



Preliminary Studies on Conversion of Sugarcane Bagasse into Sustainable Fibers for Apparel Textiles

 , , , , , and
, , , , , and 
Abstract
1. Introduction
2. Materials and Methods
2.1. Extraction of Sugarcane Fibers
2.2. Treatment of Sugarcane Fibers
2.3. Fiber Fineness
2.4. Moisture Regain
2.5. Tensile Properties
2.6. Characterization of Treated and Untreated Samples
3. Results and Discussions
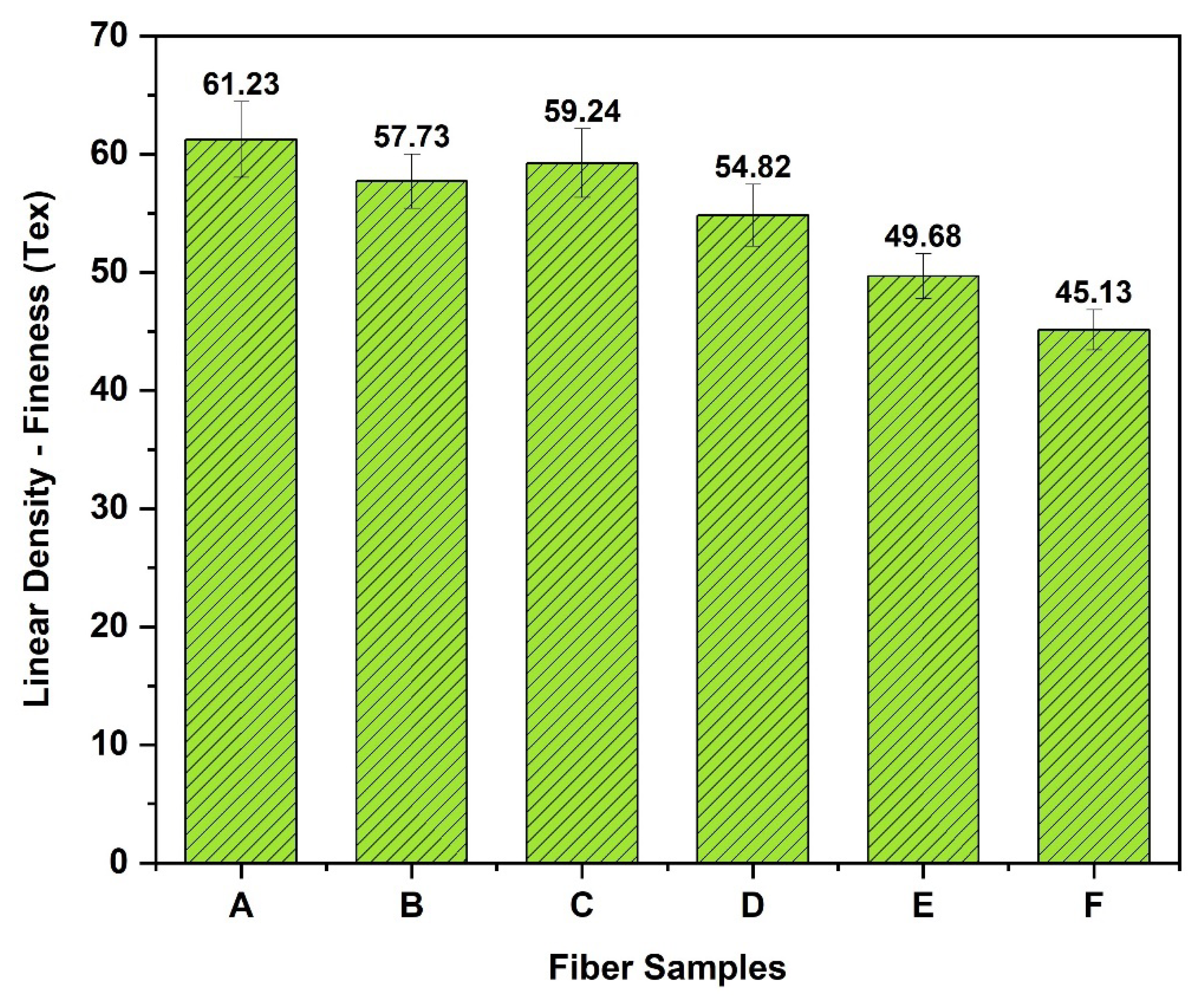
3.1. Linear Density of Sugarcane Fibers
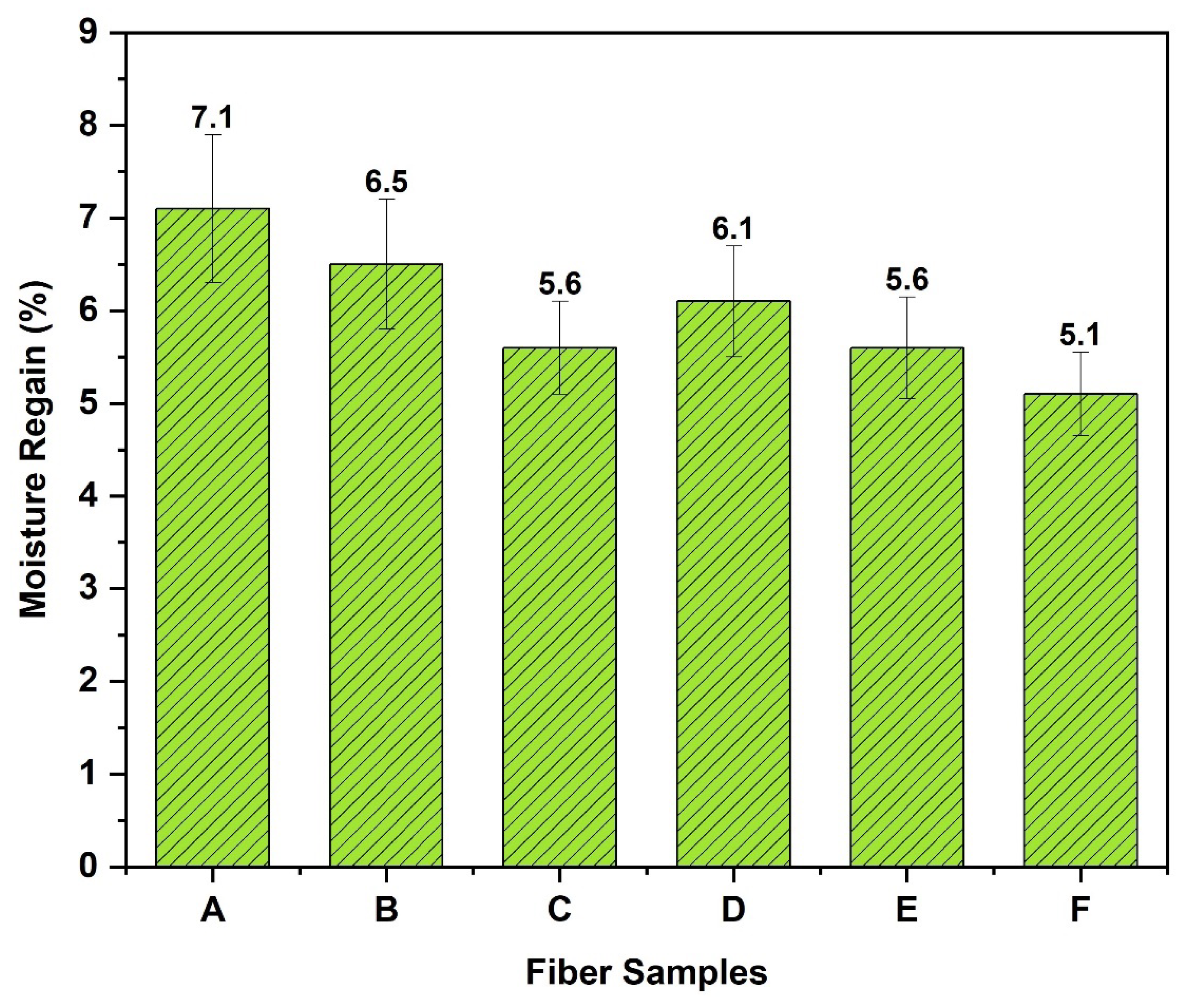
3.2. Moisture Regain of Sugarcane Fibers
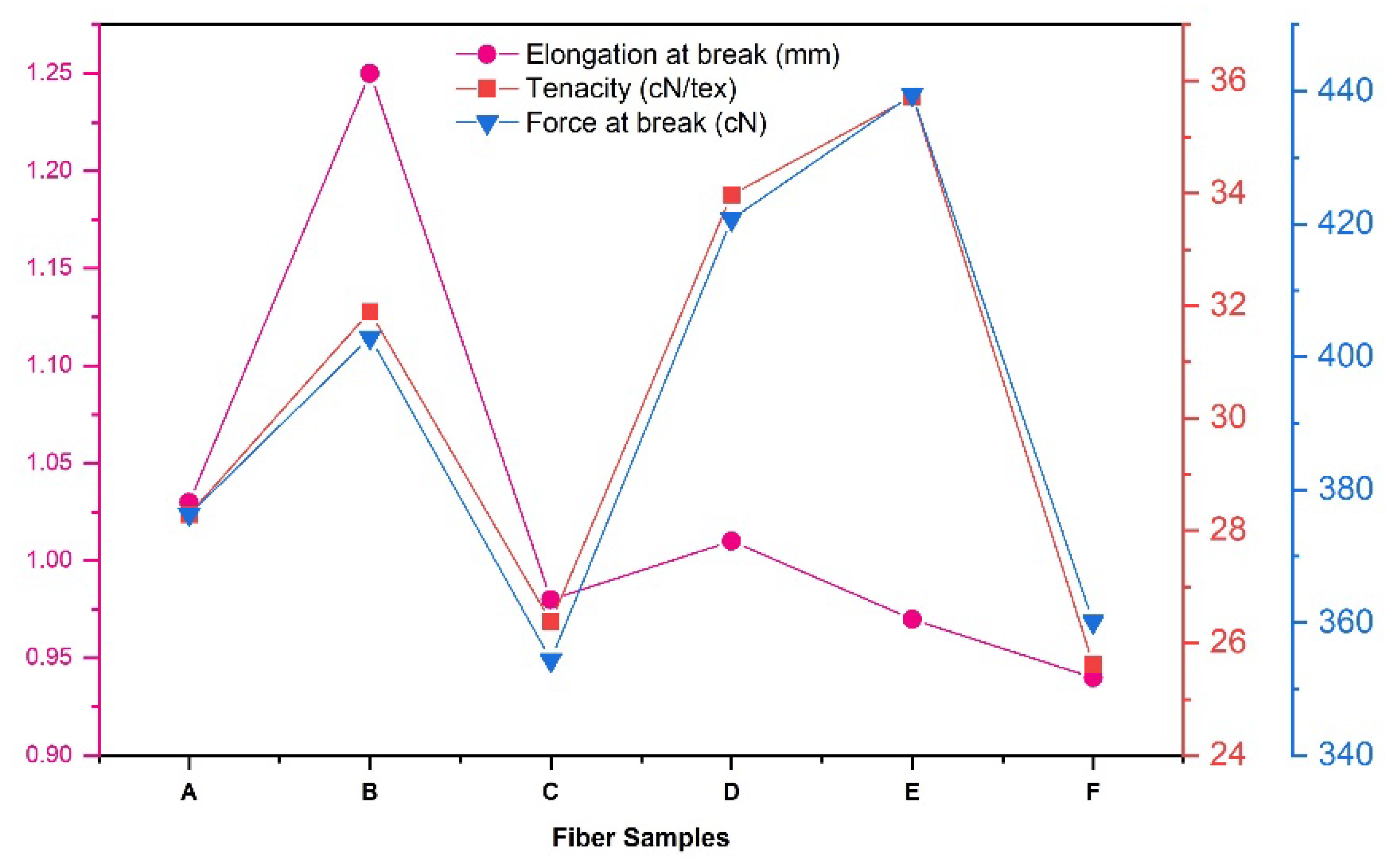
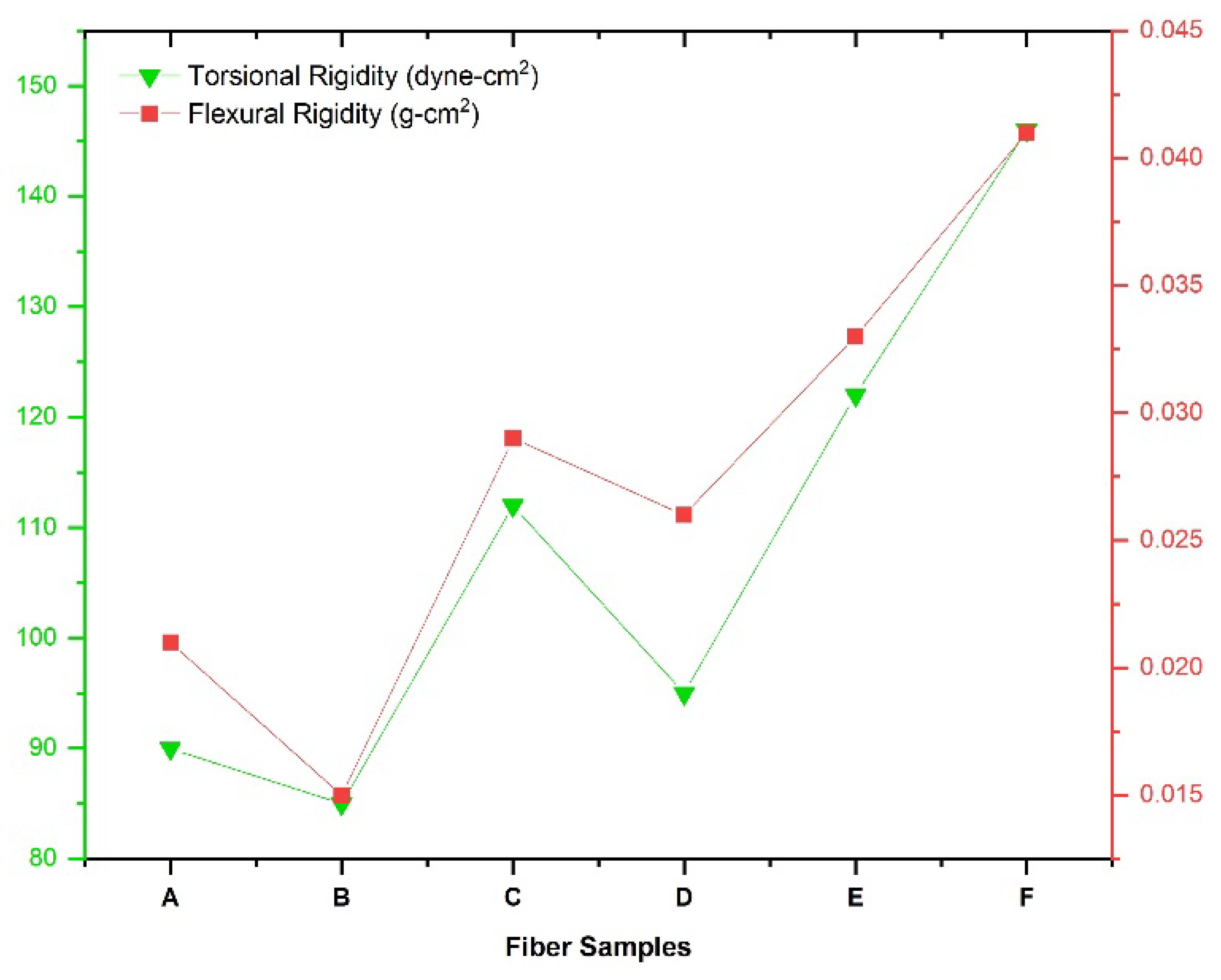
3.3. Tensile Properties of Sugarcane Fibers
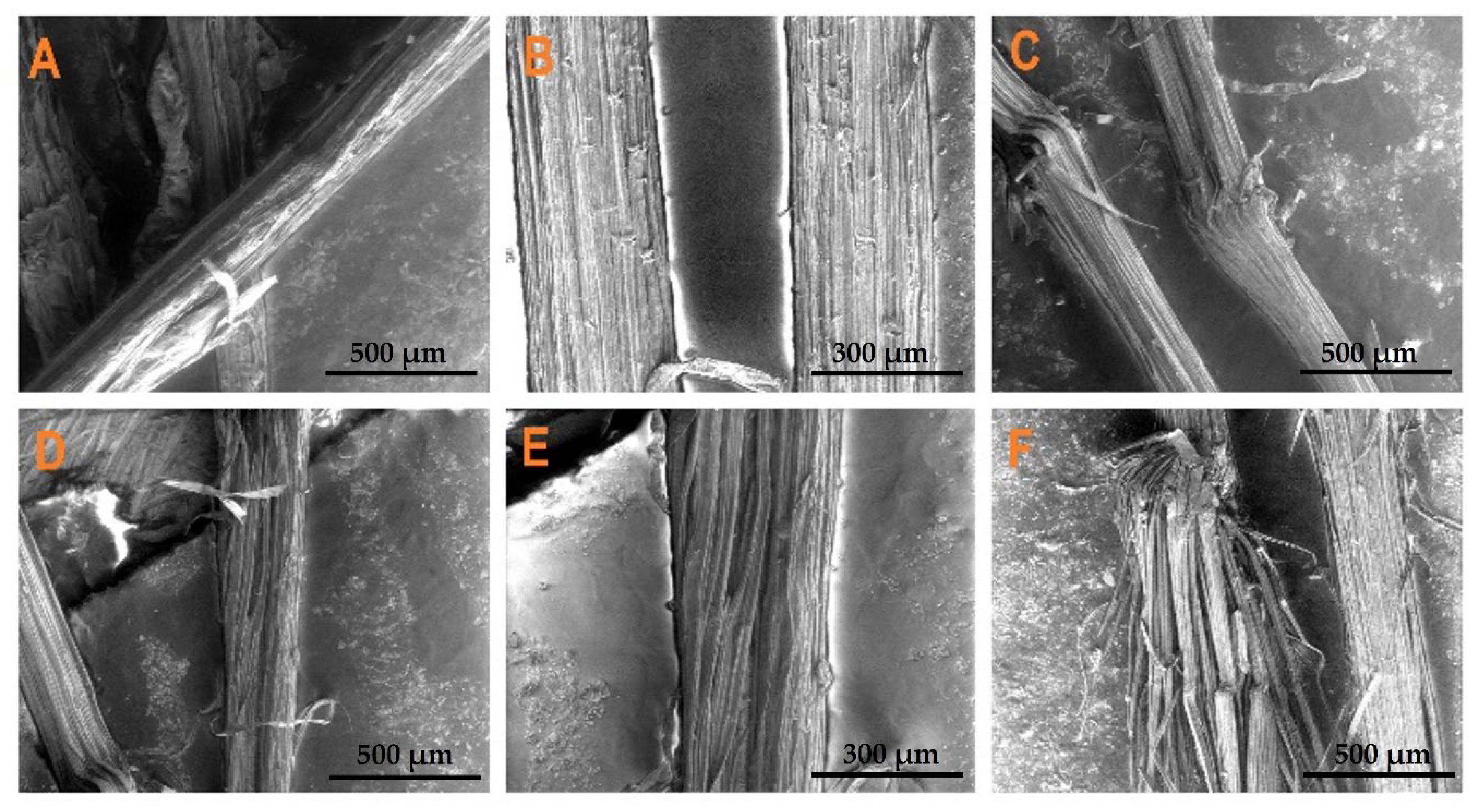
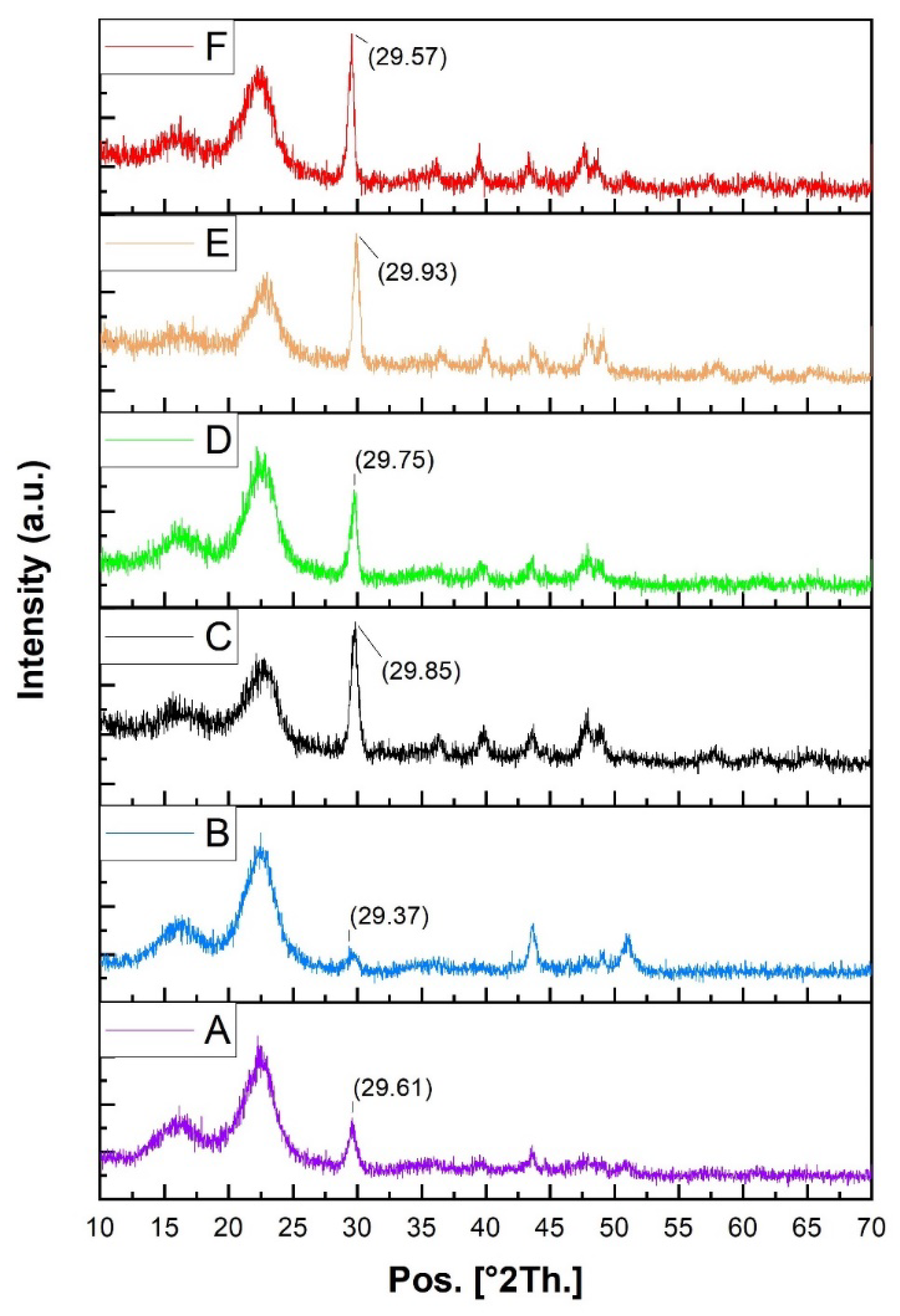
3.4. Morphology and Crystallinity of Sugarcane Fibers
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Parameswaran, B. Sugarcane Bagasse; Springer: Berlin/Heildeberg, Germany, 2009; pp. 239–252. [Google Scholar]
- Faiad, A.; Alsmari, M.; Ahmed, M.M.Z.; Bouazizi, M.L.; Alzahrani, B.; Alrobei, H. Date Palm Tree Waste Recycling: Treatment and Processing for Potential Engineering Applications. Sustainability 2022, 14, 1134. [Google Scholar] [CrossRef]
