1. Introduction
The positive properties of herbal ingredients have been used by people for centuries [
1]. The areas of application range from nutrition to cosmetics, and care products to medical applications. The product group of essential oils, alone, generates a turnover of EUR 1800 million throughout Germany [
2]. The high level of acceptance and centuries of experience in the use of herbal preparations contrasts with a relative lack of scientifically sound knowledge [
3]. Regulatory authorities are increasingly working to harness the full potential of plants for mankind and to adapt them to medical safety standards [
4,
5].
Traditionally, plants have been processed and used in various ways to make the best possible use of their constituents. Increasingly, research is focusing on elucidating the mechanisms of action that identify the respective active components in plants. By isolating these components from traditionally underutilized process streams, more intensive use of the plant material can be achieved and, at the same time, more resource-efficient processing. A product group of particular importance for the aroma and cosmetics industry is formed by the highly volatile ingredients found, in particular, in essential oils. These plant constituents are still used today in numerous phytopharmaceutical preparations or as odorants and flavorings in the food industry [
6].
In the context of bioeconomic research approaches, a cascade utilization of plant raw materials makes sense in many cases. This not only guarantees that the raw material is used as completely as possible, but also offers the possibility of using its by-products and residual flows profitably. To make such cascade utilizations as value-adding as possible, efficient and environmentally friendly processes are needed. For essential oil plants, the first process for obtaining essential oils is the steam distillation of the plant material. One waste stream is the residual pomace, which often still contains notable amounts of essential oils, making it unsuitable for further utilization in biogas plants, for example. The antibacterial components in essential oils would destroy the microorganisms in the biogas plant. A materialistic usage of the pomace should be brought to the fore here. This can be achieved by a second extraction of the pomace, using pressurized hot water extraction (PHWE).
Another side stream is the hydrolate, the remaining aqueous phase after separation of the essential oil, following steam distillation. Depending on the substance system, this contains residues of the essential oil, which are normally wasted and not further used. These residues can be removed from the hydrolate using adsorption processes, known as traps. If necessary, the components can be purified into specific components from the mixtures with chromatography. As an alternative to traps, the membrane supported liquid–liquid extraction is researched in an membrane extraction [
7].
The scope of the study was the research of a holistic process approach for essential oil plants, in which processing techniques with different technical readiness levels are combined into one process, for the cascade utilization of essential oil plants. PHWE, steam distillation and the capturing of essential oil components with traps are already established techniques, with high technical readiness levels. An overview of different works in the field of trap technology is given in
Table 1. The combination of these techniques in the framework of model-based optimization of these different process steps, which are described in previous works, are then evaluated on their potential for increasing yield and revenue and decreasing global warming potential [
8,
9,
10,
11,
12].
2. Materials and Methods
2.1. Hydrodistillation
A glass apparatus is used for the distillations of caraway fruits (carum carvi). This consists of a 2 L two-neck flask containing water, together with a magnetic stirrer and a temperature sensor. Above the flask there is a column containing the plant material with a filling capacity of about 120 g. Behind this is a condenser in the form of a Liebig cooler, which is cooled from the outside. The distillate is collected in a 250 mL separating funnel. During the sampling, care is taken to ensure that pure oil and hydrolate are separated and are drawn off separately. In order to generate the necessary evaporation power, a heating element is used, which encloses the two-necked flask with the water seal. Distillation is carried out for 45 min at a time. The evaporation rate for the steam flow was 7.25 mL/min. Oil and hydrolate were separated in a separating funnel. Experiments were conducted as duplicates.
2.2. Pressurized Hot Water Extraction
The hot water extraction is carried out on a laboratory scale (1 g plant material), in a stainless steel column (D 10 mm × L 100 mm). This column is placed in a gas chromatography oven to reach the necessary temperature for the extraction. The water is supplied by a pump of the type LaPrep 130® (VWR International, Radnor, PA, USA). Downstream of the oven with the extraction column follows cooling in an external water bath. In addition, a valve is installed here to generate the necessary pressure for the extraction. The extraction is carried out for 30 min at variable temperatures in the range of 100–160 °C and at a flow rate of 1 mL/min. The extraction material used is 1 g of previously distilled and then dried caraway. Experiments were conducted in duplicate. Yields are calculated as mg of the respective target component by the mass of caraway fruits.
2.3. Solid-Phase Extraction and Chromatography
For solid-phase extraction and chromatography, a VWR-Hitachi LaChrom Elite
® system (VWR International, Radnor, PA, USA) is used. With an L-2130 gradient pump, an L-2455 Diode Array Detector (DAD), and a Foxy Jr. fraction collector (Teledyne Isco, Lincoln, NE, USA). In the later separation experiments, self-packed glass columns are used. Götec Superformance
® 150-10 (Götec-Labortechnik GmbH, Bickenbach, Germany) for LiChroprep
® and Götec Superformance
® 150-16 (Götec-Labortechnik GmbH, Bickenbach, Germany) for Amberlite XAD-4. Regeneration is either isocratic with 100%-vol ethanol or, in the case of fractionation, with a three-part step gradient consisting of a water/ethanol mixture (50/50%-vol, 20/80%-vol, 0/100%-vol). In both cases, a 10-min loading phase precedes either with the model mixture (for composition see
Section 3.2) or with the hydrolate. The elution time is variable and ranges from 30 to 120 min, with a flow rate of 1.75 mL/min for the self-packed columns. Experiments were conducted in duplicate. Yields are calculated as the mass of the respective component in the product stream by the mass of the component in the feed.
2.4. Membrane Extraction
The experimental setup consists of a membrane contactor module, two LaPrep P130® pumps (VWR International, Radnor, PA, USA) and a hand valve at the outlet of the extract stream. This valve is used to adjust the transmembrane pressure. Operation is either in a continuous mode without recycling, in cross-flow with recirculation of the raffinate, or in counter-flow with recycling for both phases. The membrane contactor module itself consists of a stainless steel disk with milled meander-shaped channels. Thereby, there are two identical counterparts between which the membrane is inserted. This construction is fixed in a holder and is held together by two metal pins. On this holder the connections for the inlet and outlet of the extract (permeate in this case) and the raffinate are installed. The membrane used (Pall GmbH, Dreieich, Germany) consists of polytetrafluoroethlylene (PTFE) with a pore size of 0.2 μm. The screening tests with respect to the phase ratio and the solvent with the membrane contactor are carried out over a period of 30 min. Neither the extract phase nor the raffinate phase are recirculated. The flow rate depends on the selected phase ratio and is in the range of 3 to 10 mL/min. Experiments were conducted in duplicate. Yields are calculated as the mass of the respective component in the product stream by the mass of the component in the feed.
2.5. Analytics
The instrument used here for the analysis is a Scion 436-GC (Bruker Corp, Billerica, MA, USA). An Agilent DB-5 column (Bruker Corp, Billerica, MA, USA) is used for the separation. A flame ionization detector (FID) is used as the detector. The method for the analysis of caraway, with reference to limonene and carvone, involves a turnaround time of 21 min. The injector temperature is 200 °C. For this purpose, the sample is preheated in the column oven from 80 °C to 200 °C, with the minimum and maximum temperatures held for 3 min each. The whole process is carried out with a split of 120 and the detector temperature has a value of 220 °C. Hydrogen is used as the carrier gas. The calibration standards for limonene and carvone are from Sigma-Aldrich, St. Louis, MO, USA. For stability reasons, samples are diluted with ethanol in a 1:1 ratio.
