
Design and Simulation Test of the Control System for the Automatic Unloading and Replenishment of Baskets of the 4UM-120D Electric Leafy Vegetable Harvester

 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
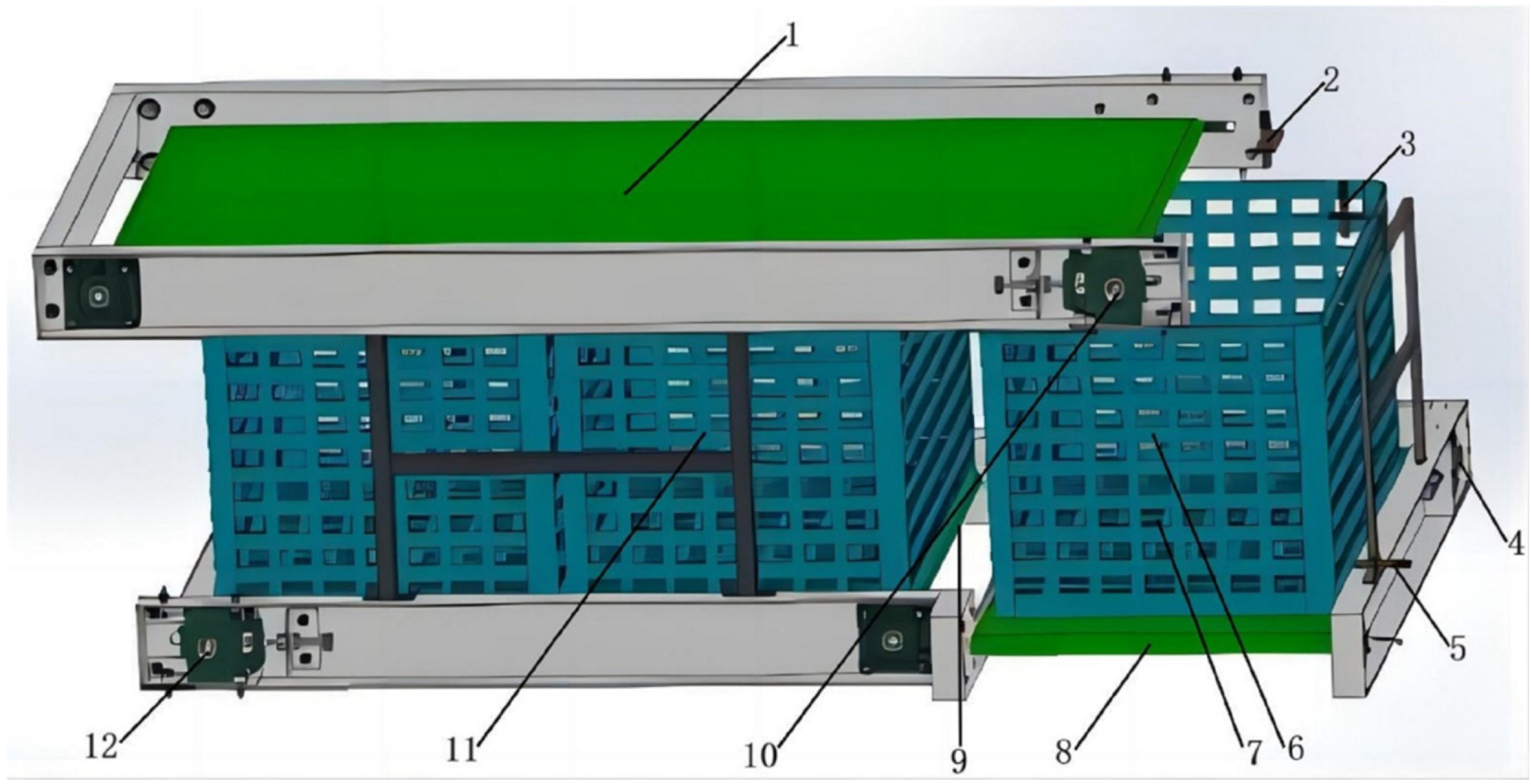
2.1. Machine Structure and Working Principle
2.1.1. Machine Structure and Technical Parameters
2.1.2. Working Principle
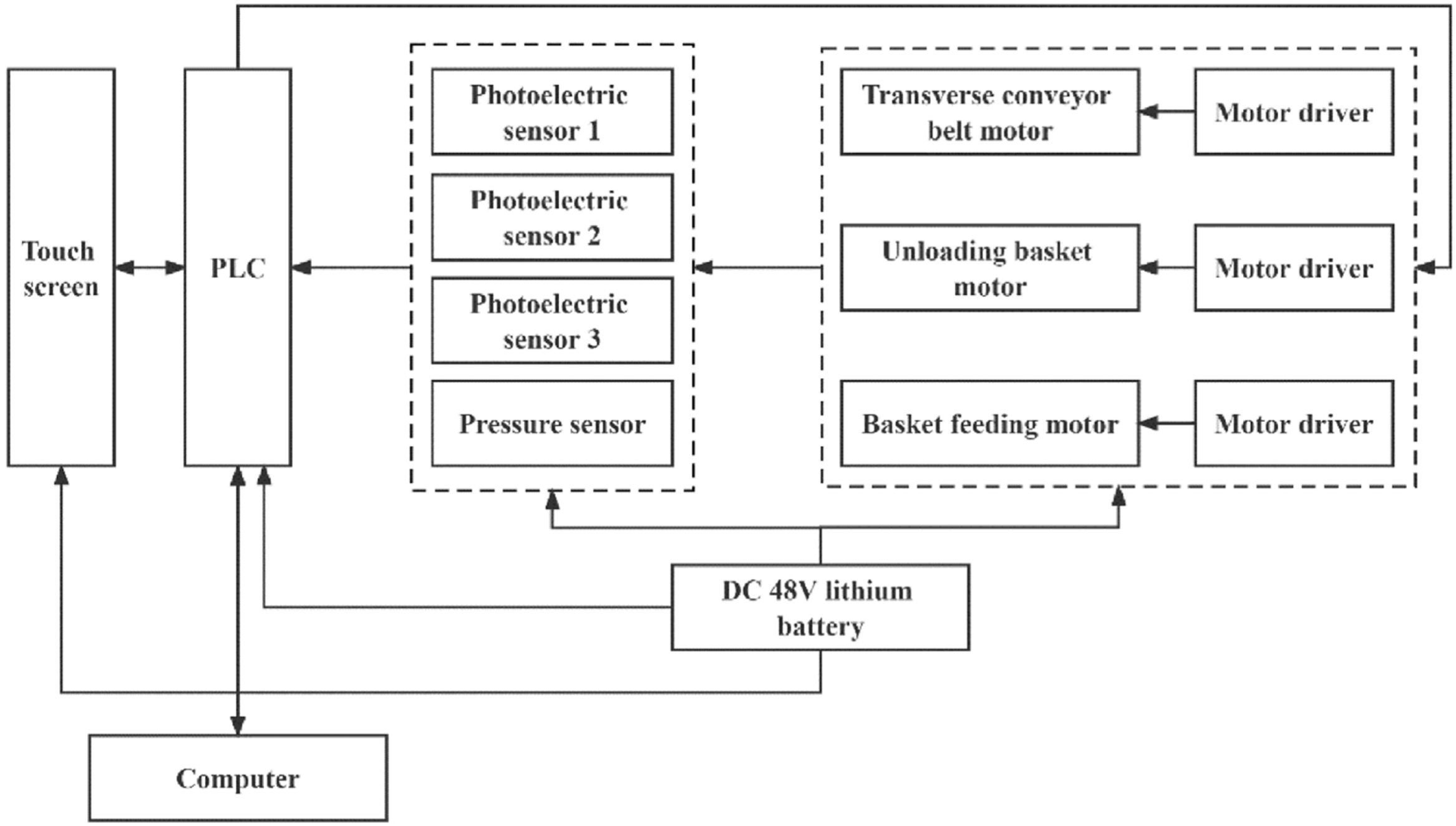
2.2. Components of the Control System for the Automatic Unloading and Replenishment of Baskets
2.3. Working Principle of Automatic Basket Unloading and Basket Replenishment Control
2.4. Control Strategy Establishment
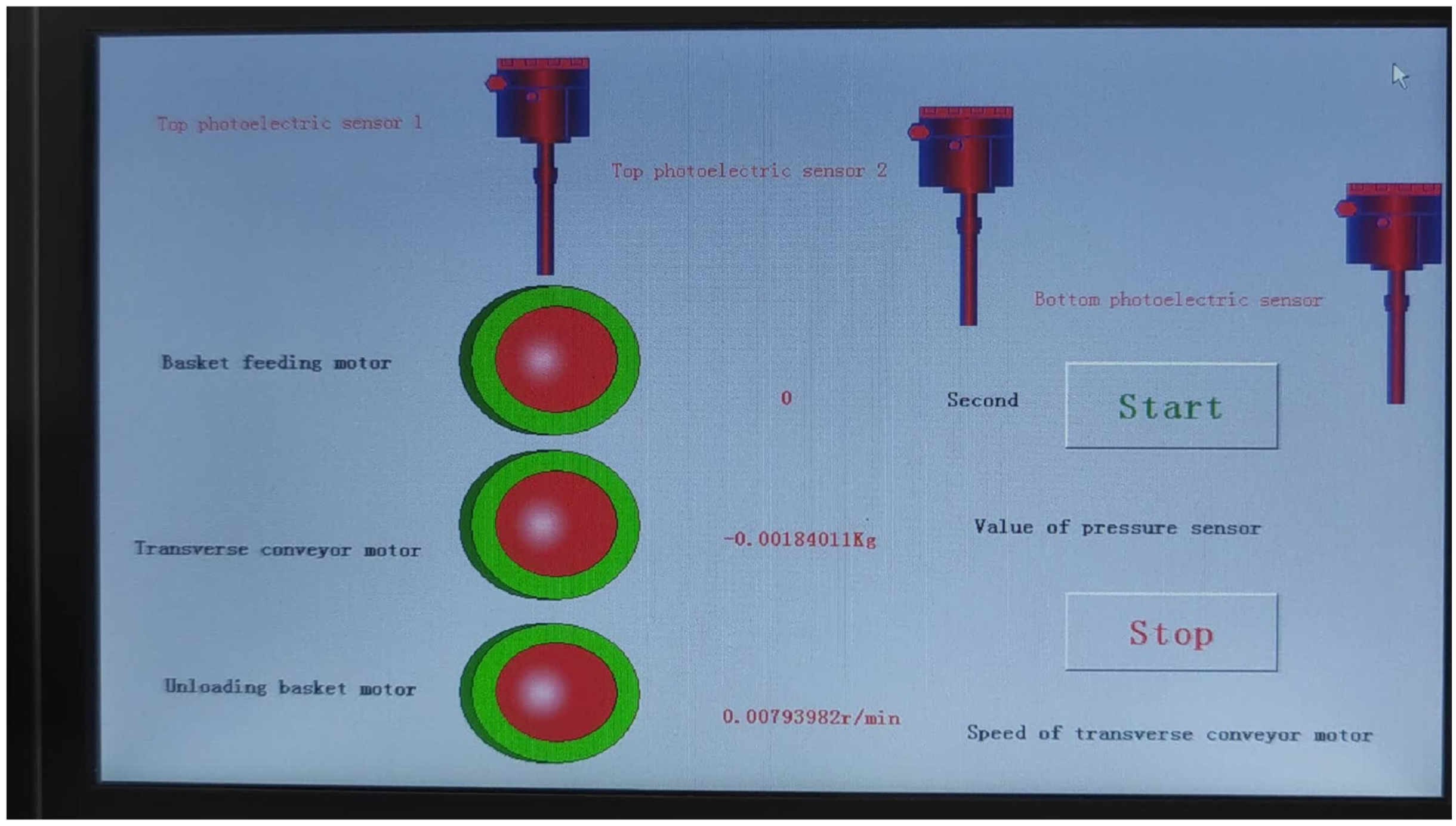
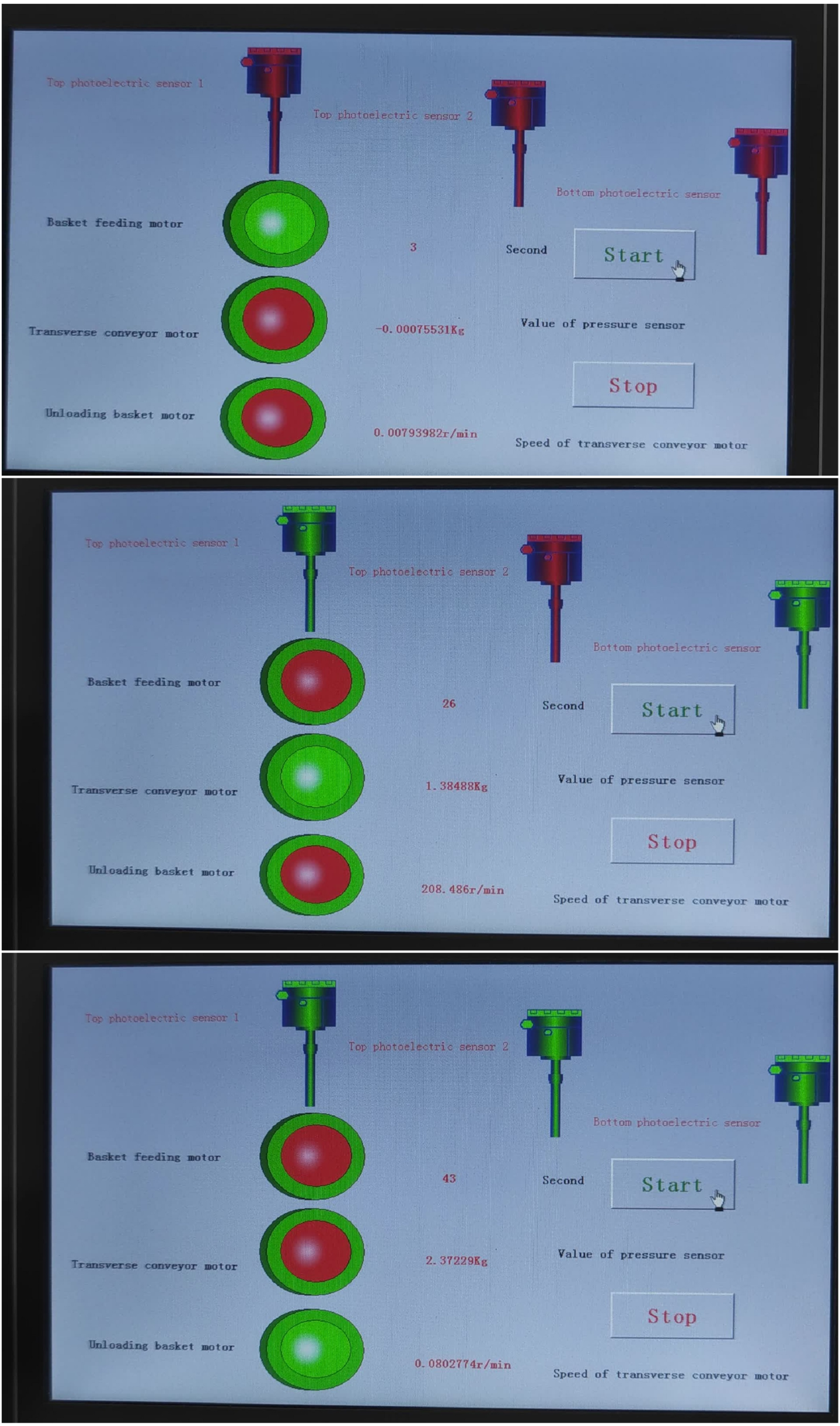
2.5. Control Strategy Bench Simulation Tests
3. Results
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Jin, Y.; Xiao, H.; Xiao, S.; Xu, M.; Ding, W.; Liu, D. Research status and development trend of leafy vegetable harvesting technology and equipment. China Agric. Sci. Technol. Her. 2018, 20, 72–78. [Google Scholar] [CrossRef]
- Xiao, H.; Jin, Y.; Song, Z.; Xia, X.; Zhao, Y.; Mei, S.; Yang, G. Analysis of the application and development trend of stem and leaf vegetable production technology and equipment. Chin. Veg. 2018, 6, 17–21. [Google Scholar] [CrossRef]
- Bai, S.; Yuan, Y.; Niu, K.; Shi, Z.; Zhou, L.; Zhao, B.; Wei, L.; Liu, L.; Zheng, Y.; An, S.; et al. Design and Experiment of a Sowing Quality Monitoring System of Cotton Precision Hill-Drop Planters. Agriculture 2022, 12, 1117. [Google Scholar] [CrossRef]
- Bian, L.; Li, J.; Ding, X. Mechanized harvesting technology and research of leafy vegetables. Agric. Equip. Technol. 2015, 41, 22–24. [Google Scholar]
- Miao, P.; Zuo, Z.; Mao, H.; Han, L.; Wang, T.; Wei, F.; Shi, X. Research on automatic row alignment control system of electric leafy vegetable harvester. Agric. Mech. Res. 2022, 44, 84–89. [Google Scholar] [CrossRef]
- Zhang, J.; Zhou, F.; Jing, C.; Tao, J. Analysis of the research status and development trend of leafy vegetable harvesting machinery. South. Agric. Mach. 2020, 51, 31. [Google Scholar]
