
Application of an Automated Top Coal Caving Control System: The Case of Wangjialing Coal Mine



Abstract
1. Introduction
2. Key Technologies for the Automated Top Coal Caving Control System
2.1. Detection of Top Coal Thickness and Positioning Technology for the Pre-Caving Stage
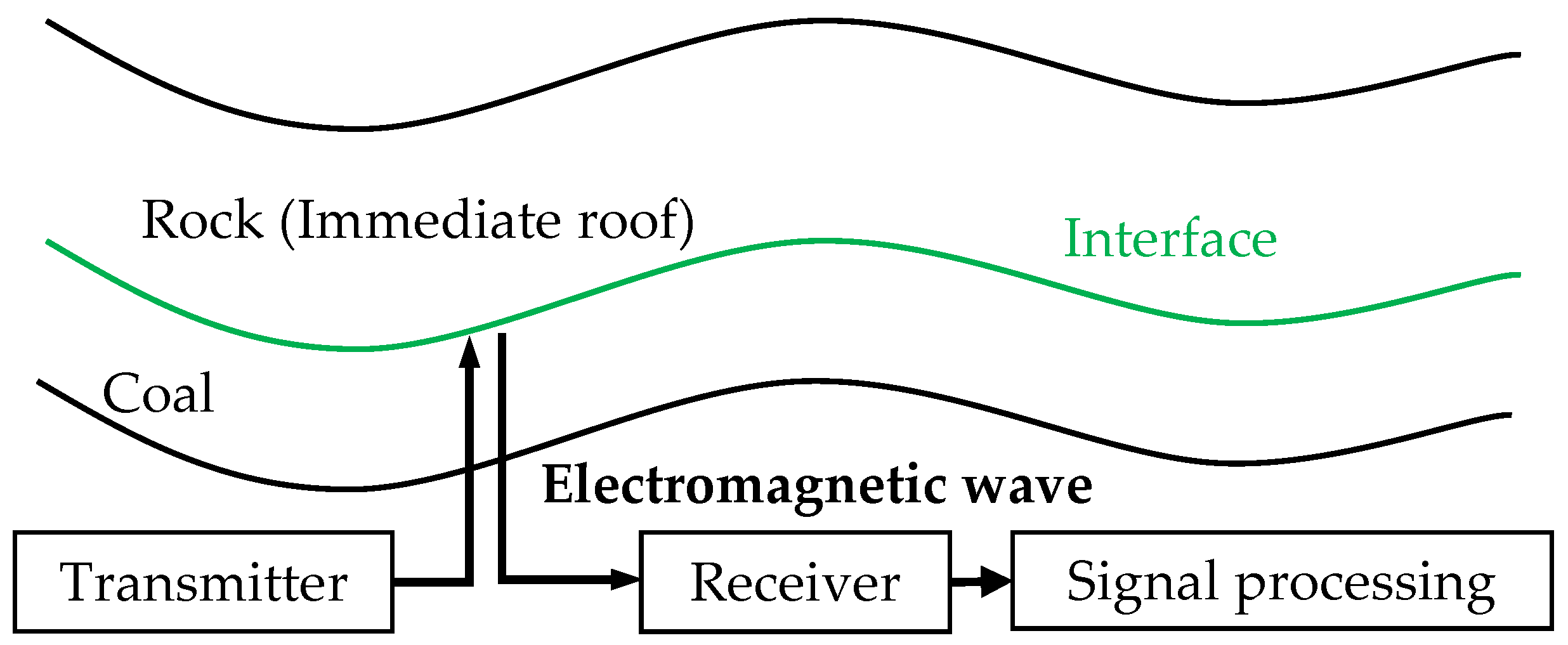
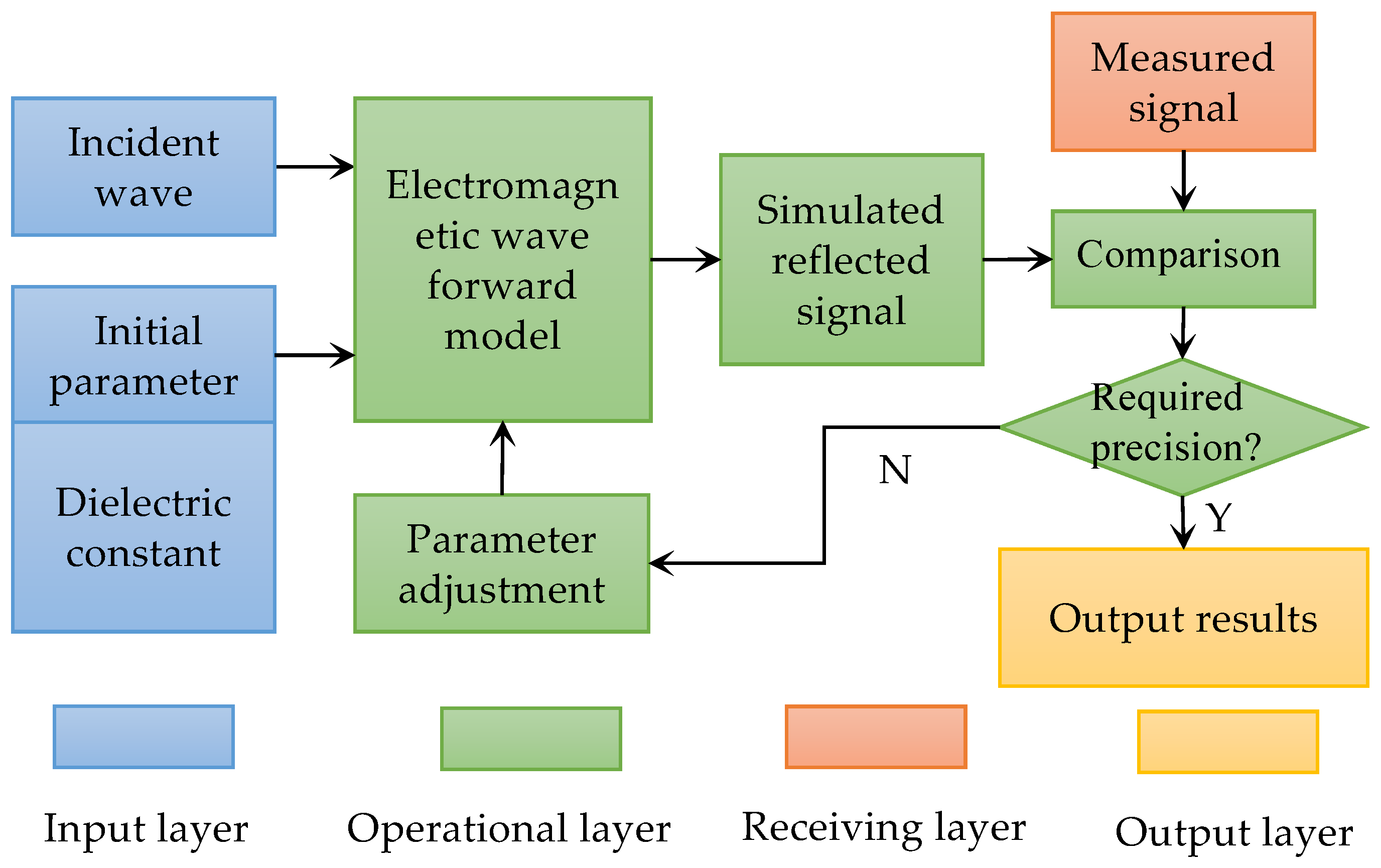
2.1.1. Detection of Top Coal Thickness Based on Ground-Penetrating Radar Technology
