Abstract
This study aims to increase the quality and value of raw materials with a low higher heating value, HHV (secondary ingredients), but which is abundantly available throughout the year by mixing it with high HHV materials (main ingredients) to obtain quality and standardized charcoal products in accordance with the industrial product standards as approved for commercial use. As for the ingredients, charcoal A is Eucalyptus bark coal (EuBC) with an average HHV of 3779.98 cal/g, charcoal B is rice husk coal (RHC) with an average HHV of 4863.29 cal/g, and charcoal C is charcoal from a biomass power plant (CBPP) with an average HHV of 5991.18 cal/g. The results from the simplex-centroid mixture design method allowed increased quality and value of the biomass charcoal powder (raw material) that has a low heating value but is sufficiently available throughout the year due to the mixing of secondary ingredients with raw materials that have a high heating value (main ingredient). The charcoal briquettes production must be qualified and meet the industrial product standards, and be approved for commercial use.
1. Introduction
Rapid increasing of global energy demand is a cause leading to an energy crisis [1] Due to expansion of population and industrial section, global warming situation, environmental pollution, and loss of forest resources. Forest areas are a source of raw materials for firewood and charcoal, from human encroachment to use as farmland, the lumber industry, and improper use as a fuel. Thailand has seen a forest reduction rate of 0.02% per year in the past few years. The forest area is reduced to only 25.6% of the total land area [2,3,4]. In regard to the fact that liquid petroleum gas (LPG) is generally used as a household cooking fuel [5], it still requires substantial subsidies of importation because Thailand is unable to produce LPG sufficiently for domestic usage. Moreover, natural gas is not a renewable resource [6]. However, the demand for charcoal and firewood is considered the primary source of fuel for household cooking in developing countries [7,8,9]. Nevertheless, affecting forest resources can cause environmental pollution, and smoke inhalation also contributes to premature death [10]. In the grilled food culture, there are grilled food and barbecue business demands for large amounts of charcoal. The usage of charcoal is more favorable due to fewer smoke problems during cooking [11]. Firewood has a calorific value or higher heating value (HHV) of 4539–4778 kcal/kg with 70% volatile content, 28% fixed carbon content, and 2% ash content [12]. After being heated in the absence of air and processed to remove the volatile compounds but left fixed carbon content, firewood turns into charcoal with an HHV of about 7167 kcal/kg and 15–20% volatile content. Currently, the developed countries mostly use biomass charcoal briquettes in households [13] because of wood charcoal depletion [3]. Biomass is green, and renewable energy sources have become more favorable and the global trend as a replacement of fossil fuel [14,15]. Currently, biomass energy sources are prioritized fourth, after petroleum, gas, and coal [16]. It accounts for 14% of the world’s energy consumption. Biomass is a sustainable energy source that can be found anywhere in the world [17]. It is a source commonly derived from agricultural crops and residue, plantation products, and animal waste [18]. The source can be restored to its original form and can multiply in quantity. There are several methods for converting biomass into energy [19,20,21], such as direct combustion, gasification or pyrolysis (gas biofuel), anaerobic digestion, hydrolysis, hydrogenation or fermentation (liquid biofuel or biogas, e.g., bioethanol, biodiesel, biomethane, etc.), and briquetting (solid biofuel), where the latter is preferable for household use for direct combustion.
For this reason, the utilization of biomass is an urgent need. Thailand has a wide variety of agricultural products and is one of the world’s top exporters of agricultural and food products [4]. Thus, a variety of biomass resources are available to produce biomass fuel, especially by-products or wastes from harvesting and processing of agricultural products such as coconut shell, palm shell, corn cob, rice husk, rice straw, cassava stems and rhizomes, bagasse and sugarcane leaves, rubberwood chips, etc. The energy generated by these biomass materials each year is equivalent to 54 million tons of lignite coal [22]. The energy from biomass is a sustainable supply and provides an opportunity to replace fossil fuels in the future. Nonetheless, a crucial part is to find a process to enhance the heating value/weight unit of biomass [23]. HHV is an important factor leading to an increase in biomass energy utilization in the energy industry. Biomass utilization is not only meeting the energy demand but also helps people to protect forest resources and maintain the ecological balance in an environment-friendly concept because it contains low N and S in its composition. This material would be able to reduce the greenhouse effect by releasing an estimate of zero CO2 emissions [24] and lower acidic gas emissions compared to fossil fuels [25].
One of the methods to convert biomass into energy is to increase density by compression, turning raw material into briquette or a bar product for convenient usage and storage. It also helps to reduce transportation costs and to increase the heating value property and combustion period as well [26,27,28]. Charcoal briquette production from biomass is a process to increase the density, and proper management can reduce transportation costs, storage space, and the problem of charcoal dust [29] whilst increasing the heating value and combustion period. As for the process of charcoal briquette production, the first step is turning raw material into charcoal by combustion and then reducing the size of the charcoal. The charcoal powder and binder are mixed before being compressed into charcoal briquettes by a charcoal briquette machine using the principle of cold compression. The final products are left for sun drying, then packaged for distribution. Charcoal compression by screw-press machine is capable of continuous production. The machine is composed of few parts, enabling a lower production cost than hydraulics compression [30,31]. Raw material, binder, and briquette machinery are the three main factors related to the production cost.
