
Rail Sample Laboratory Evaluation of Eddy Current Rail Inspection Sustainable System





Abstract
1. Introduction
2. System Development
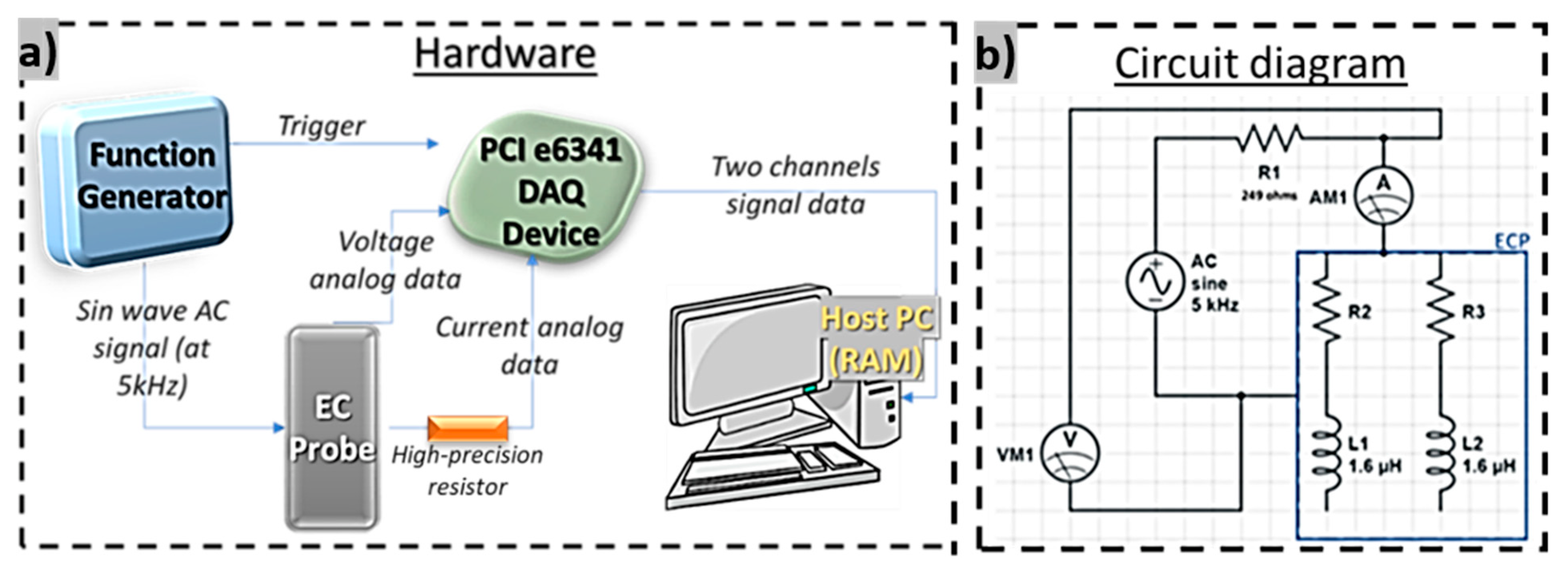
2.1. Sensor Measurement Setup
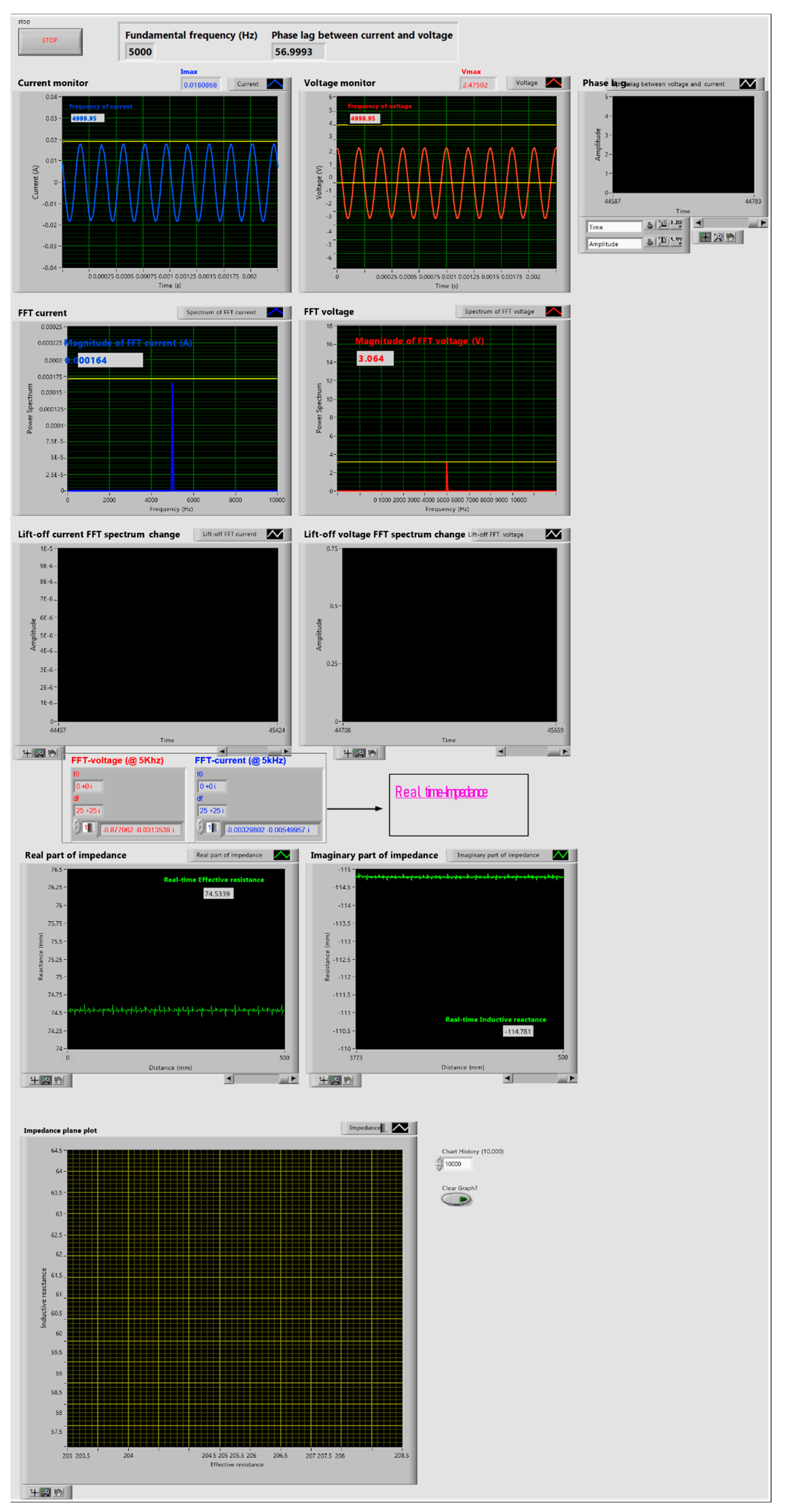
2.2. Data Acquisition and Processing Platform
3. Lab Examination of the EC System on Notched Cracks in Steel Samples
3.1. Feasibility Analysis on the EC System
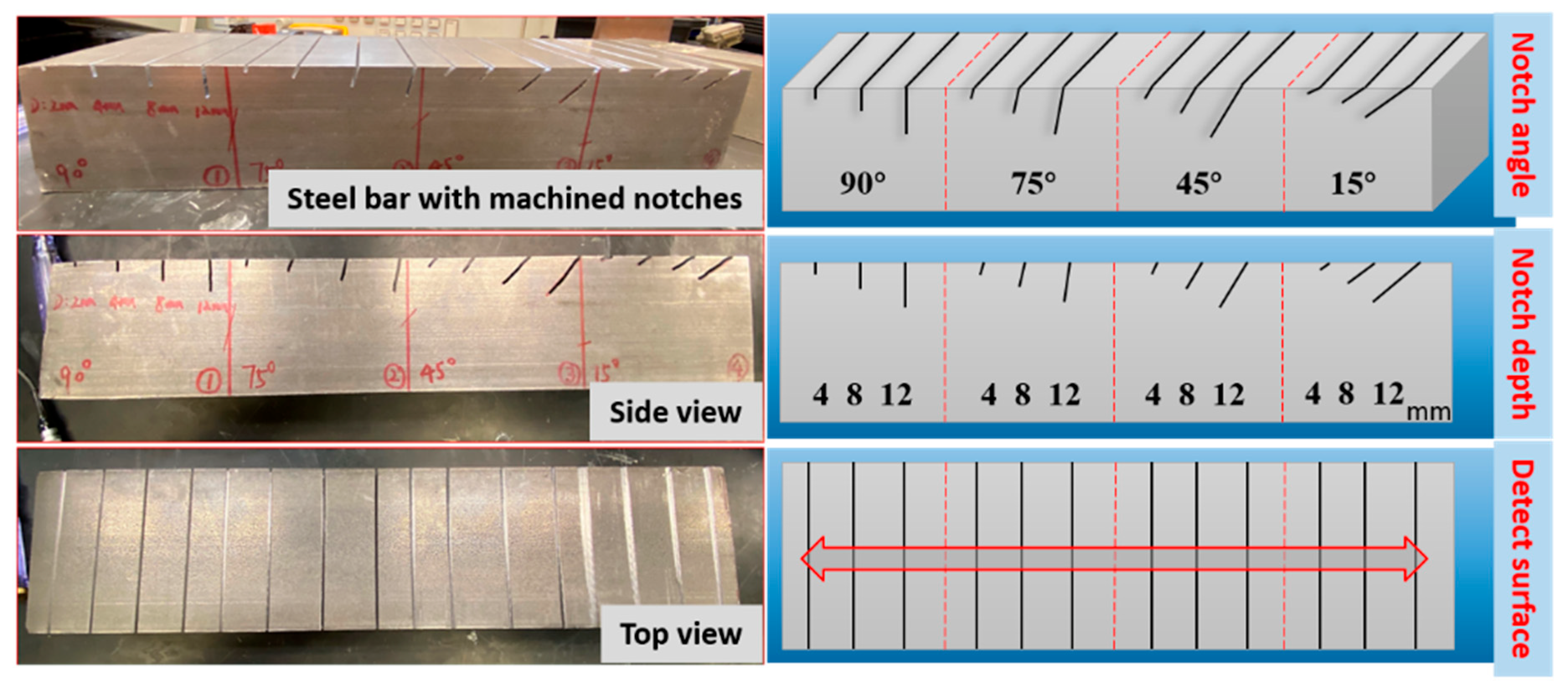
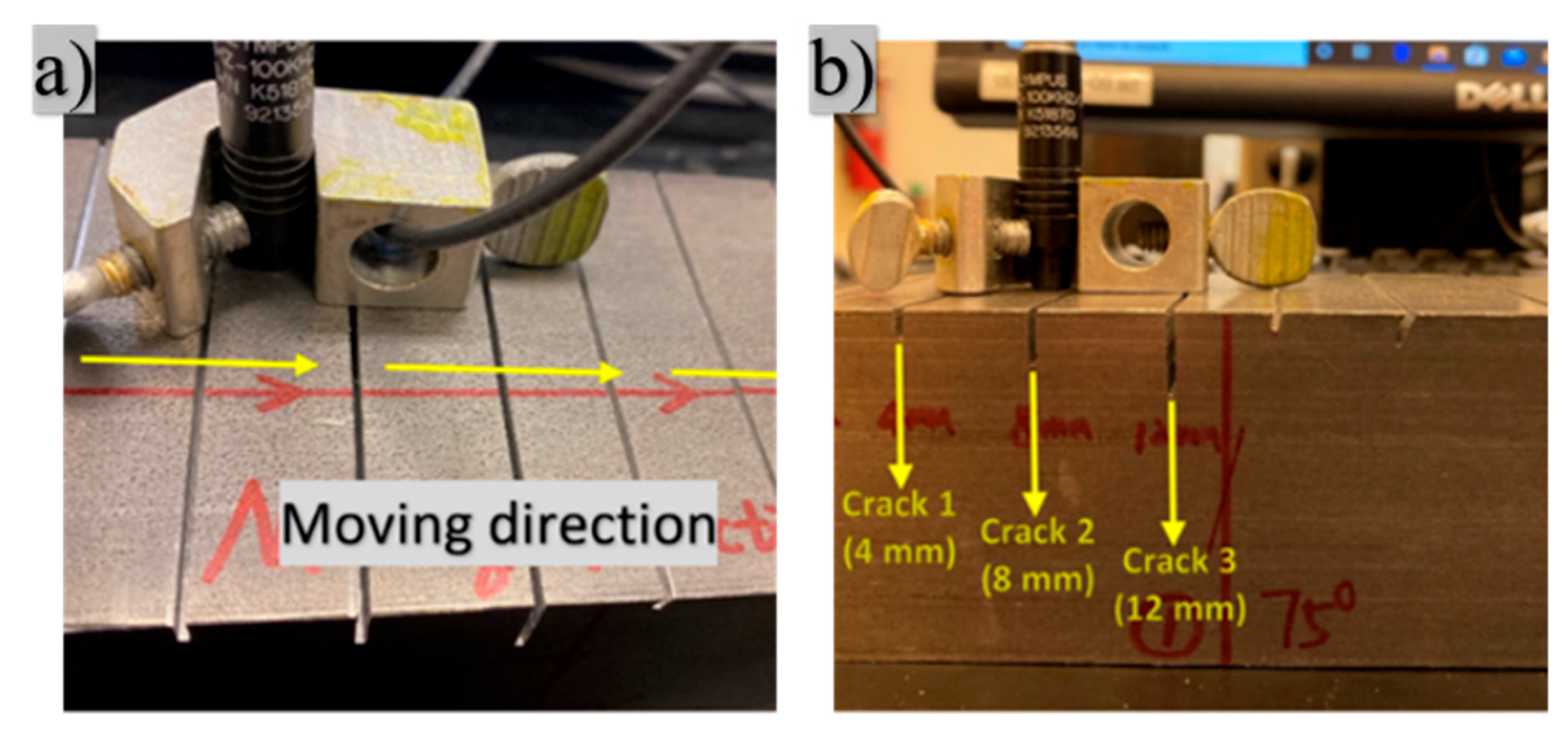
3.2. Preparation of Notched Cracks and Test Setup
3.3. The Effect of Crack Depths and Angles on the Normalized Impedance Plane
