1. Introduction
The issue of integrating noneconomic issues with business and environmental activities is a topical issue [
1]. This is mainly because of the concept of sustainable development and the idea of corporate social responsibility [
2,
3,
4]. They define the theoretical foundations and key developments vis à vis the strategies and operating practices of manufacturing enterprises [
5]. Modifications are noticed at the level of business processes and models, individual business organizations and groups of companies toward more sustainable practices [
6,
7].
Sustainable business models include those that adapt the triple bottom line (TBL) concept [
8] and at the same time include a wide range of stakeholders joining society and the environment [
9,
10]. A sustainable approach to organizational management is important in the context of implementing innovations related to sustainable development (green innovation). Once this approach is integrated with the goals and processes implemented in the company, companies use such management as a source of competitive advantage [
11,
12]. Management in line with sustainable business models focuses heavily on stakeholders and the creation of value and ongoing challenges from environmental and social areas [
13]. However, it seems that the theoretical concept of sustainable business models when confronted with actual organizational management has still not been clarified [
14,
15]. One can observe companies that undertake the activities discussed, but it is hard to say whether this is due to conscious pro-environmental planning or whether these activities are carried out to adapt to the prevailing trend [
16,
17].
The adaptation of the management of business entities to the expectations of the market and stakeholders, as well as the ever-increasing legal requirements related to sustainability, can be seen especially in those business planes within which the level of environmental and social impact is the most acute (transportation [
18], mining [
19] and clothing [
20]) and also where buyers are aware of and pay attention to the issue of safety (pharmaceutical industry [
21] and food industry [
22]). The result of which is a significant number of initiatives and new standards aimed at systematizing this plane both at the level of a single organization [
23] and its specific areas [
24,
25].
A multitude of manufacturing enterprises diverse in terms of organizational structures, implemented processes and management methods adapt various solutions related to the concept of sustainability. The literature points to activities undertaken by enterprises in the following areas: creating environmental costing methods [
26], analyzing large sets of production data [
27,
28], researching sustainable supply chains [
29,
30], proposing sustainability indicators [
31,
32] and implementing eco-design processes in various areas of enterprises [
33]. Novel value mapping tools are also being constructed to support sustainable business modeling [
34]. Models are also being developed to assess customer satisfaction in the context of e-commerce sustainability [
35]. It can be noted that companies are increasingly looking at long-term sustainable management; hence, business intelligence systems are being developed that focus on modeling the future [
36] and using artificial neural networks to support the faster achievement of sustainability [
37]. The wide range of activity in the context of ensuring corporate sustainability underscores the essence of the issue and the desire to minimize adverse impacts on the environment.
The most important (from the point of view of companies) field of sustainable development concerns the opposition: traditional development versus sustainable development [
38]. These opposing approaches are often considered in terms of environmental protection, but the idea of sustainable development goes beyond this [
39]. It is about fusing and balancing different planes, which include the following: the natural–economic plane, the technical plane, the economic plane, the social plane and the political plane [
40].
Of particular importance is the technical plane [
41]. It is characterized by its degradative nature, which can be direct or indirect and reversible or irreversible. The difference, however, will be the scale of change: from relatively minor consequences of a local event, to issues of global character [
42]. The technical zone of sustainability may concern the reduction in emission levels via the construction of new purification machinery [
43]. In this field, four fundamental groups of strategies can be identified [
44]:
Reducing the flow of raw materials—using less of them;
Slowing down the flow of raw materials—quality of raw materials, increase in failure-free products, longer operation of products;
Closing the flow of raw materials—re-exploitation of raw materials via material recovery;
Replacing the flow—replacing harmful materials with less harmful materials or replacing nonrenewable raw materials with renewable ones.
The integration of the cited management strategies occurs through the introduction of so-called “clean production” [
45]. This view means the continuous practice of a preventive strategy toward the environment, taking into account the production processes, products and services [
46].
The overall goal of clean production is to increase quality and productivity and reduce the level of expenditures, while reducing risks to people [
47]. When considering the issue of clean production, it is impossible to ignore the quality control process, which is an integral part of it [
48].
Quality control is a process identified with the detection of nonconformities. In the most general sense, quality control means that quality controllers try to detect nonconformities, the causes of their occurrence and correct deviations from the desired state [
49]. Quality control, as defined in [
50], is the checking of the conformity of the performance of a product with the requirements stipulated for it. Quality control is intended to safeguard quality by keeping products that do not conform to established requirements out of the customer’s hands [
51], or to increase the chance that the product will be free of nonconformities when it is handed over for use or further stages of the production process [
52]. Any deviation in physicochemical or mechanical properties and structural and material characteristics from the applicable requirements is considered to be a defect or flaw in castings [
53].
When producing castings, no guarantee can be given that there are no defects in the manufactured product. Producing castings and ensuring their high quality is associated with certain technological parameters that have a significant impact on the quality of the finished product [
54]. The key problem that occurs during the implementation of the production process of cast products is the impossibility of simultaneous control of all process factors. For this reason, the quality control of cast parts usually begins with the detection of the raw alloy. Fully understanding the principles of melting aluminum alloys makes it possible to realize effective quality control and ensure the expected actual product parameters [
55]. Being able to act in a proactive rather than reactive manner with regard to melting and other aluminum casting processing operations, it is possible to reduce the level of deficiencies and the cost of quality control implementation [
56,
57]. The selection of quality control methods and tools that will bring the most benefit is based on various criteria, depending on the needs and expectations of future customers.
In the context of the rapid evolution of additive manufacturing and ensuring the idea of sustainable development in the manufacturing enterprise, the premises of this concept should also be reflected on the grounds of quality control [
58]. As for pure quality control, low-cost, low-energy detection can be considered, which provides effective detection of nonconformities. Nonconformity detection reveals tremendous potential for energy efficiency and environmental friendliness via the reduction in materials, resources and other requirements relating to tools.
There are a limited number of studies in the literature on the creation of new paradigms for production systems from a sustainability perspective. However, most of the related literature refers to the creation of new requirements of sustainable development [
59], not to the ways, methods or models of efficient implication of the assumptions of sustainable development at the process level.