2.1.2. Inertial Navigation Positioning Technology for the Shearer
2.2. Coal Gangue Identification and Support Mechanism Action Monitoring Technology for the Intra-Caving Stage
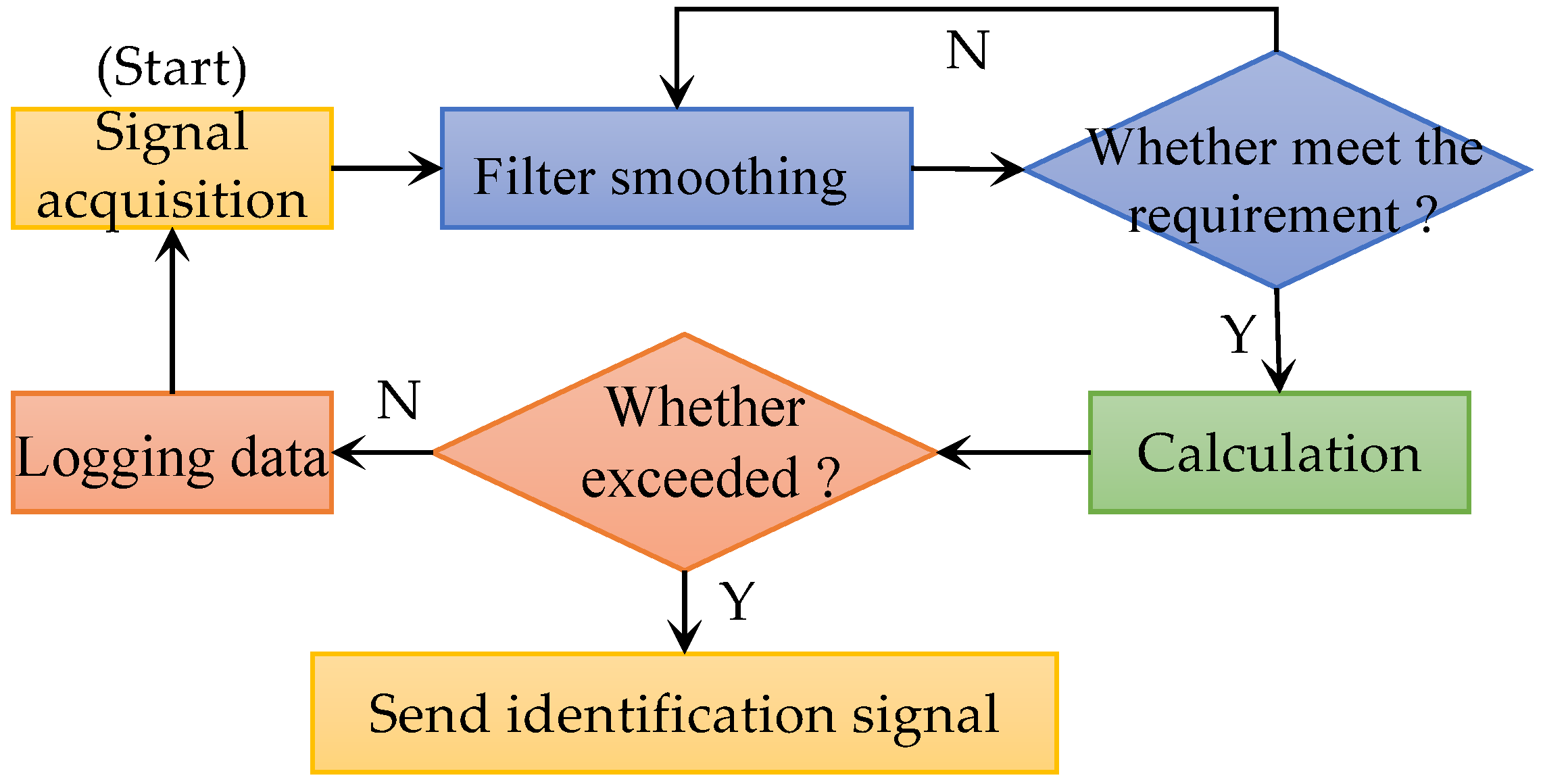
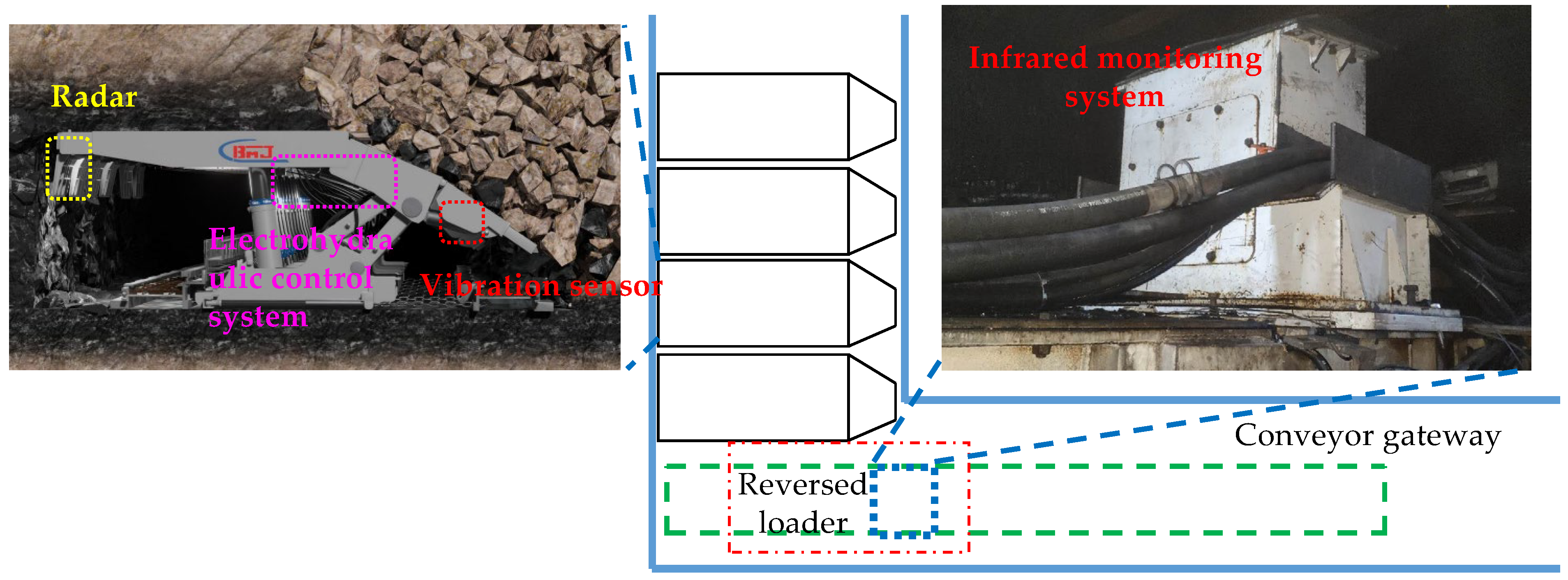
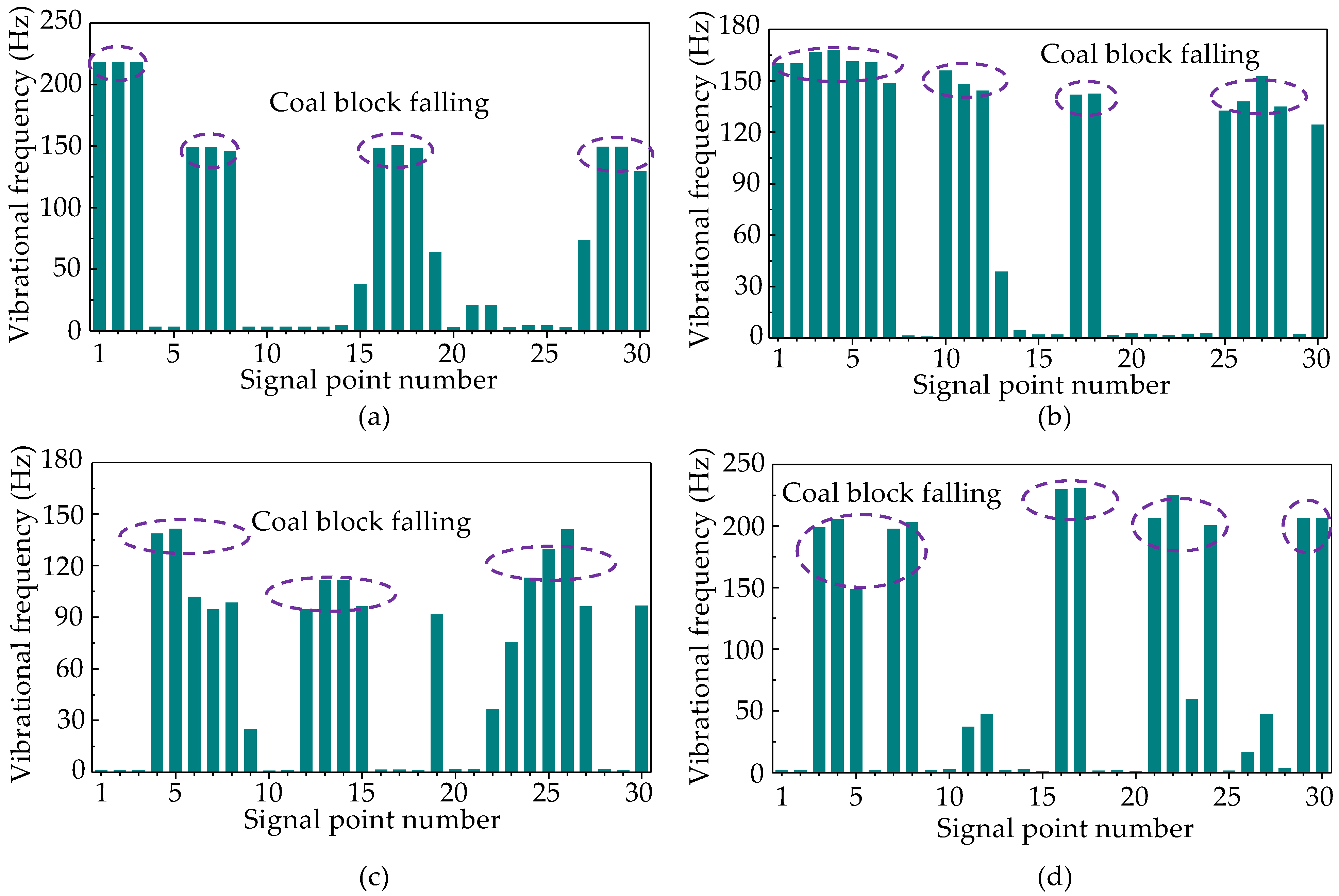
2.2.1. Vibration Sensor-Based Coal Gangue Identification Technology
