Ash Used for Cement and Concrete. Standardization Administration of China: Beijing, China, 2017.
- BS EN 1015-11; Methods of Test for Mortar for Masonry: Determination of Flexural and Compressive Strength of Hardened Mortar. British Standards Institution: London, UK, 1999.
- EN 196-1:2018; Methods of Testing Cement—Part 1: Determination of Strength. Spanish Association for Standardization: Madrid, Spain, 2018.
- NP EN 450-1; Fly Ash Concrete, Part 1: Definition, Specifications and Conformity Criteria. Portuguese Institute for Quality (IPQ): Caparica, Portugal, 2012. (In Portuguese)
- ASTM C348; Standard Test Method for Flexural Strength of Hydraulic-Cement Mortars. ASTM International: West Conshohocken, PA, USA, 2021.
- ASTM C109; Standard Test Method for Compressive Strength of Hydraulic Cement Mortars. ASTM International: West Conshohocken, PA, USA, 2021.
- ASTM C109/C109M; Standard Test Method for Hydraulic Cement Mortars (Using 2-in. or 50-mm Cube Specimens). American Society for Testing and Materials, ASTM International: West Conshohocken, PA, USA, 2011.
- GB/T 50081-2002; Standard for Test Methods of Mechanical Properties on Ordinary Concrete. Ministry of Housing and Urban-Rural Development: Beijing, China, 2002. (In Chinese)
- GB/T 17671-1999; Test Method for Strength of Cement Mortar (ISO Method). Standardization Administration of China: Beijing, China, 1999.
- Oliveira, T.C.; Dezen, B.G.; Possan, E. Use of concrete fine fraction waste as a replacement of Portland cement. J. Clean. Prod. 2020, 273, 123126. [Google Scholar] [CrossRef]
- Zhang, D.; Zhang, S.; Huang, B.; Yang, Q.; Li, J. Comparison of mechanical, chemical, and thermal activation methods on the utilisation of recycled concrete powder from construction and demolition waste. J. Build. Eng. 2022, 61, 105295. [Google Scholar] [CrossRef]
- Kalinowska-Wichrowska, K.; Kosior-Kazberuk, M.; Pawluczuk, E. The properties of composites with recycled cement mortar used as a supplementary cementitious material. Materials 2019, 13, 64. [Google Scholar] [CrossRef]
- Wu, H.; Hu, R.; Yang, D.; Ma, Z. Micro-macro characterizations of mortar containing construction waste fines as replacement of cement and sand: A comparative study. Constr. Build. Mater. 2023, 383, 131328. [Google Scholar] [CrossRef]
- Li, S.; Gao, J.; Li, Q.; Zhao, X. Investigation of using recycled powder from the preparation of recycled aggregate as a supplementary cementitious material. Constr. Build. Mater. 2021, 267, 120976. [Google Scholar] [CrossRef]
- Wu, H.; Liang, C.; Wang, C.; Ma, Z. Properties of green mortar blended with waste concrete-brick powder at various components, replacement ratios and particle sizes. Constr. Build. Mater. 2022, 342, 128050. [Google Scholar] [CrossRef]
- Sun, C.; Chen, L.; Xiao, J.; Zuo, J.; Wu, H. Effects of eco powders from solid waste on freeze-thaw resistance of mortar. Constr. Build. Mater. 2022, 333, 127405. [Google Scholar] [CrossRef]
- Ohemeng, E.A.; Ekolu, S.O.; Quainoo, H.; Naghizadeh, A. Economical and eco-friendly masonry mortar containing waste concrete powder as a supplementary cementitious material. Case Stud. Constr. Mater. 2022, 17, e01527. [Google Scholar] [CrossRef]
- Moreno-Juez, J.; Vegas, I.J.; Rojas, M.F.; de la Villa, R.V.; Guede-Vázquez, E. Laboratory-scale study and semi-industrial validation of viability of inorganic CDW fine fractions as SCMs in blended cements. Constr. Build. Mater. 2021, 271, 121823. [Google Scholar] [CrossRef]
- Oliveira, D.R.B.; Leite, G.; Possan, E.; Marques Filho, J. Concrete powder waste as a substitution for Portland cement for environment-friendly cement production. Constr. Build. Mater. 2023, 397, 132382. [Google Scholar] [CrossRef]