3. Results
3.1. Steam Distillation
Steam distillation is the standard process for the production of essential oils. The following section will first characterize the process streams of steam distillation and discuss the influence of certain variables. In
Table 2, the results of three steam distillation experiments of caraway fruits are shown for three different distillation times. For the distilled batch of caraway fruits, the yield of essential oil, referring to the distilled mass of caraway fruits, was up to 14.42 mg/g. The highest yield was achieved for a distillation time of 45 min. For this process, about 18% of the essential oil components are detected in the hydrolat. The target components (TCs) are limonene and carvone, analyzed via gas chromatography. Hereby, the amount of target components in the hydrolate can vary over the process time due to phase separation effects.
3.2. Pomace Extraction with PHWE
The application of hot water extraction for the recovery of essential oil components from aromatic plants, using caraway as an example, is shown in
Table 3. Here, caraway seeds were extracted, and the yield of oil components was analyzed by gas chromatography, using an FID (flame ionization detector). The uncertainty of measurement, obtained by double determination of extraction, is less than 5%. The aqueous extraction under pressure and temperature allows the extraction of components that are not soluble in water under normal conditions. This technique, thus, makes it possible to dispense with organic solvents. It can be seen that an increase in temperature results in a massive increase in the specific mass of target components extracted. Moreover, the