
A Sustainable Closed-Loop Supply Chains Inventory Model Considering Optimal Number of Remanufacturing Times


Abstract
1. Introduction
2. Literature Review
3. Research Background and Contribution
3.1. Theoretical Background and Motivation
3.2. Mathematical Formulation of the Recovery Times
3.3. Contribution and Organization of the Paper
4. Mathematical Formulation of the General Model
4.1. Assumptions and Notations
| The cycle index; | |
| denotes manufactured items, denotes remanufactured items and denotes returned items; | |
| The rate per unit time for manufactured items; | |
| The rate per unit time for remanufactured items; | |
| The rate per unit time for returned items (decision variable), where and ; | |
| The rate per unit time for demand items; | |
| The inventory level at time ; | |
| The deterioration rate per unit time; | |
| The deteriorated quantity for cycle ; | |
| The manufactured quantity for cycle ; | |
| The remanufactured quantity for cycle ; | |
| The returned quantity for cycle ; | |
| The accumulated quantity of returned items (during the time gap of nonproduction and nonremanufacturing processes); | |
| The maximum number of times an item can be remanufactured; | |
| The expected number of times an item can be remanufactured in its lifecycle, where ; | |
| The actual quality level of an item that has been recovered number of times in cycle , where (Table 1); | |
| The average fraction (cumulative average up to ) of the quality level of items that have been recovered for their time in cycle , where (Table 3); | |
| The actual proportion of returned items that can be remanufactured in cycle , where (Table 2); | |
| The average fraction (cumulative average up to ) of returned items that can be remanufactured for their time in cycle , where (Table 4); | |
| The unit purchasing cost for new items; | |
| The unit purchasing price for retuned items in cycle , where ; | |
| The remanufacturing investment cost in the design process of an item in order to make it remanufactured number of times; | |
| The remanufacturing investment cost in cycle in the design process of an item in order to make it remanufactured number of times, where ; | |
| The unit manufacturing cost; | |
| The unit remanufacturing cost; | |
| The unit screening cost; | |
| The holding cost per unit per unit time; | |
| The unit cost for disposing deteriorated and defective waste items; | |
| The switching cost from remanufacturing phase to manufacturing phase; | |
| The switching cost from manufacturing phase to remanufacturing phase; | |
| The setup/order cost per cycle. |
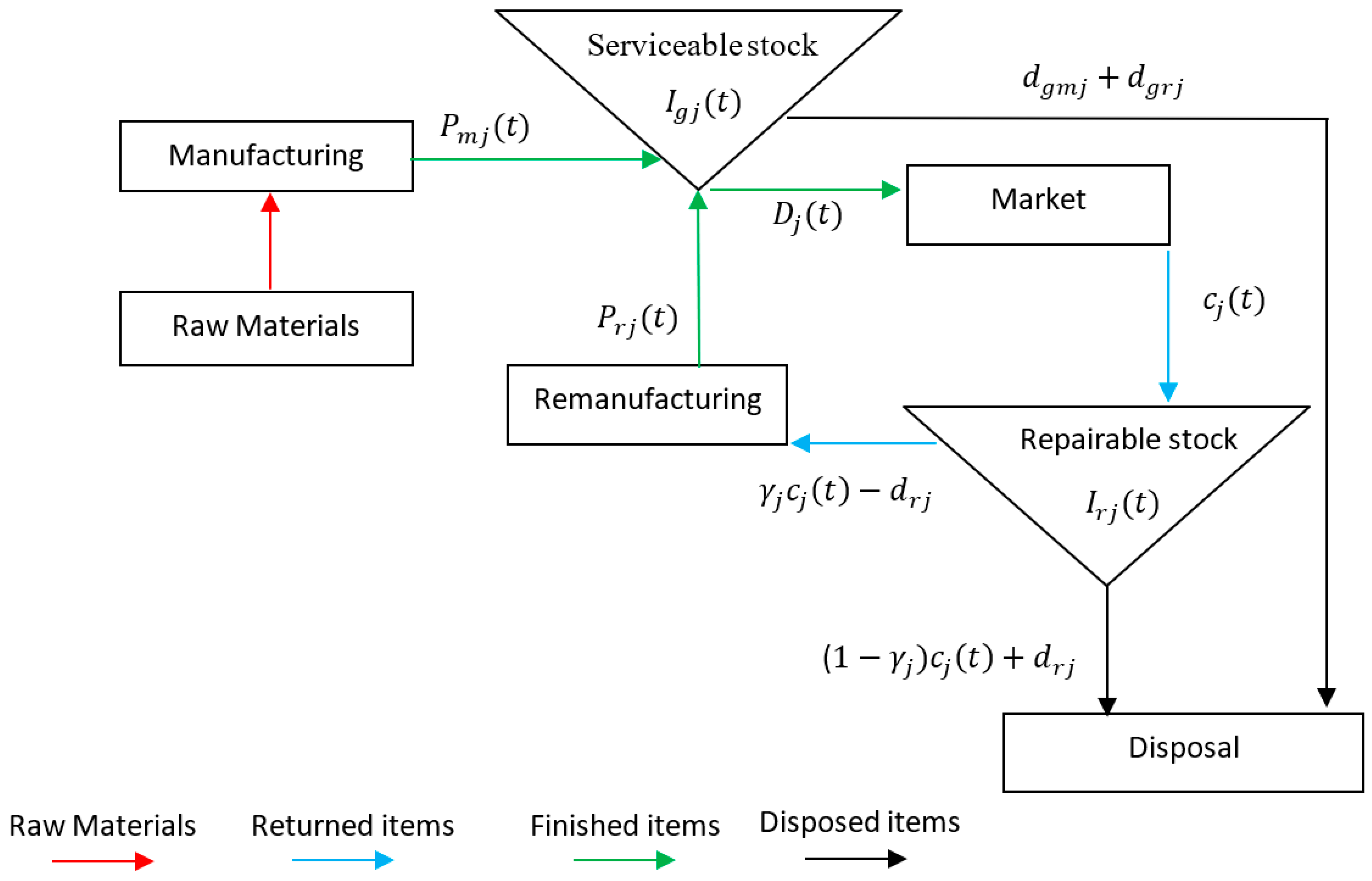
- The collection of returns occurs throughout the time interval at a rate .
