
Evaluation of a Combined Approach for Sulfate and Ammonia Recovery from Treated Brine Using a Simultaneous Chemical Precipitation and Electrocoagulation Processes

 , , ,
, , ,  ,
, 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
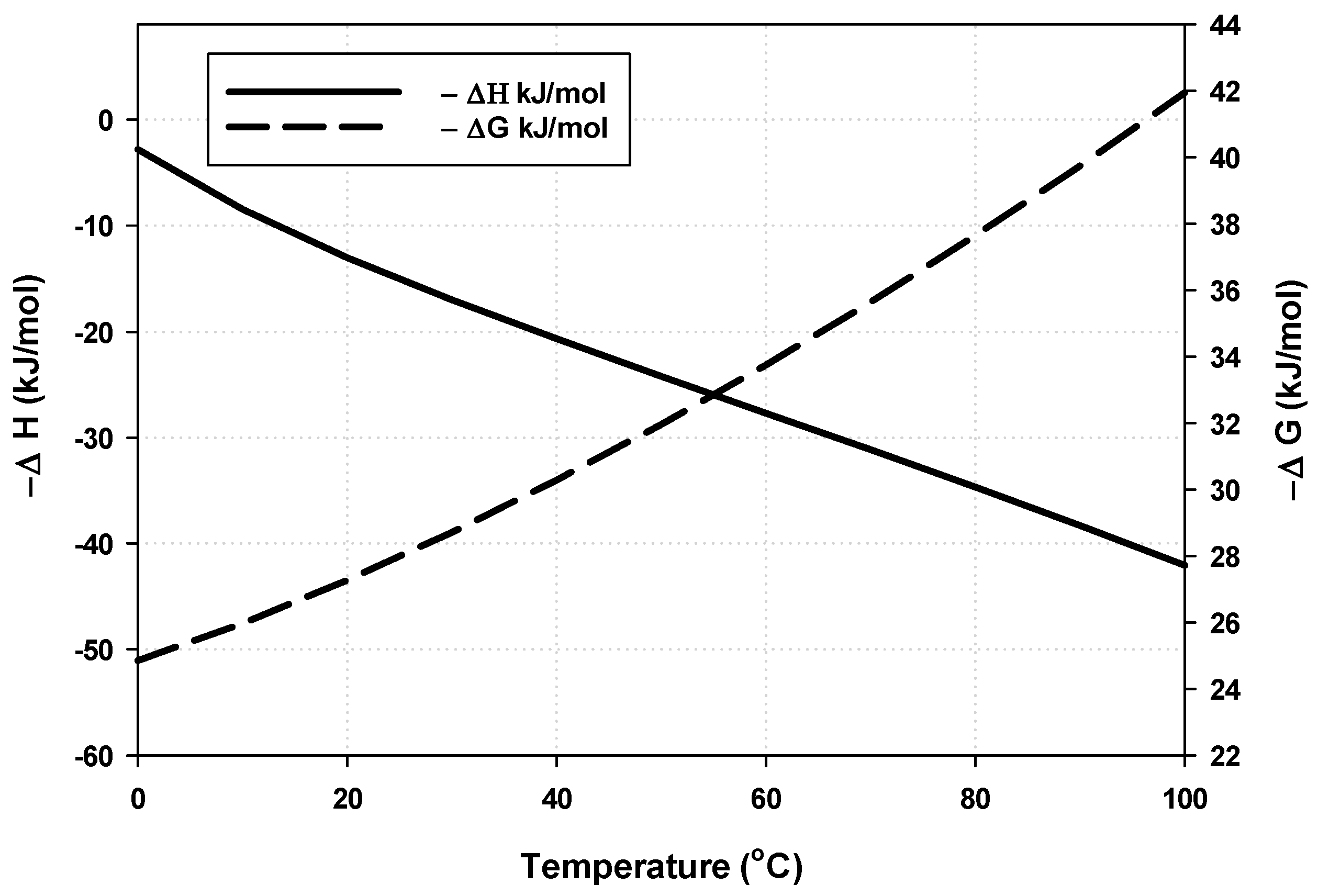
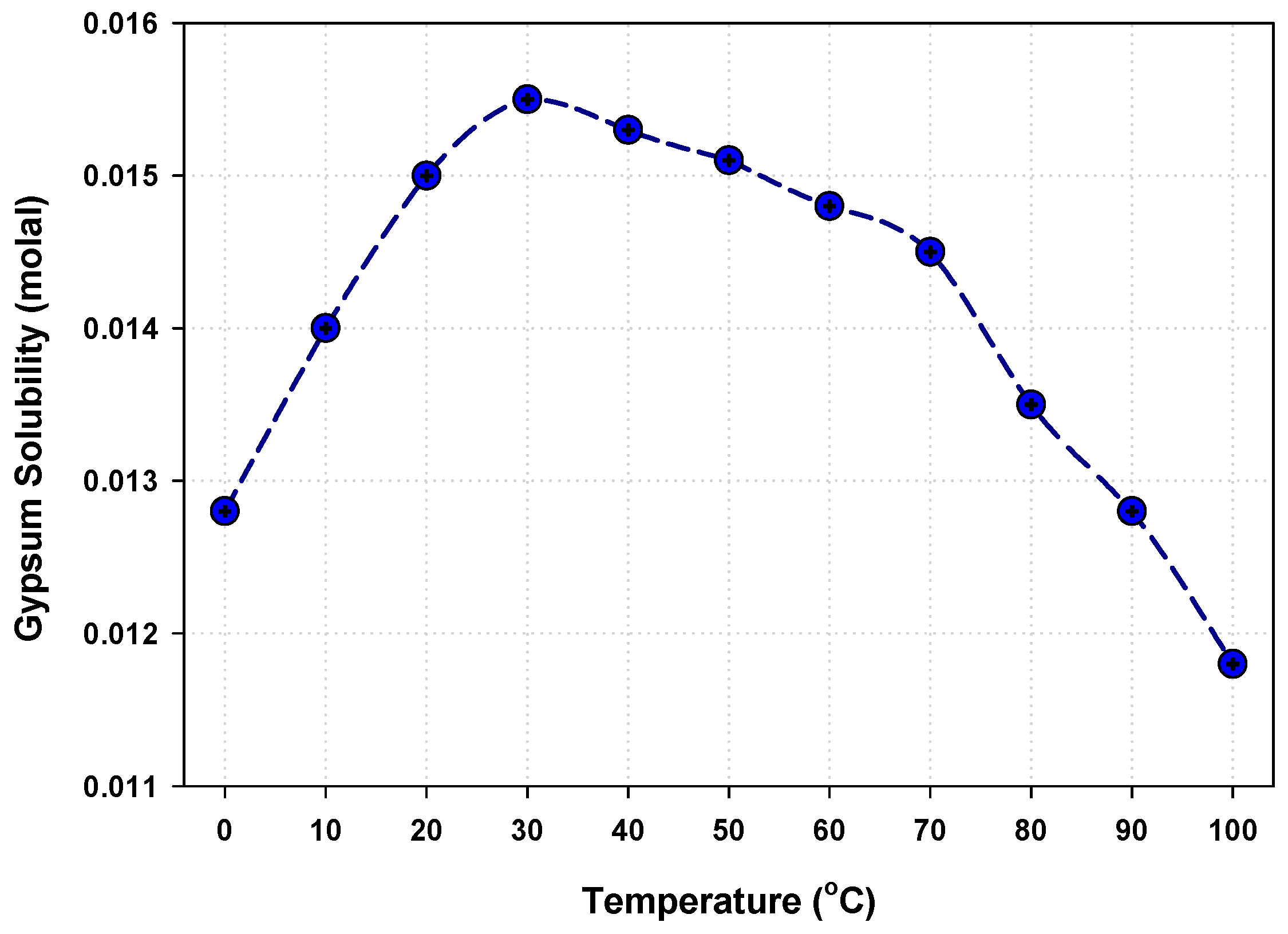
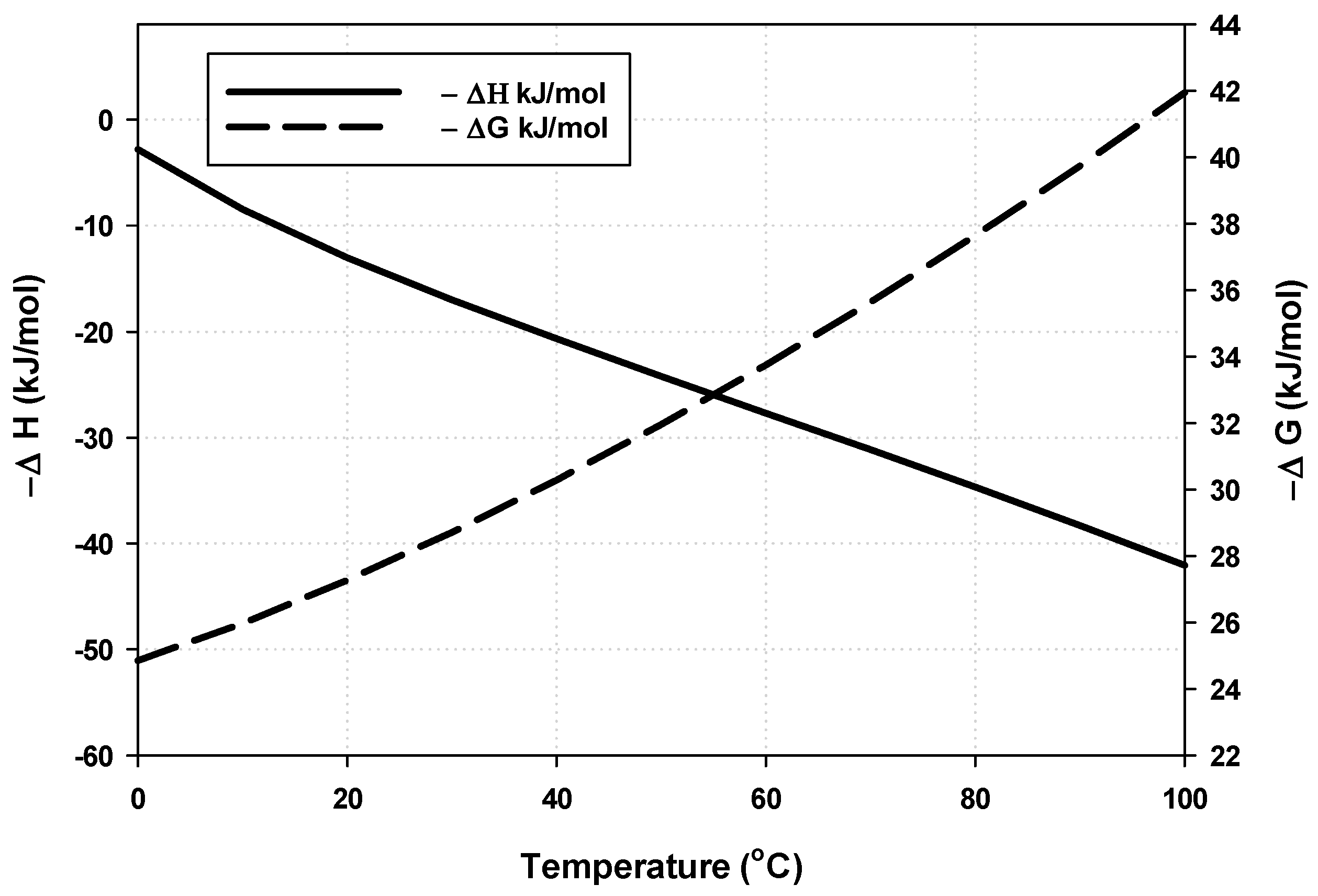
2.2. Thermodynamic Analysis
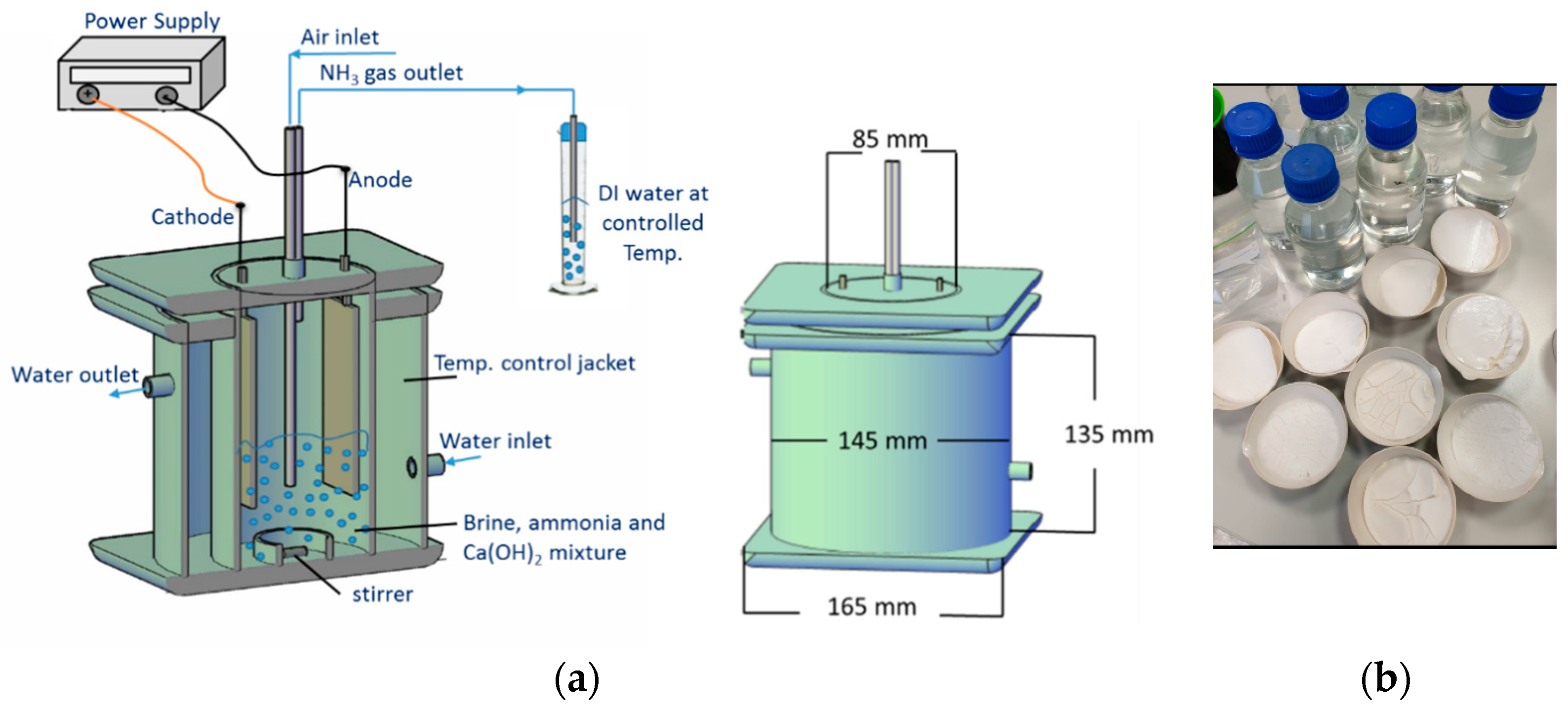
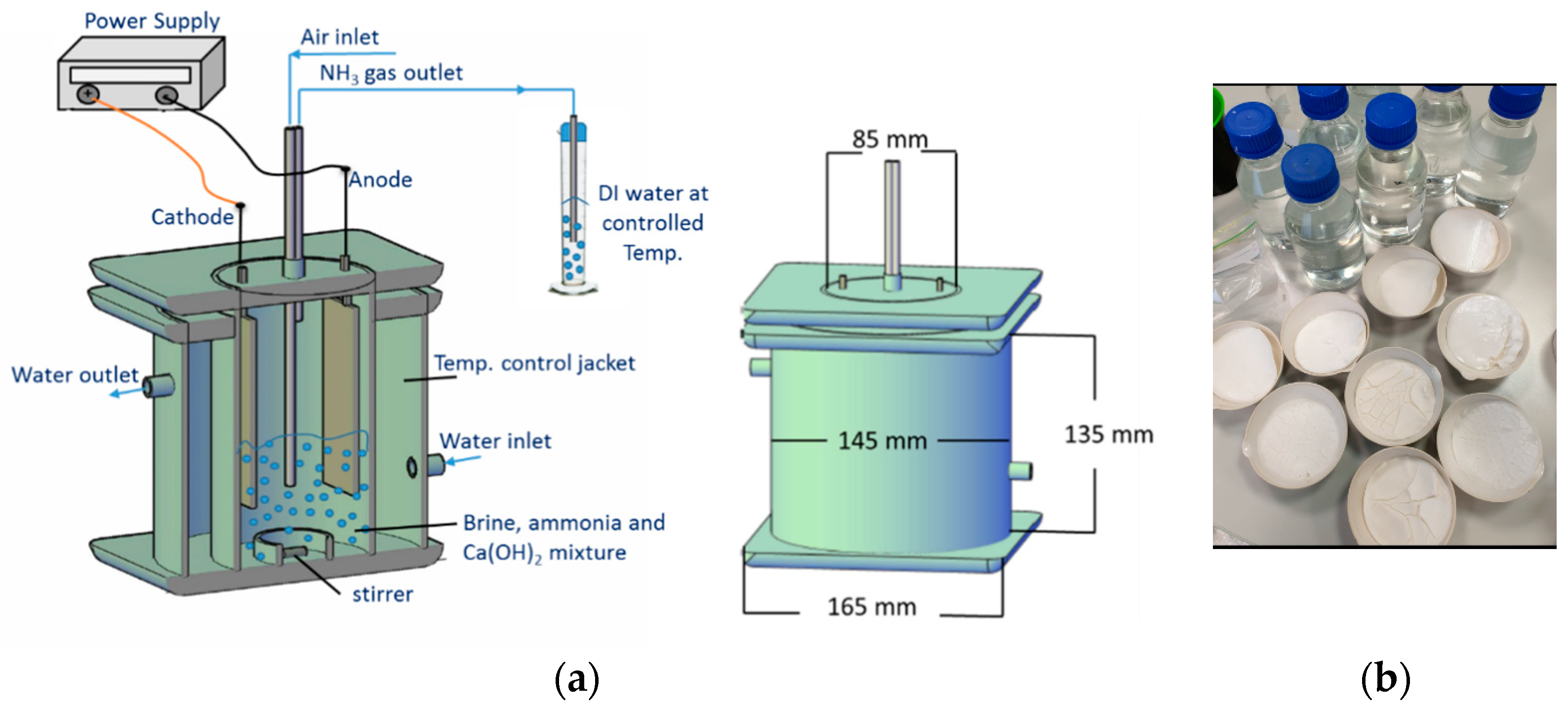
2.3. Experimental Setup
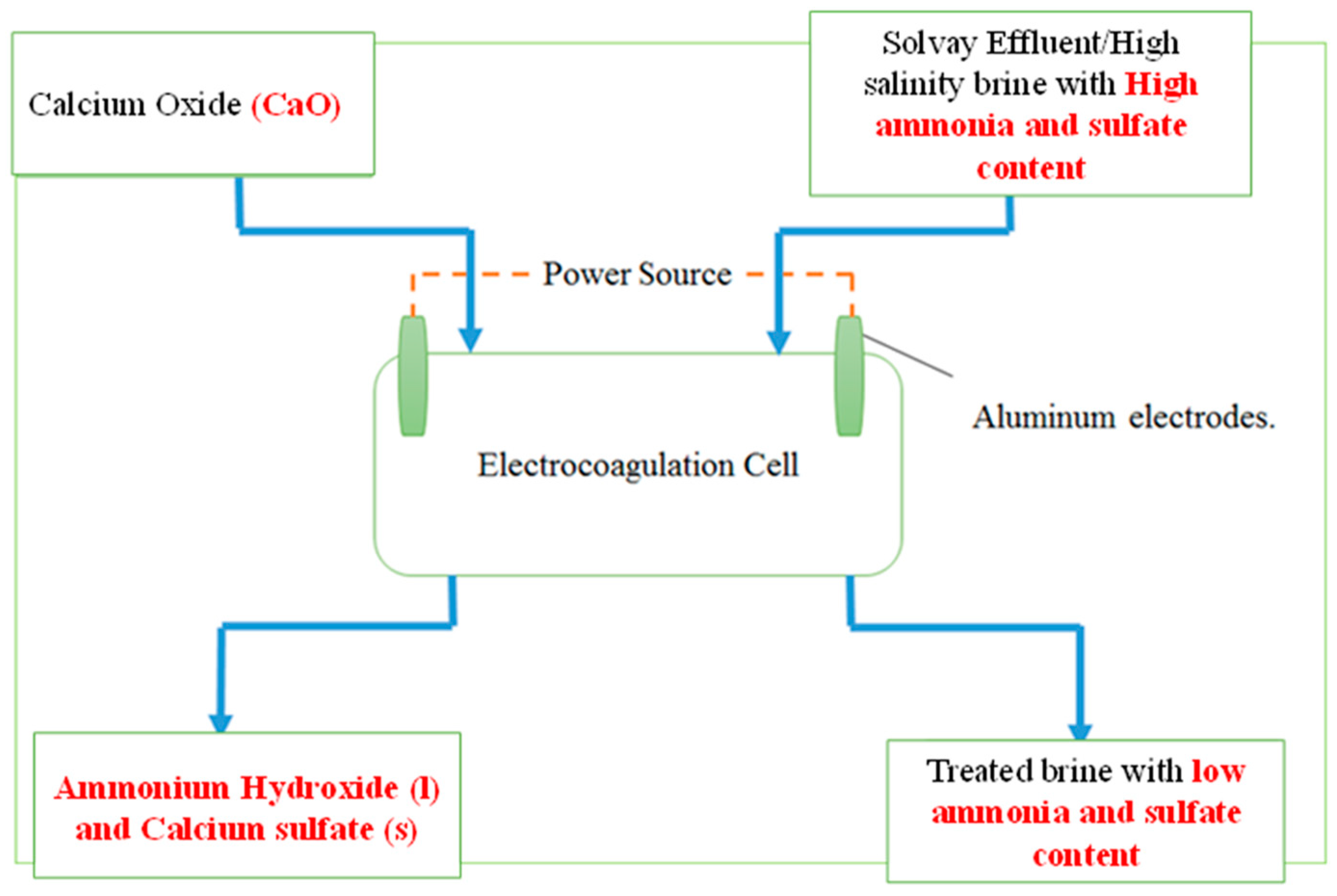
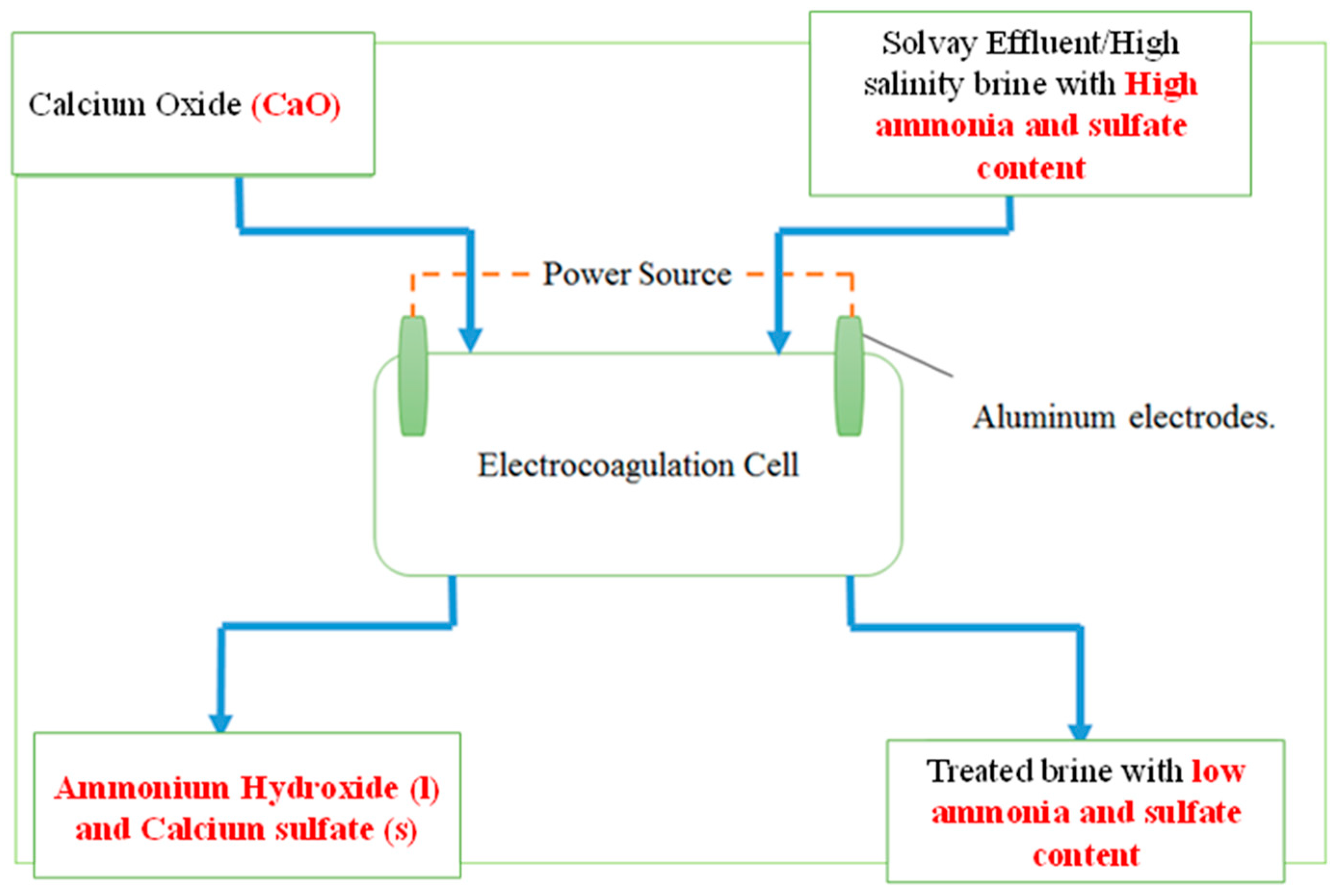
2.4. Process Description and Involved Reactions
2.5. Experimental Design
2.6. Solid Precipitate Characteristics
3. Results
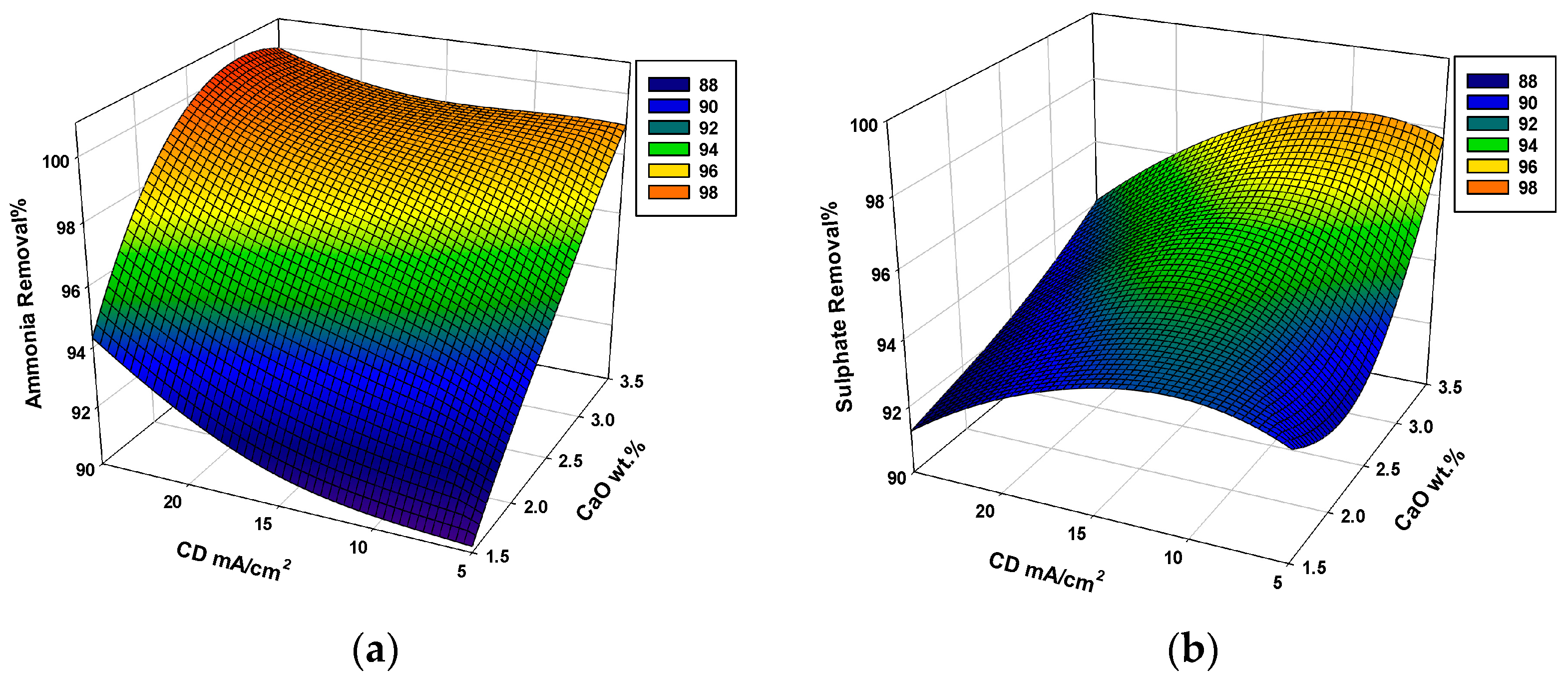
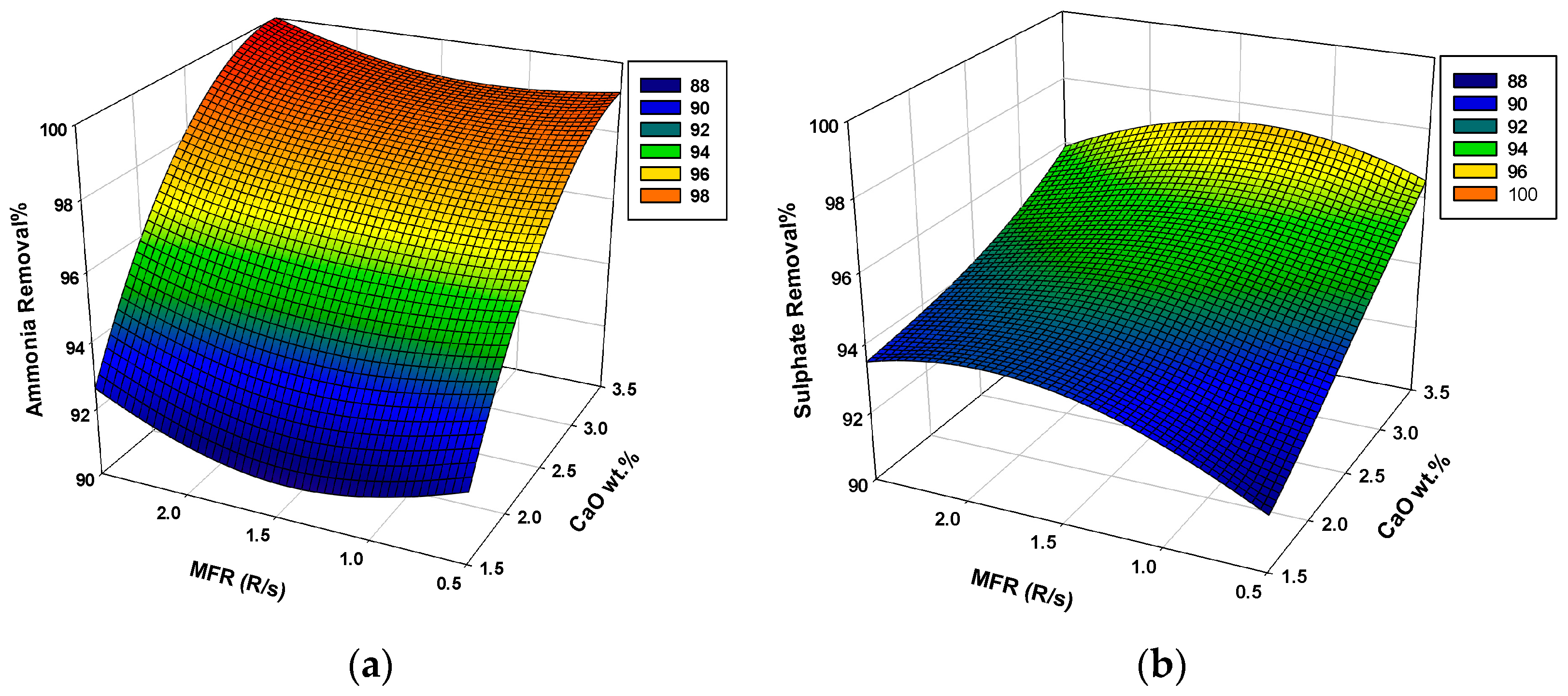
3.1. Process Parameters’ Effect on the Ammonia and Sulfate Removal
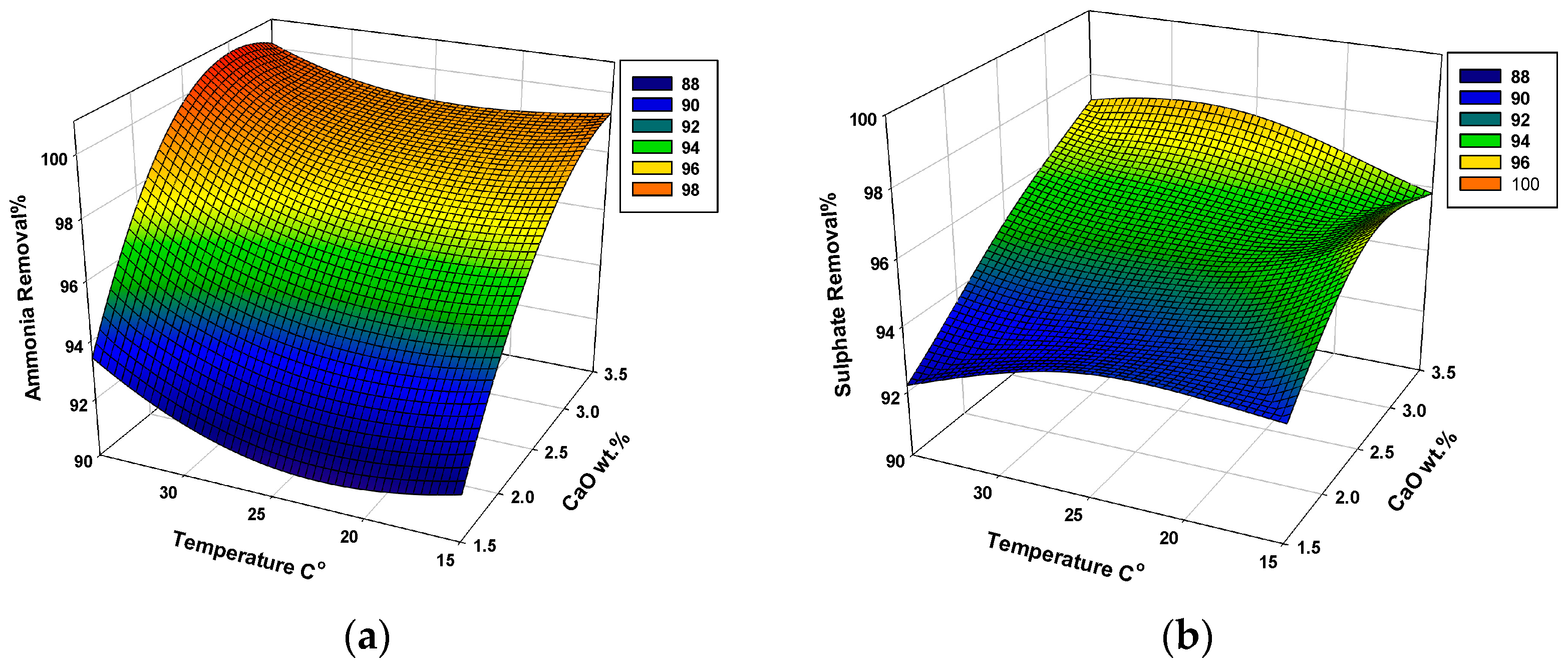
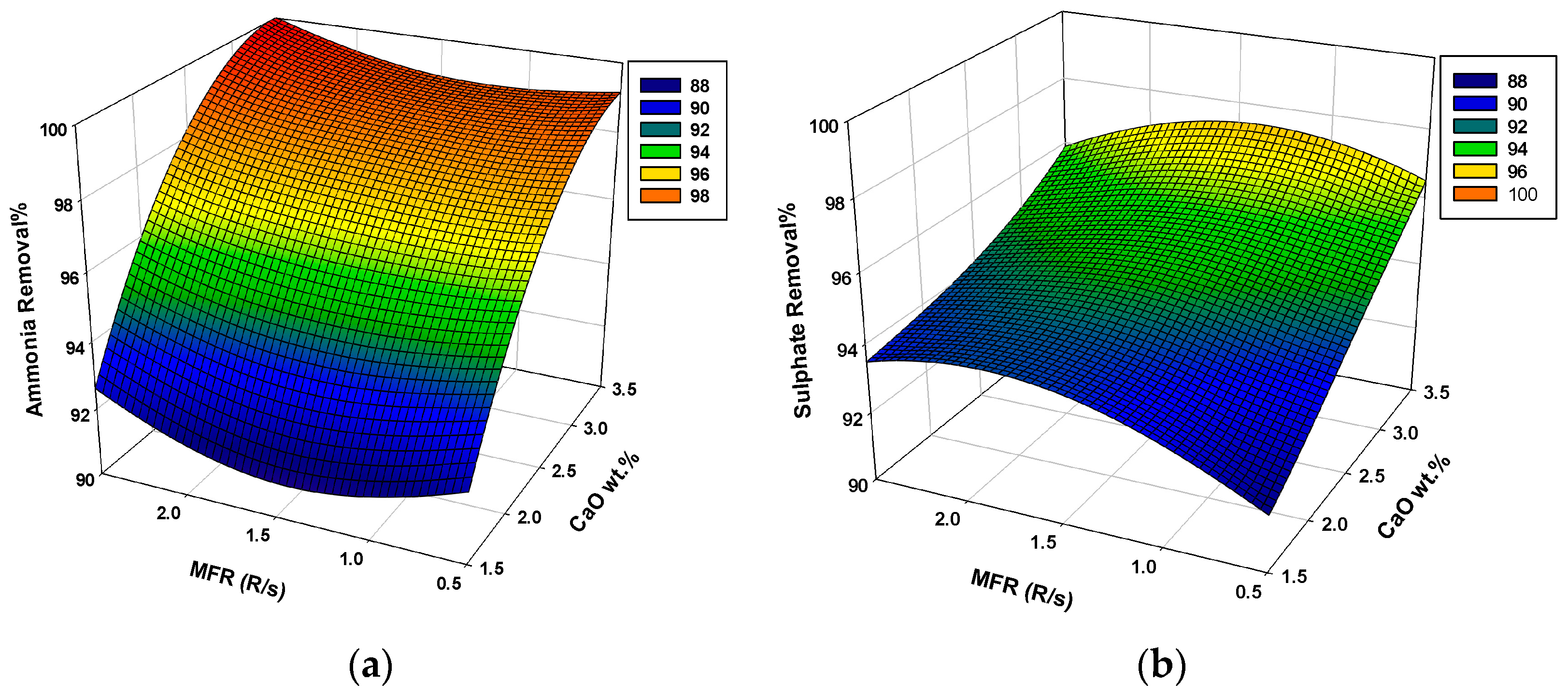
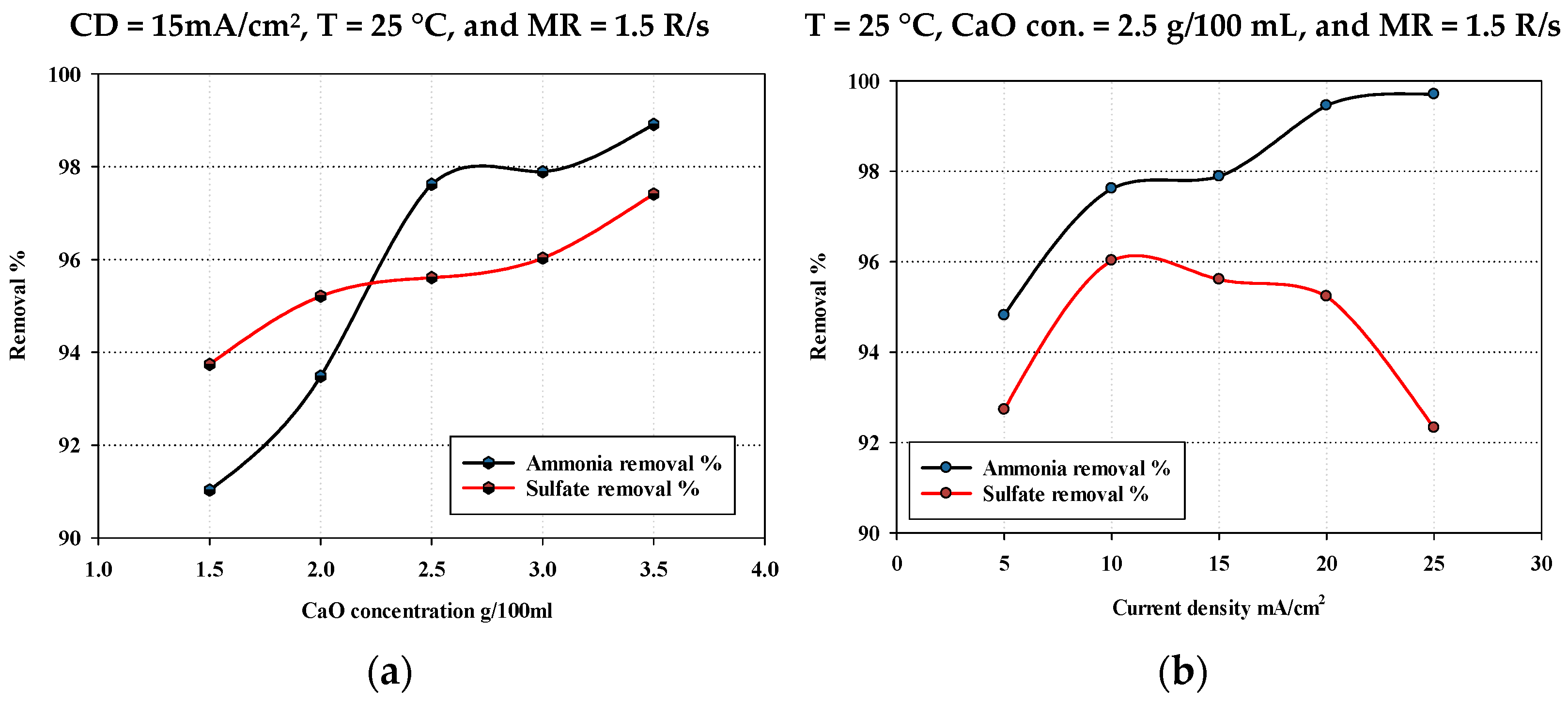
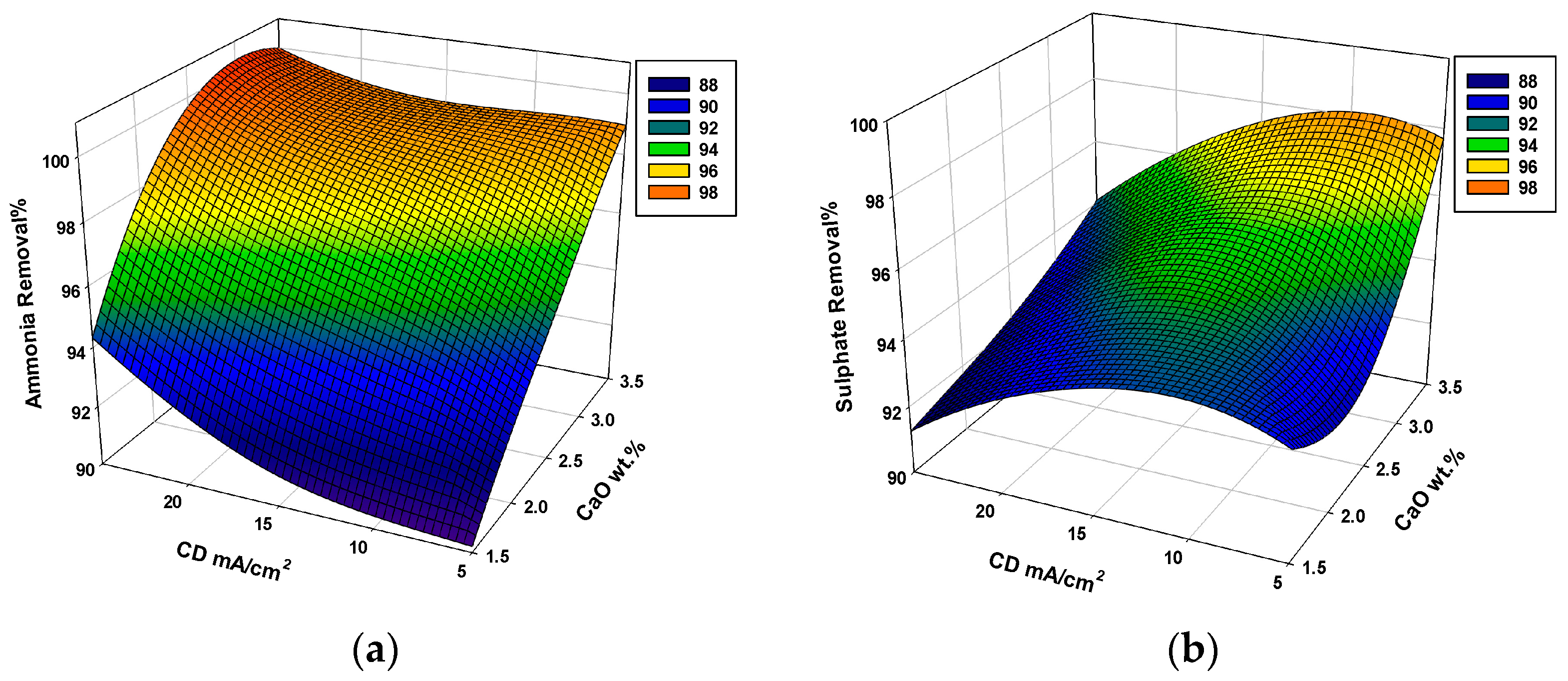
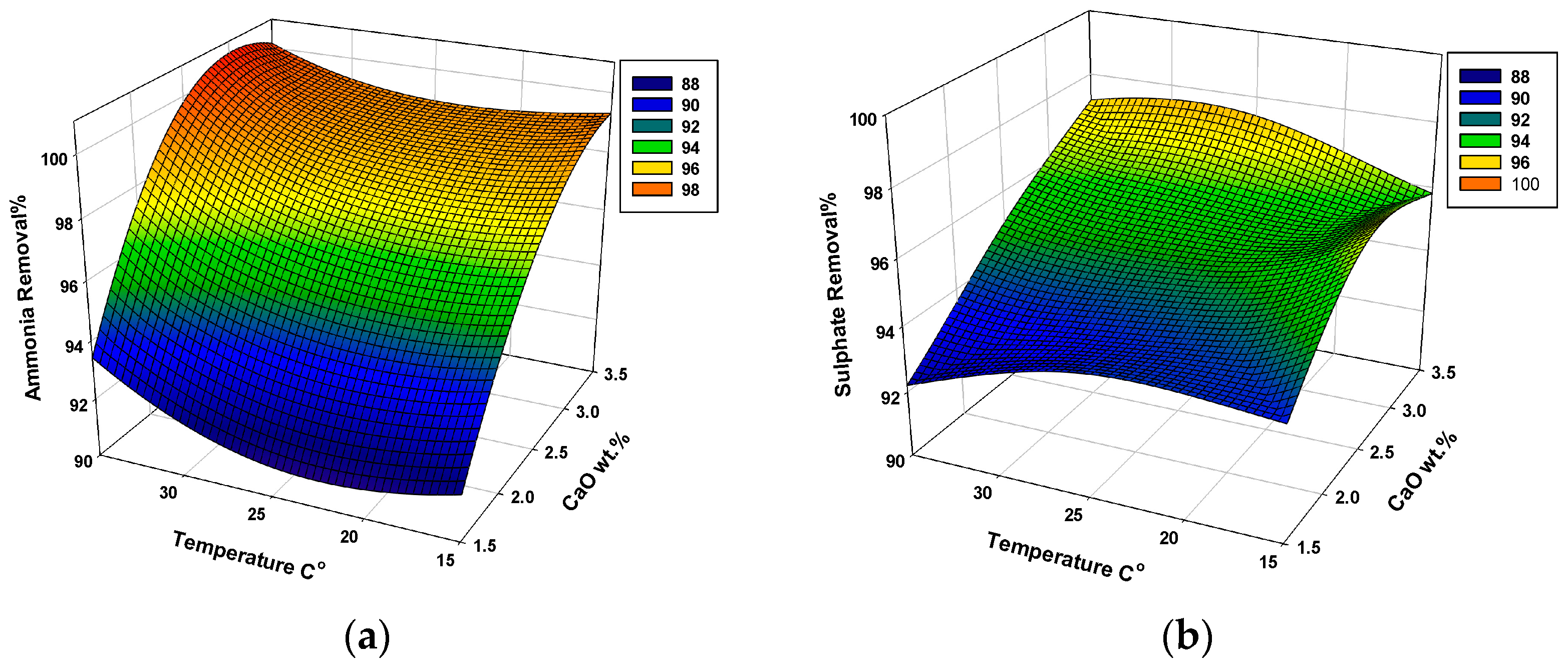
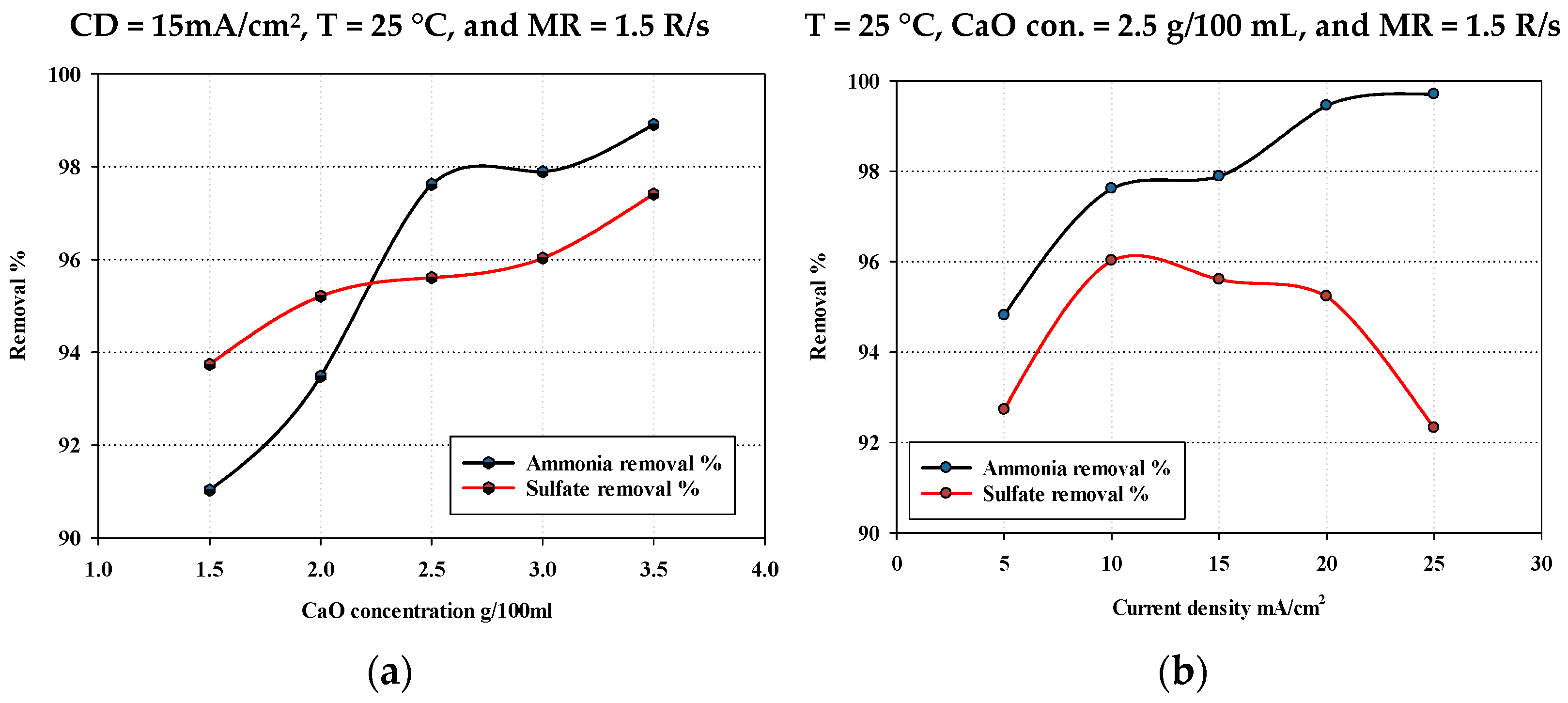
3.1.1. Effect of Calcium Oxide Concentration
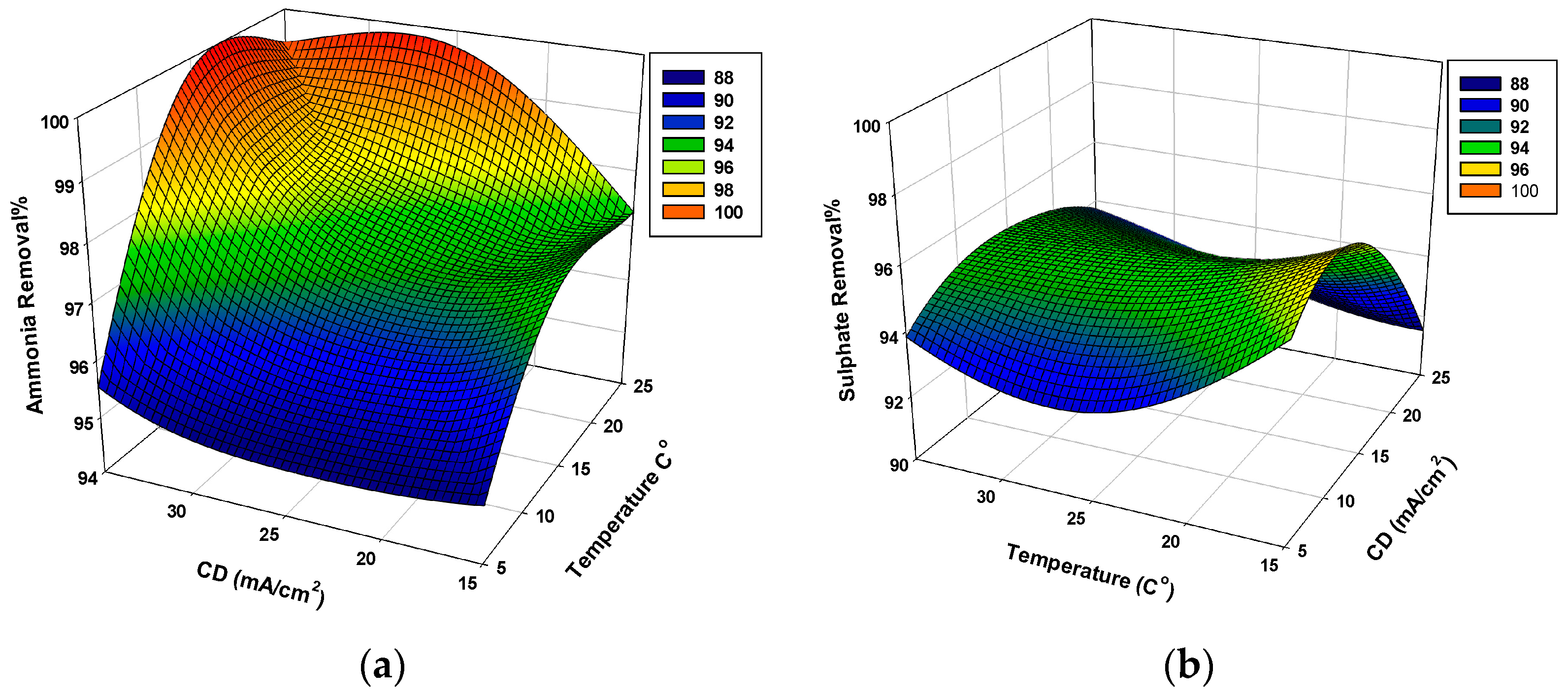
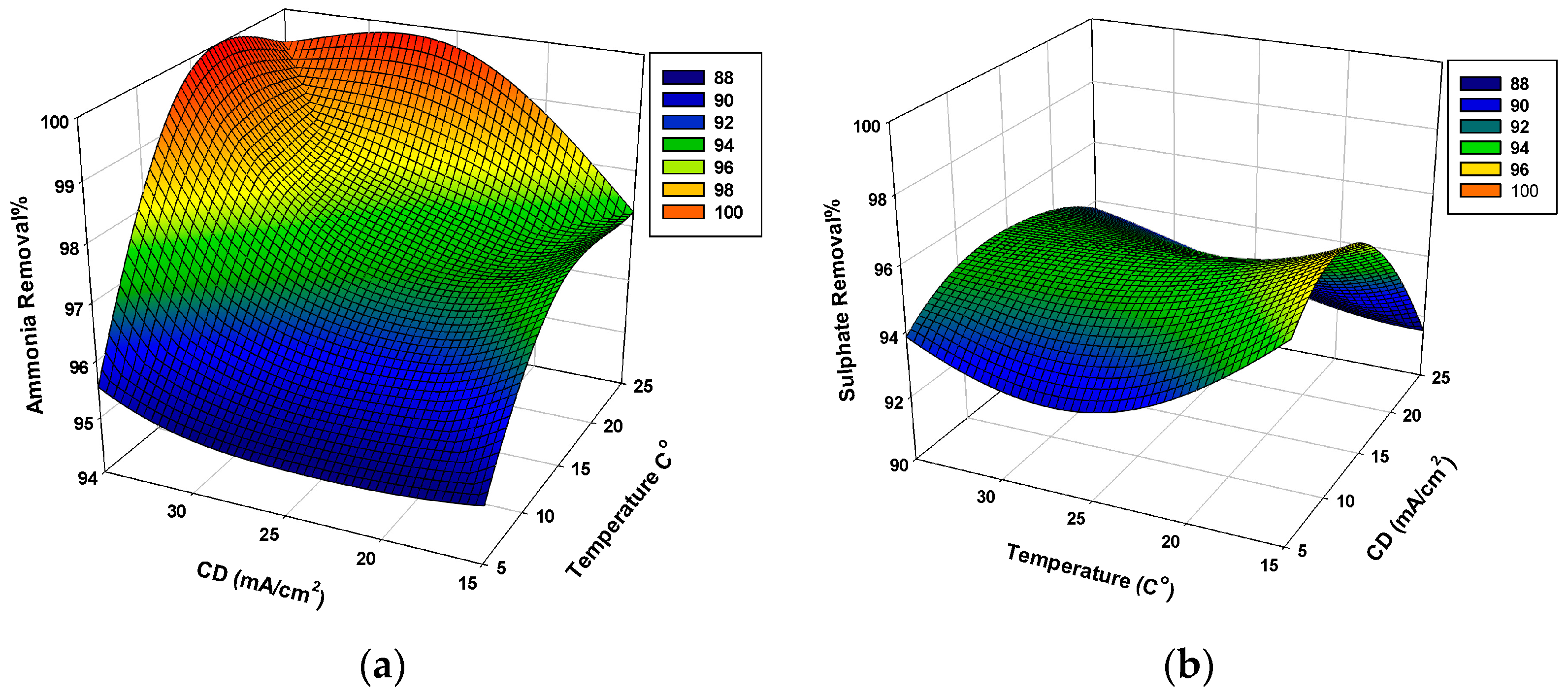
3.1.2. Effect of Current Density
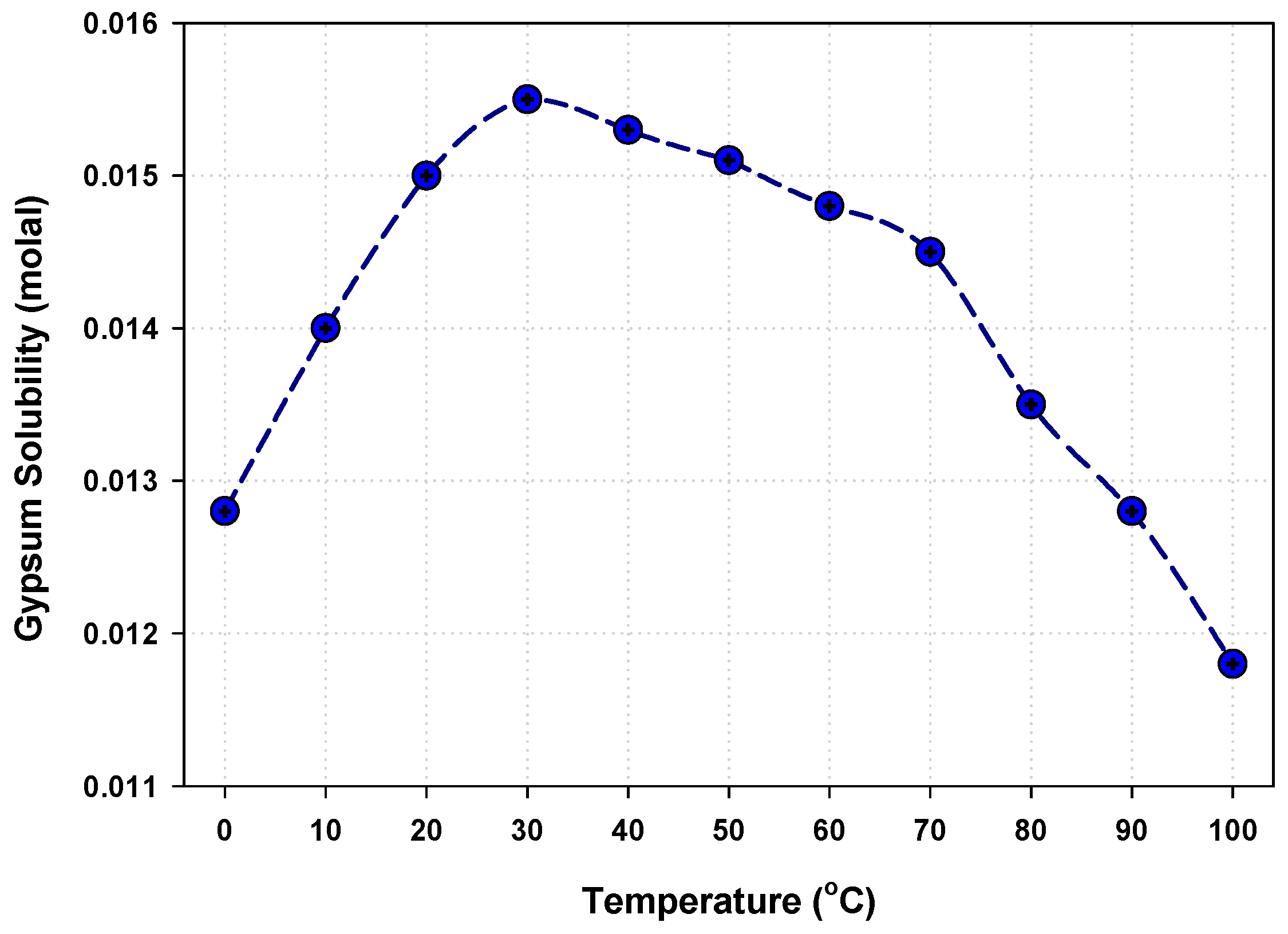
3.1.3. Effect of Temperature
3.1.4. Effect of Mixing Rate
3.2. RSM Methodology
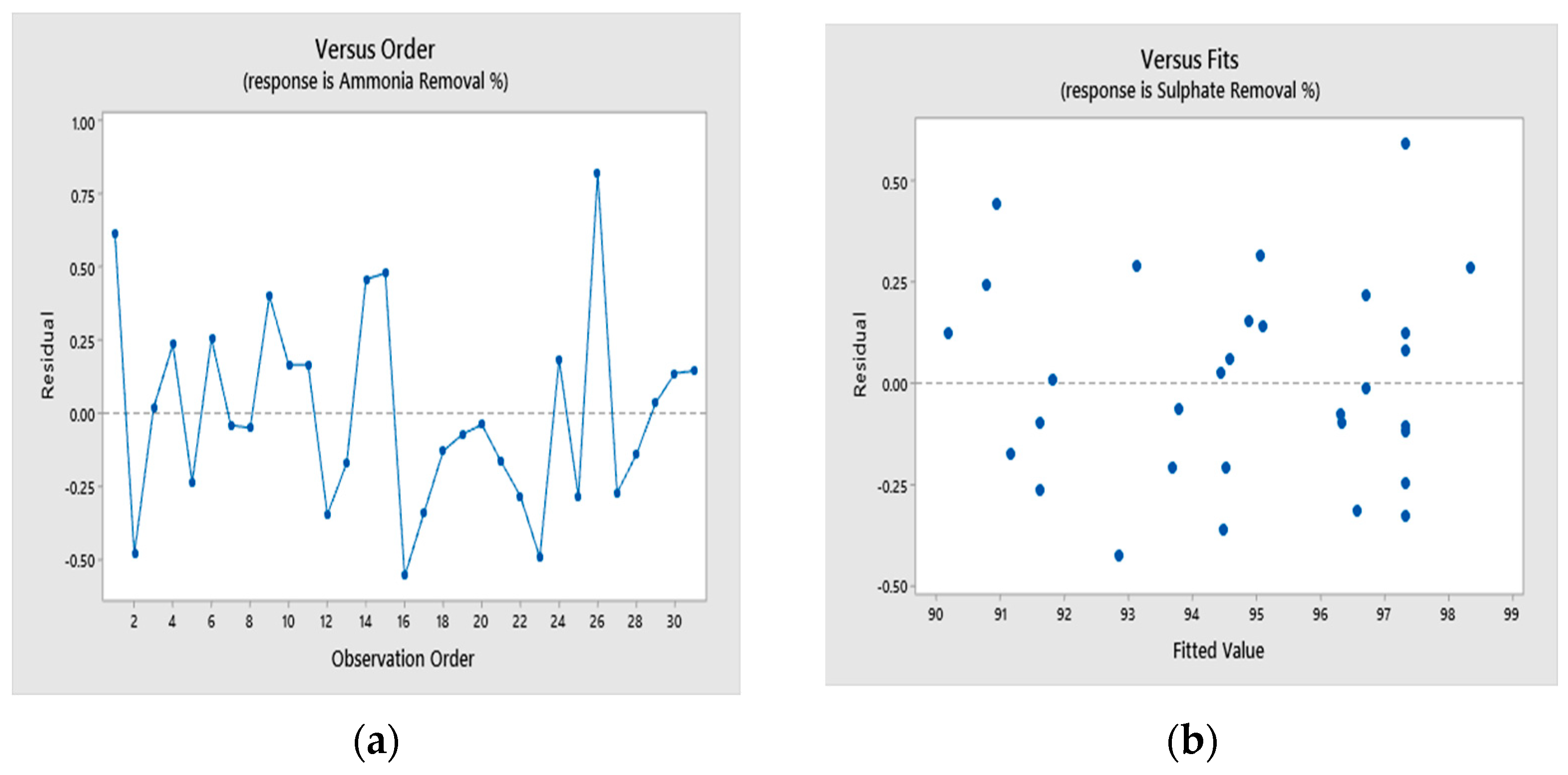
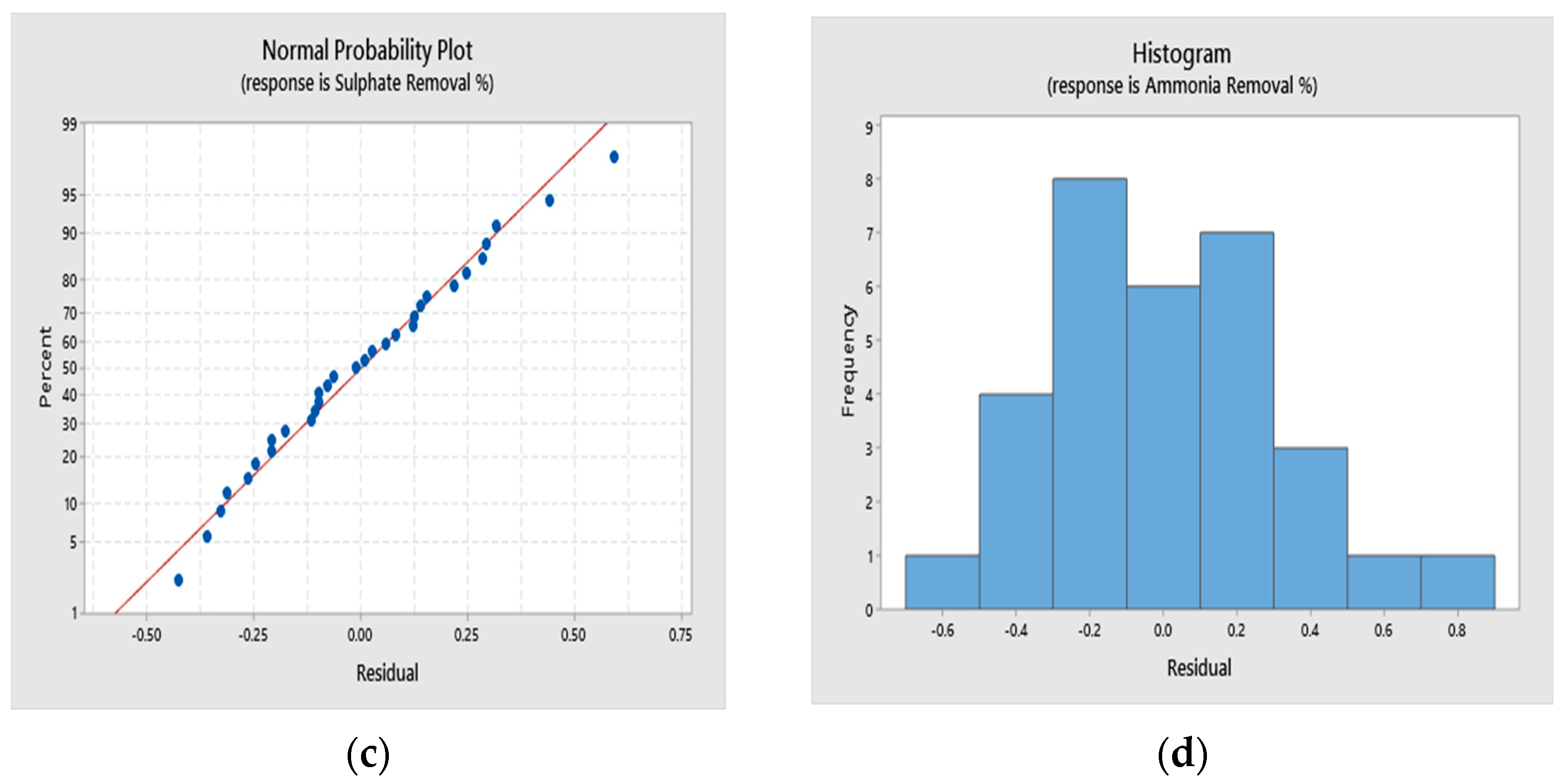
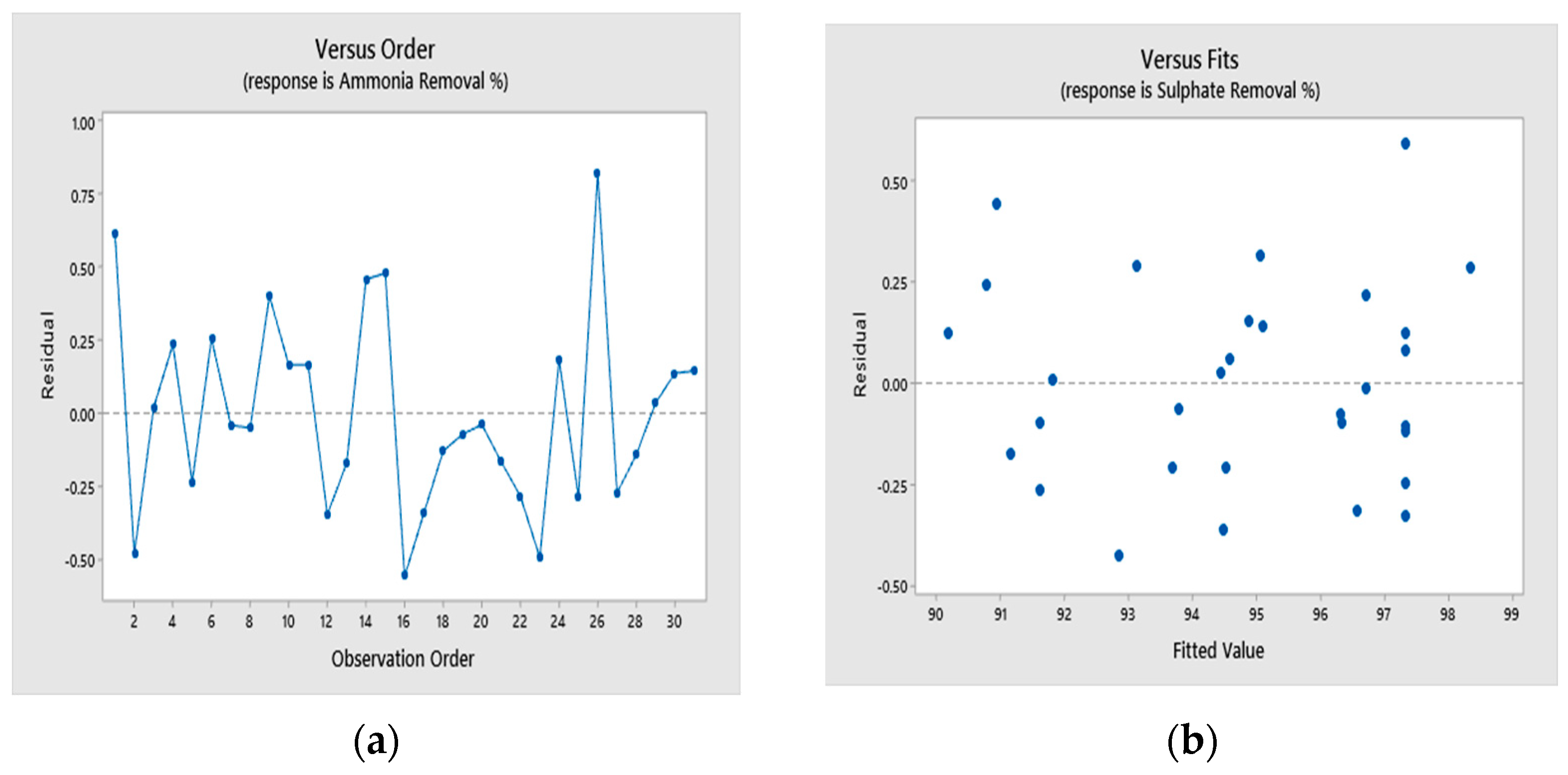
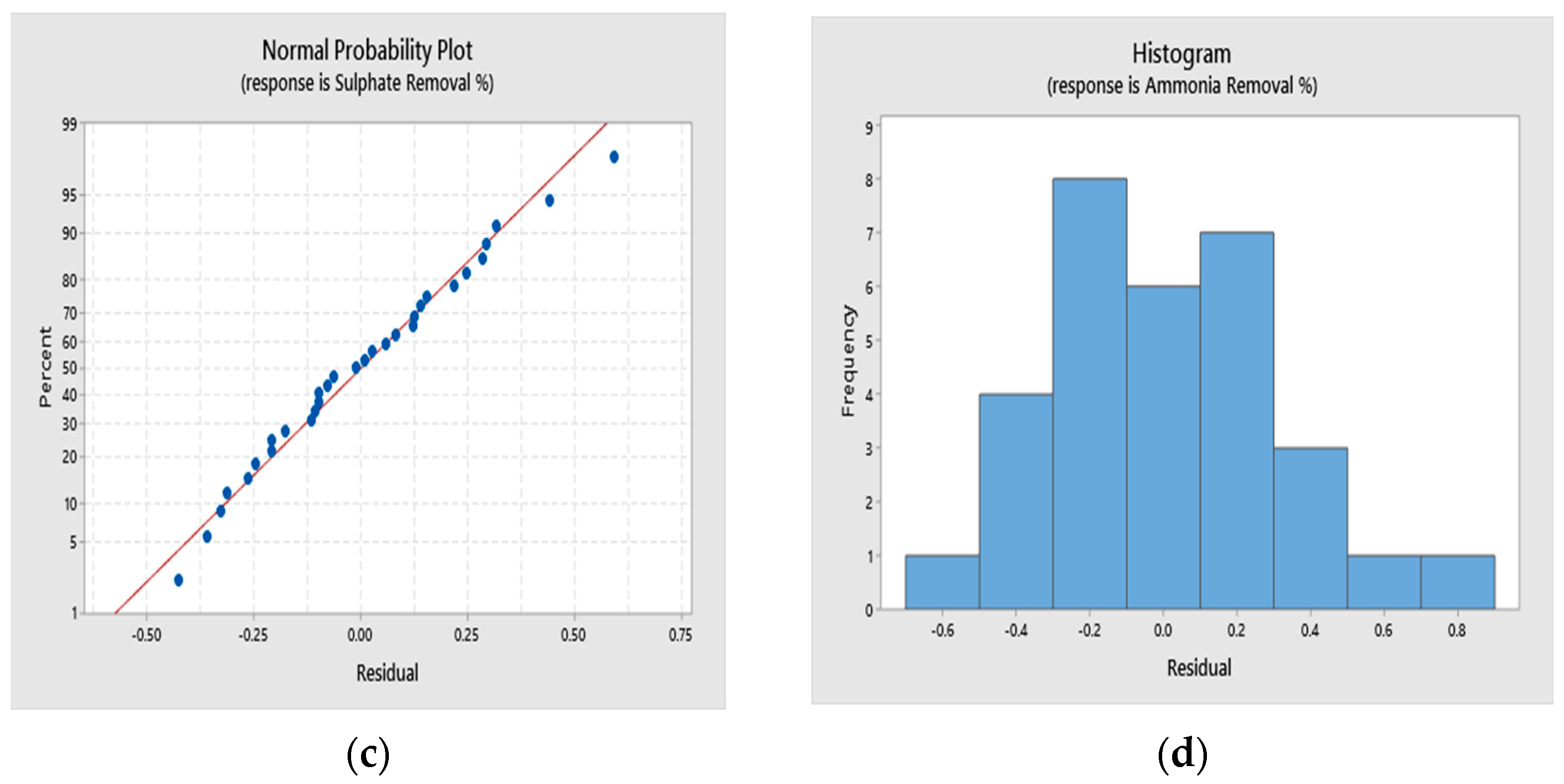
3.3. Analysis of Variance and Model Fitting
− 0.06051 X22 − 0.00863 X32 − 2.583 X42
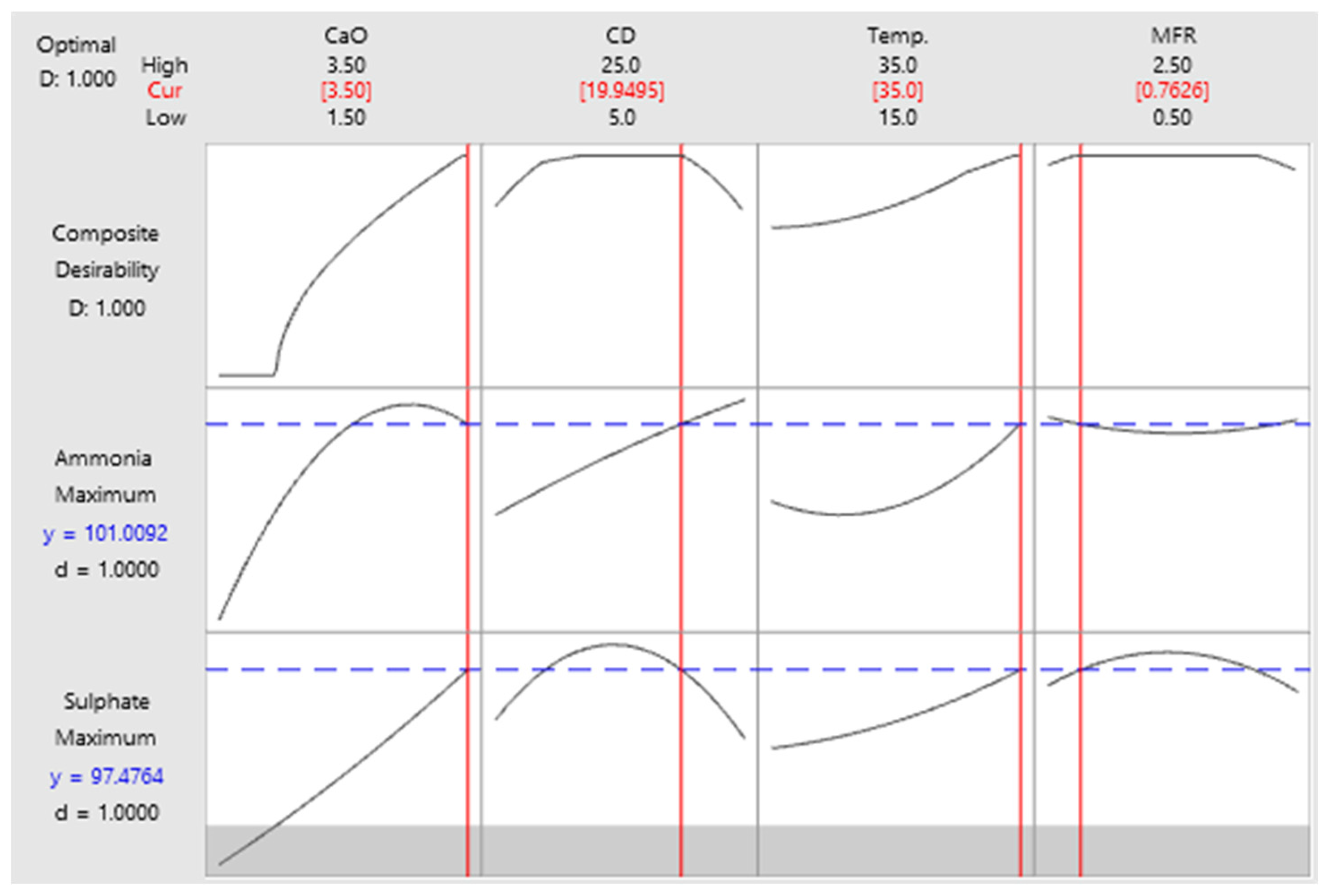
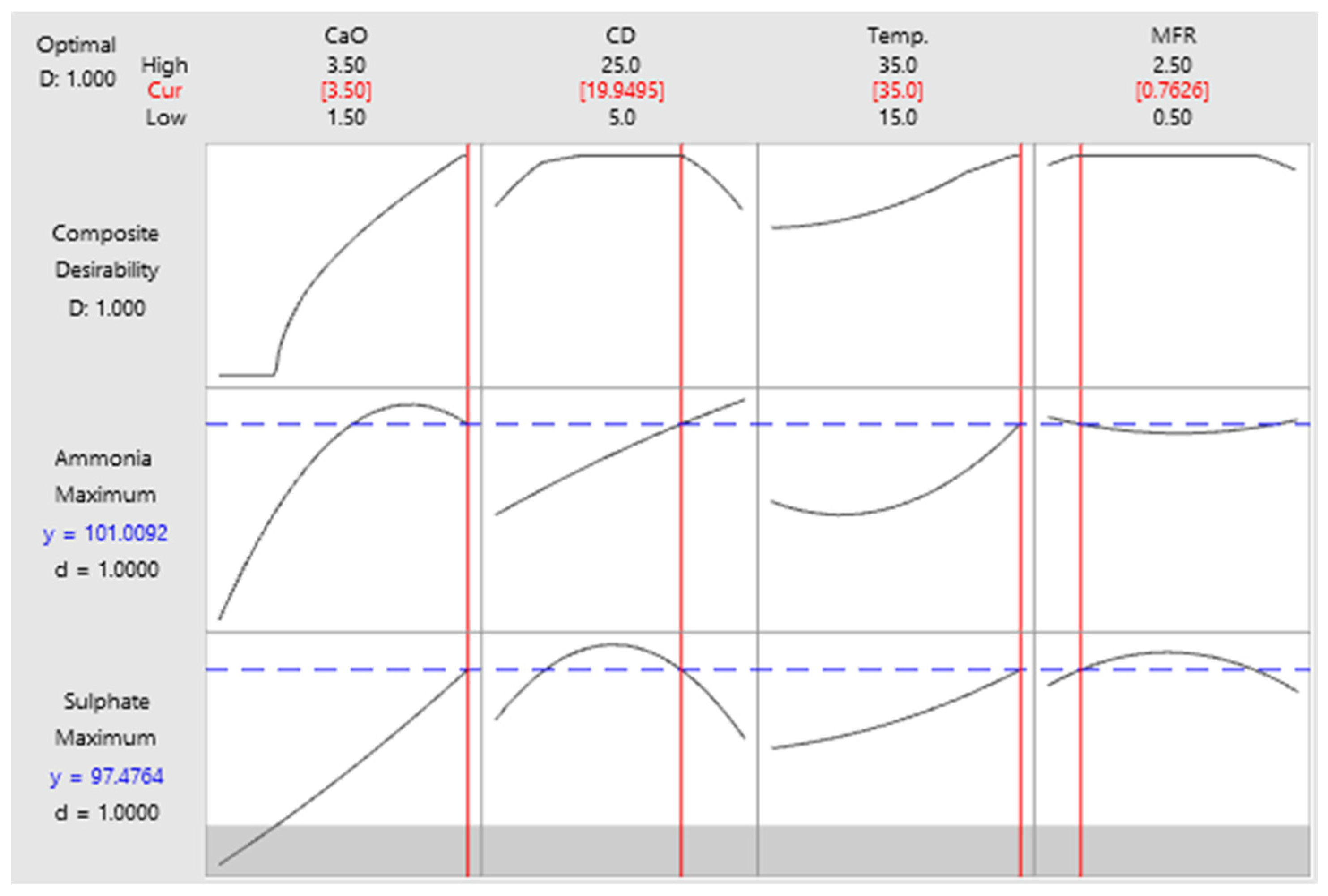
3.4. Process Optimization
3.5. Optimum Conditions Validation
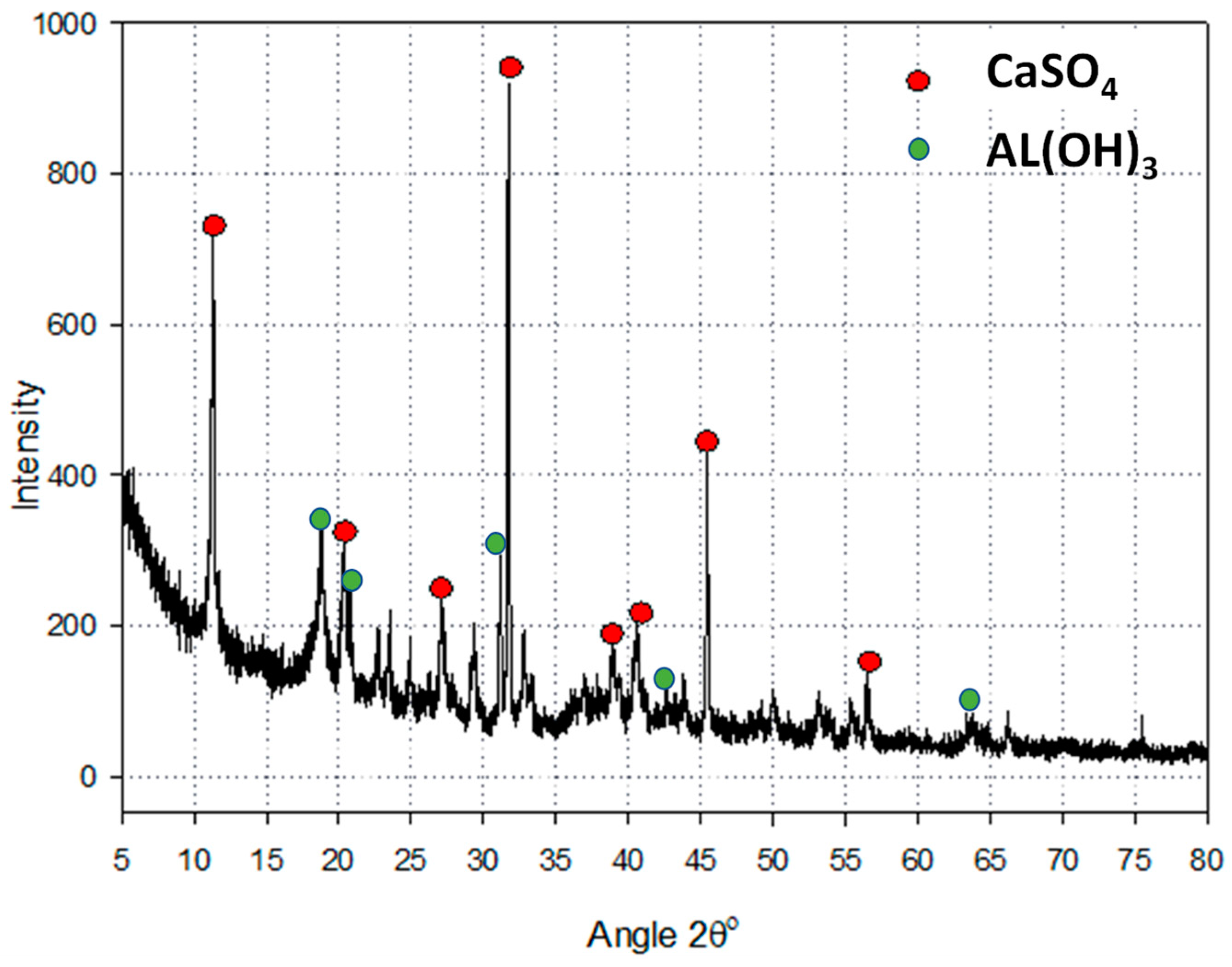
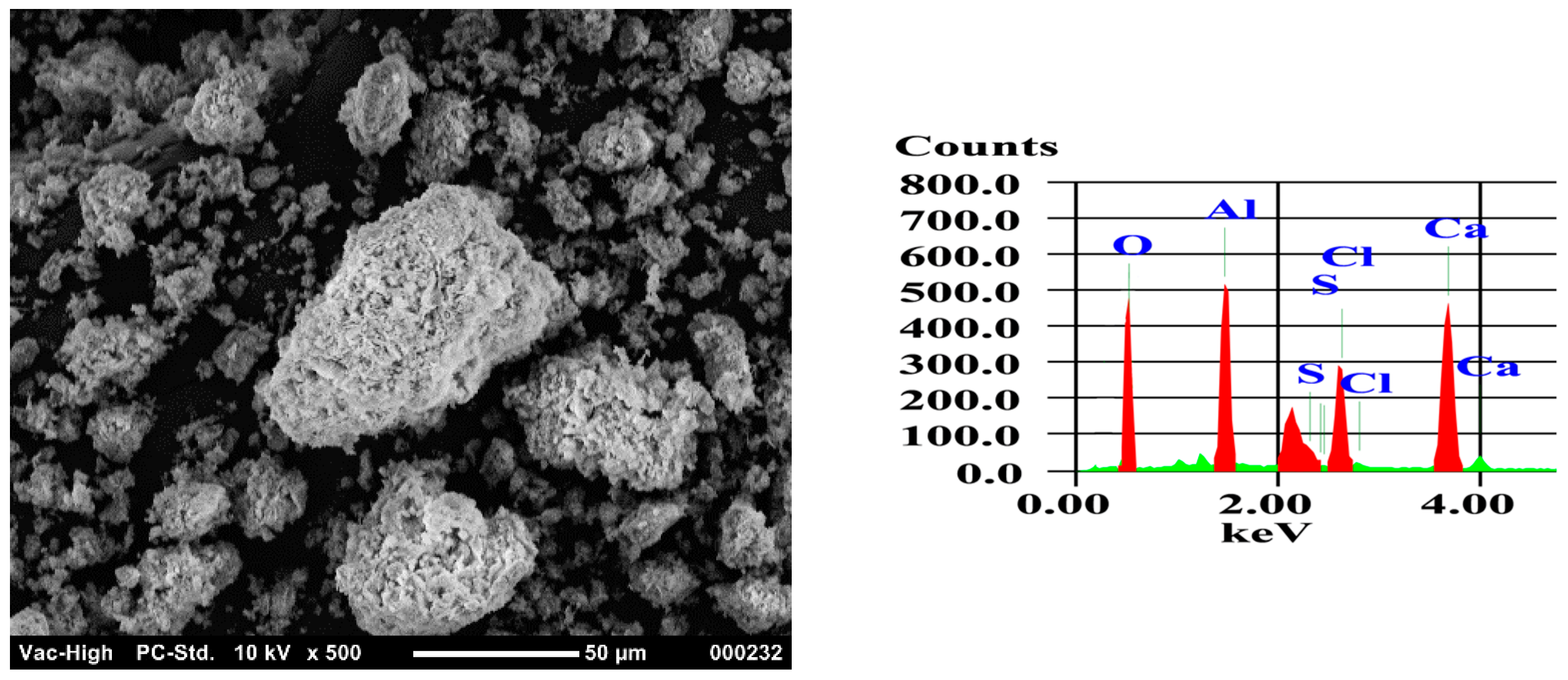
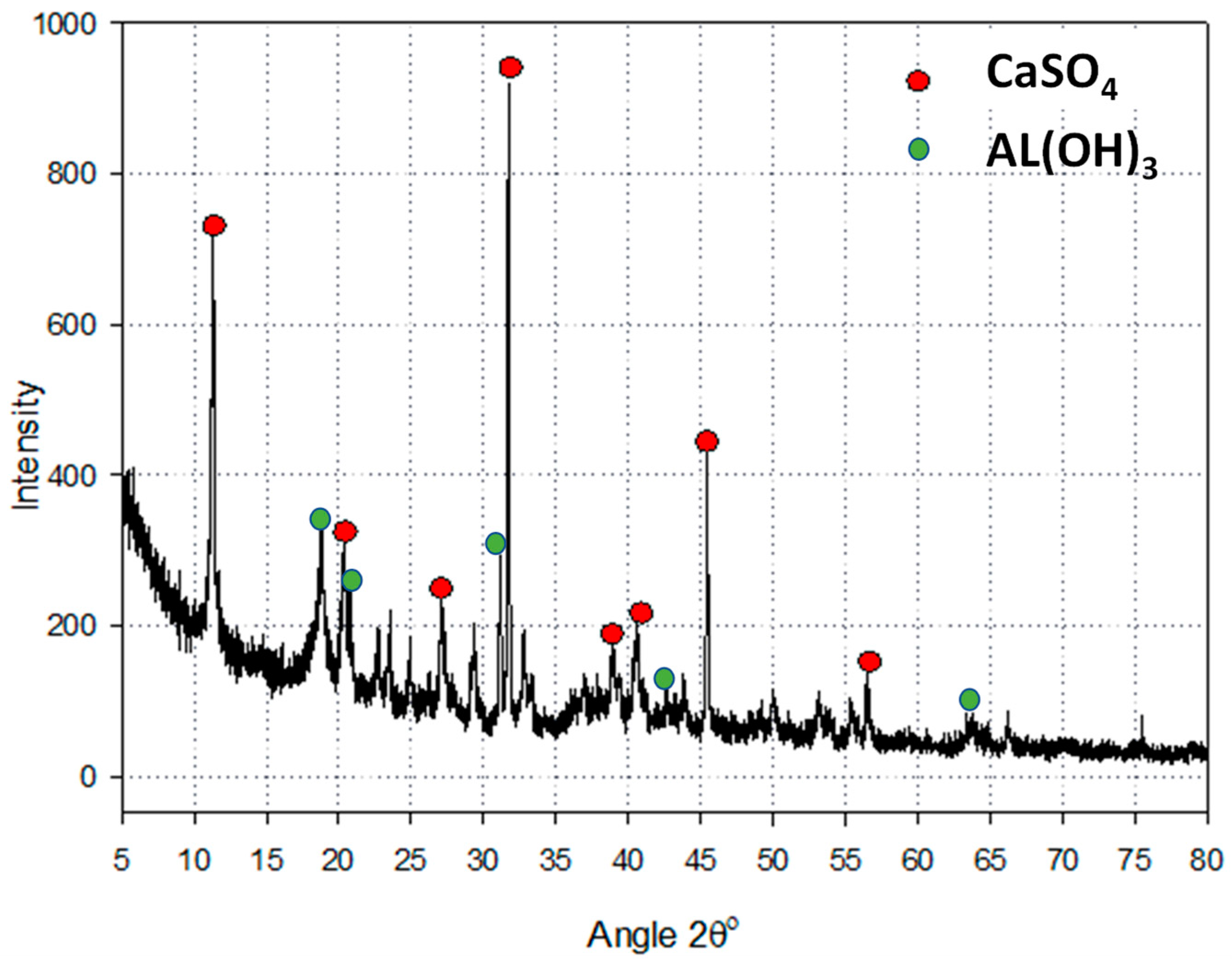
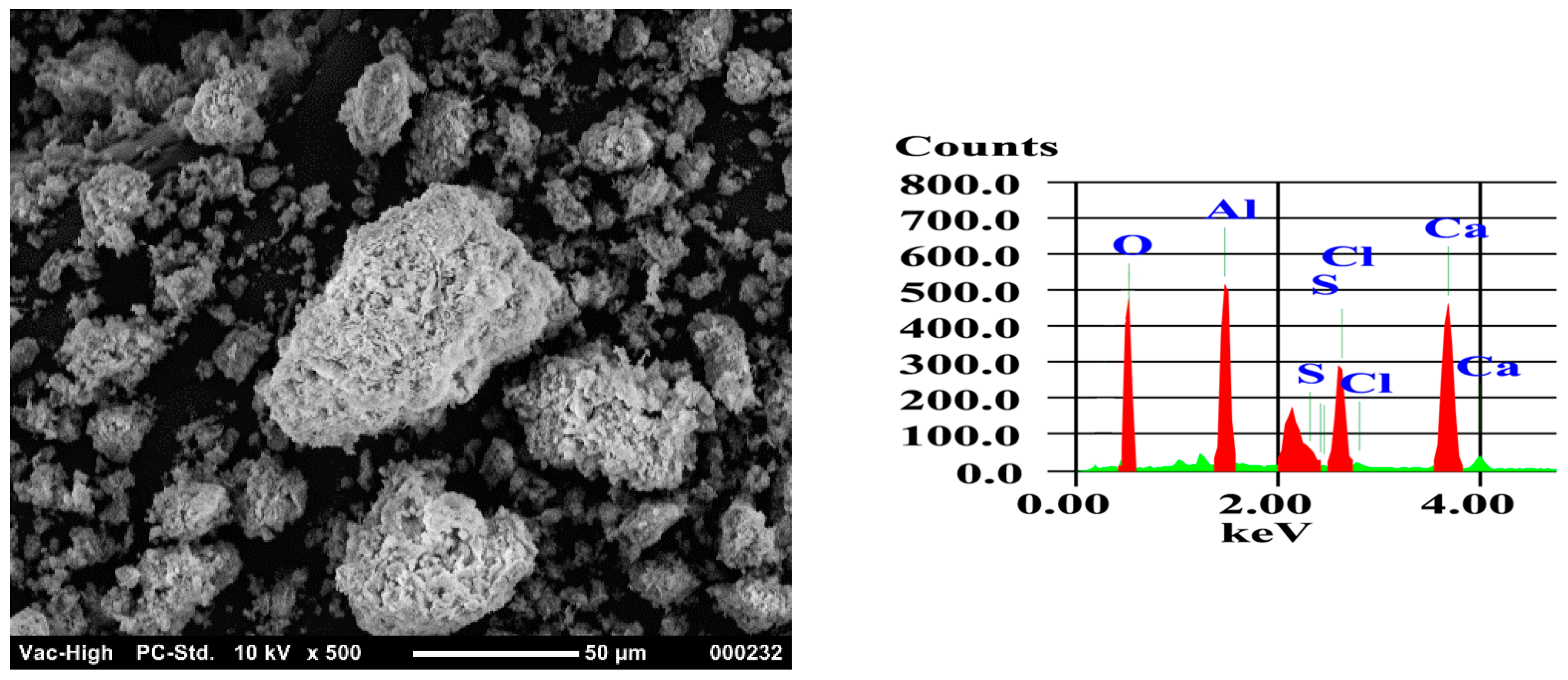
3.6. Solid Characteristics at Optimum Conditions
3.7. Combined Process Feasibility
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Level | ||||||||
|---|---|---|---|---|---|---|---|---|
| Factors | Tag | Symbol | Units | −α | −1 | 0 | +1 | +α |