Factors related to raw materials are material type, the particle size of raw material powder, the type and quantity of the binder, and the amount of mixing water [32,33]. Qualified biomass material used as raw material should be sufficiently available [34]. According to a relevant literature review, the briquette production from a wide variety of biomass materials that are agricultural scraps could be delayed by a material shortage or seasonal-cultivation material. Some materials are abundantly available in the area but provide poor quality of heating property, for example, rice husk coal has an average HHV of 4384.043 cal/g. However, the HHV can be maximized by mixing with wood charcoal [35]. Most charcoal briquettes available in the domestic and oversea market are made of coconut shell coal, but the coconut shell cost has increased steadily due to raw material scarceness nowadays. Thus, other materials and local agricultural biomass scraps have been studied and used to produce charcoal briquette instead of coconut shell, such as rice husk [32,35,36,37,38,39], corn cob [37,38,39,40,41], Eucalyptus [26,42,43,44,45,46,47], cassava rhizome [25,41,47,48], etc. In the industrial production of charcoal briquettes, the product from the charcoal powder material must meet the Thai Community Product Standard for charcoal briquettes (TCPS 238/2004) [49]. In case of continuous production and to diminish raw material shortage problems, the use of several biomass types as raw materials is needed. However, these charcoal products must also meet the Thai Community Product Standard of bionic charcoal briquettes (TCPS 946/2005) [50].
Mixture design is a combination of mathematical and statistical techniques for modeling and analyzing the effects of individual components to find an optimal ingredient formula [51]. This method helps researchers to improve and develop product ingredients. The mixture design concept was developed by Scheffe in 1958 [52,53] and has been frequently adopted in the study of food and agriculture technology and engineering. The mixture must be composed of at least two substances which are called components. The response and characteristics of the resulting product depend on the proportion of the mixture, not the overall quantity of the components.
Therefore, in order to increase the quality and value of raw material that has a low heating value (secondary ingredients) but is sufficiently available throughout the year, the mixing of secondary ingredients with raw materials having a high heating value (main ingredients), the charcoal briquette production must be qualified and meet the industrial product standards and approved for commercial use. Therefore, it is necessary to have the starting charcoal ratio and the charcoal ratio be blended or formulated to produce charcoal briquettes from biomass charcoal. For this reason, the mixture design by the simplex-centroid experimental method was applied in this study.
2. Materials and Methods
2.1. Preparation of Biomass Charcoal Powder
For charcoal powder preparation, biomass material was collected from plantations and production sites in Nakhon Phanom Province, the northeast region of Thailand. The Eucalyptus barks were obtained from the Eucalyptus wood chips factory and stored to reduce moisture content to less than 20% (wet basis) before carbonizing into charcoal in a 200-L tank carbonizer. Rice husk was collected from a community rice mill in the production of coal by igniting heaps around traditional chimneys. Charcoal from a biomass power plant (CBPP) was a by-product of the gasification biomass power plant. The obtained charcoals were not suitable for direct use. They had to be ground to reduce in size by using a hammer mill machine with sieve size of 6 mm, speed of 1000 rpm, and a three-horsepower electric motor. The charcoal powder was tested for moisture content and dehumidified to a humidity level of <10% (wet basis), chemical composition (Table 1), then stored in a sealed plastic container.

Table 1.
Chemical composition of charcoal powder (dry basis).
2.2. HHV Evaluation of Charcoal Powder
HHV is an indicator for energy content of biomass material. The heating value is the amount of energy stored in a unit of a biomass sample. In general, the heating value is measured from the combustion, which is gross energy released as heat from complete combustion with oxygen under standard conditions [54,55,56]. The result was shown as HHV using bomb calorimeter Model No. 1341 by PARR instrument company in accordance with ASTM D5865 under as-determined basis (adm); ASTM D 3180-89 referred to a value calculated from the sample under as-determined basis with the same remaining moisture as occurring during the testing. The heating value was measured before and after the mixing of charcoal powder according to the mixture design by simplex-centroid experimental method.
2.3. Determination of the Mixture Ratio of Biomass Powder to Produce Charcoal Briquette by the Mixture Design
In order to achieve the objectives of the ingredient proportion analysis and equations for biomass briquette in accordance with Thai Community Product Standards for charcoal briquette (TCPS 238/2004), HHV > 5000 cal/g and Thai Community Product Standards for bionic charcoal (TCPS 946/2005), HHV > 4000 cal/g; three charcoal powder types were studied, as shown in Table 2. Eucalyptus bark coal (EuBC) provided lower heating value than the standard’s value. This material could not be used to produce charcoal briquettes unless mixed with other charcoal types.
Table 2.
HHV Properties of charcoal powder in the study, Compared with Thai community product standards.
An experimental mixture design required two or more ingredients to produce new compound in order to indicate the influence of each ingredient (components, q) on the variables and to obtain the optimal mixing ratio [51]. This was based on the mixing principle using the summed quantity(xi) of the mixing components (q) = 1, as shown in Equations (1) and (2).
In this study, the mixture design experimental model of the simplex-centroid design was used for the analysis. The coordinate equals 2q−1, consisted of 3 pure components (X1, X2, X3; J, K, L), 3 binary mixtures (X1 = X2, X1 = X3, X2 = X3; M, N, O) and 3 ternary mixtures (X1 = X2 = X3, P) as shown in Figure 1.
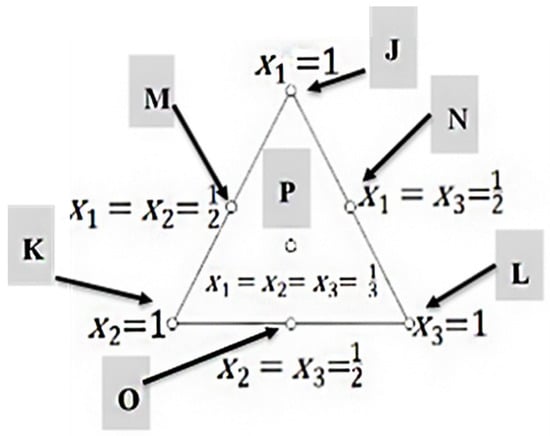
Figure 1.