- Only a proportion of the returned items can be remanufactured, and the amount is disposed as waste outside the system.
- New items are manufactured at a rate and the accepted returned items are remanufactured at a rate as good as new.
- Items deteriorate at a rate while they are effectively in stock.
- The demand rate is satisfied from produced and remanufactured items.
- The return rate is a varying demand-dependent rate, which is a decision variable.
- The demand, product deterioration, manufacturing, and remanufacturing rates are arbitrary functions of time.
- The values of all functions and input parameters can be adjusted for subsequent cycles.
- Shortages are not allowed; this implies that .
- There is no repair or replacement of deteriorated items.
4.2. The General Model
Solution Procedure
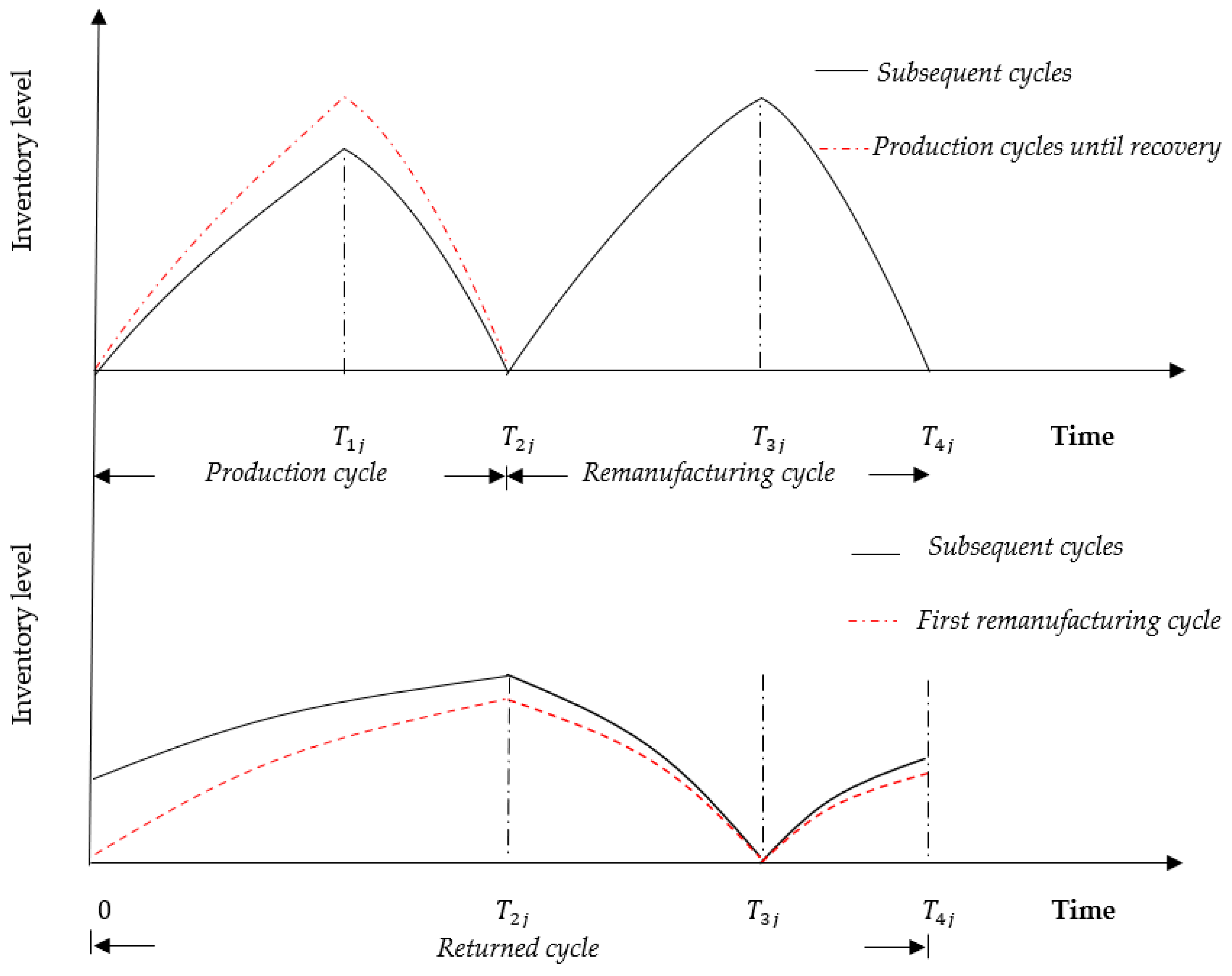
- In the first remanufacturing cycle, start by setting in Equation (29) and compute L1.
- Repeat step 1 for to compute .
- Set in Equation (29) and compute .