2.2.2. Precise Monitoring Technology for Support Tail Beam and Insert Plate Travel
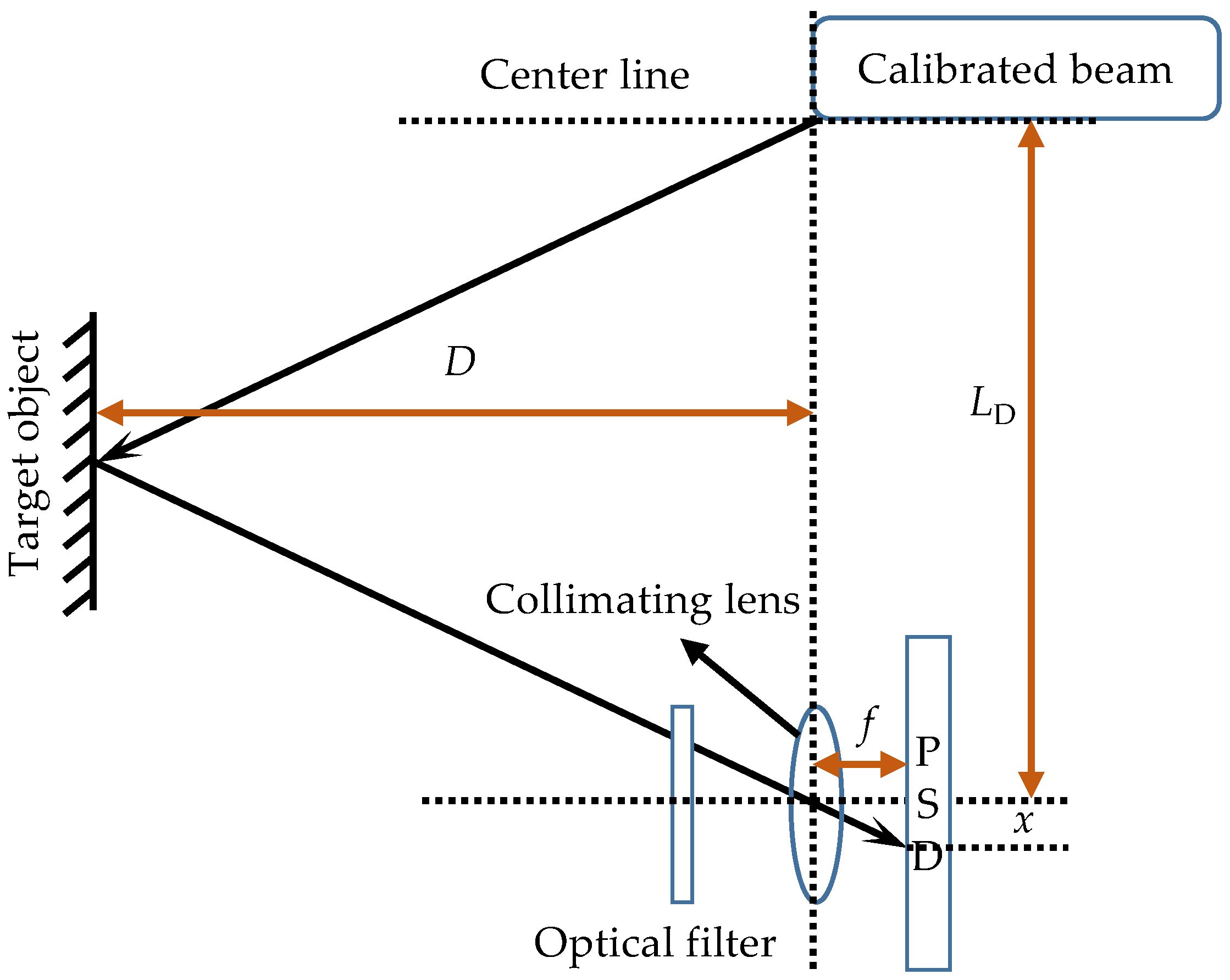
2.3. Real-Time Monitoring of the Top Coal Caving Amount for the Post-Caving Stage
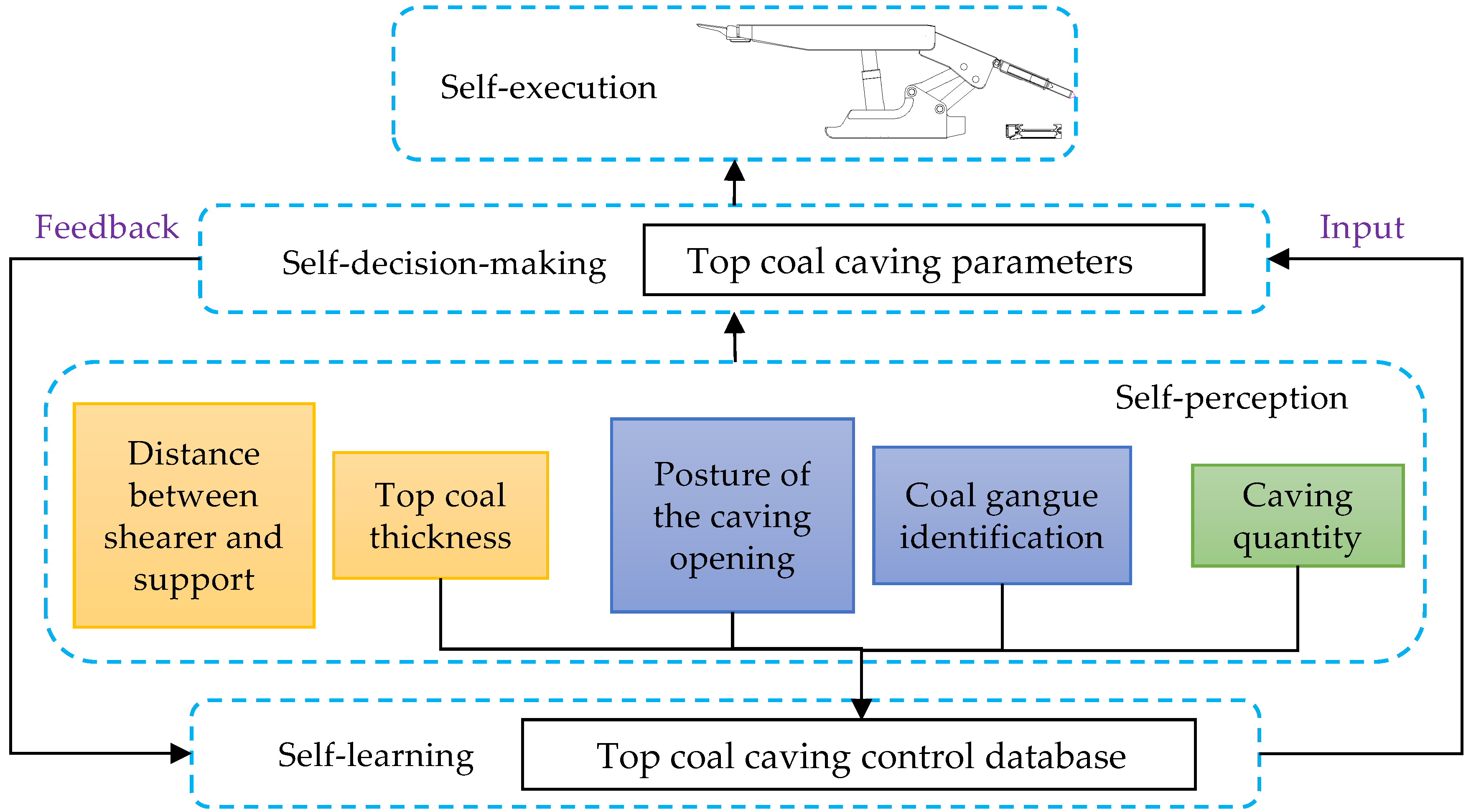
3. Connotation of the Automated Top Coal Caving Control System
3.1. Self-Perception Function
- Self-perception of the top coal thickness based on radar detection before top coal caving;
- Self-perception of the distance between the shearer and support based on inertial navigation before top coal caving;
- Self-perception of the posture of the tail beam and insert plate during top coal caving utilizing magnetostrictive sensors;
- Self-perception of the falling gangue during coal caving through vibration sensors for gangue identification;
- Self-perception of the drawing quantity after coal caving using infrared scanning.