- Li, Z.; Bian, Y.; Zhao, J.; Wang, Y.; Yuan, Z. Recycled concrete fine powder (RFP) as cement partial replacement: Influences on the physical properties, hydration characteristics, and microstructure of blended cement. J. Build. Eng. 2022, 62, 105326. [Google Scholar] [CrossRef]
- Kim, J.; Nciri, N.; Sicakova, A.; Kim, N. Characteristics of waste concrete powders from multi-recycled coarse aggregate concrete and their effects as cement replacements. Constr. Build. Mater. 2023, 398, 132525. [Google Scholar] [CrossRef]
- Ma, X.; Wang, Z. Effect of ground waste concrete powder on cement properties. Adv. Mater. Sci. Eng. 2013, 1, 918294. [Google Scholar] [CrossRef]
- Belkadi, A.A.; Kessal, O.; Berkouche, A.; Noui, A.; Daguiani, S.E.; Dridi, M.; Benaniba, S.; Tayebi, T. Experimental investigation into the potential of recycled concrete and waste glass powders for improving the sustainability and performance of cement mortars properties. Sustain. Energy Technol. Assess. 2024, 64, 103710. [Google Scholar] [CrossRef]
- Gao, Y.; Cui, X.; Lu, N.; Hou, S.; He, Z.; Liang, C. Effect of recycled powders on the mechanical properties and durability of fully recycled fiber-reinforced mortar. J. Build. Eng. 2022, 45, 103574. [Google Scholar] [CrossRef]
- Horsakulthai, V. Effect of recycled concrete powder on strength, electrical resistivity, and water absorption of self-compacting mortars. Case Stud. Constr. Mater. 2021, 15, e00725. [Google Scholar] [CrossRef]
- Wu, H.; Yang, D.; Xu, J.; Liang, C.; Ma, Z. Water transport and resistance improvement for the cementitious composites with eco-friendly powder from various concrete wastes. Constr. Build. Mater. 2021, 290, 123247. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhang, T.; Liu, Z.; Ma, C. Effect of Recycled Powder on Properties of Cement Morta. E3S Web Conf. 2021, 299, 02009. [Google Scholar] [CrossRef]
- Zhang, H.; Zhang, B.; Tang, L.; Zeng, W. Analysis of two processing techniques applied on powders from recycling of clay bricks and concrete, in terms of efficiency, energy consumption, and cost. Constr. Build. Mater. 2023, 385, 131517. [Google Scholar] [CrossRef]
- Wan, X.; Li, H.; Che, X.; Xu, P.; Li, C.; Yu, Q. A Study on the Application of Recycled Concrete Powder in an Alkali-Activated Cementitious System. Processes 2023, 11, 203. [Google Scholar] [CrossRef]
- Tang, Y.; Xiao, J.; Wang, D.; Zhang, M. Effect of carbonation treatment on fracture behavior of low-carbon mortar with recycled sand and recycled powder. Cem. Concr. Compos. 2023, 142, 105178. [Google Scholar] [CrossRef]
- Chen, X.; Li, Y.; Bai, H.; Ma, L. Utilization of recycled concrete powder in cement composite: Strength, microstructure and hydration characteristics. J. Renew. Mater. 2021, 9, 2189–2208. [Google Scholar] [CrossRef]
- Hu, R.; Wang, C.; Shen, J.; Ma, Z. Chloride transport and thermoactivated modification of sustainable cement-based materials with high-content waste concrete powder. J. Mater. Res. Technol. 2023, 23, 4012–4031. [Google Scholar] [CrossRef]
- Ohemeng, E.A.; Naghizadeh, A. Alternative cleaner production of masonry mortar from fly ash and waste concrete powder. Constr. Build. Mater. 2023, 374, 130859. [Google Scholar] [CrossRef]
- Douidi, O.; Tafraoui, A.; Makani, A.; Ros, P.S. The Use of Recycled Concrete Powder as Supplementary Cementitious Materials for Manufacturing Concrete. Communications 2024, 26, D27–D37. [Google Scholar] [CrossRef]