| CaO concentration | C | X1 | g/100 mL | 1.5 | 2 | 2.5 | 3 | 3.5 |
| Current density | CD | X2 | mA/cm2 | 5 | 10 | 15 | 20 | 25 |
| Temperature | T | X3 | °C | 15 | 20 | 25 | 30 | 35 |
| Mixing rate | MFR | X4 | R/S | 0.5 | 1 | 1.5 | 2 | 2.5 |
| # | X1 | X2 | X3 | X4 | Ammonia Removal% Exp. | Ammonia Removal% Pred. | Sulfate Removal% Exp. |
|---|---|---|---|---|---|---|---|
| 1 | 2.5 | 15 | 25 | 1.5 | 97.89 | 97.28 | 95.61 |
| 2 | 3 | 20 | 30 | 1 | 99.46 | 99.94 | 95.24 |
| 3 | 3 | 10 | 30 | 1 | 98.23 | 98.21 | 96.42 |
| 4 | 2 | 10 | 20 | 1 | 93.48 | 93.25 | 95.21 |
| 5 | 2.5 | 15 | 25 | 1.5 | 97.04 | 97.28 | 95.77 |
| 6 | 2.5 | 15 | 25 | 1.5 | 97.53 | 97.28 | 95.22 |
| 7 | 3 | 10 | 20 | 1 | 97.62 | 97.66 | 96.03 |
| 8 | 3 | 10 | 20 | 2 | 98.41 | 98.46 | 96.87 |
| 9 | 3.5 | 15 | 25 | 1.5 | 98.91 | 98.51 | 97.41 |
| 10 | 2.5 | 15 | 25 | 1.5 | 97.44 | 97.28 | 95.02 |
| 11 | 3 | 10 | 30 | 2 | 98.87 | 98.70 | 96.07 |
| 12 | 2.5 | 15 | 25 | 1.5 | 96.93 | 97.28 | 95.22 |
| 13 | 2 | 20 | 20 | 1 | 95.37 | 95.54 | 92.42 |
| 14 | 2.5 | 15 | 35 | 1.5 | 99.8 | 99.34 | 95.03 |
| 15 | 2 | 10 | 20 | 2 | 94.39 | 93.91 | 94.91 |
| 16 | 3 | 20 | 30 | 2 | 99.43 | 99.99 | 95.42 |
| 17 | 2 | 20 | 20 | 2 | 95.42 | 95.76 | 93.78 |
| 18 | 2.5 | 15 | 15 | 1.5 | 97.43 | 97.56 | 96.42 |
| 19 | 1.5 | 15 | 25 | 1.5 | 91.03 | 91.10 | 93.74 |
| 20 | 3 | 20 | 20 | 1 | 98.74 | 98.78 | 95.034 |
| 21 | 2.5 | 15 | 25 | 1.5 | 97.11 | 97.28 | 95.89 |
| 22 | 2 | 10 | 30 | 2 | 94.25 | 94.53 | 93.24 |
| 23 | 2.5 | 5 | 25 | 1.5 | 94.82 | 95.31 | 92.73 |
| 24 | 2.5 | 15 | 25 | 2.5 | 98.21 | 98.03 | 94.21 |
| 25 | 2.5 | 15 | 25 | 1.5 | 96.99 | 97.28 | 95.34 |
| 26 | 2.5 | 25 | 25 | 1.5 | 99.71 | 98.89 | 92.33 |
| 27 | 2 | 20 | 30 | 1 | 96.81 | 97.08 | 92.41 |
| 28 | 3 | 20 | 20 | 2 | 98.99 | 99.13 | 93.58 |
| 29 | 2 | 20 | 30 | 2 | 97.03 | 96.99 | 94.67 |
| 30 | 2 | 10 | 30 | 1 | 94.31 | 94.17 | 93.56 |
| 31 | 2.5 | 15 | 25 | 0.5 | 97.46 | 97.32 | 94.03 |
| Source | DF | Adj SS | Adj MS | F-Value | p-Value |
|---|---|---|---|---|---|
| Model | 14 | 124.436 | 8.888 | 42.97 | 0.000 |
| Linear | 4 | 107.071 | 26.768 | 129.39 | 0.000 |
| X1 | 1 | 82.325 | 82.325 | 397.96 | 0.000 |