3.2. Self-Learning Function
3.3. Self-Decision-Making Function
3.4. Self-Execution Function
4. Application Effects of the Automated Top Coal Caving Control System
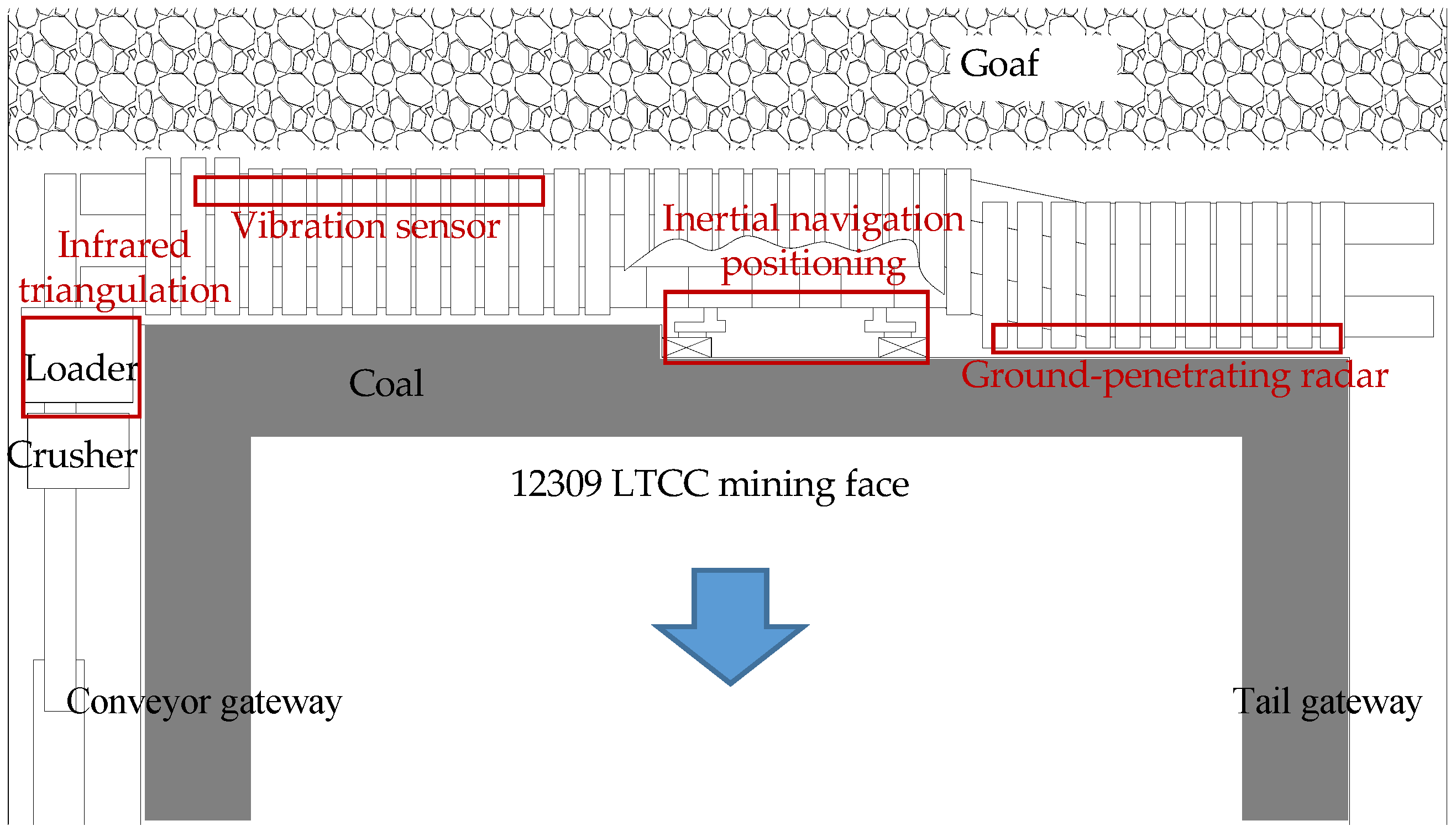
4.1. Engineering Background
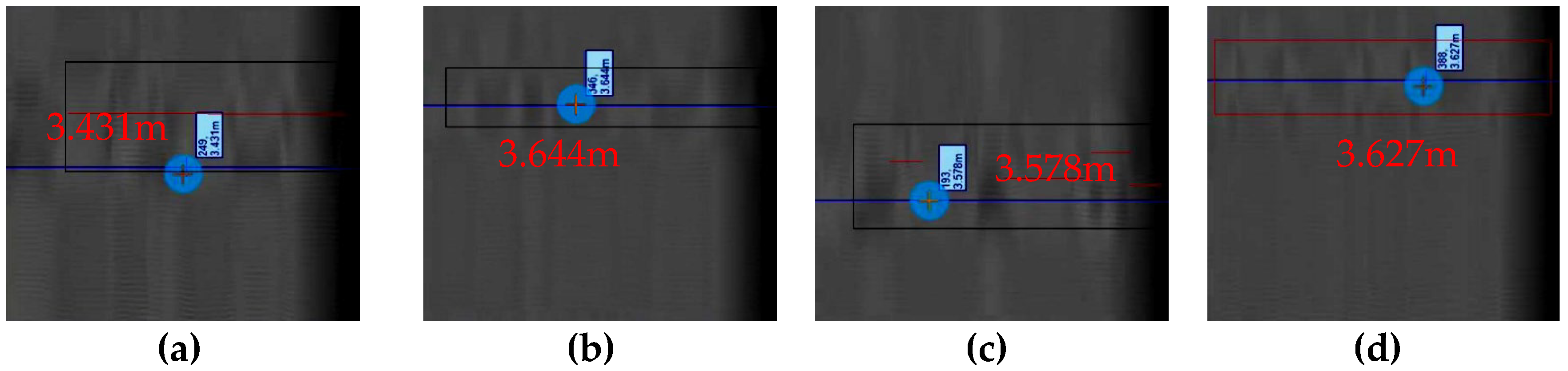
4.2. Application of the Top Coal Thickness Detection Technology
4.3. Application of Shearer Inertial Navigation Positioning Technology
4.4. Application of Coal Gangue Identification Technology
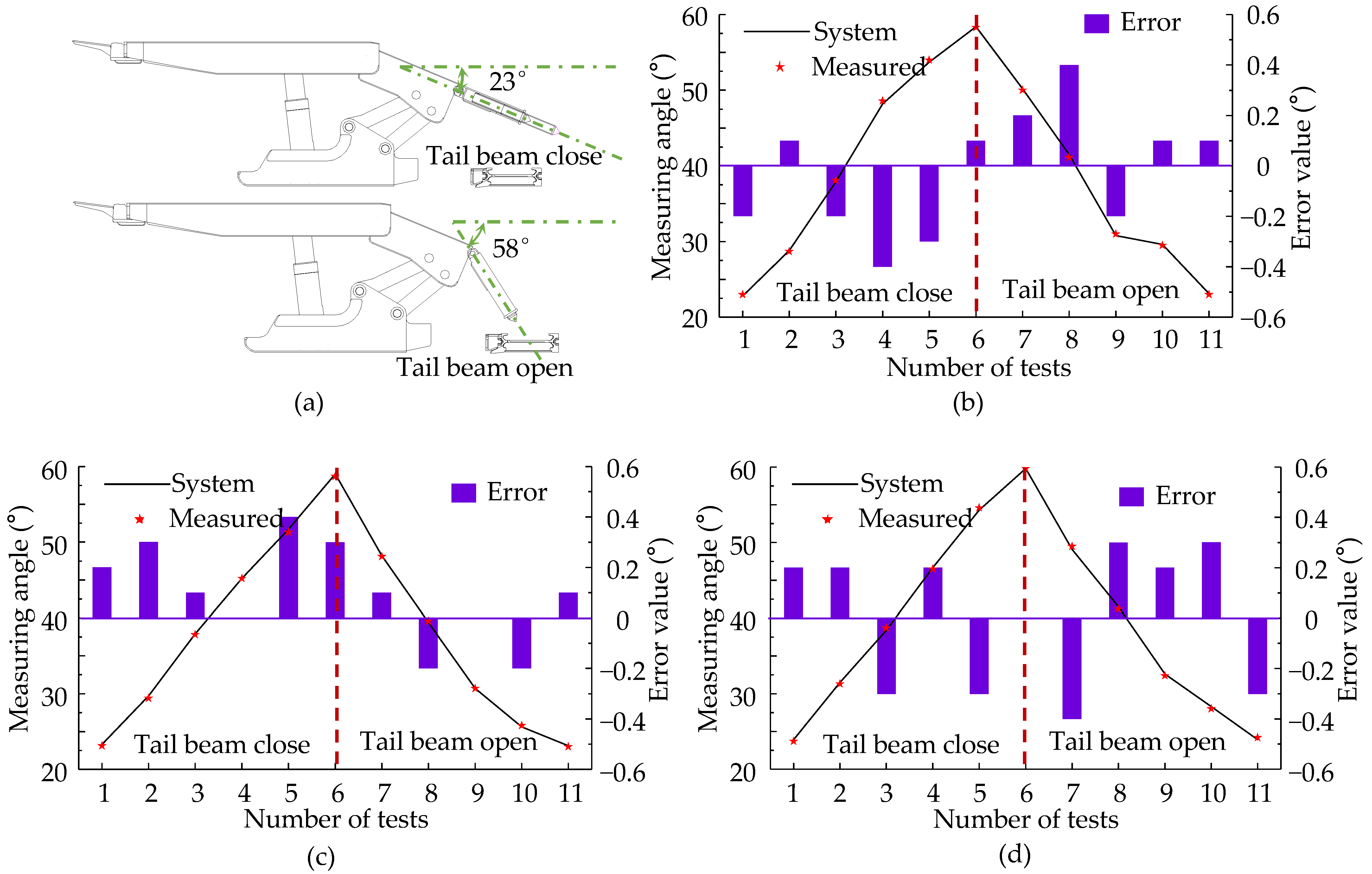
4.5. Application of Tail Beam and Insert Plate Attitude Monitoring Technology
