1. Introduction
Steel reinforcement bars have a high embodied carbon footprint about 9.2 times that of concrete [
1], making them one of the major contributors to greenhouse gas (GHG) emissions. The US Environmental Protection Agency [
2] denotes that GHGs comprise 79.4% CO
2, 11.5% CH
4 (methane), 6.2% N
2O (nitrous oxide), and 3% fluorinated gases. In 2020, it was reported that the global consumption of concrete reached 14 billion m
3 [
3]. This amount corresponds to 1.078 billion tons of rebar, a cutting waste of 53.9 million tons, and a waste of 188.92 million tons of CO
2. Improperly managed cutting waste can end up in landfill, occupying the valuable limited space of landfill and contributing to the production of landfill gas (LFG). LFGs are mainly constituted of 40–50% CO
2 and 50–60% CH
4 [
4], with trace amounts of H
2S (hydrogen sulfide) [
5]. Methane is a powerful GHG and is estimated to have a global warming potential (GWP) of 27–30 over 100 years [
2]. It has been discovered that rebar and concrete can also significantly contribute to acid rain formation [
6]. Acid rain forms when harmful gases, such as sulfur dioxide (SO
2) and nitrogen dioxide (NO
2), react with water vapor in the atmosphere [
7]. Acid rain causes significant harm to the environment, particularly to the soil. In addition, steel and rebar production may contribute to mercury emissions besides carbon emissions, leading to ecotoxicity [
8]. Mercury emissions can adversely impact the environment by polluting water bodies, harming wildlife, and posing a risk to human health. Furthermore, rebar production exhibits high resource demands, necessitating 304–525 kWh of electricity and 54–96 m
3 of fresh water per metric ton [
9]. Additionally, reliance on inefficient, non-renewable thermal power plants for electricity generation potentially exacerbates carbon emissions.
Conventional lap splicing, the prevailing method for connecting rebars, is also a major contributor to rebar waste and CO2 emissions in the construction industry; in particular, this applies to large-scale projects like diaphragm walls due to the long, overlapping lengths of rebar required. The extent of lap-splice-based rebar waste depends on the rebar diameter, required lap length, and cutting pattern.
One challenge in reducing rebar waste is meeting the requirements of adherence to lap splice regulations mandated by building codes. Lap splice length is typically derived from the bonding strength between concrete and steel rebar, taking into consideration the safety factor. Thus, the structural design must provide a safe, sufficient lap splice length. However, the lap splice position or lapping regional regulations mandated by the different building codes and stock-length rebar usage restrict the reduction in rebar usage and cutting waste, as evidenced in various studies [
10,
11,
12,
13], in a range from 7.2% to 10.6%, exceeding the common range of 3–5% [
14]. Nonetheless, it is difficult to adhere to these regulations on site; thus, lap splice positions are often not followed in practice [
15]. Therefore, this approach continually consumes a greater quantity of rebars, even when not adhering to mandated regulations. Researchers have proposed special-length rebars as one of the solutions to the issues of high rebar consumption and waste. Investigations have confirmed that a special-length rebar enables a further reduction in cutting waste to below 3% [
16,
17].
Massive substructures, such as diaphragm walls, can illustrate the issue. A recent case study found that purchasing stock-length rebars for reinforcement in a total of 293 diaphragm wall panels resulted in 2173 tons (9.62%) of cutting waste [
16], as large-diameter rebars (32 mm and 40 mm) were required to resist the massive lateral forces, such as an earthquake, in addition to the pressure of soil. The study additionally revealed that the utilization of special-length rebars in diaphragm walls resulted in the consumption of 19,582 tons of rebar and the generation of 0.77% of cutting waste. Consequently, the adverse environmental impact due to high rebar usage remains evident. Furthermore, the ACI building code [
18] prohibits lap splices for rebar sizes with a diameter of 36 mm and larger due to long overlapping lengths. Mechanical couplers can be used instead of lap splices to effectively transfer the tensile strength of the rebar while maintaining structural integrity and stability. Couplers eliminate the need for lap splices, which further reduces the quantity of the required rebar, the associated cutting waste, and the environmental impact.
Prior studies in this area have primarily focused on columns [
11,
19], beams [
17,
20], and shear walls [
11] for rebar cutting waste optimization, thus neglecting an essential structural component: diaphragm walls. Diaphragm walls play a pivotal role as the foundational backbone of building structures [
21], serving to connect various structural elements. Comprising multiple wall panels with similar reinforcement, the unique characteristic of the diaphragm wall rebar lies in its prefabrication into rebar cages. A significant reduction in rebar usage and carbon emissions can be expected upon performing detailed reinforcement design and optimization for the special lengths required.
1.1. Rebar Usage and Cutting Waste Issues
The global concrete volume reached 14 billion m
3 in 2020 [
3]. Converting this amount with a rebar-to-concrete consumption ratio of 0.077 tons/m
3 [
1] indicates that 1.078 billion tons of rebar were used. Assuming a 5% cutting waste rate, this resulted in 53.9 million tons of rebar cutting waste and 188.92 million tons of carbon emissions. Cutting steel reinforcement bars (rebar) are unavoidable in reinforced concrete (RC) structure construction and generate cutting waste and considerable carbon emissions [
22]. Considering a rebar price of USD 900/ton [
23], a unit of rebar carbon emissions of 3.505 ton-CO
2/ton [
24], and a carbon price of USD 75/ton-CO
2 [
25], implies a loss of USD 62.68 billion for the industry. This condition urges stronger efforts to reduce rebar usage and cutting waste, thus contributing to environmental sustainability.
Rebar usage and cutting waste issues are covered in the Sustainable Development Goals (SDGs) [
26] created by the United Nations in 2015, including, in particular, SDGs 9, 12, 13, and 15. SDG 9 aims to build resilient infrastructure, promote inclusive and sustainable industrialization, and foster innovation. SDG 12 aims to ensure sustainable consumption and production patterns; SDG 13 aims to take serious action to combat climate change and its impacts; and, finally, SDG 15 aims to protect and restore the land and halt land degradation. Reducing rebar usage and its impact will accelerate the achievement of the SDGs in the civil engineering and construction sectors.
