1. Introduction
Due to market competition, manufacturers need to serve the diverse needs of customers. This leads to the topic of product variety, which concerns the design and manufacturing of a set of product variants (or a product family) [
1]. To manage the complexity of production, modular design is often adopted, wherein product variants of the same family share the same product architecture with different components or modules [
2]. Product variants can also share common parts to keep the production cost manageable [
3].
Industry 4.0, as an important technological trend, refers to a range of interconnected technologies such as cloud computing, the Internet of Things, and cyber-physical systems, which can support production systems in coping with market challenges [
4]. Its potential has been discussed in the contexts of product customization [
5], cellular manufacturing [
6], mass personalization production [
7], and sustainable manufacturing [
8]. To deploy new technologies of Industry 4.0, decision-making methods have been proposed to support the selection of digital technologies [
9] and sustainable machining process [
10]. Along with these contexts, this paper focuses on the resilience of facility layouts, which cannot be easily changed over time, subject to uncertain demands of product variants.
While the demands for certain product types (e.g., total vehicle sales) can be forecasted, estimating the demands for individual product variants (e.g., sales of a specific vehicle model) is more challenging. Further, it has been identified that the demands of product variants can be negatively correlated [
11]. For example, as total vehicle sales remain relatively stable, higher sales of vehicles model ABC could imply lower sales of some other vehicle models. This research is interested in how the uncertain demands of product variants, which are negatively correlated, can impact the resilience of flexible manufacturing systems in view of their productivity.
Two layouts for flexible manufacturing are common in practice: functional and cellular layouts. Functional layouts focus on grouping machines of similar manufacturing (or machining) functions (e.g., drilling machines are grouped to form a drilling department on the production floor). As work-in-progress parts are free to visit different manufacturing departments, functional layouts allow for flexible routings. They also tend to be more resilient to changes in part demands due to resource pooling [
12]. In contrast, cellular layouts form different groups of dissimilar machines (i.e., manufacturing cells), where each group can produce a subset of parts (or part family). Since cells are specialized in producing specific parts, they tend to be more efficient in terms of productivity [
13]. However, they are less flexible due to more restricted routings and the loss of resource pooling [
12].
In the context of uncertain demands, both functional and cellular layouts can be considered as comparable choices, offering various levels of flexibility in manufacturing with the trade-off of productivity. However, it is important to note that layout decisions cannot be easily reversed, as layout changes can entail high costs and delays. To support these layout decisions, this paper proposes a criticality analysis that estimates how sensitive of a product variant can impact a layout’s performance.
For example, suppose the criticality analysis indicates that an increased production of product variant ‘A’ can sensitively deteriorate the performance of the cellular layout. If the manufacturer anticipates high future demands for product variant ‘A’, they should opt for the functional layout. In essence, the proposed criticality analysis examines the possible bottleneck machines that individual product variants may use in the production process. If a product variant can easily cause bottleneck machines, this product variant is considered “critical” in the production process.
In our view, the resilience of facility layouts subject to uncertain demands is an important element for sustainable manufacturing. Flores-Siguenza et al. [
14] reviewed and discussed resilience factors for facility layout problems (FLP). Both sustainability and resilience have been considered relevant factors in the design of supply chains [
15,
16]. The investigation of product demands and facility layout performance in this paper can help us understand how layout decisions can make the production system more sustainable in response to market changes.
In the remainder of this paper,
Section 2 will provide a literature review.
Section 3 will present the model of a manufacturing system with the study case for illustration.
Section 4 will propose the criticality analysis with the evaluation details.
Section 5 will examine the proposed criticality analysis using discrete event simulation and statistical analysis.
Section 6 will conclude this paper.
4. Criticality Analysis
4.1. Development of Criticality Scores
By considering the functional layout as the benchmark, the criticality analysis is concerned with the potential benefit of using the cellular layout comparatively. In this context, the notion of criticality is used to describe the sensitivity of a production that can be severely delayed by certain bottleneck processes. Then, when more critical factors are involved in production (or simply having higher criticality scores), it is more beneficial to stay with the functional layout for its flexibility in addressing bottleneck processes.
In this paper, the criticality analysis is conducted in four aspects sequentially: machine type, part, product variant, and production. Generally, a machine type is critical if it is demanded by many parts with relatively long processing times. Let
procik be the processing time of part
pi using machine type
tk. Recall that
ptik is a binary matrix element that indicates whether machine type
tk is required to make part
pi. Then, the criticality score (
cs) of machine type
tk, denoted as
cs(
tk), can be evaluated as follows.
From the aspect of the part, a part is critical if it is more dependent on critical machine types. Let
cs(
pi) be the criticality score of part
pi, and its formulation is given below.