4.5.1. Accuracy Test of the Tail Beam Inclination Sensor
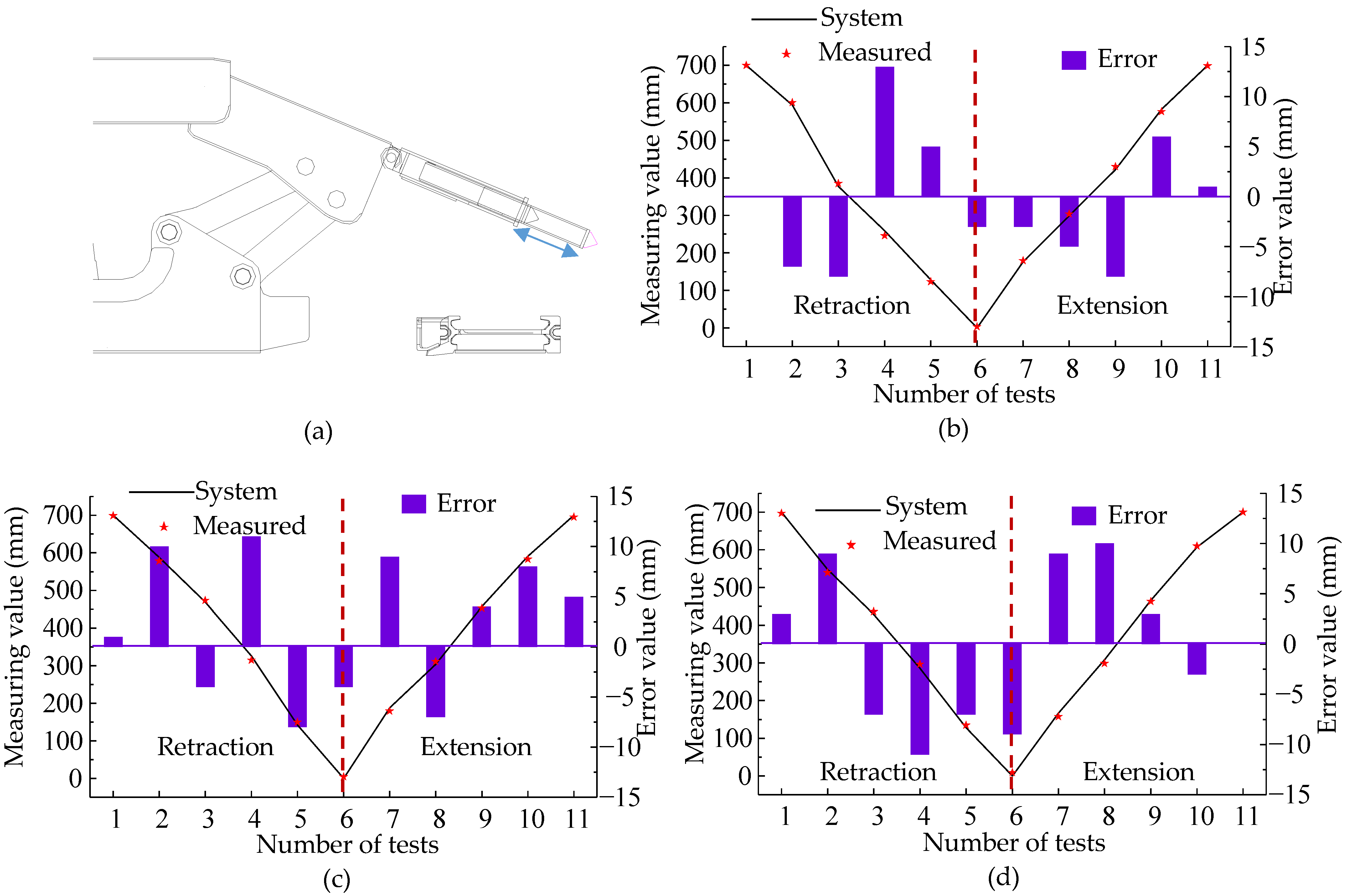
4.5.2. Accuracy Test of Insert Plate Stroke Sensor
5. Conclusions
- Integrating ground-penetrating radar, automated electrohydraulic control, vibration signal coal gangue identification, and infrared scanning distance measurement technologies on a computer platform facilitated the development of an automated top coal caving control system with self-perception, self-learning, self-decision-making, and self-execution capabilities.