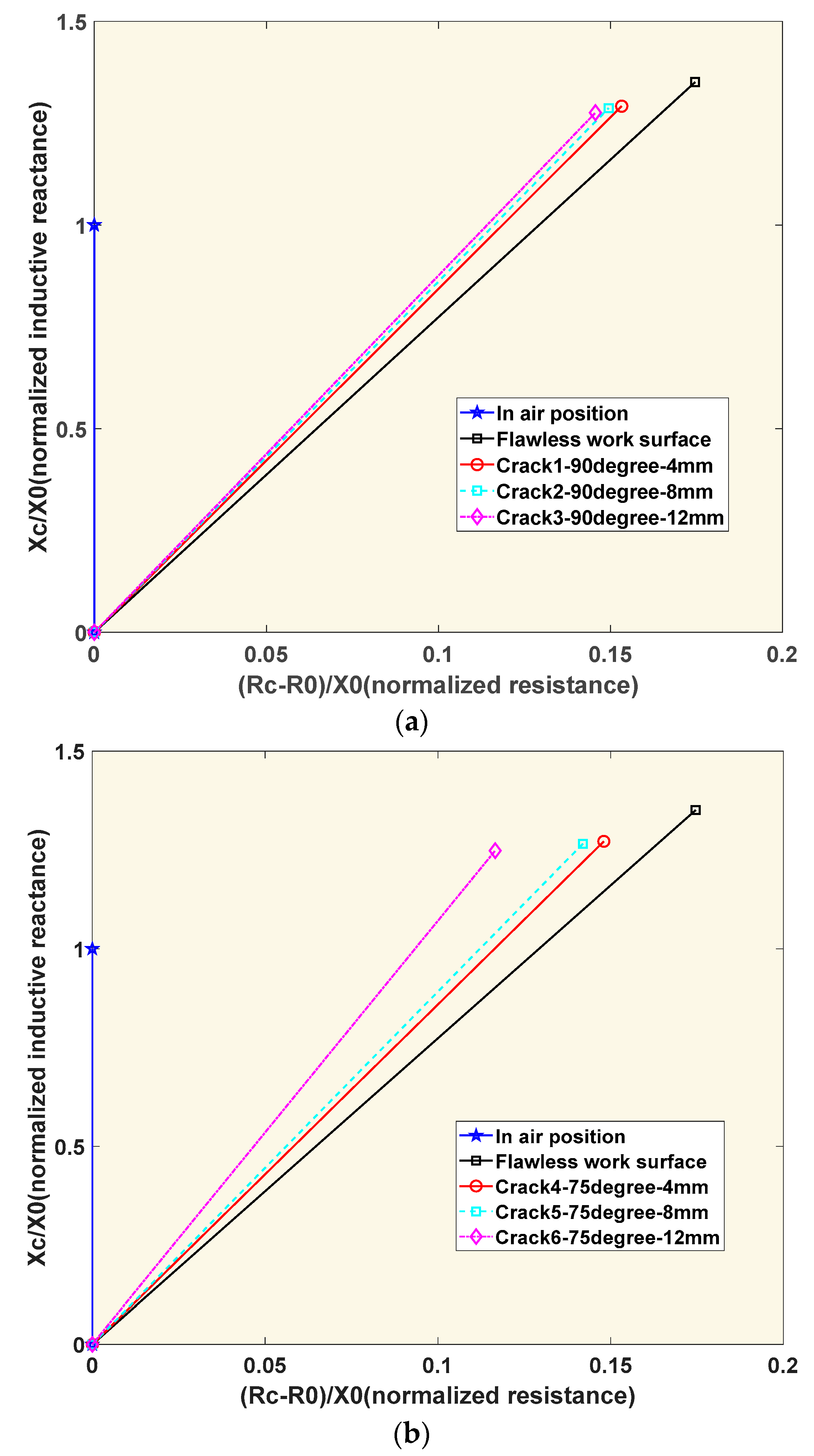
3.3.1. Analysis of Different Notched Crack Depths
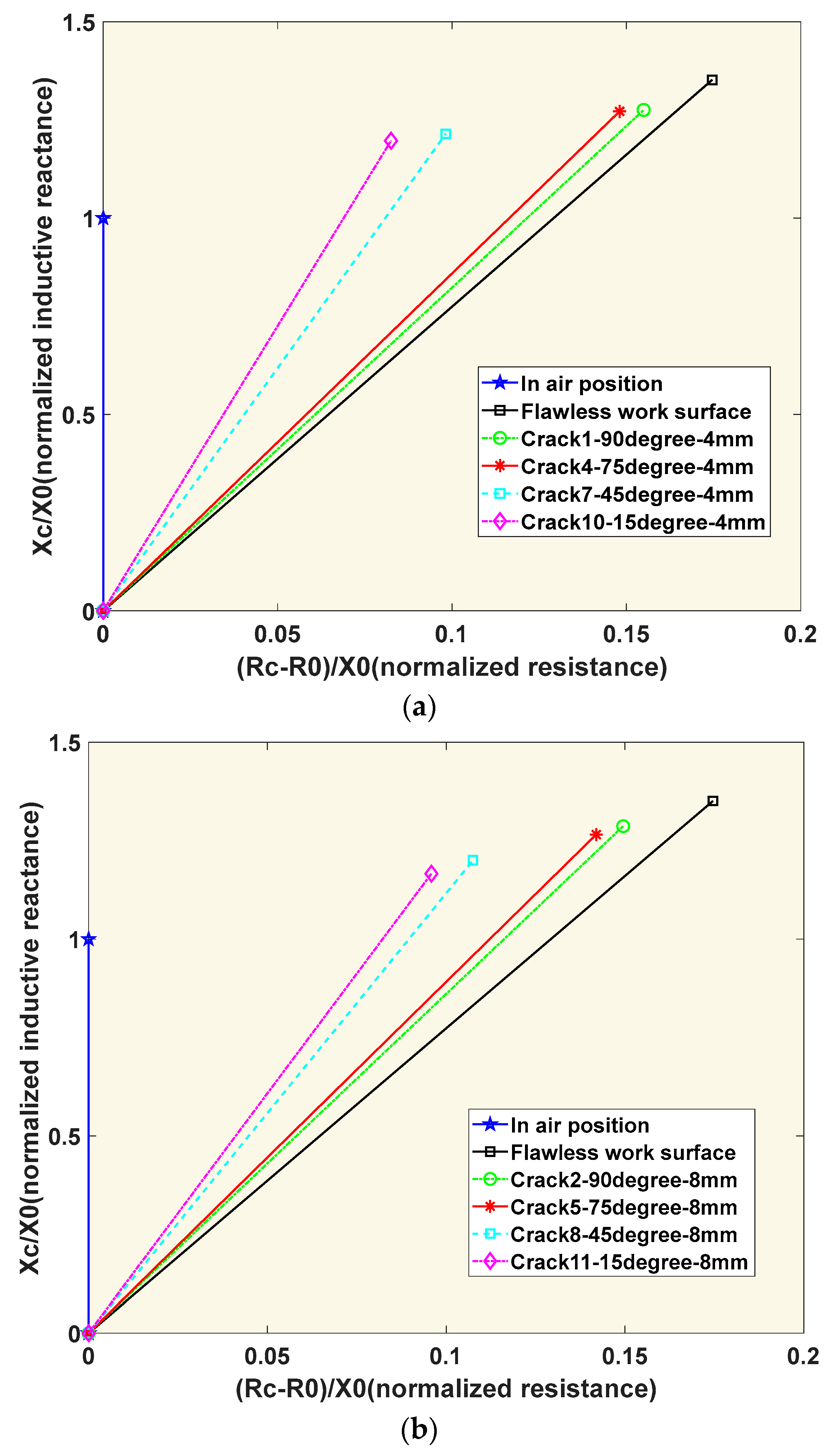
3.3.2. Analysis of Different Notched Crack Angles
3.4. Statistical Analysis and Discussions
3.4.1. Correlation Analysis
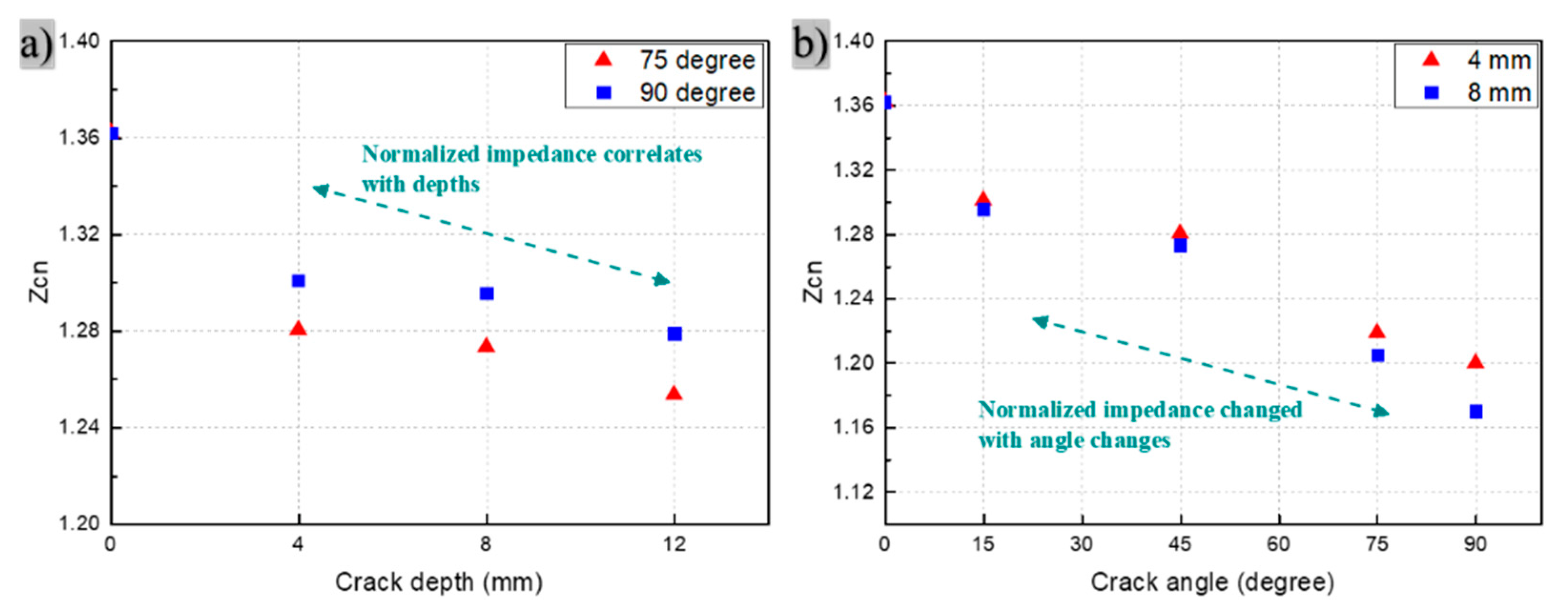
3.4.2. Analysis on the Effects of Defect Depths and Angles on the EC Results
4. Field Sample Detection and Evaluation
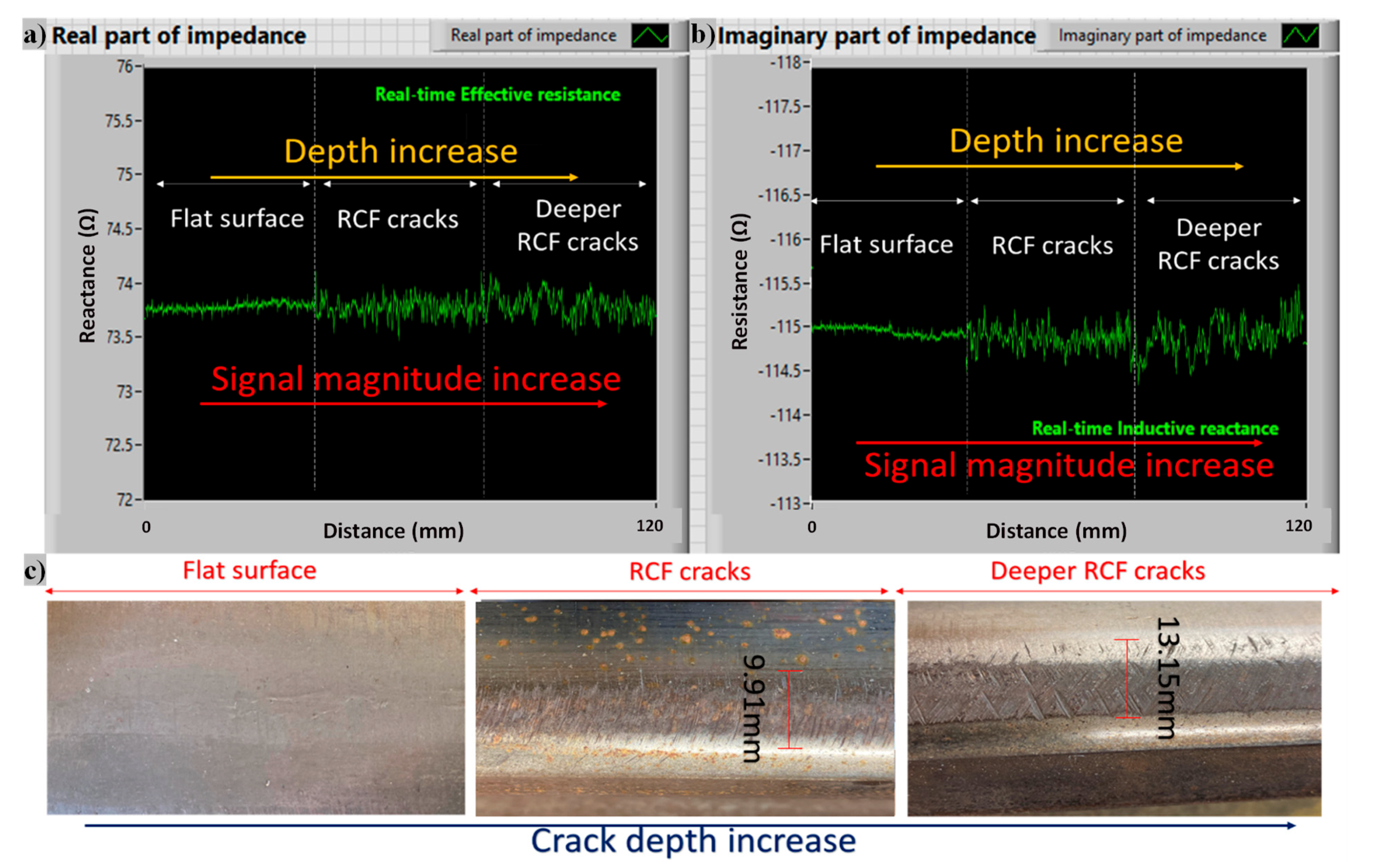
4.1. Detection on Rolling Contact Fatigue (RCF) Defects
4.2. Detection on Surface Cracks of Rail Samples
4.2.1. Bolt Hole Crack at Rail Web
4.2.2. Gauge Corner Surface Defect
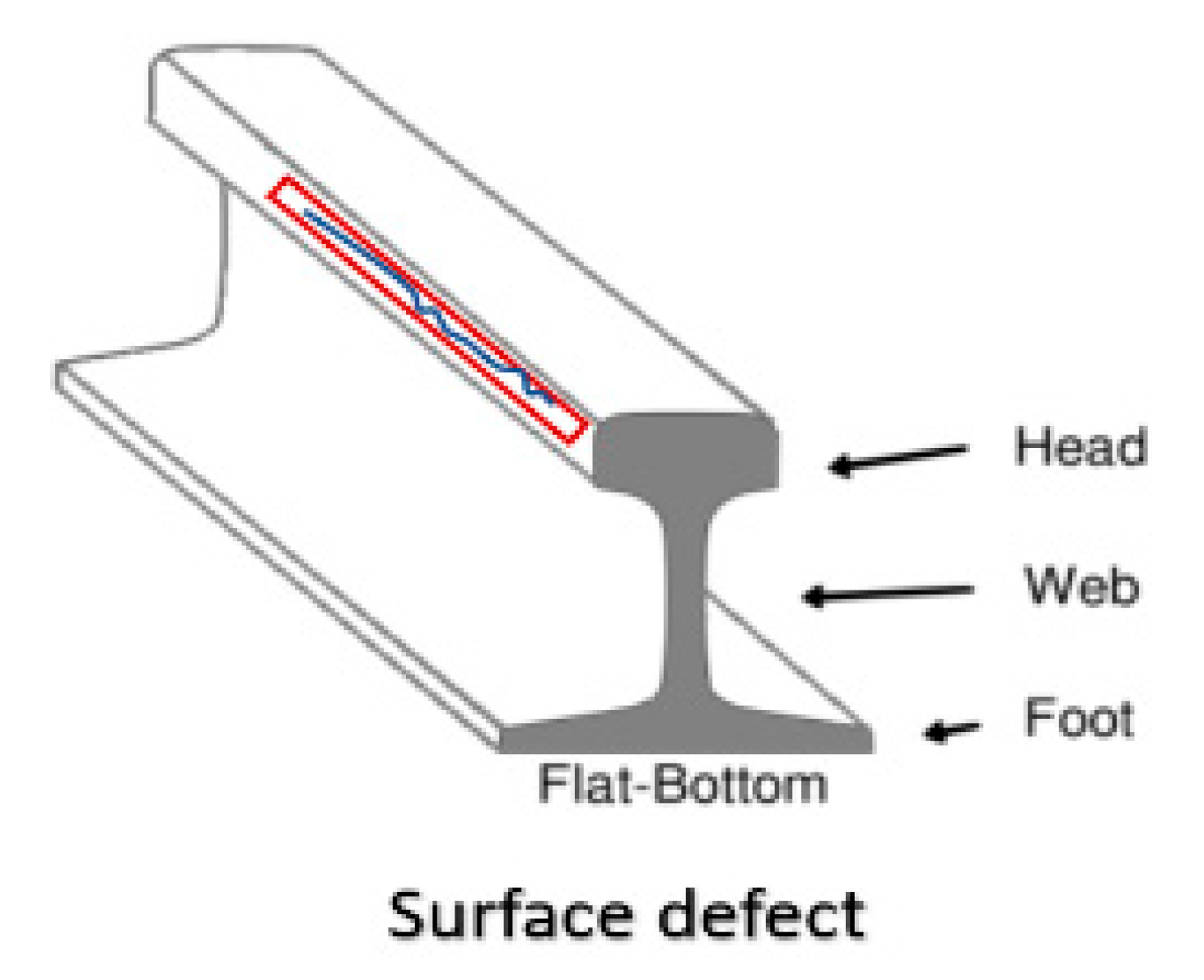