Seven coordinate points in simplex-centroid design for a three-component mixture.
The condition of mixture formula and proportion of charcoal powder in this experiment was such that each mixture contained 3 types of charcoal powder with no binder in mixture, as shown in Table 3. The total weight of mixture was 200 g/sample. Charcoal powder was weighed as of specified portion and mixed using an electric mixer. Mixed charcoal powder was stored in plastic zipper bags for heating value analysis by bomb calorimeter.
Table 3.
Mixture proportions in simplex-centroid, A:B:C.
2.4. Evaluation and Validation of Predictive Equation of HHV
The relationship between predicted mixture and heating value of such mixture was applicable when the error of derived equation was within the acceptable range between the predicted value and experimental results. The testing parameters consisted of Mean Absolute Error (MAE), Equation (3) [57,58] Average Absolute Error (AAE), Equation (4) [57,58,59,60,61] being the error of prediction compared to the experimental result, and the Average Bias Error (ABE), Equation (5) [57,58,59,60,61,62,63,64].
where = HHVpredicted
2.5. Data Analysis
This research used the simplex-centroid mixture design. The targets of HHV were more than 4500 cal/g and 5500 cal/g, respectively. The study assessed the quadratic correlation of the response variables (higher heating value) and factors with more than 2 variables. The MINITAB®19 software was used for data analysis. The analysis consisted of (1) the suitable regression model for experimental design, (2) the Analysis of Variance (ANOVA) of regression model, (3) examination of the adequacy of the regression model, and 4) the suitable mixture proportion of charcoal powder giving the HHV that conformed to the standard of charcoal briquettes, by using contour plot, evaluation, and validation of the predictive equation HHV and the response optimization plot.
3. Results and Discussion
3.1. The Result of Simplex-Centroid Mixture Design of charcoal mixture A:B:C
The mixture of charcoal A (Eucalyptus bark coal: EuBC), charcoal B (rice husk coal: RHC), and charcoal C (charcoal from a biomass power plant: CBPP) was used to obtain the HHV that followed that standard of bionic charcoal briquettes (TCPS No. 946/2005; HHV more than 4000 cal/g) and the standard of charcoal briquettes (TCPS No. 238/2004; HHV more than 5000 cal/g), as shown in Table 4.
Table 4.
HHV From Mixture Design, A:B:C.
3.2. The Analysis of Suitable Regression Model for Experimental Design and Analysis of Variance (ANOVA) of the Regression Model
The influence of each mixture was analyzed using ANOVA with a significance level of 0.05. The analysis was completed by using a statistical software package, as shown in Table 5 (a)–(d). It was found that charcoal powder A, B, and C, including the mixture proportion of A and C, had a significant effect on HHV (indicated by symbol*and (p-value < 0.05). While the mixture proportion of A and B, B and C had no significant effect on HHV (p-value > 0.05). The variables were analyzed in regression analysis using the Backward Elimination Technique and Quadratic model. It was found that the variables of the charcoal mixture could be statistically calculated using regression equations since the p-value was less than 0.05 and the decision coefficients: R-sq, R-sq(adj), and R-sq(predicted) were 96.51%, 95.90%, and 94.87%, respectively. Therefore, this indicated the suitability of the regression equation. The equation could describe the data variance at 96.51% of the total variance. The p-value of the lack-of-fit test was higher than 0.05, indicating that the model was sufficient to predict the HHV of charcoal powder. The quadratic model was displayed as in the following Equation (6).
where HHV (cal/g) = Higher Heating Value of charcoal powder.
HHV (cal/g) = 3778.6A + 4802.6B + 5899.6C + 1131A × C
in mixture (Cal/g)
A = Eucalyptus Bark Coal (EuBC)
B = Rice husk Coal (RHC)
C = Charcoal from a Biomass Power Plant (CBPP)
Table 5.
(a). Regression analysis of HHV in charcoal powder mixture A: B: C. Backward Elimination of Terms; Candidate terms: A, B, C, A × B, A × C, B × C. (b). Estimated Regression Coefficients for HHV (cal/g) (component proportions). (c) Model Summary. (d). Analysis of Variance for HHV (cal/g) (component proportions).
The total sum of charcoal mixture proportion A:B:C was 100%.
3.3. The Model Adequacy Checking of Regression Equation or Model Validation
The model adequacy checking was performed using the normality test, variance stability test, and independence test, as shown in Figure 2. The normality test: plots presented in the normal probability plot were linearly distributed, and the histogram of residuals had a normal distribution. Therefore, the residual was normally distributed.
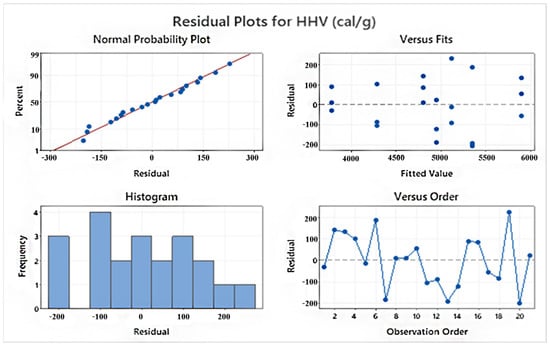
Figure 2.
The model adequacy checking.
The variance stability test: From the versus fits graph, the data distribution was random with no pattern. The distribution of residual above and below the zero line was similar. It could indicate that the data had stability (constant residual variance).
The independence test: The mean and residual variance were tested. The hypothesis of mean and residual variance was that the mean of residual equaled zero and had constant variance. It showed that the data were independent. The residual was not related to the order of the experiment, as shown in the versus order graph.