- Li, Y.; Xue, Z.; Xu, L.; Li, Y.; Qiu, J.; Wang, Y. Research progress on the monitoring methods of the separating loss in grain combine harvester. J. Intell. Agric. Mech. 2020, 1, 13–23. [Google Scholar] [CrossRef]
- Hu, T.; Qi, X.; Li, H.; Yang, S.; Wang, Y.; Xu, S.; Bai, M. Seed movement characteristics and filling performance of seed metering device for baby bok choy based on CFD-DEM approach. J. Intell. Agric. Mech. 2020, 1, 32–43. [Google Scholar] [CrossRef]
- Wen, H.; Chen, X.; Pan, F. Development of precision seeder for drip irrigation under plastic film in Xinjiang. J. Intell. Agric. Mech. 2020, 1, 7–12. [Google Scholar] [CrossRef]
- Miao, P. Research on the Intelligent Control System of Electric Leafy Vegetable Harvester; Jiangsu University: Zhenjiang, China, 2020. [Google Scholar]
- Mao, T.; Dong, S.; Xue, J. Dynamic function allocation of agricultural robot vehicle controlled by man-machine cooperation. J. Intell. Agric. Mech. 2020, 1, 24–31. [Google Scholar] [CrossRef]
- Shen, G.; Wang, G.; Hu, L.; Yuan, J.; Wang, Y.; Wu, T. Development overview and outlook of stem tip harvesting device for sweet potato vegetable. J. Chin. Agric. Mech. 2019, 40, 26–32. [Google Scholar] [CrossRef]
- Mei, S.; Xiao, S.; Jiang, Q.; Lü, X.; Tong, Y. Design and experiment of self-propelled precision sowing and fertilizing control system for vegetables. J. Intell. Agric. Mech. 2022, 3, 54–61. [Google Scholar] [CrossRef]
- Sun, Y.; Chen, G.; Li, Q.; Sun, Y.; Shen, J.; Yan, N. Application and development trend of intelligent agriculture. J. Intell. Agric. Mech. 2020, 1, 56–59. [Google Scholar] [CrossRef]
- Guo, W.; Chen, S.; Li, J. Development of a small leafy vegetable harvesting machine. Agric. Equip. Technol. 2011, 37, 13–15. [Google Scholar]
- Ding, X.; He, B.; Xue, Z. Research and development of small leafy vegetable harvester and market exploration. Jiangsu Agric. Mech. 2014, 2, 40–42. [Google Scholar] [CrossRef]
