
An Improved Mayfly Method to Solve Distributed Flexible Job Shop Scheduling Problem under Dual Resource Constraints

 , , ,
, , ,  and
and 
Abstract
:1. Introduction
2. DFJSPD Modeling
2.1. DFJSPD Problem Description
2.2. Mathematical Modeling
3. Improved Mayfly Algorithm for DFJSPD Model
3.1. Design of Improved Mayfly Algorithm
| Algorithm 1. The pseudo code of the improved mayfly algorithm |
| Generate randomly the positions and velocities of male mayflies and Generate randomly the positions and velocities of female mayflies and Objective function ; makespan at is determined by Discretize the positions of mayflies to process code OC Mixed initialization of machine code MC and worker code WC based on OC Decode and evaluate objective values of all mayflies While t < max iteration For //all male mayflies If // is the optimal position in the population Update the position and velocity of male mayflies based on and // is its own historical optimal position Else Random wedding dance mode End if Discretize the positions of male mayflies to three-layer codes Decode and evaluate male mayflies objective values End for Update For = 1: //all female mayflies If > female mayfly flies towards male mayfly Else female mayfly flies randomly End if Discretize the positions of male mayflies to three-layer codes Decode and evaluate male mayflies objective values End for For = 1: Generate offspring mayfly by male mayfly and female mayfly crossing offspring mayfly mutation End for Merge offspring and parent mayflies Decode and evaluate all mayflies objective values Select male and female populations for next generation t = t + 1 End while |
3.2. Discrete Mapping of Mayfly
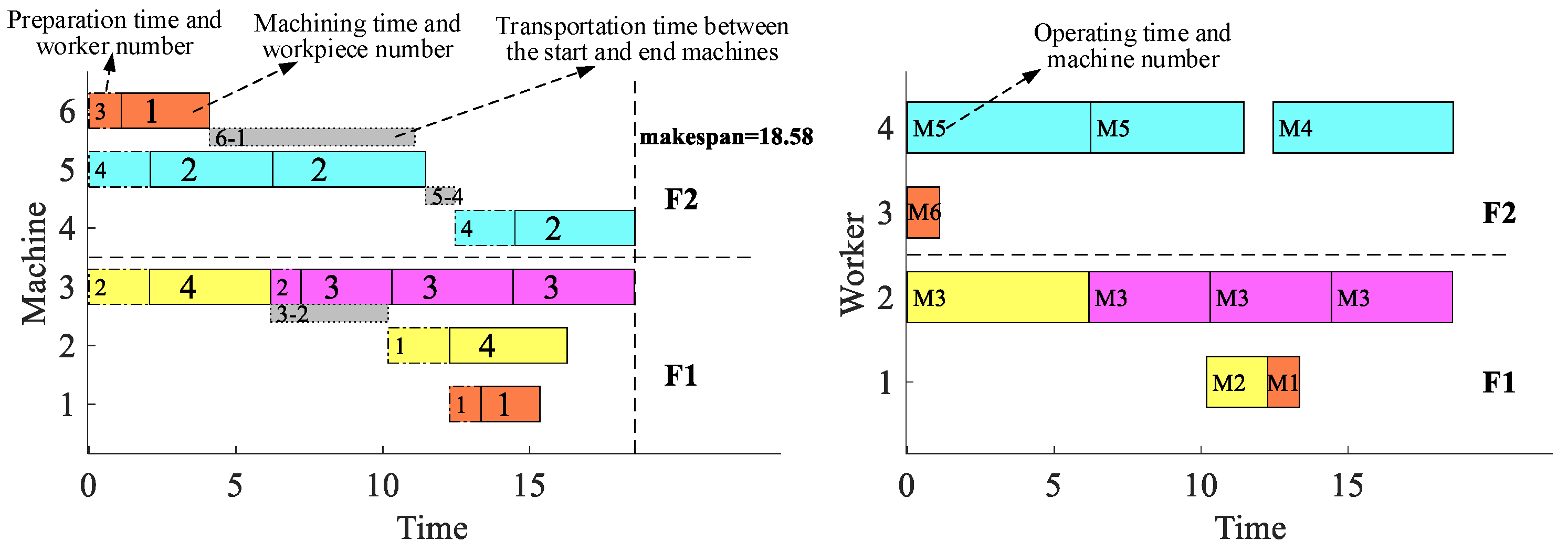
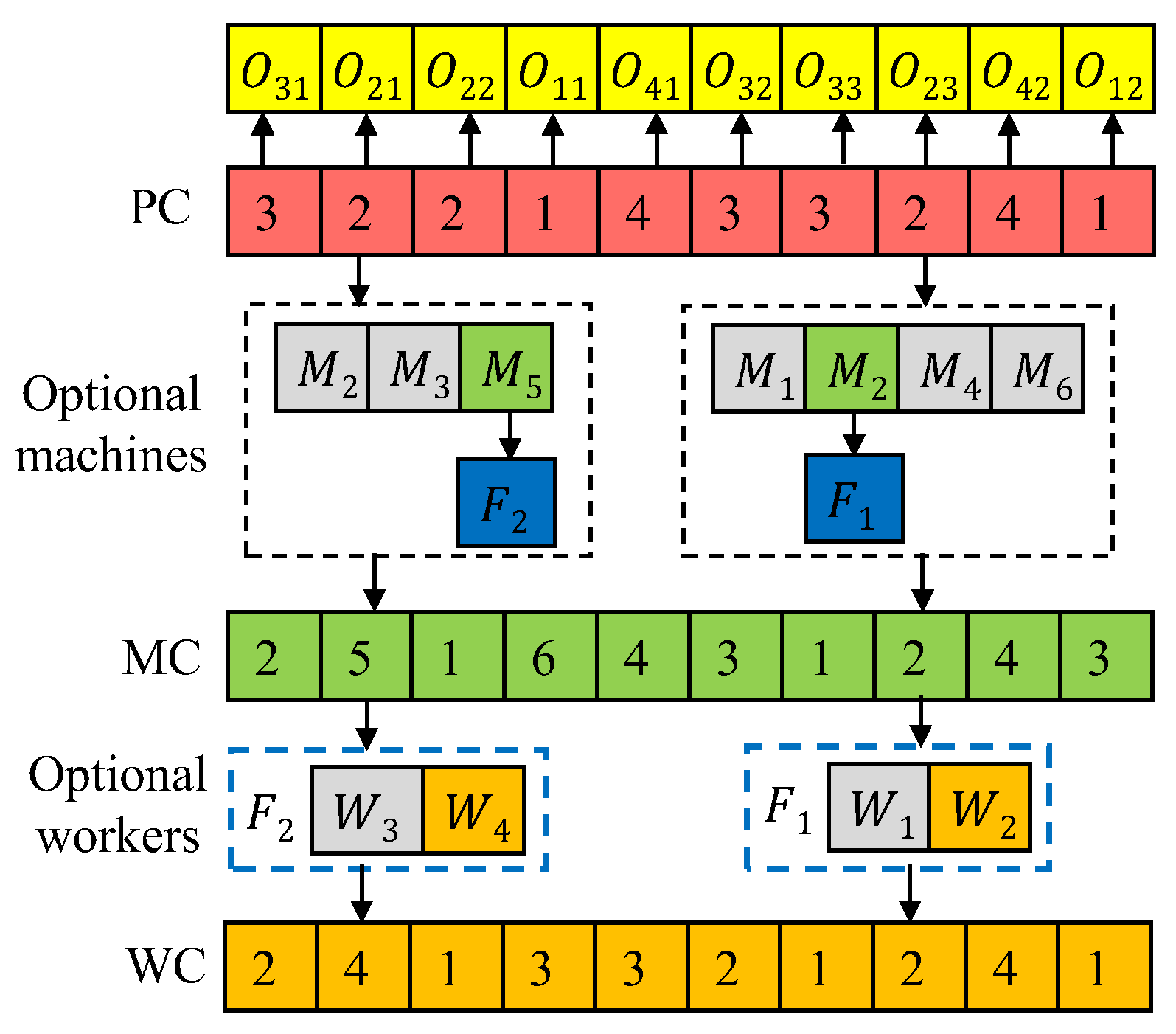
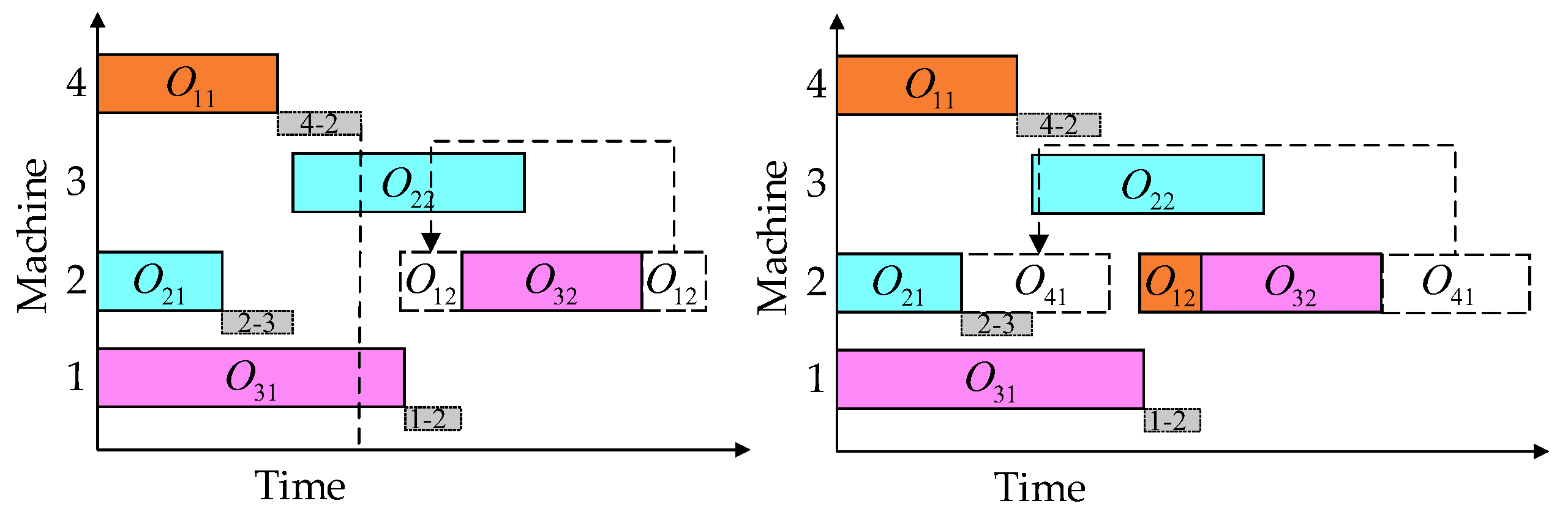
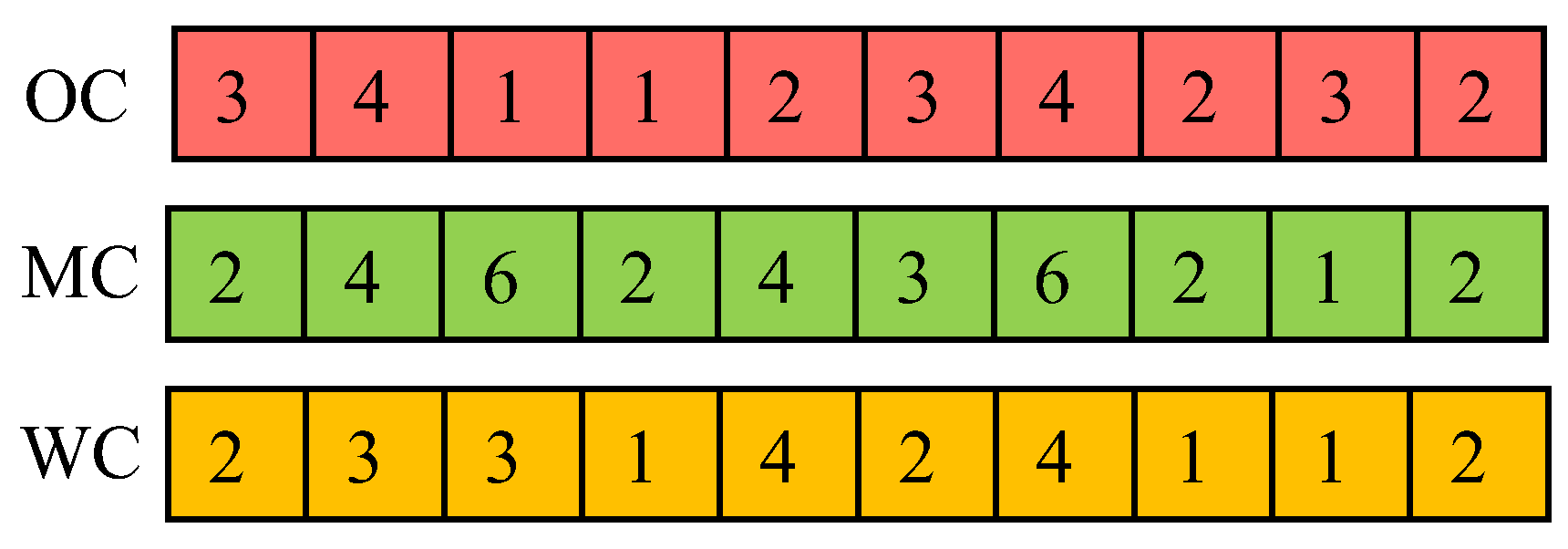
3.3. Coding and Decoding
| Algorithm 2. Pseudo code of the active time window decoding algorithm. |
| TO←Total processes for o = 1: TO = OC(o), = MC(o), == WC(o) ←the idle time windows of ←the idle time windows of // and indicates the start and end time of the idle time window If == 1 ; Else ; End if If == 1 im←total available idle time windows of ←the th available idle time window of ←the th available idle time window of For = 1:im If == ; ; Else = find () If > Else End if Else if End for If Else End if Else it←total for = 1:it = find () If == ; ; ; Else ; ; End if If && break Else break End if End for End if Update and End for o |