Previous studies exploring rebar waste minimization have predominantly considered stock-length rebars [
9,
11,
12,
13,
27,
28,
29], with recent efforts employing diverse approaches, like optimizing cutting patterns using multiple stock lengths [
9], integrating BIM with metaheuristics [
28], and minimizing rebar cost through column generation [
29]. Some investigations [
10,
11] have explored lap splice position optimization with stock-length rebar to reduce rebar cutting waste. However, these approaches have still produced a high cutting waste rate. Special-length rebar concepts have been introduced for cutting pattern combinations and have been confirmed as significantly reducing cutting waste [
14,
19,
30]. Special lengths can be customized in 0.1 m intervals and have certain order requirements, such as maximum and minimum special lengths, minimum ordered quantity, and preorder time. Rachmawati et al. [
16] proposed a three-step algorithm to minimize rebar cutting waste in diaphragm walls by considering special-length rebars and lap splice position adjustments. The algorithm generated 0.77% rebar cutting waste from 293 panels of diaphragm wall, saving 10,399 tons of CO
2 emissions and USD 3,480,108 in costs.
1.2. Mechanical Couplers
The use of mechanical couplers has increased in construction due to their advantages, which solve the limitations of conventional lap splices.
Table 1 summarizes the limitations of conventional lap splices identified by various studies. Furthermore, several investigations [
31,
32,
33] have emphasized that the application of lap splices may over-reinforce the structural section, reduce ductility, and alter the deformation capacity.
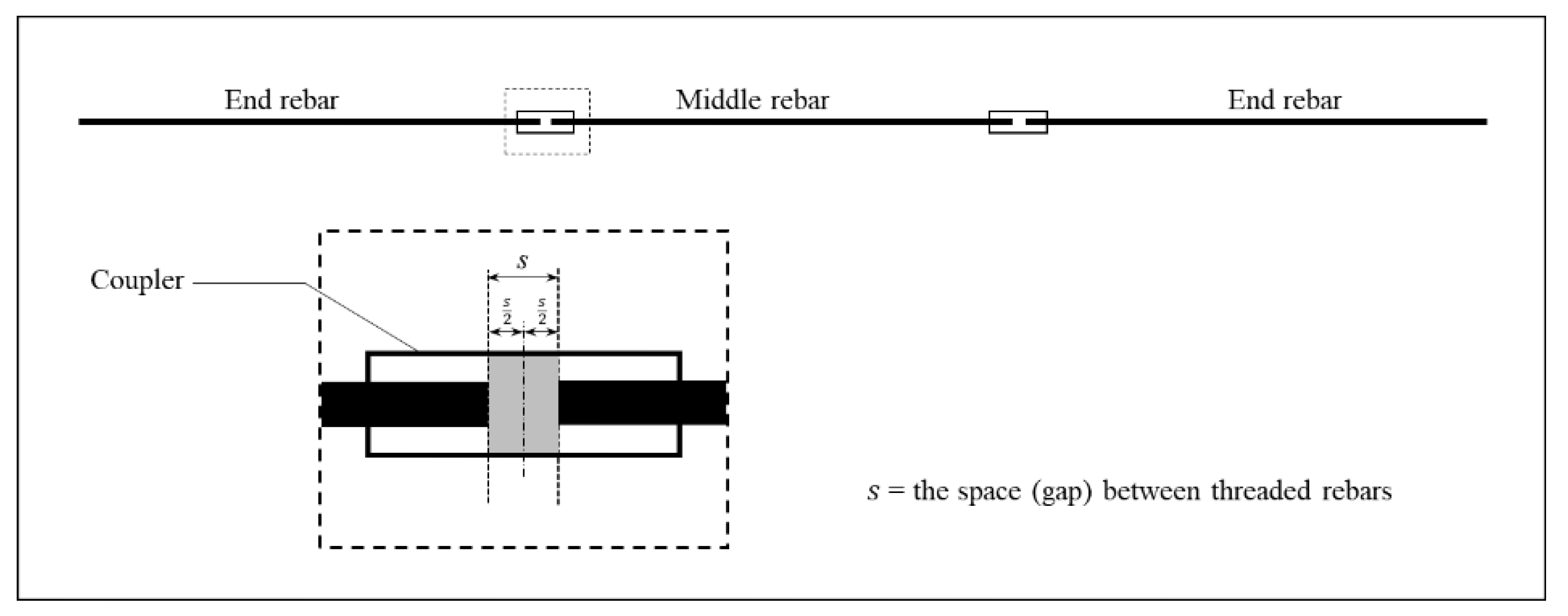
A mechanical coupler, also known as a mechanical splice or rebar coupler, is a device used for connecting two rebars, eliminating the lapping length, and ensuring the structural stability and strength of RC structures. In seismic applications, the coupler length should be less than 15 times the rebar diameter [
37]. Rebars with different diameters can be connected laterally or vertically by using couplers. Mechanical coupler utilization can significantly reduce rebar congestion and offer prefabrication of reinforcement on site for precast concrete structures [
38]. Mechanical couplers have been shown to offer several benefits [
34]: (1) reduced rebar congestion, (2) significant reduction in rebar waste and consumption, (3) effective control of concrete crack propagation, (4) improved structural continuity between bars, ensuring better integrity, (5) reduced labor required and construction costs, and (6) feasibility of connecting rebars of different lengths and diameters.