The current considerations and studies in the literature, especially on information in the area of analysis of the implementation of quality control processes in the context of the preservation of the idea of sustainable development in retrospect and prospect, were assessed as being unsatisfactory, which prompted a methodological search. The research problem of the study referred to the identification of answers to the desired models for the implementation of the analysis of the issues of the implication of the concept of sustainable development in quality control processes. Given the ever-increasing consumer demand and depletion of natural resources, a need for common-sense management becomes apparent. The analyses undertaken in the study were based on the following relationship: adequate quality of the products offered–the minimum possible impact on the environment.
The purpose of the study was to create a model for improving quality control in line with the concept of sustainable development using key management indicators. The method is dedicated to the quality control processes of cast aluminum alloy products. The proposed method is based on analyses of characteristic parameters of nonconformity detection methods using automated or semi-automated nondestructive methods. An interdisciplinary approach taking into account indicators from the leading areas of sustainability makes it possible to determine the degree of effectiveness of the tested control points and to indicate their gradation. The quality control improvement course of action concludes with the development of optimization measures. A complementary objective of the study was to verify the effectiveness and efficiency of the model in one of the foundry plants. Accordingly, the study adopted a hypothesis:
Hypothesis 1 (H1). It is possible to incorporate model improvement in the quality control process with both the concept of sustainability and KPIs.
On the basis of the above considerations based on the literature of the subject, an innovative model for improving quality control was created—a model for the implementation of pure quality control of aluminum castings. The originality of the created model manifests itself in the possibility of carrying out rational and orderly management aimed at minimizing the negative impact on the environment and the consumption of resources, while maintaining the expected quality of products. The superiority of the developed model over the conducted classical quality control of aluminum products manifests itself in the ability to simultaneously maintain an adequate level of product quality and care for the pro-environmental character of activities. The progressive model of quality control improvement includes the analysis of key variables for quality control (efficiency of detection methods) and for sustainable development (efficiency: cost, energy and emission), which allows one to conduct effective analysis and determine the existing dependencies. The presented approach makes it possible to determine the total level of efficiency of detection methods. On the basis of multi-aspect analyses, it is possible to develop effective measures to improve the quality control process based on maintaining the relationship between the appropriate quality of the offered products and the minimum possible impact on the environment, i.e., measures aimed at conducting clean quality control. Thus, the model of quality control improvement in the context of sustainable development fills the empirical research gaps identified in the literature regarding the strategic and operational agility of foundry enterprises in the context of the implications of the idea of sustainable development. The presented model of quality control improvement analysis is distinguished by the following features:
The ability to conduct simultaneous analyses on the quality assurance plane and the impact of the actions taken on the environment;
A method based on indicator analyses;
Measurement of changes related to the economic, environmental and social dimensions of quality control exercised;
Application in the area of quality control of a production enterprise;
Multi-faceted analysis (capturing the effectiveness of the method of nonconformity detection, energy intensity, emissivity and cost per unit detection);
The ability to analyze all control points located within a specific production process;
Universality of the model.
The study includes an introduction that presents the research background, a review of the literature on the subject, an outline of the rationale prompting the analysis of the research area, the identification of the research gap and the clarified purpose of the research. The next chapter presents the concept of pure quality control and the detailed assumptions of the model for analyzing quality control in the context of sustainable development using key indicators. Then, the third chapter presents how the model was verified through its implementation in one of the foundry companies. The fourth chapter, titled Discussion, identifies the issues most frequently raised in the literature in the field of implementation of sustainable development assumptions in enterprises, and indicates the significance of the obtained results. The last chapter of the study contains a summary and the conclusion of the research, and outlines further research directions.
2. Quality Control Improvement Model
2.1. General Description of the Concept of Pure Quality Control
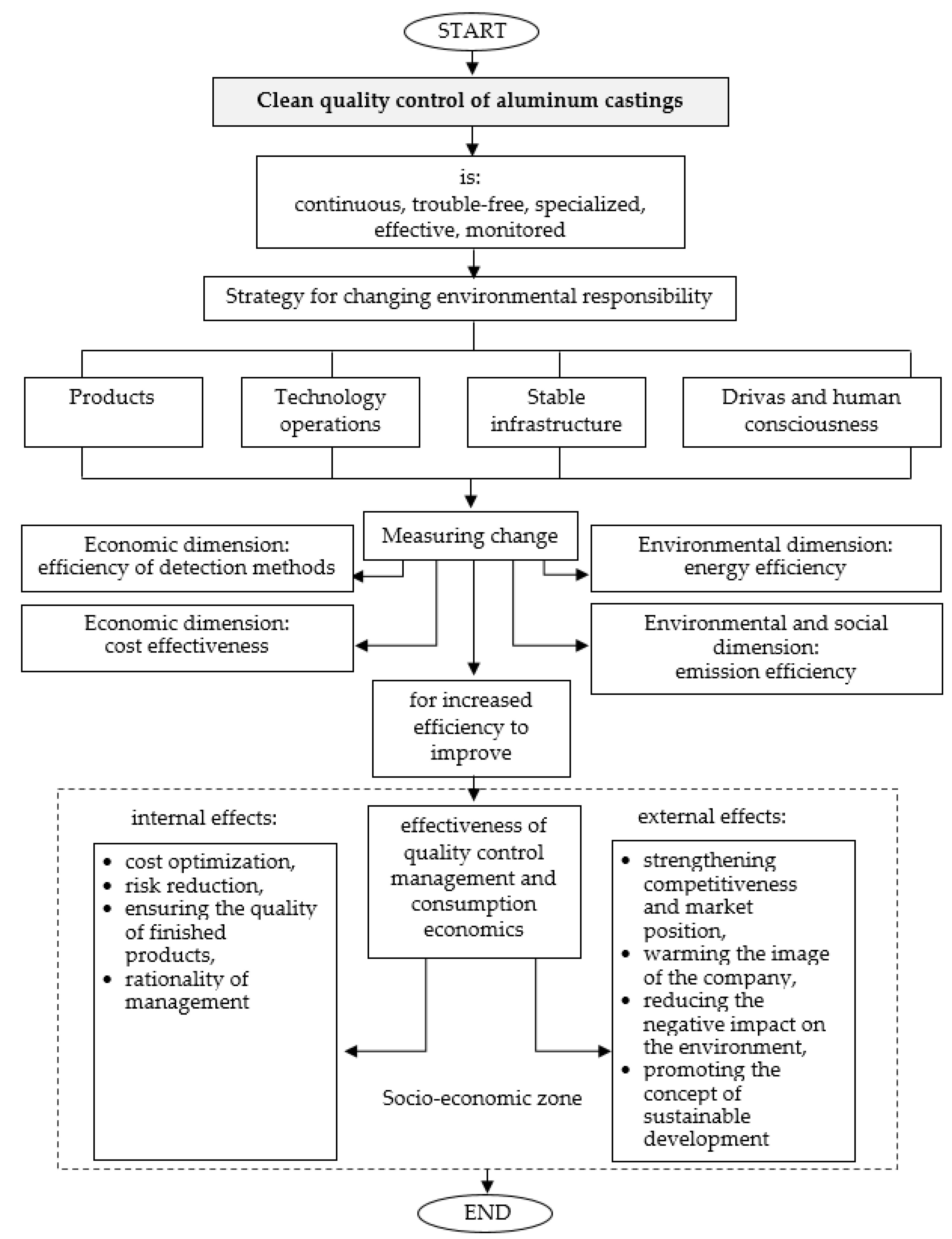
The model for improving quality control using key indicators through analyses of the main dimensions of sustainability faced by manufacturing companies (economic, environmental and social dimensions) supports management processes related to ensuring the appropriate quality of the products offered. The model of a universal nature is aimed at products cast in aluminum alloys. The developed model for improving quality control processes is based on the responsibility for actions taken in the context of the economy, economics or the environment with regard to the sequential integration of diagnostic–nondestructive testing, located within the quality control process, which ultimately allows for the realization of pure quality control of aluminum castings. The model includes in its scope all quality control points located within the analyzed production process. The concepts of the model are shown in
Figure 1.
