

Assessing Exergy Efficiency in Computer-Aided Modeled Large-Scale Production of Chitosan Microbeads Modified with Thiourea and Magnetite Nanoparticles



Abstract
:1. Introduction
2. Materials and Methods
2.1. Process Description
2.2. Thermodynamic Modelling
2.3. Exergy Analysis
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ambigaipalan, P.; Shahidi, F. Bioactive peptides from shrimp shell processing discards: Antioxidant and biological activities. J. Funct. Foods 2017, 34, 7–17. [Google Scholar] [CrossRef]
- Kalaivani, R.; Maruthupandy, M.; Muneeswaran, T.; Beevi, A.H.; Anand, M.; Ramakritinan, C.; Kumaraguru, A. Synthesis of chitosan mediated silver nanoparticles (Ag NPs) for potential antimicrobial applications. Front. Lab. Med. 2018, 2, 30–35. [Google Scholar] [CrossRef]
- Muñoz, I.; Rodríguez, C.; Gillet, D.M.; Moerschbacher, B. Life cycle assessment of chitosan production in India and Europe. Int. J. Life Cycle Assess. 2018, 23, 1151–1160. [Google Scholar] [CrossRef]
- Tokatlı, K.; Demirdöven, A. Optimization of chitin and chitosan production from shrimp wastes and characterization. J. Food Process. Preserv. 2018, 42, e13494. [Google Scholar] [CrossRef]
- Rebello, S.; Sali, S.; Jisha, M.; Reshmy, R.; Pugazhendhi, A.; Madhavan, A.; Binod, P.; Awasthi, M.K.; Pandey, A.; Sindhu, R. Chitosan a versatile adsorbent in environmental remediation in the era of circular economy-a mini review. Sustain. Chem. Pharm. 2023, 32, 101004. [Google Scholar] [CrossRef]
- Pal, P.; Pal, A.; Nakashima, K.; Yadav, B.K. Applications of chitosan in environmental remediation: A review. Chemosphere 2021, 266, 128934. [Google Scholar] [CrossRef]
- Santos, V.P.; Marques, N.S.S.; Maia, P.C.S.V.; De Lima, M.A.B.; de Oliveira Franco, L.; De Campos-Takaki, G.M. Seafood Waste as Attractive Source of Chitin and Chitosan Production and Their Applications. Int. J. Mol. Sci. 2020, 21, 4290. [Google Scholar] [CrossRef]
- Bhojwani, S.; Topolski, K.; Mukherjee, R.; Sengupta, D.; El-Halwagi, M.M. Technology review and data analysis for cost assessment of water treatment systems. Sci. Total. Environ. 2019, 651, 2749–2761. [Google Scholar] [CrossRef]
- Rebah, F.; Mnif, W.; Siddeeg, S.M. Microbial Flocculants as an Alternative to Synthetic Polymers for Wastewater Treatment: A Review. Symmetry 2018, 10, 556. [Google Scholar] [CrossRef]
- Wei, H.; Ren, J.; Li, A.; Yang, H. Sludge dewaterability of a starch-based flocculant and its combined usage with ferric chloride. Chem. Eng. J. 2018, 349, 737–747. [Google Scholar] [CrossRef]
- Andreoli, F.; Sabogal-Paz, L. Household slow sand filter to treat groundwater with microbiological risks in rural communities. Water Res. 2020, 186, 116352. [Google Scholar] [CrossRef] [PubMed]
- Wang, Z.; Srivastava, V.; Ambat, I.; Safaei, Z.; Sillanpää, M. Degradation of Ibuprofen by UV-LED/catalytic advanced oxidation process. J. Water Process. Eng. 2019, 31, 100808. [Google Scholar] [CrossRef]
