
Environmental Impact Analysis of Oil and Gas Pipe Repair Techniques Using Life Cycle Assessment (LCA)


Abstract
:1. Introduction
2. Literature Review
3. Environmental Impact of Pipe Repair Techniques
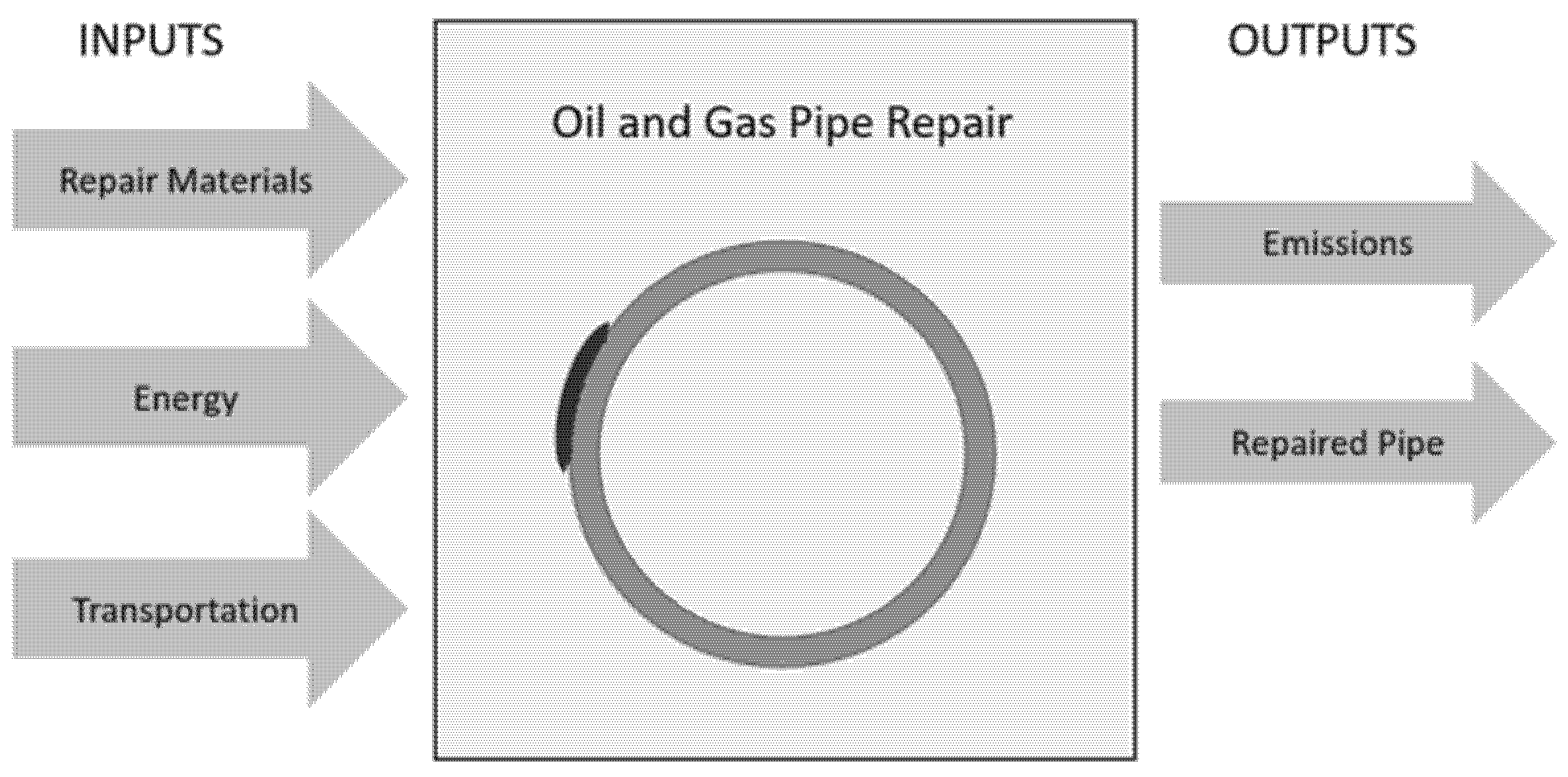
3.1. Methodology
3.2. Oil and Gas Pipe Repair
3.2.1. Selection of Defect Size
3.2.2. Fillet Welded Patch Repair (FWP)
3.2.3. Weld Buildup Repair (WB)
3.2.4. Mechanical Clamp (MC)
3.2.5. Non-Metallic Composite Overwrap Repair (NCO)
3.3. Life Cycle Assessment (LCA)
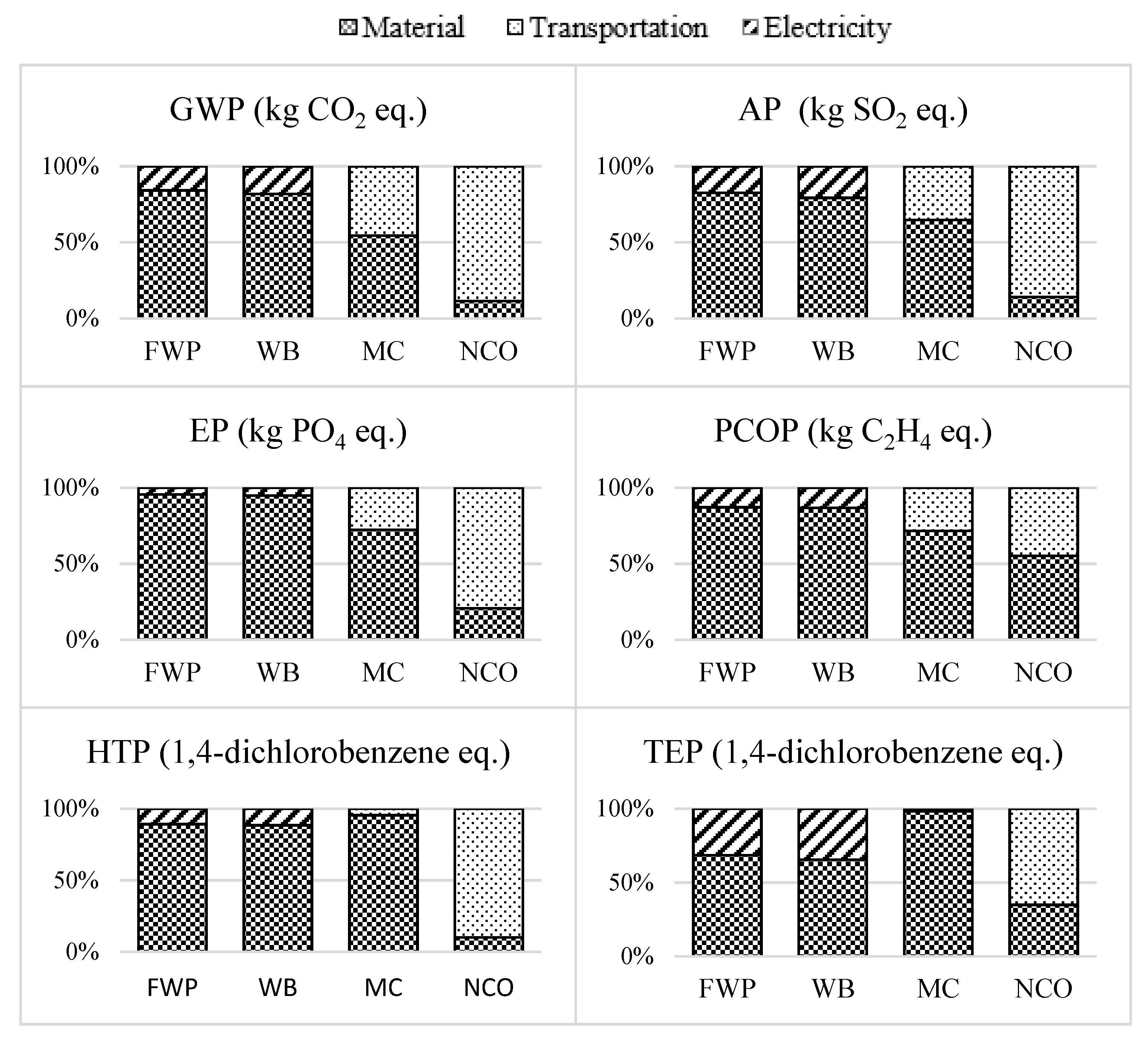
3.3.1. LCA Data and Results
3.3.2. Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Duell, J.M.; Wilson, J.M.; Kessler, M.R. Analysis of a carbon composite overwrap pipeline repair system. Int. J. Press. Vessel. Pip. 2008, 85, 782–788. [Google Scholar] [CrossRef]
- Beavers, J.A.; Thompson, N.G.; Technologies, C. External Corrosion of Oil and Natural Gas Pipelines. ASM Handb. 2006, 13, 1015–1026. [Google Scholar] [CrossRef]
- Antaki, G.A. Piping and Pipeline Engineering, Design, Construction, Maintenance, Integrity and Repair; Marcel Dekker: New York, NY, USA, 2003. [Google Scholar]
- Mableson, A.R.; Dunn, K.R.; Dodds, N.; Gibson, A.G. A New Composite—Based Repair Technique for Metallic Tubular. In Proceedings of the Eighth International Conference on Fibre Reinforced Composites, Newcastle Upon Tyne, UK, 13–15 September 2000; pp. 438–446. [Google Scholar]
- ASME. ASME PCC-2: Repair of Pressure Equipment and Piping. Asme 2008, 2008, 240. [Google Scholar]
- Chen, C.; Li, C.; Reniers, G.; Yang, F. Safety and security of oil and gas pipeline transportation: A systematic analysis of research trends and future needs using WoS. J. Clean. Prod. 2021, 279, 123583. [Google Scholar] [CrossRef]
- An international standard for disclosure of clinical trial information. BMJ 2006, 332, 1107. [CrossRef] [Green Version]
- ISO 14044:2006; Environmental Management—Life Cycle Assessment—Principles and Framework. ISO: Geneva, Switzerland, 2006. [CrossRef]
- Chang, Y.; Schau, E.; Finkbeiner, M. Application of life Cycle Sustainability Assessment to the Bamboo and aluminum Bicycle in surveying Social Risks of developing Countries. In Proceedings of the The 2ndWorld Sustainability Forum, Web Conference, 1–30 November 2012. [Google Scholar]