amount of limonene in the extract increases with temperature. Thus, it has a strong influence on the selectivity. This is due to the change in polarity of the water, which makes it possible to extract more nonpolar components, such as limonene, at higher temperatures [
18,
19,
20]. For both components combined, essential oil components found in the PHWE extracts are approximately 60 mg/g. This yield is four times as large as the yield from steam distillation.
The yields of hot water extraction are significantly higher than those of steam distillation. However, the purity of the target components is significantly lower, at 22%, compared to a purity of 100% in essential oil. The purity was calculated as the mass of TCs by the mass of dry residue of the extract. This is due to the fact that in hot water extracts, the entire spectrum of matrix components of the pomace is also extracted. This consists, to a large extent, of sugars and structural carbohydrates, but also of proteins and amino acids [
21]. However, these substances can be used in various applications in the sense of bioeconomy.
3.3. Recovery of TCs from Hydrolate with Traps
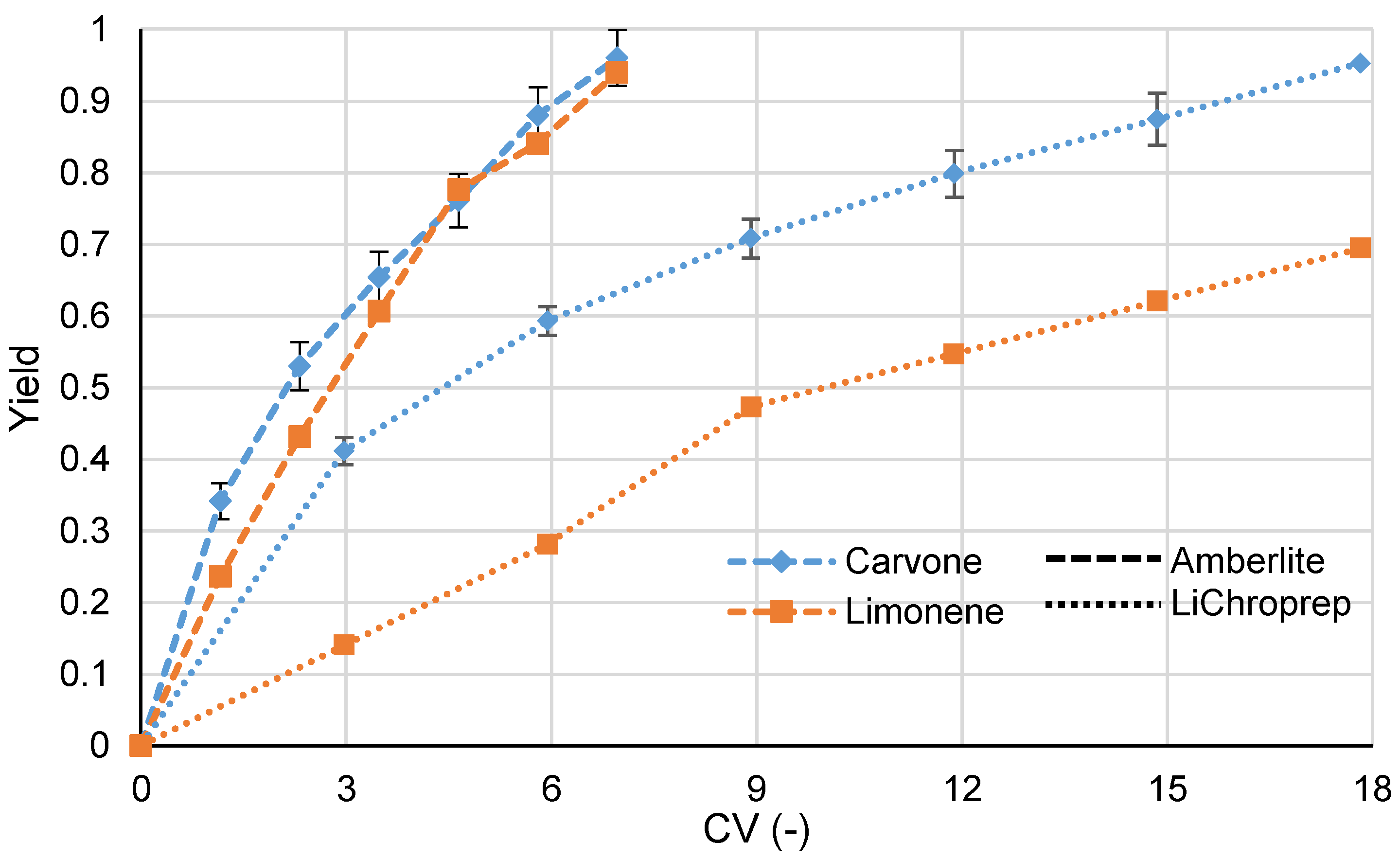
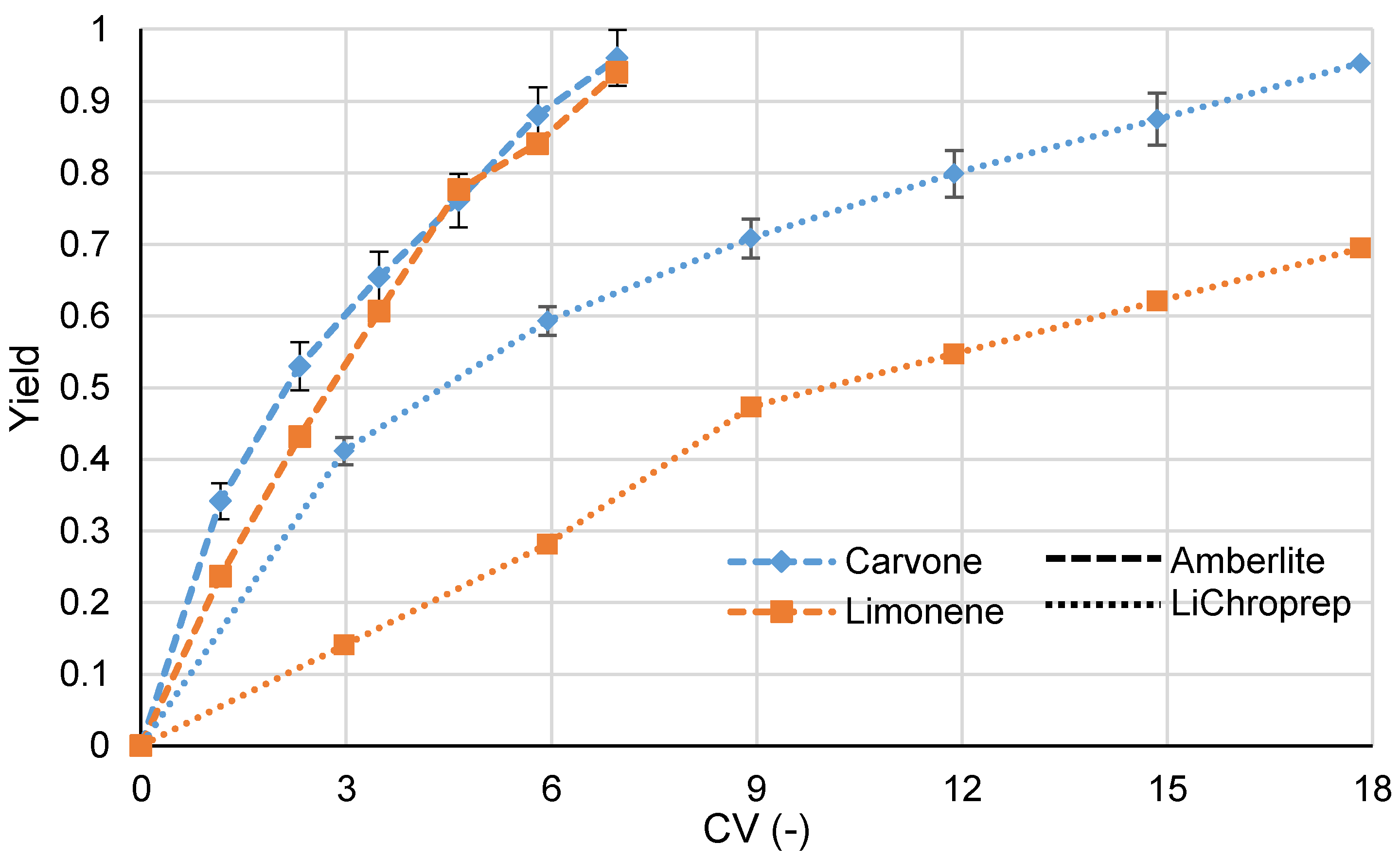
After loading with the hydrolate, the various adsorbents are each overflowed with ethanol 7 to 18 column volumes for the elution of the components. For the so-called TRAP material, Amberlite XAD-4, an elution phase for seven column volumes (CV) with ethanol is sufficient to achieve yields close to 100%. To reach high yields on the chromatography material LiChroprep