- Nastac, S.; Nechita, P.; Debeleac, C.; Simionescu, C.; Seciureanu, M. The Acoustic Performance of Expanded Perlite Composites Reinforced with Rapeseed Waste and Natural Polymers. Sustainability 2022, 14, 103. [Google Scholar] [CrossRef]
- Ramesh, M.; Rajeshkumar, L.; Balaji, D.; Bhuvaneswari, V. Green composite using agricultural waste reinforcement. In Green Composites; Springer: Berlin/Heidelberg, Germany, 2021; pp. 21–34. [Google Scholar]
- Ungureanu, N.; Vlăduț, V.; Biriș, S.-Ș. Sustainable Valorization of Waste and By-Products from Sugarcane Processing. Sustainability 2022, 14, 11089. [Google Scholar] [CrossRef]
- Rippon, J.A.; Evans, D.J. Improving the properties of natural fibres by chemical treatments. In Handbook of Natural Fibres; Kozłowski, R.M., Ed.; Woodhead Publishing: Sawston, UK, 2012; Volume 2, pp. 63–140. [Google Scholar]
- Bledzki, A.K.; Gassan, J. Composites reinforced with cellulose based fibres. Prog. Polym. Sci. 1999, 24, 221–274. [Google Scholar] [CrossRef]
- Sathish, S.; Karthi, N.; Prabhu, L.; Gokulkumar, S.; Balaji, D.; Vigneshkumar, N.; Ajeem Farhan, T.S.; AkilKumar, A.; Dinesh, V.P. A review of natural fiber composites: Extraction methods, chemical treatments and applications. Mater. Today Proc. 2021, 45, 8017–8023. [Google Scholar] [CrossRef]
- Sawpan, M.A.; Pickering, K.L.; Fernyhough, A. Effect of various chemical treatments on the fibre structure and tensile properties of industrial hemp fibres. Compos. Part A Appl. Sci. Manuf. 2011, 42, 888–895. [Google Scholar] [CrossRef]