3.4. Mixed Initialization
3.5. Updating of Mayfly
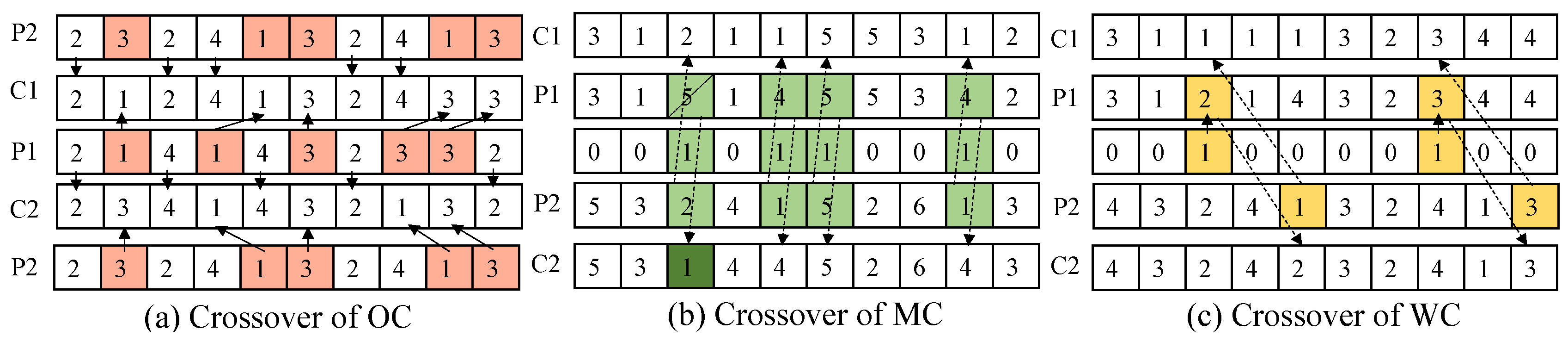
3.6. Crossover and Mutation Operators
4. Experiment and Analysis
4.1. Testing Instances and Parameter Setting
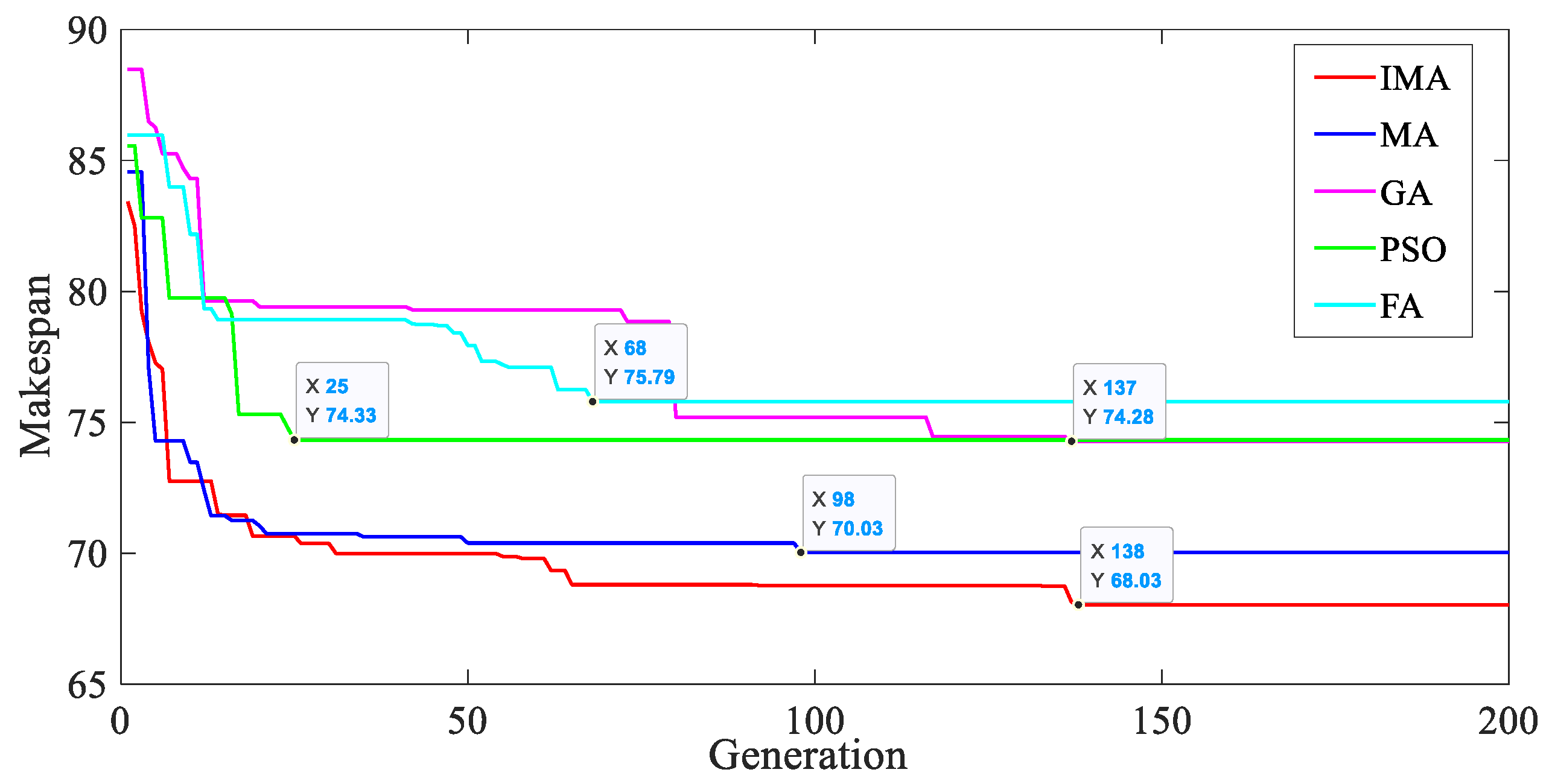
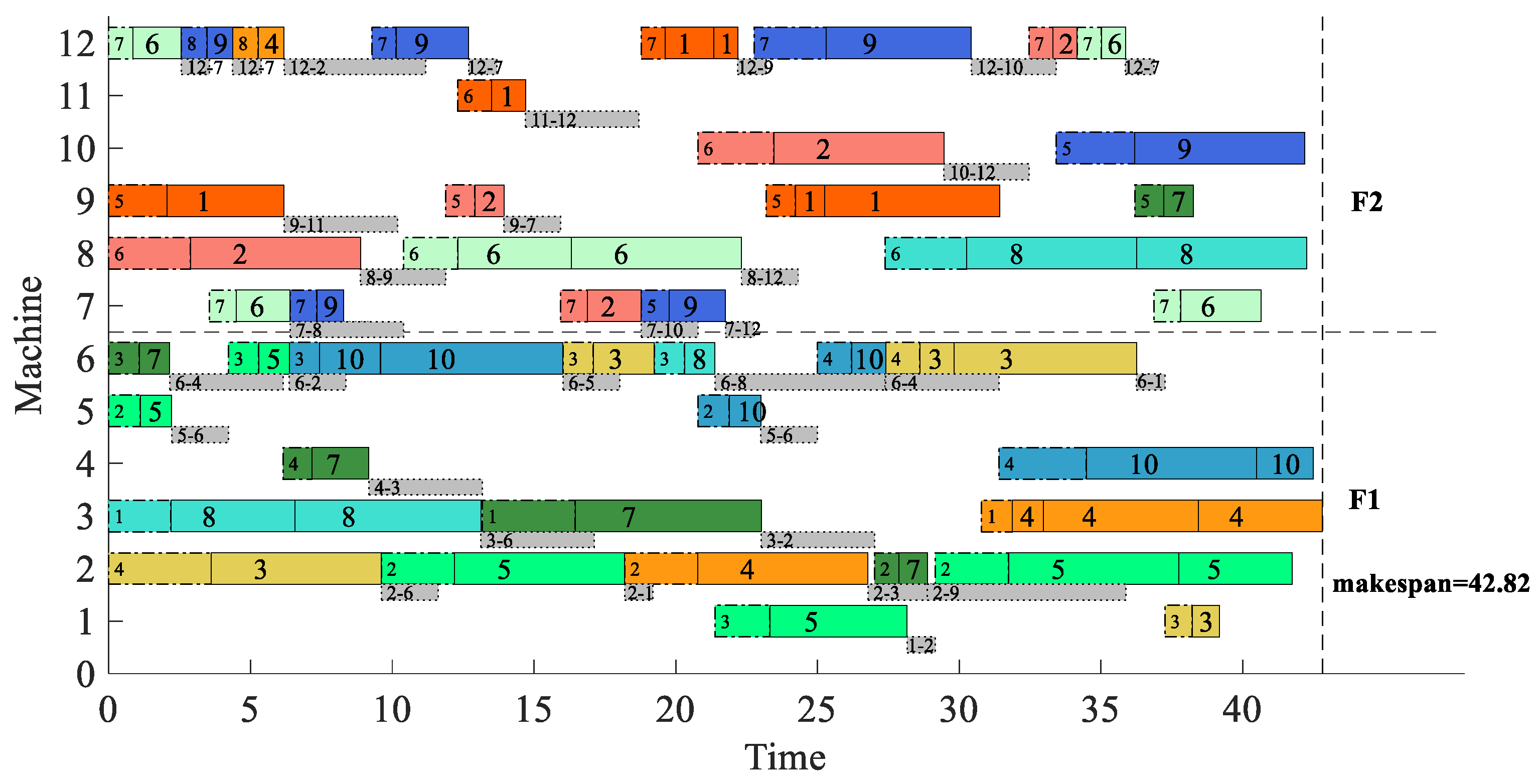
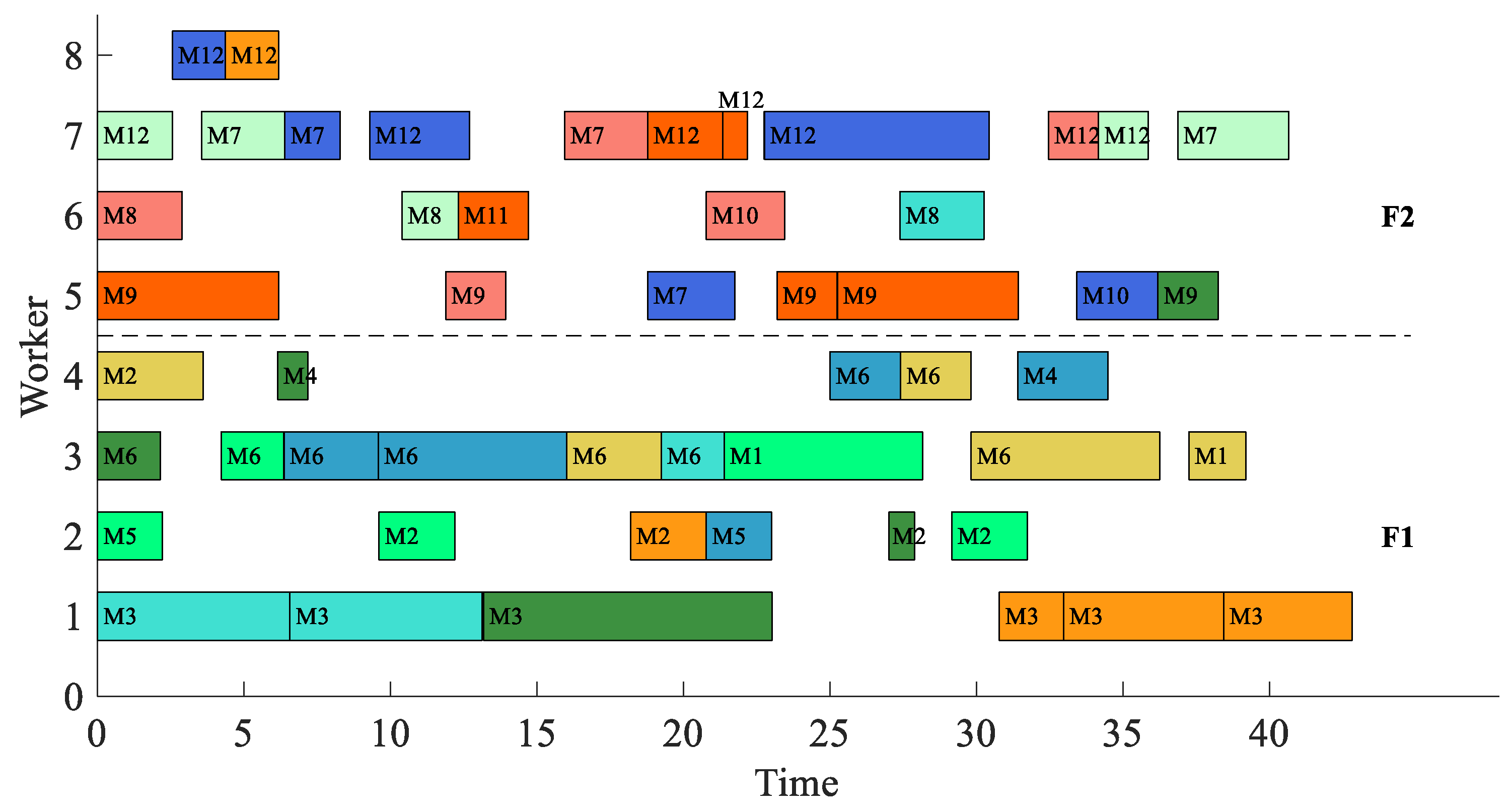
4.2. Results Analysis
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Viana, M.S.; Contreras, R.C.; Morandin Junior, O. A New Frequency Analysis Operator for Population Improvement in Genetic Algorithms to Solve the Job Shop Scheduling Problem. Sensors 2022, 22, 4561. [Google Scholar] [CrossRef] [PubMed]
- Wang, K. Migration strategy of cloud collaborative computing for delay-sensitive industrial IoT applications in the context of intelligent manufacturing. Comput. Commun. 2020, 150, 413–420. [Google Scholar] [CrossRef]
- Zhou, L.; Jiang, Z.; Geng, N.; Niu, Y.; Cui, F.; Liu, K.; Qi, N. Production and operations management for intelligent manufacturing: A systematic literature review. Int. J. Prod. Res. 2022, 60, 808–846. [Google Scholar] [CrossRef]
- Jiang, Z.; Yuan, S.; Ma, J.; Wang, Q. The evolution of production scheduling from Industry 3.0 through Industry 4.0. Int. J. Prod. Res. 2021, 60, 3534–3554. [Google Scholar] [CrossRef]
- Huang, J.; Chang, Q.; Arinez, J. Distributed Production Scheduling for Multi-Product Flexible Production Lines. In Proceedings of the 16th International Conference on Automation Science and Engineering (CASE), Hong Kong, 20–21 August 2020; pp. 1473–1478. [Google Scholar]
- Shao, W.; Shao, Z.; Pi, D. Modeling and multi-neighborhood iterated greedy algorithm for distributed hybrid flow shop scheduling problem. Knowl.-Based Syst. 2020, 194, 105527. [Google Scholar] [CrossRef]
- De Giovanni, L.; Pezzella, F. An improved genetic algorithm for the distributed and flexible job-shop scheduling problem. Eur. J. Oper. Res. 2010, 200, 395–408. [Google Scholar] [CrossRef]
- Ziaee, M. A heuristic algorithm for the distributed and flexible job-shop scheduling problem. J. Supercomput. 2014, 67, 69–83. [Google Scholar] [CrossRef]
- Sang, Y.; Tan, J. Intelligent factory many-objective distributed flexible job shop collaborative scheduling method. Comput. Ind. Eng. 2022, 164, 107884. [Google Scholar] [CrossRef]