- Boczkaj, G.; Fernandes, A. Wastewater treatment by means of advanced oxidation processes at basic pH conditions: A review. Chem. Eng. J. 2017, 320, 608–633. [Google Scholar] [CrossRef]
- Giacobbo, A.; Bernardes, A.M. Membrane Separation Process in Wastewater and Water Purification. Membranes 2022, 12, 259. [Google Scholar] [CrossRef] [PubMed]
- Upadhyay, U.; Sreedhar, I.; Singh, S.A.; Patel, C.M.; Anitha, K.L. Recent advances in heavy metal removal by chitosan based adsorbents. Carbohydr. Polym. 2021, 251, 117000. [Google Scholar] [CrossRef]
- Omer, A.M.; Dey, R.; Eltaweil, A.S.; El-Monaem, E.M.A.; Ziora, Z.M. Insights into recent advances of chitosan-based adsorbents for sustainable removal of heavy metals and anions. Arab. J. Chem. 2022, 15, 103543. [Google Scholar] [CrossRef]
- Aranaz, I.; Alcántara, A.R.; Civera, M.C.; Arias, C.; Elorza, B.; Caballero, A.H.; Acosta, N. Chitosan: An Overview of Its Properties and Applications. Polymers 2021, 13, 3256. [Google Scholar] [CrossRef]
- Phasuphan, W.; Praphairaksit, N.; Imyim, A. Removal of ibuprofen, diclofenac, and naproxen from water using chitosan-modified waste tire crumb rubber. J. Mol. Liq. 2019, 294, 111554. [Google Scholar] [CrossRef]
- Farhadian, N.; Akbarzadeh, R.; Pirsaheb, M.; Jen, T.-C.; Fakhri, Y.; Asadi, A. Chitosan modified N, S-doped TiO2 and N, S-doped ZnO for visible light photocatalytic degradation of tetracycline. Int. J. Biol. Macromol. 2019, 132, 360–373. [Google Scholar] [CrossRef]
- Karimi, F.; Ayati, A.; Tanhaei, B.; Sanati, A.L.; Afshar, S.; Kardan, A.; Dabirifar, Z.; Karaman, C. Removal of metal ions using a new magnetic chitosan nano-bio-adsorbent; A powerful approach in water treatment. Environ. Res. 2022, 203, 111753. [Google Scholar] [CrossRef]
- Razmi, F.A.; Ngadi, N.; Wong, S.; Inuwa, I.M.; Opotu, L.A. Kinetics, thermodynamics, isotherm and regeneration analysis of chitosan modified pandan adsorbent. J. Clean. Prod. 2019, 231, 98–109. [Google Scholar] [CrossRef]
- Li, D.; Tian, X.; Wang, Z.; Guan, Z.; Li, X.; Qiao, H.; Ke, H.; Luo, L.; Wei, Q. Multifunctional adsorbent based on metal-organic framework modified bacterial cellulose/chitosan composite aerogel for high efficient removal of heavy metal ion and organic pollutant. Chem. Eng. J. 2020, 383, 123127. [Google Scholar] [CrossRef]
- Zhou, L.; Liu, J.; Liu, Z. Adsorption of platinum(IV) and palladium(II) from aqueous solution by thiourea-modified chitosan microspheres. J. Hazard. Mater. 2009, 172, 439–446. [Google Scholar] [CrossRef] [PubMed]
- Karimi, M.H.; Mahdavinia, G.R.; Massoumi, B.; Baghban, A.; Saraei, M. Ionically crosslinked magnetic chi-tosan/kappa-carrageenan bioadsorbents for removal of anionic eriochrome black-T. Int. J. Biol. Macromol. 2018, 113, 361–375. [Google Scholar] [CrossRef] [PubMed]
- Pelvan, E.; Özilgen, M. Assessment of energy and exergy efficiencies and renewability of black tea, instant tea and ice tea production and waste valorization processes. Sustain. Prod. Consum. 2017, 12, 59–77. [Google Scholar] [CrossRef]
