1. Introduction
In recent years, researchers have studied the properties and microstructure of Al-Zn-Mg-Cu alloys under various treatments due to their high strength-to-weight ratio, superior absorption capacity, good machinability, good corrosion resistance, and excellent weldability. The aforementioned characteristics of Al-7XXX alloys make them a good choice for designing and manufacturing critical structural components in aviation, space, and defense industries [
1,
2,
3,
4,
5,
6,
7,
8,
9,
10,
11,
12]. However, the ever-growing demand for industrial sustainability presents a significant challenge for material scientists to develop novel processing routes to improve the mechanical properties of these materials further while ensuring a sizeable manufacturing scale.
For instance, from the viewpoint of compositional design, research has shown that rare earth elements offer significant advantages when added to Al alloys, leading to optimized properties [
13,
14,
15,
16,
17,
18,
19,
20]. Within the realm of rare-earth elements, hafnium (Hf) stands out as a particularly promising candidate for grain refinement. Typically, during solidification, Hf readily combines with Al to form Al
3Hf precipitates. Li et al. [
20] demonstrated a significant reduction in grain size of Al-Hf-based cast alloys with increasing Hf content. These precipitates exhibit significant thermal stability, enhancing the overall thermal robustness of the alloy system. Furthermore, they hinder recrystallization and grain growth via the Zener drag mechanism, effectively promoting a fine-grained microstructure. As Hf content increased from 0% to 0.6%, a remarkable decrease in grain size from 443 μm to 196 μm was observed, attributed to the formation of Al
3Hf intermetallic compounds during solidification [
21,
22,
23,
24]. Indeed, the Al
3Hf binary or ternary precipitate holds significant potential for unlocking desirable mechanical properties and refined grain structures through thermomechanical processing, which warrants further investigation.
Worthy of note is that the thermomechanical treatment (TMT) is a versatile metallurgical process that combines plastic deformation (rolling, forging, or press forming) with thermal processing (heat treatment, quenching, or controlled heating/cooling) in a single operation [
25,
26,
27,
28,
29]. This synergistic approach significantly influences the microstructure (precipitates and grain structure) and overall properties (mechanical, corrosion resistance, etc.) of the treated alloy, as evidenced by numerous studies [
30,
31,
32,
33,
34,
35,
36,
37,
38,
39,
40,
41,
42,
43,
44,
45,
46,
47].
To date, the outstanding characteristics of cryorolled materials have attracted significant attention from material scientists, underscoring the potential of this technique for enhancing the properties of these alloys [
48,
49]. Cryorolling (CR) significantly enhances the mechanical properties of Al alloys by manipulating several key microstructural features. This process suppresses dislocation movement, leading to increased dislocation density, which contributes to strengthening. Additionally, CR extensively alters grain size and shape due to inhibited dynamic recrystallization, resulting in a finer-grained microstructure. Furthermore, CR promotes the homogeneous distribution of secondary phases, further enhancing mechanical properties. Consequently, CR is recognized as an effective method for achieving a desirable balance between hardness, strength, and elongation in Al alloys [
50,
51]. Notably, cryorolled 7XXX alloys exhibit surprisingly high deformability even at large rolling reductions [
46,
49,
51], making them particularly attractive for various applications. Compared to SPD techniques, cryorolling offers several advantages, including significantly higher production rates, continuous processing capabilities, lower costs, and simpler operation [
52,
53,
54,
55,
56,
57,
58,
59,
60,
61].
While cryorolled sheets boost impressive strength, their limited ductility and low strain-hardening ability at room temperature pose challenges for industrial applications, particularly in sheet metal forming [
62]. To bridge this gap, investigating post-heat treatment parameters for cryorolled materials is crucial for achieving sufficient ductility for forming applications while minimizing strength loss. Indeed, post-processing after cryorolling has emerged as a promising approach for tailoring mechanical properties by manipulating the microstructure in a controlled manner [
63]. Jayaganthan et al. [
64] investigated the impact of annealing on the microstructural stability, precipitate evolution, and mechanical properties of the cryorolled Al 7075 alloy. Their findings revealed the onset of recrystallization at 150 °C, with completion at 250 °C. Notably, the ultrafine-grained microstructure of cryorolled Al 7075 exhibited thermal stability up to 350 °C. Consequently, annealing at 150 °C (423 K) led to a gradual increase in yield strength and ultimate tensile strength, accompanied by a sudden rise in ductility from 150 °C to 250 °C. Similarly, D. Singh et al. [
65] studied the effect of annealing on the microstructure and mechanical properties of cryorolled Al 6061. Their research demonstrated an increase in strength and ductility upon annealing at 150 °C, followed by a decrease in hardness and strength but an increase in ductility at higher temperatures (200–350 °C). Notably, annealing at low temperatures (150 °C for 1 h) triggered a strengthening effect due to precipitation hardening, exceeding the softening effect from recovery, leading to a simultaneous increase in strength and ductility. The improvement was attributed primarily to the formation of nano-sized precipitates and the recovery effect, with reduced dislocation density contributing to increased ductility.