- The automated top coal caving control system was tested on-site at the 12309 working face of Wangjialing Coal Mine, encompassing four key technologies: ground-penetrating radar-based top coal thickness detection, inertial navigation-based shearer positioning, tail beam vibration-based identification of coal and gangue, and magnetostrictive sensor-based monitoring of the tail beam and insert plate attitude.
- In the automated top coal caving control system of Wangjialing Coal Mine, the average error of top coal thickness detection was 2%, the maximum error in the shearer inertial navigation test was 0.01°, the maximum error of the hydraulic support tail beam inclination angle was 0.4°, and the maximum error of the insert plate extension was 13 mm. Overall, these technologies successfully meet the requirements for automated coal caving control when implemented in field conditions.
- The successful implementation of the automated coal caving control system presented in this article offers a solution for intelligently upgrading LTCC mining faces, providing valuable practical experience for promoting sustainable development within the coal mining industry.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Duan, H.; Zhao, L.; Yang, H.; Zhang, Y.; Xia, H. Development of 3D top coal caving angle model for fully mechanized extra-thick coal seam mining. Int. J. Min. Sci. Technol. 2022, 32, 1145–1152. [Google Scholar] [CrossRef]
- Shi, J.; Zhang, Q.; Gao, X.; Xue, J. Quantitative Evaluation of Top Coal Caving Methods at the Working Face of Extra-Thick Coal Seams Based on the Random Medium Theory. Adv. Civ. Eng. 2021, 2021, 5528067. [Google Scholar]
- Chen, D.; Wu, Y.; Xie, S.; Guo, F.; He, F.; Liu, R. Reasonable location of stopping line in close-distance underlying coal seam and partition support of large cross-section roadway. Int. J. Coal Sci. Technol. 2022, 9, 55. [Google Scholar] [CrossRef]
- Klishin, V.; Starodubov, A.; Kramarenko, V.A.; Kadochigova, A.N.; Kaplun, A.V. Analysis of coal outlet parameters by simulation modeling of longwall top coal caving. J. Min. Sci. 2023, 59, 565–571. [Google Scholar] [CrossRef]
- Kurlenya, M.; Mirenkov, V. Assessment of deformation of coal seam and longwal lthrough the identification of top coal caving parameters. J. Min. Sci. 2020, 56, 505–511. [Google Scholar] [CrossRef]
- Le, T.; Dao, H.; Vu, D. Impact of Discrete Fracture Characteristics on Longwall Top Coal Stability. Acta Montan. Slovaca 2022, 27, 851–863. [Google Scholar]
- Chen, D.; Jiang, Z.; Ma, X.; Xie, S.; Wang, E.; Li, H. Evolution law and engineering application on main stress difference for a novel stress relief technology in two ribs on deep coal roadway. J. Cent. South Univ. 2023, 30, 2266–2283. [Google Scholar] [CrossRef]
- Liu, Y.; Wang, J.; Yang, S.; Li, L.; Wu, S. Improving the top coal recovery ratio in longwall top coal caving mining using drawing balance analysis. Int. J. Min. Reclam. Environ. 2023, 37, 319–337. [Google Scholar]
- Liang, M.; Hu, C.; Yu, R.; Wang, L.; Zhao, B.; Xu, Z. Optimization of the process parameters of fully mechanized top-coal caving in thick-seam coal using BP neural networks. Sustainability 2022, 14, 1340. [Google Scholar] [CrossRef]
- Zhang, Q.; Yue, J.; Liu, C.; Feng, C.; Li, H. Study of automated top-coal caving in extra-thick coal seams using the continuum-discontinuum element method. Int. J. Rock Mech. Min. Sci. 2019, 122, 104033. [Google Scholar] [CrossRef]
- Jiang, H.; Song, Q.; Gao, K.; Song, Q.; Zhao, X.G. Rule-based expert system to assess caving output ratio in top coal caving. PLoS ONE 2020, 15, e0238138. [Google Scholar] [CrossRef]
- Wang, G.; Ren, H.; Zhao, G.; Zhang, D.; Wen, Z.; Meng, L.; Gong, S. Research and practice of intelligent coal mine technology systems in China. Int. J. Coal Sci. Technol. 2022, 9, 24. [Google Scholar] [CrossRef]
- Liu, C.; Li, H. Numerical simulation of realistic top coal caving intervals under different top coal thicknesses in longwall top coal caving working face. Sci. Rep. 2021, 11, 13254. [Google Scholar] [CrossRef]
- Chang, Z.; Wang, X.; Qin, D.; Zhang, Y.; Chen, X.; Niu, Z.; Wang, J. Study on a mechanical model of a long cantilever beam structure formed by the fracture of thick partings transversely penetrating a coal-caving ellipsoid and its application. Rock Mech. Rock Eng. 2024, 57, 1153–1169. [Google Scholar] [CrossRef]
- Wu, G.; Fang, X.; Zhang, L.; Liang, M.; Lv, J.; Quan, Z. Positioning accuracy of the shearer based on a strapdown inertial navigation system in underground coal mining. Appl. Sci. 2020, 10, 2176. [Google Scholar] [CrossRef]
- Zheng, J.; Li, S.; Liu, S.; Fu, Q. Research on the shearer positioning method based on SINS and LiDAR with velocity and absolute position constraints. Remote Sens. 2021, 13, 3708. [Google Scholar] [CrossRef]
- Xue, B.; Zhang, Y.; Li, J.; Wang, Y. A review of coal gangue identification research-application to China’s top coal release process. Environ. Sci. Pollut. Res. 2023, 30, 14091–14103. [Google Scholar] [CrossRef]
- Si, L.; Xing, F.; Wang, Z.; Tan, C. Electromagnetic wave forward modeling of coal-gangue mixed model in top coal caving mining face. Simulation 2022, 98, 1127–1142. [Google Scholar] [CrossRef]
- Hou, T.; Kou, Z.; Wu, J.; Xu, P.; Zhang, B.; Peng, Y. Positioning Control Strategy of Hydraulic Support Pushing System in Fully Mechanized Coal Face. Electronics 2023, 12, 3628. [Google Scholar] [CrossRef]