- Xu, W.; Hu, Y.; Luo, W.; Wang, L.; Wu, R. A multi-objective scheduling method for distributed and flexible job shop based on hybrid genetic algorithm and tabu search considering operation outsourcing and carbon emission. Comput. Ind. Eng. 2021, 157, 107318. [Google Scholar] [CrossRef]
- Meng, L.; Zhang, C.; Ren, Y.; Zhang, B.; Lv, C. Mixed-integer linear programming and constraint programming formulations for solving distributed flexible job shop scheduling problem. Comput. Ind. Eng. 2020, 142, 106347. [Google Scholar] [CrossRef]
- Luo, Q.; Deng, Q.; Gong, G.; Zhang, L.; Han, W.; Li, K. An efficient memetic algorithm for distributed flexible job shop scheduling problem with transfers. Expert Syst. Appl. 2020, 160, 113721. [Google Scholar] [CrossRef]
- Gong, G.; Chiong, R.; Deng, Q.; Luo, Q. A memetic algorithm for multi-objective distributed production scheduling: Minimizing the makespan and total energy consumption. J. Intell. Manuf. 2020, 31, 1443–1466. [Google Scholar] [CrossRef]
- Du, Y.; Li, J.-Q.; Luo, C.; Meng, L.-L. A hybrid estimation of distribution algorithm for distributed flexible job shop scheduling with crane transportations. Swarm Evol. Comput. 2021, 62, 100861. [Google Scholar] [CrossRef]
- Meng, L.; Zhang, C.; Zhang, B.; Ren, Y. Mathematical Modeling and Optimization of Energy-conscious Flexible Job Shop Scheduling Problem with Worker Flexibility. IEEE Access 2019, 7, 68043–68059. [Google Scholar] [CrossRef]
- Obimuyiwa, D. Solving Flexible Job Shop Scheduling Problem in the Presence of Limited Number of Skilled Cross-Trained Setup Operators. Ph.D. Thesis, University of Guelph, Guelph, Canada, 2020. [Google Scholar]
- Gong, G.; Chiong, R.; Deng, Q.; Gong, X. A hybrid artificial bee colony algorithm for flexible job shop scheduling with worker flexibility. Int. J. Prod. Res. 2020, 58, 4406–4420. [Google Scholar] [CrossRef]
- Zhang, S.; Du, H.; Borucki, S.; Jin, S.; Hou, T.; Li, Z. Dual resource constrained flexible job shop scheduling based on improved quantum genetic algorithm. Machines 2021, 9, 108. [Google Scholar] [CrossRef]
- Zervoudakis, K.; Tsafarak, S. A mayfly optimization algorithm. Comput. Ind. Eng. 2020, 145, 106559. [Google Scholar] [CrossRef]
- Zarrouk, R.; Bennour, I.E.; Jemai, A. A two-level particle swarm optimization algorithm for the flexible job shop scheduling problem. Swarm Intell. 2019, 13, 145–168. [Google Scholar] [CrossRef]