- Guinée, J.B.; Heijungs, R.; Huppes, G.; Zamagni, A.; Masoni, P.; Buonamici, R.; Ekvall, T.; Rydberg, T. Life cycle assessment: Past, present, and future. Environ. Sci. Technol. 2011, 45, 90–96. [Google Scholar] [CrossRef]
- Martínez, E.; Jiménez, E.; Blanco, J.; Sanz, F. LCA sensitivity analysis of a multi-megawatt wind turbine. Appl. Energy 2010, 87, 2293–2303. [Google Scholar] [CrossRef]
- Das, S. Life cycle assessment of carbon fiber-reinforced polymer composites. Int. J. Life Cycle Assess. 2011, 16, 268–282. [Google Scholar] [CrossRef]
- Elduque, D.; Javierre, C.; Pina, C.; Martínez, E.; Jiménez, E. Life cycle assessment of a domestic induction hob: Electronic boards. J. Clean. Prod. 2014, 76, 74–84. [Google Scholar] [CrossRef]
- Puri-Mirza, A. Middle East: Length of Midstream Oil and Gas Pieps by Country 2019 Statista. Available online: https://www.statista.com/statistics/1124254/middle-east-length-of-midstream-oil-and-gas-pipes-by-country/ (accessed on 26 May 2022).
- Sproesser, G.; Chang, Y.J.; Pittner, A.; Finkbeiner, M.; Rethmeier, M. Life Cycle Assessment of welding technologies for thick metal plate welds. J. Clean. Prod. 2015, 108, 46–53. [Google Scholar] [CrossRef]
- Drakopoulos, S.; Salonitis, K.; Tsoukantas, G.; Chryssolouris, G. Environmental Impact of Ship Hull Repair. Int. J. Sustain. Manuf. 2006, 1, 361–374. [Google Scholar] [CrossRef] [Green Version]
- Bosworth, M.R. Effective heat input in pulsed current gas metal arc welding with solid wire electrodes. Weld. J. 1991, 5, 111s. [Google Scholar]
- Wei, H.; Zhang, Y.; Tan, L.; Zhong, Z. Energy efficiency evaluation of hot-wire laser welding based on process characteristic and power consumption. J. Clean. Prod. 2015, 87, 255–262. [Google Scholar] [CrossRef]
- Spiegel-Ciobanu, V.E.P.G.H.C. Comparative Investigations in Order to Characterise Ultrafine Particles in Fumes in the Case of Welding and allied Processes. Weld. Cut. 2013, 12, 97–105. [Google Scholar]
- Vimal, K.E.K.; Vinodh, S.; Raja, A. Modelling, assessment and deployment of strategies for ensuring sustainable shielded metal arc welding process—A case study. J. Clean. Prod. 2015, 93, 364–377. [Google Scholar] [CrossRef]
- Zukauskaite, A.; Mickeviciene, R.; Karnauskaite, D.; Turkina, L. Environmental and human health issue of welding in the shipyard. In Proceedings of the 17th International Conference, Kaunas, Lithuania, 24–25 October 2013. [Google Scholar]