- Rayung, M.; Ibrahim, N.A.; Zainuddin, N.; Saad, W.Z.; Razak, N.I.A.; Chieng, B.W. The effect of fiber bleaching treatment on the properties of poly(lactic acid)/oil palm empty fruit bunch fiber composites. Int. J. Mol. Sci. 2014, 15, 14728–14742. [Google Scholar] [CrossRef]
- Mylsamy, B.; Chinnasamy, V.; Palaniappan, S.K.; Subramani, S.P.; Gopalsamy, C. Effect of surface treatment on the tribological properties of Coccinia Indica cellulosic fiber reinforced polymer composites. J. Mater. Res. Technol. 2020, 9, 16423–16434. [Google Scholar] [CrossRef]
- Taha, I.; Steuernagel, L.; Ziegmann, G. Optimization of the alkali treatment process of date palm fibres for polymeric composites. Compos. Interfaces 2007, 14, 669–684. [Google Scholar] [CrossRef]
- Sinha, E.; Rout, S.K. Influence of fibre-surface treatment on structural, thermal and mechanical properties of jute fibre and its composite. Bull. Mater. Sci. 2009, 32, 65–76. [Google Scholar] [CrossRef]
- Samanta, A.K.; Basu, G.; Ghosh, P. Enzyme and silicone treatments on jute fibre. Part I: Effect on textile-related properties. J. Text. Inst. 2008, 99, 295–306. [Google Scholar] [CrossRef]
- Amrita Doshi, A.K. Optimization of Enzyme Treatment for Banana Fiber. Int. J. Text. Fash. Technol. 2016, 6, 1–8. [Google Scholar]