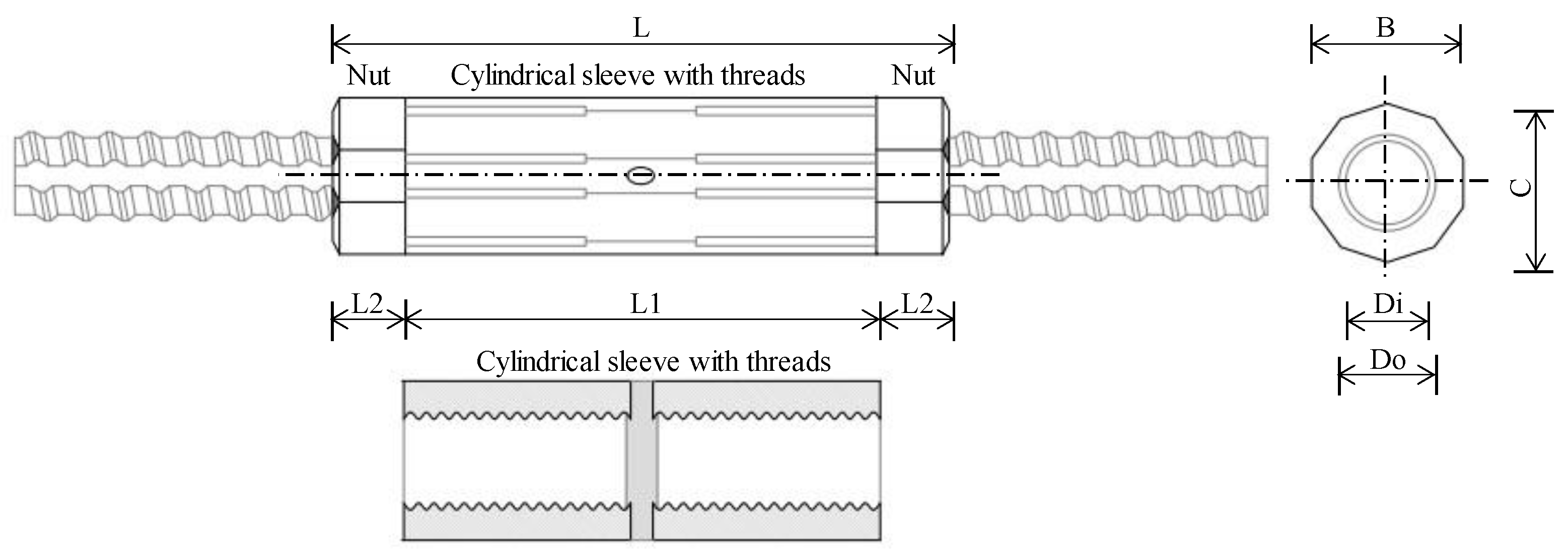
In the current construction industry, various types of couplers are employed. The five types of couplers that are readily available are (1) shear screw couplers, (2) headed bar couplers, (3) grouted sleeve couplers, (4) threaded couplers, and (5) swaged couplers [
37]. The most prevalent type is the threaded coupler, characterized by its short length and ease of installation [
39,
40]. Four types of threaded couplers are commonly used: parallel threaded couplers (PTC), taper threaded couplers (TTC), upset-headed couplers (UHC), and rib thread couplers (RTC) [
41].
1.3. Research Objective
Rapid urbanization and the construction of high-rise buildings are reducing the availability of urban land [
42]. This has led to an increase in the construction of underground and buried structures in metropolitan cities [
43], including diaphragm walls. Population growth and urbanization are driving the demand for construction, which in turn is depleting the natural resources used in construction materials and harming the environment [
44]. The environmental impact of rebar usage in construction is heightened by the combination of demanding construction conditions and the reliance on conventional lap splices, which require excessive rebar consumption. Interestingly, despite the established potential of couplers and special-length rebar to reduce rebar usage, their application as rebar usage and waste minimization strategies remains understudied in the literature. This paucity of research necessitates further investigation into their effective integration to optimize rebar usage and promote sustainable construction.
Given the considerable demand for steel rebars in diaphragm wall construction, it represents an exemplary case study for optimizing rebar usage and environmental sustainability. The primary objective of this research is to assess the effectiveness of mechanical couplers in optimizing rebar usage, cutting waste in the construction of diaphragm walls, and improving sustainability by integrating mechanical couplers with a special-length priority approach. In this research, a comprehensive analysis of rebar usage and cutting waste, considering the environmental and economic implications, is presented. To identify the effectiveness and novelty of the proposed method, a comparative analysis is undertaken between the conventional lap splice method of the original design and the recent study outlined above [
16]. This comparison will encompass rebar usage, cutting waste, CO
2 emissions, the related environmental impact associated with rebar, and the economic impact of such optimization. Furthermore, this research will analyze the cost comparison between using couplers and the conventional method of overlapping rebar. This research provides the construction industry with new insights into optimizing rebar usage and waste while maintaining structural integrity and addressing the environmental impact of rebar. Moreover, it also accelerates sustainable and green construction practices and the achievement of the Sustainable Development Goals (SDGs).
