1. Introduction
Over the course of several decades, industrial robots have increasingly become integral to contemporary industry, as they are capable of fulfilling the demands for individualized, customized, and small batch production [
1,
2]. With the wild application of industrial robots, the research focus on them has shifted to their optimal operations, aiming at the enhancement of sustainable, skilled, and efficient functioning. Welding is a widely employed material joining technology in various industries, such as vehicles, construction machinery, and shipbuilding [
3,
4]. It involves the heating and fusing of basic materials, making it a prominent manufacturing process. According to the statistics provided by the International Federation of Robotics [
5], welding robots (WRs) are ranked second globally with an 18.4% market share, just falling behind handling robots in terms of installation quantity. This can be attributed to the strong reliability and maneuverability of WRs, which enable them to outperform hand-worked specialty in terms of precision and consistency. Additionally, WRs offer the advantage of protecting workers from exposure to dirty and hazardous environments [
6,
7]. Nevertheless, it is important to note that the welding process is characterized by its high energy density [
8], and the widespread utilization of WRs has significant environmental implications. Hence, it is imperative to enhance the energy efficiency of WRs without compromising product quality or productivity. This is crucial for reducing the carbon footprint of production and ensuring the sustainable development of industry. Such efforts align with the technological trends of industrial robots [
5,
9] and also bolster their overall operating capabilities and facilitate their intelligent evolution in the era of Industry 4.0.
Research on the operating optimization of WRs can be categorized into two categories: the act of introducing novel equipment or processes and modifying current operating parameters. In the first category, academics have employed vision sensors to address the issue of limited adaptability resulting from the teach and playback working style of WRs. These vision sensors are utilized for tasks such as seam tracking and weld pool inspection [
10,
11]. New components in welding machines are also redesigned, like the vacuum chamber proposed by Yue et al. [
12] to reduce deformation in the welding process. Additionally, a novel technique known as electrically-aided preheating has been suggested in the context of hot-wire laser welding [
13]. This approach aims to enhance both the stability of the welding procedure and its energy efficiency simultaneously. However, expenses and potential hazards significantly increase when changing existing equipment or processes in industry since extensive testing and validation are needed to ensure their stability and efficacy.
The optimization of operating parameters represents a highly effective approach for enhancing the performance of existing WRs. This solution focuses on refining parameters that have been tailored by human administrators by using intelligent techniques. For a single welding motion, it is seen that process parameters (PP), encompassing both the parameters in manipulator commands and those in welding tools, dominate physical and chemical changes during the welding process and determine the product quality, energy costs, and operating efficiency of WR. In the field of PP optimization, there are often two primary components: the assessment and selection of PP solutions.
The assessment of PP solutions entails the establishment of models that quantify the influence of PP on objectives, where processing mechanisms, simulation, analysis of experimental data, and other related methodologies are employed. In terms of the evaluation models based on welding mechanisms and numerical simulation, Ahmad et al. [
14] predicted the weld-induced strains on the substrate by the finite element method, in which geometrical modeling and the inherent strain theory were used. Lu et al. [
15] modeled the heat consumption to describe the influence of weaving parameters on the weld hear input, through which a velocity-adaptive control parameter generation strategy was proposed to improve the quality of multi-pass welding. A heat-source model was proposed in [
16] for the Gaussian-distributed rotating body according to the shape parameters of welds and the welding heat-affected zone. Then, a numerical simulation of the welding temperature field was used to depict the correlation between thermal cycling and the microstructure of the welded joint. Additionally, Ribeiro et al. [
17] performed numerical simulations in which process welding current (WC), welding speed (WS), and torch angle were involved to determine the optimal combination of PP for aluminum alloys with distortion and residual stresses considered. Li et al. [
18] established a thermal-fluid coupling model to simulate the temperature field and flow field in laser and melt inert-gas hybrid welding processes, and PP such as laser power, WC, and filling speed were involved in experiments of molten pool analysis. Commercial simulation software like Simufact was used to simulate the welding process, and the surface quality of the weldment was compared and analyzed to settle the welding PP, including WC, welding voltage (WV), and WS [
19]. The utilization of numerical analysis and simulation methods relies heavily on intricate modeling, making it challenging to promptly rectify any distinctions due to alterations in modeling objects, such as welding processes or base materials. Moreover, the performance of a particular PP in different settings exhibits inconsistency as a result of the variability in equipment stability and environmental factors.