- Nayak, S.; Sood, A.K.; Pandey, A. Integrated Approach for Flexible Job Shop Scheduling Using Multi-objective Genetic Algorithm. In Advances in Mechanical and Materials Technology; Springer: Singapore, 2022; pp. 387–395. [Google Scholar]
- Miller-Todd, J.; Steinhöfel, K.; Veenstra, P. Firefly-inspired algorithm for job shop scheduling. In Adventures between Lower Bounds and Higher Altitudes; Springer: Cham, Switzerland, 2018; pp. 423–433. [Google Scholar]
- Gupta, J.; Nijhawan, P.; Ganguli, S. Parameter estimation of fuel cell using chaotic Mayflies optimization algorithm. Adv. Theory Simul. 2021, 4, 2100183. [Google Scholar] [CrossRef]
- Mo, S.; Ye, Q.; Jiang, K.; Mo, X.; Shen, G. An improved MPPT method for photovoltaic systems based on mayfly optimization algorithm. Energy Rep. 2022, 8, 141–150. [Google Scholar] [CrossRef]
- Xie, X.; Zheng, J.; Feng, M.; He, S.; Lin, Z. Multi-Objective Mayfly Optimization Algorithm Based on Dimensional Swap Variation for RFID Network Planning. IEEE Sens. J. 2022, 22, 7311–7323. [Google Scholar] [CrossRef]
- Wu, R.; Li, Y.; Guo, S.; Xu, W. Solving the dual-resource constrained flexible job shop scheduling problem with learning effect by a hybrid genetic algorithm. Adv. Mech. Eng. 2018, 10, 1687814018804096. [Google Scholar] [CrossRef]
- Brandimarte, P. Routing and scheduling in a flexible job shop by tabu search. Ann. Oper. Res. 1993, 41, 157–183. [Google Scholar] [CrossRef]
- Lei, D.; Guo, X. Variable neighbourhood search for dual-resource constrained flexible job shop scheduling. Int. J. Prod. Res. 2014, 52, 2519–2529. [Google Scholar] [CrossRef]
- Zheng, X.L.; Wang, L. A knowledge-guided fruit fly optimization algorithm for dual resource constrained flexible job-shop scheduling problem. Int. J. Prod. Res. 2016, 54, 5554–5566. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Workpiece | Process | Workpiece | Process | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1/3 | 2/5 | - | 2/4 | - | 1/3 | - | 2/4 | 1/3 | 2/5 | - | 3/7 | ||||
| 1/2 | - | 2/4 | 2/4 | 1/3 | - | 3/6 | - | 2/4 | - | 1/3 | 2/4 | ||||
| - | 2/5 | 3/7 | - | 2/4 | - | 1/3 | 2/5 | 2/4 | 2/5 | - | 3/7 | ||||
| 1/3 | - | 1/3 | 2/4 | 2/5 | - | - | 3/7 | 2/4 | 2/5 | 3/6 | 3/7 | ||||
| 3/7 | 2/5 | - | 2/4 | - | 3/6 | 3/6 | 2/4 | - | 2/5 | 3/7 | - | ||||