- Ma, S.; Lu, S.; Ma, H.; Li, R.; Xu, C.; Chen, M.; Zhang, H. Energy and exergy analysis of a new calcium carbide production process. Fuel Process. Technol. 2022, 226, 107070. [Google Scholar] [CrossRef]
- Boateng, A.A.; Mullen, C.A.; Osgood-Jacobs, L.; Carlson, P.; Macken, N. Mass Balance, Energy, and Exergy Analysis of Bio-Oil Production by Fast Pyrolysis. J. Energy Resour. Technol. 2012, 134, 042001. [Google Scholar] [CrossRef]
- Kartal, F.; Özveren, U. Energy and exergy analysis of entrained bed gasifier/GT/Kalina cycle model for CO2 co-gasification of waste tyre and biochar. Fuel 2023, 331, 125943. [Google Scholar] [CrossRef]
- Chung, M.R.W.Y.; Tan, I.S.; Foo, H.C.Y.; Lam, M.K.; Lim, S. Potential of macroalgae-based biorefinery for lactic acid production from exergy aspect. Biomass-Convers. Biorefin. 2023, 13, 2623–2653. [Google Scholar] [CrossRef]
- Restrepo-Serna, D.L.; Martínez-Ruano, J.A.; Cardona-Alzate, C.A. Energy Efficiency of Biorefinery Schemes Using Sugarcane Bagasse as Raw Material. Energies 2018, 11, 3474. [Google Scholar] [CrossRef]
- Solano, R.A.; De León, L.D.; De Ávila, G.; Herrera, A.P. Polycyclic aromatic hydrocarbons (PAHs) adsorption from aqueous solution using chitosan beads modified with thiourea, TiO2 and Fe3O4 nanoparticles. Environ. Technol. Innov. 2021, 21, 101378. [Google Scholar] [CrossRef]
- González-Delgado, Á.D.; Moreno-Sader, K.A.; Martínez-Consuegra, J.D. Sustainable Biorefining of Shrimp: Developments from Computer Aided Process Engineering; Corporación Universitaria Minuto de Dios—UNIMINUTO: Bogotá, Colombia, 2022; (In Spanish). [Google Scholar] [CrossRef]
- Tao, K.; Dou, H.; Sun, K. Interfacial coprecipitation to prepare magnetite nanoparticles: Concentration and temperature dependence. Colloids Surf. A Physicochem. Eng. Asp. 2008, 320, 115–122. [Google Scholar] [CrossRef]
- Alfaro, I.; Molina, L.; González, P.; Gaete, J.; Valenzuela, F.; Marco, J.F.; Sáez, C.; Basualto, C. Silica-coated magnetite nanoparticles functionalized with betaine and their use as an adsorbent for Mo(VI) and Re(VII) species from acidic aqueous solutions. J. Ind. Eng. Chem. 2019, 78, 271–283. [Google Scholar] [CrossRef]
- Yazdani, F.; Edrissi, M. Effect of pressure on the size of magnetite nanoparticles in the coprecipitation synthesis. Mater. Sci. Eng. B 2010, 171, 86–89. [Google Scholar] [CrossRef]
- Bui, T.Q.; Ton, S.N.-C.; Duong, A.T.; Tran, H.T. Size-dependent magnetic responsiveness of magnetite nanoparticles synthesised by co-precipitation and solvothermal methods. J. Sci. Adv. Mater. Devices 2018, 3, 107–112. [Google Scholar] [CrossRef]
- Hadadian, Y.; Sampaio, D.R.; Ramos, A.P.; Carneiro, A.A.; Mozaffari, M.; Cabrelli, L.C.; Pavan, T.Z. Synthesis and characterization of zinc substituted magnetite nanoparticles and their application to magneto-motive ultrasound imaging. J. Magn. Magn. Mater. 2018, 465, 33–43. [Google Scholar] [CrossRef]