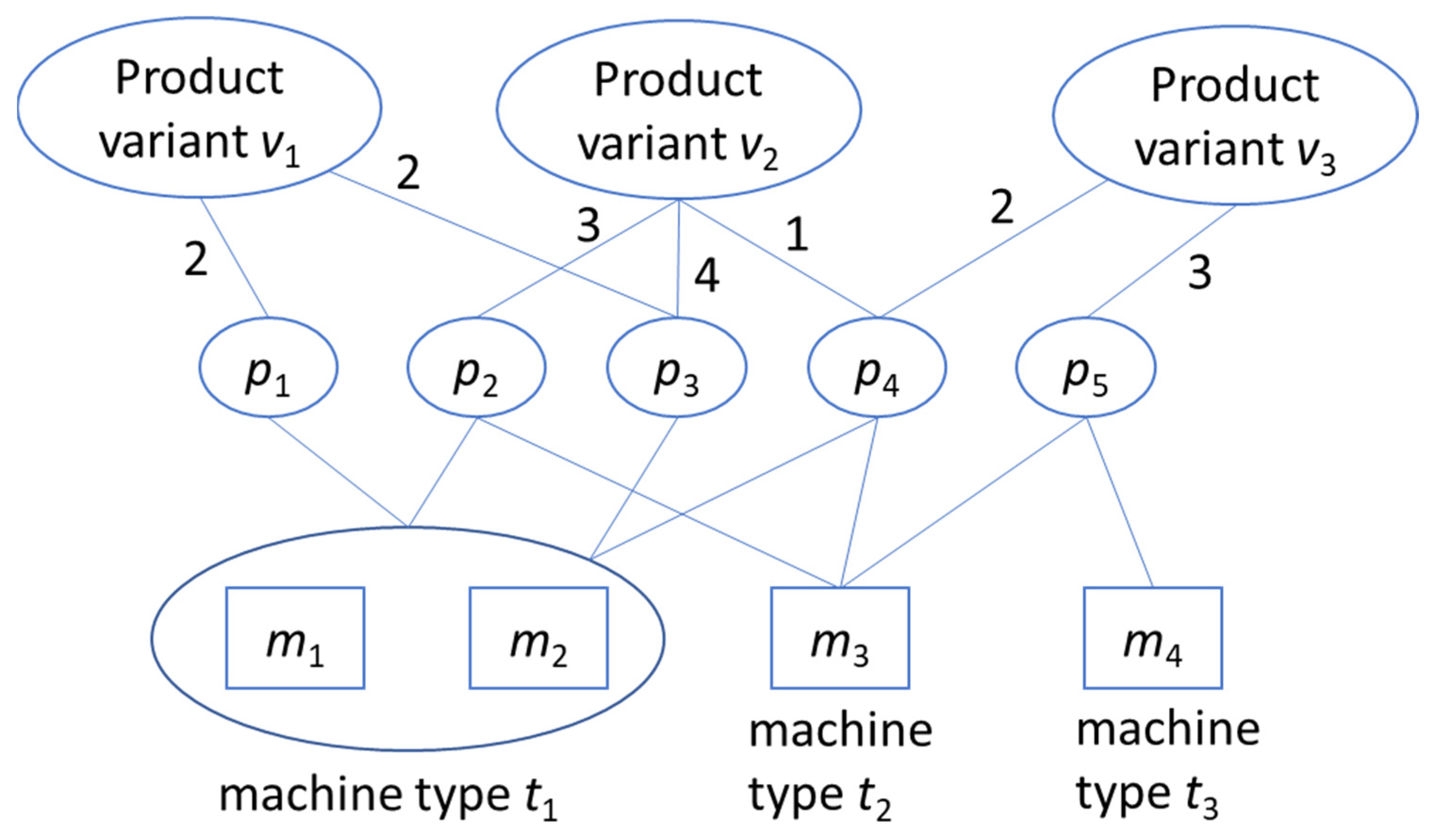
From the aspect of the product variant, a product variant is critical if it contains more critical parts. Recall that
pvih is a matrix element that indicates the number of part
pi required to make product variant
vh. Let
cs(
vh) be the criticality score of product variant
vh, and its formulation is given below.
Figure 4 illustrates the evaluation flow of the criticality scores. In summary, the criticality of machine types is relevant to the total processing time of a machine type needed to produce a given set of parts. With the criticality of machine types, the criticality of a part is evaluated based on its machine requirement according to machine types. Since we know the composition of parts for each product variant, we can then calculate the criticality of a product variant based on the criticality of its parts. In each production, the demands of product variants (or simply products) are known and fixed. Then, we can evaluate the criticality of this production (to be discussed in
Section 3.3) based on the criticality of product variants.