- Bian, Y.; Qiu, X.; Zhao, J.; Li, Z.; Ouyang, J. Influence of Recycled Concrete Fine Powder on Durability of Cement Mortar. Fluid Dyn. Mater. Process. 2024, 20, 45–58. [Google Scholar] [CrossRef]
- Yao, W.; Li, L. A new regression model: Modal linear regression. Scand. J. Stat. 2014, 41, 656–671. [Google Scholar] [CrossRef]
- Jin, H.; Lu, Y. The optimal linear combination of multiple predictors under the generalized linear models. Stat. Probab. Lett. 2009, 79, 2321–2327. [Google Scholar] [CrossRef] [PubMed]
- Ferraro, M.B.; Coppi, R.; Rodríguez, G.G.; Colubi, A. A linear regression model for imprecise response. Int. J. Approx. Reason. 2010, 51, 759–770. [Google Scholar] [CrossRef]
- Bu, C.; Tan, B.; Wu, Q.; Qiao, Y.; Sun, Y.; Yu, L.; Yang, Q. Activation method and reuse of waste concrete powder—A review. Sustainability 2023, 15, 5451. [Google Scholar] [CrossRef]
- Chen, L.; Wei, M.; Lei, N.; Li, H. Effect of chemical–thermal activation on the properties of recycled fine powder cementitious materials. Case Stud. Constr. Mater. 2024, 20, e02956. [Google Scholar] [CrossRef]
- Tokareva, A.; Kaassamani, S.; Waldmann, D. Fine demolition wastes as Supplementary cementitious materials for CO2 reduced cement production. Constr. Build. Mater. 2023, 392, 131991. [Google Scholar] [CrossRef]
- Wu, H.; Xu, J.; Yang, D.; Ma, Z. Utilizing thermal activation treatment to improve the properties of waste cementitious powder and its newmade cementitious materials. J. Clean. Prod. 2021, 322, 129074. [Google Scholar] [CrossRef]
- Florea, M.V.A.; Ning, Z.; Brouwers, H.J.H. Activation of liberated concrete fines and their application in mortars. Constr. Build. Mater. 2014, 50, 1–12. [Google Scholar] [CrossRef]
- Ma, Z.; Yao, P.; Yang, D.; Shen, J. Effects of fire-damaged concrete waste on the properties of its preparing recycled aggregate, recycled powder and newmade concrete. J. Mater. Res. Technol. 2021, 15, 1030–1045. [Google Scholar] [CrossRef]
- Sui, Y.; Ou, C.; Liu, S.; Zhang, J.; Tian, Q. Study on Properties of Waste Concrete Powder by Thermal Treatment and Application in Mortar. Appl. Sci. 2020, 10, 998. [Google Scholar] [CrossRef]
- Wu, H.; Yang, D.; Ma, Z. Micro-structure, mechanical and transport properties of cementitious materials with high-volume waste concrete powder and thermal modification. Constr. Build. Mater. 2021, 313, 125477. [Google Scholar] [CrossRef]
- Zhai, W.Q.; Sun, R.M.; Xie, Y.D.; Ding, H.C.; Su, Y.; He, Z.H. Thermal-activated recycled cement powder synergized with fly ash as supplementary cementitious in Portland cement: Strength, microstructure and environmental benefits. Constr. Build. Mater. 2025, 474, 141018. [Google Scholar] [CrossRef]
- Wei, M.; Chen, L.; Lei, N.; Li, H.; Huang, L. Mechanical properties and microstructures of thermally activated ultrafine recycled fine powder cementitious materials. Constr. Build. Mater. 2025, 475, 141195. [Google Scholar] [CrossRef]
- Kim, J.; Ubysz, A. Thermal activation of multi-recycled concrete powder as supplementary cementitious material for repeated and waste-free recycling. J. Build. Eng. 2024, 98, 111169. [Google Scholar] [CrossRef]
- Ma, Z.; Hu, R.; Yao, P.; Wang, C. Utilizing heat-mechanical synergistic treatment for separating concrete waste into high-quality recycled aggregate, active recycled powder and new concrete. J. Build. Eng. 2023, 68, 106161. [Google Scholar] [CrossRef]
- Hu, R.; Zhang, Y.; Zhang, Z.; Ma, Z. Development of Sustainable Cement-Based Materials with Ultra-High Content of Waste Concrete Powder: Properties and Improvement. Sustainability 2023, 15, 14812. [Google Scholar] [CrossRef]