Hence, certain researchers prioritized the experimental analysis as a means to value the PP from the perspective of processing results. Tyagi et al. [
20] used a grey correlation analysis method to optimize robot spot welding PP based on orthogonal experiments, where the electrode diameter, electrode pressure, WC, and welding time were optimized with the heat-affected zone and tensile shear strength of the steel plate as objectives for welding quality evaluation. Srivastava et al. [
21] established a mathematical model through the response surface method to determine how PP, like WC, and the type of shielding gas affect the geometric dimensions of welds. Ali et al. [
22] conducted an experimental study on the influence of PP, including WV, WC, WS, and wire feed speed, on the strength and hardness of welded steel using the variance analysis method. An ensemble of variable neighborhood search-based gene expression programming and black-box metamodels is presented by Wu et al. [
23] to ensure the reflection from welding PP to welding quality and energy consumption. Additionally, some machine learning (ML) methods like radial basis function, artificial neural network, and CatBoost [
24,
25] are applied to construct models between PP and responses based on the experiment data. The experiment-driven, data-driven modeling method exhibits more applicability in comparison to numerical approaches. However, the practical implementation of experiment-based methods still has some drawbacks, as follows:
The establishment of a high-accuracy model requires a substantial quantity of samples. The effectiveness of machine learning models typically hinges on the quality and quantity of the training data provided. The ample fitting of models necessitates the availability of adequate experimental data. Additionally, these models may not perform optimally when confronted with process scenarios that lie outside the scope of the dataset. Nevertheless, it is imperative to take the costs associated with materials, labor, and time into account when generating datasets in an industrial setting. These requirements often result in a dearth of the essential prerequisites for sampling extensive datasets in welding scenarios.