| X2 | 1 | 19.207 | 19.207 | 92.84 | 0.000 |
| X3 | 1 | 4.779 | 4.779 | 23.10 | 0.000 |
| X4 | 1 | 0.760 | 0.760 | 3.67 | 0.073 |
| Square | 4 | 15.148 | 3.787 | 18.31 | 0.000 |
| X12 | 1 | 10.899 | 10.899 | 52.69 | 0.000 |
| X22 | 1 | 0.054 | 0.054 | 0.26 | 0.615 |
| X32 | 1 | 2.470 | 2.470 | 11.94 | 0.003 |
| X42 | 1 | 0.280 | 0.280 | 1.35 | 0.262 |
| 2-Way Interaction | 6 | 2.217 | 0.370 | 1.79 | 0.166 |
| X1X2 | 1 | 1.387 | 1.387 | 6.70 | 0.020 |
| X1X3 | 1 | 0.143 | 0.143 | 0.69 | 0.419 |
| X1X4 | 1 | 0.018 | 0.018 | 0.08 | 0.775 |
| X2X3 | 1 | 0.375 | 0.375 | 1.81 | 0.197 |
| X2X4 | 1 | 0.200 | 0.200 | 0.97 | 0.340 |
| X3X4 | 1 | 0.095 | 0.095 | 0.46 | 0.509 |
| Error | 16 | 3.310 | 0.207 | ||
| Lack-of-Fit | 10 | 2.557 | 0.256 | 2.04 | 0.198 |
| Pure Error | 6 | 0.753 | 0.126 | ||
| Total | 30 | 127.746 |
| Source | DF | Adj SS | Adj MS | F-Value | p-Value |
|---|---|---|---|---|---|
| Model | 14 | 176.903 | 12.636 | 110.28 | 0.000 |
| Linear | 4 | 86.584 | 21.646 | 188.92 | 0.000 |
| X1 | 1 | 64.066 | 64.066 | 559.16 | 0.000 |
| X2 | 1 | 0.702 | 0.702 | 6.13 | 0.025 |
| X3 | 1 | 21.240 | 21.240 | 185.38 | 0.000 |
| X4 | 1 | 0.576 | 0.576 | 5.03 | 0.039 |
| Square | 4 | 89.446 | 22.361 | 195.17 | 0.000 |
| X12 | 1 | 27.072 | 27.072 | 236.28 | 0.000 |
| X22 | 1 | 65.438 | 65.438 | 571.13 | 0.000 |
| X32 | 1 | 1.333 | 1.333 | 11.63 | 0.004 |
| X42 | 1 | 11.929 | 11.929 | 104.11 | 0.000 |
| 2-Way Interaction | 6 | 0.873 | 0.146 | 1.27 | 0.325 |
| X1X2 | 1 | 0.068 | 0.068 | 0.59 | 0.454 |
| X1X3 | 1 | 0.081 | 0.081 | 0.71 | 0.412 |
| X1X4 | 1 | 0.185 | 0.185 | 1.61 | 0.222 |
| X2X3 | 1 | 0.302 | 0.303 | 2.64 | 0.124 |
| X2X4 | 1 | 0.034 | 0.034 | 0.30 | 0.592 |
| X3X4 | 1 | 0.202 | 0.203 | 1.77 | 0.202 |
| Error | 16 | 1.833 | 0.115 | ||
| Lack-of-Fit | 10 | 1.266 | 0.127 | 1.34 | 0.374 |
| Pure Error | 6 | 0.567 | 0.095 | ||
| Total | 30 | 178.736 |
| Response | Goal | Lower | Target | Upper | Weight | Importance |
|---|---|---|---|---|---|---|
| Ammonia removal% | Maximum | 91.03 | 99.80 | 99.80 | 1 | 1 |
| Sulfate removal% | Maximum | 92.33 | 97.41 | 97.41 | 1 | 1 |
| Optimizer Output | X1 | X2 | X3 | X4 | Ammonia Removal% Pred. | Ammonia Removal% Exp. | Ammonia 95% CI |
