Author Contributions
Conceptualization, S.-J.L. and J.Y.; methodology, N.H. and J.Y.; validation, S.-J.L. and M.-S.L.; formal analysis, N.H. and J.Y.; investigation, N.H. and J.Y.; resources, M.-S.L.; data curation, N.H. and J.Y.; writing—original draft preparation, J.Y.; writing—review and editing, S.-J.L.; visualization, S.-J.L.; supervision, S.-J.L.; project administration, S.-J.L.; funding acquisition, S.-J.L. and M.-S.L. All authors have read and agreed to the published version of the manuscript.
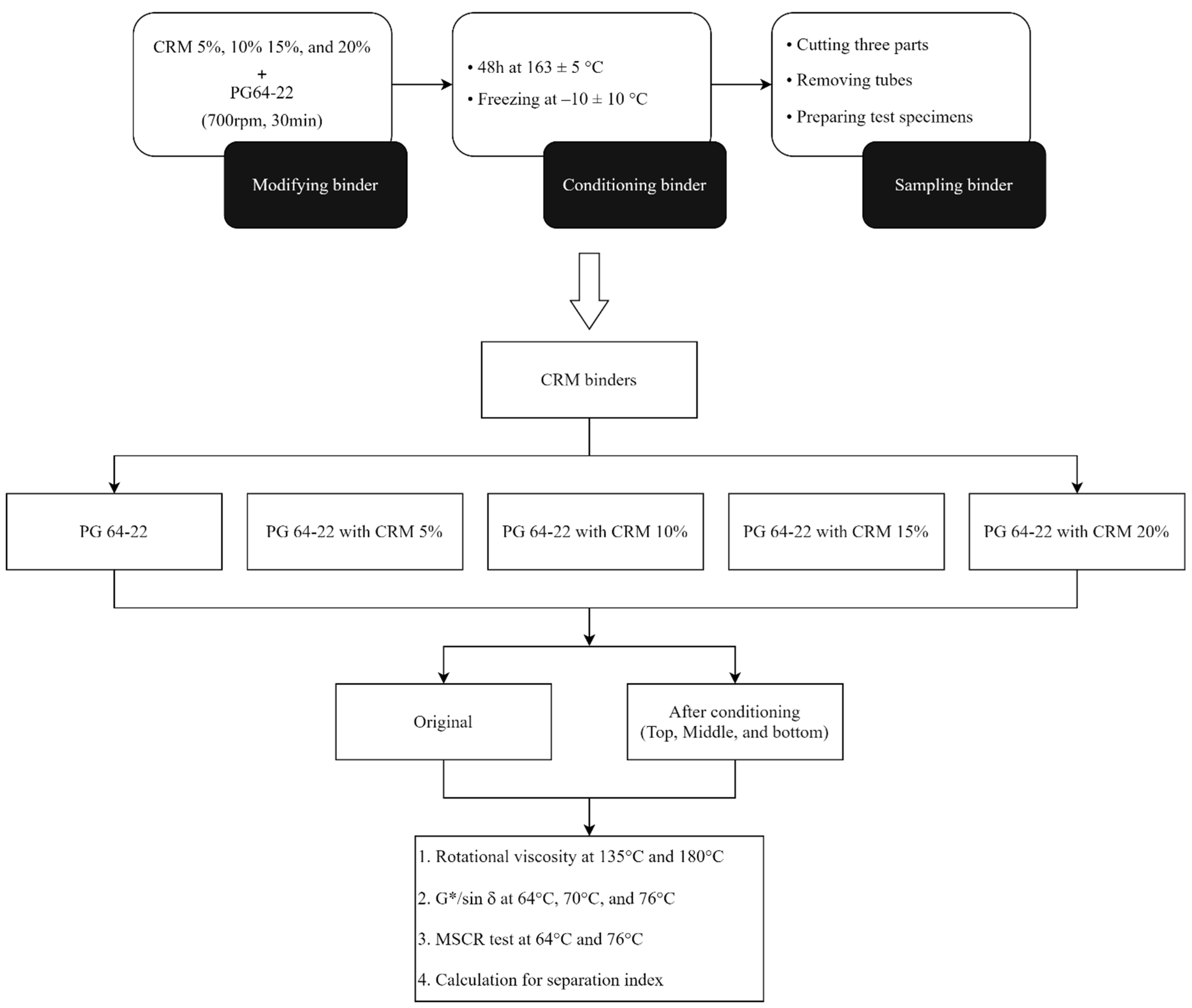
Figure 1.
Flow chart of experimental design procedures.
Figure 1.
Flow chart of experimental design procedures.