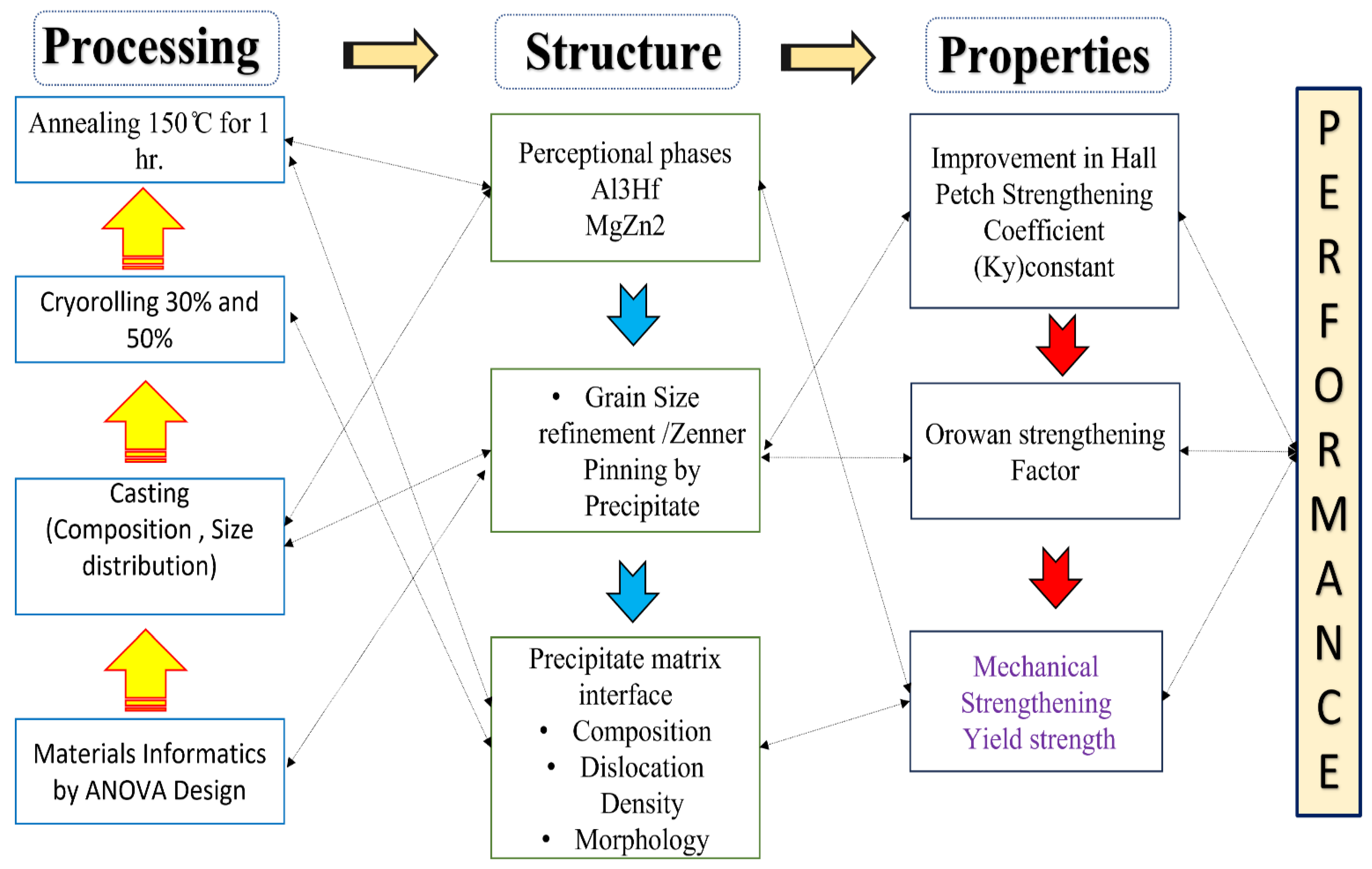
To date, the combined impact of alloy design, microalloying elements, and thermomechanical processing on the microstructure and mechanical properties of Al7xxx series alloys has received limited attention. This study delves into this unexplored territory. For the first time in quaternary Al-Zn-Mg-Cu alloys, hafnium (Hf) content was investigated to enhance microstructure and mechanical properties through the combined effect of composition design via Hf addition and thermomechanical treatments via cryorolling plus a short annealing approach. Hence, the present work aims to create a novel, sustainable manufacturing approach for Al-Zn-Mg-Cu alloys by combining compositional design with simple thermomechanical processing. Alloy is designed with microalloying elements (Hf) and plastic deformation (cryorolling) along with heat treatment (short annealing) to control precipitate evolution precisely during thermomechanical processing.
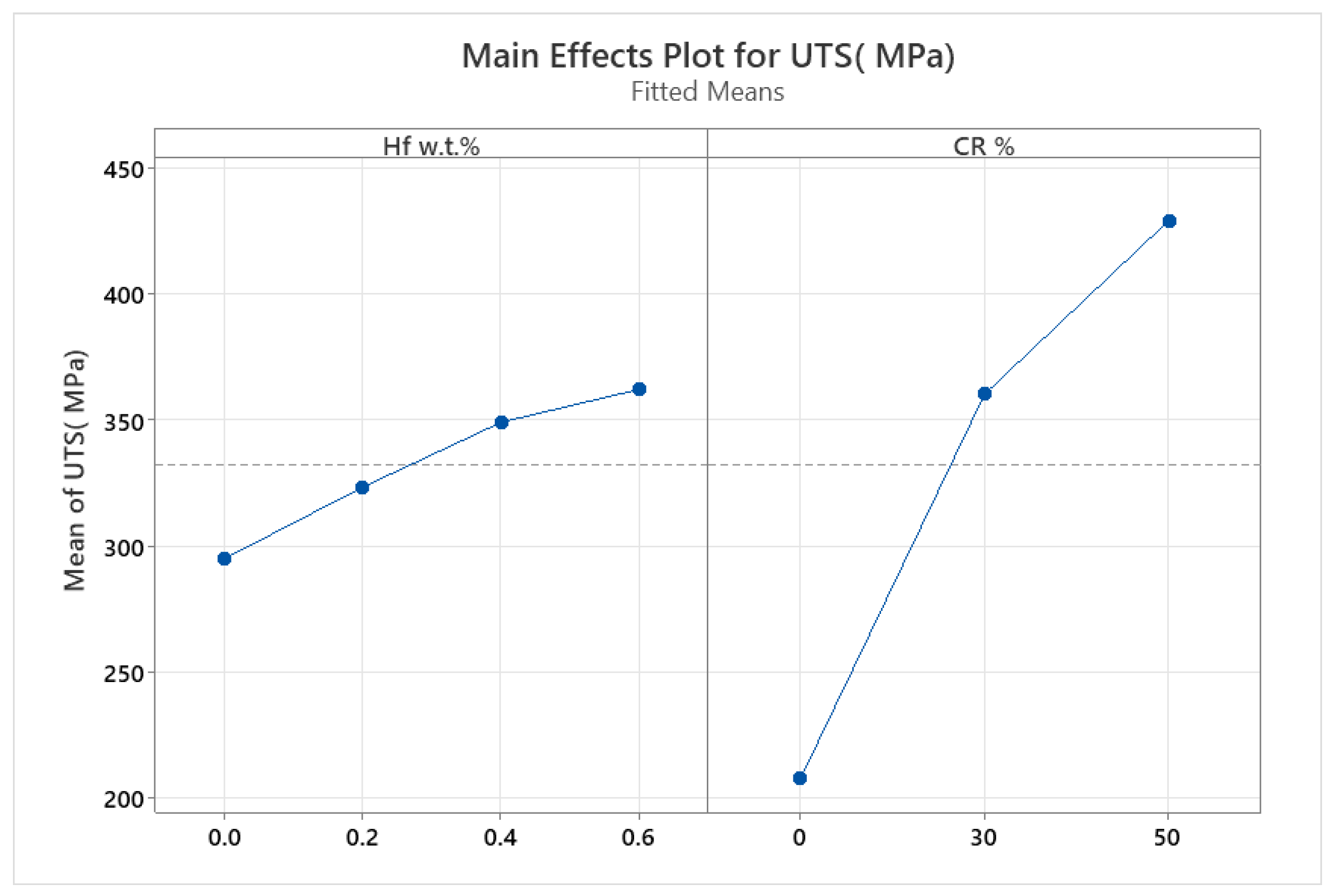
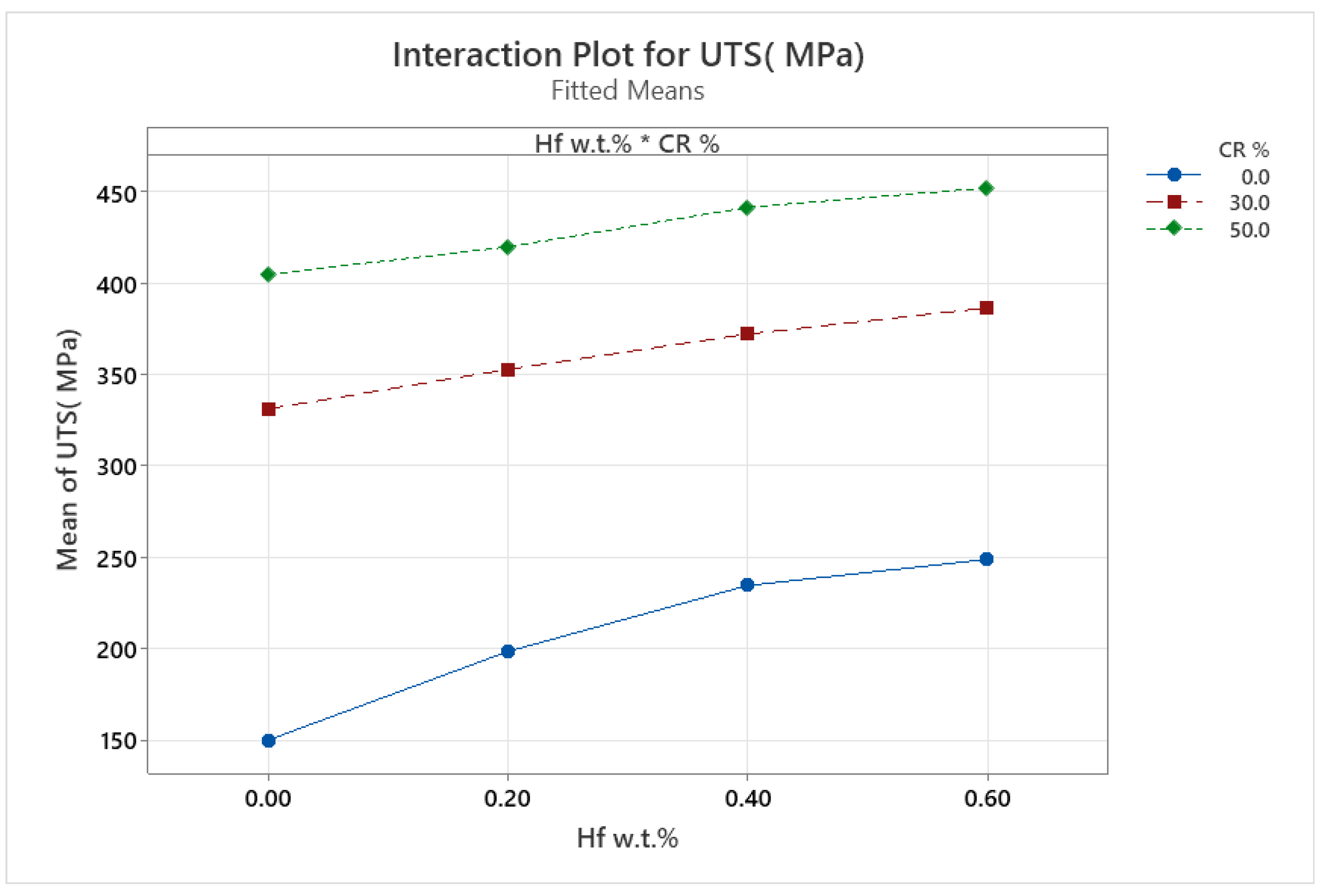
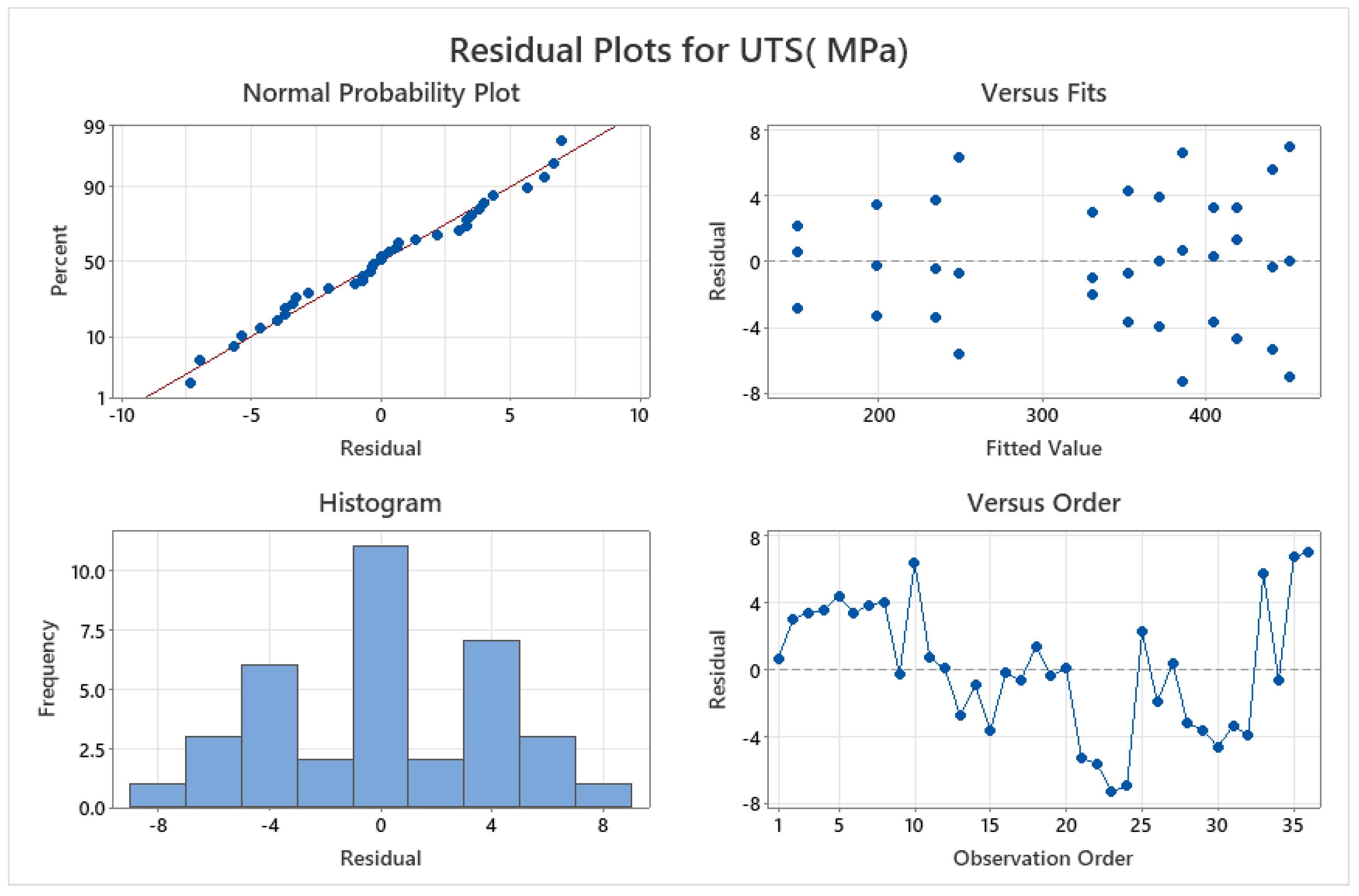
At the same time, for the statistical assessment of the experimental findings, the analysis of variance (ANOVA) was also adopted to analyze the results. Nevertheless, the ANOVA is one of the most significant methods that can be utilized to assess the influence of parameters on responses as well as the percentage contribution of each experimental parameter [
66]. In the present study, the purpose of this kind of exploratory work is to elucidate the influence of multiple factors on the mechanical properties of the designed Al-Zn-Mg-Cu alloys as well as to study the influence of individual factors to determine which factor has more influence, which one less. The experimental results indicated that cryrolling appeared to be the most noteworthy factor among the different parameters, followed by composition.