3.4. The Use of Contour Plot and Response Optimization Plot to Analyze the Suitability of Mixture Proportion That Produced the Standard HHV of Charcoal Briquettes Production
Contour plot: After confirming that the quadratic model was applicable, the suitable proportion of charcoal mixture was investigated to obtain the HHV that followed the two standards of charcoal briquettes, HHV standard of bionic charcoal briquettes (TCPS No. 946/2005; HHV more than 4000 cal/g [50] and the standard of charcoal briquettes (TCPS No. 238/2004; HHV more than 5000 cal/g) [49]. However, a binder that was necessary for the charcoal powder to produce charcoal briquettes was not added to the mixture. Therefore, the target response value of HHV was determined for the charcoal powder to produce bionic charcoal briquettes (TCPS No. 946/2005) and charcoal briquettes (TCPS No. 238/2004) at 4500 cal/g and 5500 cal/g, respectively. From the contour plot shown in Figure 3a, there were points that HHV (response value) was greater than 4500 cal/g, which was the target value for producing bionic charcoal briquettes (TCPS No. 946/2005). The white area in Figure 3b was the mixture proportion of charcoal A:B:C that the HHV was greater than 4500 cal/g.
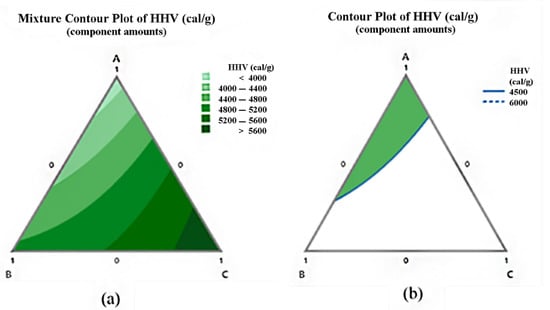
Figure 3.
(a) Mixture contour plot showing the effect of variable A:B:C, (b) Contour plot of HHV 4500 cal/g.
The contour plot in Figure 4a showed points where the HHV (response value) was greater than 5500 cal/g, which was the target value of this study for charcoal briquettes production (TCPS No. 238/2004). The white area in Figure 4b was the mixture proportion of charcoal A: B: C that the HHV was greater than 5500 cal/g, which contained the mixture of charcoal C (charcoal from a biomass power plant; CBPP) more than charcoals A and B.
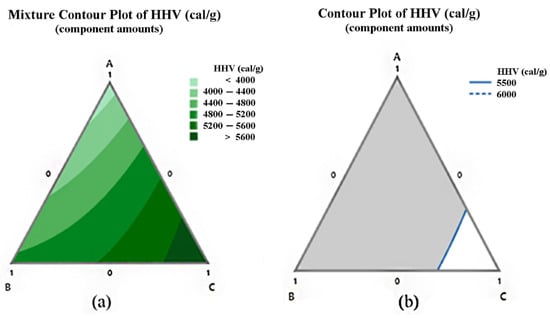
Figure 4.
(a) Mixture contour plot showing the effect of variable A:B:C; (b) Contour plot of HHV >5500 cal/g.
3.5. Evaluation and Validation of the Prediction Equation for HHV
The experimental results to verify the equation are shown in Table 6. MAE was 346.06 cal/g, AAE was 0.08 or 7.7%, and ABE was 0.07 or 7.2%. The positive value indicated that the predicted HHV was greater than the experimental HHV. The value of AAE and ABE are parameters commonly used as indicators comparing the residual or error between the actual measurements and the value obtained from the prediction model. While the MAE was not used for error indication of the predictive model, it showed the trend or direction of the data set. Lower MAE indicated the accuracy of HHV estimation [57] with consideration of measurement units such as J/g or cal/g. The AAE indicated the accuracy between the predicted value and the experimental value to confirm the predictability of the model. The value of ABE indicated the residual or error between the predicted value and the experimental results [57,60]. The low absolute AAE meant the low bias of ABE [65], and low ABE meant the predictive model had a low bias. The negative value of ABE meant the average HHV from the experiment was higher than that from the prediction model.
Table 6.
The experimental results to evaluation and validation of the prediction equation for HHV in charcoal powder mixture.
The AAE and ABE values close to zero indicated the suitability of such a prediction equation with high accuracy [60]. However, Kieseler et al. [61] reported some prediction equations that produced % AAE and % ABE ranging from 0.1 to 51.3. The study of Qian et al. [60] found that % AAE ranged between 5.98–10.36. The report of Nhuchhen and Abdul Salam [57] indicated that the developed equation for heating value prediction showed % AAE to be 9.43 and 5.88 and % ABE to be 1.68 and 0.80. The results were compared with other published data and prediction equations. It was found that % AAE was 11.47 and 11.99. The report of Hasan et al. [66] on the model development for C, H, and HHV prediction found that % ABE was between −12.1 and −11.9.
Figure 5 shows the relationship between the experimental HHV and the predicted HHV. The solid diagonal indicated the relationship between the predicted HHV to be equal to the experimental HHV. Values that were close to the solid diagonal line indicated the accuracy of prediction. From the error testing of this prediction equation, it was found that most of the experimental values were less than the prediction values, as most of the data points were above the solid line. In this experiment, although values of AAE and ABE were greater than five, which seemed to be inaccurate predictions, they did not exceed 10, usually considered to be within the acceptable criteria. Many prediction models from other publications reported values higher than 10. However, Hasan et al. [66] reported that such an error value was acceptable for engineering applications.