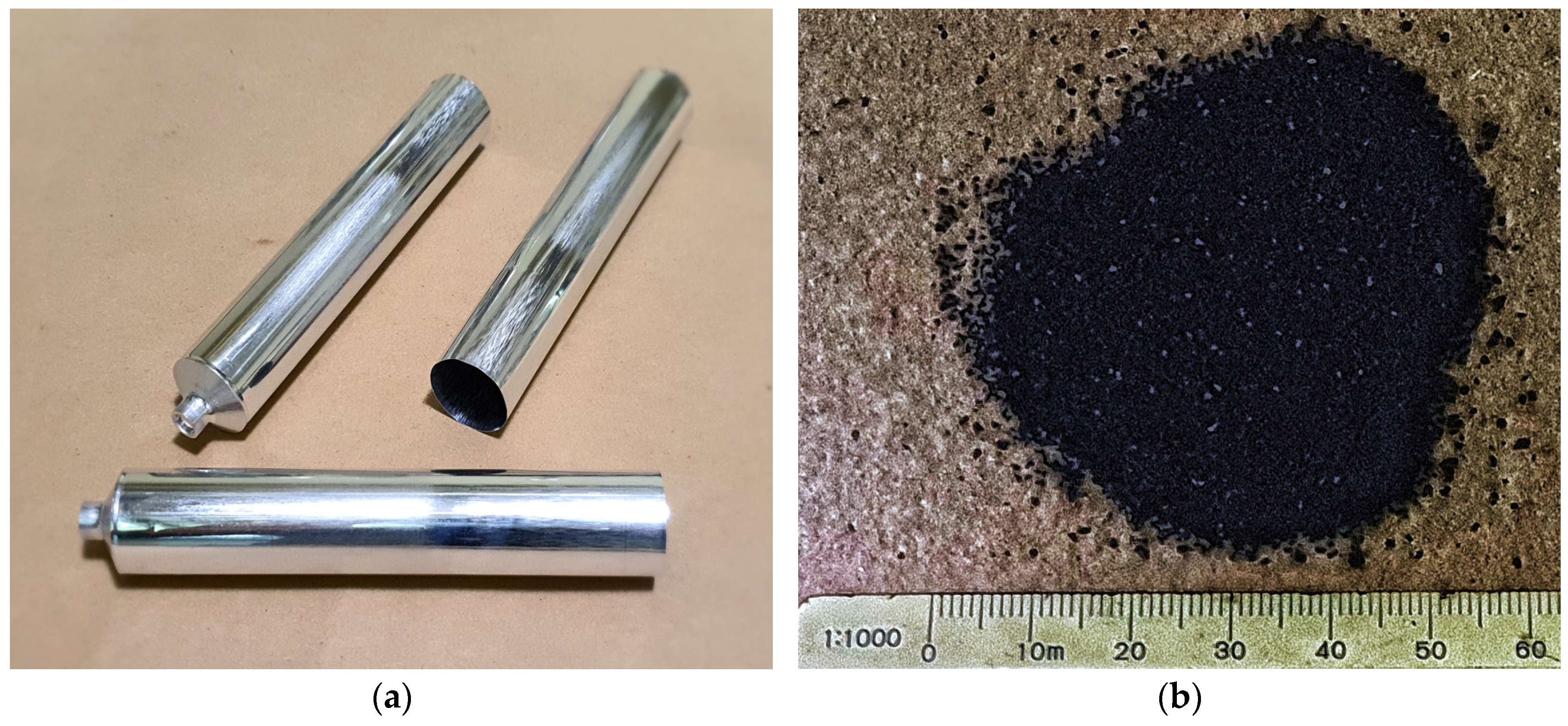
Figure 2.
Aluminum tube (a) and crumb rubber (b).
Figure 2.
Aluminum tube (a) and crumb rubber (b).
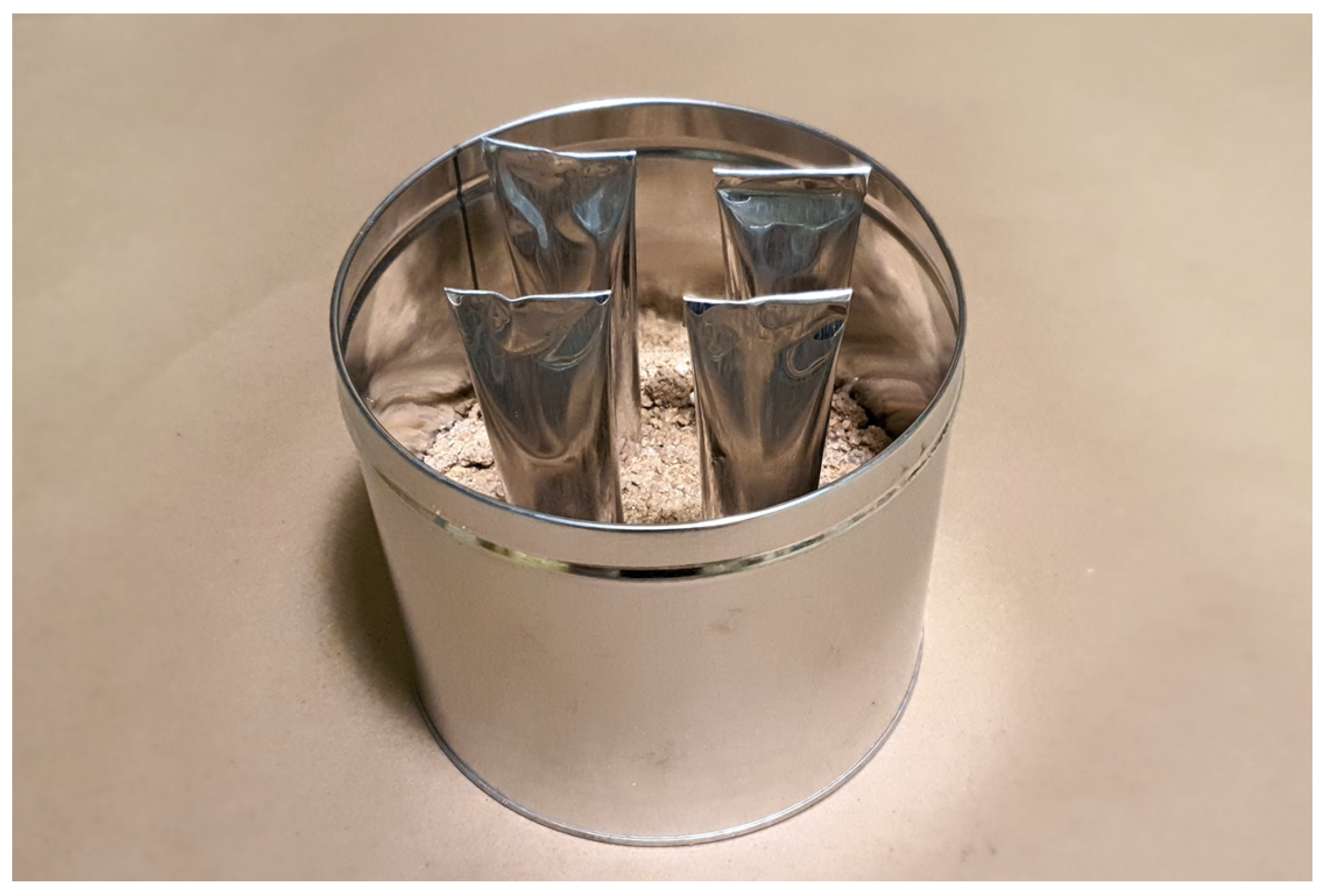
Figure 3.
The vertically held tube.
Figure 3.
The vertically held tube.