- Zhang, K.; Hu, Y.; Yang, L.; Zhang, D.; Cui, T.; Fan, L. Design and test of automatic row alignment system for corn harvester. Trans. Chin. Soc. Agric. Mach. 2020, 51, 103–114. [Google Scholar] [CrossRef]
- Chen, G.; Li, Q.; Sun, Y.; Sun, Y.; Shen, J. Research on automatic row alignment control system of corn combine harvester. J. Chin. Agric. Mech. 2016, 37, 191–194 + 280. [Google Scholar] [CrossRef]
- Chen, G.; Sun, Y.; Li, Q.; He, Q.; Sun, Y. Research on automatic row direction self-correction system of corn harvester. Agric. Mech. Res. 2019, 41, 191–195. [Google Scholar] [CrossRef]
- Wang, S.; Hu, Z.; Peng, B.; Wu, H.; Gu, F.; Wang, H. Simulation of automatic row detection mechanism of sugar beet harvester based on ADAMS. Trans. Chin. Soc. Agric. Mach. 2013, 44, 62–67. [Google Scholar] [CrossRef]
- Liu, D.; Xiao, H.; Jin, Y. Research status and development countermeasures of orderly harvesting machinery for leafy vegetables. Jiangsu Agric. Sci. 2019, 47, 27–31. [Google Scholar] [CrossRef]
- Shentu, L.; Liu, H.; Wu, X.; Sun, X.; Zhang, W. Design and analysis of cam mechanism of sweet potato transplanter based on Creo. J. Intell. Agric. Mech. 2020, 1, 11–18. [Google Scholar] [CrossRef]
- Wei, G.; Xia, L.; Liu, Y. Design and test of 4VYF-120 hand-held leafy vegetable harvester. Jiangsu Agric. Mech. 2020, 6, 9–12. [Google Scholar] [CrossRef]
- Wu, Y. Design of Greenhouse Celery Harvester; Ningxia University: Yinchuan, China, 2018. [Google Scholar]
- Lv, Q.; Ma, J. The current situation and market status of vegetable harvesters at home and abroad. Hebei Agric. Mach. 2019, 4, 28–29. [Google Scholar] [CrossRef]
- Wang, S.; Hu, Z.; Wu, H.; Peng, B.; Xie, H.; Gu, F. Design and test of automatic row-to-row hydraulic corrective actuation system for sugar beet harvester. Agric. Mech. Res. 2016, 38, 155–162. [Google Scholar] [CrossRef]
- Wang, S.; Hu, Z.; Wu, H.; Peng, B.; Wang, H.; Wu, F. Simulation and test of automatic row alignment control system design for sugar beet harvester based on Proteus. J. Chin. Agric. Mech. 2014, 35, 35–40. [Google Scholar] [CrossRef]