- Favi, C.; Germani, M.; Campi, F.; Mandolini, M.; Manieri, S.; Marconi, M.; Vita, A. Life Cycle Model and Metrics in Shipbuilding: How to Use them in the Preliminary Design Phases. In Proceedings of the Procedia CIRP, Stockholm, Sweden, 16–18 May 2018; Volume 69, pp. 523–528. [Google Scholar]
- Sproesser, G.; Chang, Y.-J.; Pittner, A.; Finkbeiner, M.; Rethmeier, M. Energy efficiency and environmental impacts of high power gas metal arc welding. Int. J. Adv. Manuf. Technol. 2017, 91, 3503–3513. [Google Scholar] [CrossRef]
- Chang, Y.-J.; Sproesser, G.; Neugebauer, S.; Wolf, K.; Scheumann, R.; Pittner, A.; Rethmeier, M.; Finkbeiner, M. Environmental and Social Life Cycle Assessment of welding technologies. In Proceedings of the Procedia CIRP, Sydney, Australia, 7–9 April 2015; Volume 26, pp. 293–298. [Google Scholar]
- Sangwan, K.S.; Herrmann, C.; Egede, P.; Bhakar, V.; Singer, J. Life Cycle Assessment of Arc Welding and Gas Welding Processes. In Proceedings of the Procedia CIRP, Stuttgart, Germany, 25–27 May 2016; Volume 48, pp. 62–67. [Google Scholar]
- Schmidt, W.P.; Beyer, H.M. Life cycle Study on a Natural Fibre Reinforced Component. In SAE Technical Papers; SAE International: Warrendale, PA, USA, 1998; p. 339. [Google Scholar]
- Corbière-Nicollier, T.; Gfeller Laban, B.; Lundquist, L.; Leterrier, Y.; Manson, J.A.; Jolliet, O. Life cycle assessment of biofibres replacing glass fibres as reinforcement in plastics. Resour. Conserv. Recycl. 2001, 33, 267–287. [Google Scholar] [CrossRef]
- Katz, A. Environmental Impact of Steel and Fiber–Reinforced Polymer Reinforced Pavements. J. Compos. Constr. 2004, 8, 481–488. [Google Scholar] [CrossRef] [Green Version]
- Maxineasa, S.G.; Taranu, N.; Bejan, L.; Isopescu, D.; Banu, O.M. Environmental impact of carbon fibre-reinforced polymer flexural strengthening solutions of reinforced concrete beams. Int. J. Life Cycle Assess. 2015, 20, 1343–1358. [Google Scholar] [CrossRef]
- Ahmed, I.M.; Tsavdaridis, K.D. Life cycle assessment (LCA) and cost (LCC) studies of lightweight composite flooring systems. J. Build. Eng. 2018, 20, 624–633. [Google Scholar] [CrossRef]
- Vidal, R.; Moliner, E.; Martin, P.P.; Fita, S.; Wonneberger, M.; Verdejo, E.; Vanfleteren, F.; Lapeña, N.; González, A. Life Cycle Assessment of Novel Aircraft Interior Panels Made from Renewable or Recyclable Polymers with Natural Fiber Reinforcements and Non-Halogenated Flame Retardants. J. Ind. Ecol. 2018, 22, 132–144. [Google Scholar] [CrossRef] [Green Version]