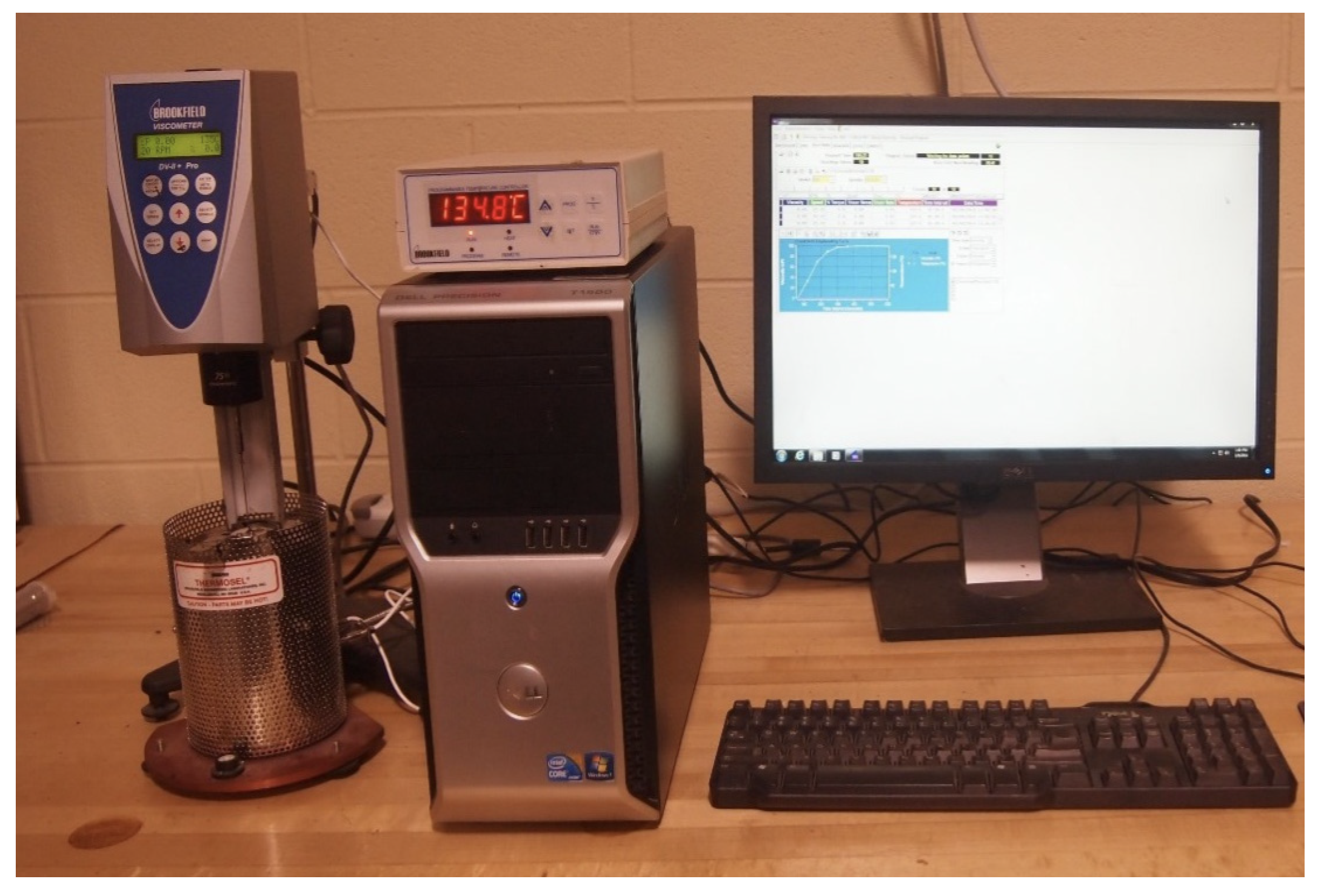
Figure 4.
The rotational viscometer.
Figure 4.
The rotational viscometer.
Figure 5.
The dynamic shear rheometer.
Figure 5.
The dynamic shear rheometer.
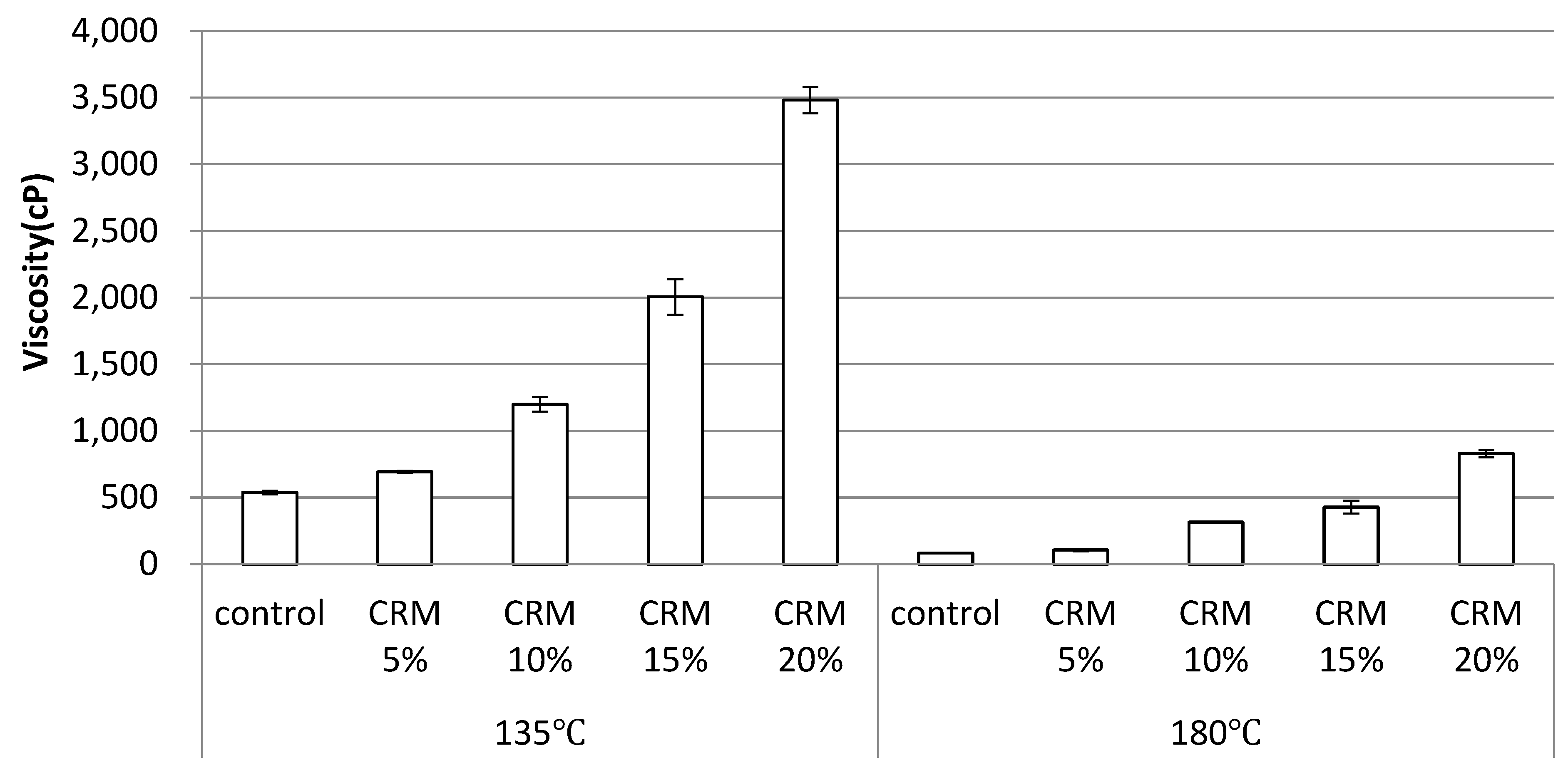
Figure 6.