- Wu, H.; Hu, Z.; Peng, B.; Gu, F.; Wang, H.; Wang, B. Development of automatic row alignment system for towed sugar beet combine harvester. Trans. Chin. Soc. Agric. Eng. 2013, 29, 17–24. [Google Scholar] [CrossRef]
- Gao, F.; Wang, Z.; Bai, X.; Yang, L. Design of automatic row detection device for self-propelled sugar beet combine harvester. Agric. Mech. Res. 2020, 42, 69–76. [Google Scholar] [CrossRef]
- Li, T.; Zhou, J.; Xu, W.; Li, Q.; Zhang, H.; Qin, X.; Li, N.; Li, W.; Guo, D. Development of 4UGS2 two-row sweet potato harvester. Trans. Chin. Soc. Agric. Eng. 2018, 34, 26–33. [Google Scholar] [CrossRef]
- Jin, C.; Guo, F.; Xu, J.; Li, Q.; Chen, M.; Li, J.; Yin, X. Optimization of operating parameters of soybean combine harvester. Trans. Chin. Soc. Agric. Eng. 2019, 35, 10–22. [Google Scholar] [CrossRef]
- Yan, W.; Hu, Z.; Wu, N.; Xu, H.; You, Z.; Zhou, X. Optimization and test of parameters of film conveyor mechanism of shovel-screen residual film recycling machine. Trans. Chin. Soc. Agric. Eng. 2017, 33, 17–24. [Google Scholar] [CrossRef]
- Lv, J.; Yi, S.; Tao, G.; Mao, X. Optimization and test of parameters of split slide knife furrow opener for potato planter. Trans. Chin. Soc. Agric. Eng. 2018, 34, 44–54. [Google Scholar] [CrossRef]
- Ma, J.; Song, D.; Lin, Z.; Gao, X. Research on measurement and control system for agricultural facilities group based on the Internet of Things. J. Intell. Agric. Mech. 2020, 1, 44–50. [Google Scholar] [CrossRef]
- Han, Y.; Song, Z.; Chen, Q. Design and experiment of 4CJ-1200F intelligent tea plucking machine. J. Intell. Agric. Mech. 2022, 3, 1–6. [Google Scholar] [CrossRef]
- Xu, S.; Qin, G.; Shen, D. Development of a new type of leafy stem vegetable harvester. J. Chin. Agric. Mech. 2016, 37, 18–21. [Google Scholar] [CrossRef]
- Shi, Y.; Zhang, Y.; Wang, X.; Xu, J. Development and prototype testing of an environmentally friendly self-propelled orderly harvesting machine for Artemisia annua. J. Chin. Agric. Mech. 2018, 39, 17–21. [Google Scholar] [CrossRef]