2. Characteristics of Diaphragm Wall
Diaphragm walls are underground, reinforced concrete structures that extend vertically or at a slight angle, and they are commonly used in underground construction, foundation systems, and retaining walls to provide lateral support. Diaphragm walls resist lateral forces from soil and water pressure and transfer lateral loads induced by seismic events or other dynamic forces to the foundations of a building [
21,
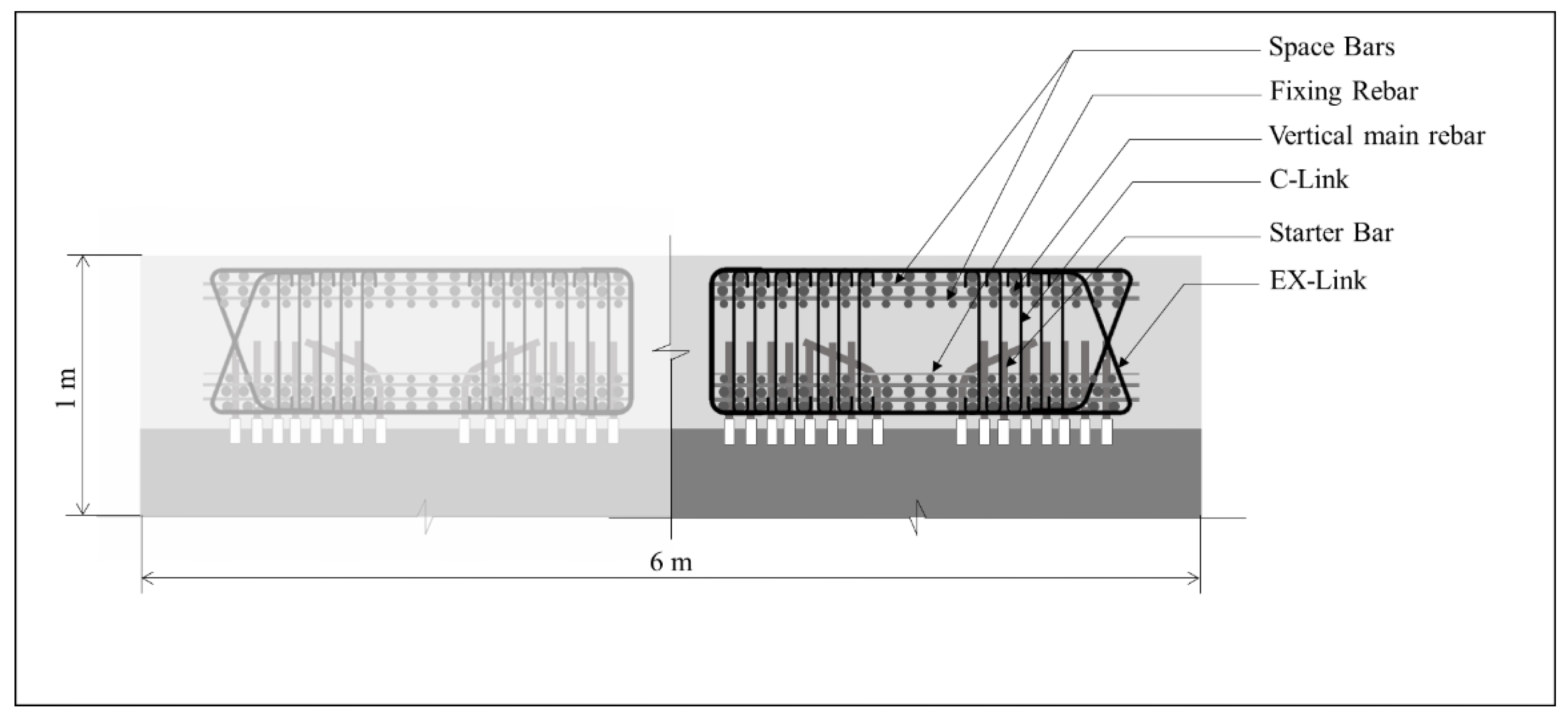
43]. A diaphragm wall system is generally composed of multiple wall panels. A typical diaphragm wall panel can vary from 3 m to 7 m in length and from 0.6 m to 1.8 m in thickness, depending on the structural requirement. Main vertical rebars provide resistance to vertical and bending loads generated by lateral loads from soil and water pressure and seismic activity. Horizontal (space) rebars distribute loads evenly along the length of the wall. Transverse shear, shear link, or tie reinforcements resist the shear forces caused by lateral loads.
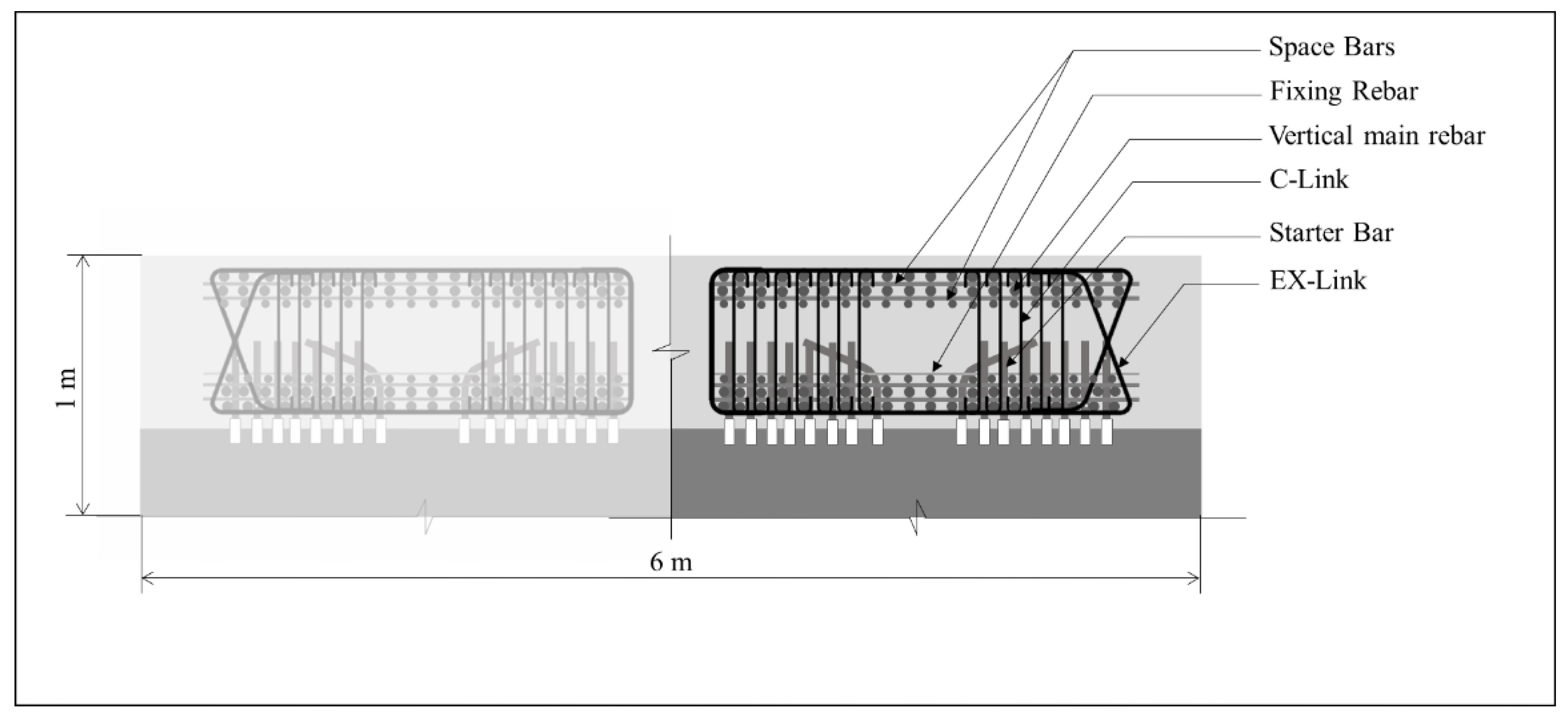
Diaphragm walls require a substantial number of steel reinforcement bars to withstand the lateral soil forces. This reinforcement is prefabricated into rebar cages and divided into three or more sections, depending on the wall’s depth. Fabricated cages are inserted section by section into the excavated ground. Starter bars anchor the diaphragm wall reinforcement at every floor slab to ensure structural integrity. A typical diaphragm wall panel consists of two rebar cages. Each rebar cage can be divided into three groups of reinforcement: main vertical rebars, space bars, and horizontal ties or links. Additional rebars for various purposes, such as spacers, fixing rebars, stiffeners, hanging bars, suspension hooks, and lifting rebars, are also incorporated to strengthen the cage and aid in the installation process. The main vertical rebars in the cage are held in position by horizontal links, such as EX-links and C-links, which serve a similar function to hoops in column reinforcement.