Viscosity of the CRM asphalt binders at 135 °C and 180 °C.
Figure 6.
Viscosity of the CRM asphalt binders at 135 °C and 180 °C.
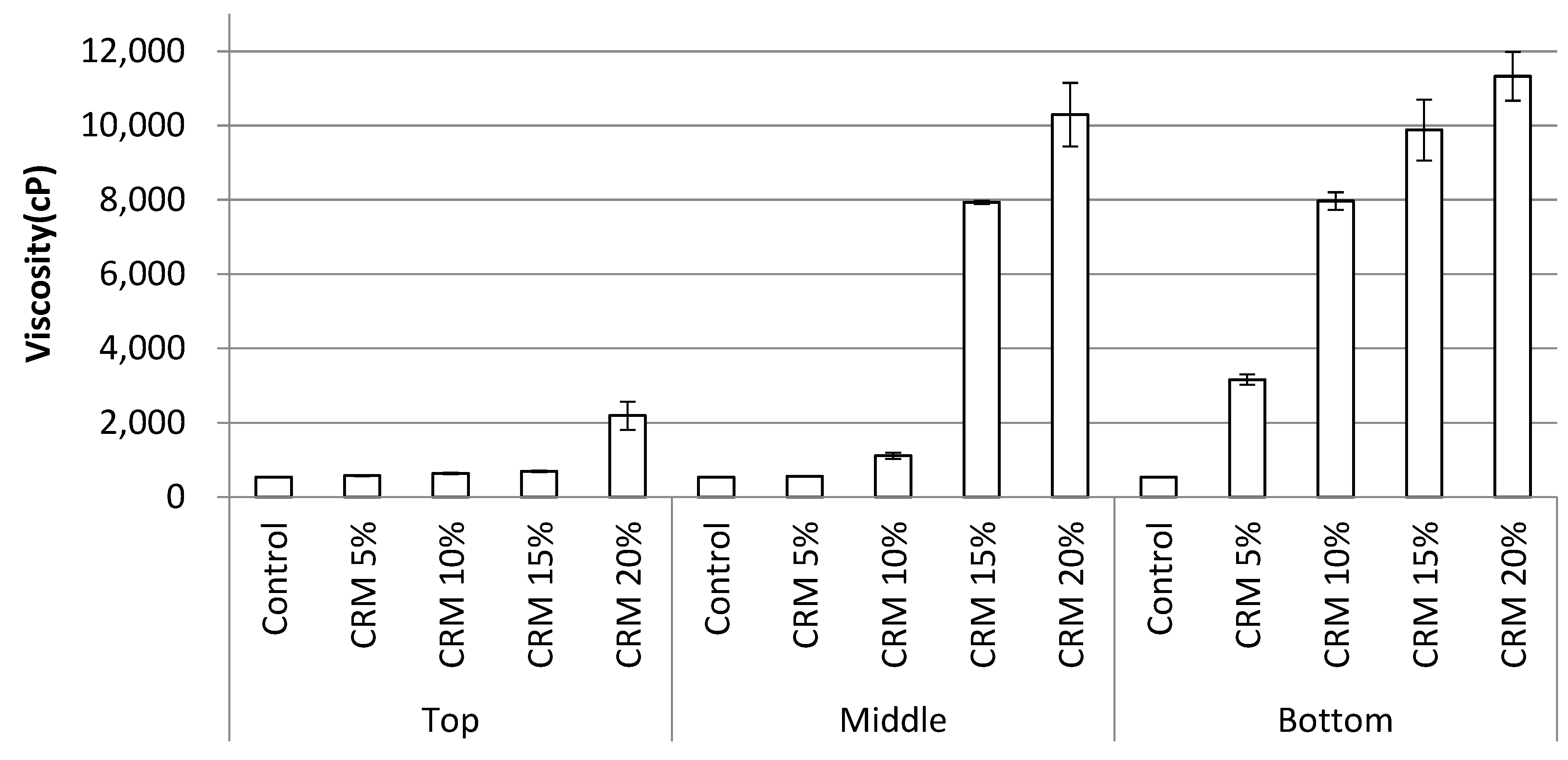
Figure 7.
Viscosity at 135 °C of the CRM binders of top, middle and bottom parts after conditioning.
Figure 7.
Viscosity at 135 °C of the CRM binders of top, middle and bottom parts after conditioning.