- González-Delgado, Á.D.; García-Martínez, J.B.; Barajas-Solano, A.F. A Technoeconomic Resilience and Exergy Analysis Approach for the Evaluation of a Vaccine Production Plant in North-East Colombia. Sustainability 2023, 15, 287. [Google Scholar] [CrossRef]
- Arteaga-Diaz, S.; Gonzalez-Diaz, J.; Ojeda-Delgado, K.; Pajaro-Morales, M.; Gonzalez-Delgado, A. Computer-aided exergy analysis of a palm based-biorefinery for producing palm oil, kernel oil and hydrogen. Contemp. Eng. Sci. 2018, 11, 537–545. [Google Scholar] [CrossRef]
- Meramo-Hurtado, S.; Alarcón-Suesca, C.; González-Delgado, Á.D. Exergetic sensibility analysis and environmental evaluation of chitosan production from shrimp exoskeleton in Colombia. J. Clean. Prod. 2020, 248, 119285. [Google Scholar] [CrossRef]
- Peralta-Ruiz, Y.; González-Delgado, A.-D.; Kafarov, V. Evaluation of alternatives for microalgae oil extraction based on exergy analysis. Appl. Energy 2013, 101, 226–236. [Google Scholar] [CrossRef]
- Rocco, M.; Colombo, E.; Sciubba, E. Advances in exergy analysis: A novel assessment of the Extended Exergy Accounting method. Appl. Energy 2014, 113, 1405–1420. [Google Scholar] [CrossRef]
- Hellström, D. An exergy analysis for a wastewater treatment plant-an estimation of the consumption of physical resources. Water Environ. Res. 1997, 69, 44–51. [Google Scholar] [CrossRef]
- Szargut, J. Appendix 1. Standard chemical exergy. In Exergy Method. Technical and Ecological Applications; WIT Press: Southampton, UK, 2007; pp. 489–494. [Google Scholar] [CrossRef]
- Meramo-Hurtado, S.; Herrera-Barros, A.; González-Delgado, D. Evaluation of Large-Scale Production of Chitosan Microbeads Modified with Nanoparticles Based on Exergy Analysis. Energies 2019, 12, 1200. [Google Scholar] [CrossRef]
- Meramo-Hurtado, S.; Urbina-Suaréz, N.; González-Delgado, D. Computer-aided environmental and exergy analyses of a large-scale production of chitosan microbeads modified with TiO2 nanoparticles. J. Clean. Prod. 2019, 237, 117804. [Google Scholar] [CrossRef]
- De Falco, M.; Natrella, G.; Capocelli, M.; Popielak, P.; Sołtysik, M.; Wawrzyńczak, D.; Majchrzak-Kucęba, I. Exergetic Analysis of DME Synthesis from CO2 and Renewable Hydrogen. Energies 2022, 15, 3516. [Google Scholar] [CrossRef]
- Gollangi, R.; Rao, K.N. Energetic, exergetic analysis and machine learning of methane chlorination process for methyl chloride production. Energy Environ. 2022, 0958305X221109604. [Google Scholar] [CrossRef]
- Li, Y.; Zhao, Q.; Liu, T.; Yin, K.; Dai, Y.; Zhu, Z.; Cui, P.; Wang, Y.; Zhong, L. Economic, environmental, and exergy analysis of an efficient separation process for recovering low-carbon alcohol from wastewater. J. Clean. Prod. 2022, 365, 132733. [Google Scholar] [CrossRef]
- Gholami, A.; Hajinezhad, A.; Pourfayaz, F.; Ahmadi, M.H. The effect of hydrodynamic and ultrasonic cavitation on biodiesel production: An exergy analysis approach. Energy 2018, 160, 478–489. [Google Scholar] [CrossRef]
