
Improvement of Rock Cutting Performance through Two-Pass Abrasive Waterjet Cutting



Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
4. Conclusions
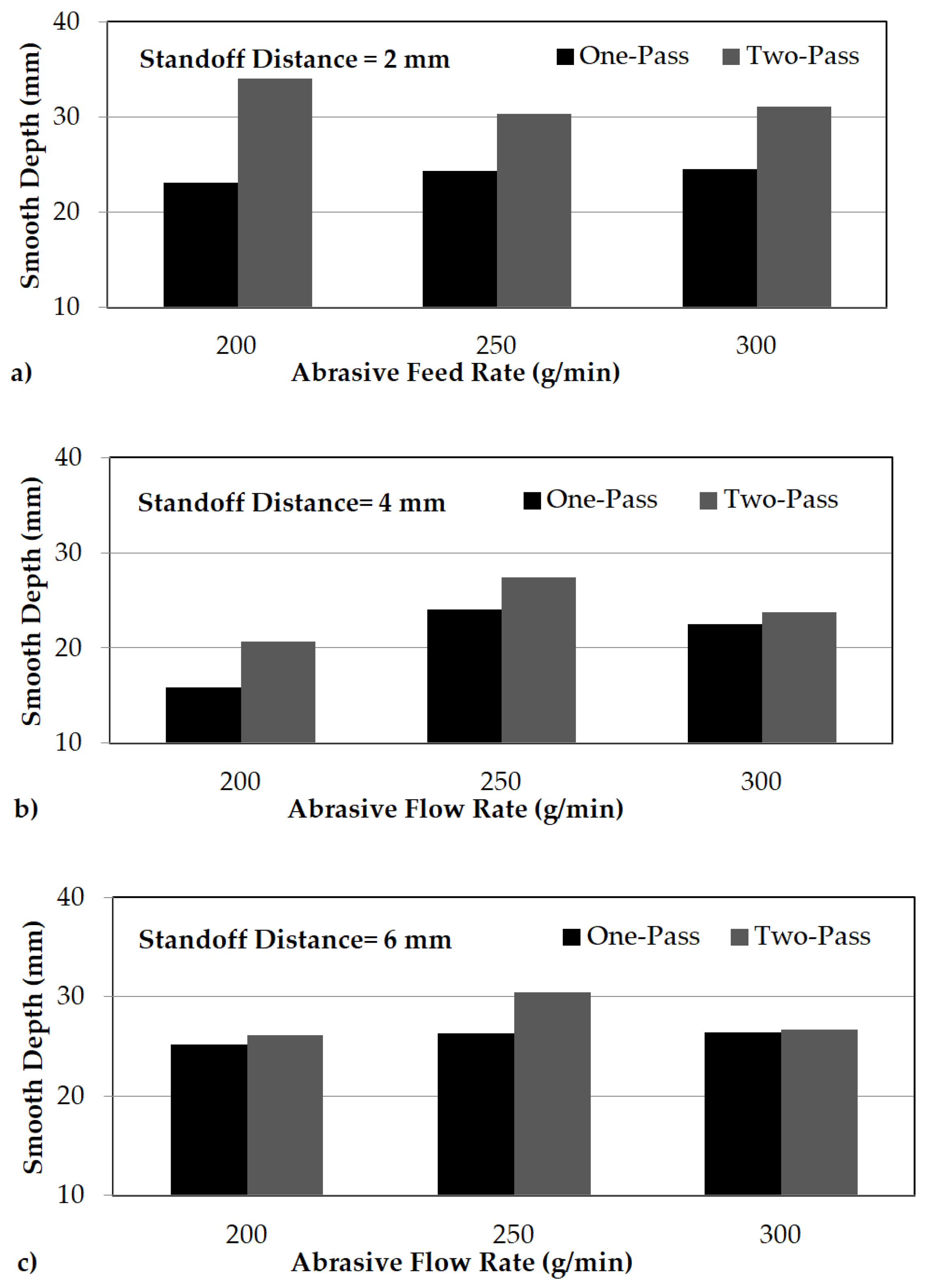
- It was determined that two-pass cutting at higher traverse speeds provides higher smooth depths than those obtained by one-pass cutting at lower traverse speeds in the same cutting time.