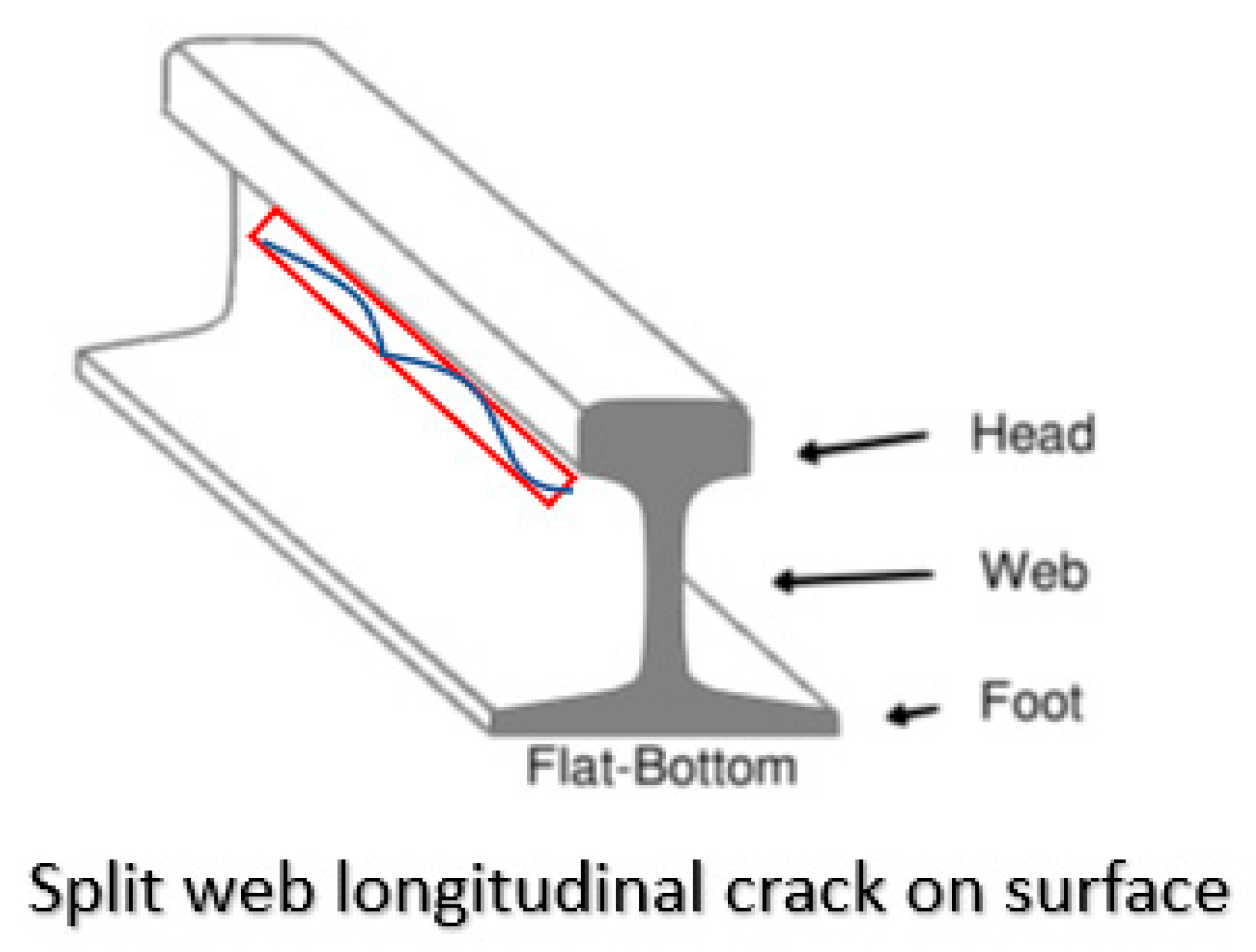
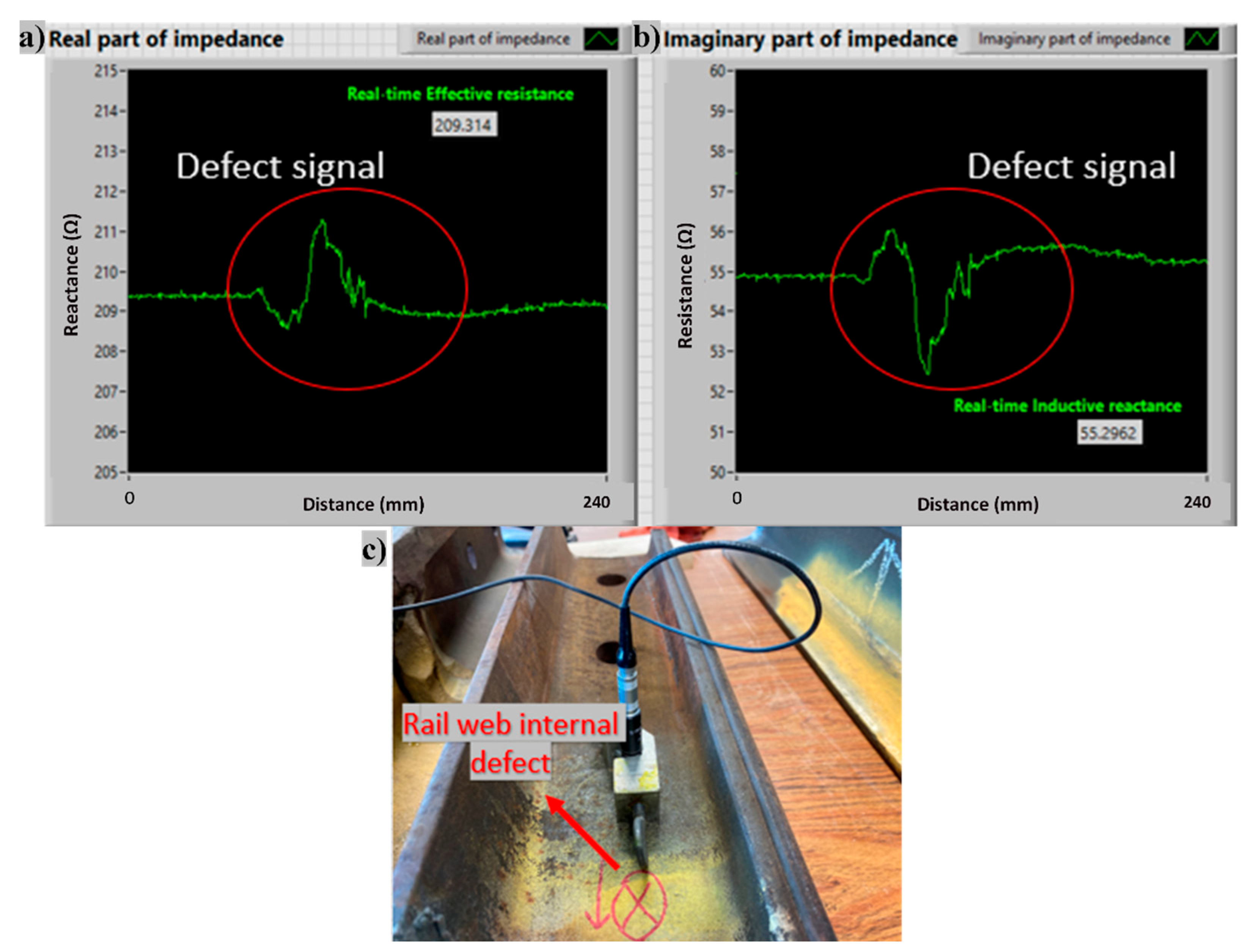
4.2.3. Surface Rail Web Defect
4.3. Detection on Surface Cracks of Rail Samples
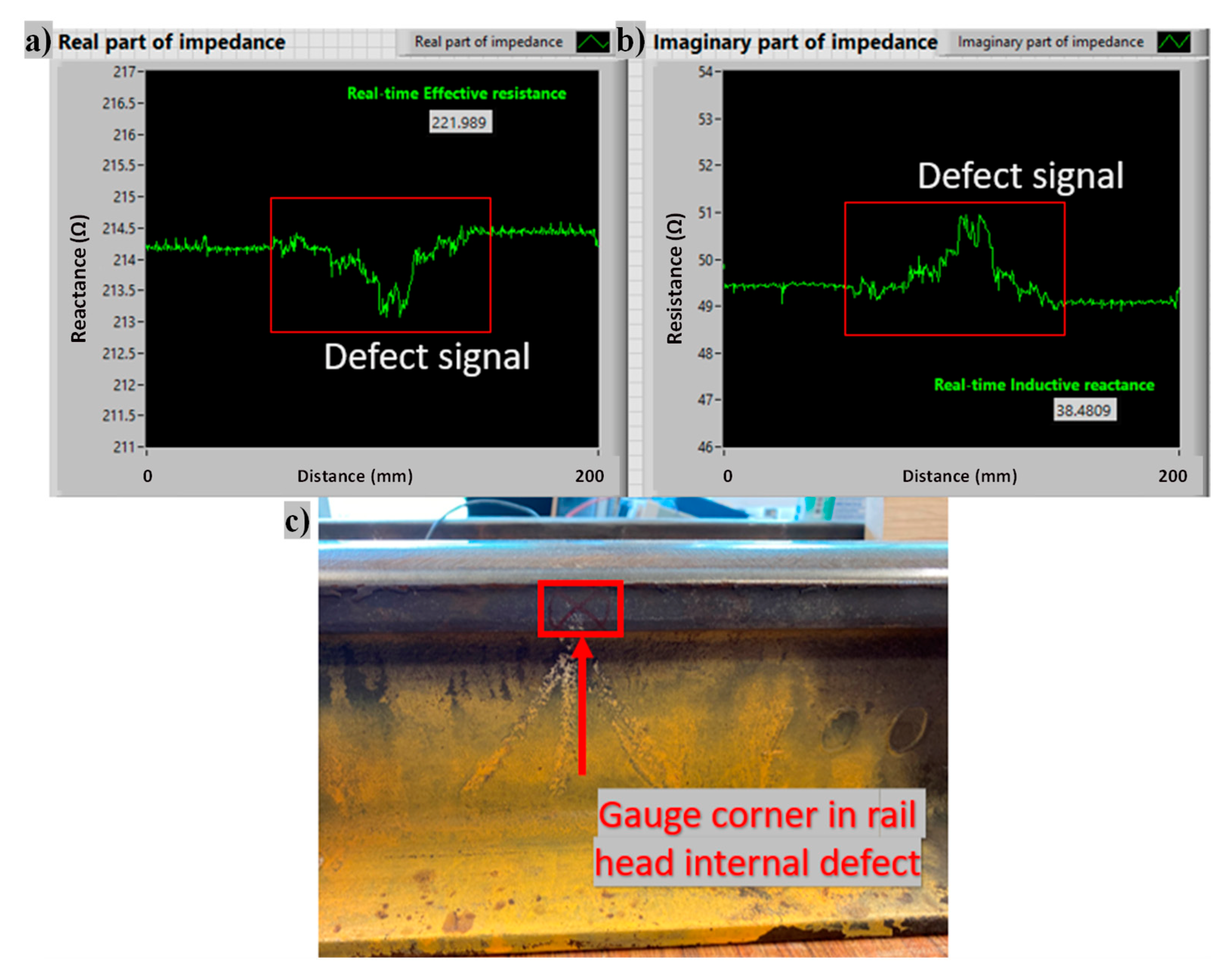
4.3.1. Subsurface Defect at Rail Head
4.3.2. Subsurface Defect at Gauge Corner
4.3.3. Subsurface Defect at Gauge Corner
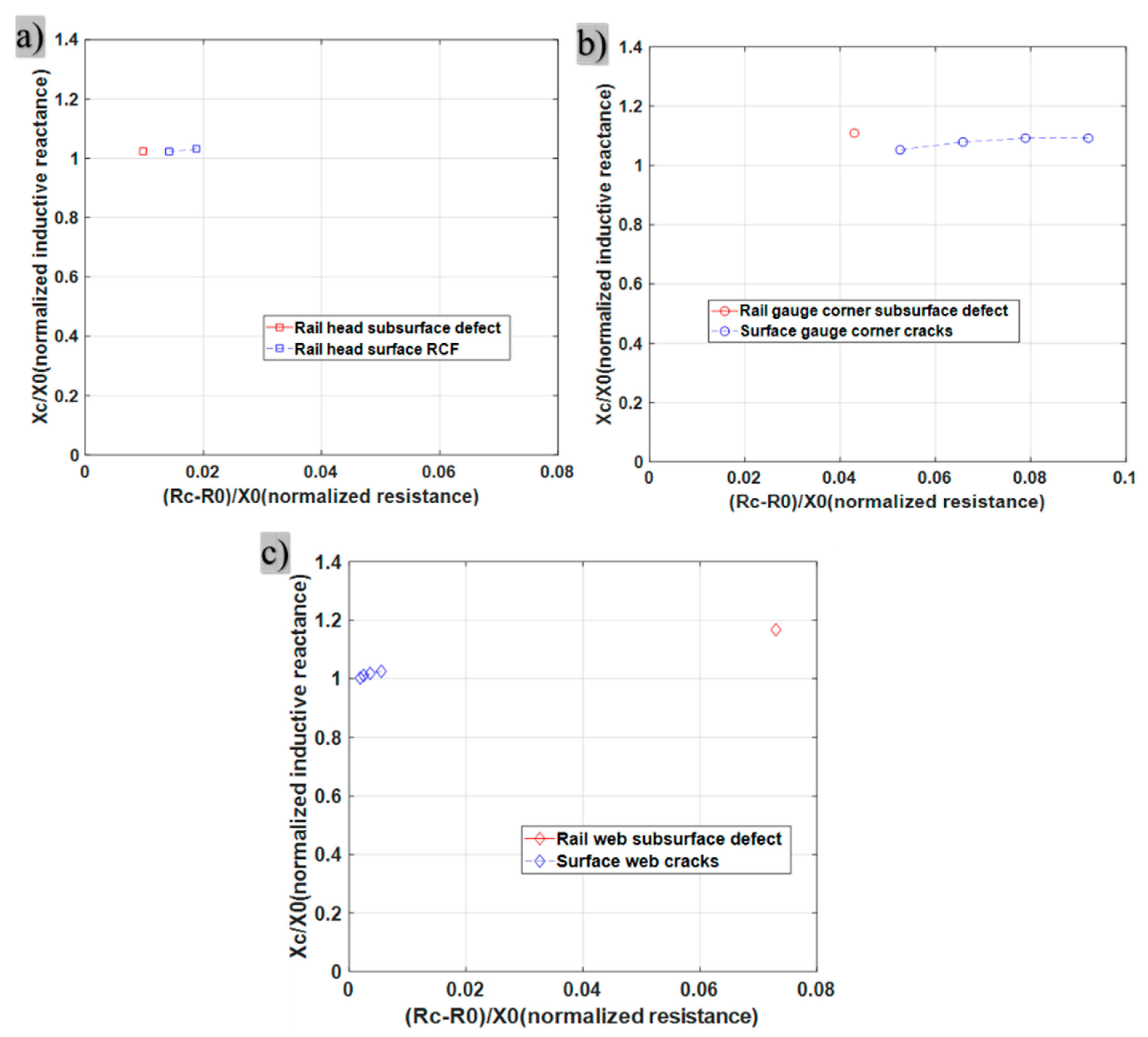
4.4. Distinguish of EC Signals for Subsurface and Surface Defects
5. Conclusions
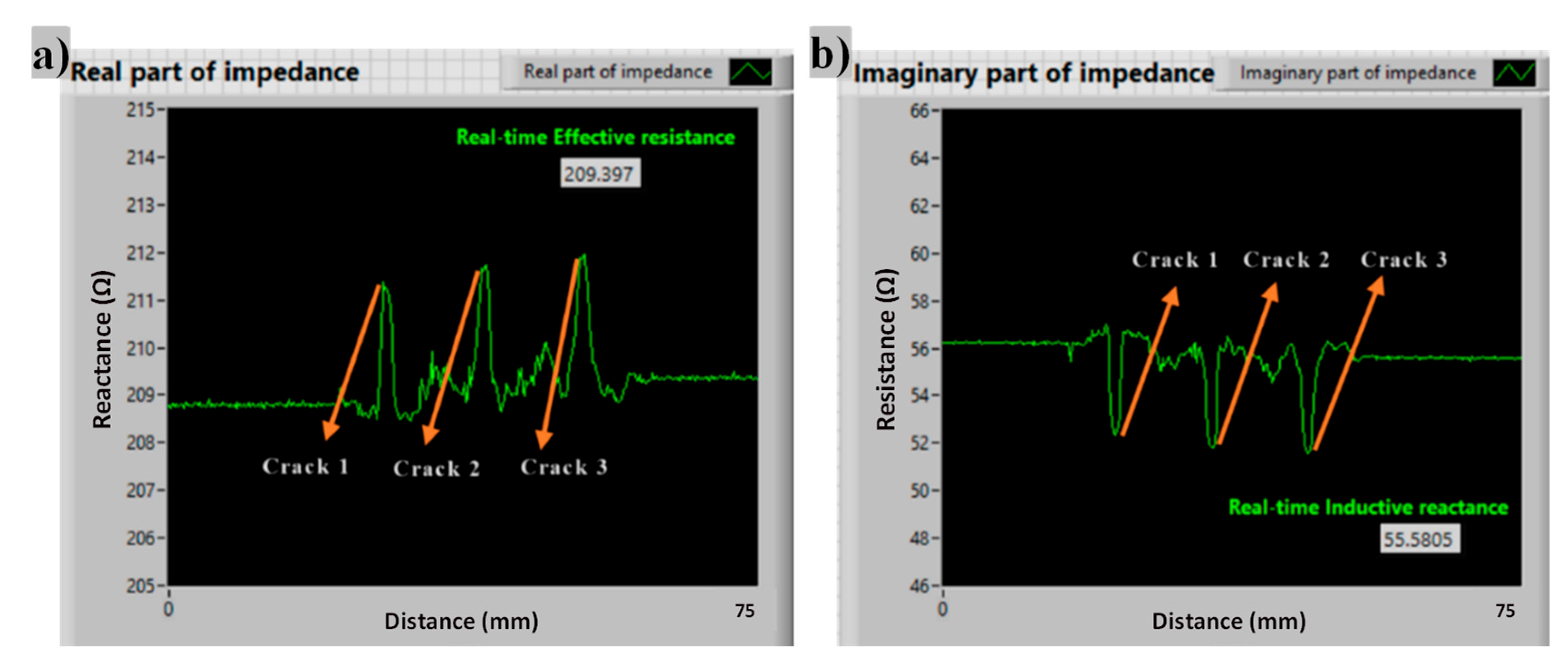
- The expandable EC system was successfully established with the proposed circuit design and FFT algorithm in LabVIEW platform. The real-time impedance including the induction reactance and induction resistance signals of the EC probe were simultaneously obtained during the sensor movement, which can be further developed and utilized for specific detections.
- The notched crack depth or angle changes can be represented by the sensor impedance changes with the integrated hardware and software system. The impedance magnitude and phase plots showed a consistent trend with the changed crack depths and sizes in machined samples. Both the normalized induction resistance Rcn and induction reactance Xcn were increased with crack severity.
- The normalized impedance Zcn value was reduced by about 0.082, 0.089, and 0.109 when the notched crack depth changed to 4 mm, 8 mm, and 12 mm from the flawless surface, respectively. When the notched crack angle increased to 15 degrees, 45 degrees, 75 degrees, and 90 degrees, the Zcn value was reduced by 0.061, 0.082, 0.143, and 0.162 from the flawless surface, respectively.
- The 15-degree crack generated the most considerable effect on the normalized impedance. When the crack direction approached the detection surface, more induced eddy currents were obstructed by the crack, generating greater effects on the impedance, since eddy current intensity decreases with depth.