- Aigba, P.A.; Emovon, I.; Samuel, O.D.; Enweremadu, C.C.; Abdeljawad, T.; Al-Mdallal, Q.M.; Afzal, A. Exergetic Assessment of Waste Gas to Energy in a Novel Integrated NGL Recovery and Power Generation Plant. Front. Energy Res. 2022, 9, 798896. [Google Scholar] [CrossRef]
- Mabrouk, A.; Erdocia, X.; Alriols, M.G.; Labidi, J. Economic analysis of a biorefinery process for catechol production from lignin. J. Clean. Prod. 2018, 198, 133–142. [Google Scholar] [CrossRef]
- Peters, J.F.; Petrakopoulou, F.; Dufour, J. Exergy analysis of synthetic biofuel production via fast pyrolysis and hydroupgrading. Energy 2015, 79, 325–336. [Google Scholar] [CrossRef]
- Aghbashlo, M.; Mandegari, M.; Tabatabaei, M.; Farzad, S.; Soufiyan, M.M.; Görgens, J.F. Exergy analysis of a lignocellulosic-based biorefinery annexed to a sugarcane mill for simultaneous lactic acid and electricity production. Energy 2018, 149, 623–638. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Stage | Description | |
|---|---|---|
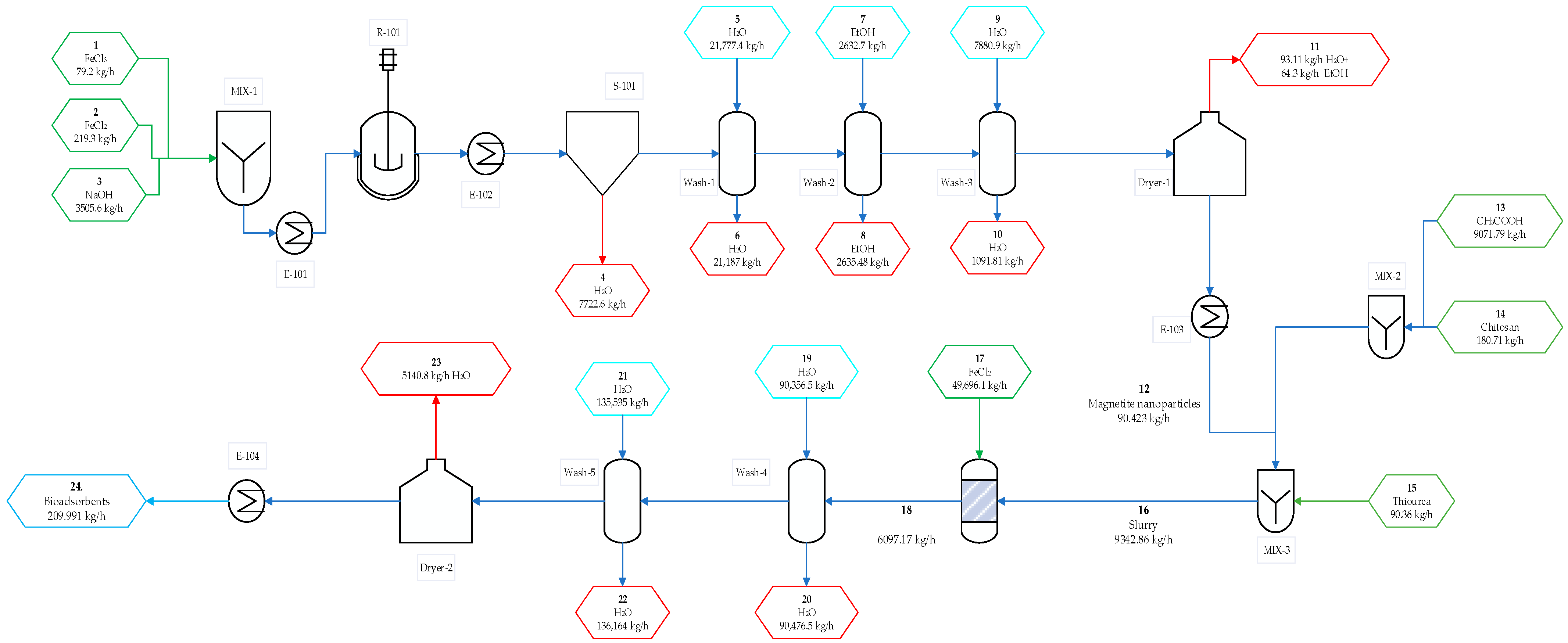
| Synthesis of magnetic nanoparticles | For the magnetic nanoparticles the co-precipitation method was used, mixing FeCl3·6H2O (stream 1) and FeCl2·4H2O (stream 2) as shown in Equation (1), which were initially fed into the process in a molar ratio of 2:1 [33]. The FeCl3·6H2O and FeCl2·4H2O were fed with mass flow rates of 219.298 kg/h and 79.169 kg/h, respectively, and diluted in 4642.51 kg/h of water. The resulting solutions are mixed together using mechanical stirring (MIX-1) and heated to 80 °C [34]. Then, a 3M NaOH (stream 3) solution was added to the reaction vessel at a rate of 3505.58 kg/h, raising the pH to approximately 12 and allowing for the formation and precipitation of magnetic nanoparticles with a 98% conversion rate [35]. The resulting slurry was cooled to 28 °C and sent for magnetic separation. From this process, 725.915 kg/h of nanoparticles were collected and separated from 7722.65 kg/h of the remaining solution (wastewater). The nanoparticles undergo two stages of washing: 29,658.3 kg/h of water and 2632.7 kg/h of ethanol [35]. Finally, the nanoparticles were dried in an oven at 105 °C and 1 bar (stream 12) [36]. It has been reported that the magnetic nanoparticles obtained through this method have a size distribution ranging from 10 to 500 nm and exhibit high purity [37]. | |
| (1) | ||
| Production of the modified chitosan bioadsorbents | 180.71 kg/h of chitosan (stream 13) was initially dissolved in a solution of acetic acid (stream 14) with a flow rate of 9071.79 kg/h at 28 °C and 1 bar of pressure (Mixing 2). Then, the solubilized chitosan was mixed with 90.36 kg/h of thiourea (stream 15). The resulting stream, known as functionalized chitosan, was then mixed with the synthesized magnetic nanoparticles (Mixing 4) under the same standard conditions of 28 °C and 1 bar. The synthesis of bioadsorbents from chitosan modified with iron nanoparticles and functionalized with thiourea as a chelating agent (BMCMN) occurs through this process. The synthesized bioadsorbent was washed twice with water (wash 4 and 5), dried at 105 °C to remove excess water, and cooled to 28 °C for storage. | |