- Repeat step 3 for to compute .
- Set in Equation (29) and compute .
- Repeat step 5 for to compute .
- Repeat steps 5 and 6 for and to compute .
- Set when at its minimum and continue to insert in Equation (29) until the system plateaus.
5. Illustrative Examples for Different Settings
5.1. Example 1
5.2. Example 2
5.3. Example 3
5.4. Special Cases
5.4.1. Case 1
5.4.2. Case 2
5.4.3. Case 3
5.4.4. Case 4
5.4.5. Case 5
6. Implications and Managerial Insights
- Considering that returned items may arrive with different number of remanufacturing times reduces the total system cost as well as ensures reducing the disposal of unnecessary amount.
- The optimal policy is either to remanufacture once or remanufacture up to the expected number of times an item can be remanufactured in its lifecycle.
- Modeling the return rate as a decision variable not only increases the remanufactured quantity, but also decreases the consumption of the produced quantity.
- When the return rate is a decision variable, it increases the reusable proportion, and subsequently impacts the economic opportunities, which in turn influence both environmental and social interests.
- All functions may or may not be related to each other and, therefore, each is solely modeled.
- The remanufacturing number of times for an item is tangible, definite, tractable, and modeled.
- The purchasing price of recovery items, remanufacturing investment cost, return rate, and the percentage of returns vary until the number of cycles reaches the expected number of times an item can be remanufactured in its lifecycle. Such variation implies further reduction in the total cost and ensures a positive environmental impact.
- The return rate is a varying demand-dependent rate, which is a decision variable. This consideration reduces the total cost and solid waste disposal and, consequently, the system emphasizes sustainability because it reflects the influence of economic, social, and environmental interests.
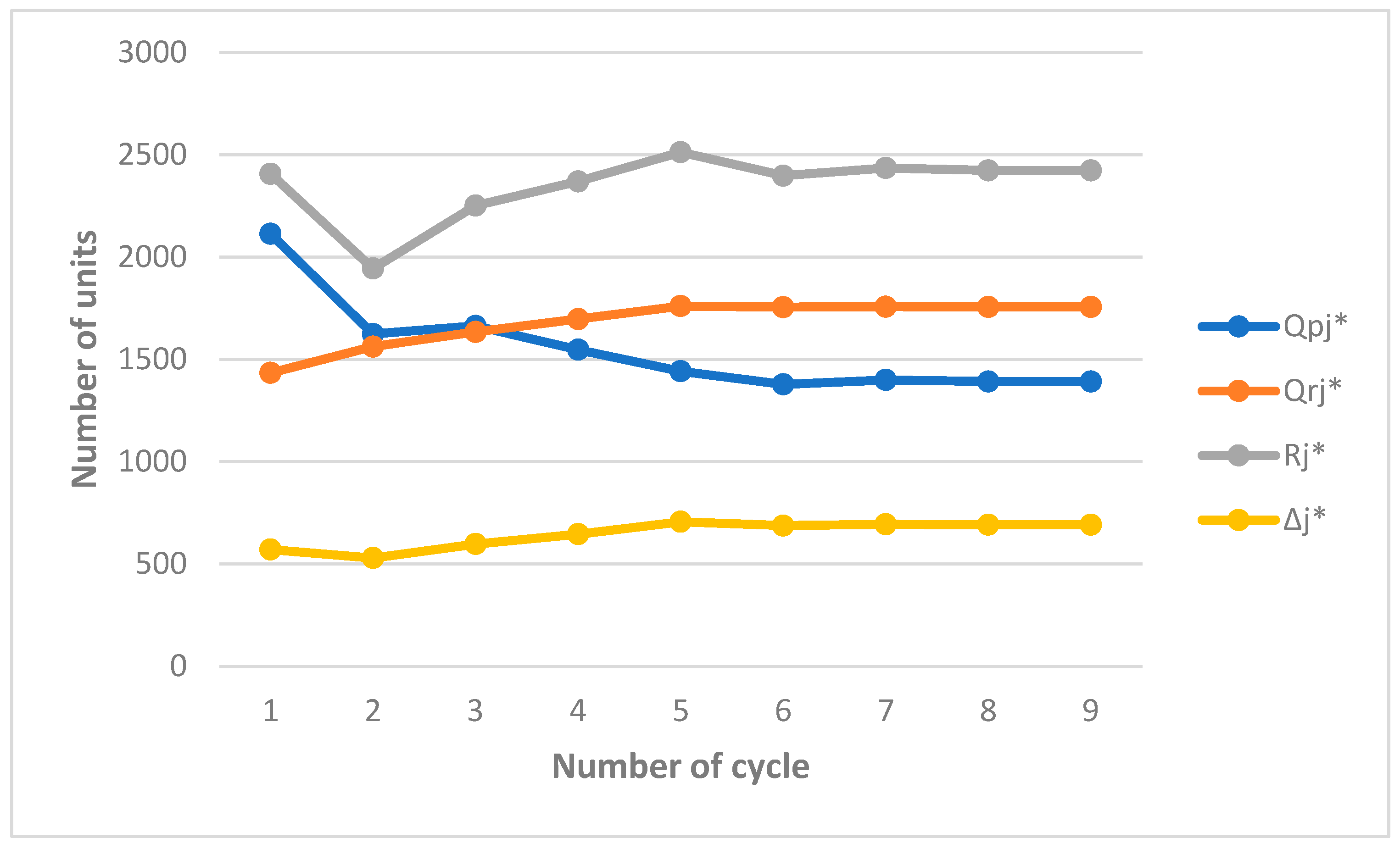
- The initial inventory of returns in the first remanufacturing cycle is zero and it differs for subsequent cycles, which in turn affects the optimal values that vary until the system plateaus. This consideration is key in that it allows for the adjustment of all functions and input parameters for subsequent cycles.