Figure 1 illustrates the rebar arrangement of the rebar cage.
Diaphragm wall construction typically follows four steps: (1) constructing a guide wall, (2) excavating the soil and filling the space with slurry, (3) installing rebar cages, and (4) pouring concrete using a tremie pipe. The guide wall is temporarily constructed to ensure the alignment of wall continuity and to assist in the installation of rebar cages. The dimensions of a wall panel depend on the particular site’s geological conditions and the structural designs for the building [
43]. Diaphragm wall construction begins with the construction of primary wall panels, followed by secondary panels. Special joints with a water stop connect the wall panels, with the specific type of joint varying depending on the contractor’s preference or the excavating equipment used.
5. Discussion
Conventional lap splicing, which is common for rebar connection due to its simplicity and cost-effectiveness, requires strict adherence to lapping zone codes [
18] and is prone to errors, such as improper lap lengths or incorrect installation, which can compromise its performance. Longer rebars are needed for larger diameters, with ACI [
18] prohibiting connections over 36 mm. Furthermore, lap splices are challenging to inspect and repair. An alternative is the welded joint, which uses less rebar but involves higher costs and skilled labor. However, welded joints emit potentially harmful flames and smoke, and the welding gas raises environmental concerns. Improper installation can make welded joints vulnerable to cracking.
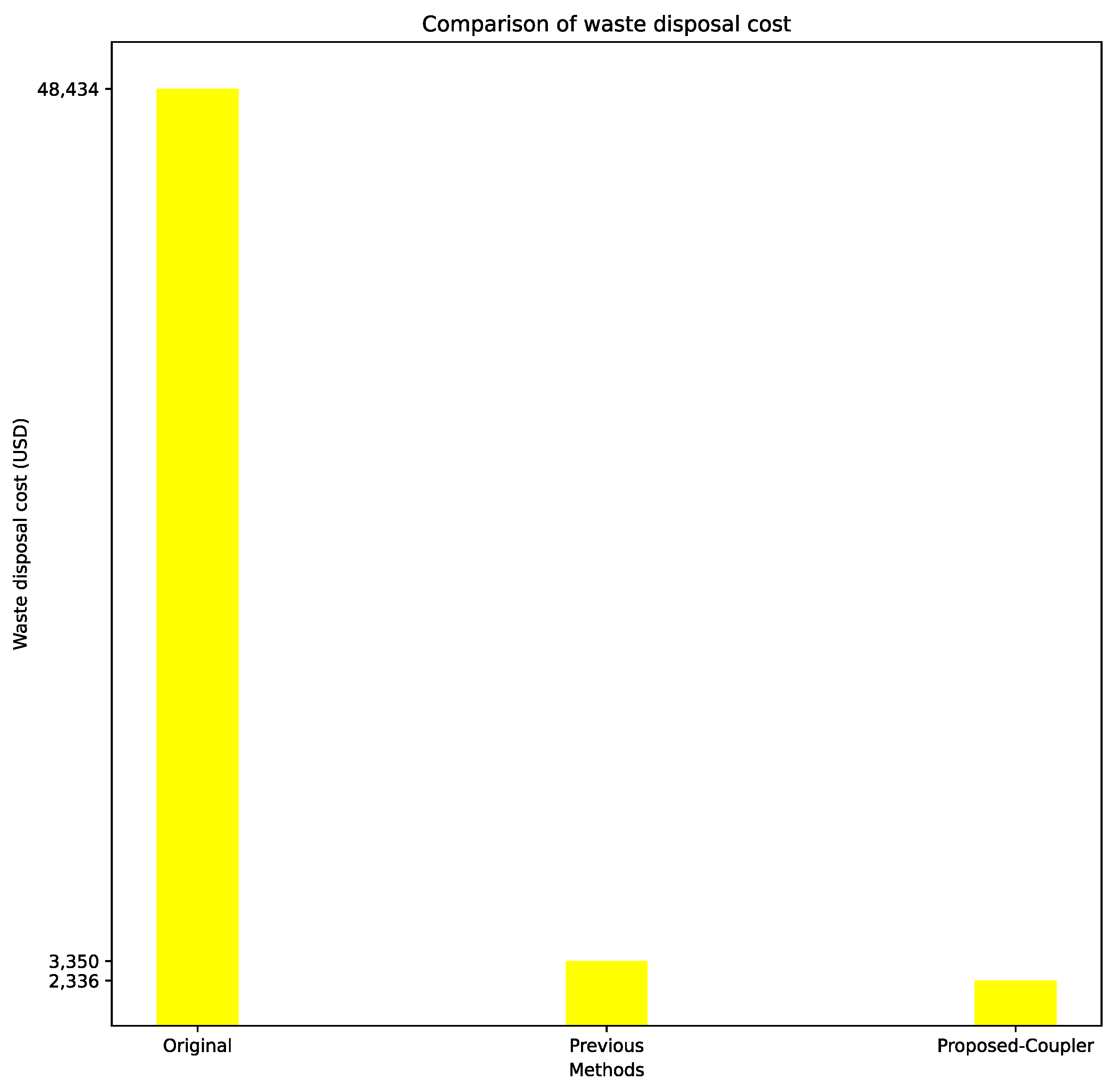
Mechanical couplers expedite installation, saving time and costs. They eliminate lap splices, minimizing the rebar required and cutting waste. Rebar price hikes and labor shortages further push coupler adoption. Additionally, a sharp rise in rebar prices and a shortage of labor on construction sites have resulted in the increasing use of couplers. Furthermore, the