- Li, X.; Zhang, J.; Yuan, Y.; Zhao, Y. Design and test of intelligent control system for small electric leafy vegetable harvester. Agric. Mech. Res. 2020, 42, 83–87. [Google Scholar] [CrossRef]
- Chen, W.; Wang, G.; Hu, L.; Yuan, J.; Wu, W.; Bao, G.; Yin, Z. PID-Based Design of Automatic Control System for a Travel Speed of the 4UM-120D Electric Leafy Vegetable Harvester. Sustainability 2022, 14, 14066. [Google Scholar] [CrossRef]
- Chen, W.; Hu, L.; Wang, G.; Yuan, J.; Bao, G.; Shen, H.; Wu, W.; Yin, Z. Design of 4UM-120D Electric Leafy Vegetable Harvester Cutter Height off the Ground Automatic Control System Based on Incremental PID. Agriculture 2023, 13, 905. [Google Scholar] [CrossRef]
- Li, J.; Shang, Z.; Li, R.; Cui, B. Adaptive Sliding Mode Path Tracking Control of Unmanned Rice Transplanter. Agriculture 2022, 12, 1225. [Google Scholar] [CrossRef]
- Shishmarev, V.Y. Automation of Production Processes in Mechanical Engineering: Textbook; Academy: Moscow, Russia, 2007. [Google Scholar]
- Kayad, A.; Paraforos, D.; Marinello, F.; Fountas, S. Latest Advances in Sensor Applications in Agriculture. Agriculture 2020, 10, 362. [Google Scholar] [CrossRef]
- Jurišić, M. Sensors and Their Application in Precision Agriculture. Teh. Glas. 2021, 15, 529–533. [Google Scholar] [CrossRef]
- Uljaev, E.; Udabydullaev, U.; Abdulkhamidov, A.; Erkinov, S. Analysis and selection of methods and sensors for controlling the width of the working slot of the harvesting device CP. Tech. Sci. Innov. 2021, 2021, 9. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Name of the Machine | Principle of Operation |
|---|---|
| SLIDE TW leafy vegetable harvester (HORTECH, Agna, Italy) | The machine has a type of corrugated clamping conveyor belt that clamps and moves cut leafy vegetables to the back end for secondary orderly manual bundling. |