- Nostadt, K.; Zyschka, R. Softeners in the Textile Finishing Industry. Colourage 1997, 44, 53–58. [Google Scholar]
- Perkins, W.S. Textile Coloration and Finishing; Carolina Academic Press: Durham, NC, USA, 1996. [Google Scholar]
- Altaş, S.; Kadoglu, H.; Kutsan, T. Determining Fibre Properties and Linear Density Effect on Cotton Yarn Hairiness in Ring Spinning. Fibres Text. East. Eur. 2006, 14, 48–51. [Google Scholar]
- Huang, S.; Wei, W.; Zhang, J.; Xie, J. Investigation of alkaline hydrogen peroxide pretreatment and Tween 80 to enhance enzymatic hydrolysis of sugarcane bagasse. Biotechnol. Biofuels 2019, 12, 107. [Google Scholar] [CrossRef]
- Li, J.; Liu, D.; Hu, C.; Sun, F.; Gustave, W.; Tian, H.; Yang, S. Flexible fibers wet-spun from formic acid modified chitosan. Carbohydr. Polym. 2016, 136, 1137–1143. [Google Scholar] [CrossRef] [PubMed]
- Qadir, M.B.; Hussain, U.; Jeong, S. Enhanced Moisture Management Properties of Denim Fabrics; Fiber Society: Raleigh, NC, USA, 2013. [Google Scholar]
- Irfan, M.; Qadir, M.B.; Ali, Z.; Khaliq, Z. Investigation of thermo-physiological comfort properties of fabrics produced from tri-blended yarn. In Proceedings of the 2nd International Conference on Technical Textiles (ICTT-2020); National Textile University: Faisalabad, Pakistan, 2020; p. 65. [Google Scholar]