cost of couplers is gradually decreasing over time as their usage becomes more prevalent. Through this study, a 17.95% reduction in rebar usage and a 95.41% reduction in cutting waste were achieved for diaphragm wall structures, demonstrating near-zero cutting waste results. In comparison to the findings of the previous study [
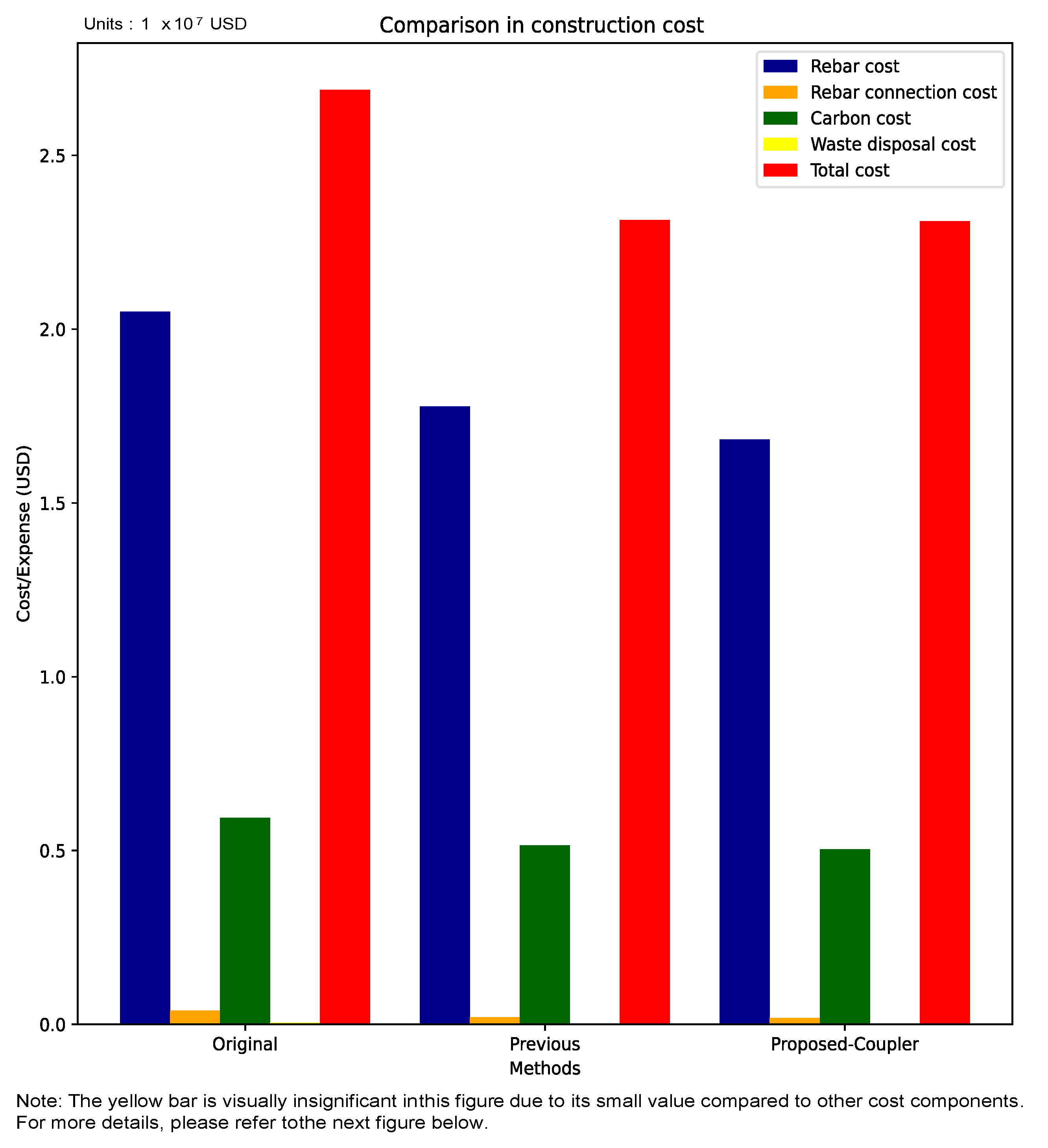
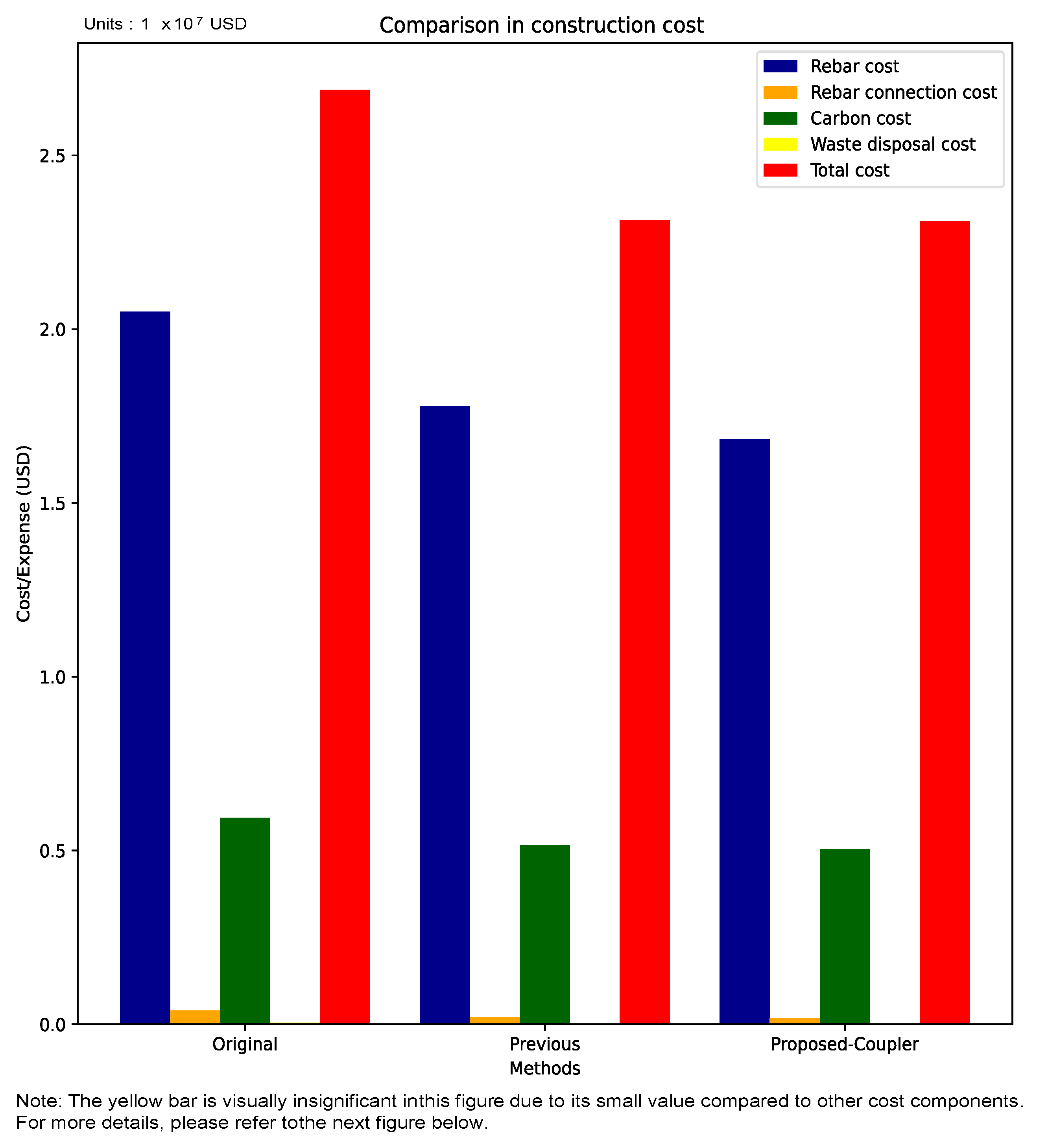
16], a further reduction in rebar usage of 5.38% was observed, demonstrating the potential of couplers as a sustainable substitution for conventional lap splices. In terms of environmental impact, the proposed algorithm significantly reduced carbon emissions by 15.24%, along with a 17.95% reduction in both blue water and grey water footprints, and a substantial 95.18% reduction in GWP, ADP, AP, EP, ODP, and POCP compared to the original case. Compared to a prior study, the algorithm exhibited a 2.25% reduction in carbon emissions, a 5.38% decrease in both blue water and grey water footprints, and a substantial 30.27% decrease in GWP, ADP, AP, EP, ODP, and POCP. These findings highlight the algorithm’s effectiveness in reducing rebar usage and mitigating the associated environmental impact. Economically, the algorithm resulted in a 14.06% and 0.12% reduction in total costs compared to the original case and the previous study, respectively. Despite the seemingly modest economic impact reduction relative to the previous study, its application is noteworthy considering environmental implications and lap splices’ drawbacks. The observed reduction in rebar usage suggests that the combined coupler and special-length rebar approach effectively minimized the required and purchased rebar. This approach has the potential to eventually decrease rebar demand and production, thereby lowering the environmental impact associated with its production.