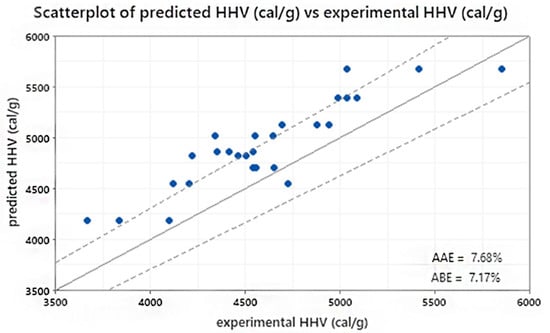
Figure 5.
Comparison of experimental data and predicted result of HHV. (The dash lines showing a range of AAE ± 7.68%), No. of Data = 27.
3.6. Response Optimization Plot
Response optimization analysis was conducted to investigate the suitability of mixture proportion for bionic charcoal briquettes production (TCPS No. 946/2005). The mixture proportion of charcoal A (Eucalyptus bark charcoal, EuBC) was determined to be more than 50% of the mixture. It was found that mixture proportion of charcoal A = 50%, charcoal B = 37.4% and charcoal C = 12.6% resulted in the HHV of 4500 cal/g, at desirability value = 1 (Figure 6).
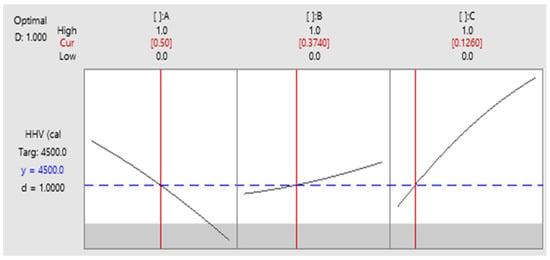
Figure 6.
Mixture ratio optimization plot for HHV of 4500 cal/g.
Similarly, response optimization analysis to investigate the suitability of mixture proportion for charcoal briquettes production (TCPS No. 238/2004). The mixture proportion of charcoal A (Eucalyptus bark charcoal, EuBC) was determined to be the highest possible in the mixture. It was found that mixture proportion of charcoal A = 29.21%, charcoal B = 0.98% and charcoal C = 69.82% resulted in the HHV of 5500 cal/g, at desirability value = 1 (Figure 7).
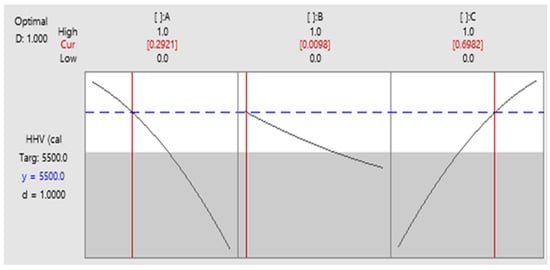
Figure 7.
Mixture ratio optimization plot for HHV of 5500 cal/g.
4. Conclusions
Charcoal A is Eucalyptus bark coal (EuBC) with an average HHV of 3779.98 cal/g, charcoal B is rice husk coal (RHC) with an average HHV of 4863.29 cal/g, and charcoal C is charcoal from a biomass power plant (CBPP) with an average HHV of 5991.18 cal/g. The results from the simplex-centroid mixture design method reveal that the mixture proportion of charcoal A, 50%, B, 37.4% and C, 12.6% provides the HHV of 4500 cal/g, which is in accordance with the Thai Community Product Standards for bionic charcoal briquettes (TCPS 946/2005). The mixture proportion of charcoal A, 29.21%, B, 0.98%, and C, 69.82% provides the HHV of 5500 cal/g, which is in accordance with the Thai Community Product Standards for charcoal briquettes (TCPS 238/2004).
A quadratic equation of backward elimination of the regression analysis formulates a prediction equation for HHV of the charcoal mixture as: HHV (cal/g) = 3778.6A + 4802.6B + 5899.6C + 1131A × C; R2 = 96.51%, when determining the sum percentage of charcoal A:B:C mixture as 100%. The evaluation and validation of the prediction equation reveal 7.7% of Average Absolute Error (AAE) and 7.2% of Average Bias Error (ABE).