| 3.5 | 19.95 | 35 | 0.76 | 99.80 | 99.30 | 98.82–100 | |
| 3.5 | 19.95 | 35 | 0.76 | 99.80 | 99.50 | 98.82–100 | |
| Optimizer Output | X1 | X2 | X3 | X4 | Sulfate Removal% Pred. | Sulfate Removal% Exp. | Sulfate 95% CI |
| 3.5 | 19.95 | 35 | 0.76 | 97.41 | 97.56 | 94.46–100 | |
| 3.5 | 19.95 | 35 | 0.76 | 97.41 | 96.03 | 94.46–100 |
References
- Mohammad, A.F.; Al-Marzouqi, A.H.; El-Naas, M.H.; Van der Bruggen, B.; Al-Marzouqi, M.H. A new process for the recovery of ammonia from ammoniated high-salinity brine. Sustainability 2021, 13, 10014. [Google Scholar] [CrossRef]
- Mohammad, A.F.; Al-Marzouqi, A.H.; El-Naas, M.H.; Van der Bruggen, B.; Al-Marzouqi, M.H.; Al Musharfy, M.; Suleiman, M. Enhanced sulfate recovery from high salinity reject brine through simultaneous chemical precipitation and electrocoagulation. J. Clean. Prod. 2023, 422, 138599. [Google Scholar] [CrossRef]
- Mohammad, A.F.; Mourad, A.A.-H.; Al-Marzouqi, A.H.; El-Naas, M.H.; Van der Bruggen, B.; Al-Marzouqi, M.H. Multistage modified Solvay process based on calcium oxide for carbon dioxide capture and reject brine desalination. Sep. Purif. Technol. 2023, 328, 125000. [Google Scholar] [CrossRef]
- Mohammad, A.F.; El-Naas, M.H.; Al-Marzouqi, A.H.; Suleiman, M.; Al Musharfy, M. Optimization of magnesium recovery from reject brine for reuse in desalination post-treatment. J. Water Process Eng. 2019, 31, 100810. [Google Scholar] [CrossRef]
- Mugwili, M.E.; Waanders, F.B.; Masindi, V.; Fosso-Kankeu, E. Effective removal of ammonia from aqueous solution through struvite synthesis and breakpoint chlorination: Insights into the synergistic effects of the hybrid system. J. Environ. Manag. 2023, 334, 117506. [Google Scholar] [CrossRef]
- Sharma, N.; Mohapatra, S.; Padhye, L.P.; Mukherji, S. Role of precursors in the formation of trihalomethanes during chlorination of drinking water and wastewater effluents from a metropolitan region in western India. J. Water Process Eng. 2021, 40, 101928. [Google Scholar] [CrossRef]
- Ding, Y.; Sartaj, M. Optimization of ammonia removal by ion-exchange resin using response surface methodology. Int. J. Environ. Sci. Technol. 2016, 13, 985–994. [Google Scholar] [CrossRef]