| SLIDE VALERIANA leafy vegetable harvester (HORTECH, Agna, Italy) | The machine is equipped with a soil removal shaker that efficiently removes the clay that adheres to leafy vegetables, resulting in cleaner leafy vegetables collected at the back end. |
| TC110E self-propelled leafy vegetable harvester (Second Industries Co., Ltd., Tokyo, Japan) | The self-propelled chassis, reciprocating double-action cutter, airflow conveying system, collection bag, etc., are the major components of the machine. After the leafy vegetables have been cut by the cutter, they are blown by the front airflow unit into the rear collection bag. |
| 4UM-100 leafy vegetable harvester (Nanjing Agricultural Mechanization Research Institute, Ministry of Agriculture and Rural Affairs, Nanjing, China) | The cut leafy vegetables were first delivered to the conveying mechanism using the paddle wheel, followed by the conveying mechanism’s sending them to the rear outlet. By using the collecting basket to cover the outlet, the collection operation was then finished. |
| 4UM-120D electric leafy vegetable harvester (Nanjing Agricultural Mechanization Research Institute, Ministry of Agriculture and Rural Affairs, Nanjing, China) | The cut leafy vegetables were first delivered to the conveying mechanism using the paddle wheel, followed by the conveying mechanism’s sending them to the rear outlet. By using the collecting basket to cover the outlet, the collection operation was then finished. |
| Hand-held ordered leafy vegetable harvester (Nanjing Agricultural Mechanization Research Institute, Ministry of Agriculture and Rural Affairs, Nanjing, China) | The machine uses a reciprocating double-action cutter to cut the leafy vegetables, then pushes the cut vegetables to two vibrating rods that alternately vibrate up and down to clean the surface impurities off the vegetables and to ensure the orderly transport of the vegetables. |