- Wang, L.; Wang, J.; Wang, H.; Fang, Y.; Shen, W.; Chen, P.; Xu, Y. Eco-friendly treatment of recycled concrete fines as supplementary cementitious materials. Constr. Build. Mater. 2022, 322, 126491. [Google Scholar] [CrossRef]
- Zhang, J.; Tan, H.; He, X.; Zhao, R.; Yang, J.; Su, Y. Nano particles prepared from hardened cement paste by wet grinding and its utilization as an accelerator in Portland cement. J. Clean. Prod. 2021, 283, 124632. [Google Scholar] [CrossRef]
- Liu, X.; Liu, L.; Lyu, K.; Li, T.; Zhao, P.; Liu, R.; Zuo, J.; Fu, F.; Shah, S.P. Enhanced early hydration and mechanical properties of cement-based materials with recycled concrete powder modified by nano-silica. J. Build. Eng. 2022, 50, 104175. [Google Scholar] [CrossRef]
- Liu, X.; Liu, R.; Xie, X.; Zuo, J.; Lyu, K.; Shah, S.P. Chloride corrosion resistance of cement mortar with recycled concrete powder modified by nano-silica. Constr. Build. Mater. 2023, 364, 129907. [Google Scholar] [CrossRef]
- Wu, H.; Wang, C.; Yang, D.; Ma, Z. Utilizing nano-SiO2 for modifying the microstructure, strength and transport properties of sustainable cementitious materials with waste concrete powder. J. Build. Eng. 2023, 63, 105522. [Google Scholar] [CrossRef]
- Heikal, M.; Abdel-Gawwad, H.A.; Ababneh, F.A. Positive impact performance of hybrid effect of nano-clay and silica nano-particles on composite cements. Constr. Build. Mater. 2018, 190, 508–516. [Google Scholar] [CrossRef]
- Zheng, Y.; Xi, X.; Liu, H.; Du, C.; Lu, H. A review: Enhanced performance of recycled cement and CO2 emission reduction effects through thermal activation and nanosilica incorporation. Constr. Build. Mater. 2024, 422, 135763. [Google Scholar] [CrossRef]
- Meng, T.; Dai, D.; Jia, Y.; Ying, K.; Meng, R.; Hong, Y. Comparative study of nanomaterials activated recycled powders from demolition and decoration wastes as supplementary cementitious material. Case Stud. Constr. Mater. 2023, 19, e02543. [Google Scholar] [CrossRef]
- Raheem, A.A.; Abdulwahab, R.; Kareem, M.A. Incorporation of metakaolin and nanosilica in blended cement mortar and concrete-A review. J. Clean. Prod. 2021, 290, 125852. [Google Scholar] [CrossRef]
- Sun, C.; Chen, L.; Xiao, J.; Liu, Q.; Zuo, J. Low-Carbon and Fundamental Properties of Eco-Efficient Mortar with Recycled Powders. Materials 2021, 14, 7503. [Google Scholar] [CrossRef]
- Wu, H.; Wang, C.; Ma, Z. Drying shrinkage, mechanical and transport properties of sustainable mortar with both recycled aggregate and powder from concrete waste. J. Build. Eng. 2022, 49, 104048. [Google Scholar] [CrossRef]
- Li, S.; Liu, J.; Yu, C.; Li, Z.; Xie, W. Study on the performance of ternary blended cement with calcined clay and recycled concrete powder. Low Carbon Mater. Green Constr. 2024, 2, 4. [Google Scholar] [CrossRef]
- Ye, T.; Xiao, J.; Duan, Z.; Li, S. Geopolymers made of recycled brick and concrete powder—A critical review. Constr. Build. Mater. 2022, 330, 127232. [Google Scholar] [CrossRef]
- Juenger, M.C.G.; Siddique, R. Recent advances in understanding the role of supplementary cementitious materials in concrete. Cem. Concr. Res. 2015, 78, 71–80. [Google Scholar] [CrossRef]
- Antoni, M.; Rossen, J.; Martirena, F.; Scrivener, K. Cement substitution by a combination of metakaolin and limestone. Cem. Concr. Res. 2012, 42, 1579–1589. [Google Scholar] [CrossRef]
- Bentz, D.P.; Sato, T.; De La Varga, I.; Weiss, W.J. Fine limestone additions to regulate setting in high volume fly ash mixtures. Cem. Concr. Compos. 2012, 34, 11–17. [Google Scholar] [CrossRef]
- Dixit, A.; Du, H.; Dang, J.; Pang, S.D. Quaternary blended limestone-calcined clay cement concrete incorporating fly ash. Cem. Concr. Compos. 2021, 123, 104174. [Google Scholar] [CrossRef]