Author Contributions
Conceptualization, P.H., C.J. and K.L.; methodology, P.H., S.C. and K.L.; software, S.C.; validation, W.K., C.J. and K.L.; formal analysis, P.H., S.C. and K.L.; investigation, P.H., S.C. and K.L.; resources, C.J., W.K. and K.L.; data curation, P.H. and S.C.; writing—original draft preparation, P.H. and S.C.; writing—review and editing, P.H., S.C. and K.L.; supervision, K.L.; project administration, C.J.; funding acquisition, P.H., S.C. and K.L. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Acknowledgments
This research was supported by the Postharvest Technology Innovation Center, Ministry of Higher Education, Science, Research and Innovation, Bangkok, Thailand., Agricultural Machinery and Postharvest Technology Center, Khon Kaen University, Khon Kaen, Thailand., The Faculty of Agriculture and Technology, Nakhon Phanom University and The Rajamangala University of Technology Suvarnabhumi.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Ajimotokan, H.A.; Ehindero, A.O.; Ajao, K.S.; Adeleke, A.A.; Ikubanni, P.P.; Shuaib-Babata, Y.L. Combustion characteristics of fuel briquettes made from charcoal particles and sawdust agglomerates. Sci. Afr. 2019, 6, e00202. [Google Scholar] [CrossRef]
- Ullah, S.; Noor, R.S.; Sanaullah; Gang, T. Analysis of biofuel (briquette) production from forest biomass: A socioeconomic incentive towards deforestation. Biomass Convers. Biorefin. 2021, 11, 1–15. [Google Scholar] [CrossRef]
- Lapanupat, P. A Feasibility Study for Investment in Corn Core Charcoal Charcoal Briquettes Production in Amphoe Long, Changwat Phrae. Master’s Thesis, Chaing Mai University, Chiang Mai, Thailand, 2010. [Google Scholar]
- Wannapeera, J.; Worasuwannarak, N.; Pipatmanomai, S. Product yields and characteristics of rice husk, rice straw and corncob during fast pyrolysis in a drop-tube/fixed-bed reactor. Songklanakarin J. Sci. Technol. 2008, 30, 393–404. [Google Scholar]
- Tangmankongworakoon, N. The production of fuel briquettes from bio-agricultural wastes and household wastes. J. Sci. Technol. 2014, 12, 66–77. [Google Scholar]
- Gendek, A.; Aniszewska, M.; Malaťák, J.; Velebil, J. Evaluation of selected physical and mechanical properties of briquettes produced from cones of three coniferous tree species. Biomass Bioenergy 2018, 117, 173–179. [Google Scholar] [CrossRef]
- Lubwama, M.; Yiga, V.A.; Lubwama, H.N. Effects and interactions of the agricultural waste residues and binder type on physical properties and calorifc values of carbonized briquettes. Biomass Convers. Biorefin. 2020, 10, 1–21. [Google Scholar] [CrossRef]
- Lubwama, M.; Yiga, V.A. Characteristics of briquettes developed from rice and coffee husks for domestic cooking applications in Uganda. Renew. Energy 2018, 118, 43–55. [Google Scholar] [CrossRef]
- Gladstone, S.; Tersigni, V.; Kennedy, J.; Haldeman, J.A. Targeting Briquetting as an Alternative Fuel Source in Tanzania. Procedia Eng. 2014, 78, 287–291. [Google Scholar] [CrossRef]
- Perez-Padilla, R.; Schilmann, A.; Riojas-Rodriguez, H. Respiratory health effects of indoor air pollution. Int. J. Tuberc. Lung Dis. 2010, 14, 1079–1086. [Google Scholar]
- Obeng, G.Y.; Mensah, E.; Ashiagbor, G.; Boahen, O.; Sweeney, D.J. Watching the Smoke Rise Up: Thermal Efficiency, Pollutant Emissions and Global Warming Impact of Three Biomass Cookstoves in Ghana. Energies 2017, 10, 641. [Google Scholar] [CrossRef] [Green Version]
- de Miranda, R.C.; Bailis, R.; Vilela, A.D.O. Cogenerating electricity from charcoaling: A promising new advanced technology. Energy Sustain. Dev. 2013, 17, 171–176. [Google Scholar] [CrossRef]
- Sotannde, O.A.; Oluyege, A.B.; Abah, G.A. Physical and combustion properties of charcoal briquettes from neem wood residues. Int. Agrophys. 2010, 24, 189–194. [Google Scholar]
- Michel, K.; Alhassane, F.; Nâ, A.; ArsÃ, K.T. Sustainable thermochemical valorization of cashew nut waste in West Africa: Experimental study and evaluation of the energy potential in Cote d’Ivoire. Int. J. Renew. Energy Res. 2020, 10, 1405–1414. [Google Scholar]
- Roman, K.; Roman, M.; Szadkowska, D.; Szadkowski, J.; Grzegorzewska, E. Evaluation ofPhysical and Chemical ParametersAccording to EnergeticWillow (Salix viminalis L.) Cultivation. Energies 2021, 14, 2968. [Google Scholar] [CrossRef]
- García, R.; Pizarro, C.; Lavín, A.G.; Bueno, J.L. Characterization of Spanish biomass wastes for energy use. Bioresour. Technol. 2012, 103, 249–258. [Google Scholar] [CrossRef] [PubMed]
- Song, X.; Zhang, S.; Wu, Y.; Cao, Z. Investigation on the properties of the bio-briquette fuel prepared from hydrothermal pretreated cotton stalk and wood sawdust. Renew. Energy 2020, 151, 184–191. [Google Scholar] [CrossRef]
- Sriwannawit, P.; Anisa, P.A.; Rony, A.M. Policy Impact on Economic Viability of Biomass Gasification Systems in Indonesia. J. Sustain. Dev. Energy Water Environ. Syst. 2016, 4, 56–68. [Google Scholar] [CrossRef]
- Yank, A.; Ngadi, M.; Kok, R. Physical properties of rice husk and bran briquettes under low pressure densification for rural applications. Biomass Bioenergy 2016, 84, 22–30. [Google Scholar] [CrossRef]
- Antczak, A.; Szadkowski, J.; Szadkowska, D.; Zawadzki, J. Assessment of the effectiveness of liquid hot water and steam explosion pretreatments of fast-growing poplar (Populus trichocarpa) wood. Wood Sci. Technol. 2021, 56, 87–109. [Google Scholar] [CrossRef]
- Borek, K.; Romaniuk, W.; Roman, K.; Roman, M.; Kuboń, M. The Analysis of a PrototypeInstallation for Biogas Productionfrom Chosen Agricultural Substrates. Energies 2021, 14, 2132. [Google Scholar] [CrossRef]
- Energy for Environment Foundation. Renewable Energy Information. 2017. Available online: http://www.efe.or.th/efe-book.php?task=22 (accessed on 22 August 2017).