| Self-propelled artemisia harvester (Nanjing Agricultural University, Nanjing, China) | The machine moves the cut artemisia in an orderly fashion through the clamping and conveying mechanism to the steering mechanism, which then turns the artemisia from vertical to horizontal conveying. The artemisia is then moved in an orderly fashion to the collection basket at the back by the action of the secondary conveyor belt, realizing the orderliness of the entire cutting, conveying, and harvesting process of artemisia. |
| Parameters | Unit of Measure | Values |
|---|---|---|
| Dimensions of the whole machine (L × W × H) | mm × mm × mm | 2180 × 1500 × 1200 |
| The capacity of battery | Ah | 50 |
| Operating width | mm | 1200 |
| The height adjustment range of cutter | mm | 0~100 |
| Conveyor belt width | mm | 1200 |
| Conveyor belt installation angle | ° | 30 |
| Wheelbase | mm | 550 |
| Wheel radius | mm | 175 |
| Minimum ground clearance | mm | 70 |
| Productivity | hm2/h | 0.04~0.08 |
| Working Parts | Parameters | Values |
|---|---|---|
| Touch screen | Model number | KunlunTongtai-TPC1061TI (Kunlun Touch Tech Co., Ltd., Beijing, China) |
| PLC | Model number | Siemens S7-200 SMART PLC-6ES72881ST400AA0 (Siemens, Berlin, Germany) |
| Photoelectric sensor 3 (bottom photoelectric sensor) | Measuring range (mm) | 0~60 |
| Photoelectric sensor 1 (top photoelectric sensor 1) | Measuring range (mm) | 0~60 |
| Photoelectric sensor 2 (top photoelectric sensor 2) | Measuring range (mm) | 0~60 |
| Pressure sensor | Measuring range (kg) | 0~30 |
| Transverse conveyor belt motor | Speed (rpm)/Torque (N•m) | 0~300/1.90 |
| Basket unloading motor | Speed (rpm)/Torque (N•m) | 0~200/2.85 |
| Basket feeding motor | Speed (rpm)/Torque (N•m) | 0~400/0.80 |
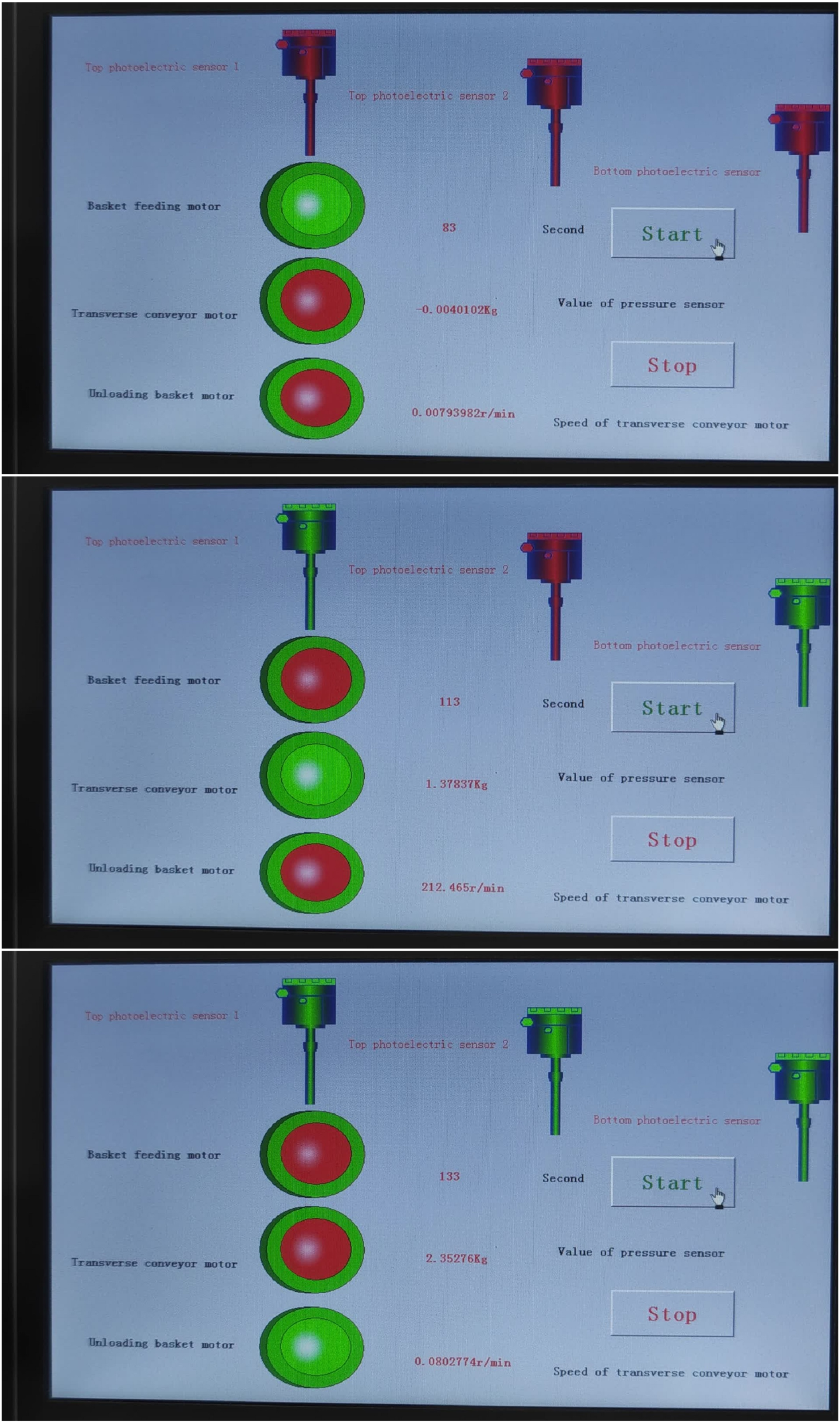
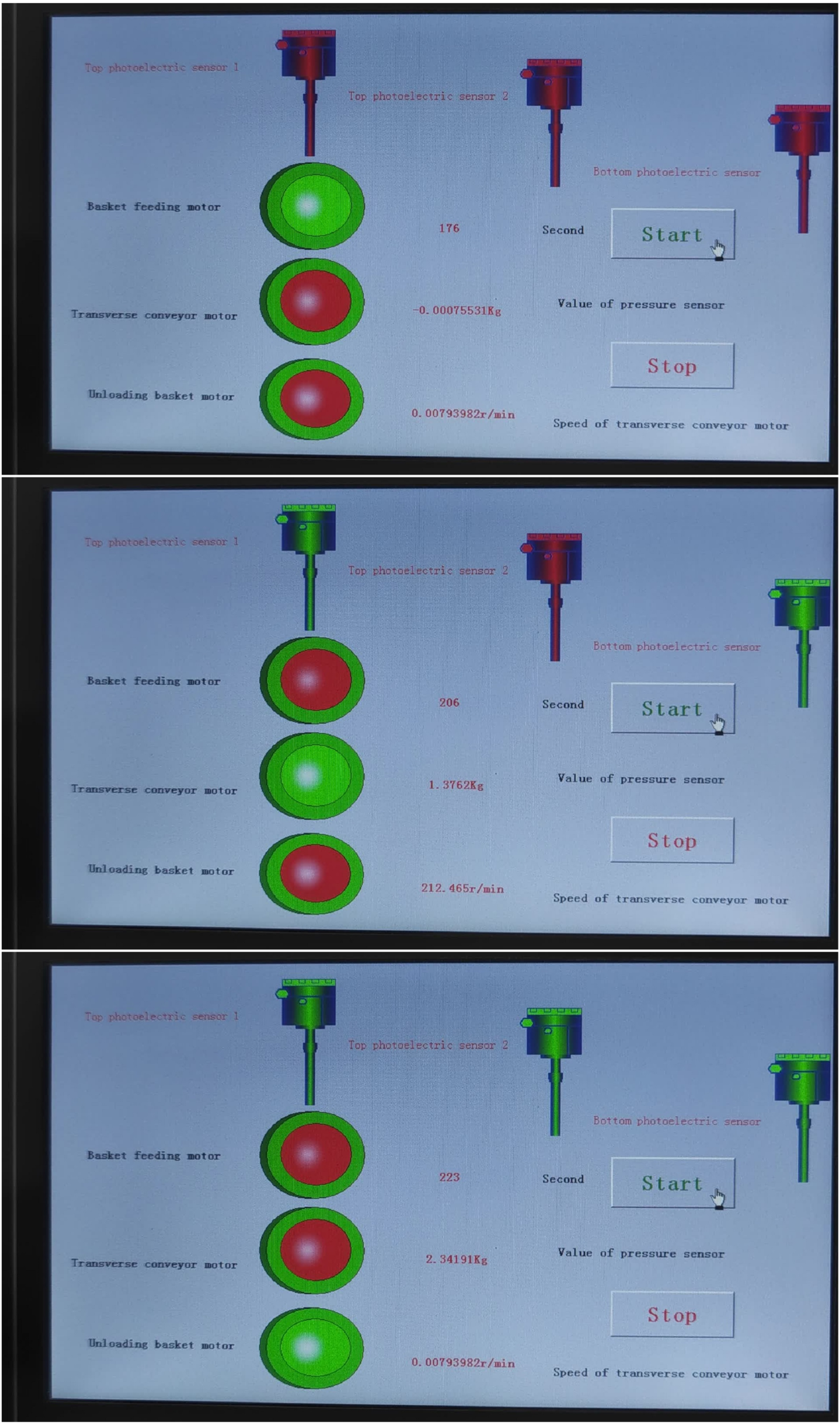
| Is the Top Photoelectric Sensor 1 on the Touch Screen Lighting Up? | Is the Top Photoelectric Sensor 2 on the Touch Screen Lighting Up? | Is the Bottom Photoelectric Sensor on the Touch Screen Lighting Up? | Is the Basket Feeding Motor on the Touch Screen Lighting Up? | Is the Transverse Conveyor Motor on the Touch Screen Lighting Up? | Is the Basket Unloading Motor on the Touch Screen Lighting Up? | Runtime of the System/s | Pressure Sensor Value/kg | |