Selecting and tuning machine learning models necessitates manual expertise. The optimization of PP in the context of WRs is oriented towards several objectives. It is challenging to describe the coupling reflection from PP to these responses depending on a single model. Therefore, many models are required to be trained in this process. Meanwhile, typical hyperparameters of ML models involve network structure, loss function, learning rate, etc., whose modifications need to be made according to the model’s performance. Hence, the cost is significantly higher for the manual selection and parameter tweaking of several models.
To solve these problems, the PP evaluation method, which combines data augmentation and auto-machine learning (AutoML), is investigated in this project. Data augmentation aims to enlarge the dataset for a more rational sample distribution by algorithms or models [
26,
27], rather than increasing experiments. The AutoML method is deployed to achieve autonomous combination of models and selection of hyperparameters [
28] through intelligent algorithms. With more input data and self-adaptive model generation, the proposed solution is capable of improving both the modeling accuracy and efficiency for welding scenarios featuring a small sample size dataset and multiple objectives.
As for the selection of the PP solution, it aims to find the optimal result using the established evaluation models with multiple objectives considered. Yao et al. [
29] obtained the optimal parameter combinations through the range analysis of results from the orthogonal experiment. Kim et al. [
30] applied the sequential quadratic programming method to determine the optimal welding condition with consideration of penetration and bead shape. It has been proven that heuristic search algorithms such as genetic algorithms and particle swarm optimization are feasible and efficient ways to find optimal results for neural networks and machine learning models [
31,
32,
33,
34]. Therefore, heuristic algorithms are selected in this paper as the PP optimization method to trade off among multiple objectives that are quantified based on the AutoML method.
The rest of this paper is organized as follows:
Section 2 discusses the flow of the investigated data-driven optimization method for PP of WRs;
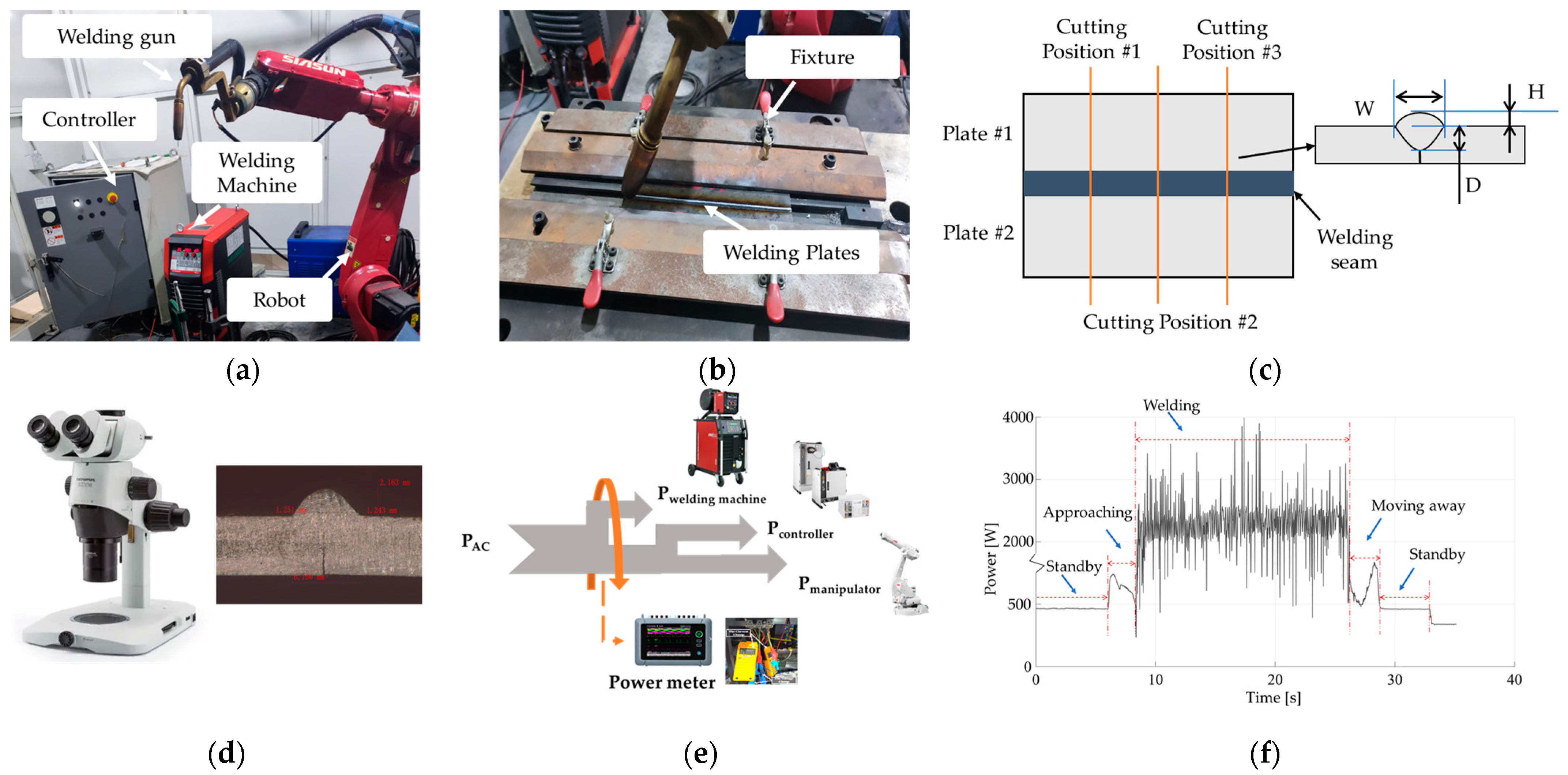
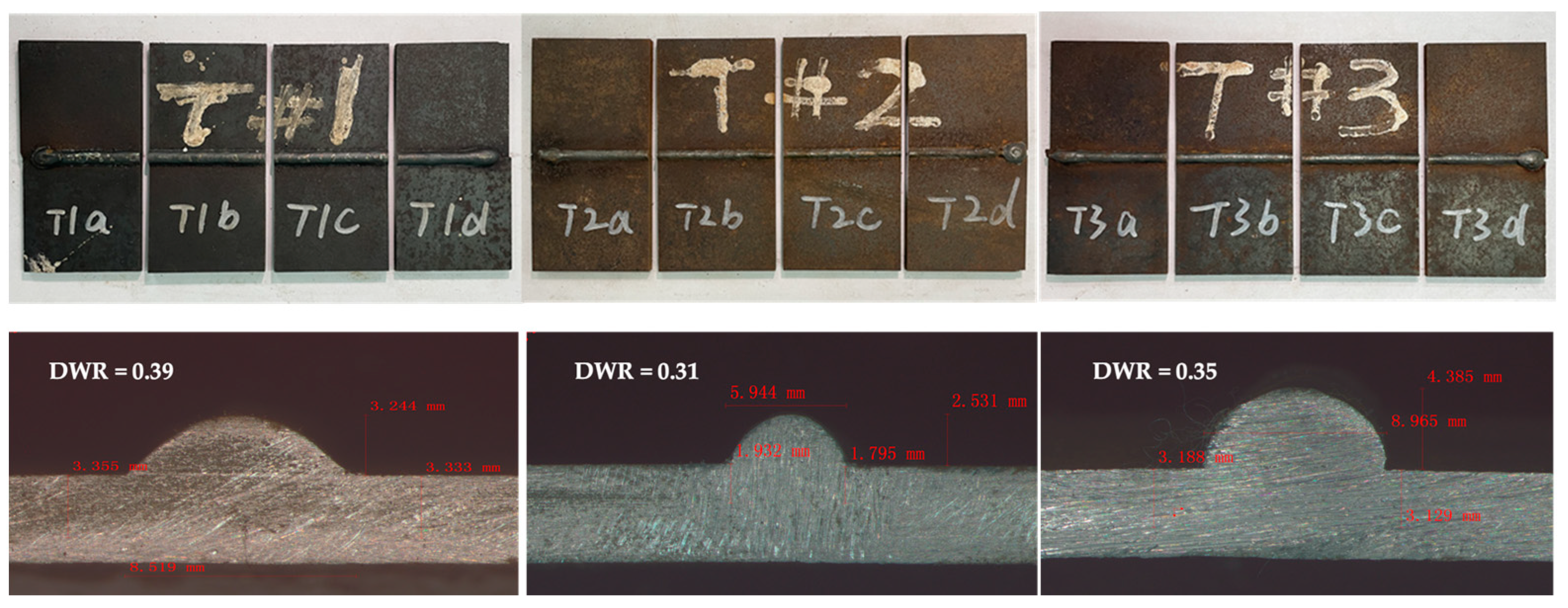
Section 3 builds a platform and conducts experiments performed by a Siasun welding robot on Q235 steel;
Section 4 demonstrates the validity and effectiveness of the proposed solution through detailed result analysis; and
Section 5 draws conclusions and gives future directions for improvement.