- Deng, L.; Ngo, H.H.; Guo, W.; Zhang, H. Pre-coagulation coupled with sponge-membrane filtration for organic matter removal and membrane fouling control during drinking water treatment. Water Res. 2019, 157, 155–166. [Google Scholar] [CrossRef] [PubMed]
- Hasan, H.A.; Abdullah, S.R.S.; Kamarudin, S.K.; Kofli, N.T.; Anuar, N. Kinetic evaluation of simultaneous COD, ammonia and manganese removal from drinking water using a biological aerated filter system. Sep. Purif. Technol. 2014, 130, 56–64. [Google Scholar] [CrossRef]
- Yan, Z.; Jiang, Y.; Liu, L.; Li, Z.; Chen, X.; Xia, M.; Fan, G.; Ding, A. Membrane distillation for wastewater treatment: A mini Review. Water 2021, 13, 3480. [Google Scholar] [CrossRef]
- Li, Z.; Zhang, P.; Guan, K.; Gonzales, R.R.; Ishigami, T.; Xue, M.; Yoshioka, T.; Matsuyama, H. An experimental study on recovering and concentrating ammonia by sweep gas membrane distillation. Process Saf. Environ. Prot. 2023, 171, 555–560. [Google Scholar] [CrossRef]
- Ranade, V.V.; Bhandari, V.M. Industrial Wastewater Treatment, Recycling and Reuse; Butterworth-Heinemann: Oxford, UK, 2014. [Google Scholar]
- Hasanoğlu, A.; Romero, J.; Pérez, B.; Plaza, A. Ammonia removal from wastewater streams through membrane contactors: Experimental and theoretical analysis of operation parameters and configuration. Chem. Eng. J. 2010, 160, 530–537. [Google Scholar] [CrossRef]
- Ellersdorfer, M.; Pesendorfer, S.; Stocker, K. Nitrogen recovery from swine manure using a zeolite-based process. Processes 2020, 8, 1515. [Google Scholar] [CrossRef]
- de Carvalho Pinto, P.C.; Da Silva, T.R.; Linhares, F.M.; De Andrade, F.V.; de Oliveira Carvalho, M.M.; De Lima, G.M. A integrated route for CO2 capture in the steel industry and its conversion into CaCO3 using fundamentals of Solvay process. Clean Technol. Environ. Policy 2016, 18, 1123–1139. [Google Scholar] [CrossRef]
- Bowell, R.J.; Dill, S.; Cowan, J.; Wood, A. A review of sulfate removal options for mine waters. Proc. Mine Water 2004, 75–88. [Google Scholar]
- INAP. Treatment of Sulphate in Mine Effluents; INAP: Atlanta, GA, USA, 2003. [Google Scholar]