- Incorporating the initial inventory of returns in the mathematical formulation enables the system to reap further cost reduction until all optimal values plateau.
- The proposed model is a viable solution for different forms of time-varying functions as well as for systems encountering periodic review applications.
- The solution quality of the special cases is identical to that of published sources, which implies that the robustness, viability, and validity of the general mathematical formulation are ascertained.
7. Summary and Conclusions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Fleischmann, M.; Bloemhof-Ruwaard, J.M.; Dekker, R.; Van Der Laan, E.; Van Nunen, J.A.E.E.; Van Wassenhove, L.N. Quantitative Models for Reverse Logistics: A Review. Eur. J. Oper. Res. 1997, 103, 1–17. [Google Scholar]
- De Brito, M.P.; Dekker, R. A Framework for Reverse Logistics. In Reverse Logistics; Springer: Berlin/Heidelberg, Germany, 2004; pp. 3–27. [Google Scholar]
- Rogers, D.S.; Tibben-Lembke, R. An examination of reverse logistics practices. J. Bus. Logist. 2001, 22, 129–148. [Google Scholar] [CrossRef]
- Wang, B.; Sun, L. A Review of Reverse Logistics. Appl. Sci. 2005, 7, 16–29. [Google Scholar]
- Guide, V.D.R.; Harrison, T.P.; Van Wassenhove, L.N. The Challenge of Closed-Loop Supply Chains. Interfaces 2003, 33, 3–6. [Google Scholar]
- Andrade, R.P.; Lucato, W.C.; Vanalle, R.M.; Junior, M.V. Reverse Logistics and Competitiveness: A Brief Review of This Relationship. In Proceedings of the POMS Conference, Denver, CO, USA, 3–6 May 2013; pp. 1–10. [Google Scholar]
- Rubio, S.; Jiménez-Parra, B. Reverse Logistics: Concept, Evolution and Marketing Challenges. In Optimization and Decision Support Systems for Supply Chains; Springer: Berlin/Heidelberg, Germany, 2017; pp. 41–61. [Google Scholar]
- Bras, B. Design for Remanufacturing Processes. In Environmentally Conscious Mechanical Design; John Wiley & Sons: Hoboken, NJ, USA, 2007. [Google Scholar]
- Cao, J.; Chen, X.; Zhang, X.; Gao, Y.; Zhang, X.; Kumar, S. Overview of Remanufacturing Industry in China: Government Policies, Enterprise, and Public Awareness. J. Clean. Prod. 2020, 242, 118450. [Google Scholar] [CrossRef]
- Liu, Z.; Diallo, C.; Chen, J.; Zhang, M. Optimal Pricing and Production Strategies for New and Remanufactured Products under a Non-Renewing Free Replacement Warranty. Int. J. Prod. Econ. 2020, 226, 107602. [Google Scholar] [CrossRef]
- Van Nguyen, T.; Zhou, L.; Chong, A.Y.L.; Li, B.; Pu, X. Predicting Customer Demand for Remanufactured Products: A Data-Mining Approach. Eur. J. Oper. Res. 2020, 281, 543–558. [Google Scholar] [CrossRef]
- Wang, Y.; Jiang, Z.; Hu, X.; Li, C. Optimization of Reconditioning Scheme for Remanufacturing of Used Parts Based on Failure Characteristics. Robot. Comput. Integr. Manuf. 2020, 61, 101833. [Google Scholar] [CrossRef]
- Flapper, S.D.; van Nunen, J.; Van Wassenhove, L.N. Managing Closed-Loop Supply Chains; Springer Science & Business Media: Berlin/Heidelberg, Germany, 2005; ISBN 3540406980. [Google Scholar]
- Fleischmann, M. Reverse Logistics Network Structures and Design. Bus. Perspect. Closed-Loop Supply Chain 2001, 1–21. [Google Scholar]
- Montabon, F.; Pagell, M.; Wu, Z. Making Sustainability Sustainable. J. Supply Chain Manag. 2016, 52, 11–27. [Google Scholar] [CrossRef]
- Schrady, D.A. A Deterministic Inventory Model for Reparable Items. Nav. Res. Logist. Q. 1967, 14, 391–398. [Google Scholar] [CrossRef]
- Nahmiasj, S.; Rivera, H. A Deterministic Model for a Repairable Item Inventory System with a Finite Repair Rate. Int. J. Prod. Res. 1979, 17, 215–221. [Google Scholar] [CrossRef]