- Begum, H.; Tanni, T.; Shahid, M. Analysis of Water Absorption of Different Natural Fibers. J. Text. Sci. Technol. 2021, 7. [Google Scholar] [CrossRef]
- Mahmud, M.A.; Anannya, F.R. Sugarcane bagasse—A source of cellulosic fiber for diverse applications. Heliyon 2021, 7, e07771. [Google Scholar] [CrossRef]
- Supramono, D.; Devina, Y.; Tristantini Budi, D. Effect of Heating Rate of Torrefaction of Sugarcane Bagasse on its Physical Characteristics. Int. J. Technol. 2015, 6, 1084. [Google Scholar] [CrossRef]
- Sahin, U.; Duru, S. Effects of softener applications on air and water vapor permeability of cotton knitted fabrics produced with different yarns. Tekst. Ve Konfeksiyon 2017, 27, 275–282. [Google Scholar]
- Latif, W.; Basit, A.; Ali, Z.; Baig, S.A. The mechanical and comfort properties of cotton and regenerated fibers blended woven fabrics. Int. J. Cloth. Sci. Tech. 2018, 30, 112–121. [Google Scholar] [CrossRef]
- Qadir, M.B.; Hussain, T.; Malik, M.; Ahmad, F.; Jeong, S.H. Effect of elastane linear density and draft ratio on the physical and mechanical properties of core-spun cotton yarns. J. Text. Inst. 2014, 105, 753–759. [Google Scholar] [CrossRef]
- Khaliq, Z.; Zulifqar, A. Textile Mechanics. In Handbook of Fibrous Materials; Wiley: Hobocen, NJ, USA, 2020; pp. 435–454. [Google Scholar]