4.2. Criticality Analysis with Machine Duplication
In the comparison of the functional and cellular layouts, having more machine duplication tends to be more beneficial for the functional layout in terms of the production’s completion time. As the factory aims to process all the parts as quickly as possible in a production run, the completion time becomes highly dependent on how long the parts need to wait for machine services. With machine duplication, the functional layout is more capable of distributing the machine workloads evenly, which can help smooth out the waiting time for parts. Thus, when product demands are uncertain, the functional layout is less likely to experience bottleneck processes that severely delay the completion time. In this section, we aim to conduct the criticality analysis with duplicated machines in some machine types.
Let MD = (md1, md2, …, mdk, …, mdq) be the vector of machine duplicates, where mdk is the number of duplicates of machine type tk. In our criticality analysis, a machine becomes less critical if it is duplicated. Thus, we suppose that the criticality score of a machine is inversely proportional to the number of its duplicates. To apply this notion, we define a vector of machine fraction, denoted as MF = (mf1, mf2, …, mfj, …, mfm), where mfj is the fraction of its duty share (essentially the reciprocal of the number of its duplicates). Then, when machine mj belongs to machine type tk, we have .
The consideration of machine duplication will require another round of criticality evaluations. To distinguish this round of evaluations, we use the symbol
to indicate the criticality evaluations with machine duplication. Let us denote a part–machine matrix,
PM = [
pmij], to indicate
pmij = 1 if machine
mj is required to make part
pi (otherwise,
pmij = 0). Also, let
procij be the processing time of part
pi using machine
mj. Then, the criticality score of machine
mj, denoted as
, can be calculated as follows.
With the criticality score of each machine, we can re-evaluate the criticality scores of parts (denoted as
) and product variants (denoted as
) with machine duplication as follows.
4.3. Criticality Ratios for Product Variant and Production
Since having more machine duplicates would make a machine type less critical, we expect to see
for product variant
vh. Also, as discussed in
Section 3.2, machine duplication tends to make the functional layout more beneficial. Therefore, if there is a significant drop from
to
, the functional layout would tend to be more beneficial for producing product variant
vh. This idea leads to the formulation of criticality ratios for comparing the functional and cellular layouts.
Let
be the criticality ratio of product variant
vh, and its formulation is provided in Equation (7). Based on the reasoning discussed earlier, if machine duplication can effectively reduce the criticality of a product variant (i.e., smaller
→ higher
), it is more beneficial to produce this product variant in the functional layout. In other words, higher values of
imply that the functional layout tends to be more efficient than the cellular layout for producing product variant
vh.
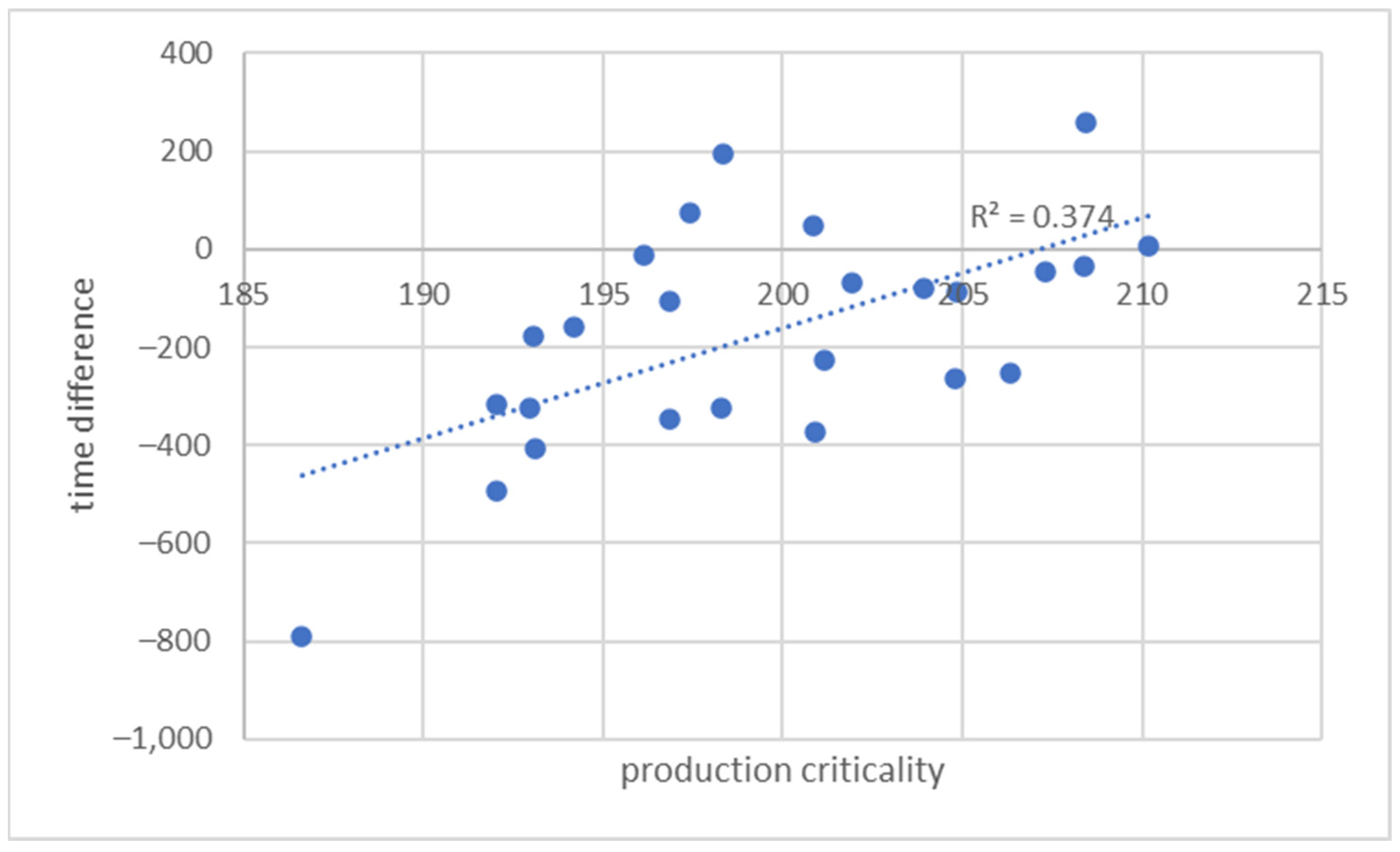
In the context of uncertain product demands, a production is critical if it needs to produce many product variants with high criticality ratios. Let
PD = (
pd1,