The concept of the developed model (
Figure 1) is that clean quality control should be continuous, failure-free, specialized, effective and monitored. The model includes the implementation of changes based on environmental responsibility related to products, technological operations, control infrastructure and employee health and awareness. The change strategies should target the environment, people and automation of control operations, and should contribute to a reduction in raw materials and ensuring the proper condition of the machinery, control and measurement equipment used. The creation of new change strategies occurs with the goal of achieving efficiency gains in the effectiveness of quality control management and consumption economics. With regard to cast aluminum alloy products, quality control is most often implemented using semi-automated or fully automated diagnostics via nondestructive methods. These methods are used in these types of diagnostics because of their versatility and the possibility of inspection within the entire production cycle. Hence, the strategies indicated in the model refer to managing the level of effectiveness of nondestructive methods within a specific production process using key indicators.
The key indicators used in the quality control improvement model relate to the dimensions that the concept of sustainability takes into account (economic, environmental and social dimensions). The indicated dimensions capture the activities of the enterprise that are relevant to various stakeholder groups. The idea is that they represent potential areas of search for value growth acceleration factors for the company’s stakeholders. Measuring the checkpoints in relation to variables related to the economic, environmental and social dimensions makes it possible to indicate the total efficiency parameter of the checkpoints. Thus, it is possible to determine the efficiency series of noncompliance detection methods.
Properly developed and implemented measures contribute to both internal and external benefits. The internal benefits include the optimization of costs, reduction in the risk of nonidentification of nonconformities, ensuring the quality of finished products and increase in economic rationality. The external benefits include strengthening competitiveness and market position, warming up the image of the enterprise, reducing the negative impact on the environment and promoting the concept of sustainable development.
2.2. Detailed Description of the Concept of Pure Quality Control
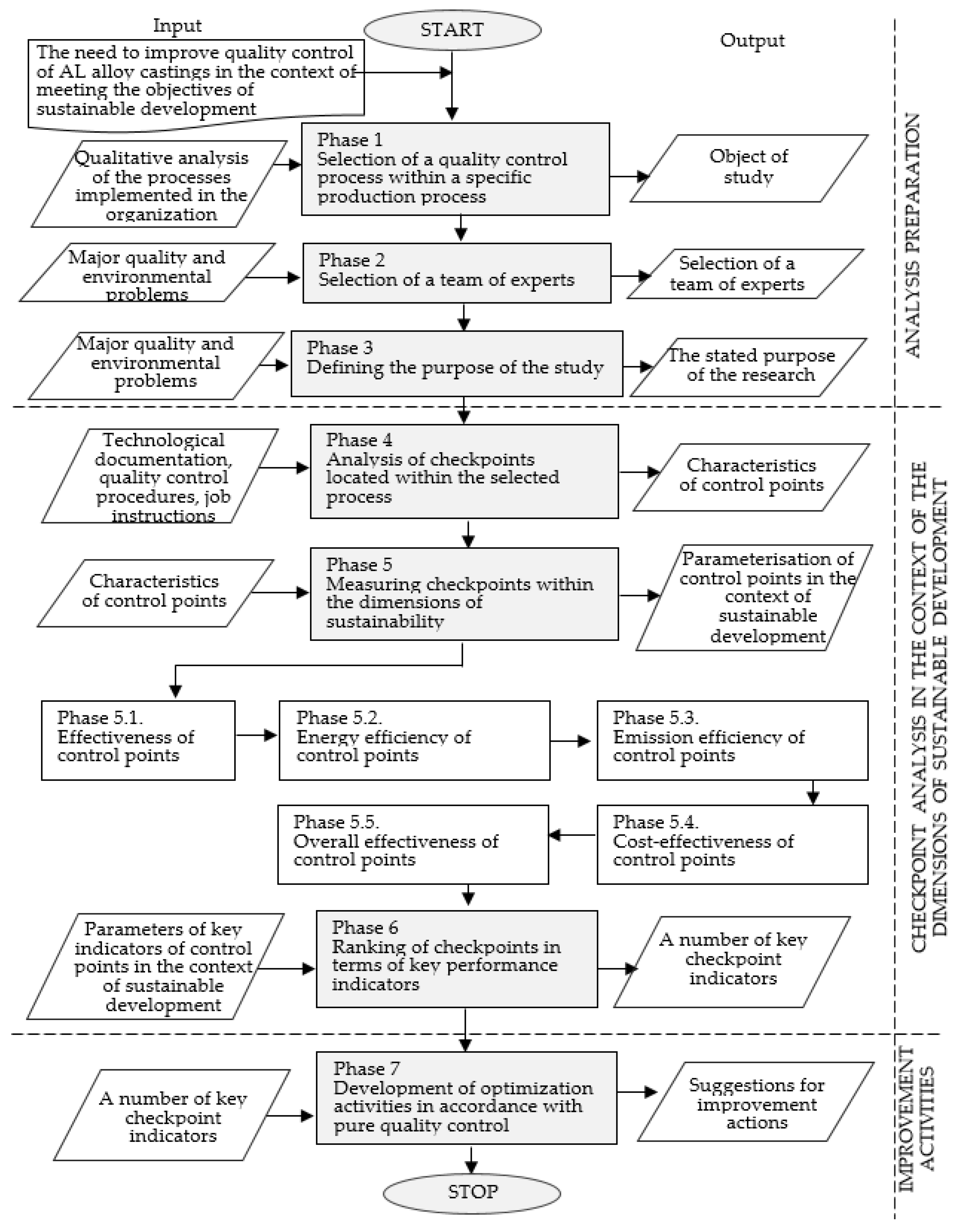
Based on the assumptions made in the model, a detailed scheme for implementing activities was created.