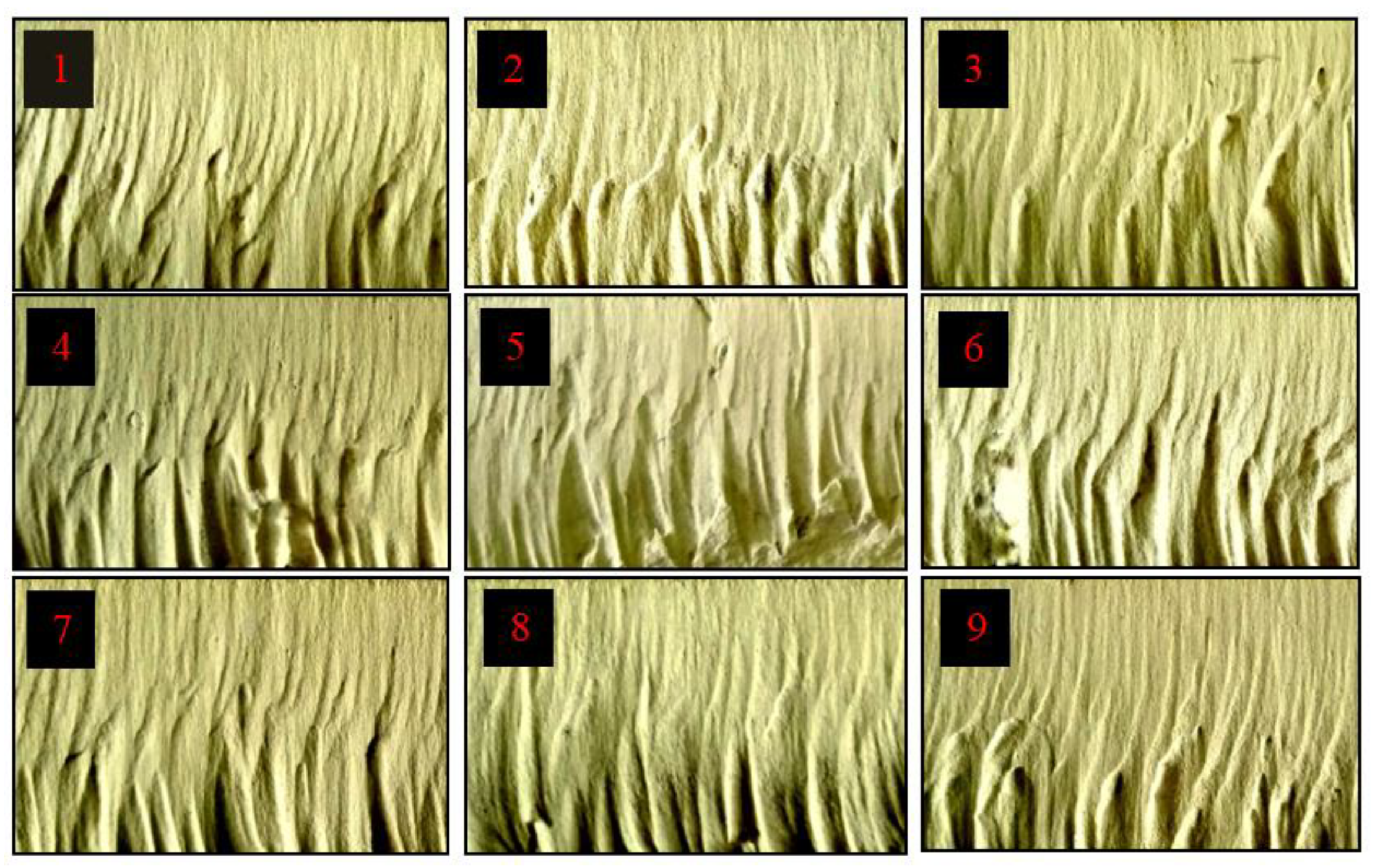
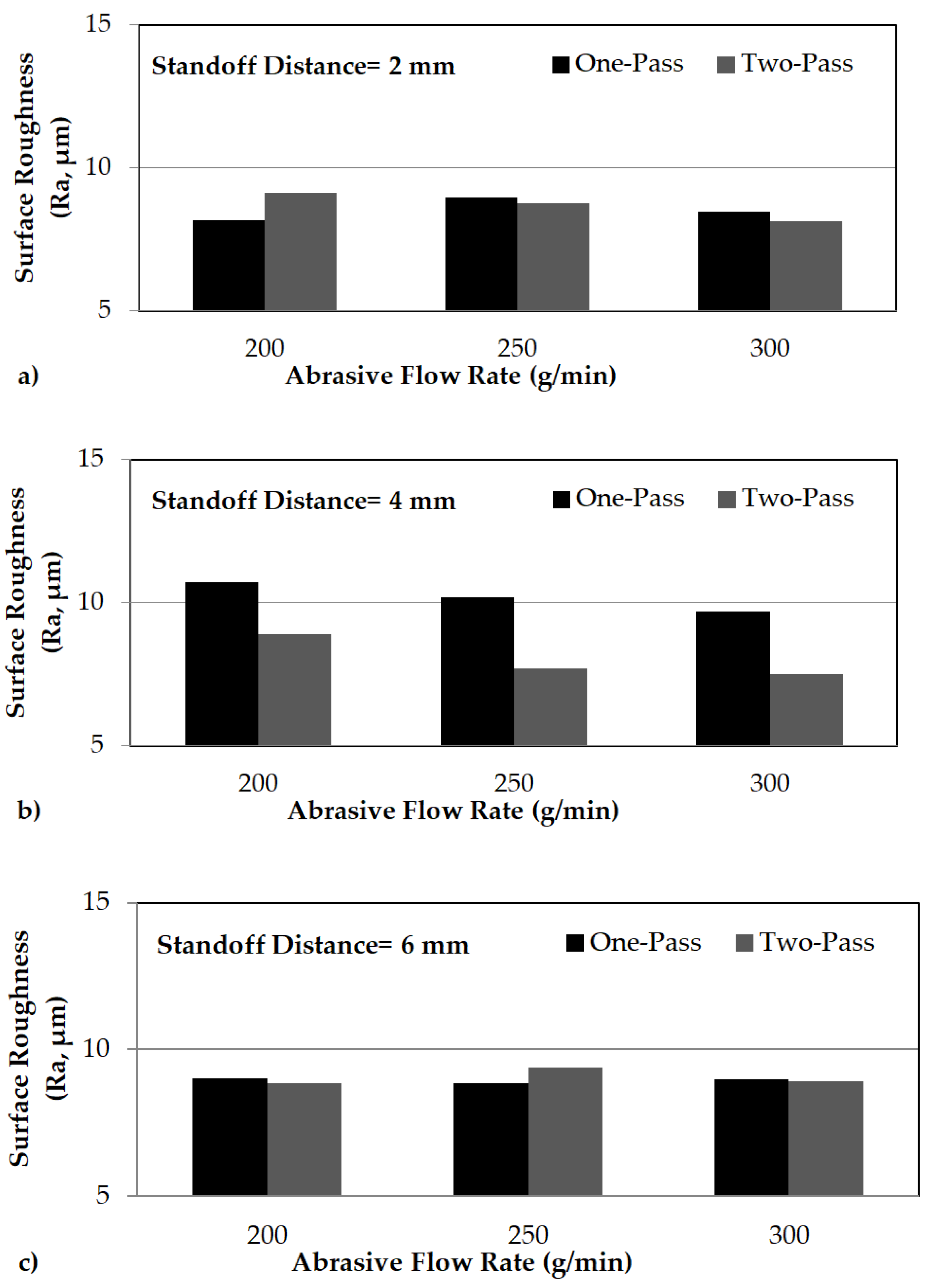
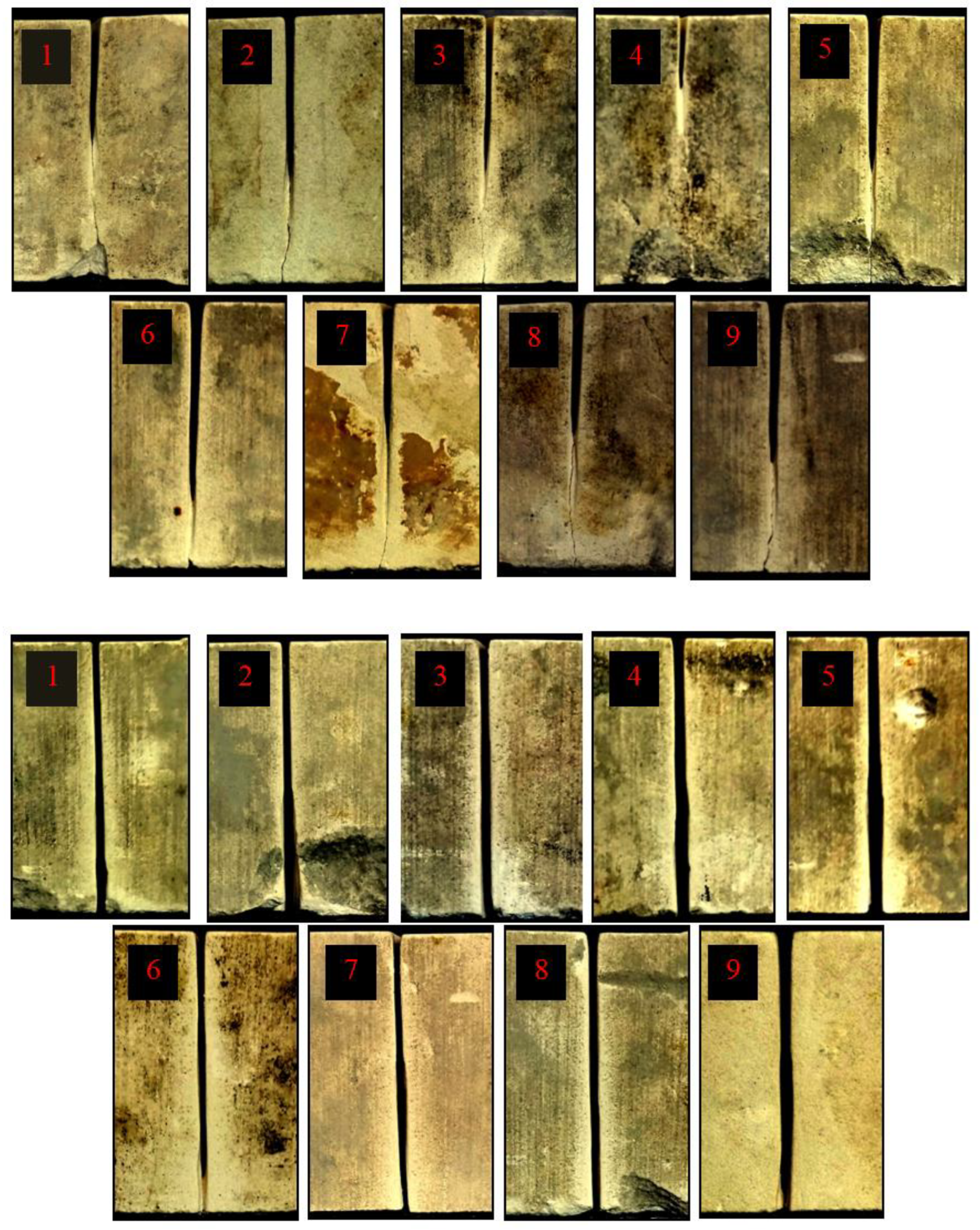
- It was revealed that two-pass cutting improves the surface quality by expanding the smooth zone and reducing the striation sizes. Additionally, it was observed that two-pass cutting improves the kerf profile.