- Deshannavar, U.B.; Hegde, P.G.; Dhalayat, Z.; Patil, V.; Gavas, S. Production and characterization of agro-based briquettes and estimation of calorific value by regression analysis: An energy application. Mater. Sci. Energy Technol. 2018, 1, 175–181. [Google Scholar] [CrossRef]
- Wang, R.; Tian, Y.; Zhao, L.; Yao, Z.; Meng, H. Industrial analysis and determination of calorific value for biomass based on thermogravimetry. Trans. Chin. Soc. Agric. Eng. 2014, 30, 169–177. [Google Scholar] [CrossRef]
- Sen, R.; Wiwatpanyaporn, S.; Annachhatre, A.P. Influence of binders on physical properties of fuel briquettes produced from cassava rhizome waste. Int. J. Environ. Waste Manag. 2016, 17, 158. [Google Scholar] [CrossRef]
- Tanui, J.K.; Kioni, P.N.; Kariuki, P.N.; Ngugi, J.M. Influence of processing conditions on the quality of briquettes produced by recycling charcoal dust. Int. J. Energy Environ. Eng. 2018, 9, 341–350. [Google Scholar] [CrossRef] [Green Version]
- Chin, O.C. Characteristics of some biomass briquettes prepared under modest die pressures. Biomass Bioenergy 2000, 18, 223–228. [Google Scholar] [CrossRef]
- Granada, E.; González, L.L.; Míguez, J.; Moran, J. Fuel lignocellulosic briquettes, die design and products study. Renew. Energy 2002, 27, 561–573. [Google Scholar] [CrossRef]
- Mopoung, S.; Udeye, V. Characterization and Evaluation of Charcoal Briquettes Using Banana Peel and Banana Bunch Waste for Household Heating. Am. J. Eng. Appl. Sci. 2017, 10, 353–365. [Google Scholar] [CrossRef] [Green Version]
- Sathitruangsak, P.; Madhiyanon, T.; Soponronnarit, S. Design of an extrusion screw and solid fuel produced from coconut shell. Songklanakarin J. Sci. Technol. 2006, 28, 387–401. [Google Scholar]
- Bhattacharya, S.; Leon, M.A.; Rahman, M.A. Study on improved biomass briquetting. Energy Sustain. Dev. 2002, 6, 67–71. [Google Scholar] [CrossRef]
- Hu, Q.; Shao, J.; Yang, H.; Yao, D.; Wang, X.; Chen, H. Effects of binders on the properties of bio-char pellets. Appl. Energy 2015, 157, 508–516. [Google Scholar] [CrossRef]
- Han, Y.; Tahmasebi, A.; Yu, J.; Li, X.; Meesri, C. An Experimental Study on Binderless Briquetting of Low-Rank Coals. Chem. Eng. Technol. 2013, 36, 749–756. [Google Scholar] [CrossRef]
- Laloon, K. A Study and Development of Machinery for Charcoal Block Production from Bio-Charcoals. Ph.D. Thesis, Khon Kaen University, Khon Kaen, Thailand, 2014. [Google Scholar]
- Yuliah, Y.; Kartawidjaja, M.; Suryaningsih, S.; Ulfi, K. Fabrication and characterization of rice husk and coconut shell charcoal based bio-briquettes as alternative energy source. In IOP Conference Series: Earth and Environmental Science; IOP Publishing: Bristol, UK, 2017; Volume 65, p. 012021. [Google Scholar] [CrossRef] [Green Version]
- Maiti, S.; Dey, S.; Purakayastha, S.; Ghosh, B. Physical and thermochemical characterization of rice husk char as a potential biomass energy source. Bioresour. Technol. 2006, 97, 2065–2070. [Google Scholar] [CrossRef] [PubMed]
- Aransiola, E.; Oyewusi, T.; Osunbitan, J.; Ogunjimi, L. Effect of binder type, binder concentration and compacting pressure on some physical properties of carbonized corncob briquette. Energy Rep. 2019, 5, 909–918. [Google Scholar] [CrossRef]
- Sunardi, S.; Djuanda, D.; Mandra, M.A.S. Characteristics of charcoal briquettes from agricultural waste with compaction pressure and particle size variation as alternative fuel. Int. Energy J. 2019, 19, 139–147. [Google Scholar]
- Kanwal, S.; Munir, S.; Chaudhry, N.; Sana, H. Physicochemical characterization of Thar coal and torrefied corn cob. Energy Explor. Exploit. 2019, 37, 1286–1305. [Google Scholar] [CrossRef]
- Punin, W. Development of Briquette Fuel from Co-Production of Corn Cob Charcoal and Low-Grade Coal Lignite Rejects. Burapha Sci. J. 2018, 23, 146–163. [Google Scholar]
- Shariff, A.; Noor, N.M.; Lau, A.; Ali, M.A.M. A comparative study on biochar from slow pyrolysis of Corn Cob and Cassava wastes. Int. J. Biotechnol. Bioeng. 2016, 10, 767–771. [Google Scholar]
- Ngamlert, A.; Saripan, K.; Pengngiw, P. The optimum binder for the production of charcoal briquettes from eucalyptus bark. Thepsatri. I-TECH 2019, 14, 27–38. [Google Scholar]
- Araújo, S.D.O.; Neiva, D.M.; Carneiro, A.D.C.; Esteves, B.; Pereira, H. Potential of Mild Torrefaction for Upgrading the Wood Energy Value of Different Eucalyptus Species. Forests 2018, 9, 535. [Google Scholar] [CrossRef] [Green Version]
- Castro, A.F.N.M.; Castro, R.V.O.; Carneiro, A.D.C.O.; Carvalho, A.M.M.L.; da Silva, C.H.F.; Cândido, W.L.; dos Santos, R.C. Quantification of forestry and carbonization waste. Renew. Energy 2017, 103, 432–438. [Google Scholar] [CrossRef]
- Juizo, C.G.F.; Lima, M.; Da Silva, D.A. Quality of the bark and wood of nine Eucalyptus species for the charcoal production. Rev. Bras. Ciências Agrária—Braz. J. Agric. Sci. 2017, 12, 386–390. [Google Scholar] [CrossRef] [Green Version]
- McNamee, P.; Darvell, L.; Jones, J.; Williams, A. The combustion characteristics of high-heating-rate chars from untreated and torrefied biomass fuels. Biomass Bioenergy 2015, 82, 63–72. [Google Scholar] [CrossRef] [Green Version]
- Meili, L.; Godoy, R.P.S.; Soletti, J.I.; de Carvalho, S.H.V.; Ribeiro, L.M.O.; Silva, M.G.C.; Vieira, M.G.A.; Gimenes, M.L. Cassava (Manihot esculenta Crantz) stump biochar: Physical/chemical characteristics and dye affinity. Chem. Eng. Commun. 2018, 206, 829–841. [Google Scholar] [CrossRef]
- Noor, N.M. Slow Pyrolysis of Cassava Wastes for Biochar Production and Characterization. Iran. J. Energy Environ. 2012, 3. [Google Scholar] [CrossRef]
- Thai Community Product Standard. Charcoal Briquetts(TCPS238-2004). Thailand Industrial Standards Institute, Ministry of Industry. 2004. Available online: http://tcps.tisi.go.th/pub/tcps238_47.pdf (accessed on 22 August 2018).