- Richter, K. The Extended EOQ Repair and Waste Disposal Model. Int. J. Prod. Econ. 1996, 45, 443–447. [Google Scholar] [CrossRef]
- Richter, K. The EOQ Repair and Waste Disposal Model with Variable Setup Numbers. Eur. J. Oper. Res. 1996, 95, 313–324. [Google Scholar] [CrossRef]
- Richter, K. Pure and Mixed Strategies for the EOQ Repair and Waste Disposal Problem. OR Spectr. 1997, 19, 123–129. [Google Scholar] [CrossRef]
- Richter, K.; Dobos, I. Analysis of the EOQ Repair and Waste Disposal Problem with Integer Setup Numbers. Int. J. Prod. Econ. 1999, 59, 463–467. [Google Scholar] [CrossRef]
- Dobos, I.; Richter, K. The Integer EOQ Repair and Waste Disposal Model-Further Analysis. CEJOR 2000, 8, 173–194. [Google Scholar]
- Dobos, I.; Richter, K. A Production/Recycling Model with Stationary Demand and Return Rates. Cent. Eur. J. Oper. Res. 2003, 11, 35–46. [Google Scholar] [CrossRef]
- Dobos, I.; Richter, K. An Extended Production/Recycling Model with Stationary Demand and Return Rates. Int. J. Prod. Econ. 2004, 90, 311–323. [Google Scholar] [CrossRef]
- Dobos, I.; Richter, K. A Production/Recycling Model with Quality Consideration. Int. J. Prod. Econ. 2006, 104, 571–579. [Google Scholar] [CrossRef]
- Bazan, E.; Jaber, M.Y.; Zanoni, S. A Review of Mathematical Inventory Models for Reverse Logistics and the Future of Its Modeling: An Environmental Perspective. Appl. Math. Model. 2016, 40, 4151–4178. [Google Scholar]
- El Saadany, A.M.A.; Jaber, M.Y. A Production/Remanufacturing Inventory Model with Price and Quality Dependant Return Rate. Comput. Ind. Eng. 2010, 58, 352–362. [Google Scholar] [CrossRef]
- Alamri, A.A. Theory and Methodology on the Global Optimal Solution to a General Reverse Logistics Inventory Model for Deteriorating Items and Time-Varying Rates. Comput. Ind. Eng. 2011, 60, 236–247. [Google Scholar] [CrossRef]
- El Saadany, A.M.A.; Jaber, M.Y. The EOQ Repair and Waste Disposal Model with Switching Costs. Comput. Ind. Eng. 2008, 55, 219–233. [Google Scholar] [CrossRef]
- Kozlovskaya, N.; Pakhomova, N.; Richter, K. A Note on “The EOQ Repair and Waste Disposal Model with Switching Costs”. Comput. Ind. Eng. 2017, 103, 310–315. [Google Scholar] [CrossRef]
- Alamri, A.A. Exploring the Effect of the First Cycle on the Economic Production Quantity Repair and Waste Disposal Model. Appl. Math. Model. 2021, 89, 519–540. [Google Scholar] [CrossRef]
- Govindan, K.; Soleimani, H.; Kannan, D. Reverse Logistics and Closed-Loop Supply Chain: A Comprehensive Review to Explore the Future. Eur. J. Oper. Res. 2015, 240, 603–626. [Google Scholar] [CrossRef]
- Modak, N.M.; Sinha, S.; Ghosh, D.K. A Review on Remanufacturing, Reuse, and Recycling in Supply Chain—Exploring the Evolution of Information Technology over Two Decades. Int. J. Inf. Manag. Data Insights 2023, 3, 100160. [Google Scholar] [CrossRef]
- El Saadany, A.M.A.; Jaber, M.Y.; Bonney, M. How Many Times to Remanufacture? Int. J. Prod. Econ. 2013, 143, 598–604. [Google Scholar]
- Teunter, R.H. Economic Ordering Quantities for Recoverable Item Inventory Systems. Nav. Res. Logist. 2001, 48, 484–495. [Google Scholar] [CrossRef]
- Bazan, E.; Jaber, M.Y.; El Saadany, A.M.A. Carbon Emissions and Energy Effects on Manufacturing–Remanufacturing Inventory Models. Comput. Ind. Eng. 2015, 88, 307–316. [Google Scholar] [CrossRef]
- Jaber, M.Y.; El Saadany, A.M.A. The Production, Remanufacture and Waste Disposal Model with Lost Sales. Int. J. Prod. Econ. 2009, 120, 115–124. [Google Scholar]
- Alamri, A.A.; Harris, I.; Syntetos, A.A. Efficient Inventory Control for Imperfect Quality Items. Eur. J. Oper. Res. 2016, 254, 92–104. [Google Scholar] [CrossRef]