Figure 2 lists the main activities carried out as part of the quality control improvement model, along with the input and output elements.
Due to the assumptions of the proposed model, the selection of the process should refer to the production process that leads to the manufacturing of an aluminum alloy product and within which semi-automatic or automatic quality control using nondestructive testing (NDT) is implemented.
The selection of expert team members is an essential stage in the context of the successful execution of the model assumptions. The team members should have technological knowledge of the selected test subject and experience with the implementation of semi-automated or automated quality control in the use of NDT methods occurring within the inspection points. Principles and guidelines for the selection of expert team members are presented in the literature, for example in [
60,
61].
The purpose of the implication of the quality improvement model in the con-text of the idea of sustainability using key indicators is to develop a ranking of total checkpoint efficiencies. This activity will make it possible to propose effective improvement measures. The purpose of the research should relate to defining a change strategy. The change strategy should address efficiency gains to improve the effectiveness of quality control point management and consumption economics. This is possible by ensuring nonconformity-free products, realized via appropriate low-impact technological operations, using stable infrastructure, and under conditions that are friendly to human health. These activities will contribute to conducting clean quality control within the selected production process of aluminum alloy products.
To characterize the control points located within the selected manufacturing process, the checkpoints within which quality control is implemented using automated or semi-automated nondestructive detection methods are to be studied and analyzed. For each NDT method, the following need to be specified:
Frequency of detection method;
Frequency of nonconformity identification;
Energy intensity of unit detection;
Emissivity of unit detection (waste, pollution, chemicals);
Cost of unit detection.
In addition, based on the company’s records, it is necessary to determine what type of key nonconformities are identified the most often within a given checkpoint.
Effectiveness is understood as the relationship that occurs between the frequency of a particular detection method and the frequency of identification of particular types of nonconformities. The value of the effectiveness parameter should be calculated according to relationship (1).
where
S—efficiency of the checkpoint,
CN—frequency of detection of a specific type of nonconformity and
F—frequency of occurrence of a specific detection method.
The index, together with the components necessary for its calculation, should be expressed in percentage [%].
- ○
Step 5.2. Energy efficiency of quality control points in the studied process.
The values of the energy efficiency parameter of a specific checkpoint should be calculated according to relation (2).
where
EE—energy efficiency of a single detection within a checkpoint,
S—efficiency of a checkpoint and
EN—energy intensity of a single detection within a checkpoint.
The index, together with the components necessary for its calculation, should be expressed in percentage [%].
- ○
Step 5.3. Emission efficiency of quality control points in the studied process.
The values of the emission efficiency parameter of a specific checkpoint should be calculated according to relation (3).
where
EE—emission efficiency of a single detection within a checkpoint,
S—checkpoint efficiency and
M—emission of a single detection within a checkpoint.
The index, together with the components necessary for its calculation, should be expressed in percentage [%].
- ○
Step 5.4. Cost effectiveness of quality control points in the studied process.
The values of the cost-effectiveness parameter of a specific checkpoint should be calculated according to relation (4).
where
EK—cost-effectiveness of a single detection within a checkpoint,
S—checkpoint efficiency and
K—cost of a single detection within a checkpoint.
The index, together with the components necessary for its calculation, should be expressed in percentage [%].
- ○
Step 5.5. Total efficiency of the checkpoint.
The values of the total efficiency parameter of the specified checkpoint should be calculated according to relation (5).
where
E—total efficiency of a single detection within a checkpoint,
S—efficiency of a checkpoint,
N—energy intensity of a single detection within a checkpoint,
M—emission of a single detection within a checkpoint and
K—cost of a single detection within a checkpoint.
The index, together with the components necessary for its calculation, should be expressed in percentage [%].
The calculated values of the indicators (efficiency, energy efficiency, emission efficiency, cost efficiency and total efficiency of the checkpoint) of the tested checkpoints were used to develop a ranking of checkpoint efficiency. The desired value was the highest value of the studied parameter.
The main idea of this phase was to rank the detection methods from the most effective, within the process, to the least effective, i.e., to rank the NDT methods.
Optimization activities should be developed in relation to the efficiency ranking of the various control points identified within the process. When determining optimization measures, attention should also be paid to the identification of critical nonconformities using specific NDT detection methods and the stage of the quality control process in which the nonconformities are detected.
The model presented here promotes the concept of sustainability and the conduct of clean quality control for products made of aluminum alloys. An additional benefit of the model’s implications is a reduction in diagnostic uncertainty and an increase in the efficiency of inspection activities. The developed model for improving quality control with key indicators takes advantage of the variety of available data on inspection points to propose an effective system in line with social, economic and environmental dimensions.
3. Model Test and Results
A test of the model for improving quality control in the context of sustainable development was conducted by implementing it in one of the manufacturing companies that operates in the Polish market. The foundry company manufactures products for the automotive, medical, mechanical and kaleidoscopic industries.