- Thai Community Product Standard. Bionic Charcoal Briquettes(TCPS(946/2005). Thailand Industrial Standards Institute, Ministry of Industry. 2005. Available online: http://tcps.tisi.go.th/pub/tcps946_48.pdf (accessed on 22 August 2018).
- Kim, Y.S.; Kim, Y.T.; Jeon, E.S. Optimization of Accelerator Mixing Ratio for EPDM Rubber Grommet to Improve Mountability Using Mixture Design. Appl. Sci. 2019, 9, 2640. [Google Scholar] [CrossRef] [Green Version]
- Raza, I.; Masood, M.A.; Mahmood, R. Mixture Experiments and their application in Agricultural Research. Asian J. Agric. Rural Dev. 2013, 3, 951–959. [Google Scholar]
- Abdullah, N.; Chin, N. Simplex-centroid mixture formulation for optimised composting of kitchen waste. Bioresour. Technol. 2010, 101, 8205–8210. [Google Scholar] [CrossRef] [Green Version]
- Cai, J.; He, Y.; Yu, X.; Banks, S.; Yang, Y.; Zhang, X.; Yu, Y.; Liu, R.; Bridgwater, T. Review of physicochemical properties and analytical characterization of lignocellulosic biomass. Renew. Sustain. Energy Rev. 2017, 76, 309–322. [Google Scholar] [CrossRef] [Green Version]
- Antwi-Boasiako, C.; Acheampong, B. Strength properties and calorific values of sawdust-briquettes as wood-residue energy generation source from tropical hardwoods of different densities. Biomass Bioenergy 2016, 85, 144–152. [Google Scholar] [CrossRef]
- Mhilu, C.F. Analysis of Energy Characteristics of Rice and Coffee Husks Blends. ISRN Chem. Eng. 2014, 2014, 196103. [Google Scholar] [CrossRef]
- Nhuchhen, D.R.; Salam, P.A. Estimation of higher heating value of biomass from proximate analysis: A new approach. Fuel 2012, 99, 55–63. [Google Scholar] [CrossRef]
- Nhuchhen, D.R.; Afzal, M.T. HHV Predicting Correlations for Torrefied Biomass Using Proximate and Ultimate Analyses. Bioengineering 2017, 4, 7. [Google Scholar] [CrossRef] [Green Version]
- Qian, C.; Li, Q.; Zhang, Z.; Wang, X.; Hu, J.; Cao, W. Prediction of higher heating values of biochar from proximate and ultimate analysis. Fuel 2020, 265, 116925. [Google Scholar] [CrossRef]
- Qian, X.; Lee, S.; Soto, A.-M.; Chen, G. Regression Model to Predict the Higher Heating Value of Poultry Waste from Proximate Analysis. Resources 2018, 7, 39. [Google Scholar] [CrossRef] [Green Version]
- Kieseler, S.; Neubauer, Y.; Zobel, N. Ultimate and Proximate Correlations for Estimating the Higher Heating Value of Hydrothermal Solids. Energy Fuels 2013, 27, 908–918. [Google Scholar] [CrossRef]
- Uzun, H.; Yıldız, Z.; Goldfarb, J.L.; Ceylan, S. Improved prediction of higher heating value of biomass using an artificial neural network model based on proximate analysis. Bioresour. Technol. 2017, 234, 122–130. [Google Scholar] [CrossRef] [PubMed]
- Wahid, F.R.A.A.; Saleh, S.; Samad, N.A.F.A. Estimation of Higher Heating Value of Torrefied Palm Oil Wastes from Proximate Analysis. Energy Procedia 2017, 138, 307–312. [Google Scholar] [CrossRef] [Green Version]
- Soponpongpipat, N.; Sittikul, D.; Sae-Ueng, U. Higher heating value prediction of torrefaction char produced from non-woody biomass. Front. Energy 2015, 9, 461–471. [Google Scholar] [CrossRef]
- Lawal, A.I.; Aladejare, A.E.; Onifade, M.; Bada, S.; Idris, M.A. Predictions of elemental composition of coal and biomass from their proximate analyses using ANFIS, ANN and MLR. Int. J. Coal Sci. Technol. 2021, 8, 124–140. [Google Scholar] [CrossRef]
- Hasan, M.; Haseli, Y.; Karadogan, E. Correlations to Predict Elemental Compositions and Heating Value of Torrefied Biomass. Energies 2018, 11, 2443. [Google Scholar] [CrossRef] [Green Version]
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).