- Islam, M.M.; Islam, A.; Huiyu, J. Silicone Softener Synthesis and Application on Knit and Woven White Cotton Fabrics; Semantic Scholars: Seattle, WA, USA, 2015. [Google Scholar]
- Sangnark, A.; Noomhorm, A. Effect of particle sizes on functional properties of dietary fibre prepared from sugarcane bagasse. Food Chem. 2003, 80, 221–229. [Google Scholar] [CrossRef]
- Darmanto, S.; Rochardjo, H.; Jamasri, J.; Widyorini, R. Effects of Alkali and Steaming on Mechanical Properties of Snake Fruit (Salacca) Fiber; AIP Publishing LLC: Melville, NY, USA, 2017; Volume 1788, p. 030060. [Google Scholar]
- Asagekar, S.D.; Joshi, V.K. Characteristics of sugarcane fibres. Indian J. Fibre Text. Res. 2014, 39, 180–184. [Google Scholar]
- Phitsuwan, P.; Sakka, K.; Ratanakhanokchai, K. Structural changes and enzymatic response of Napier grass (Pennisetum purpureum) stem induced by alkaline pretreatment. Bioresour. Technol. 2016, 218, 247–256. [Google Scholar] [CrossRef]
- Velázquez, M.E.; Ferreiro, O.B.; Menezes, D.B.; Corrales-Ureña, Y.; Vega-Baudrit, J.R.; Rivaldi, J.D. Nanocellulose Extracted from Paraguayan Residual Agro-Industrial Biomass: Extraction Process, Physicochemical and Morphological Characterization. Sustainability 2022, 14, 11386. [Google Scholar] [CrossRef]