2. Methodology
Steps of investigated PP optimization for WRs are shown in
Figure 1. Firstly, a detailed analysis has to be conducted on the welding scenarios and the operation process of WRs to ensure welding types such as arc and spot welding, welding materials such as aluminum alloy and Q235 steel, welding equipment, and the welding operating environment. Then the studied objects are determined, including welding parameters and corresponding evaluation objectives, with production requirement considered. Secondly, features of data during the welding process are supposed to be studied, paving the way for data acquisition system construction and data sampling. In this system, synchronous collections of sequential and discrete data are achieved by reading from the WR system and deployed sensors like power flow and images.
Next, the acquired data are preprocessed to formulate the sample set for this case. Target labels are generated for each PP combination through treatments such as data cleaning and sequential data segmentation. For example, integrating the power flow in the time dimension is able to obtain the EC value of WR under each PP scenario. In addition, in response to the small volume of datasets for WRs, this research adopts the data augmentation method, which is frequently utilized in the field of few-lot learning, to expand the sample set for industrial cases. Data augmentation methods in the field of machine vision include algorithm-based generation such as data flipping, image scaling, etc., and model-based generation like GAN [
35,
36,
37]. However, unlike images, the reflection from PP to responses of the welding process contains clear physical and chemical changes, and the generated data needs to undergo detailed discrimination to examine its effectiveness in industrial scenes. Therefore, considering the fluctuation of welding PP set at once during the actual welding process, this article expands the sample by adding noise to PP. Furthermore, standardization and normalization of the designed parameters and acquired evaluation objectives are performed to create the final dataset.
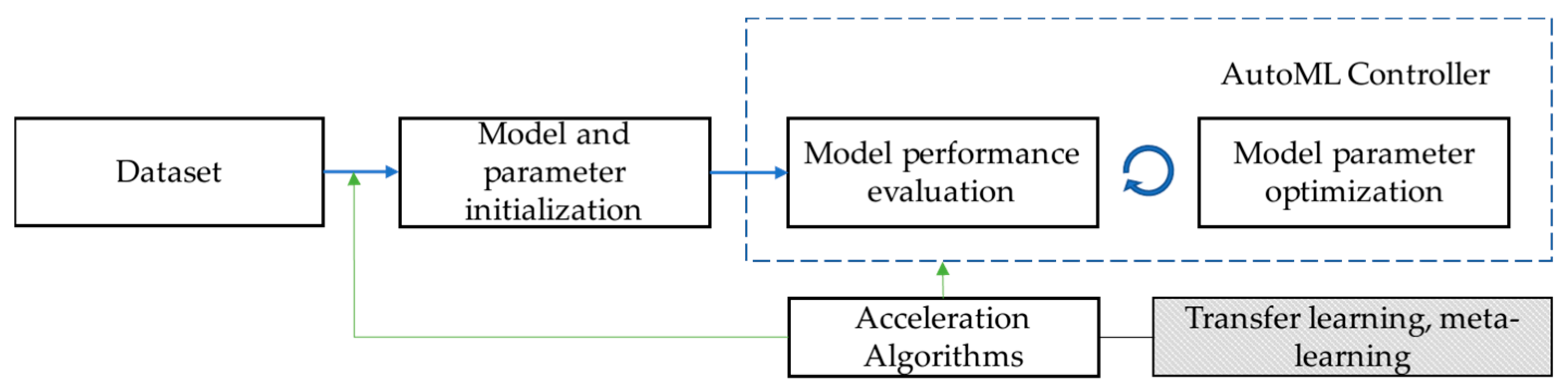
Then, ML models are applied to construct the welding process evaluation models and quantify the relations between PP and the chosen objectives. The common process of ML modeling for regression or classification problems includes three parts: feature engineering, model selection, and parameter optimization, where all parts require human participation to assist in decision-making. AutoML attempts to replace the role of expert experience in model construction through a series of methods with limited computational costs. The model construction by AutoML is able to be described as a typical optimization problem [
38,
39,
40]. The goal of the optimization problem is to improve the model’s performance on given tasks. Its constraints include automatic configuration of the modeling process and limited computational resource requirements, and objects are the selected models and their corresponding hyperparameters. Most AutoML frameworks are formatted around the selection of optimization algorithms, the design of model performance valuation, the initialization of models or parameters, and convergence acceleration methods, corresponding to the optimizing methods, objective functions, and operators in terms of optimization problems, as shown in
Figure 2. Autosklearn, as one of the mainstream AutoML open-source frameworks [
41], proposes a solution innovating in model initialization and model generation. Relying on Bayesian model-based optimization methods and numerous regression/classification algorithms, data preprocessing, and feature engineering algorithms in the Sklearn ML library, Autosklearn has superior performance in model fitting accuracy and efficiency. Therefore, this research chooses Autosklearn as the basis for constructing a multi-objective considered evaluation for the PP of WRs.