- It was noted that multipass cutting would be able to reduce the cutting time which, in turn, decreases production costs.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Wang, J.; Guo, D.M. The cutting performance in multipass abrasive waterjet machining of industrial ceramics. J. Mater. Process. Technol. 2003, 133, 371–377. [Google Scholar] [CrossRef]
- Aydin, G.; Karakurt, I.; Aydiner, K. Investigation of the surface roughness of rocks sawn by diamond sawblades. Int. J. Rock Mech. Min. Sci. 2013, 61, 171–182. [Google Scholar] [CrossRef]
- Xu, S. Modelling the Cutting Process and Cutting Performance in Abrasive Waterjet Machining with Controlled Nozzle Oscillation. Ph.D. Thesis, Queensland University of Technology, School of Engineering Systems, Brisbane, Australia, 2005; 205p. [Google Scholar]
- Long, X.; Ruan, X.; Liua, Q.; Chen, Z.; Xue, S.; Wu, Z. Numerical investigation on the internal flow and the particle movement in the abrasive waterjet nozzle. Powder Technol. 2017, 314, 635–640. [Google Scholar] [CrossRef]
- Oh, T.; Cho, G. Energy loss from an abrasive waterjet for rock cutting. In Proceedings of the 2011 WJTA-IMCA Conference and Expo, Houston, Texas, 19–21 September 2011. [Google Scholar]
- Aydin, G.; Kaya, S.; Karakurt, I. Effect of abrasive type on marble cutting performance of abrasive waterjet. Arab. J. Geosci. 2019, 12, 357. [Google Scholar] [CrossRef]
- Karakurt, I.; Aydin, G.; Aydiner, K. An investigation on the kerf width in abrasive waterjet cutting of granitic rocks. Arab. J. Geosci. 2014, 7, 2923–2932. [Google Scholar] [CrossRef]
- Srinivasu, D.S.; Axinte, D.A.; Shipway, P.H.; Folkes, J. Influence of kinematic operating parameters on kerf geometry in abrasive waterjet machining of silicon carbide ceramics. Int. J. Mach. Tool Manuf. 2009, 49, 1077–1088. [Google Scholar] [CrossRef]
- Karakurt, I.; Aydın, G.; Aydıner, K. An experimental study on the cut depth of the granite in abrasive waterjet cutting. Mater. Manuf. Process. 2012, 27, 538–544. [Google Scholar] [CrossRef]
- Aydin, G.; Karakurt, I.; Aydiner, K. Performance of abrasive waterjet in granite cutting: Influence of the textural properties. J. Mater. Civil Eng. 2012, 24, 944–949. [Google Scholar] [CrossRef]
- Engin, I.C. A correlation for predicting the abrasive water jet cutting depth for natural stones. S. Afr. J. Sci. 2012, 108, 1–11. [Google Scholar] [CrossRef]
- Aydin, G.; Karakurt, I.; Aydiner, K. Prediction of cut depth of the granitic rocks machined by abrasive waterjet (AWJ). Rock Mech. Rock Eng. 2013, 46, 1223–1235. [Google Scholar] [CrossRef]
- Karakurt, I.; Aydin, G.; Aydiner, K. Analysis of the kerf angle of the granite machined by abrasive waterjet (AWJ). Indian J. Eng. Mater. Sci. 2011, 18, 435–442. [Google Scholar]
- Karakurt, I.; Aydin, G.; Aydiner, K. A machinability study of granite using abrasive waterjet cutting technology. Gazu Univ. J. Sci. 2010, 24, 143–151. [Google Scholar]
- Karakurt, İ.; Aydın, G.; Aydıner, K. A study on the prediction of kerf angle in abrasive waterjet machining of rocks. Proc. Inst. Mech. Eng. B J. Eng. Manuf. 2012, 226, 1489–1499. [Google Scholar] [CrossRef]