- Zięba, M.; Małysa, A.; Wasilewski, T.; Ogorzałek, M. Effects of Chemical Structure of Silicone Polyethers Used as Fabric Softener Additives on Selected Utility Properties of Cotton Fabric. Autex Res. J. 2019, 19, 1–7. [Google Scholar] [CrossRef]
- Igarashi, T.; Morita, N.; Okamoto, Y.; Nakamura, K. Elucidation of Softening Mechanism in Rinse Cycle Fabric Softeners. Part 1: Effect of Hydrogen Bonding. J. Surfactants Deterg. 2016, 19, 183–192. [Google Scholar] [CrossRef]
- Igarashi, T.; Nakamura, K.; Hoshi, M.; Hara, T.; Kojima, H.; Itou, M.; Ikeda, R.; Okamoto, Y. Elucidation of Softening Mechanism in Rinse-Cycle Fabric Softeners. Part 2: Uneven Adsorption—The Key Phenomenon to the Effect of Fabric Softeners. J. Surfactants Deterg. 2016, 19, 759–773. [Google Scholar] [CrossRef]
- Ramaswamy, G.N.; Craft, S.; Wartelle, L.J.T.R.J. Uniformity and Softness of Kenaf Fibers for Textile Products. Text. Res. J. 1995, 65, 765–770. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample ID | The Concentration of Alkali/H2O2/Silicone Softener |
|---|---|
| A | No treatment (Simply extracted fibers) |
| B | Silicone softener 50 g/L |
| C | H2O2 12 g/L |
| D | (6 g/L NaOH, 8 g/L H2O2)–(50 g/L silicone softener) |
| E | (10 g/L NaOH, 12 g/L H2O2)–(50 g/L silicone softener) |