| Notation | Description | Notation | Description |
|---|---|---|---|
| index of workpieces | index of machines | ||
| index of processes | index of workers | ||
| the front process of process on the machine | |||
| basic machining time of process on machine | |||
| basic preparation time of process on machine | |||
| efficiency of worker operating machine | |||
| actual processing time of process by worker operating machine | |||
| starting time of process processed by worker operating machine | |||
| completion time of process processed by worker operating machine | |||
| completion times of factory and workpiece | |||
| transportation time between machines and | |||
| 1, if process is processed by worker operating the machine ; 0, otherwise | |||
| 1, if and , that is the front process the machine where process is located, is the front process of the same workpiece; 0, otherwise | |||
| 1, workpiece is transported between machines and ; 0, otherwise | |||
| 1, machine is CNC-machine; 0, otherwise | |||
| Index | OC | ||||||
|---|---|---|---|---|---|---|---|
| 1 | 0.2580 | 0.0402 | 7 | 3 | 1 | 1 | 3 |
| 2 | 0.6934 | 0.0613 | 11 | 4 | 1 | 1 | 4 |
| 3 | 0.0977 | 0.0977 | 3 | 1 | 1 | 1 | 1 |
| 4 | 0.6920 | 0.2580 | 1 | 1 | 2 | 2 | 1 |
| 5 | 0.5983 | 0.5983 | 5 | 2 | 1 | 1 | 2 |
| 6 | 0.7139 | 0.6301 | 8 | 3 | 2 | 2 | 3 |
| 7 | 0.0402 | 0.6919 | 10 | 4 | 2 | 2 | 4 |
| 8 | 0.6301 | 0.6920 | 4 | 2 | 2 | 2 | 2 |
| 9 | 0.7003 | 0.6934 | 2 | 1 | 3 | 0 | |
| 10 | 0.6919 | 0.7003 | 9 | 3 | 3 | 3 | 3 |
| 11 | 0.0613 | 0.7139 | 6 | 2 | 3 | 3 | 2 |
| 12 | 0.9185 | 0.9185 | 12 | 4 | 3 | 0 |
| Isomorphism Factories Instance | Scale | CNC Machines | Isomerism Factories Instance | Scale | CNC Machines |
|---|---|---|---|---|---|
| SMk01 | 10 × (6 × 4) × 2 | 2,4,8,10 | DMk01 | 10 × (3 × 2) × 2 | 2,4 |
| SMk02 | 10 × (6 × 4) × 2 | 2,4,8,10 | DMk02 | 10 × (3 × 2) × 2 | 2,4 |
| SMk03 | 15 × (8 × 6) × 2 | 1,8,9,16 | DMk03 | 15 × (4 × 3) × 2 | 1,8 |
| SMk04 | 15 × (8 × 6) × 2 | 1,3,9,11 | DMk04 | 15 × (4 × 3) × 2 | 1,3 |
| SMk05 | 15 × (4 × 3) × 2 | 3,7 | DMk05 | 15 × (2 × 2) × 2 | 3 |
| SMk06 | 10 × (15 × 8) × 2 | 2,3,4,7,17,18,19,22 | DMk06 | 10 × ((8 × 4) + (7 × 4)) | 2,3,4,7 |
| SMk07 | 20 × (5 × 4) × 2 | 2,7 | DMk07 | 20 × ((3 × 2) + (2 × 2)) | 2 |
| SMk08 | 20 × (10 × 6) × 2 | 1,3,10,11,13,20 | DMk08 | 20 × (5 × 3) × 2 | 1,3,10 |