®, an elution volume of 18 CV is necessary for carvone. However, for the recovery of limonene, even higher solvent volumes would have been needed. The yields for limonene and carvone are shown in
Figure 1. For limonene, the error bars disappear in the data point.
The intent of the traps was to capture as much of the valuable components as possible, whereas a fractionation could separate the different components in the mixture up to high purities.
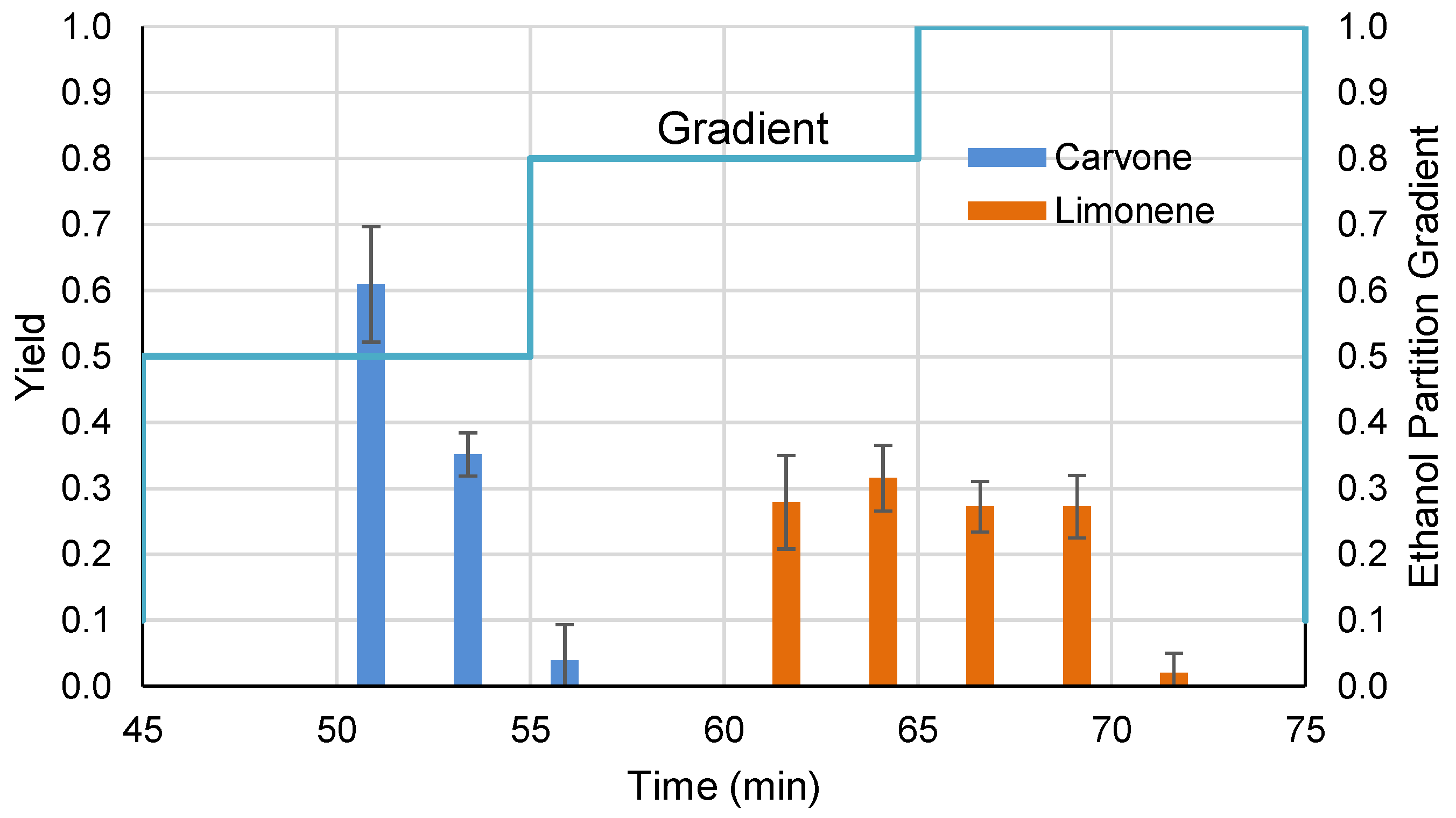
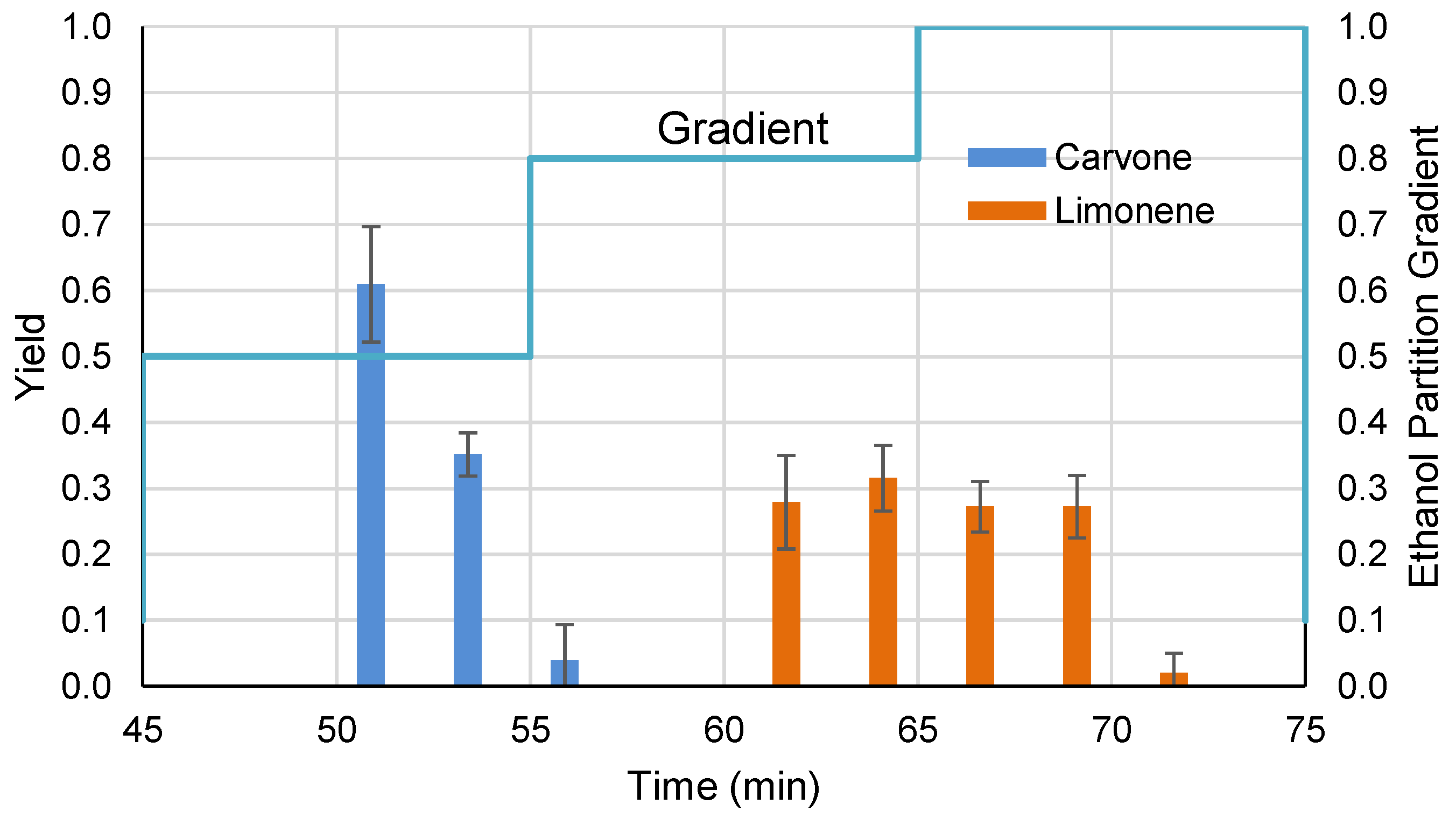
Subsequently, the separation of the components, limonene and carvone, was investigated on the chromatography material. Here, it can be seen that, as expected, the more polar components carvone elutes first, at lower ethanol contents in the eluent, and the more nonpolar component limonene can only be eluted at higher ethanol contents. The results are shown in
Figure 2.
So-called traps are a suitable unit operation for selectively binding and, thus, stabilizing valuable materials, storing them, transporting them and making them available for further central process steps, if necessary. In addition, if fractionation is applied, any separation or purification of specific components is possible.
3.4. Recovery of TCs from Hydrolate with Membrane Extraction
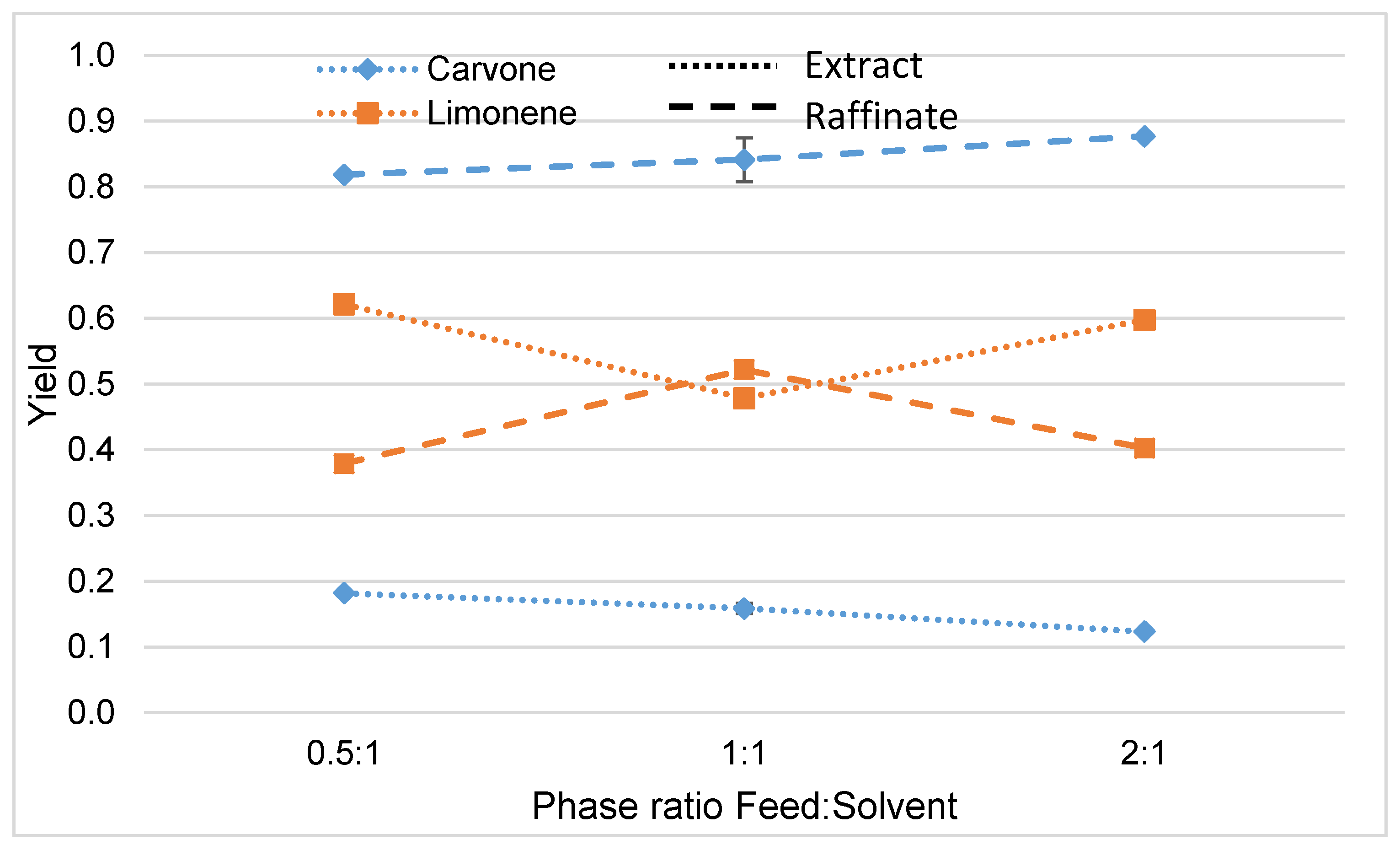
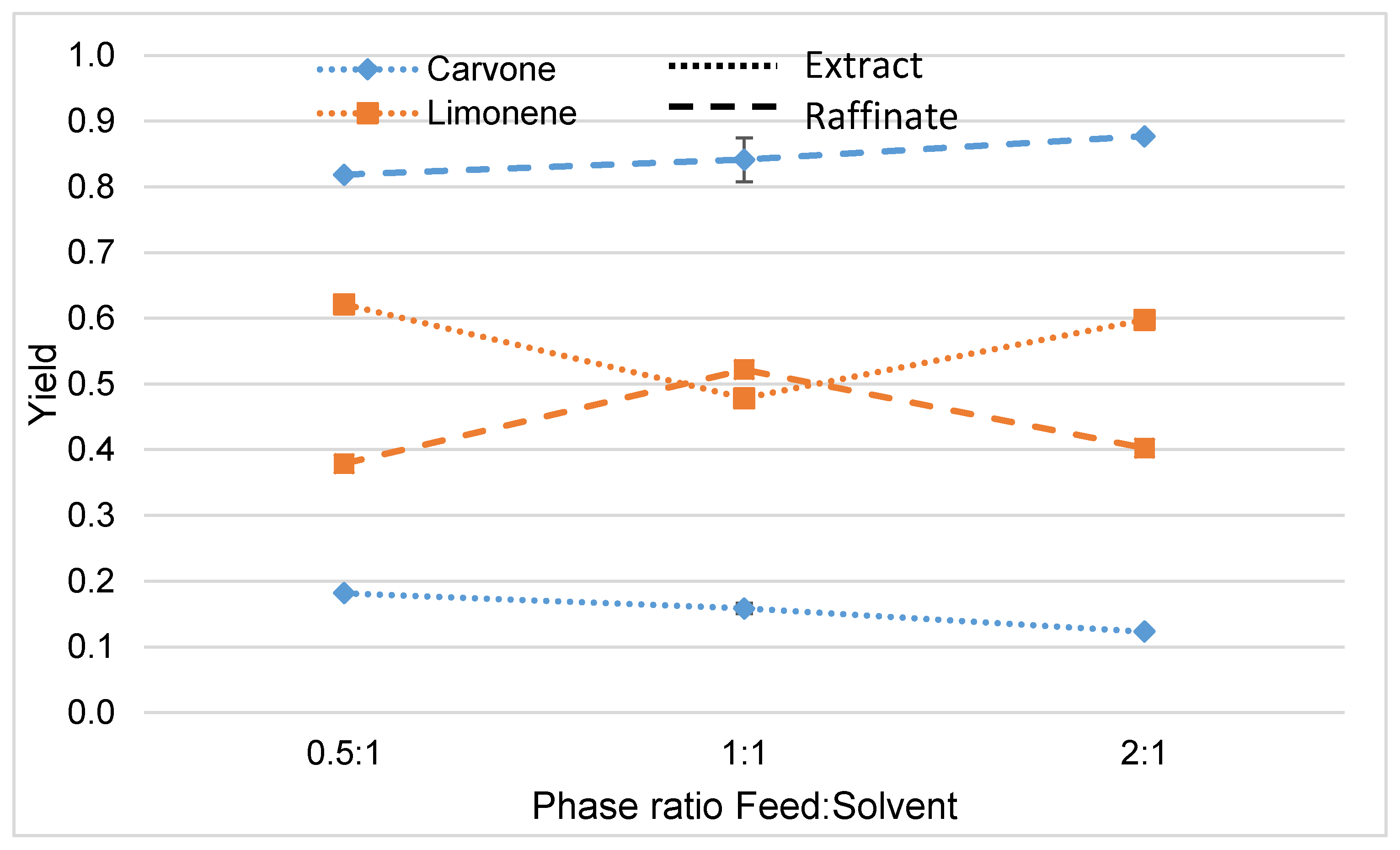
In parallel with the development of adsorption-based separation processes, the suitability of a membrane extractor for recovering the essential oil components from the hydrolates was investigated as an alternative to traps. Two different solvents have been studied, ethanol and butyl acetate. For ethanol, it can be seen that the phase ratios have a medium influence on the composition of the fractions, of both essential oil components of caraway transferring to the organic counterphase. The results are shown in