- Inderfurth, K.; Lindner, G.; Rachaniotis, N.P. Lot Sizing in a Production System with Rework and Product Deterioration. Int. J. Prod. Res. 2005, 43, 1355–1374. [Google Scholar] [CrossRef]
- Jaggi, C.K.; Tiwari, S.; Shafi, A.A. Effect of Deterioration on Two-Warehouse Inventory Model with Imperfect Quality. Comput. Ind. Eng. 2015, 88, 378–385. [Google Scholar] [CrossRef]
- Polotski, V.; Kenne, J.P.; Gharbi, A. Joint Production and Maintenance Optimization in Flexible Hybrid Manufacturing–Remanufacturing Systems under Age-Dependent Deterioration. Int. J. Prod. Econ. 2019, 216, 239–254. [Google Scholar] [CrossRef]
- Statham, S. Remanufacturing—Towards a More Sustainable Future. Electron. Enabled Prod. Knowl. Transf. Netw. 2006, 4, 1–24. [Google Scholar]
- Alamri, A.D.A.; Balkhi, Z.T. The Effects of Learning and Forgetting on the Optimal Production Lot Size for Deteriorating Items with Time Varying Demand and Deterioration Rates. Int. J. Prod. Econ. 2007, 107, 125–138. [Google Scholar] [CrossRef]
- Alamri, A.A.; Syntetos, A.A. Beyond LIFO and FIFO: Exploring an Allocation-In-Fraction-out (AIFO) Policy in a Two-Warehouse Inventory Model. Int. J. Prod. Econ. 2018, 206, 33–45. [Google Scholar] [CrossRef]
- Benkherouf, L.; Skouri, K.; Konstantaras, I. Optimal Lot Sizing for a Production-Recovery System with Time-Varying Demand over a Finite Planning Horizon. IMA J. Manag. Math. 2014, 25, 403–420. [Google Scholar] [CrossRef]
- Datta, T.K.; Paul, K.; Pal, A.K. Demand Promotion by Upgradation under Stock-Dependent Demand Situation—A Model. Int. J. Prod. Econ. 1998, 55, 31–38. [Google Scholar]
- Grosse, E.H.; Glock, C.H.; Jaber, M.Y. The Effect of Worker Learning and Forgetting on Storage Reassignment Decisions in Order Picking Systems. Comput. Ind. Eng. 2013, 66, 653–662. [Google Scholar]
- Hariga, M.A.; Benkherouf, L. Optimal and Heuristic Inventory Replenishment Models for Deteriorating Items with Exponential Time-Varying Demand. Eur. J. Oper. Res. 1994, 79, 123–137. [Google Scholar] [CrossRef]
- Karmarkar, U.S.; Pitbladdo, R.C. Quality, Class, and Competition. Manag. Sci. 1997, 43, 27–39. [Google Scholar] [CrossRef]
- Omar, M.; Yeo, I. A Model for a Production-Repair System under a Time-Varying Demand Process. Int. J. Prod. Econ. 2009, 119, 17–23. [Google Scholar] [CrossRef]
- Sana, S.S. An Economic Production Lot Size Model in an Imperfect Production System. Eur. J. Oper. Res. 2010, 201, 158–170. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
|---|---|---|---|---|---|---|---|
| 0.368 | 0.607 | 0.717 | 0.779 | 0.819 | 0.846 | 0.867 | 0.882 |
| 0.368 | 0.513 | 0.607 | 0.670 | 0.717 | 0.751 | 0.779 | |
| 0.368 | 0.472 | 0.549 | 0.607 | 0.651 | 0.687 | ||
| 0.368 | 0.449 | 0.513 | 0.565 | 0.607 | |||
| 0.368 | 0.435 | 0.490 | 0.535 | ||||
| 0.368 | 0.424 | 0.472 | |||||
| 0.368 | 0.417 | ||||||
| 0.368 |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
|---|---|---|---|---|---|---|---|
| 0.692 | 0.738 | 0.788 | 0.823 | 0.849 | 0.868 | 0.884 | 0.896 |
| 0.692 | 0.710 | 0.738 | 0.765 | 0.788 | 0.807 | 0.823 | |
| 0.692 | 0.702 | 0.719 | 0.738 | 0.756 | 0.773 | ||
| 0.692 | 0.698 | 0.710 | 0.724 | 0.738 | |||
| 0.692 | 0.696 | 0.705 | 0.716 | ||||
| 0.692 | 0.695 | 0.702 | |||||
| 0.692 | 0.694 | ||||||
| 0.692 |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
|---|---|---|---|---|---|---|---|
| 0.368 | 0.607 | 0.717 | 0.779 | 0.819 | 0.846 | 0.867 | 0.882 |
| 0.487 | 0.615 | 0.693 | 0.745 | 0.782 | 0.809 | 0.831 | |
| 0.533 | 0.619 | 0.679 | 0.723 | 0.757 | 0.783 | ||
| 0.556 | 0.622 | 0.671 | 0.709 | 0.739 | |||
| 0.571 | 0.624 | 0.665 | 0.698 | ||||
| 0.581 | 0.625 | 0.660 | |||||
| 0.588 | 0.626 | ||||||
| 0.593 |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