|---|---|---|---|---|---|---|---|---|
| 1 | No | No | No | Yes | No | No | 3 | −0.00075531 |
| 2 | Yes | No | Yes | No | Yes | No | 26 | 1.38488 |
| 3 | Yes | Yes | Yes | No | No | Yes | 43 | 2.37229 |
| 4 | No | No | No | Yes | No | No | 83 | −0.0040102 |
| 5 | Yes | No | Yes | No | Yes | No | 113 | 1.37837 |
| 6 | Yes | Yes | Yes | No | No | Yes | 133 | 2.35276 |
| 7 | No | No | No | Yes | No | No | 176 | −0.00075531 |
| 8 | Yes | No | Yes | No | Yes | No | 206 | 1.3762 |
| 9 | Yes | Yes | Yes | No | No | Yes | 223 | 2.34191 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, G.; Chen, W.; Wei, X.; Hu, L.; Peng, J.; Yuan, J.; Bao, G.; Wang, Y.; Shen, H. Design and Simulation Test of the Control System for the Automatic Unloading and Replenishment of Baskets of the 4UM-120D Electric Leafy Vegetable Harvester. Sustainability 2023, 15, 13444. https://doi.org/10.3390/su151813444
Wang G, Chen W, Wei X, Hu L, Peng J, Yuan J, Bao G, Wang Y, Shen H. Design and Simulation Test of the Control System for the Automatic Unloading and Replenishment of Baskets of the 4UM-120D Electric Leafy Vegetable Harvester. Sustainability. 2023; 15(18):13444. https://doi.org/10.3390/su151813444
Chicago/Turabian StyleWang, Gongpu, Wenming Chen, Xinhua Wei, Lianglong Hu, Jiwen Peng, Jianning Yuan, Guocheng Bao, Yemeng Wang, and Haiyang Shen. 2023. "Design and Simulation Test of the Control System for the Automatic Unloading and Replenishment of Baskets of the 4UM-120D Electric Leafy Vegetable Harvester" Sustainability 15, no. 18: 13444. https://doi.org/10.3390/su151813444
APA StyleWang, G., Chen, W., Wei, X., Hu, L., Peng, J., Yuan, J., Bao, G., Wang, Y., & Shen, H. (2023). Design and Simulation Test of the Control System for the Automatic Unloading and Replenishment of Baskets of the 4UM-120D Electric Leafy Vegetable Harvester. Sustainability, 15(18), 13444. https://doi.org/10.3390/su151813444