2. Materials and Methods
Four aluminum alloys with varying hafnium (Hf) percentages were fabricated to investigate the combined impact of Hf addition and thermomechanical treatment on the microstructure and mechanical properties of redesigned Al-6Zn-0.98Mg-0.8Cu alloys. The chemical compositions were optimized based on the existing literature, aiming for grain refinement and enhanced performance. Alloy 1, the base, contained 6% Zn, 0.98% Mg, and 0.8% Cu, following a favorable Zn/Mg ratio of 6 (supported by [
67,
68,
69]) and an optimal Cu content for Al7xxx series alloys (as indicated by [
70,
71,
72]). Alloys 2, 3, and 4 were derived by introducing 0.2%, 0.4%, and 0.6% Hf, respectively, to investigate their impact on the microstructure and behavior of thermomechanical treated alloys. Based on prior research (e.g., [
21,
73]), increasing Hf content is expected to promote grain refinement. A full-factorial design experiment was employed to explore the combined effects of Hf addition and cryorolling with short annealing across all Hf levels, aiming for optimal grain size and mechanical properties. The fabrication of the four aluminum alloys employed high-purity raw materials: Al (>99.9%), Zn (>99.99%), Mg (>99.95%), Cu (>99.99%), and Hf powder (>99.9%). The process is initiated by melting pure Al ingot at 740–750 °C. Upon melting half the ingot, Zn was added and held for 30 min for homogeneous distribution. After melting, the temperature was reduced