- Gupta, V.; Garg, P.M.; Batra, K.M.; Khanna, R. Analysis of kerf taper angle in abrasive water jet cutting of Makrana White marble. Asian J. Eng. Appl. Technol. 2013, 2, 35–39. [Google Scholar]
- Aydin, G.; Karakurt, I.; Aydiner, K. An investigation on the surface roughness of the granite machined by abrasive waterjet. Bull. Mater. Sci. 2011, 34, 985–992. [Google Scholar] [CrossRef]
- Mıynarczuk, M.; Skiba, M.; Sitek, L.; Hlavac, P.; Hlavacek, P.; Kozusnikova, A. The research into the quality of rock surfaces obtained by abrasive water jet cutting. Arch. Min. Sci. 2014, 59, 925–940. [Google Scholar] [CrossRef][Green Version]
- Dani, D.N.; Shah, H.N.; Prajapati, H.B. An experimental investigation of abrasive water jet machining on granite. Int. J. Innov. Res. Sci. Technol. 2016, 3, 26–31. [Google Scholar]
- Alsoufi, S.M.; Suker, K.D.; Alhazmi, W.M.; Azam, S. Influence of abrasive waterjet machining parameters on the surface texture quality of Carrara marble. J. Surf. Eng. Mater. Adv. Technol. 2017, 7, 25–37. [Google Scholar] [CrossRef][Green Version]
- Oh, T.; Cho, G. Characterization of effective parameters in abrasive waterjet rock cutting. Rock Mech. Rock Eng. 2014, 47, 745–756. [Google Scholar] [CrossRef]
- Arab, P.B. Rock Cutting by Abrasive Water Jet: An Energy Approach. Ph.D. Thesis, University of Sao Paulo, Sao Carlos, Brazil, 2017; 176p. [Google Scholar]
- Oh, T.; Cho, G. Rock cutting depth model based on kinetic energy of abrasive waterjet. Rock Mech. Rock Eng. 2016, 49, 1059–1072. [Google Scholar] [CrossRef]
- Aydin, G. Recycling of abrasives in abrasive water jet cutting with different types of granite. Arab. J. Geosci. 2014, 7, 4425–4435. [Google Scholar] [CrossRef]
- Aydin, G. Performance of recycling abrasives in rock cutting by abrasive waterjet. J. Cent. South Univ. 2015, 22, 1055–1061. [Google Scholar] [CrossRef]
- Khan, A.A.; Haque, M.M. Performance of different abrasive materials during abrasive water jet machining of glass. J. Mater. Process. Technol. 2007, 191, 404–407. [Google Scholar] [CrossRef]
- Aydin, G.; Kaya, S.; Karakurt, I. Utilization of solid-cutting waste of granite as an alternative abrasive in abrasive waterjet cutting of marble. J. Clean Prod. 2017, 159, 241–247. [Google Scholar] [CrossRef]
- Aydin, G.; Karakurt, I.; Hamzacebi, C. Artificial neural network and regression models for performance prediction of abrasive waterjet in rock cutting. Int. J. Adv. Manuf. Technol. 2014, 75, 1321–1330. [Google Scholar] [CrossRef]
- Haghbin, N.; Spelt, J.K.; Papini, M. Abrasive waterjet micro-machining of channels in metals: Model to predict high aspect-ratio channel profiles for submerged and unsubmerged machining. J. Mater. Process. Technol. 2015, 222, 399–409. [Google Scholar] [CrossRef]
- Azhari, A.; Schindler, C.; Godard, C.; Gibmeier, J.; Kerscher, E. Effect of multiple passes treatment in waterjet peening on fatigue performance. Appl. Surf. Sci. 2016, 388, 468–474. [Google Scholar] [CrossRef]