pd2…,
pdh, …
pdr) be the vector of product demands, where
pdh is the number of product variant
vh that needs to be produced in a production. Given a production that specifies the product demands as
PD, let
cs(
PD) be the score of production criticality, and its formulation is provided below. Using the same rationale, if the manufacturer expects to have more productions with high production criticality (i.e.,
), they should choose the functional layout in the long run.
4.4. Criticality Analysis of the Study Case
In this section, the study case is used to further explain and demonstrate the criticality analysis, following the evaluation flow in
Figure 4. First,
Table 7 lists the criticality scores of machine types and machines. Let us consider the criticality evaluation of machine type
t4 for demonstration. From
Table 4, we know that machine type
t4 has two machine duplicates:
m5 and
m6. Then, we can check (
m5,
m6) in
Table 5, which indicates that this machine type is required to make
p4 (6 min),
p5 (6 min),
p6 (9 min),
p7 (9 min),
p8 (9 min),
p13 (6 min),
p14 (6 min), and
p15 (6 min). As a result, we can calculate
= 57 using Equation (1). With two machine duplicates, we have
57/2 = 28.5 using Equation (4). As observed from
Table 7, while machine type
t5 (i.e., drilling machine) is the most critical (i.e.,
= 67), it has three machine duplicates (e.g.,
m7,
m8,
m9), leading to a relatively lower criticality score for each machine. In contrast, machine type
t7 (or machine
m11) is the least critical as it is only required by part
p8 (7 min) (see
Table 5).
Then, we proceed to calculate the criticality scores of parts, which are listed in
Table 8. To demonstrate, consider
p4, which requires machine types of
t1,
t4, and
t5 (see
Table 3). Using Equation (2), we can obtain
cs(
p4) =
cs(
t1) +
cs(
t4) +
cs(
t5) = 171. As observed from
Table 8, part
p13 is the most critical as it requires four machine types and one relatively critical machine,
m4 (see
Table 5).
With the criticality scores of parts, we can then calculate the criticality scores of product variants using Equations (3) and (6) and criticality ratios using Equation (7). The results are listed in
Table 9. As observed, product variant
v2 has the highest criticality ratio and can sensitively cause the delay of the completion time. It implies that if the demand of product variant
v2 tends to be high (relative to other product variants), we should consider the functional layout. In contrast, product variant
v3 has the lowest criticality ratio. In this case, we should lean towards the cellular layout if the demand for product variant
v3 tends to be high.
Notably, the criticality analysis can only indicate the sensitivity of the demands of individual product variants concerning the choice between the functional and cellular layouts. It does not consider machine locations and the processing times of the cellular layouts (e.g.,
Figure 3 and
Table 6). The actual decision should still require more analytical and simulation work to approximate the completion times of the two layouts. Yet, the criticality analysis can reveal which product variants would tend to favor the functional (or cellular) layout. This information can help us better understand the simulation work, which will be discussed in the next section.








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}