- Nguyen, L.; Hsuan, G.Y.; Spatari, S. Life Cycle Economic and Environmental Implications of Pristine High Density Polyethylene and Alternative Materials in Drainage Pipe Applications. J. Polym. Environ. 2017, 25, 925–947. [Google Scholar] [CrossRef]
- Abu Dabous, S.; Ghenai, C.; Shanableh, A.; Al-Khayyat, G. Comparison between major repair and replacement options for a bridge deck life cycle assessment: A case study. In Proceedings of the MATEC Web of Conferences, Sharjah, United Arab Emirates, 18–20 April 2017; Volume 120. [Google Scholar]
- Bizjak, K.F.; Knez, F.; Lenart, S.; Slanc, K. Life-cycle assessment and repair of the railway transition zones of an existing bridge using geocomposite materials. Struct. Infrastruct. Eng. 2017, 13, 331–344. [Google Scholar] [CrossRef]
- Liu, Z.; Jiang, Q.; Li, T.; Dong, S.; Yan, S.; Zhang, H.; Xu, B. Environmental benefits of remanufacturing: A case study of cylinder heads remanufactured through laser cladding. J. Clean. Prod. 2016, 133, 1027–1033. [Google Scholar] [CrossRef]
- ISO 14224:2016; Petroleum, Petrochemical and Natural Gas Industries—Collection and Exchange of Reliability and Maintenance Data for Equipment. BSI Standards Publication: London, UK, 2016. [CrossRef]
- Pre Consultants. SimaPro Database Manual; PRé Sustainability: Amersfoort, The Netherlands, 2017. [Google Scholar] [CrossRef]
- European Commission, Joint Research Centre—Institute for Environment and Sustainability. International Reference Life Cycle Data System (ILCD) Handbook—General guide for Life Cycle Assessment—Detailed Guidance; European Commission: Brussels, Belgium, 2010; ISBN 978-92-79-19092-6. [Google Scholar]
- Finkbeiner, M.; Ackermann, R.; Bach, V.; Berger, M.; Brankatschk, G.; Chang, Y.-J.; Grinberg, M.; Lehmann, A.; Martínez-Blanco, J.; Minkov, N.; et al. Challenges in Life Cycle Assessment: An Overview of Current Gaps and Research Needsx. In Background and Future Prospects in Life Cycle Assessment; Kl€opffer, W., Ed.; Springer: Berlin/Heidelberg, Germany, 2014; pp. 207–258. [Google Scholar]
- Curran, M. Strengths and Limiations of LCA. In Background and Future Prospects in Life Cycle Assessment; Klopffer, W., Ed.; Springer: Berlin/Heidelberg, Germany, 2014; pp. 207–258. [Google Scholar]
- Yeganeh, M.; Omidi, M.; Rabizadeh, T. Anti-corrosion behavior of epoxy composite coatings containing molybdate-loaded mesoporous silica. Prog. Org. Coat. 2019, 126, 18–27. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Dimension | Size |