Finally, ideal PP are found using constructed evaluation criteria and heuristic algorithms to trade off among multiple objectives. Multi-objective optimization problems can be defined as obtaining a set of solutions where the optimized variables,
, satisfy various constraints such as upper and lower bounds, equations, inequalities, etc. in the search space
, and the corresponding value of all objectives is the minimum or maximum. In these problems, the superiority of solutions
and
are judged by comparing their fitness values under each objective. If all fitness values of the solution
is not worse than
, and there is at least one target better than the value of
, it is considered that
is Pareto dominant compared with
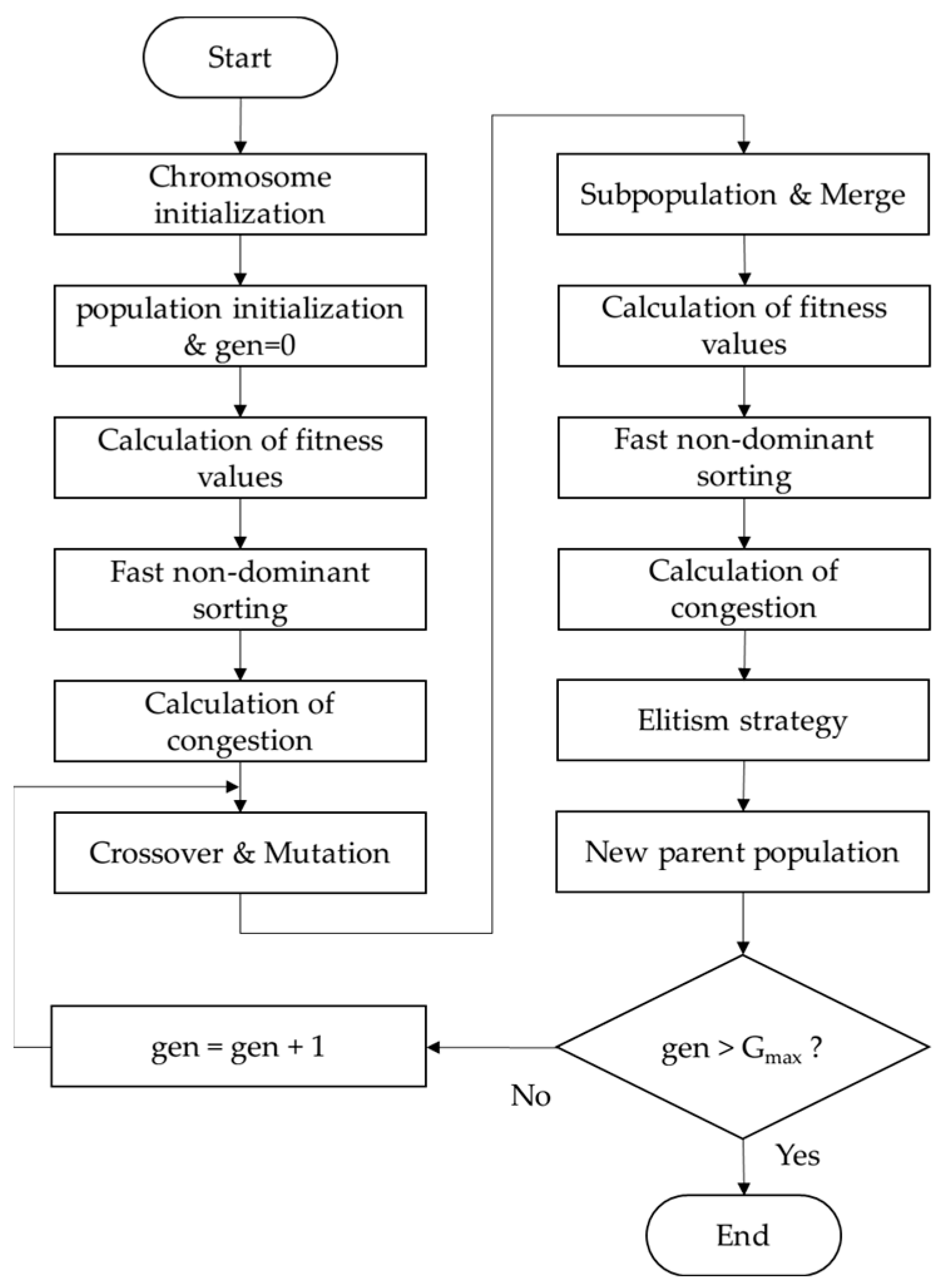
. Therefore, the non-dominated sorting of variables has become one of the keys to solve multi-objective optimization problems. The non-dominated sorting genetic algorithm (NSGA) is based on the basic genetic algorithm, which advances the population selection and regeneration methods. The evolution of each generation in NSGA needs to construct a non-dominated set, which has high computational complexity. NSGA-II proposes a non-dominated fast sorting way for population classification and adopts a crowding degree and elite retention strategy to improve the search efficiency of the optimized solution set, becoming a classic algorithm for solving multi-objective optimization problems. The overall flow of NSGA-II is shown in
Figure 3.