| SMk09 | 20 × (10 × 6) × 2 | 2,4,8,12,14,18 | DMk09 | 20 × (5 × 3) × 2 | 2,4,8 |
| SMk10 | 20 × (15 × 8) × 2 | 2,3,7,10,17,18,22,25 | DMk10 | 20 × ((8 × 4) + (7 × 4)) | 2,3,7,10 |
| Algorithm | Population Scale | Number of Iterations | Other Parameters |
|---|---|---|---|
| IMA | female: 50, male: 50 | 200 | |
| MA | female: 50, male: 50 | 200 | |
| GA | 100 | 200 | crossover rate 0.8, mutation rate 0.05 |
| PSO | 100 | 200 | inertia weight , learning factor |
| FA | 100 | 200 | attractiveness of firefly , light absorption coefficient , random parameter |
| IMA | MA | GA | PSO | FA | ||||||
|---|---|---|---|---|---|---|---|---|---|---|
| SMk01 | 42.82 | 43.86 | 45.21 | 46.26 | 46.83 | 47.66 | 46.49 | 47.38 | 47.22 | 48.04 |
| SMk02 | 31.78 | 32.39 | 32.93 | 33.38 | 33.10 | 33.43 | 33.70 | 34.66 | 34.53 | 35.11 |
| SMk03 | 154.28 | 156.06 | 155.38 | 157.77 | 155.86 | 156.89 | 164.85 | 165.28 | 163.59 | 165.03 |
| SMk04 | 63.83 | 65.63 | 67.60 | 68.39 | 66.51 | 67.89 | 68.53 | 69.99 | 67.70 | 69.51 |
| SMk05 | 142.02 | 145.27 | 147.78 | 149.69 | 149.21 | 156.52 | 148.93 | 154.08 | 150.30 | 158.20 |
| SMk06 | 91.66 | 93.02 | 93.94 | 94.77 | 94.12 | 95.09 | 96.18 | 97.57 | 95.69 | 96.47 |
| SMk07 | 122.00 | 124.35 | 126.06 | 128.36 | 126.30 | 128.19 | 128.67 | 131.26 | 127.30 | 130.64 |
| SMk08 | 430.00 | 435.96 | 445.59 | 447.21 | 441.00 | 447.72 | 446.53 | 453.16 | 447.31 | 451.48 |
| SMk09 | 319.41 | 321.98 | 329.40 | 332.58 | 330.24 | 334.33 | 349.96 | 351.68 | 342.18 | 346.66 |
| SMk10 | 237.13 | 240.55 | 245.76 | 256.69 | 248.64 | 259.62 | 252.78 | 256.63 | 260.37 | 262.41 |
| IMA | MA | GA | PSO | FA | ||||||
|---|---|---|---|---|---|---|---|---|---|---|
| DMk01 | 68.03 | 69.97 | 70.03 | 73.27 | 74.28 | 76.63 | 74.33 | 76.08 | 75.79 | 77.00 |
| DMk02 | 45.56 | 47.38 | 46.03 | 47.99 | 46.54 | 48.63 | 48.74 | 50.60 | 48.39 | 50.70 |
| DMk03 | 235.26 | 257.21 | 268.34 | 284.60 | 263.26 | 279.46 | 266.92 | 287.95 | 276.92 | 286.13 |
| DMk04 | 104.51 | 111.52 | 114.19 | 117.74 | 112.84 | 118.54 | 118.45 | 122.00 | 116.93 | 122.60 |
| DMk05 | 234.53 | 243.02 | 256.25 | 270.02 | 256.93 | 268.72 | 258.51 | 271.35 | 260.77 | 272.13 |
| DMk06 | 133.89 | 142.71 | 153.49 | 158.90 | 150.54 | 159.85 | 153.72 | 161.22 | 157.08 | 160.73 |
| DMk07 | 213.13 | 225.70 | 228.69 | 238.58 | 232.32 | 239.04 | 249.30 | 253.57 | 249.30 | 252.71 |