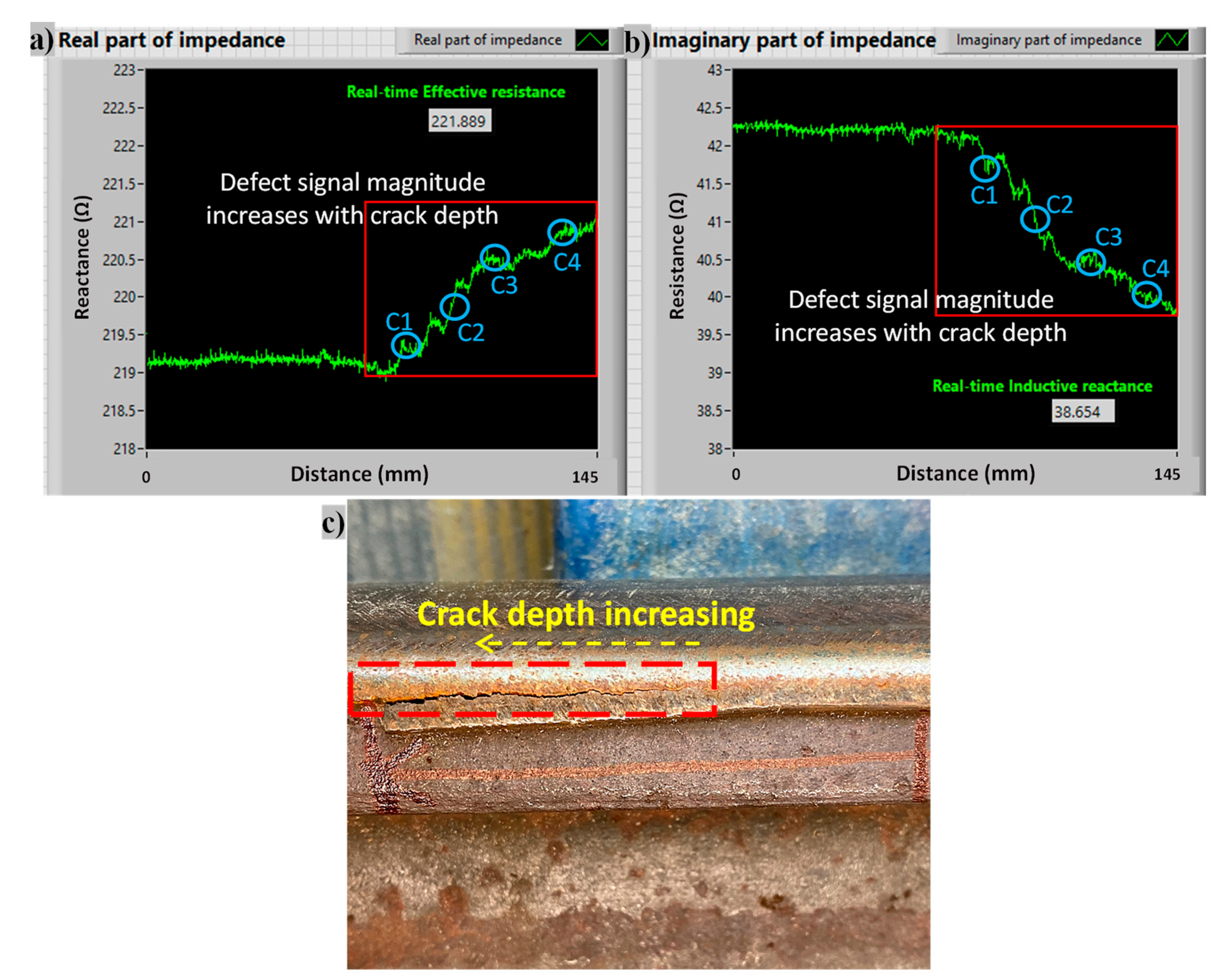
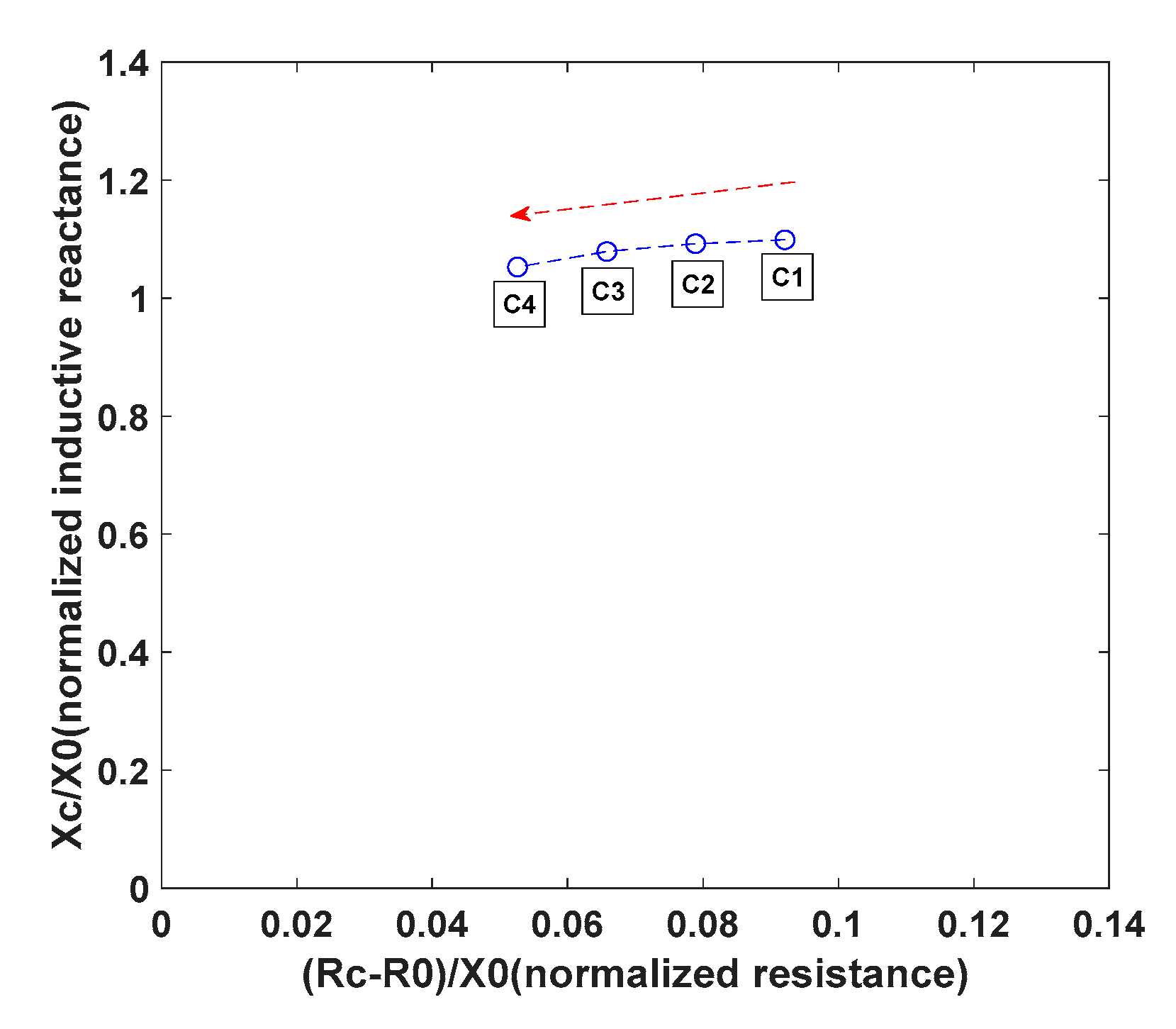
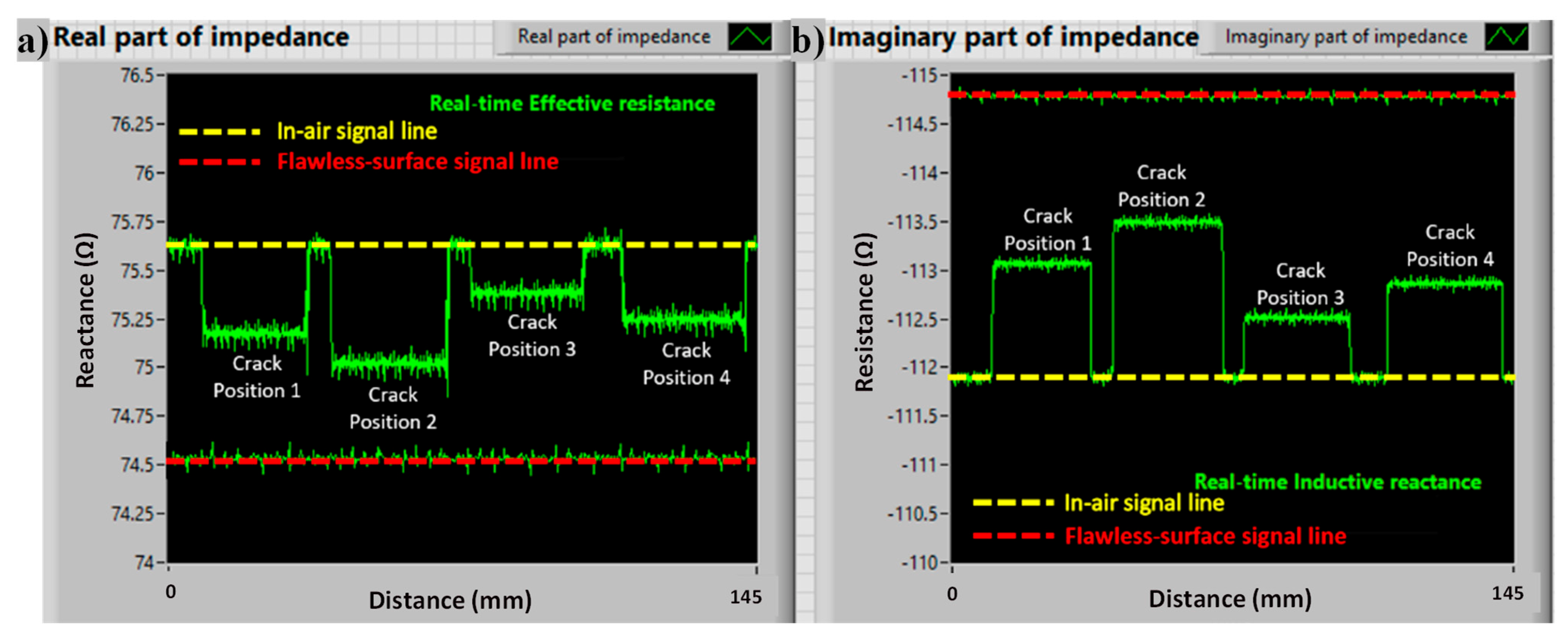
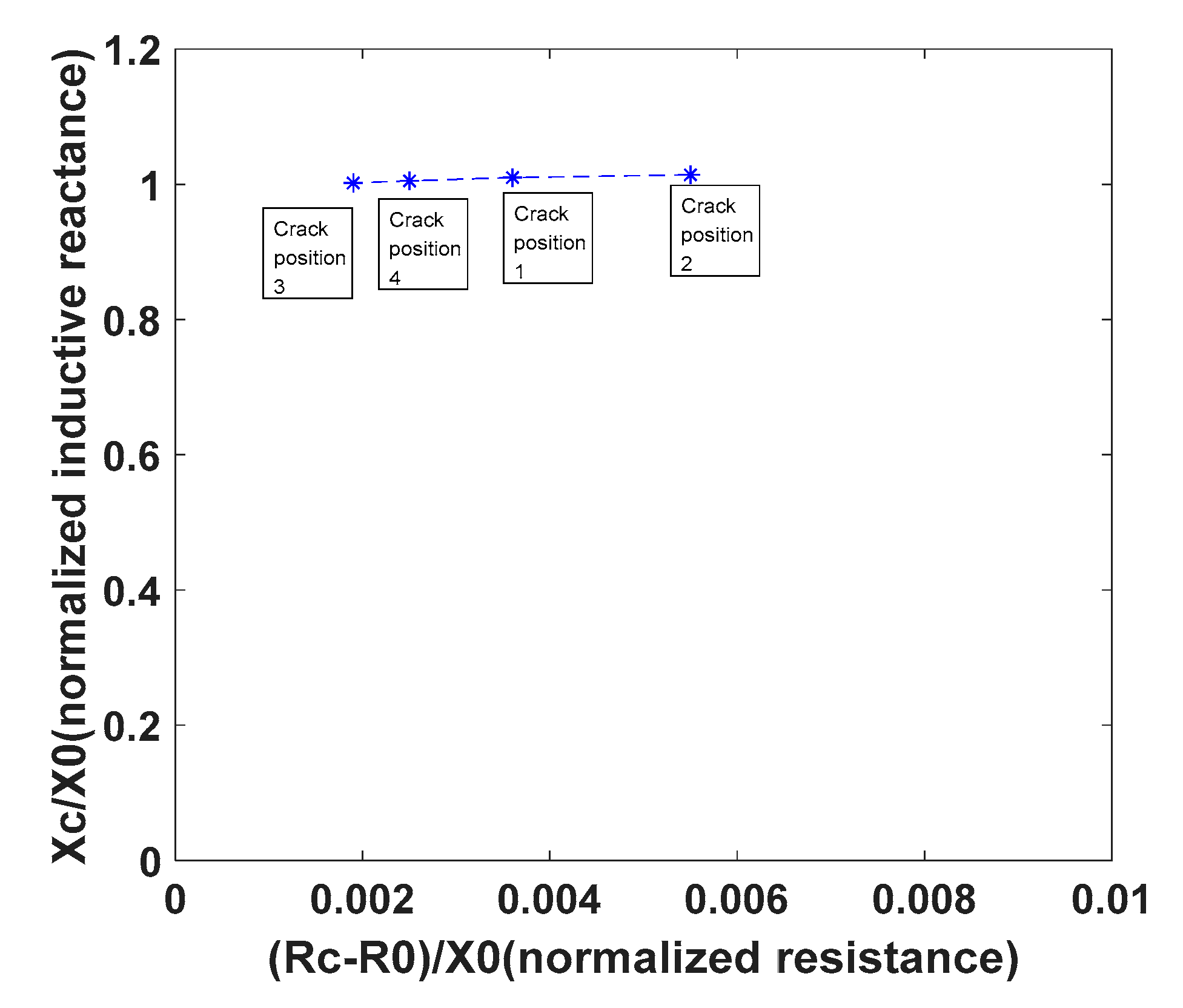
- The real-time reactance and resistance were sensitive to the crack geometry changes as shown in the rail surface defect inspection, especially the resistance. The change of resistance varied from 0.5 to 2.6 on different crack types. It can be summarized that the normalized inductive reactance and inductive resistance were reduced with increasing crack width and depth. The normalized inductive reactance was reduced from 1.15 to 1.12 with the severity of the gauge corner surface crack changed.
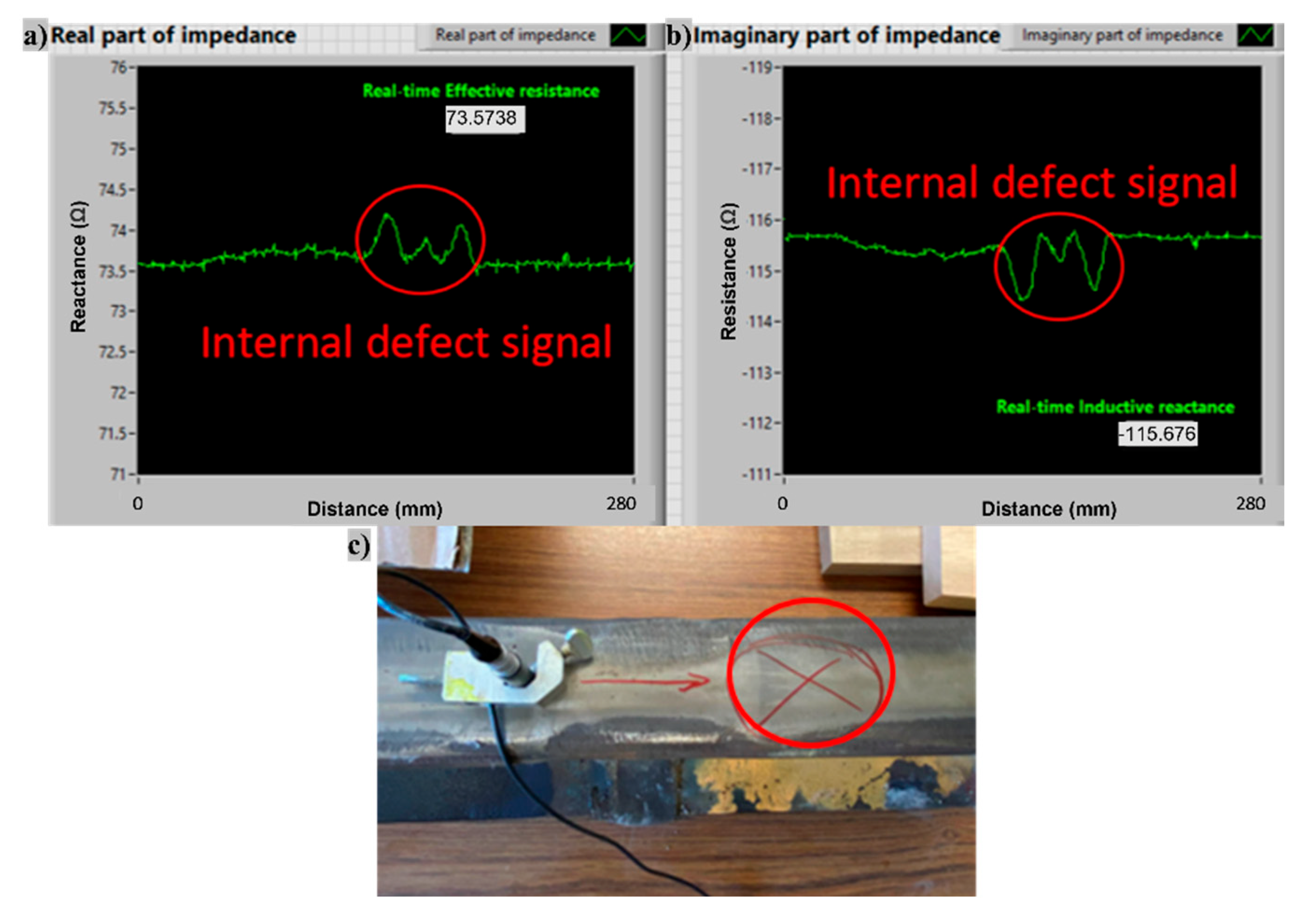
- The subsurface defects were detected in the rail head, gauge corner, and rail web and their impedance phase plots were compared. The signal impedance resistance was affected more significantly by the surface texture and shapes. The signal inductive reactance of subsurface defects increased at different levels compared with that of surface defects. The phase comparison between surface and subsurface defects at different rail sections indicated the measurement results were affected by defect locations, surface shape, and textures.
6. Future Works
- Subsurface defects can be detected with the improved EC system with a relatively large effective penetration depth at rail head, rail gauge corner, and rail web. In addition, the normalized impedance showed distinct characterizations compared with that of surface cracks at different locations. The comparison should be conducted within the rail section with similar flawless surface conditions. Some known steel samples will be collected to test the subsurface defects with the system. These results can potentially be used for the validation of subsurface defect detection.
- The distance between the sensor and the measuring surface needs to be investigated with different excitation amplifier voltages. Even though the penetration depth is constant when the excitation voltage changes, the intensity of the eddy current magnetic field in the rail sample will be changed. The suitable sensor working distance should be selected to obtain the sensitive inductive signals with different excitation amplifier voltage levels. The working distance is also critical to avoid sensor damage with an uneven rail surface.
- More rail sample measurements need be conducted to evaluate the capacity of the EC detection system on defect classification and geometry parameter identification.
- The effect of local short-wavelength irregularities should be considered in the real field application; some artificial networks could be used for the post-processing of EC signals to filter the signal irregularities.