- Miao, X.; Qiang, Z.; Wu, M.; Song, L.; Ye, F. The optimal cutting times of multipass abrasive water jet cutting. Int. J. Adv. Manuf. Technol. 2018, 97, 1779–1786. [Google Scholar] [CrossRef]
- Karmiris-Obratański, P.; Karkalos, N.E.; Kudelski, R.; Papazoglou, E.L.; Markopoulos, A.P. On the effect of multiple passes on kerf characteristics and efficiency of abrasive waterjet cutting. Metals 2021, 11, 74. [Google Scholar] [CrossRef]
- Wang, J. The effect of jet impact angle on the cutting performance in AWJ machining of alumina ceramics. Key Eng. Mater. 2003, 238–239, 117–122. [Google Scholar] [CrossRef]
- Wang, J. Depth of cut models for multipass abrasive waterjet cutting of alumina ceramics with nozzle oscillation. Front. Mech. Eng. China 2010, 5, 19–32. [Google Scholar] [CrossRef]
- Wang, J.; Zhong, Y. Enhancing the depth of cut in abrasive waterjet cutting of alumina ceramics by using multipass cutting with nozzle oscillation. Mach. Sci. Technol. 2009, 13, 76–91. [Google Scholar] [CrossRef]
- Liu, H. A Study of the Cutting Performance in Abrasive Waterjet Contouring of Alumina Ceramics and Associated Jet Dynamic Characteristics. Ph.D. Thesis, School of Mechanical, Manufacturing and Medical Engineering, Queensland University of Technology, Brisbane, Australia, 2004; 250p. [Google Scholar]
- Xiao, S.; Wang, P.; Gao, H.; Soulat, D. A study of abrasive waterjet multi-pass cutting on kerf quality of carbon fiber-reinforced plastics. Int. J. Adv. Manuf. Technol. 2019, 105, 4527–4537. [Google Scholar] [CrossRef]
- ISRM. The Complete ISRM Suggested Methods for Rock Characterization, Testing and Monitoring: 1974–2006; Ulusay, R., Hudson, J.A., Eds.; ISRM: Salzburg, Austria, 2007. [Google Scholar]
- Miranda, M.R.; Lousa, P.; Miranda, M.J.A.; Kim, T. Abrasive waterjet cutting of Portuguese Marbles. In Proceedings of the 7th American Water jet Conference, Seattle, WA, USA, 28–31 August 1993; pp. 443–457. [Google Scholar]
- Huang, Z.C.; Hou, G.R.; Wang, J.; Feng, X.Y. The effect of high pressure abrasive water jet cutting parameters on cutting performance of granite. Key Eng. Mater. 2006, 304–305, 560–564. [Google Scholar] [CrossRef]
- Hlavac, L.M.; Hlavacova, I.M.; Gembalova, L.; Kalicinsky, J.; Fabian, S. Experimental method for the investigation of the abrasive water jet cutting quality. J. Mater. Process. Technol. 2009, 209, 6190–6195. [Google Scholar] [CrossRef]
- Hashish, M. A modeling study of metal cutting with abrasive waterjets. J. Eng. Mater. Technol. 1984, 106, 88–100. [Google Scholar] [CrossRef]
- Aswathy, K.; Govindan, P. Modeling of abrasive water jet machining process. Int. J. Recent Adv. Mech. Eng. 2015, 4, 59–71. [Google Scholar]
- Cha, Y.; Oh, T.M.; Hwang, H.J.; Cho, G.C. Simple approach for evaluation of abrasive mixing efficiency for abrasive waterjet rock cutting. Appl. Sci. 2021, 11, 1543. [Google Scholar] [CrossRef]
- Hlavac, L.M. Revised Model of Abrasive Water Jet Cutting for Industrial Use. Materials 2021, 14, 4032. [Google Scholar] [CrossRef]