|---|---|
| Outer diameter (D) | 168.3 mm |
| Inner diameter (d) | 154.4 mm |
| Length of pipe (L) | 1000 mm |
| Defect length | 80 mm |
| Defect width | 20 mm |
| Defect depth | 2.5 mm |
| Inventory Item | FWP | WB | MC | NCO |
|---|---|---|---|---|
| Filler material consumption (g) | 6 | 250 | --- | --- |
| Shielding gas consumption (g) | 226.8 | 453.6 | --- | --- |
| Energy consumption (kWh) | 0.128 | 0.324 | --- | --- |
| Steel plate (g) | 65 | --- | --- | --- |
| Acetone (mL) | 50 | 50 | 100 | 100 |
| Water (g) | --- | --- | --- | 1000 |
| Glass fiber (g) | --- | --- | --- | 1600 |
| Epoxy (g) | --- | --- | --- | 188 |
| Polyethylene plastic (g) | --- | --- | --- | 10 |
| Steel clamp (g) | --- | --- | 3120 | --- |
| NBR gasket (g) | --- | --- | 750 | --- |
| Transportation (tkm) | --- | --- | 13.2 a | 61.6 b |
| FWP | WB | MC | NCO | |
|---|---|---|---|---|
| GWP (kg CO2 eq.) | 0.7357 | 1.6242 | 31.6644 | 76.1174 |
| AP (kg SO2 eq.) | 0.0042 | 0.0091 | 0.1548 | 0.2965 |
| EP (kg PO4 eq.) | 0.0012 | 0.0027 | 0.0384 | 0.0627 |
| PCOP (kg C2H4 eq.) | 0.0002 | 0.0006 | 0.0082 | 0.0242 |
| HTP (kg 1,4-dicholorobenzene eq.) | 0.2063 | 0.4881 | 246.2114 | 56.6210 |
| TEP (kg 1,4-dicholorobenzene eq.) | 0.0014 | 0.0032 | 0.3164 | 0.0351 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shaukat, M.M.; Ashraf, F.; Asif, M.; Pashah, S.; Makawi, M. Environmental Impact Analysis of Oil and Gas Pipe Repair Techniques Using Life Cycle Assessment (LCA). Sustainability 2022, 14, 9499. https://doi.org/10.3390/su14159499
Shaukat MM, Ashraf F, Asif M, Pashah S, Makawi M. Environmental Impact Analysis of Oil and Gas Pipe Repair Techniques Using Life Cycle Assessment (LCA). Sustainability. 2022; 14(15):9499. https://doi.org/10.3390/su14159499
Chicago/Turabian StyleShaukat, M. Mobeen, Farhan Ashraf, Muhammad Asif, Sulaman Pashah, and Mohamed Makawi. 2022. "Environmental Impact Analysis of Oil and Gas Pipe Repair Techniques Using Life Cycle Assessment (LCA)" Sustainability 14, no. 15: 9499. https://doi.org/10.3390/su14159499
APA StyleShaukat, M. M., Ashraf, F., Asif, M., Pashah, S., & Makawi, M. (2022). Environmental Impact Analysis of Oil and Gas Pipe Repair Techniques Using Life Cycle Assessment (LCA). Sustainability, 14(15), 9499. https://doi.org/10.3390/su14159499