to 690–700 °C. Mg was then added and held for 20 min, followed by Cu addition and a 20 min holding period. Hf powder was incorporated and thoroughly stirred for uniform dispersion. The molten alloy, maintained at 700–710 °C, was carefully poured into a preheated (250 °C) steel mold (100 mm × 60 mm × 16 mm) for controlled solidification. Samples were then cooled to room temperature, removed from the mold, and homogenized for 24 h in an air furnace at 540 °C to ensure uniform alloying element distribution. Spectromax metal analysis verified individual element percentages in each ingot. Following homogenization, each alloy was machined into two specimens (100 mm × 60 mm × 8 mm) for thermomechanical treatments. Solution treatment was performed to dissolve alloying elements by placing the samples in a silica boat within a tube furnace at 470 °C for 1 h, followed by water quenching to achieve a supersaturated solid solution (SSSS). Before cryorolling, the solution-treated specimens were dipped in liquid nitrogen for 10 min to reach cryogenic temperatures. Thickness reduction after each pass was optimized to 2% to prevent edge cracks and ensure successful cryorolling. The dipping and rolling process was repeated until a total thickness reduction of 30% (approximately 15 passes) or 50% (approximately 25 passes) was achieved, resulting in strain rates of 0.36 and 0.7, respectively. Samples were subsequently cryogenically stored to prevent natural aging and later subjected to a low-temperature annealing treatment at 150 °C for 1 h to enhance ductility.
Table 1 summarizes the nominal compositions of the four alloys, their designated Hf contents, and corresponding nomenclatures.