- Moesgaard, M.; Herfort, D.; Steenberg, M.; Kirkegaard, L.F.; Yue, Y. Physical performances of blended cements containing calcium aluminosilicate glass powder and limestone. Cem. Concr. Res. 2011, 41, 359–364. [Google Scholar] [CrossRef]
- Gao, S.; Zhang, H. Multi-scale study on strength development, hydration behavior and phase evolution of recycled powder multi component cementitious materials. Constr. Build. Mater. 2024, 431, 136451. [Google Scholar] [CrossRef]
- Qian, X.; Xu, W.; Wang, Y.; Fang, H.; Jing, Z.; Chen, P. Revisiting the carbonation of recycled concrete fine: A pH-cycle carbonation method. J. Build. Eng. 2023, 77, 107438. [Google Scholar] [CrossRef]
- Kaliyavaradhan, S.K.; Li, L.; Ling, T.C. Response surface methodology for the optimization of CO2 uptake using waste concrete powder. Constr. Build. Mater. 2022, 340, 127758. [Google Scholar] [CrossRef]
- Yuan, C.; Wang, D.; Setiawan, H.; Wei, Y. Effect and mechanism of different excitation modes on the activities of the recycled brick micropowder. Sci. Eng. Compos. Mater. 2021, 28, 676–688. [Google Scholar] [CrossRef]
- Sajedi, F.; Razak, H.A. Comparison of different methods for activation of ordinary Portland cement-slag mortars. Constr. Build. Mater. 2011, 25, 30–38. [Google Scholar] [CrossRef]
- Meng, T.; Hong, Y.; Ying, K.; Wang, Z. Comparison of technical properties of cement pastes with different activated recycled powder from construction and demolition waste. Cem. Concr. Compos. 2021, 120, 104065. [Google Scholar] [CrossRef]
- Hu, J.; Ahmed, W.; Jiao, D. A Critical Review of the Technical Characteristics of Recycled Brick Powder and Its Influence on Concrete Properties. Buildings 2024, 14, 3691. [Google Scholar] [CrossRef]
- Yong, C.L.; Mo, K.H.; Koting, S. Phosphorus slag in supplementary cementitious and alkali activated materials: A review on activation methods. Constr. Build. Mater. 2022, 352, 129028. [Google Scholar] [CrossRef]
- Ma, Z.; Shen, J.; Wu, H.; Zhang, P. Properties and activation modification of eco-friendly cementitious materials incorporating high-volume hydrated cement powder from construction waste. Constr. Build. Mater. 2022, 316, 125788. [Google Scholar] [CrossRef]
- Li, J.; Feng, Y.; Zhong, H.; Zhang, B.; Wang, J.; Zhang, B.; Xie, J. Effect of the Pretreatment on the Properties of Cement-Based Recycled Powder. Coatings 2024, 14, 107. [Google Scholar] [CrossRef]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kaptan, K.; Cunha, S.; Aguiar, J. The Effect of Activation Methods on the Mechanical Properties of Cement Mortars with Recycled Powder from Concrete Waste as a Cement Partial Replacement: A Review. Sustainability 2025, 17, 4502. https://doi.org/10.3390/su17104502
Kaptan K, Cunha S, Aguiar J. The Effect of Activation Methods on the Mechanical Properties of Cement Mortars with Recycled Powder from Concrete Waste as a Cement Partial Replacement: A Review. Sustainability. 2025; 17(10):4502. https://doi.org/10.3390/su17104502
Chicago/Turabian StyleKaptan, Kubilay, Sandra Cunha, and José Aguiar. 2025. "The Effect of Activation Methods on the Mechanical Properties of Cement Mortars with Recycled Powder from Concrete Waste as a Cement Partial Replacement: A Review" Sustainability 17, no. 10: 4502. https://doi.org/10.3390/su17104502
APA StyleKaptan, K., Cunha, S., & Aguiar, J. (2025). The Effect of Activation Methods on the Mechanical Properties of Cement Mortars with Recycled Powder from Concrete Waste as a Cement Partial Replacement: A Review. Sustainability, 17(10), 4502. https://doi.org/10.3390/su17104502