Despite these benefits, mechanical couplers face adoption hurdles, including higher initial cost compared to traditional lap splices, lack of standardized design guidelines, and limited awareness among professionals regarding their advantages and proper application. While a wide variety of couplers exist, each catering to specific needs, like seismic resistance, choosing the right type is crucial for maximizing waste reduction and ensuring structural integrity. This selection is influenced by the couplers’ inner gap, which directly impacts rebar usage and waste generation, with some types potentially offering minimal environmental benefits compared to others. Furthermore, the availability of specific coupler types might not be readily accessible in all countries, potentially hindering widespread adoption of the method. Additionally, couplers are generally only used in new construction, with limited applications in retrofitting buildings where existing reinforcement is already in place. These issues should be addressed in future investigations.
Couplers, being easily installable, enhance construction site productivity, necessitating systematic planning and supply chain management (SCM) for sustained efficiency in construction sites. Future studies could further explore the planning and development of an SCM strategy that emphasizes the use of couplers, in addition to coupler selection, including the prefabricated rebar cage practices and devices that could be used to aid the prefabricated process. The broad application of couplers and special-length rebars to various construction projects, including buildings, bridges, tunnels, and subways, can significantly reduce rebar usage, saving construction costs, accelerating the construction phase, and reducing the environmental impacts associated with rebars, thus aligning with the United Nations’ Sustainable Development Goals (SDGs), specifically SDGs 9, 12, 13, and 15. This reduction in rebar usage contributes to a more sustainable construction industry by alleviating environmental burdens associated with rebar production and disposal.