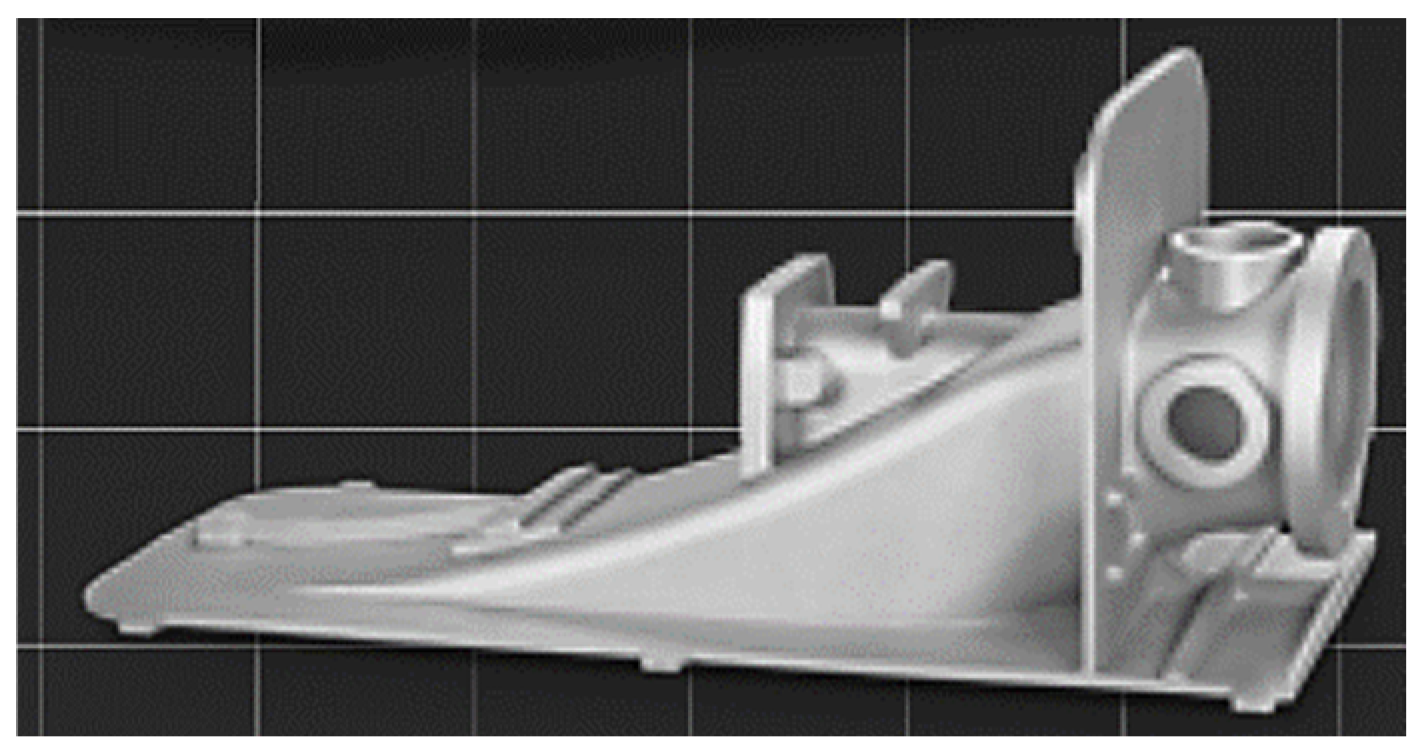
Due to the fact that the proposed model refers to analyses related to ensuring the quality of products (increasing the effectiveness of methods) and reducing the level of environmental burden. The implementation of the model was designed for a process that had lost its quality stability. Technological and design changes to the product contributed to a decrease in the level of quality. The model test was performed for the production process of the water jet inlet. The manufacturing process of the product included the following technological operations: 1. material acceptance; 2. supply control; 3. material storage; 4. transportation; 5. batch preparation; 6. melting and refining; 7. casting cleaning; 8. casting quality control; 9. heat treatment; 10. heat treatment process control; 11. transportation; 12. surface roughing; 13. quality control; 14. bore roughing; 15. blasting; 16. transport; 17. washing; 18. chemical process; 19. quality control, 20. milling; 21. finishing; 22. quality control; 23. transport; 24. stamping; 25. packing; 26. shipping control; 27. transport; 28. waiting for shipping. The water jet inlet product is used in the engine and car technology industry.
Figure 3 shows a model of the water jet inlet.
The water jet outlet is produced in series. During gravity casting, an alloy from the sub-eutectic silumin group—AlSi7Mg0.3 (EN AC-42200)—is used. The finished product has dimensions of 1330 × 600 × 420 and weighs 66 kg.
The model test concerned production data from the first quarter of 2022.
The second phase concerned the selection of expert team members. In selecting people for the task force, employees with knowledge of the production process of the selected product (waterjet inlet) and the quality control process that is implemented against the waterjet inlet were chosen. The team consisted of a production process manager, a quality control manager, a nondestructive testing specialist and a claims specialist.
The purpose of the research was to analyze the quality control process in the context of the concept of sustainability using key indicators, which would allow for the development of effective improvement measures. Identifying the level of efficiency, energy efficiency, emission efficiency, cost efficiency and total efficiency allows for optimization toward conducting clean quality control. Conducting this type of detection enables quality control to be carried out with sustainability in mind and ensures the following relationship: adequate quality of products offered–minimum possible impact on the environment.
Within the process of quality control of the product—the water jet inlet—there are distinguished control points, and within which detection using X-ray, eddy current and ultrasonic testing is implemented. A general description of the detection methods used within the checkpoints is shown in
Table 1.
The implementation of phase 4 of the control improvement method also required an analysis of quality control documentation to determine the following characteristics of the detection methods: frequency of detection method, frequency of identification of nonconformities, energy intensity of unit detection, emissivity of unit detection (waste, pollutants, chemicals) and cost of unit detection. The types of critical nonconformities that were identified the most often within a given checkpoint were also determined.
The critical nonconformities identified in the first quarter of 2022 (presence of oxides, presence of shrinkage cavities, internal cracks and presence of rows) were analyzed. X-ray examination detected the largest percentage of critical nonconformities: the presence of oxides and shrinkage cavities. Eddy current examination detected the highest percentage of nonconformities in the form of cracks. In contrast, ultrasonic testing had the highest percentage of row detection.