| DMk08 | 735.70 | 765.51 | 788.57 | 811.98 | 770.23 | 805.96 | 801.65 | 836.58 | 781.34 | 844.57 |
| DMk09 | 529.02 | 547.75 | 569.38 | 585.13 | 550.38 | 572.43 | 556.30 | 585.96 | 571.10 | 591.50 |
| DMk10 | 428.64 | 447.54 | 458.24 | 463.94 | 446.04 | 469.25 | 468.68 | 480.76 | 466.86 | 479.06 |
| Instance | IMA | MA | GA | PSO | FA | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| MRPD | ARPD | MRPD | ARPD | MRPD | ARPD | MRPD | ARPD | MRPD | ARPD | ||
| SMk01 | 42.82 | 0 | 2.44 | 5.58 | 8.04 | 9.36 | 11.31 | 8.57 | 10.65 | 10.28 | 12.19 |
| SMk02 | 31.78 | 0 | 1.91 | 3.62 | 5.04 | 4.15 | 5.20 | 6.04 | 9.06 | 8.65 | 10.47 |
| SMk03 | 154.28 | 0 | 1.16 | 0.71 | 2.26 | 1.02 | 1.69 | 6.85 | 7.13 | 6.03 | 6.97 |
| SMk04 | 63.83 | 0 | 2.77 | 5.86 | 7.10 | 4.15 | 6.31 | 7.31 | 9.59 | 6.01 | 8.84 |
| SMk05 | 142.02 | 0 | 2.29 | 4.06 | 5.40 | 5.06 | 10.21 | 4.87 | 8.49 | 5.83 | 11.39 |
| SMk06 | 91.66 | 0 | 1.49 | 2.49 | 3.39 | 2.68 | 3.74 | 4.93 | 6.45 | 4.39 | 5.24 |
| SMk07 | 122.00 | 0 | 1.93 | 3.33 | 5.21 | 3.52 | 5.07 | 5.47 | 7.59 | 4.34 | 7.09 |
| SMk08 | 430.00 | 0 | 1.39 | 3.63 | 4.00 | 2.56 | 4.12 | 3.84 | 5.39 | 4.03 | 5.00 |
| SMk09 | 319.41 | 0 | 0.80 | 3.13 | 4.12 | 3.39 | 4.67 | 9.56 | 10.10 | 7.13 | 8.53 |
| SMk10 | 237.13 | 0 | 1.44 | 3.64 | 8.25 | 4.85 | 9.48 | 6.60 | 8.22 | 9.80 | 10.66 |
| Instance | IMA | MA | GA | PSO | FA | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| MRPD | ARPD | MRPD | ARPD | MRPD | ARPD | MRPD | ARPD | MRPD | ARPD | ||
| DMk01 | 68.03 | 0 | 2.85 | 2.94 | 7.70 | 9.19 | 12.64 | 9.26 | 11.84 | 11.41 | 13.18 |
| DMk02 | 45.56 | 0 | 4.00 | 1.03 | 5.34 | 2.15 | 6.73 | 6.98 | 11.07 | 6.21 | 11.28 |
| DMk03 | 235.26 | 0 | 9.33 | 14.06 | 20.97 | 11.90 | 18.79 | 13.46 | 22.39 | 17.71 | 21.62 |
| DMk04 | 104.51 | 0 | 6.71 | 9.26 | 12.66 | 7.97 | 13.43 | 13.34 | 16.73 | 11.88 | 17.31 |
| DMk05 | 234.53 | 0 | 3.62 | 9.26 | 15.13 | 11.19 | 16.03 | 10.22 | 15..70 | 9.55 | 14.58 |
| DMk06 | 133.89 | 0 | 6.59 | 15.39 | 18.83 | 12.44 | 19.39 | 14.81 | 20.41 | 17.32 | 20.04 |
| DMk07 | 213.13 | 0 | 5.90 | 7.30 | 11.94 | 9.00 | 12.16 | 16.97 | 18.98 | 16.97 | 18.57 |
| DMk08 | 735.70 | 0 | 4.05 | 7.19 | 10.37 | 4.69 | 9.55 | 8.96 | 13.71 | 6.20 | 14.80 |
| DMk09 | 529.02 | 0 | 3.54 | 7.63 | 10.61 | 4.04 | 8.20 | 5.16 | 10.76 | 7.95 | 11.81 |
| DMk10 | 428.64 | 0 | 4.41 | 6.91 | 8.24 | 4.06 | 9.47 | 9.38 | 12.16 | 8.92 | 11.76 |