- Fernando, W.A.M.; Ilankoon, I.M.S.K.; Syed, T.H.; Yellishetty, M. Challenges and opportunities in the removal of sulphate ions in contaminated mine water: A review. Miner. Eng. 2018, 117, 74–90. [Google Scholar] [CrossRef]
- Kartic, D.N.; Narayana, B.C.A.; Arivazhagan, M. Removal of high concentration of sulfate from pigment industry effluent by chemical precipitation using barium chloride: RSM and ANN modeling approach. J. Environ. Manag. 2018, 206, 69–76. [Google Scholar] [CrossRef] [PubMed]
- Darbi, A.; Viraraghavan, T.; Jin, Y.-C.; Braul, L.; Corkal, D. Sulfate removal from water. Water Qual. Res. J. 2003, 38, 169–182. [Google Scholar] [CrossRef]
- Fu, F.; Wang, Q. Removal of heavy metal ions from wastewaters: A review. J. Environ. Manag. 2011, 92, 407–418. [Google Scholar] [CrossRef]
- Masindi, V.; Osman, M.S.; Abu-Mahfouz, A.M. Integrated treatment of acid mine drainage using BOF slag, lime/soda ash and reverse osmosis (RO): Implication for the production of drinking water. Desalination 2017, 424, 45–52. [Google Scholar] [CrossRef]
- Kiran, M.G.; Pakshirajan, K.; Das, G. Heavy metal removal from multicomponent system by sulfate reducing bacteria: Mechanism and cell surface characterization. J. Hazard. Mater. 2017, 324, 62–70. [Google Scholar] [CrossRef]
- Kijjanapanich, P.; Annachhatre, A.P.; Esposito, G.; van Hullebusch, E.D.; Lens, P.N.L. Biological sulfate removal from gypsum contaminated construction and demolition debris. J. Environ. Manag. 2013, 131, 82–91. [Google Scholar] [CrossRef] [PubMed]
- Chibani, A.; Ncib, S.; Barhoumi, A.; Bouguerra, W.; Elaloui, E. Box-Behnken design optimization of sulfate reduction from natural water by electrocoagulation process. Phosphorus Sulfur Silicon Relat. Elem. 2023, 198, 164–171. [Google Scholar] [CrossRef]
- Huang, J.; Zeng, C.; Luo, H.; Lin, S.; Liu, G.; Zhang, R. Sulfate removal from the seawater using single-chamber bioelectrochemical system. Desalination 2023, 545, 116170. [Google Scholar] [CrossRef]
- Öztürk, Y.; Ekmekçi, Z. Removal of sulfate ions from process water by ion exchange resins. Miner. Eng. 2020, 159, 106613. [Google Scholar] [CrossRef]