- Perec, A.; Radomska-Zalas, A.; Fajdek-Bieda, A. Experimental research into marble cutting by abrasive water jet. Mech. Eng. 2022, 20, 145–156. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | Values |
|---|---|
| Water Absorption Capacity (% Weight) | 4.31 |
| Effective Water Absorption (%) | 4.07 |
| Natural Water Content (%) | 0.07 |
| Saturation Percentage (%) | 1.47 |
| Gravity (g/cm3) | 2.30 |
| Mineral Grain Density (g/cm3) | 2.55 |
| Total Porosity (%) | 9.90 |
| Void Ratio (%) | 11.00 |
| Ultrasonic Velocity (m/s) | 4379 |
| Digital Schmidt Hardness (Q) | 64.70 |
| Classic Schmidt Hardness (R) | 47.25 |
| Mohs Hardness | 3 |
| Uniaxial Compressive Strength (MPa) | 52.39 |
| Cohesion (MPa) | 21.86 |
| Angle of Internal Friction (degree) | 69.20 |
| Indirect Tensile Strength (MPa) | 6.59 |
| Point Load Strength (MPa) | 3.50 |
| Cutting Condition | Values |
|---|---|
| Abrasive Size (mesh) | 80 |
| Abrasive Type | Garnet |
| Nozzle Diameter (mm) | 1.1 |
| Nozzle Length (mm) | 75 |
| Orifice Diameter (mm) | 0.33 |
| Nozzle Inclination (degree) | 90 |
| Water Pressure (MPa) | 200 |
| Standoff Distance (mm) | 2, 4, 6 |
| Abrasive Feed Rate (g/min) | 200, 250, 300 |
| Traverse Speed (mm/min) | 60, 120 |
| Number of Pass | 1,2 |
| Experiment No. | Standoff Distance (mm) | Abrasive Feed Rate (g/min) | Smooth Depth (mm) | |
|---|---|---|---|---|
| One-Pass Cutting | Two-Pass Cutting | |||
| 1 | 2 | 200 | 23.11 | 34.03 |
| 2 | 2 | 250 | 24.37 | 30.29 |
| 3 | 2 | 300 | 24.52 | 31.11 |
| 4 | 4 | 200 | 15.84 | 20.69 |
| 5 | 4 | 250 | 24.04 | 27.41 |
| 6 | 4 | 300 | 22.50 | 23.77 |
| 7 | 6 | 200 | 25.20 | 26.12 |
| 8 | 6 | 250 | 26.30 | 30.44 |
| 9 | 6 | 300 | 26.43 | 26.64 |
| Experiment No. | Standoff Distance (mm) | Abrasive Feed Rate (g/min) | Surface Roughness (Ra, μm) | |
|---|---|---|---|---|
| One-Pass Cutting | Two-Pass Cutting | |||
| 1 | 2 | 200 | 8.18 | 9.14 |
| 2 | 2 | 250 | 8.95 | 8.77 |
| 3 | 2 | 300 | 8.47 | 8.15 |
| 4 | 4 | 200 | 10.70 | 8.91 |
| 5 | 4 | 250 | 10.20 | 7.69 |
| 6 | 4 | 300 | 9.71 | 7.51 |
| 7 | 6 | 200 | 9.01 | 8.84 |
| 8 | 6 | 250 | 8.86 | 9.39 |
| 9 | 6 | 300 | 8.98 | 8.93 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Aydin, G.; Karakurt, I.; Amiri, M.R.; Kaya, S. Improvement of Rock Cutting Performance through Two-Pass Abrasive Waterjet Cutting. Sustainability 2022, 14, 12704. https://doi.org/10.3390/su141912704
Aydin G, Karakurt I, Amiri MR, Kaya S. Improvement of Rock Cutting Performance through Two-Pass Abrasive Waterjet Cutting. Sustainability. 2022; 14(19):12704. https://doi.org/10.3390/su141912704
Chicago/Turabian StyleAydin, Gokhan, Izzet Karakurt, Mohammad Reza Amiri, and Serkan Kaya. 2022. "Improvement of Rock Cutting Performance through Two-Pass Abrasive Waterjet Cutting" Sustainability 14, no. 19: 12704. https://doi.org/10.3390/su141912704
APA StyleAydin, G., Karakurt, I., Amiri, M. R., & Kaya, S. (2022). Improvement of Rock Cutting Performance through Two-Pass Abrasive Waterjet Cutting. Sustainability, 14(19), 12704. https://doi.org/10.3390/su141912704