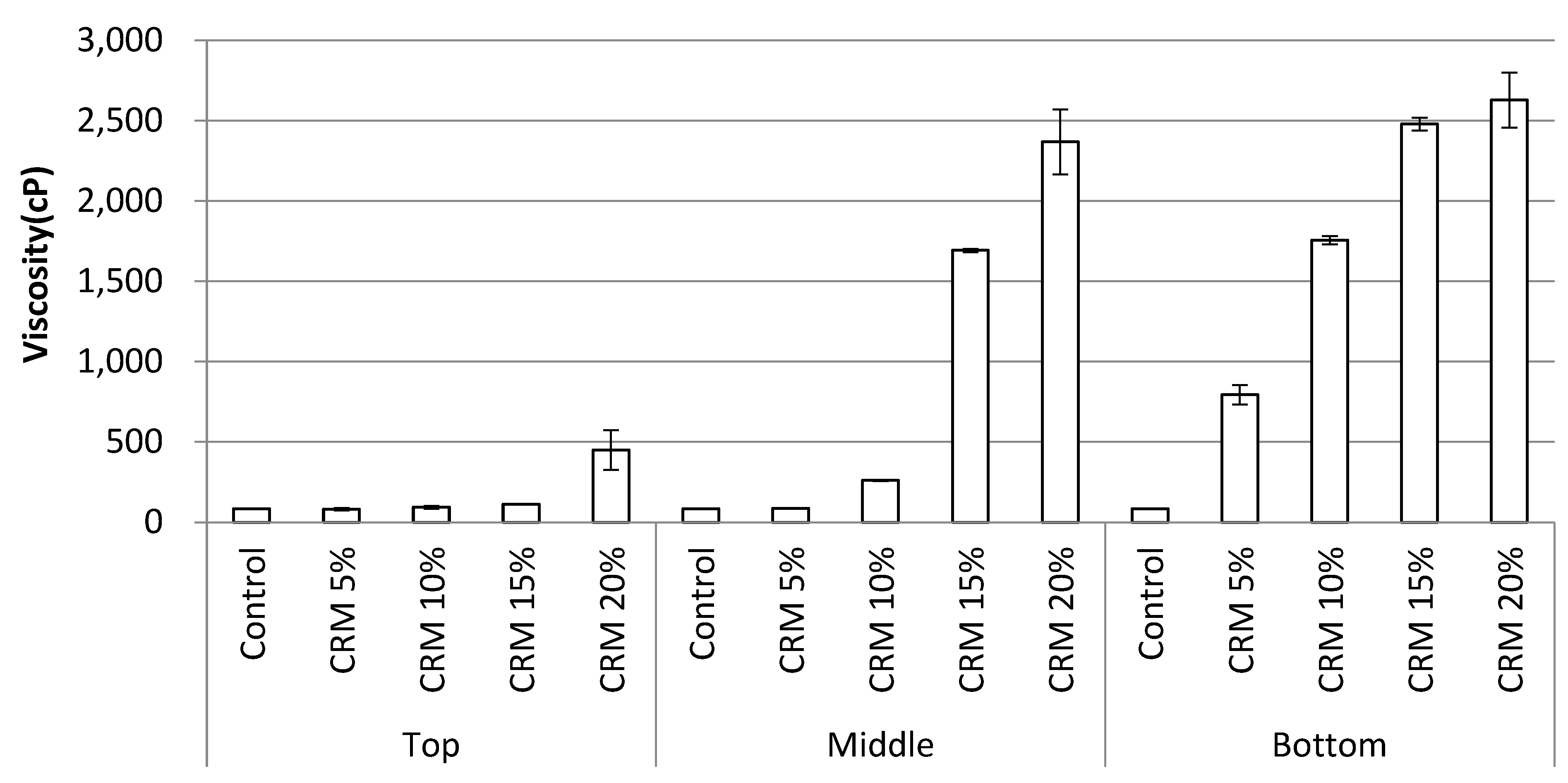
Figure 8.
Viscosity at 180 °C of the CRM binders of top, middle and bottom parts after conditioning.
Figure 8.
Viscosity at 180 °C of the CRM binders of top, middle and bottom parts after conditioning.
Figure 9.
G*/sin δ values of the CRM asphalt binders at 64 °C, 70 °C and 76 °C.
Figure 9.
G*/sin δ values of the CRM asphalt binders at 64 °C, 70 °C and 76 °C.
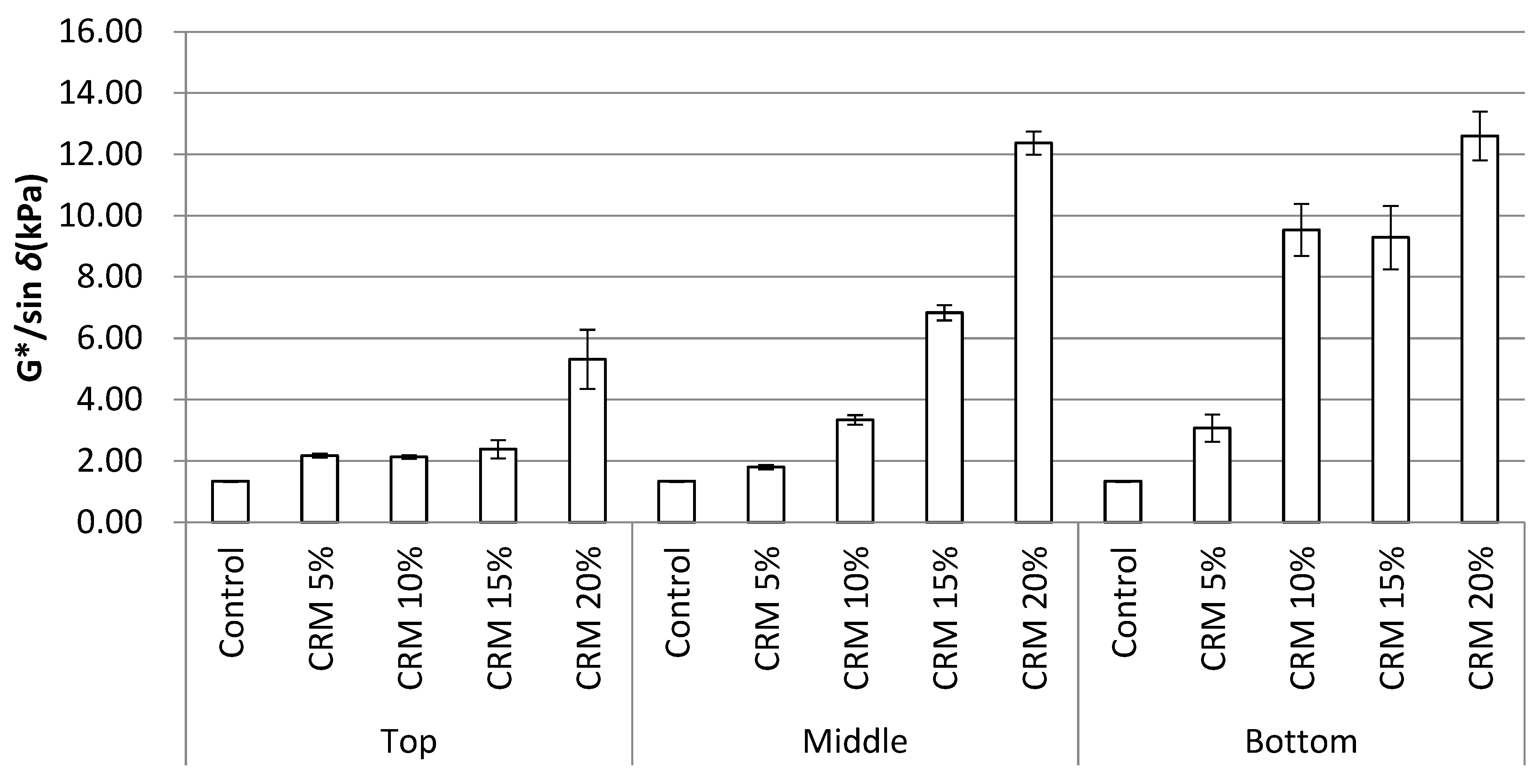
Figure 10.