- Lv, H.; Liu, F.; Gao, X.; Zhou, T.; Yuan, X. Influence of loading and unloading of hydraulic support on the caving property of top coal. Steel Compos. Struct. 2023, 48, 103–111. [Google Scholar]
- Yang, Y.; Zeng, Q.; Zhang, Q. Analysis of coal gangue recognition capability based on vibration characteristics of the tail beam and experimental study on coal gangue recognition in fully mechanized top coal caving. Int. J. Coal Prep. Util. 2023, 2023, 1–22. [Google Scholar] [CrossRef]
- Li, H.; Zhang, Y.; Yang, Y.; Zeng, Q. Performance analysis of coal gangue recognition based on hierarchical filtering and coupled wrapper feature selection method. IEEE Access 2023, 11, 85822–85835. [Google Scholar] [CrossRef]
- Wang, Z.; Wang, J.; Yang, S. An ultrasonic-based method for longwall top-coal cavability assessment. Int. J. Rock Mech. Min. Sci. 2018, 112, 209–225. [Google Scholar] [CrossRef]
- He, T.; Li, G.; Luo, F.; Li, X. Research on mining-induced stress distribution of extrathick coal seams based on electromagnetic wave ct technology. Adv. Civ. Eng. 2022, 6870207. [Google Scholar] [CrossRef]
- Li, Y.; Wang, J.; Chen, Y.; Wang, Z.; Wang, J. Overlying strata movement with ground penetrating radar detection in close-multiple coal seams mining. Int. J. Distrib. Sens. Netw. 2019, 15, 1550147719869852. [Google Scholar] [CrossRef]
- Ma, Y.; Shen, J.; Su, B.; Ma, Y.; Sun, Q. Research on ground of penetrating radar in the coal mine detecting: A case study of application in Huaibei coal mine. Elektron. Ir Elektrotech. 2019, 25, 37–42. [Google Scholar] [CrossRef]
- Wang, X.; Zhao, D.; Wang, Y. Nondestructive detection of coal–rock interface under mining environment using ground penetrating radar image. Int. J. Pattern Recognit. Artif. Intell. 2023, 37, 2354009. [Google Scholar]
- Yu, J.; Wang, X.; Ding, E.; Jing, J. A novel method of on-line coal-rock interface characterization using THz-TDs. IEEE Access 2021, 9, 25898–25910. [Google Scholar]
- Zhu, H.; Qu, B.; Liao, Q.; Wang, H.; Wang, J.; Hu, L.; Gao, R. Study on the effects of oxidation temperature and ambient humidity on the terahertz spectroscopy characteristics of lignite. Fuel 2023, 349, 128693. [Google Scholar] [CrossRef]
- Miao, S.; Liu, X. Free radical characteristics and classification of coals and rocks using electron spin resonance spectroscopy. J. Appl. Spectrosc. 2019, 86, 345–352. [Google Scholar] [CrossRef]
- Zhang, N.; Liu, C. Radiation characteristics of natural gamma-ray from coal and gangue for recognition in top coal caving. Sci. Rep. 2018, 8, 190. [Google Scholar] [CrossRef] [PubMed]
- Fu, C.; Lu, F.; Wu, F.; Zhang, G. Hybrid connected attentional lightweight network for gangue intelligent segmentation in top-coal caving face. J. Intell. Fuzzy Syst. 2023, 44, 5033–5044. [Google Scholar] [CrossRef]
- Fu, C.; Lu, F.; Zhang, G. Gradient-enhanced waterpixels clustering for coal gangue image segmentation. Int. J. Coal Prep. Util. 2023, 43, 677–690. [Google Scholar] [CrossRef]
- Zeng, Q.; Zhu, Y.; Yang, Y.; Li, Z.; Wan, L. Influence of Coal Caving Time and Tail Beam Swing Angle on the Evolution of the Coal Gangue Boundary Line during Top Coal Caving. Shock Vib. 2022, 2022, 9982117. [Google Scholar] [CrossRef]
- Zhu, Y.; Zeng, Q.; Wan, L.; Yang, Y.; Li, Z. Vibration response difference of caving mechanism under coal rock impact based on mechanical–hydraulic coupling. Sci. Rep. 2023, 13, 13794. [Google Scholar] [CrossRef] [PubMed]
- Chen, X.; Wang, S.; Liu, H.; Yang, J.; Liu, S.; Wang, W. Coal gangue recognition using multichannel auditory spectrogram of hydraulic support sound in convolutional neural network. Meas. Sci. Technol. 2021, 33, 015107. [Google Scholar] [CrossRef]
- Liu, C.; Mitri, H.; Li, H. Coal and gangue active identification method using microwave irradiation-infrared detection. Minerals 2022, 12, 951. [Google Scholar] [CrossRef]
- Zhang, J.; Wang, F.; Wei, W. Collector-assisted efficient coal/gangue recognition based on liquid intervention in longwall top coal caving. Int. J. Coal Prep. Util. 2023, 43, 2065–2090. [Google Scholar] [CrossRef]
- Zhang, J.; Han, X.; Cheng, D. Improving coal/gangue recognition efficiency based on liquid intervention with infrared imager at low emissivity. Measurement 2022, 189, 110445. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Name | Thickness (m) | Lithology |
|---|---|---|
| Main roof | 4.2 | Fine sandstone |
| Immediate roof | 5.4 | Silt stone |
| Top coal | 3.5 | Coal |
| Bottom coal | 3.0 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Huo, Y.; Zhao, D.; Zhu, D.; Wang, Z. Application of an Automated Top Coal Caving Control System: The Case of Wangjialing Coal Mine. Sustainability 2024, 16, 4261. https://doi.org/10.3390/su16104261
Huo Y, Zhao D, Zhu D, Wang Z. Application of an Automated Top Coal Caving Control System: The Case of Wangjialing Coal Mine. Sustainability. 2024; 16(10):4261. https://doi.org/10.3390/su16104261
Chicago/Turabian StyleHuo, Yuming, Dangwei Zhao, Defu Zhu, and Zhonglun Wang. 2024. "Application of an Automated Top Coal Caving Control System: The Case of Wangjialing Coal Mine" Sustainability 16, no. 10: 4261. https://doi.org/10.3390/su16104261
APA StyleHuo, Y., Zhao, D., Zhu, D., & Wang, Z. (2024). Application of an Automated Top Coal Caving Control System: The Case of Wangjialing Coal Mine. Sustainability, 16(10), 4261. https://doi.org/10.3390/su16104261