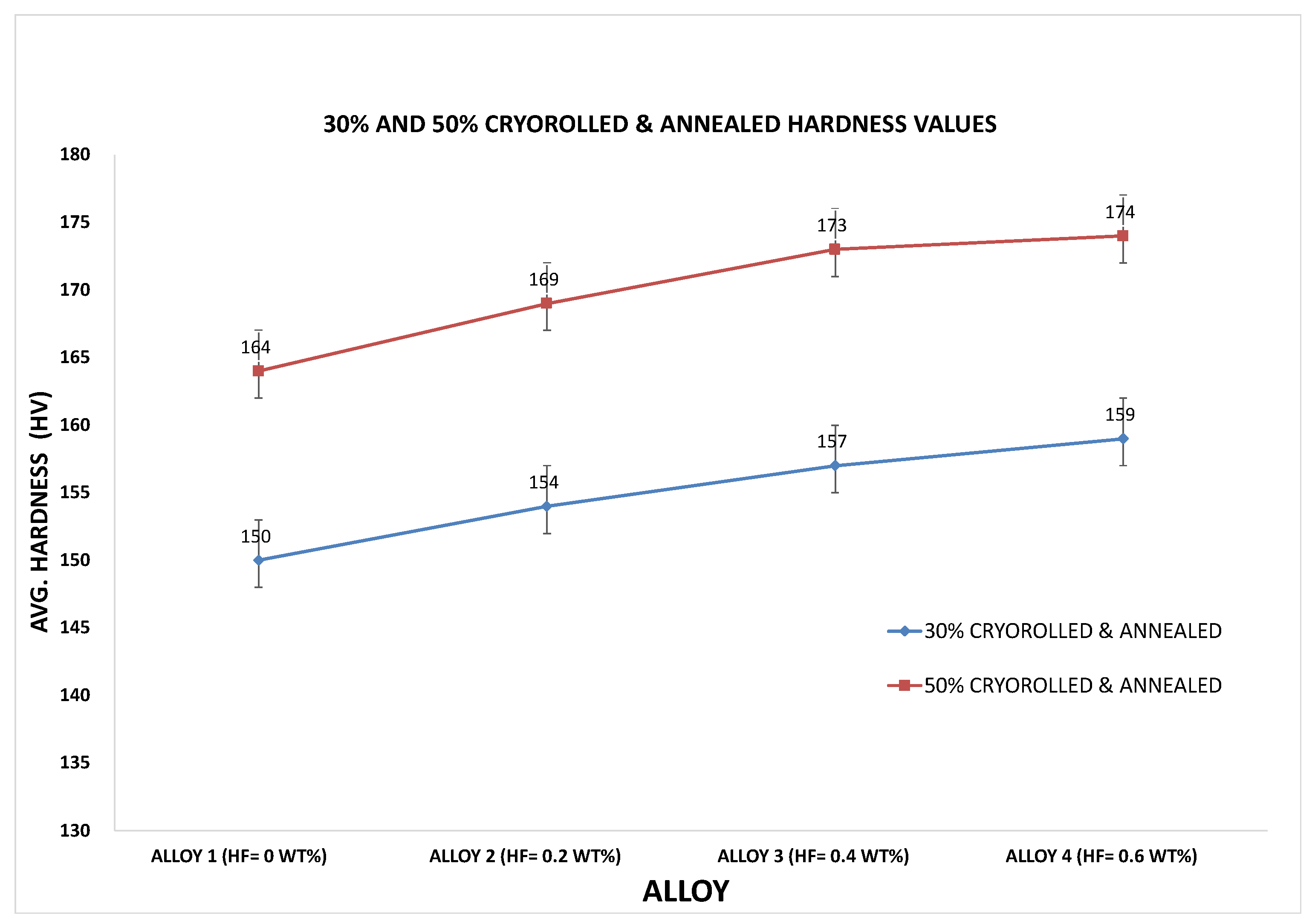
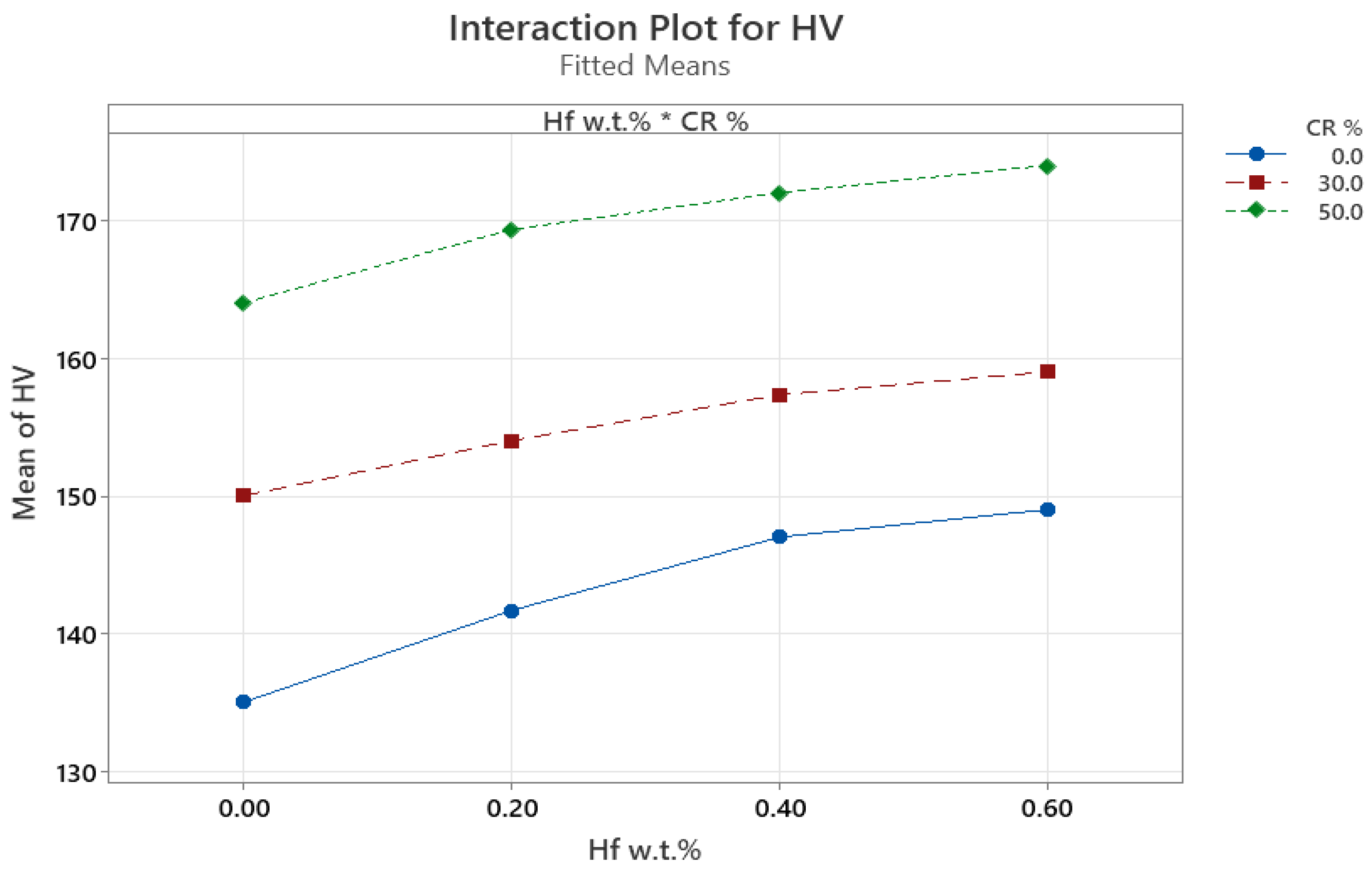
The influence of composition on the hardness of the prepared alloys was assessed through Vickers hardness testing. This non-destructive technique provided insights into the combined effects of compositional design (Hf microalloying in the Al-Zn-Mg-Cu ternary system) and thermomechanical treatment (cryorolling and short annealing) on hardness behavior. Measurements were performed using a (WOLPERT UH930, Wilson Hard-ness, Shanghai, China) Vickers hardness tester applying a 10 kg load for 15 s. For each alloy (1–4), eight indentations were made to ensure statistically relevant average Vickers hardness values.