| Compound | Chemical Exergy (kJ/mol) |
|---|---|
| Acetic acid | 907.2 |
| Water | 0.9 |
| Al(OH)3 | 21.4 |
| Al2(SO4)3 | 344.3 |
| Ethanol | 1356.9 |
| FeCl2·4H2O | 195.5 |
| FeCl3·6H2O | 228.1 |
| Magnetite | 116.3 |
| Na2SO4 | 200.4 |
| NaCl | 14.3 |
| NaOH | 74.9 |
| Chitosan | 12,462.78 |
| Thiourea | 112.1 |
| Stream | Chemical Exergy (MJ/h) | Physical Exergy (MJ/h) | Global |
|---|---|---|---|
| 1 | 0.000 | 0.142 | 0.142 |
| 2 | 0.000 | 0.150 | 0.150 |
| 3 | 374.62 | 1.336 | 375.95 |
| 4 | 385.183 | 1.250 | 386.433 |
| 5 | 1088.872 | 1.363 | 1090.234 |
| 6 | 1055.7259 | 1.385 | 1055.114 |
| 7 | 49,911.588 | 0.219 | 49,911.81 |
| 8 | 34,071.798 | 0.514 | 34,072.311 |
| 9 | 394.045 | 0.493 | 394.538 |
| 10 | 14,350.352 | 0.811 | 14,351.163 |
| 11 | 1773.632 | 464.081 | 2237.712 |
| 12 | 45.346 | 0.001 | 45.347 |
| 13 | 6052.451 | 1.651 | 6054.101 |
| 14 | 6987.513 | 0.0004 | 6987.513 |
| 15 | 133.065 | 0.002 | 133.067 |
| 16 | 0 | 1.653 | 1.653 |
| 17 | 2490.339 | 3.148 | 2493.487 |
| 18 | 7681.806 | 4.330 | 7686.136 |
| 19 | 4517.824 | 5.654 | 4523.477 |
| 20 | 6230.007 | 5.761 | 6235.768 |
| 21 | 6776.750 | 5.480 | 6785.230 |
| 22 | 8653.942 | 8.521 | 8572.463 |
| 23 | 257.005 | 2520.402 | 2777.407 |
| 24 | 4160.892 | 0.0019 | 4160.894 |
| Criteria | Value (GJ/h) |
|---|---|
| Total irreversibilities | 79.43 |
| Exergy of wastes | 77.38 |
| Exergy losses | 2.06 |
| Exergy of utilities | 4.30 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bertel-Pérez, F.; Cogollo-Cárcamo, G.; González-Delgado, Á.D. Assessing Exergy Efficiency in Computer-Aided Modeled Large-Scale Production of Chitosan Microbeads Modified with Thiourea and Magnetite Nanoparticles. Sustainability 2023, 15, 14443. https://doi.org/10.3390/su151914443
Bertel-Pérez F, Cogollo-Cárcamo G, González-Delgado ÁD. Assessing Exergy Efficiency in Computer-Aided Modeled Large-Scale Production of Chitosan Microbeads Modified with Thiourea and Magnetite Nanoparticles. Sustainability. 2023; 15(19):14443. https://doi.org/10.3390/su151914443
Chicago/Turabian StyleBertel-Pérez, Forlin, Grisel Cogollo-Cárcamo, and Ángel Darío González-Delgado. 2023. "Assessing Exergy Efficiency in Computer-Aided Modeled Large-Scale Production of Chitosan Microbeads Modified with Thiourea and Magnetite Nanoparticles" Sustainability 15, no. 19: 14443. https://doi.org/10.3390/su151914443
APA StyleBertel-Pérez, F., Cogollo-Cárcamo, G., & González-Delgado, Á. D. (2023). Assessing Exergy Efficiency in Computer-Aided Modeled Large-Scale Production of Chitosan Microbeads Modified with Thiourea and Magnetite Nanoparticles. Sustainability, 15(19), 14443. https://doi.org/10.3390/su151914443