6. Conclusions
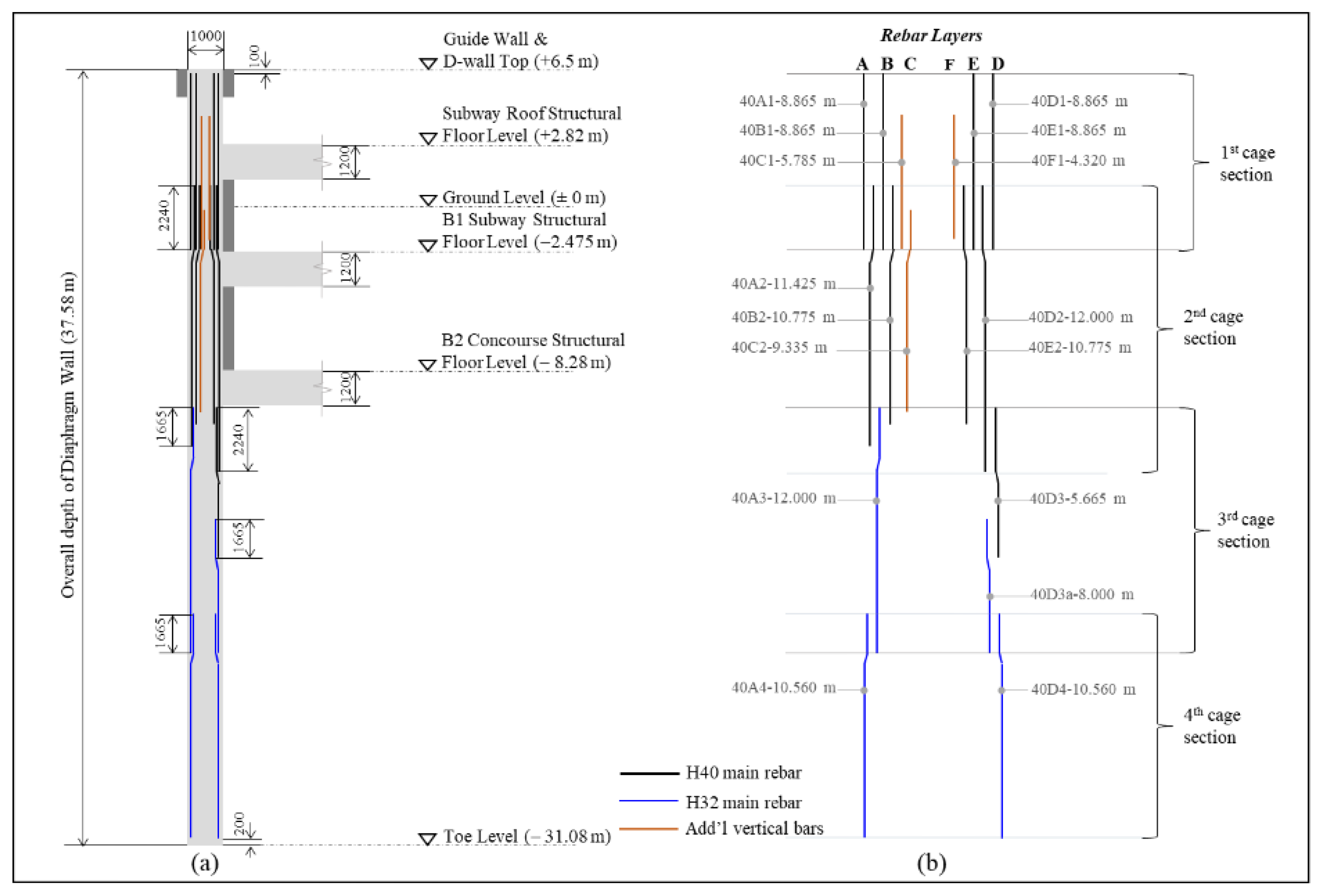
This research aims to assess the use of mechanical couplers in optimizing rebar usage in large structural components that require the use of large rebar sizes and for improving sustainability with integrated mechanical couplers and a special-length rebar approach. The proposed method was implemented in a case study involving a diaphragm wall reinforced with H32 and H40 diameter rebars. The impact of the proposed method was assessed by comparing its results to those of the conventional lap splices approach. Through this study, several notable findings can be found, as follows:
- (1)
The proposed method required 18,530 tons of rebar to be purchased, reducing rebar usage significantly by 4053 tons (17.95%) compared to the original case, which used the conventional lap splice approach.
- (2)
The proposed method resulted in a rebar cutting waste rate of 0.57%, presenting the achievement of near-zero cutting waste. This method also reduced the related waste rate by 95.41%.
- (3)
The combined use of couplers and special-length rebar offers significant environmental advantages. This approach reduces carbon emissions by 12,063 tons of CO2-eq (15.24%), blue and grey water footprints by 17.95%, and a remarkable 95.18% of the multifaceted environmental impact represented by GWP, ADP, AP, EP, ODP, and POCP.
- (4)
Regarding the economic impact, a decrease in the total cost by USD 3,780,446 (14.06%) over the original design was achieved.
- (5)
In contrast to a previous study [
16], a further reduction of 1053 tons (5.38%) in rebar usage was achieved, resulting in a decrease of 1547 tons of CO
2-eq (2.25%), along with a 5.38% reduction in both blue water and grey water footprints, and a significant 30.27% reduction in the environmental impact.
- (6)
These findings highlight the noteworthy capabilities of the combination of couplers and special-length rebars for achieving exceptional reductions in rebar usage and rebar cutting waste, contributing to the acceleration of sustainable construction operations as well as the achievement of the SDGs. The findings also demonstrate a method for substantially decreasing construction materials, costs, and environmental impact without jeopardizing the structural integrity of diaphragm walls. However, mechanical couplers have not been widely adopted in the construction industry for several reasons, including the high initial costs and lack of awareness amongst engineers and practitioners.
Future investigations should focus on developing systematic planning and supply chain management (SCM) strategies specifically tailored to the integration of couplers and special-length rebars, including prefabricated rebars, and the associated auxiliary devices, as they are essential for improving construction site efficiency. This study showcases the potential of the proposed method to significantly reduce the environmental and economic impact associated with rebar usage within a large-scale construction project. Implementing the proposed method across various buildings and infrastructure projects could further multiply these benefits, fostering the rapid adoption of more sustainable and green construction operations.






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}