|---|---|---|---|---|---|---|---|
| 0.692 | 0.738 | 0.788 | 0.823 | 0.849 | 0.868 | 0.884 | 0.896 |
| 0.715 | 0.749 | 0.781 | 0.807 | 0.828 | 0.845 | 0.859 | |
| 0.730 | 0.754 | 0.778 | 0.798 | 0.816 | 0.830 | ||
| 0.739 | 0.758 | 0.776 | 0.793 | 0.807 | |||
| 0.745 | 0.760 | 0.775 | 0.789 | ||||
| 0.749 | 0.762 | 0.775 | |||||
| 0.752 | 0.763 | ||||||
| 0.754 |
| 1.6 | 1.6 | 1.2 | 1000 | 130 | 1666.7 |
| USD/unit/month | USD/unit/month | USD/unit/month | Unit/month | Unit/month | Unit/month |
| 216.7 | 3333.3 | 433.3 | 1 | 1 | 1 |
| Unit/month | Unit/month | Unit/month | Unit/month | Unit/month | Unit/month |
| 50 | 50 | 40 | 0.25 | 0.25 | 0.25 |
| Unit/month | Unit/month | Unit/month | Unit/month | Unit/month | Unit/month |
| 4000 | 100 | 100 | 2400 | 1600 | 1200 |
| USD/cycle | USD/cycle | USD/cycle | USD/cycle | USD/cycle | USD/cycle |
| 0.2 | 2 | 1.2 | 5 | 0.5 | |
| USD/unit | USD/unit | USD/unit | USD/unit | USD/unit |
| 1 | 1 | 2821 | 1.474 | 0.849 | 0.683 | 2.954 | 2113 | 1434 | 2406 | 571 | 65 | 11,332 | 33,475 |
| 2 | 2 | 3727 | 1.305 | 0.807 | 0.614 | 2.692 | 1624 | 1562 | 1944 | 530 | 69 | 11,155 | 30,031 |
| 3 | 3 | 3952 | 1.147 | 0.778 | 0.688 | 2.773 | 1663 | 1634 | 2251 | 598 | 74 | 11,206 | 31,077 |
| 4 | 4 | 3994 | 1.001 | 0.758 | 0.736 | 2.733 | 1547 | 1697 | 2369 | 646 | 75 | 11,081 | 30,287 |
| 5 | 5 | 3999 | 0.868 | 0.745 | 0.791 | 2.702 | 1442 | 1760 | 2512 | 707 | 76 | 10,948 | 29,582 |
| 6 | 5 | 3999 | 0.868 | 0.745 | 0.771 | 2.652 | 1378 | 1755 | 2397 | 688 | 75 | 10,895 | 28,891 |
| 7 | 5 | 3999 | 0.868 | 0.745 | 0.778 | 2.668 | 1399 | 1757 | 2435 | 694 | 75 | 10,912 | 29,117 |
| 8 | 5 | 3999 | 0.868 | 0.745 | 0.776 | 2.663 | 1392 | 1756 | 2423 | 692 | 75 | 10,907 | 29,046 |
| 9 | 5 | 3999 | 0.868 | 0.745 | 0.776 | 2.663 | 1392 | 1756 | 2423 | 692 | 75 | 10,907 | 29,046 |
| 1 | 1 | 3009 | 1.238 | 0.788 | 0.770 | 2.981 | 2089 | 1498 | 2741 | 623 | 66 | 11,324 | 33,761 |
| 2 | 2 | 3845 | 0.983 | 0.749 | 0.736 | 2.684 | 1497 | 1679 | 2320 | 632 | 73 | 11,006 | 29,544 |
| 3 | 3 | 3986 | 0.765 | 0.730 | 0.855 | 2.716 | 1415 | 1806 | 2731 | 768 | 77 | 10,885 | 29,565 |
| 4 | 3 | 3986 | 0.765 | 0.730 | 0.808 | 2.604 | 1277 | 1793 | 2460 | 721 | 74 | 10,770 | 28,049 |
| 5 | 3 | 3986 | 0.765 | 0.730 | 0.825 | 2.645 | 1325 | 1798 | 2558 | 738 | 75 | 10,811 | 28,592 |
| 6 | 3 | 3986 | 0.765 | 0.730 | 0.819 | 2.630 | 1308 | 1796 | 2522 | 732 | 75 | 10,796 | 28,398 |
| 7 | 3 | 3986 | 0.765 | 0.730 | 0.821 | 2.636 | 1315 | 1797 | 2535 | 734 | 75 | 10,801 | 28,473 |
| 8 | 3 | 3986 | 0.765 | 0.730 | 0.820 | 2.634 | 1312 | 1797 | 2530 | 733 | 75 | 10,800 | 28,444 |
| 9 | 3 | 3986 | 0.765 | 0.730 | 0.820 | 2.634 | 1312 | 1797 | 2530 | 733 | 75 | 10,800 | 28,444 |
| 1 | 1 | 4514 | 1.238 | 0.788 | 0.754 | 3.224 | 2318 | 1614 | 2940 | 656 | 79 | 11,809 | 38,073 |
| 2 | 1 | 4514 | 1.238 | 0.788 | 0.615 | 2.768 | 1647 | 1644 | 2010 | 545 | 77 | 11,351 | 31,421 |
| 3 | 1 | 4514 | 1.238 | 0.788 | 0.645 | 2.859 | 1772 | 1645 | 2187 | 571 | 78 | 11,446 | 32,730 |
| 4 | 1 | 4514 | 1.238 | 0.788 | 0.638 | 2.838 | 1743 | 1645 | 2145 | 565 | 78 | 11,424 | 32,425 |
| 5 | 1 | 4514 | 1.238 | 0.788 | 0.640 | 2.843 | 1749 | 1644 | 2154 | 567 | 78 | 11,429 | 32,489 |
| 6 | 1 | 4514 | 1.238 | 0.788 | 0.639 | 2.843 | 1749 | 1645 | 2153 | 567 | 78 | 11,428 | 32,487 |
| 7 | 1 | 4514 | 1.238 | 0.788 | 0.639 | 2.843 | 1749 | 1645 | 2153 | 567 | 78 | 11,428 | 32,487 |
| 1 | 2.454 | 2373 | 493 | 657 | 69 | 33 | 10,317 | 25,314 |
| 2 | 2.371 | 2223 | 533 | 632 | 75 | 34 | 10,220 | 24,231 |
| 3 | 2.364 | 2210 | 536 | 630 | 75 | 34 | 10,211 | 24,140 |
| 4 | 2.364 | 2210 | 536 | 630 | 75 | 34 | 10,211 | 24,140 |