5. Conclusions and Future Research
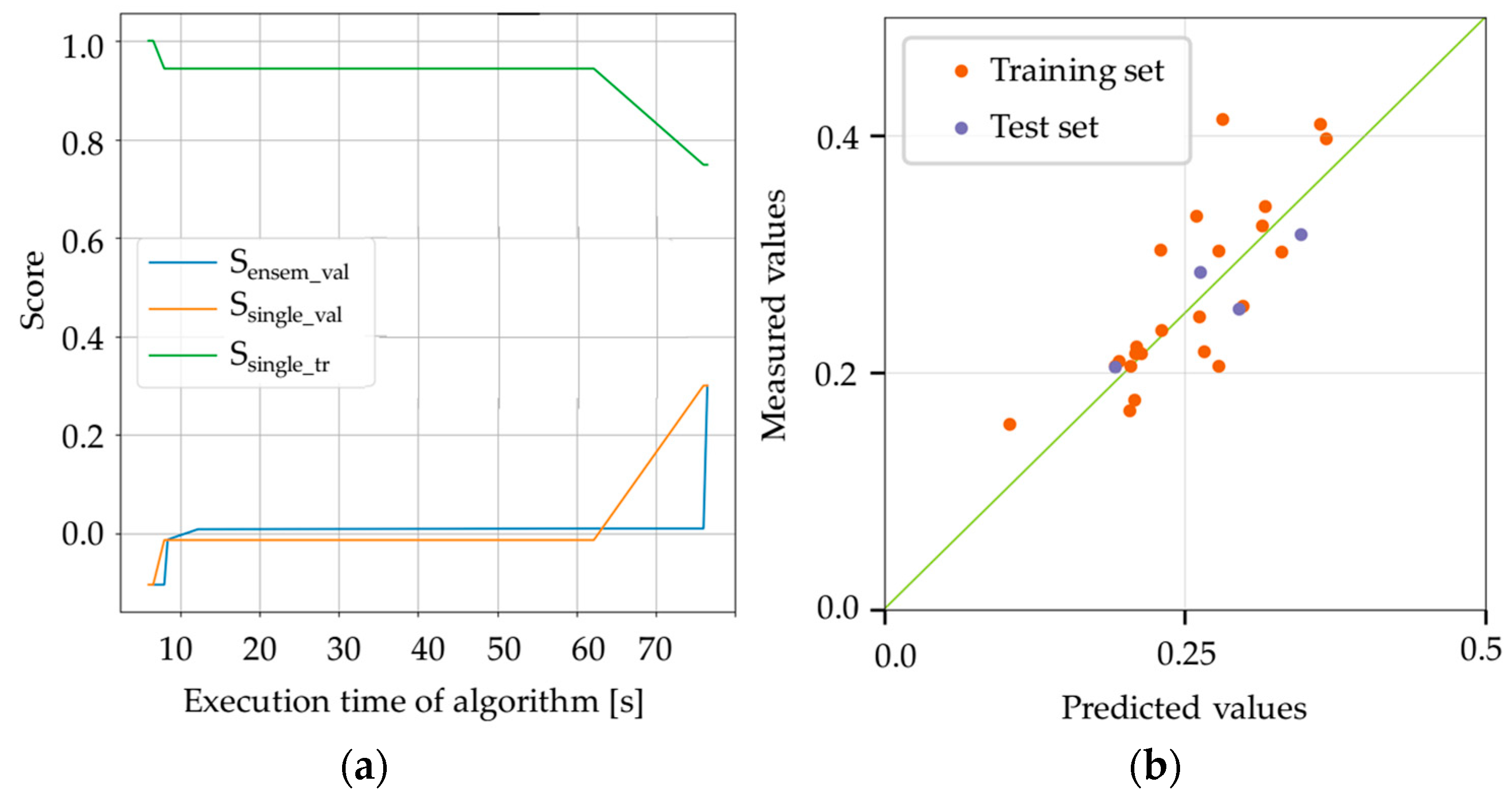
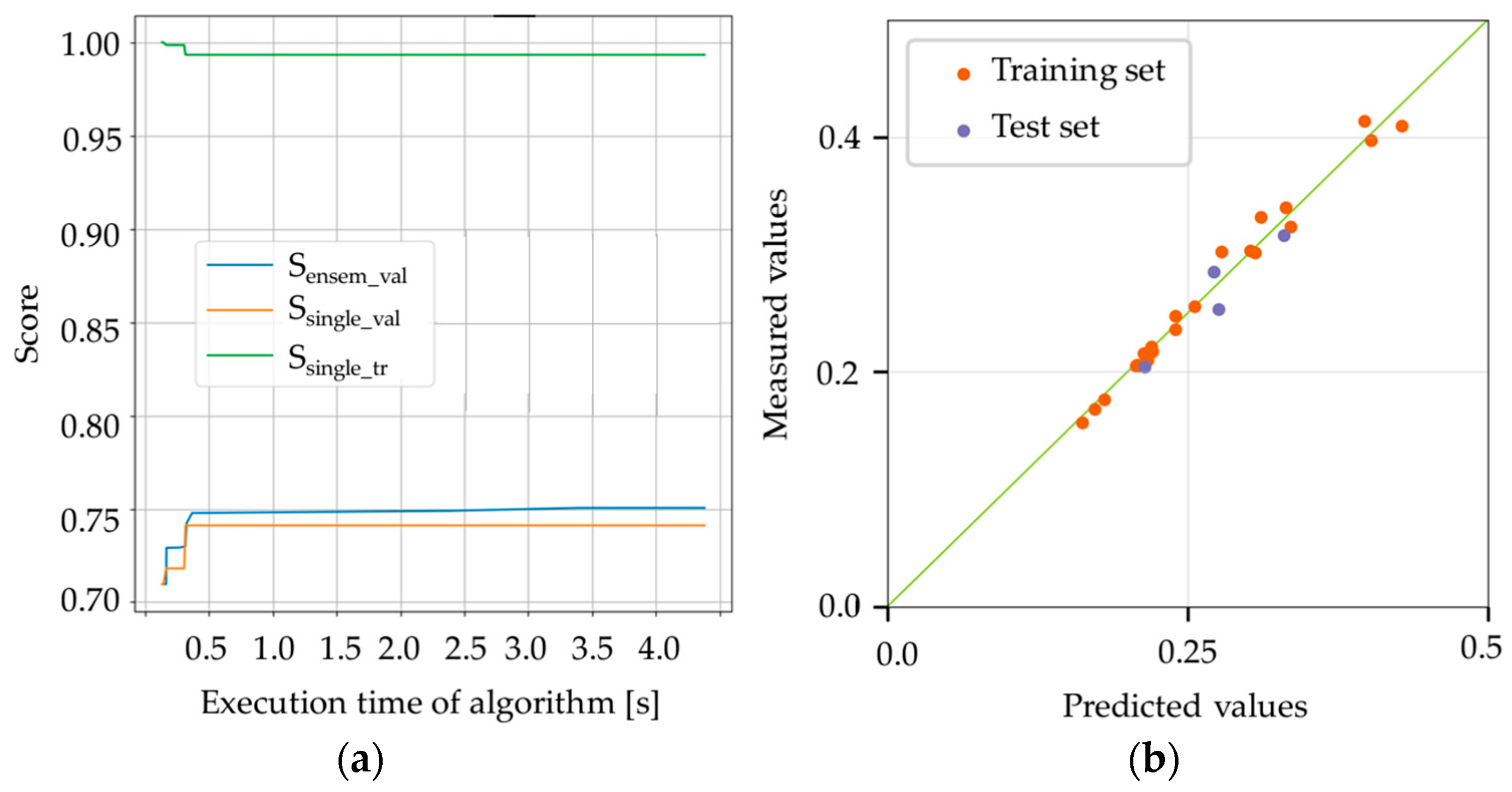
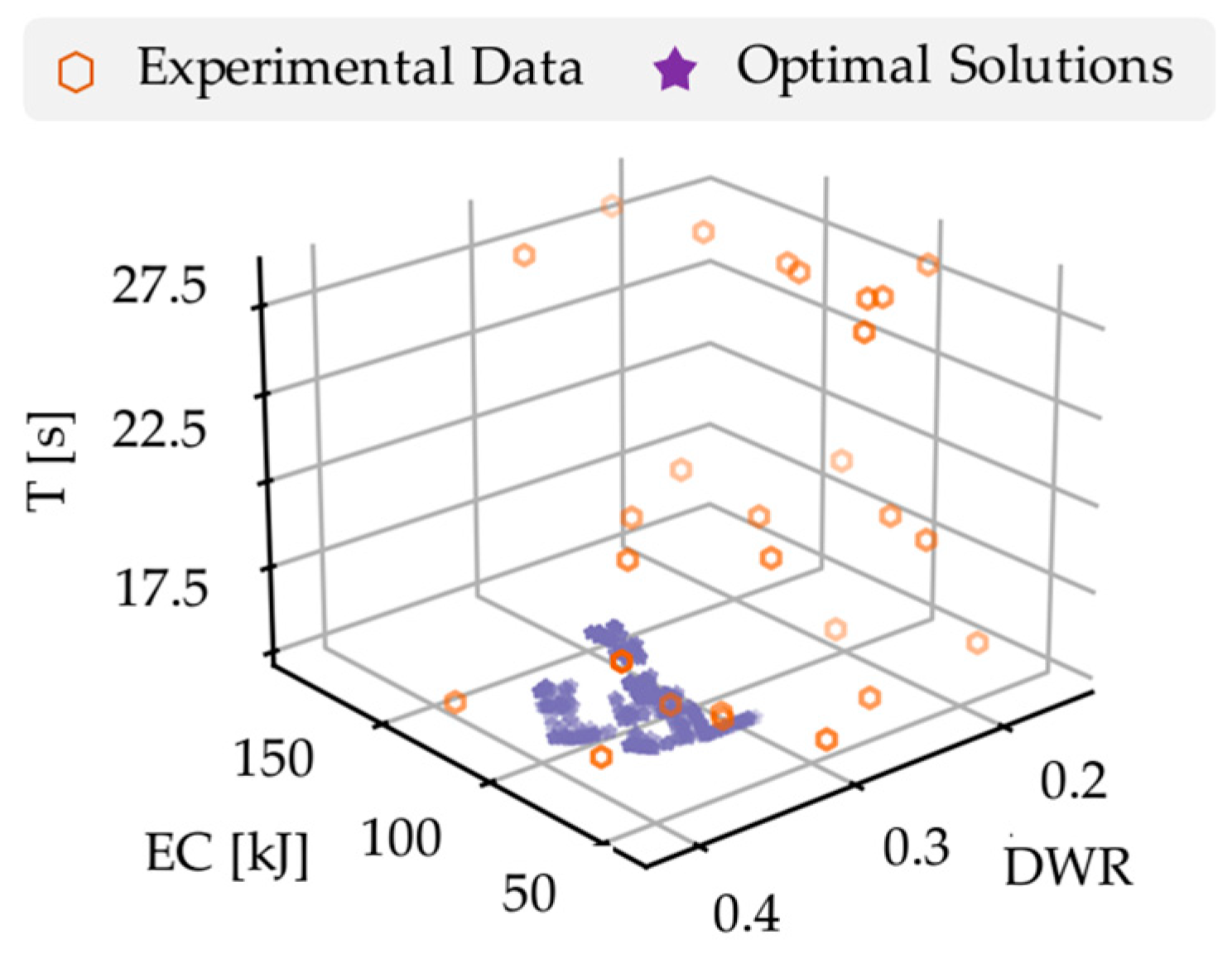
PP optimization is crucial in order to improve the environmental friendliness and sustainability of WRs. This work introduces novel strategies for obtaining optimal PP combinations by focusing on experimental data analysis. The quantification of the associations between PP and targets has been achieved by the augmentation of the sample and the utilization of AutoML models. Then, the NSGA-II is utilized to identify the Pareto front, enabling a trade-off between welding quality, energy consumption, and time cost. Experiments are conducted on Q235 welding plates and the welding platform built by a Siasun SR10 industrial robot and a Magmeet welding machine for verification. It is seen that the model accuracy for welding quality prediction has been dramatically enhanced by using the enlarged dataset. It is proven that the ensembled models obtained by the AutoML method perform better than single ones. The efficacy of the proposed method is convincingly demonstrated by the best solutions and the less than 5% error between the verified and predicted results.
In conclusion, compared with the other PP optimization methods for WRs, the data augmentation and AutoML-based modeling methods achieved satisfying results in terms of modeling accuracy and efficiency. Without requiring a large number of samples and human-dominated parameter adjusting in machine learning, it can be considered an important step toward the intelligent and sustainable operation of WRs.
The study was carried out only taking the geometry feature of welding quality into account. Subsequent investigations might expand upon the existing indicators, such as tensile strength, hardness, and the examination of weld seam microstructure, in order to achieve a more thorough and comprehensive study. In addition, the experiment is carried out in the pattern of butt welding. Furthermore, there are still many intricate PPs for welding, like the swing frequency of the arc, that need to be investigated. Moreover, considering the potential benefits of ML modeling, it is imperative to explore zero- or few-shot learning techniques in order to leverage existing information and well-trained models for enhanced accuracy and efficiency in modeling diverse welding scenarios.










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}