| Instance | Average CPU Time/s | Instance | Average CPU Time/s | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| IMA | MA | GA | PSO | FA | IMA | MA | GA | PSO | FA | ||
| SMk01 | 10.21 | 9.72 | 10.21 | 10.06 | 10.38 | DMk01 | 13.20 | 12.93 | 13.05 | 13.16 | 13.38 |
| SMk02 | 11.67 | 10.64 | 11.30 | 10.81 | 11.94 | DMk02 | 13.40 | 13.02 | 13.27 | 13.04 | 13.48 |
| SMk03 | 39.31 | 38.51 | 39.46 | 38.67 | 39.84 | DMk03 | 44.02 | 43.48 | 43.87 | 43.67 | 44.05 |
| SMk04 | 12.14 | 11.60 | 12.67 | 11.97 | 12.25 | DMk04 | 17.15 | 16.64 | 17.14 | 16.90 | 17.19 |
| SMk05 | 41.52 | 39.57 | 41.54 | 40.49 | 41.81 | DMk05 | 46.23 | 45.32 | 46.12 | 45.63 | 46.30 |
| SMk06 | 35.37 | 31.60 | 34.08 | 32.19 | 34.81 | DMk06 | 40.80 | 37.67 | 38.14 | 37.87 | 40.42 |
| SMk07 | 31.72 | 27.54 | 29.61 | 27.93 | 30.64 | DMk07 | 38.48 | 34.14 | 36.80 | 34.67 | 37.39 |
| SMk08 | 80.80 | 76.43 | 77.64 | 76.85 | 80.30 | DMk08 | 106.91 | 102.45 | 103.61 | 102.64 | 106.67 |
| SMk09 | 79.31 | 74.15 | 75.34 | 74.36 | 78.48 | DMk09 | 99.87 | 96.32 | 97.60 | 96.93 | 98.18 |
| SMk10 | 68.10 | 64.16 | 66.49 | 64.89 | 67.07 | DMk10 | 87.75 | 83.40 | 85.69 | 83.36 | 86.55 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, S.; Hou, T.; Qu, Q.; Glowacz, A.; Alqhtani, S.M.; Irfan, M.; Królczyk, G.; Li, Z. An Improved Mayfly Method to Solve Distributed Flexible Job Shop Scheduling Problem under Dual Resource Constraints. Sustainability 2022, 14, 12120. https://doi.org/10.3390/su141912120
Zhang S, Hou T, Qu Q, Glowacz A, Alqhtani SM, Irfan M, Królczyk G, Li Z. An Improved Mayfly Method to Solve Distributed Flexible Job Shop Scheduling Problem under Dual Resource Constraints. Sustainability. 2022; 14(19):12120. https://doi.org/10.3390/su141912120
Chicago/Turabian StyleZhang, Shoujing, Tiantian Hou, Qing Qu, Adam Glowacz, Samar M. Alqhtani, Muhammad Irfan, Grzegorz Królczyk, and Zhixiong Li. 2022. "An Improved Mayfly Method to Solve Distributed Flexible Job Shop Scheduling Problem under Dual Resource Constraints" Sustainability 14, no. 19: 12120. https://doi.org/10.3390/su141912120
APA StyleZhang, S., Hou, T., Qu, Q., Glowacz, A., Alqhtani, S. M., Irfan, M., Królczyk, G., & Li, Z. (2022). An Improved Mayfly Method to Solve Distributed Flexible Job Shop Scheduling Problem under Dual Resource Constraints. Sustainability, 14(19), 12120. https://doi.org/10.3390/su141912120