Figure 3.
If butyl acetate is used as the organic counterphase, an opposite phase ratio leads to better results. For butyl acetate, a larger volume of the organic solvent would be required accordingly. The results are shown in
Figure 4. In comparison to ethanol, the yields of the membrane extraction with butyl acetate are significantly lower, especially for carvone.
In both cases, yields of up to 88% or 83% are achieved for carvone and limonene. Thus, membrane extractors are generally inferior to traps for these applications.
4. Discussion
In the hydrodistillation process, ca. 30% of the essential oil components remain in the hydrolate, which is a major product loss. However, the implementation of a trap, e.g., with the Amberlite XAD-4 adsorbent, can recover up to 100% of these product losses. The high recovery rates match with previous works with this adsorbent for essential oil components [
13,
14,
15]. The yields of the membrane extraction processes did not reach the yields of the trap, with 88% and 83% yield. The poorer performance, especially for ethanol, is due, among other things, to the fact that small volume fractions of the organic phase permeate through the membrane and create a better solubility for the essential oil components in the feed. In the second extraction of the distillation pomace with subcritical water, up to four times the mass of essential oil components was recovered, as in the hydrodistillation itself.
This study was conducted to research the potential of the recovery strategies, trap and membrane extractor, for the processing of the hydrolate phase and the potential for a second extraction of the pomace, with pressurized hot water extraction. In other studies in this field, the model-based optimization of hydrodistillation was researched to evaluate possible time saves in state-of-the-art industrial processes [
11], and the impact of different processing techniques on the global warming potential and the cost of goods [
12].
Based on these studies’ findings, as well as the recovery potential researched in this study, an estimation for a holistic process in terms of possible GWP, COGs and process yield was conducted. These conservative estimations were based on yield increase and possible time saving.
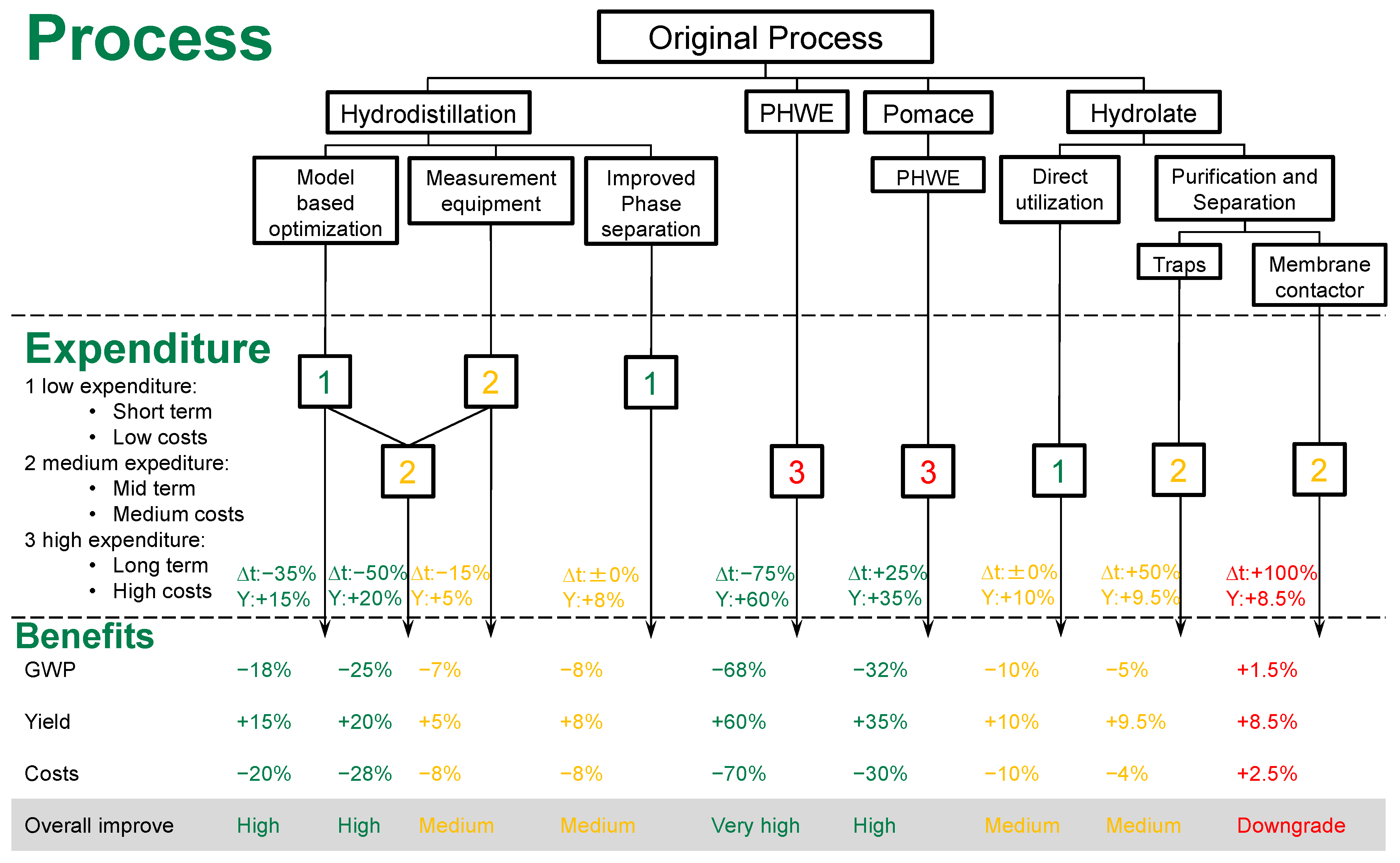
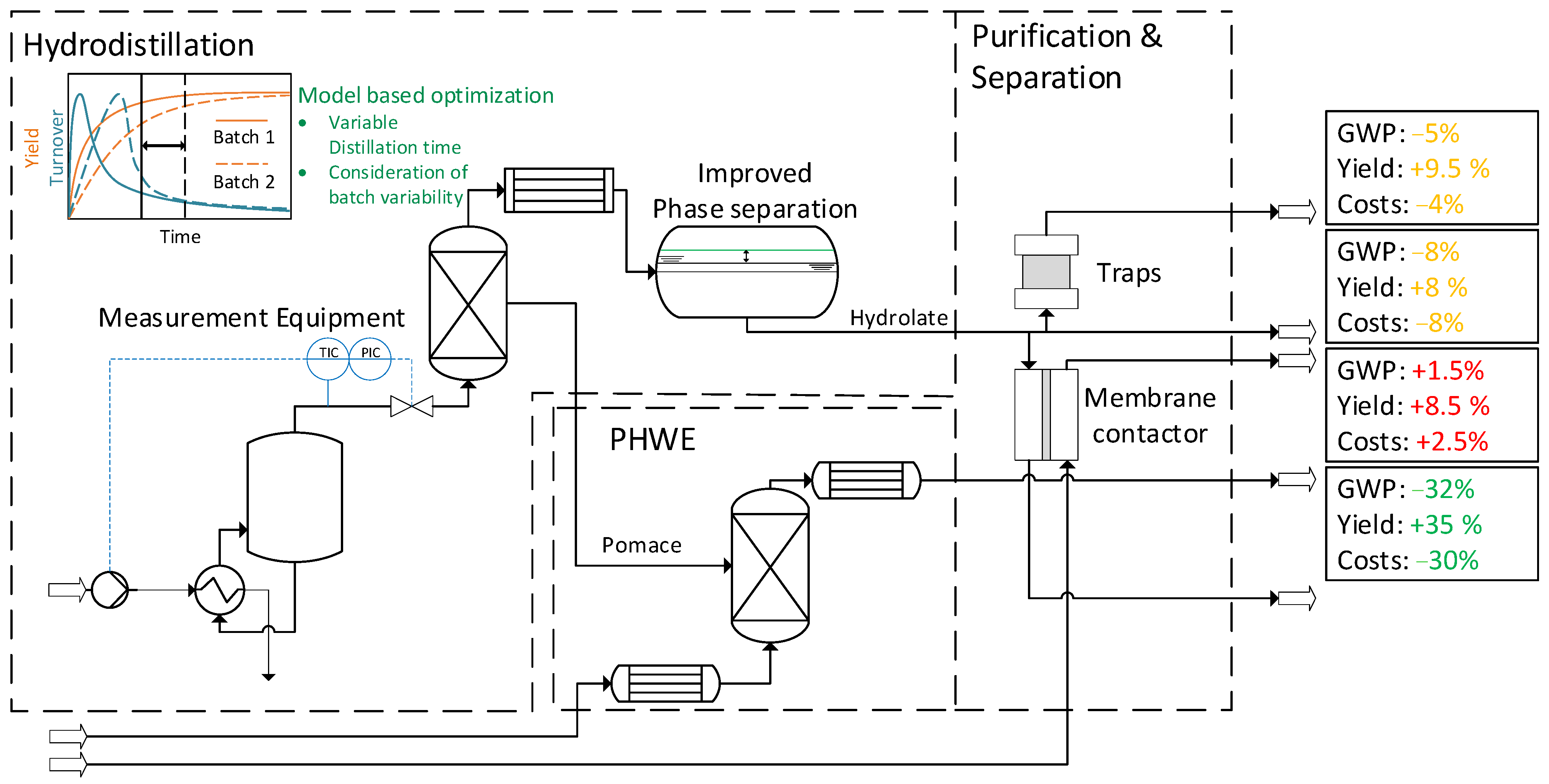
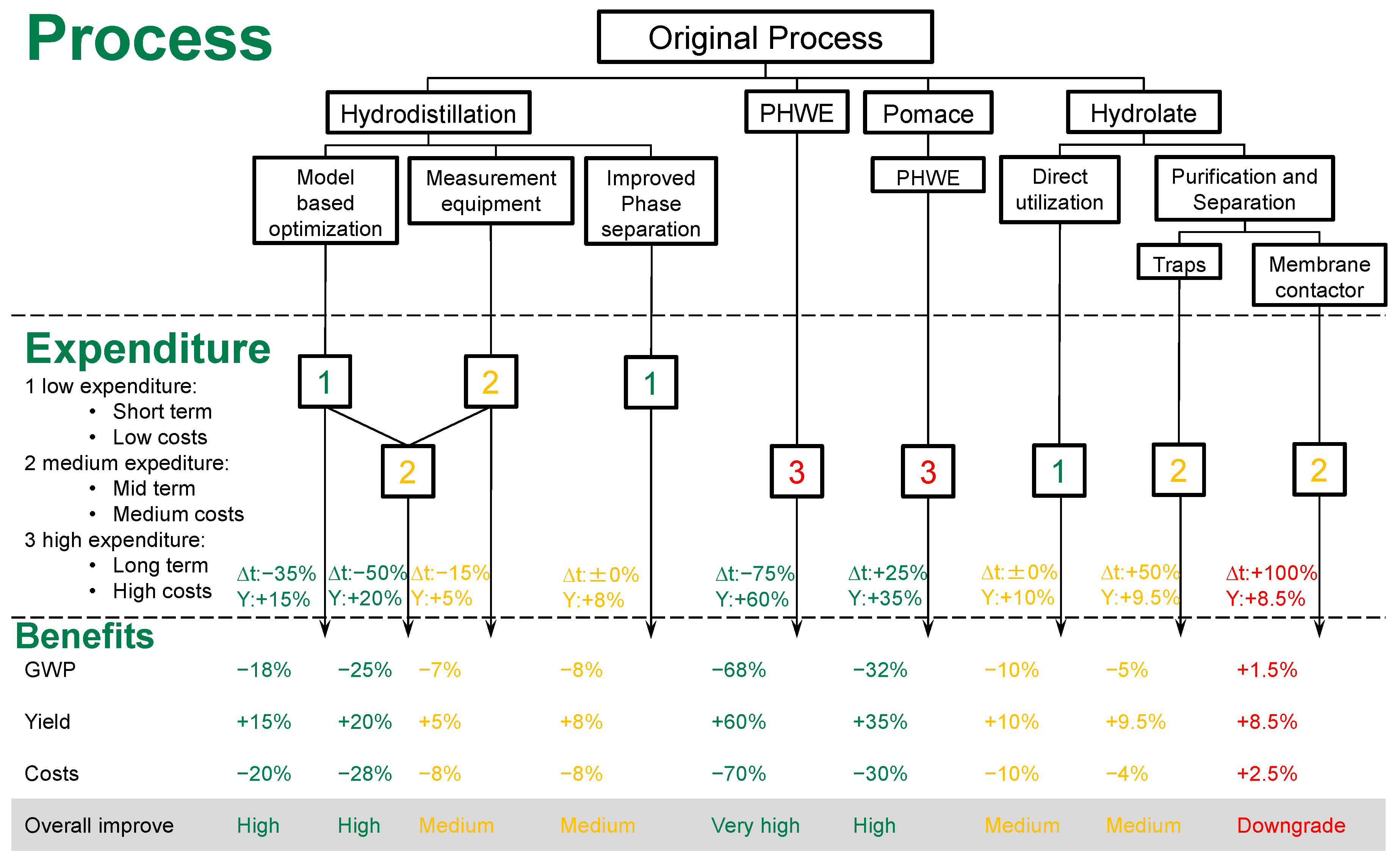
Finally, the different process options investigated in the project were evaluated individually, in terms of their effort and impact on global warming potential, product yield and costs. In addition, the overall process improvement per improvement approach is evaluated starting from the original process. In the field of steam distillation, the possibilities are model-based optimization, expansion of the measuring technology to include additional temperature, pressure and flow measuring points, and optimization of the phase separation into oil and hydrolate phases. The pomace, i.e., the distilled plant material, can then be extracted a second time in a hot water extraction. Where possible, the hydrolate can be used directly in crop protection or purified into the individual components via traps or membrane contactors. The results are shown in
Figure 5.