| 8 * | 3 | 3986 | 0.765 | 0.730 | 0.820 | 2.634 | 1312 | 1797 | 2530 | 733 | 75 | 10,800 | 28,444 |
| 9 | 3 | 3986 | 0.765 | 0.730 | 0.936 | 2.488 | 1353 | 2139 | 3248 | 912 | 76 | 12,099 | 30,106 |
| 10 | 3 | 3986 | 0.765 | 0.730 | 0.884 | 2.340 | 1154 | 2104 | 2860 | 847 | 71 | 11,925 | 27,908 |
| 11 | 3 | 3986 | 0.765 | 0.730 | 0.905 | 2.396 | 1228 | 2118 | 3007 | 873 | 74 | 11,992 | 28,737 |
| 12 | 3 | 3986 | 0.765 | 0.730 | 0.897 | 2.375 | 1200 | 2113 | 2950 | 863 | 73 | 11,966 | 28,419 |
| 13 | 3 | 3986 | 0.765 | 0.730 | 0.900 | 2.383 | 1210 | 2115 | 2971 | 866 | 73 | 11,976 | 28,538 |
| 14 | 3 | 3986 | 0.765 | 0.730 | 0.899 | 2.380 | 1205 | 2115 | 2965 | 866 | 73 | 11,972 | 28,489 |
| 15 | 3 | 3986 | 0.765 | 0.730 | 0.899 | 2.380 | 1205 | 2115 | 2965 | 866 | 73 | 11,972 | 28,489 |
| Parameters | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Base model * | 1 | 1 | 3009 | 1.238 | 0.788 | 0.770 | 2.981 | 2089 | 1498 | 2741 | 623 | 66 | 11,324 | 33,761 |
| 1 | 1 | 3009 | 1.238 | 0.788 | 0.772 | 3.090 | 2178 | 1564 | 2866 | 652 | 72 | 11,139 | 34,420 | |
| 1 | 1 | 3009 | 1.238 | 0.788 | 0.761 | 3.113 | 2212 | 1561 | 2849 | 641 | 73 | 11,586 | 36,072 | |
| 1 | 1 | 3009 | 1.486 | 0.788 | 0.835 | 2.888 | 1926 | 1530 | 2866 | 690 | 65 | 12,244 | 35,364 | |
| 1 | 1 | 3009 | 1.238 | 0.788 | 0.760 | 2.982 | 2104 | 1484 | 2705 | 609 | 66 | 11,345 | 33,832 | |
| 1 | 1 | 3009 | 1.238 | 0.788 | 0.778 | 2.950 | 2074 | 1486 | 2737 | 618 | 97 | 11,377 | 33,564 |
| 1 | 1 | 3009 | 1.238 | 0.788 | 0.635 | 4.808 | 3207 | 1781 | 3051 | 623 | 9479 | 45,577 |
| 2 | 2 | 3845 | 0.983 | 0.749 | 0.736 | 4.257 | 2277 | 1980 | 2685 | 655 | 9362 | 39,851 |
| 3 | 3 | 3986 | 0.765 | 0.730 | 0.717 | 4.225 | 2128 | 2097 | 3028 | 768 | 9264 | 39,138 |
| 4 | 3 | 3986 | 0.765 | 0.730 | 0.695 | 4.071 | 1980 | 2091 | 2829 | 743 | 9218 | 37,532 |
| 5 | 3 | 3986 | 0.765 | 0.730 | 0.700 | 4.107 | 2014 | 2093 | 2875 | 749 | 9229 | 37,906 |
| 6 | 3 | 3986 | 0.765 | 0.730 | 0.699 | 4.099 | 2006 | 2092 | 2864 | 747 | 9227 | 37,816 |
| 7 | 3 | 3986 | 0.765 | 0.730 | 0.699 | 4.101 | 2008 | 2093 | 2867 | 748 | 9227 | 37,837 |
| 8 | 3 | 3986 | 0.765 | 0.730 | 0.820 | 4.100 | 2008 | 2093 | 2866 | 748 | 9227 | 37,832 |
| 9 | 3 | 3986 | 0.765 | 0.730 | 0.820 | 4.100 | 2008 | 2093 | 2866 | 748 | 9227 | 37,832 |
| 1 | 1 | 4514 | 1.238 | 0.788 | 0.614 | 5.243 | 3348 | 1895 | 3219 | 642 | 9779 | 51,268 |
| 2 | 1 | 4514 | 1.238 | 0.788 | 0.534 | 4.476 | 2526 | 1950 | 2390 | 574 | 9603 | 42,983 |
| 3 | 1 | 4514 | 1.238 | 0.788 | 0.544 | 4.568 | 2620 | 1949 | 2486 | 585 | 9628 | 43,984 |
| 4 | 1 | 4514 | 1.238 | 0.788 | 0.543 | 4.554 | 2605 | 1949 | 2471 | 583 | 9624 | 43,828 |
| 5 | 1 | 4514 | 1.238 | 0.788 | 0.543 | 4.556 | 2607 | 1949 | 2474 | 584 | 9625 | 43,852 |
| 6 | 1 | 4514 | 1.238 | 0.788 | 0.543 | 4.556 | 2607 | 1949 | 2474 | 584 | 9625 | 43,852 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Alamri, A.A. A Sustainable Closed-Loop Supply Chains Inventory Model Considering Optimal Number of Remanufacturing Times. Sustainability 2023, 15, 9517. https://doi.org/10.3390/su15129517
Alamri AA. A Sustainable Closed-Loop Supply Chains Inventory Model Considering Optimal Number of Remanufacturing Times. Sustainability. 2023; 15(12):9517. https://doi.org/10.3390/su15129517
Chicago/Turabian StyleAlamri, Adel A. 2023. "A Sustainable Closed-Loop Supply Chains Inventory Model Considering Optimal Number of Remanufacturing Times" Sustainability 15, no. 12: 9517. https://doi.org/10.3390/su15129517
APA StyleAlamri, A. A. (2023). A Sustainable Closed-Loop Supply Chains Inventory Model Considering Optimal Number of Remanufacturing Times. Sustainability, 15(12), 9517. https://doi.org/10.3390/su15129517