- Tang, X.; Hu, L.; Zhang, Y.; Cheng, N.; Liang, H.; Wang, J.; Li, G. Sulfate and divalent cations recovery from municipal nanofiltration concentrate using two-step ion exchange membrane electrolysis. Desalination 2022, 541, 116055. [Google Scholar] [CrossRef]
- Mamelkina, M.A.; Cotillas, S.; Lacasa, E.; Sáez, C.; Tuunila, R.; Sillanpää, M.; Häkkinen, A.; Rodrigo, M.A. Removal of sulfate from mining waters by electrocoagulation. Sep. Purif. Technol. 2017, 182, 87–93. [Google Scholar] [CrossRef]
- Teng, W.; Liu, S.; Zhang, X.; Zhang, F.; Yang, X.; Xu, M.; Hou, J. Reliability Treatment of Silicon in Oilfield Wastewater by Electrocoagulation. Water 2023, 15, 206. [Google Scholar] [CrossRef]
- Khorasanipour, M.; Moore, F.; Naseh, R. Lime treatment of mine drainage at the sarcheshmeh porphyry copper mine. Iran. Mine Water Environ. 2011, 30, 216–230. [Google Scholar] [CrossRef]
- Nariyan, E.; Wolkersdorfer, C.; Sillanpää, M. Sulfate removal from acid mine water from the deepest active European mine by precipitation and various electrocoagulation configurations. J. Environ. Manag. 2018, 227, 162–171. [Google Scholar] [CrossRef]
- Lee, H.J.; Oh, S.J.; Moon, S.H. Recovery of ammonium sulfate from fermentation waste by electrodialysis. Water Res. 2003, 37, 1091–1099. [Google Scholar] [CrossRef]
- Luiz, A.; Handelsman, T.; Barton, G.; Coster, H.; Kavanagh, J. Membrane treatment options for wastewater from cellulosic ethanol biorefineries. Desalination Water Treat. 2015, 53, 1547–1558. [Google Scholar] [CrossRef]
- Roine, A. HSC—Software ver. 3.0 for thermodynamic calculations. In Proceedings of the International Symposium on Computer Software in Chemical and Extractive Metallurgy; Thompson, W.T., Ajersch, F., Eriksson, G., Eds.; Pergamon: Oxford, UK, 1989; pp. 1–529. [Google Scholar]
- Antony, J. 6—Full Factorial Designs. In Design of Experiments for Engineers and Scientists, 2nd ed.; Antony, J., Ed.; Elsevier: Oxford, UK, 2014; pp. 63–85. [Google Scholar]
- Anderson-Cook, C.M.; Borror, C.M.; Montgomery, D.C. Response surface design evaluation and comparison. J. Stat. Plan. Inference 2009, 139, 629–641. [Google Scholar] [CrossRef]