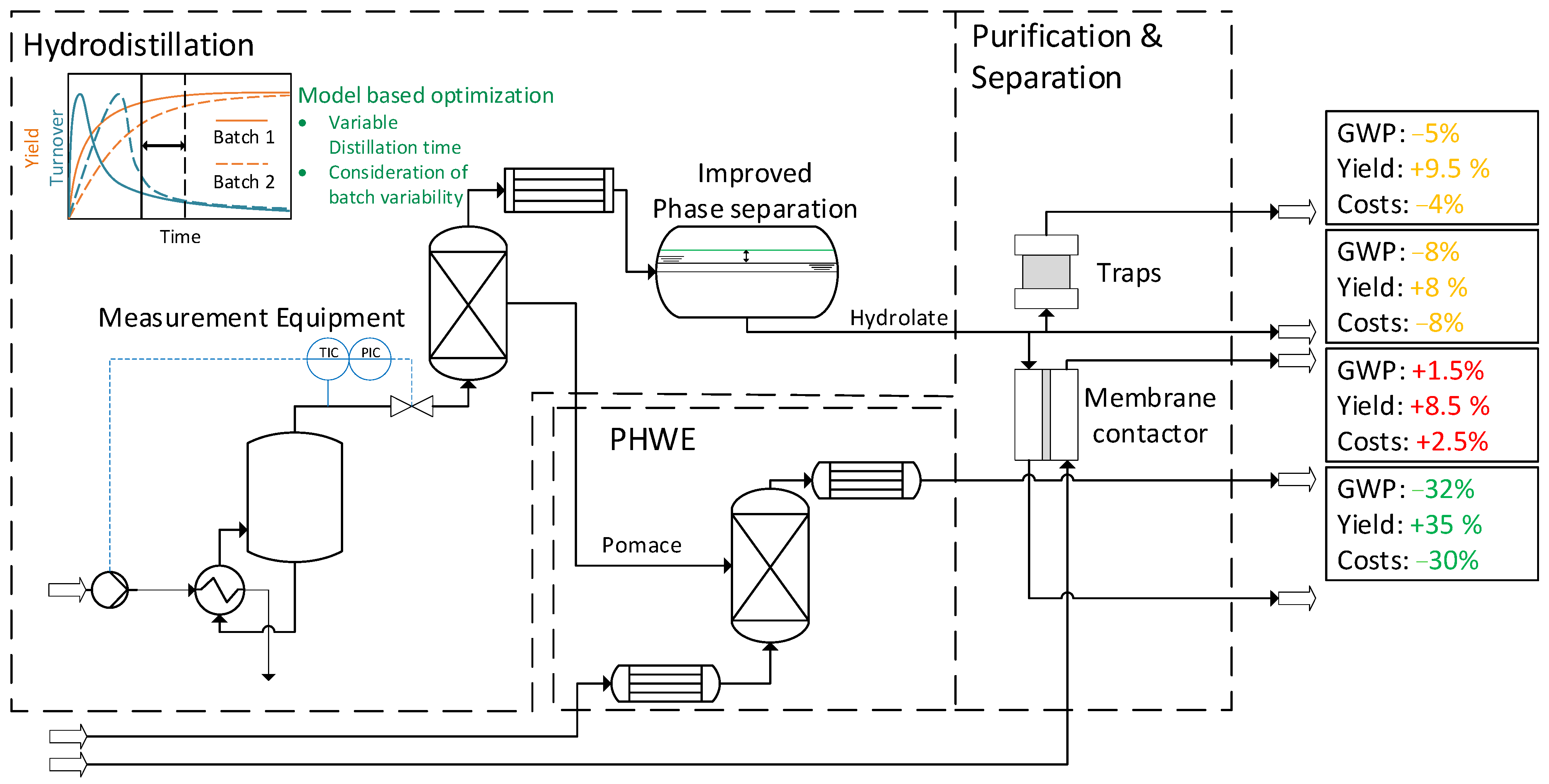
The methods and process options investigated can be interconnected in different process configurations. These process options are shown in
Figure 6. In particular, the more detailed investigation of phase separation and the implementation of traps are relatively easy, fast and inexpensive to implement. However, the greatest gain in all areas comes from implementing hot water extraction for a second use of the plant material, i.e., cascade utilization. Besides the essential oil components, which can be extracted, other components of the plant matrix, such as proteins and structural carbohydrates, e.g., beta-glucans, are also produced. These can also be fed to various applications. Combining the proposed measures results in process improvement potentials in the order of 50%, in the areas of GWP reduction, yield and profit increase.