G*/sin δ at 64 °C of the CRM asphalt binders of top, middle and bottom parts after conditioning.
Figure 10.
G*/sin δ at 64 °C of the CRM asphalt binders of top, middle and bottom parts after conditioning.
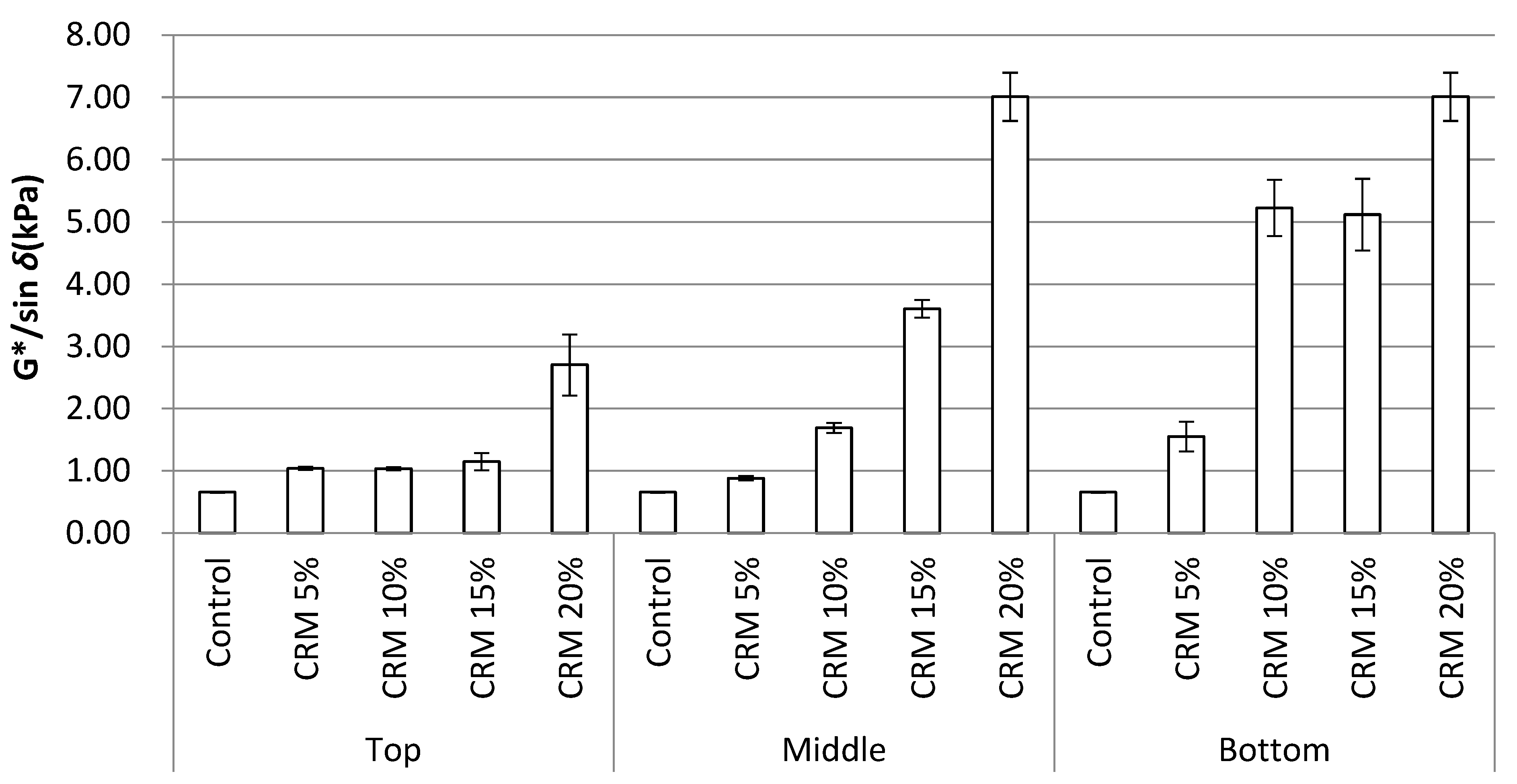
Figure 11.
G*/sin δ at 70 °C of the CRM asphalt binders of top, middle and bottom parts after conditioning.
Figure 11.
G*/sin δ at 70 °C of the CRM asphalt binders of top, middle and bottom parts after conditioning.