- Jorgensen, T.C.; Weatherley, L.R. Ammonia removal from wastewater by ion exchange in the presence of organic contaminants. Water Res. 2003, 37, 1723–1728. [Google Scholar] [CrossRef] [PubMed]
- Azimi, G.; Papangelakis, V.G.; Dutrizac, J.E. Modelling of calcium sulphate solubility in concentrated multi-component sulphate solutions. Fluid Phase Equilibria 2007, 260, 300–315. [Google Scholar] [CrossRef]
- Database, M. Available online: http://www.webmineral.com/ (accessed on 2 November 2022).
- Shakkthivel, P.; Ramesh, D.; Sathiyamoorthi, R.; Vasudevan, T. Water soluble copolymers for calcium carbonate and calcium sulphate scale control in cooling water systems. J. Appl. Polym. Sci. 2005, 96, 1451–1459. [Google Scholar] [CrossRef]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mohammad, A.F.; Haris, S.; Mourad, A.A.-H.; Al-Marzouqi, A.H.; El-Naas, M.H.; Van der Bruggen, B.; Al-Marzouqi, M.H. Evaluation of a Combined Approach for Sulfate and Ammonia Recovery from Treated Brine Using a Simultaneous Chemical Precipitation and Electrocoagulation Processes. Sustainability 2023, 15, 16534. https://doi.org/10.3390/su152316534
Mohammad AF, Haris S, Mourad AA-H, Al-Marzouqi AH, El-Naas MH, Van der Bruggen B, Al-Marzouqi MH. Evaluation of a Combined Approach for Sulfate and Ammonia Recovery from Treated Brine Using a Simultaneous Chemical Precipitation and Electrocoagulation Processes. Sustainability. 2023; 15(23):16534. https://doi.org/10.3390/su152316534
Chicago/Turabian StyleMohammad, Ameera F., Sabeera Haris, Aya A-H. Mourad, Ali H. Al-Marzouqi, Muftah H. El-Naas, Bart Van der Bruggen, and Mohamed H. Al-Marzouqi. 2023. "Evaluation of a Combined Approach for Sulfate and Ammonia Recovery from Treated Brine Using a Simultaneous Chemical Precipitation and Electrocoagulation Processes" Sustainability 15, no. 23: 16534. https://doi.org/10.3390/su152316534
APA StyleMohammad, A. F., Haris, S., Mourad, A. A.-H., Al-Marzouqi, A. H., El-Naas, M. H., Van der Bruggen, B., & Al-Marzouqi, M. H. (2023). Evaluation of a Combined Approach for Sulfate and Ammonia Recovery from Treated Brine Using a Simultaneous Chemical Precipitation and Electrocoagulation Processes. Sustainability, 15(23), 16534. https://doi.org/10.3390/su152316534