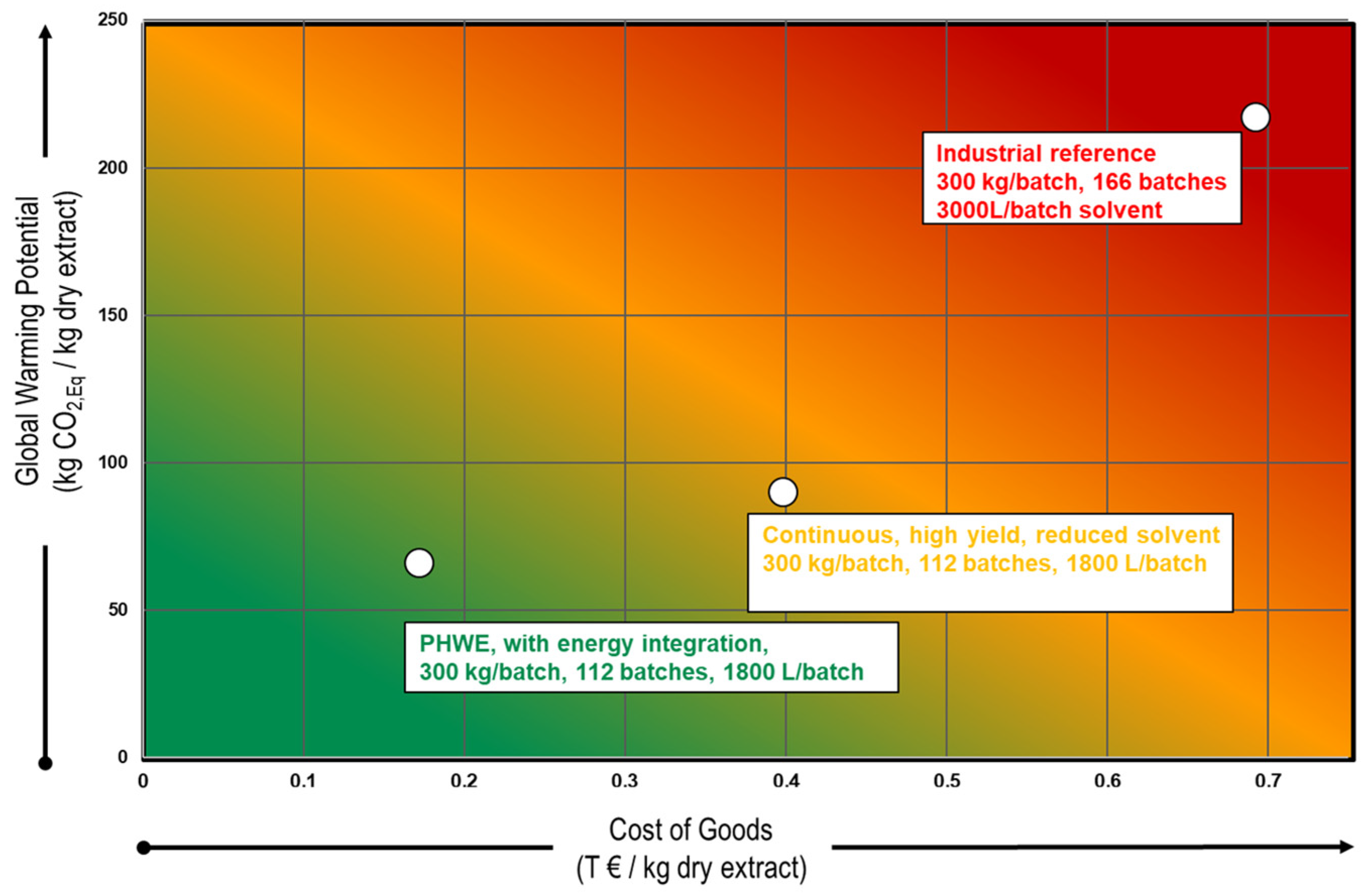
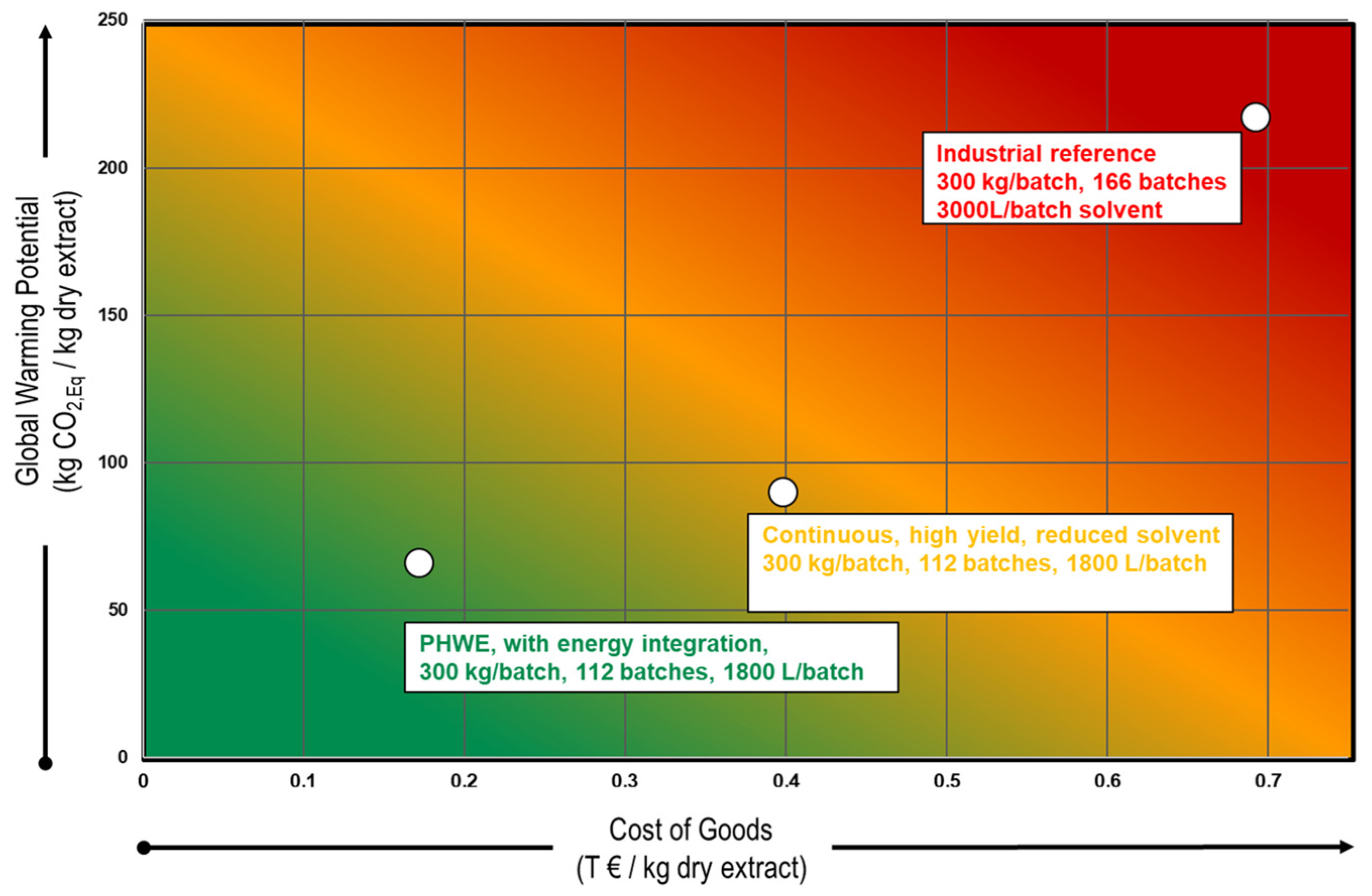
In the assessment of the global warming potentials of the different process variants, the drying of the plant materials, prior to processing, was of particular importance, as it accounts for up to 90% of the total GWP [
12]. To achieve climate neutrality by 2045, it is absolutely necessary to investigate and establish processes for using fresh, non-dried plants. Therefore, in order to shorten delivery routes and delivery times, which could damage the plant material, a process plant, in container format, should be aimed for. This should be developed as an autonomously operated plant by integrating PAT and advanced process control methods. The assessment of the GWP also shows the potential of pressurized hot water extraction compared to conventional extraction methods, cf.
Figure 7.
5. Conclusions
Through this study, the methods for an efficient holistic and scale-up-capable process development of robust processes, in terms of cascade utilization, could be established. With the help of digital twins, which are extended by methods, such as process analytical technology (PAT), the process development and the production operation can be optimized, in terms of process technology and economy. The associated increase in value added and a holistic material use of the plant raw materials, additionally enables a reduction in the GWP. By combination of the processes researched in this work, the process yield and profit can be increased by 50%, while the global warming potential can be reduced by 50%.
The creation of a digital twin, which was carried out in the whole scope of the study, is discussed in detail by Roth et al. [
11]. The development process and implementation of PAT for enabling digital twins for advanced process control are further discussed by Jensch et al. [
21].





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}