Determining the level of effectiveness of the checkpoints was achieved using Equation (1).
According to
Table 2, the control points that use radiographic testing to test the manufactured product identify the highest percentage of nonconformities—their percentage reaches 46.15%. Radiographic testing is the first inspection point occurring after the product casting process, which has a significant impact on the level of identified nonconformities. The process of casting products with complex shapes, due to its peculiarities (the multitude of variables affecting the quality level of the cast product), contributes to the formation of a significant number of nonconformities. The described situation has a significant impact on the highest level of the RTG checkpoint effectiveness index.
The values of the effectiveness of checkpoints using ultrasonic detection and detection using eddy currents indicate a relatively small difference in the studied parameter (4.62%). This is influenced by the identical frequency of these methods throughout the quality control process.
- ○
Step 5.2. Energy efficiency of the checkpoint.
The determination of the level of energy efficiency of the checkpoints was achieved using Formula (2).
As indicated by the calculations performed, the eddy current inspection method had the highest level of energy efficiency index. Testing with X-ray detection, despite the high level of efficiency affecting the tested parameter, had the lowest level of energy efficiency (8.05%).
Despite the not-great differences between the power consumption of eddy current testing and ultrasonic testing, the efficiency of these methods differs by 5 percentage points.
- ○
Step 5.3. Emission efficiency of the checkpoint.
The determination of the level of emission efficiency of the control points was achieved using Formula (3).
Analyzing the obtained values of the emission efficiency index, it was noted that, also in this case, eddy current detection significantly exceeded the values of the examined parameter of the other control methods. The eddy current detection method had the highest level of emission efficiency (17.13%). Although the ultrasound detection method showed a similar level of unit emission (
Table 2) of detection, the ranking was significantly influenced by the level of efficiency of the detection methods.
X-ray testing had emission efficiency at the lowest level—5.38%. This is due to the specifics of the detection method. During the implementation of radiographic testing, there is a significant risk of exposure of personnel and the environment to radiation.
- ○
Step 5.4. Cost-effectiveness of the checkpoint.
The determination of the level of cost-effectiveness of the checkpoints was achieved using Formula (4).
Testing using eddy currents had the lowest detection costs (
Table 2), which had a significant impact on the difference in the value of the parameter with respect to the other tested methods. The cost-effectiveness ratio of the eddy current examination was 15.78%. Positioned in second place, X-ray examination was the most expensive control among the analyzed methods, but due to the significant level of effectiveness of this method, the cost-effectiveness ratio was 12.48%. This is just over 1 percentage point higher than the rate of ultrasound examination.
- ○
Step 5.5. Total checkpoint efficiency.
The fifth step of the checkpoint analysis concerned the total efficiency parameter. The value of this indicator was influenced by the effectiveness of the method, energy intensity, emissivity and the cost of a single detection. This indicator was used to determine the gradation of the detection methods, which makes it possible to plan adequate improvement measures against a checkpoint with a low level of efficiency.
The determination of the total efficiency level of the checkpoints was achieved using Formula (5).
Again, the eddy current detection significantly exceeded the parameters obtained via X-ray and ultrasound testing. The total efficiency of the eddy current testing was 0.084%. The high value of the parameter of the total efficiency of the eddy current detection of the test demonstrates the importance of this type of testing in the context of ensuring an adequate level of quality of the tested product. It is noted that there is a slight difference in the value of the total efficiency index of the ultrasound inspection and X-ray inspection (the difference in the total efficiency parameter is 0.0037%).
With regard to the obtained values of the tested characteristics of the nonconformity detection methods, method ranks were developed. The efficiency ranks of the detection methods are presented in
Table 3.
The comprehensive inclusion of the partial rankings and the final ranking on the effectiveness of the total detection method allows for an in-depth analysis of the checkpoints.
The highest level of nonconformity detection efficiency was characterized by X-ray examination. This was significantly influenced by the fact that X-ray examination detects the highest percentage of key nonconformities in the form of the presence of oxides and shrinkage cavities in the product.
With regard to energy and emission efficiency, equal rankings of detection methods were built. Eddy current testing had the highest level of efficiency, while X-ray testing had the lowest level.
In terms of cost efficiency, eddy current testing involved a lowest cost. Ultrasound examination was associated with the greatest expense. A significant amount of cost incurred was associated with the low level of automation and the need to involve a significant number of employees in the implementation of detection. Costs are also associated with the need to provide a cleaned and smooth surface of the test piece which protects against excessive wear of the head.
Eddy current testing within the analyzed quality control process was performed in an automated form. In the case under analysis, eddy current quality control data were recorded in real time. This fact had a significant impact on the final ranking gradation (25). The values of the individual components affecting the total efficiency index could be changed by increasing the level of automation or upgrading the machinery and equipment park. This procedure would significantly affect the cost per unit of examination. In the case of ultrasound testing, the value of total efficiency was due to the relatively low level of parameters of individual efficiencies (energy, emission, cost) and the lowest level of efficiency among the tested methods. X-ray testing, despite the high level of detection efficiency, is characterized by high energy intensity (low energy efficiency) and high emissivity (low emission efficiency). The study identified insignificant differences in the efficiency values of total ultrasound inspection and X-ray inspection.
Optimization measures were developed based on the information provided in phases 5 and 6. In determining the optimization measures, the identification of critical nonconformities via specific nondestructive testing detection methods and the stage of the quality control process in which the nonconformities were detected were taken into account.
Within the analyzed quality control process, as part of the improvement activities related to the realization of pure quality control, it is necessary to optimize the inspection points. Taking into account the significant level of efficiency and the effectiveness of eddy current testing, as well as the analysis of critical nonconformities, it is recommended that automated inspection using this method be performed twice—after surface roughing and additionally after hole roughing, as before. This procedure will allow for the early identification of the most dangerous nonconformities in the context of product operation, namely cracks.
As part of the optimization measures, it was proposed that the X-ray examination control point be moved and implemented not before the technological operation “cleaning of castings” but earlier—after the operation “melting and refining of the alloy”. This action will reduce the cost and execution time of the production process. If critical nonconformities are detected that are not subject to repair, the casting will not be cleaned unnecessarily, but will be separated from conforming products.