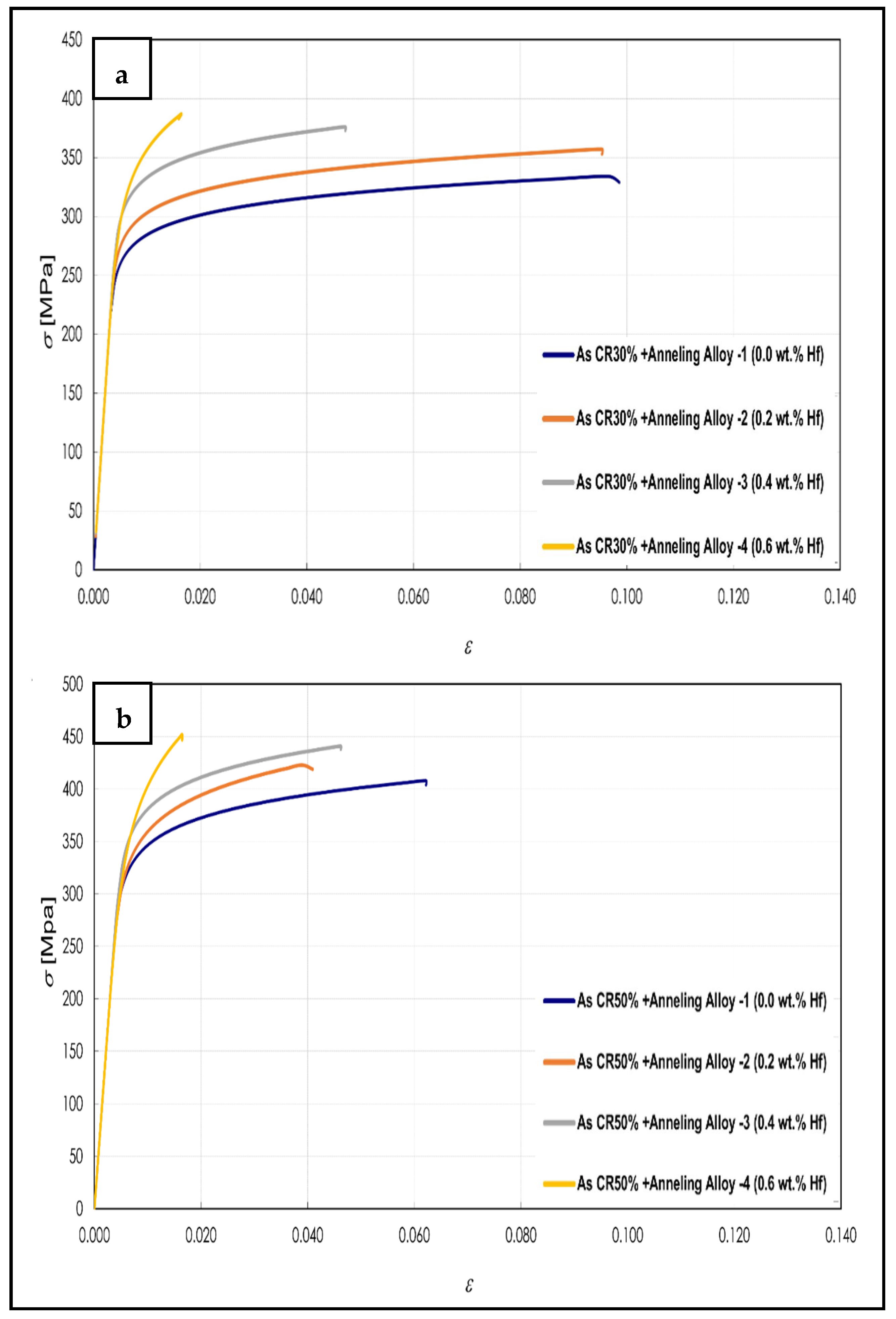
To evaluate the influence of compositional design (Hf content) and thermomechanical treatment (cryorolling and short annealing) on mechanical properties, tensile testing was conducted at room temperature (25 °C) following the established ASTM E-8 standard [
74]. Tensile specimens were prepared from each set of samples for the four alloys (Alloy-1, 2, 3, and 4). Using a computer-controlled Instron tensile testing machine, uniaxial tensile tests were performed under a constant strain rate of 10⁻
3 s⁻
1. An extensometer (epsilon 35420125M) recorded the total strain throughout each test. Engineering stress–strain curves were generated for each specimen based on the collected load and extension data. Key mechanical properties such as yield strength, ultimate tensile strength, and percentage elongation were carefully recorded and analyzed based on the tensile data. To ensure accuracy, at least four replicate measurements were performed for each alloy specimen.