- The plastic deformation of rails would also affect the signal changes; some adaptive sensor clamps can be innovated to facilitate high-speed inspection.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A


References
- Dong, H.; Zhao, B.; Deng, Y. Instability phenomenon associated with two typical high speed railway vehicles. Int. J. Non-Linear Mech. 2018, 105, 130–145. [Google Scholar] [CrossRef]
- Arastounia, M. Automated Recognition of Railroad Infrastructure in Rural Areas from LIDAR Data. Remote Sens. 2015, 7, 14916–14938. [Google Scholar] [CrossRef]
- Papaelias, M.; Roberts, C.; Davis, C.L. A review on non-destructive evaluation of rails: State-of-the-art and future development. Proc. Inst. Mech. Eng. Part F J. Rail Rapid Transit 2008, 222, 367–384. [Google Scholar] [CrossRef]
- Ghoni, R.; Dollah, M.; Sulaiman, A.; Ibrahim, F.M. Defect Characterization Based on Eddy Current Technique: Technical Review. Adv. Mech. Eng. 2014, 6, 182496. [Google Scholar] [CrossRef]
- European Union Agency for Railways. Railway Safety in the European Union: Safety Overview 2017; Publications Office of the European Union: Luxembourg, 2017. [Google Scholar]
- Lasisi, A.; Attoh-Okine, N. Machine Learning Ensembles and Rail Defects Prediction: Multilayer Stacking Methodology. ASCE-ASME J. Risk Uncertain. Eng. Syst. Part A Civ. Eng. 2019, 5, 04019016. [Google Scholar] [CrossRef]
- Ghofrani, F.; Pathak, A.; Mohammadi, R.; Aref, A.; He, Q. Predicting rail defect frequency: An integrated approach using fatigue modeling and data analytics. Comput. Civ. Infrastruct. Eng. 2020, 35, 101–115. [Google Scholar] [CrossRef]
- Luke, M.; Varfolomeev, I.; Lütkepohl, K.; Esderts, A. Fracture mechanics assessment of railway axles: Experimental characterization and computation. Eng. Fail. Anal. 2010, 17, 617–623. [Google Scholar] [CrossRef]
- Zhai, W.; Han, Z.; Chen, Z.; Ling, L.; Zhu, S. Train–track–bridge dynamic interaction: A state-of-the-art review. Veh. Syst. Dyn. 2019, 57, 984–1027. [Google Scholar] [CrossRef]
- Song, Y.; Wang, Z.; Liu, Z.; Wang, R. A spatial coupling model to study dynamic performance of pantograph-catenary with vehicle-track excitation. Mech. Syst. Signal Process. 2021, 151, 107336. [Google Scholar] [CrossRef]
- Liu, X.; Lovett, A.; Dick, T.; Saat, M.R.; Barkan, C.P.L. Optimization of Ultrasonic Rail-Defect Inspection for Improving Railway Transportation Safety and Efficiency. J. Transp. Eng. 2014, 140, 04014048. [Google Scholar] [CrossRef]
- Wu, F.; Li, Q.; Li, S.; Wu, T. Train rail defect classification detection and its parameters learning method. Measurement 2020, 151, 107246. [Google Scholar] [CrossRef]
- Li, Q.; Zhong, Z.; Liang, Z.; Liang, Y. Rail inspection meets big data: Methods and trends. In Proceedings of the 2015 18th International Conference on Network-Based Information Systems, Taipei, Taiwan, 2–4 September 2015; IEEE: Piscataway, NJ, USA, 2015. [Google Scholar]
- Gupta, M.; Khan, M.A.; Butola, R.; Singari, R.M. Advances in applications of Non-Destructive Testing (NDT): A review. Adv. Mater. Process. Technol. 2021, 1–22. [Google Scholar] [CrossRef]
- Rajamäki, J.; Vippola, M.; Nurmikolu, A.; Viitala, T. Limitations of eddy current inspection in railway rail evaluation. Proc. Inst. Mech. Eng. Part F J. Rail Rapid Transit 2016, 232, 121–129. [Google Scholar] [CrossRef]
- Zou, X.; Wang, L.; Wang, J.; Liu, J.; Ma, H.; Bao, Y. Nondestructive evaluation of carbon fiber reinforced polymer (CFRP)-steel interfacial debonding using eddy current thermography. Compos. Struct. 2021, 284, 115133. [Google Scholar] [CrossRef]
- Liu, Z.; Li, W.; Xue, F.; Xiafang, J.; Bu, B.; Yi, Z. Electromagnetic Tomography Rail Defect Inspection. IEEE Trans. Magn. 2015, 51, 1–7. [Google Scholar] [CrossRef]
- Xing, B.; Yu, Z.; Xu, X.; Zhu, L.; Shi, H. Research on a Rail Defect Location Method Based on a Single Mode Extraction Algorithm. Appl. Sci. 2019, 9, 1107. [Google Scholar] [CrossRef]
- Karakose, M.; Yaman, O.; Baygin, M.; Murat, K.; Akın, E. A New Computer Vision Based Method for Rail Track Detection and Fault Diagnosis in Railways. Int. J. Mech. Eng. Robot. Res. 2017, 6, 17–22. [Google Scholar] [CrossRef]
- Jiang, Y.; Wang, H.; Tian, G.; Yi, Q.; Zhao, J.; Zhen, K. Fast classification for rail defect depths using a hybrid intelligent method. Optik 2019, 180, 455–468. [Google Scholar] [CrossRef]
- Alahakoon, S.; Sun, Y.Q.; Spiryagin, M.; Cole, C. Rail Flaw Detection Technologies for Safer, Reliable Transportation: A Review. J. Dyn. Syst. Meas. Control. 2018, 140, 020801. [Google Scholar] [CrossRef]
- Al-Ali, A.; Elwakil, A.; Ahmad, A.; Maundy, B. Design of a portable low-cost impedance analyzer. In Proceedings of the International Conference on Biomedical Electronics and Devices, Porto, Portugal, 21–23 February 2017; SciTePress: Setúbal, Portugal, 2017. [Google Scholar]
- García-Martín, J.; Gómez-Gil, J.; Vázquez-Sánchez, E. Non-Destructive Techniques Based on Eddy Current Testing. Sensors 2011, 11, 2525–2565. [Google Scholar] [CrossRef]
- Arjun, V.; Sasi, B.; Rao, B.P.C.; Mukhopadhyay, C.; Jayakumar, T. Optimisation of pulsed eddy current probe for detection of sub-surface defects in stainless steel plates. Sens. Actuators A Phys. 2015, 226, 69–75. [Google Scholar] [CrossRef]
- Sophian, A.; Tian, G.Y.; Taylor, D.; Rudlin, J. Electromagnetic and eddy current NDT: A review. Insight 2001, 43, 302–306. [Google Scholar]
- He, Y.; Pan, M.; Luo, F.; Tian, G. Reduction of Lift-Off Effects in Pulsed Eddy Current for Defect Classification. IEEE Trans. Magn. 2011, 47, 4753–4760. [Google Scholar] [CrossRef]
- Beretta, S.; Carboni, M.; Fiore, G.; Conte, A.L. Corrosion–fatigue of A1N railway axle steel exposed to rainwater. Int. J. Fatigue 2010, 32, 952–961. [Google Scholar] [CrossRef]
- Gao, Y.; Tian, G.Y.; Li, K.; Ji, J.; Wang, P.; Wang, H. Multiple cracks detection and visualization using magnetic flux leakage and eddy current pulsed thermography. Sens. Actuators A Phys. 2015, 234, 269–281. [Google Scholar] [CrossRef]
- Song, Z.; Yamada, T.; Shitara, H.; Takemura, Y. Detection of Damage and Crack in Railhead by Using Eddy Current Testing. J. Electromagn. Anal. Appl. 2011, 3, 546–550. [Google Scholar] [CrossRef]
- Placko, D.; Dufour, I. Eddy current sensors for nondestructive inspection of graphite composite materials. In Proceedings of the Conference Record of the 1992 IEEE Industry Applications Society Annual Meeting, Houston, TX, USA, 4–9 October 1992; IEEE: Piscataway, NJ, USA, 2003. [Google Scholar] [CrossRef]
- Pohl, R.; Erhard, A.; Montag, H.-J.; Thomas, H.-M.; Wüstenberg, H. NDT techniques for railroad wheel and gauge corner inspection. NDT E Int. 2004, 37, 89–94. [Google Scholar] [CrossRef]
- Cohen, I.; Huang, Y.; Chen, J.; Benesty, J. Pearson Correlation Coefficient. In Noise Reduction in Speech Processing; Springer: Berlin/Heidelberg, Germany, 2009; pp. 1–4. [Google Scholar]
- Kapoor, A.; Salehi, I.; Asih, A.M.S. Rolling Contact Fatigue (RCF). In Encyclopedia of Tribology; Wang, Q.J., Chung, Y.-W., Eds.; Springer: Boston, MA, USA, 2013; pp. 2904–2910. [Google Scholar]
- Mayville, R.A.; Hilton, P.D.; Peirce, D.C. Investigation of Rail Bolt Hole Cracks. 1987. Available online: https://trid.trb.org/view/1501948 (accessed on 20 December 2021).
- Rifai, D.; Abdalla, A.N.; Khamsah, N.; Aizat, M.; Fadzli, M. Subsurface Defects Evaluation using Eddy Current Testing. Indian J. Sci. Technol. 2016, 9, 1–7. [Google Scholar] [CrossRef]
- He, Y.; Pan, M.; Tian, G.; Chen, D.; Tang, Y.; Zhang, H. Eddy current pulsed phase thermography for subsurface defect quantitatively evaluation. Appl. Phys. Lett. 2013, 103, 144108. [Google Scholar] [CrossRef]





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Notch 1 | Notch 2 | Notch 3 | |
|---|---|---|---|
| Crack angle | 90° | 90° | 90° |
| Crack depth | 4 mm | 8 mm | 12 mm |
| Notch 4 | Notch 5 | Notch 6 | |
| Crack angle | 75° | 75° | 75° |
| Crack depth | 4 mm | 8 mm | 12 mm |
| Notch 7 | Notch 8 | Notch 9 | |
| Crack angle | 45° | 45° | 45° |
| Crack depth | 4 mm | 8 mm | 12 mm |
| Notch 10 | Notch 11 | Notch 12 | |
| Crack angle | 15° | 15° | 15° |
| Crack depth | 4 mm | 8 mm | 12 mm |
| Relation Types | Degrees of Correlation | |
|---|---|---|
| Zcn-Crack depth (75 degrees) | −0.8969 | High-strong correlation |
| Zcn-Crack depth (90 degrees) | −0.9043 | High-strong correlation |
| Zcn-Crack angle (4 mm) | −0.9773 | High-strong correlation |
| Zcn-Crack angle (8 mm) | −0.9798 | High-strong correlation |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, J.; Dai, Q.; Lautala, P.; Yao, H.; Si, R. Rail Sample Laboratory Evaluation of Eddy Current Rail Inspection Sustainable System. Sustainability 2022, 14, 11568. https://doi.org/10.3390/su141811568
Wang J, Dai Q, Lautala P, Yao H, Si R. Rail Sample Laboratory Evaluation of Eddy Current Rail Inspection Sustainable System. Sustainability. 2022; 14(18):11568. https://doi.org/10.3390/su141811568
Chicago/Turabian StyleWang, Jiaqing, Qingli Dai, Pasi Lautala, Hui Yao, and Ruizhe Si. 2022. "Rail Sample Laboratory Evaluation of Eddy Current Rail Inspection Sustainable System" Sustainability 14, no. 18: 11568. https://doi.org/10.3390/su141811568
APA StyleWang, J., Dai, Q., Lautala, P., Yao, H., & Si, R. (2022). Rail Sample Laboratory Evaluation of Eddy Current Rail Inspection Sustainable System. Sustainability, 14(18), 11568. https://doi.org/10.3390/su141811568