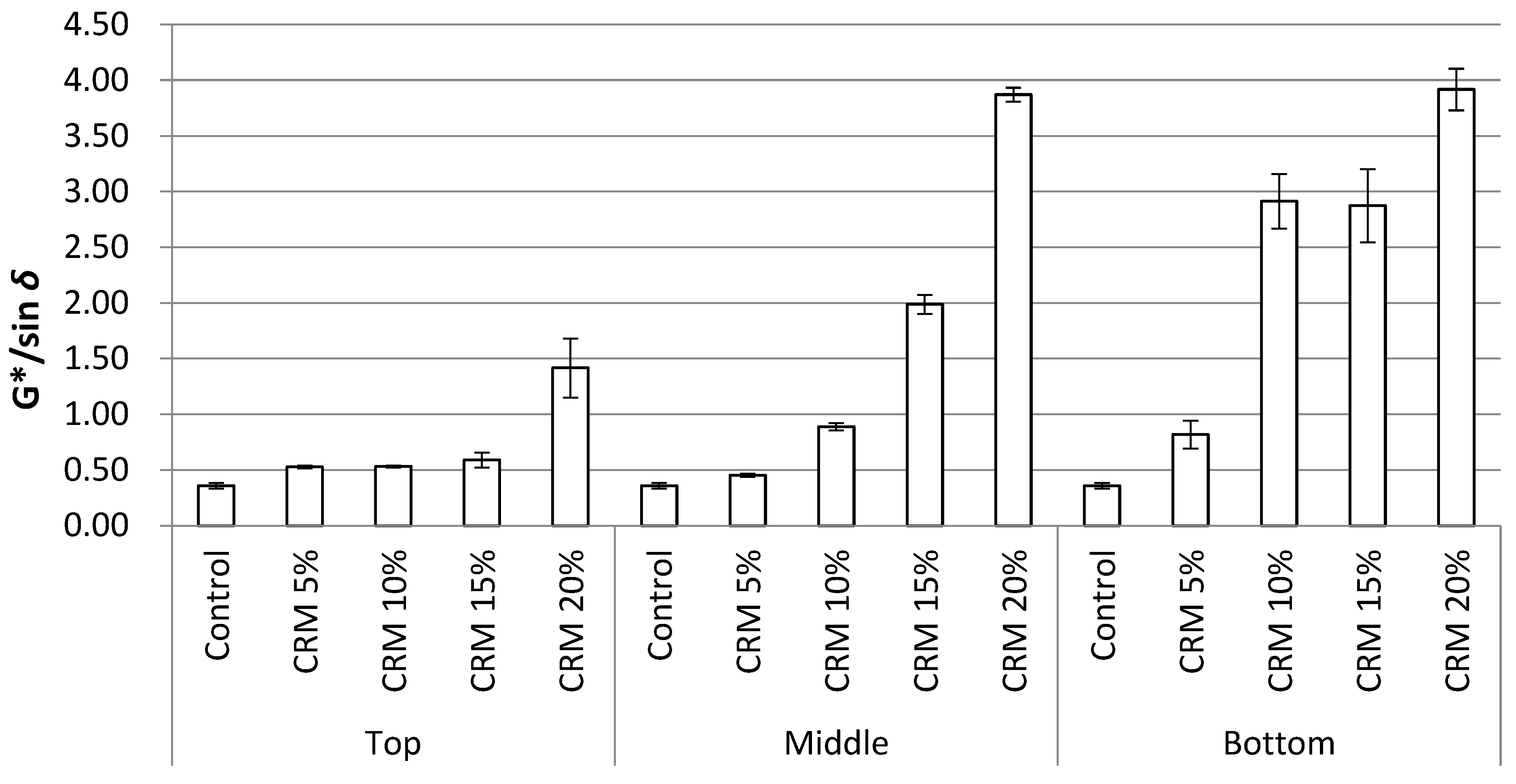
Figure 12.
G*/sin δ at 76 °C of the CRM asphalt binders of top, middle and bottom parts after conditioning.
Figure 12.
G*/sin δ at 76 °C of the CRM asphalt binders of top, middle and bottom parts after conditioning.
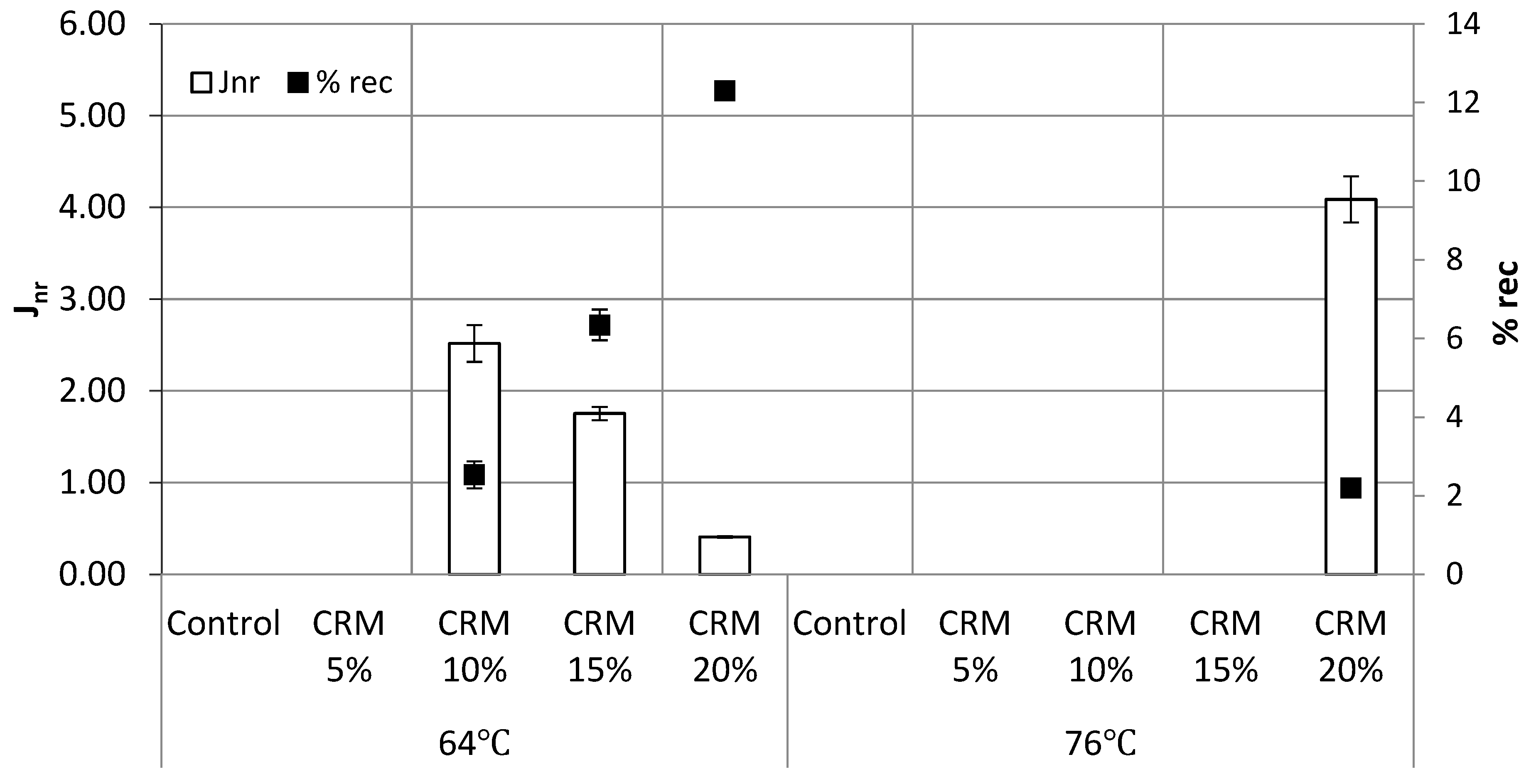
Figure 13.