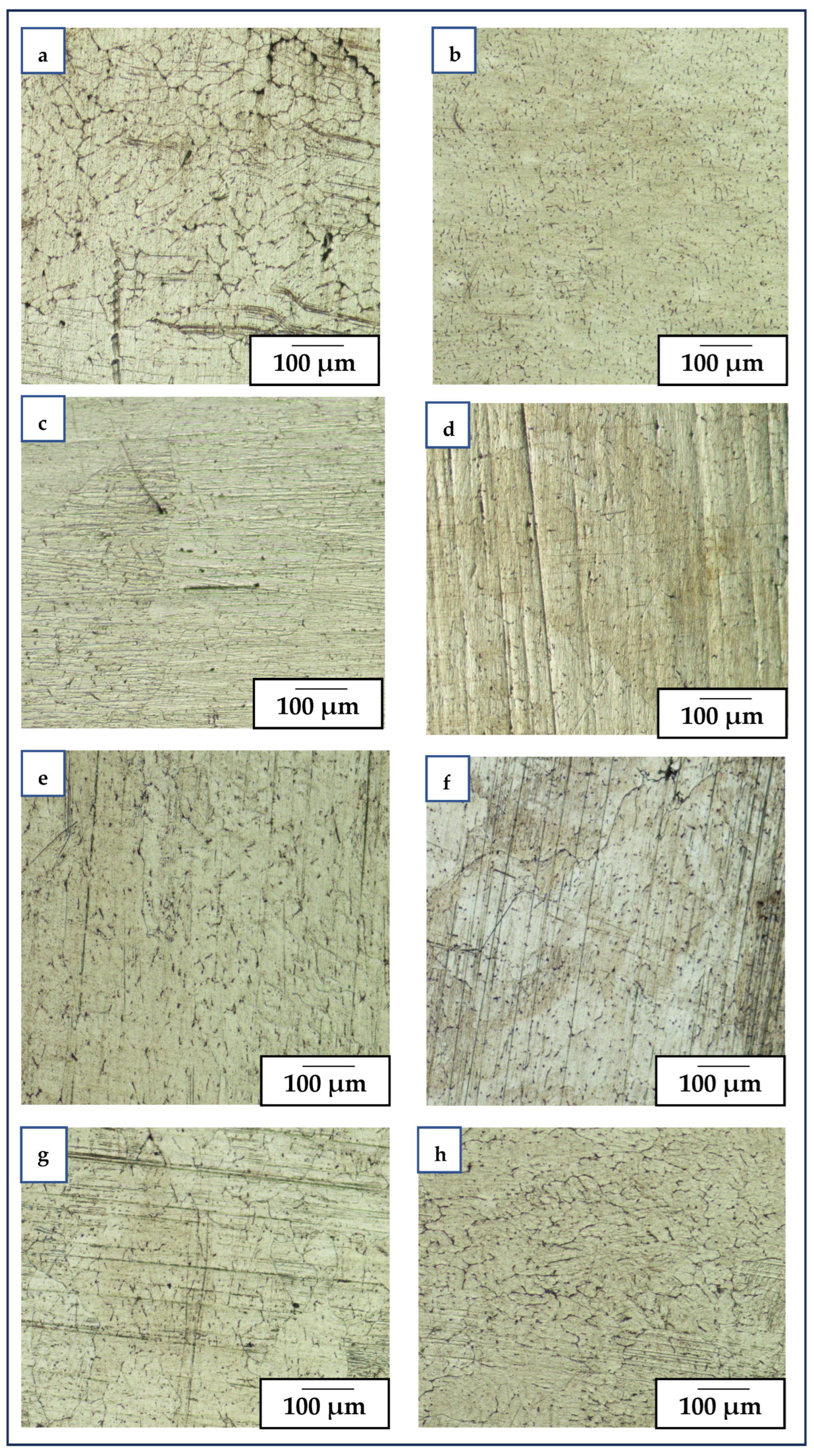
To reveal microstructural features and average grain size, each sample underwent optical microscopy analysis. ImageJ software (v1.54) further measured smaller grains and precipitate sizes within high-resolution micrographs. Before observation, alloy ingots were machined into 20 mm × 20 mm pieces and polished to a mirror-like finish using 0.05 µm alumina particles. Surface imperfections were removed by grinding with 500–1200 grit emery papers. Cleanliness and contaminant-free surfaces were ensured by etching with a solution specified in ASTM E 407-99 [
75] (2 mL H.F., 3 mL HCl, 5 mL HNO
3, and 190 mL H
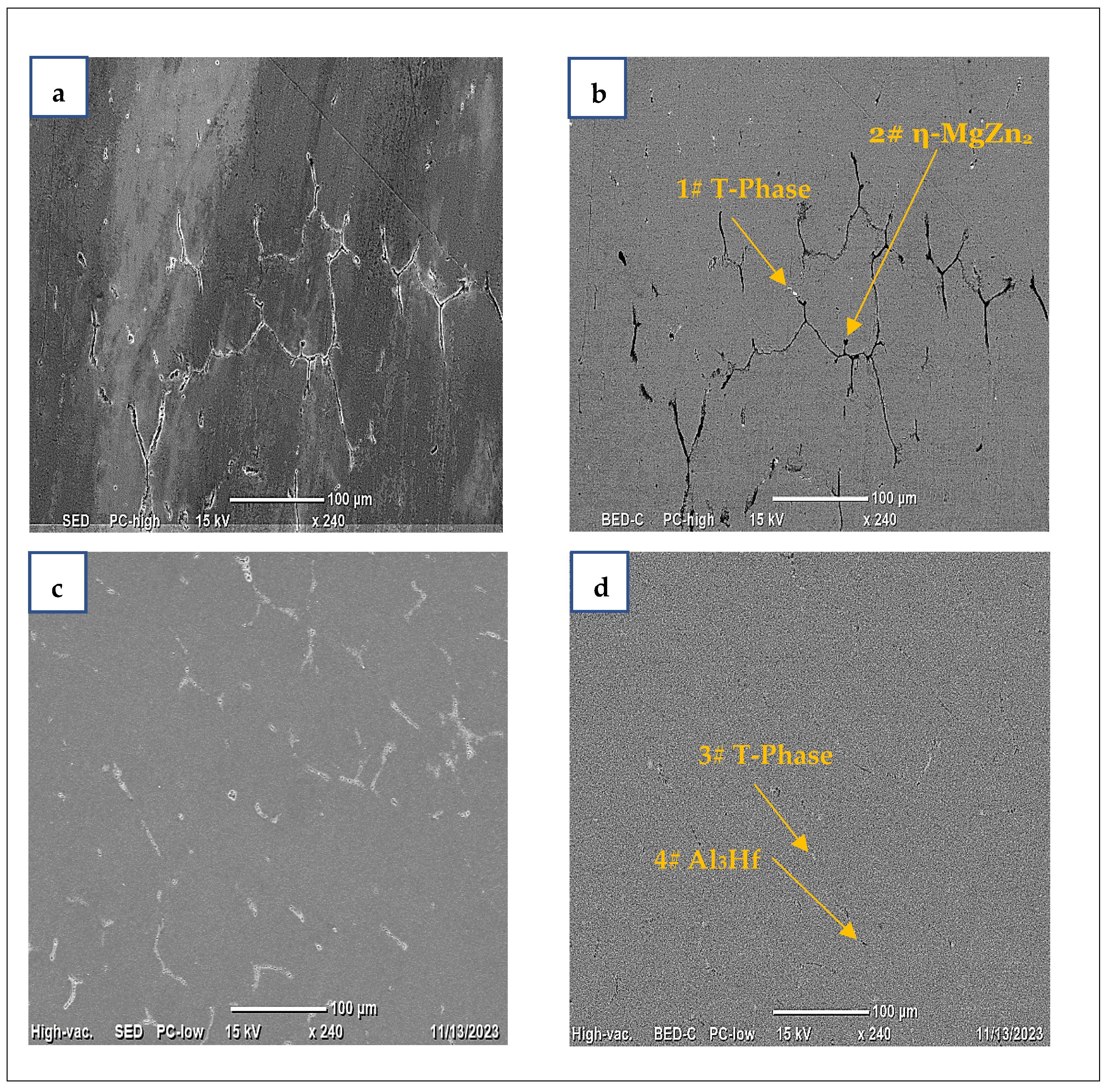
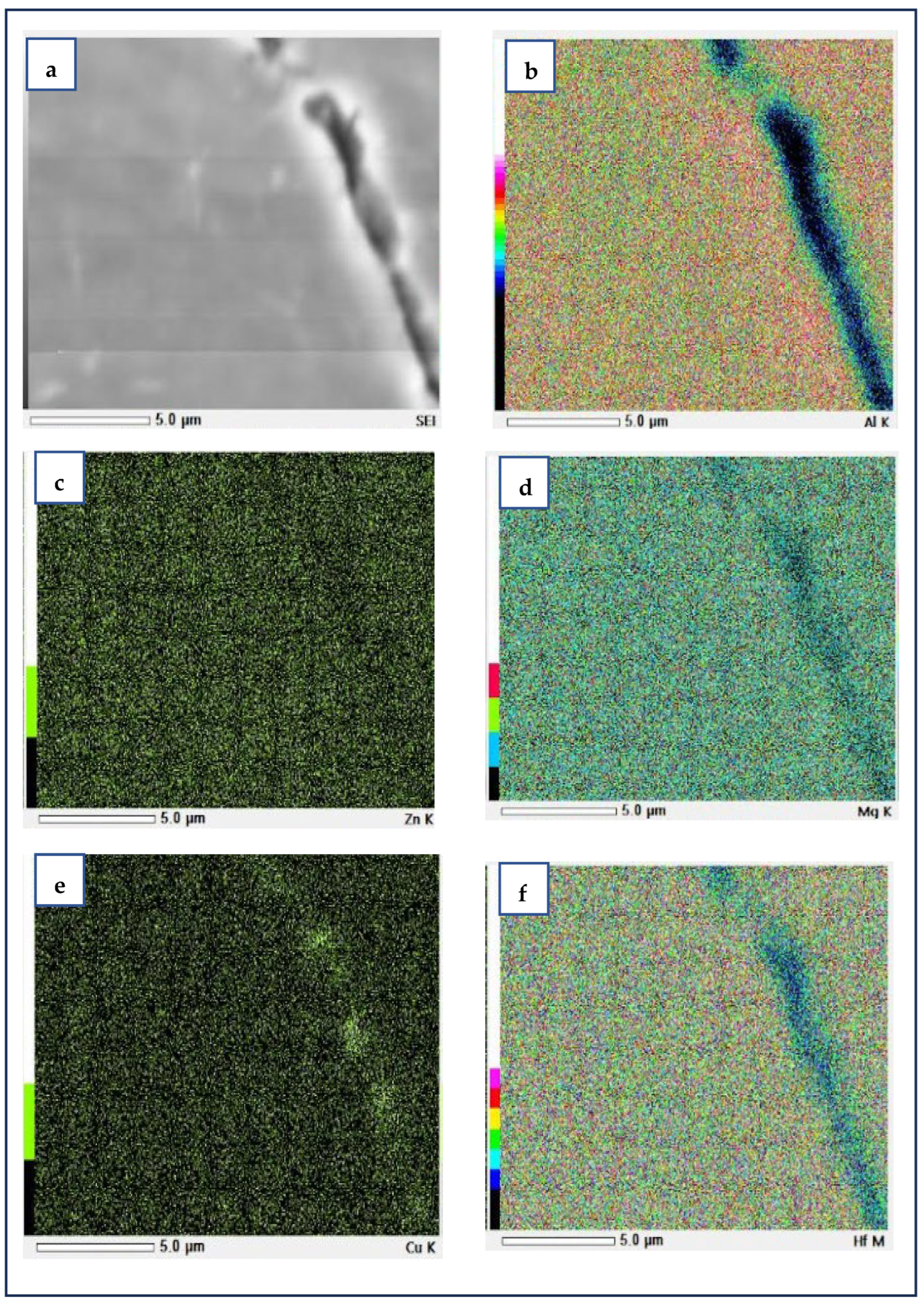
2O). This fundamental technique selectively removes a thin surface layer, revealing the underlying grain structure and phases for deeper microscopy analysis. An Olympus BX51M microscope facilitated detailed microstructure observation following the etching process. To further scrutinize microstructure details and quantify phase composition, scanning electron microscopy (SEM/EDS mapping) analysis was conducted using a JXA-840A electron probe microanalyzer (JEOL, Tokyo, Japan). The analysis served two key purposes: (1) high-resolution SEM imaging, which allowed for precise examination of precipitate morphology and distribution within the grain structure, and (2) quantitative compositional analysis: energy-dispersive spectroscopy (EDS) enabled the determination of the elemental composition of various phases present within the material. For SEM analysis, the same samples used for optical microscopy were employed.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}