Analyzing the parameters of the checkpoint using ultrasonic testing, it was proposed to leave the test in place of the existing inspection—however, after the implementation of the chemical process, the test should be changed from 100% inspection to random inspection. Performing an additional eddy current test for the product openings allows changing the frequency of ultrasonic testing.
The indicated concept of improving quality control with the use of key indicators does not only include the identification of nonconformities in products, the identification of the causes of their emergence and the determination of proposals for their elimination, but also includes the determination of the level of effectiveness of detection methods in the context of ensuring pure quality control. Such an approach makes it possible to carry out control that is effective in terms of ensuring the assumed level of quality, and at the same time complies with the objectives of sustainable development. The gradation of quality control methods in terms of key dimensions such as economic dimension (efficiency of detection methods, quality of products and cost of detection), environmental dimension (energy intensity of detection methods) and social dimension (emission efficiency) allows for the development of quality control improvement measures concerning, for example, the relocation of control points and adequate adjustment of the number of control points. Analyses of proposals to change the number of control points should address increasing the number of points with the highest efficiency. Detection points with the lowest detection rate of nonconformities in the casting can change the nature of detection from 100% inspection to random inspection. This procedure will reduce inspection costs and at the same time maintain a comparable level of product quality.
4. Discussion
In the current competitive reality, the manufacturing industry is lagging behind in the implementation of Industry 4.0 and the integration of smart and ubiquitous components given the relatively high cost and energy consumption. This indicates that the market is unstable [
68]. The growing digital transformation has transformed the manufacturing industry and created a pathway for manufacturing systems that are smart, networked, data-driven and resilient [
69]. From this perspective, Industry 4.0 is intensifying exponentially and offers agile manufacturing in a closed-loop economy and cleaner production concepts, with the goal of achieving ethical sustainable businesses [
70]. Consequently, there is a strong need to transform traditional manufacturing configurations into smart manufacturing to achieve self-adaptation, reliability and flexibility with high quality and low production costs [
71]. This requires the development of reliable measurement methods and models to capture and monitor the progress of sustainability implementation [
72].
The literature on the application of the concept of sustainability in manufacturing companies focuses on the idea of clean production, without indicating a reference to the quality control process. This process is closely related to ensuring the quality level of the final product. Only studies on sustainable excellence directed toward specific areas of the organization [
26,
27,
28,
29,
30,
31,
32,
33,
34,
35,
36,
37].
The model for improving quality control captures the microfoundational approach, and allows you to identify quality capabilities with the preservation of the idea of sustainable development of the quality control process. According to the authors, when talking about the implementation of the concept of sustainable development in companies, one should not only focus on carrying out so-called clean production, but also on implementing the assumptions of this idea on the grounds of quality control. The concept of clean production aimed at enterprises in the manufacturing industry should be complemented and supported by activities relating to the inseparable quality control process [
73]. This process, in order to achieve the title of clean quality control, should be a low-carbon, low-cost, low-energy control that ensures the effective detection of nonconformities. The process of analyzing the aforementioned characteristics of pure quality control is supported by the developed quality control improvement model.
The analyses carried out using the proposed model mainly relate to the trends observed in industry—the ideas of Industry 4.0 and 5.0—as well as smart factories. Therefore, the model is aimed at methods of nonconformity detection implemented in a semi-automatic and automatic manner. Methods realized in such a way are most often characterized by energy intensity, cost intensity and often emissivity, and, on the other hand, high accuracy, precision, flexibility and relatively short testing time. According to the set of features presented, it is crucial to conduct analyses on the relationship that occurs between them.
The conducted research on the quality control process of the selected product made it possible to evaluate and compare the existing features of the nonconformity detection methods, such as the effectiveness of the detection method, cost, emission and energy efficiency. The features of the detection methods selected in the model relate to key dimensions of the concept of sustainability: economic, environmental and social dimensions. The features of the detection methods were selected in such a way that the improvement activities could be adjusted to the current sensitivities of the control being carried out.
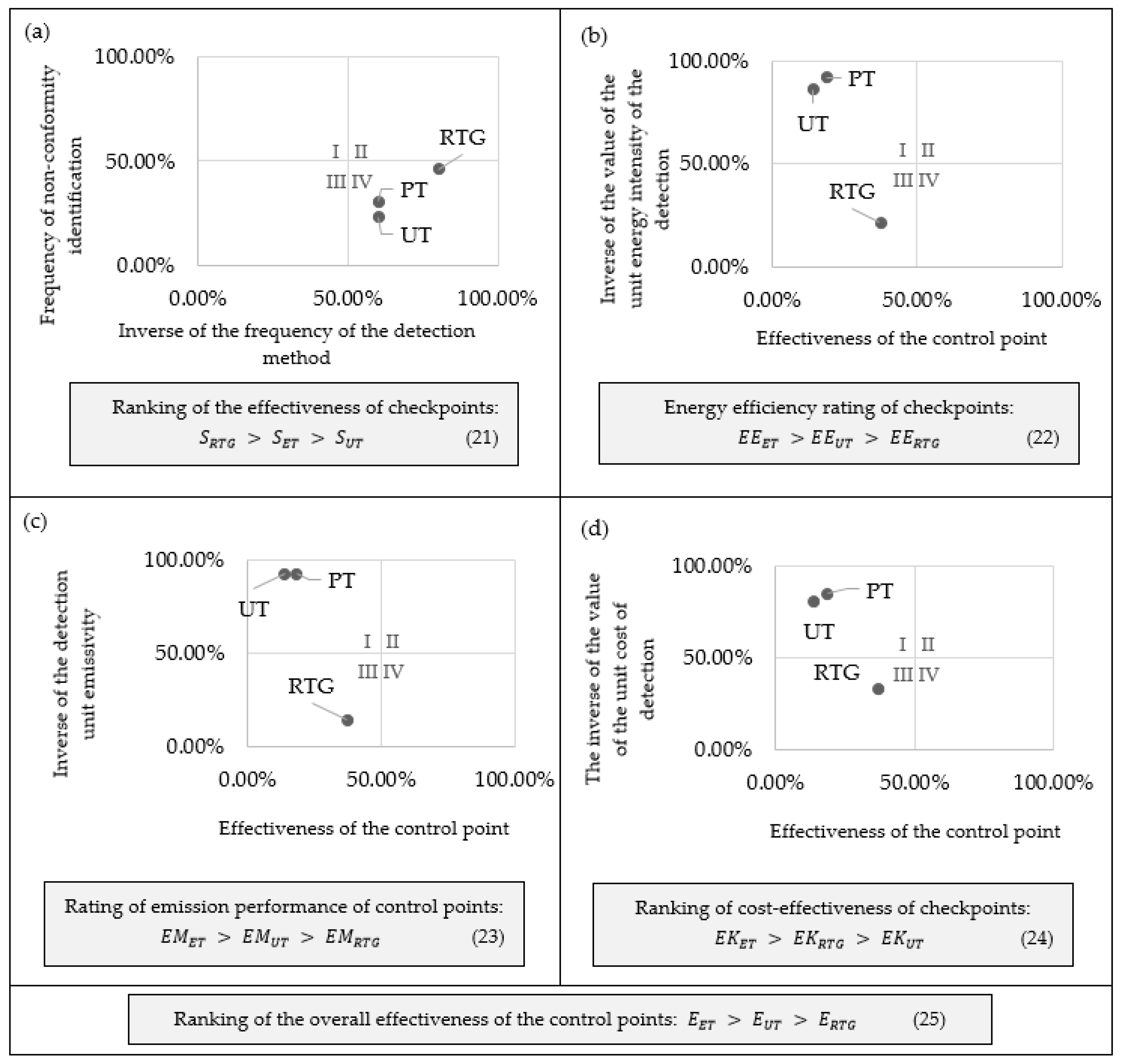
Figure 4 shows, with the help of a matrix, the key relationships between the studied features of the detection methods.