| F | (14 g/L NaOH, 16 g/L H2O2)–(50 g/L silicone softener) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jalalah, M.; Khaliq, Z.; Ali, Z.; Ahmad, A.; Qadir, M.B.; Afzal, A.; Ashraf, U.; Faisal, M.; Alsaiari, M.; Irfan, M.; et al. Preliminary Studies on Conversion of Sugarcane Bagasse into Sustainable Fibers for Apparel Textiles. Sustainability 2022, 14, 16450. https://doi.org/10.3390/su142416450
Jalalah M, Khaliq Z, Ali Z, Ahmad A, Qadir MB, Afzal A, Ashraf U, Faisal M, Alsaiari M, Irfan M, et al. Preliminary Studies on Conversion of Sugarcane Bagasse into Sustainable Fibers for Apparel Textiles. Sustainability. 2022; 14(24):16450. https://doi.org/10.3390/su142416450
Chicago/Turabian StyleJalalah, Mohammed, Zubair Khaliq, Zulfiqar Ali, Adnan Ahmad, Muhammad Bilal Qadir, Ali Afzal, Umer Ashraf, M. Faisal, Mabkhoot Alsaiari, Muhammad Irfan, and et al. 2022. "Preliminary Studies on Conversion of Sugarcane Bagasse into Sustainable Fibers for Apparel Textiles" Sustainability 14, no. 24: 16450. https://doi.org/10.3390/su142416450
APA StyleJalalah, M., Khaliq, Z., Ali, Z., Ahmad, A., Qadir, M. B., Afzal, A., Ashraf, U., Faisal, M., Alsaiari, M., Irfan, M., Alsareii, S. A., & Harraz, F. A. (2022). Preliminary Studies on Conversion of Sugarcane Bagasse into Sustainable Fibers for Apparel Textiles. Sustainability, 14(24), 16450. https://doi.org/10.3390/su142416450