The desired result is that the control points reach the second quadrant of the matrix diagram. The graphical form of the obtained results allows for a better understanding of the relationships between key variables. This procedure contributes to the isolation of sensitive aspects of the implementation of quality control in the context of environmental care.
With regard to the effectiveness of the analyzed checkpoints, the X-ray examination has the highest value. Such a relationship is due to the fact that this test identifies critical inconsistencies of the tested product. The energy efficiency ranking of the checkpoints indicated ET detection followed by UT detection as those that consecutively consume the least electricity during a single test. X-ray examination is associated with the highest level of electricity consumption. A similar ranking was obtained by analyzing the emission efficiency of the checkpoints. In contrast, the cost-efficiency ranking indicated the ET examination as the cheapest detection.
The results of the implementation of the research according to the developed model indicated that within the analyzed quality control process, the eddy current method shows the highest level of total efficiency. This result is influenced by the level of automation of the test which confirms the benefits of the implications of Industry 4.0 in the area of quality control.
When determining improvement activities based on the obtained rankings, attention was paid to the level of individual characteristics represented by each nonconformity detection method. Based on this, actions were proposed related to the relocation of inspection points and changing the nature of inspection from 100% to sampling. These activities were aimed at ensuring an increase in the detection of nonconformities and an increase in the level of implication of sustainability assumptions.
The superiority of the indicated concept of quality control improvement (over control methods and proposals for implication activities regarding sustainability) is manifested in the fact that it not only captures the identification of nonconformities in the facilities, the identification of the reasons for their presence and the identification of proposals for their elimination, but also makes it possible to determine the level of effectiveness of the detection methods in terms of ensuring the implementation of pure quality control. This multifaceted approach makes it possible to carry out control that is effective in terms of ensuring the established level of quality, and at the same time complies with the objectives of sustainable development. The model provides tools for systematically measuring the sustainability of conducted quality control, which the authors point out is lacking in the literature [
74]. The presented model of quality control improvement was verified by its implementation in a company in the foundry industry. The model was applied to the quality control process of an aluminum alloy casting—the water jet inlet. The product is used in the engine and car technology industry.
The execution of the proposed model of improvement in quality control allowed us to distinguish the advantages of the presented procedure. These include the following:
Possibility of conducting analyses with regard to automated and semi-automatic methods of noncompliance detection;
Organizing and collecting detailed information on the characteristics of detection methods;
Analysis of data on identified nonconformities;
Identification of the most serious nonconformities of aluminum alloy castings causing loss of quality stability;
Determining the level of gradation of the overall effectiveness of the tested control points;
Continuous monitoring of the effectiveness of checkpoints;
Development of measures to optimize quality control points in the context of the relationship between product quality and control consistent with sustainable development;
Optimization of the energy intensity of the quality control process;
Cost optimization of the quality control process;
Analyzing and rationalizing the emissivity of the methods used within the control points;
Creating lists of selected detection periods;
Conscious response in emergency situations related to loss of quality stability of the process.
On the other hand, the following benefits have been identified with regard to the dimensions of sustainable development covered by the concept of pure quality control:
Economic dimension: increased profitability, increased income, reduced costs, reduced number of complaints, improved competitiveness and improved relations with stakeholders;
Social dimension: trust, image and status of the company, opinion of the environment, credibility and reliability of the company;
Environmental dimension: increase in quality and environmental awareness of employees, implementation of measures ensuring appropriate working conditions and attention to reducing the level of emissions of quality control points.
Due to the significant level of universality of the developed model, it has few limitations related to its practical application. Among the limitations of the model are the possibility of the model’s implementation only for quality control, in which detection is performed using automated or semi-automated NDT inspection methods.
Activities carried out within the framework of the three dimensions significantly increase the efficiency and effectiveness of the company’s activities in each area, and this is conducive to accelerating the growth in stakeholder value and the value of the company. Considering the assumptions of the quality control improvement model and its benefits, it can be seen that it fits into the concept of sustainable development and the idea of Industry 4.0. Effective management and conduct of pure quality control can be counted as being among the potential areas of search for acceleration factors of value growth for the company’s stakeholders. This activity can be considered to be an element that stimulates growth in the product’s value in the eyes of stakeholders and an element of significant importance in the creation of development strategies.
The possibility of improving the sustainability of quality control by minimizing waste and resource consumption and reducing the carbon footprint is becoming increasingly interesting due to the remarkable waste generation and contribution to increasing the productivity of natural resources.










{kind=link}
{kind=link}
{kind=link}
{kind=link}