Jnr and % rec of the CRM asphalt binders at 64 °C and 76 °C.
Figure 13.
Jnr and % rec of the CRM asphalt binders at 64 °C and 76 °C.
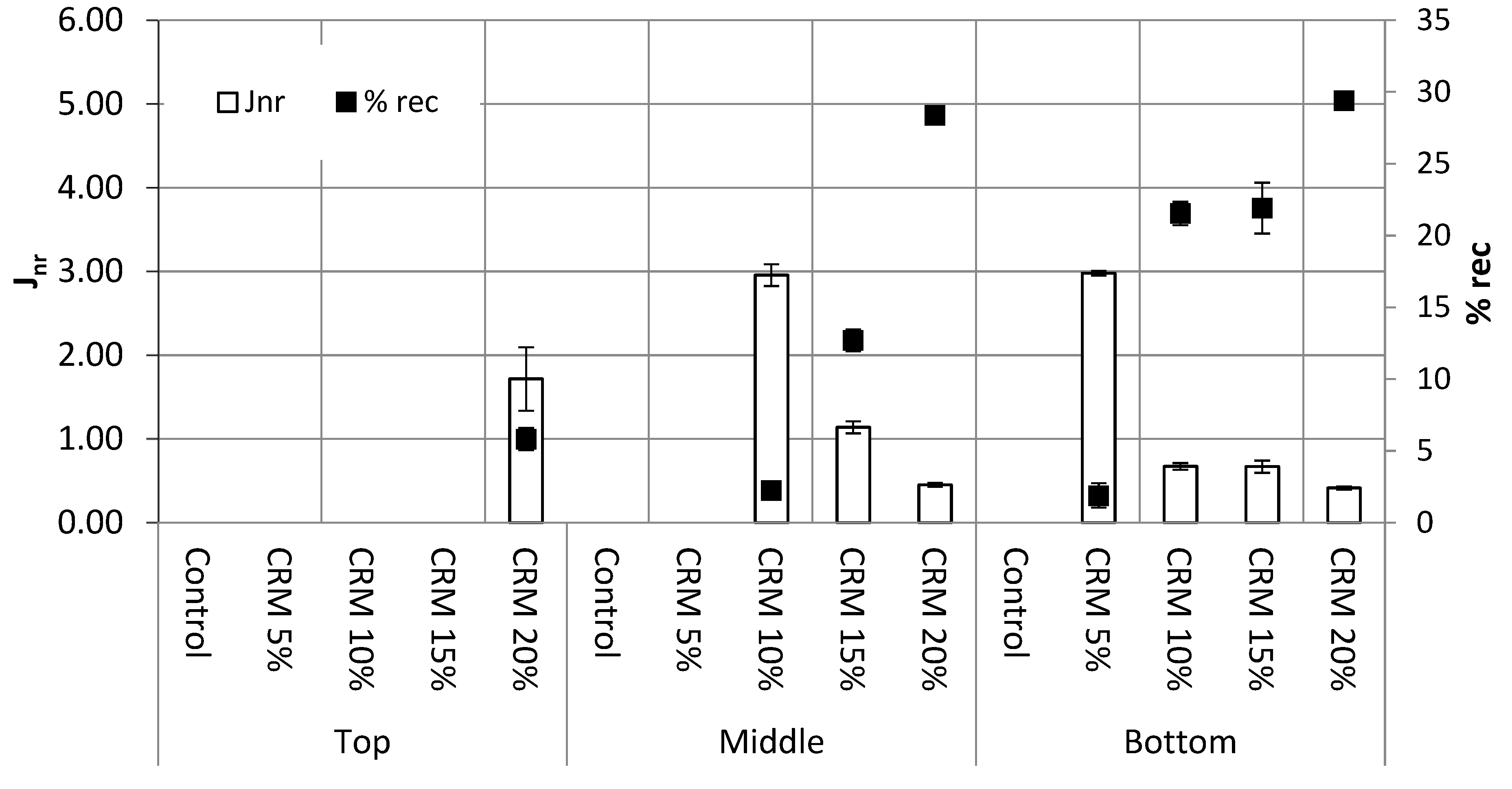
Figure 14.
Jnr and % rec at 64 °C of the CRM asphalt binders of top, middle and bottom parts after conditioning.
Figure 14.
Jnr and % rec at 64 °C of the CRM asphalt binders of top, middle and bottom parts after conditioning.
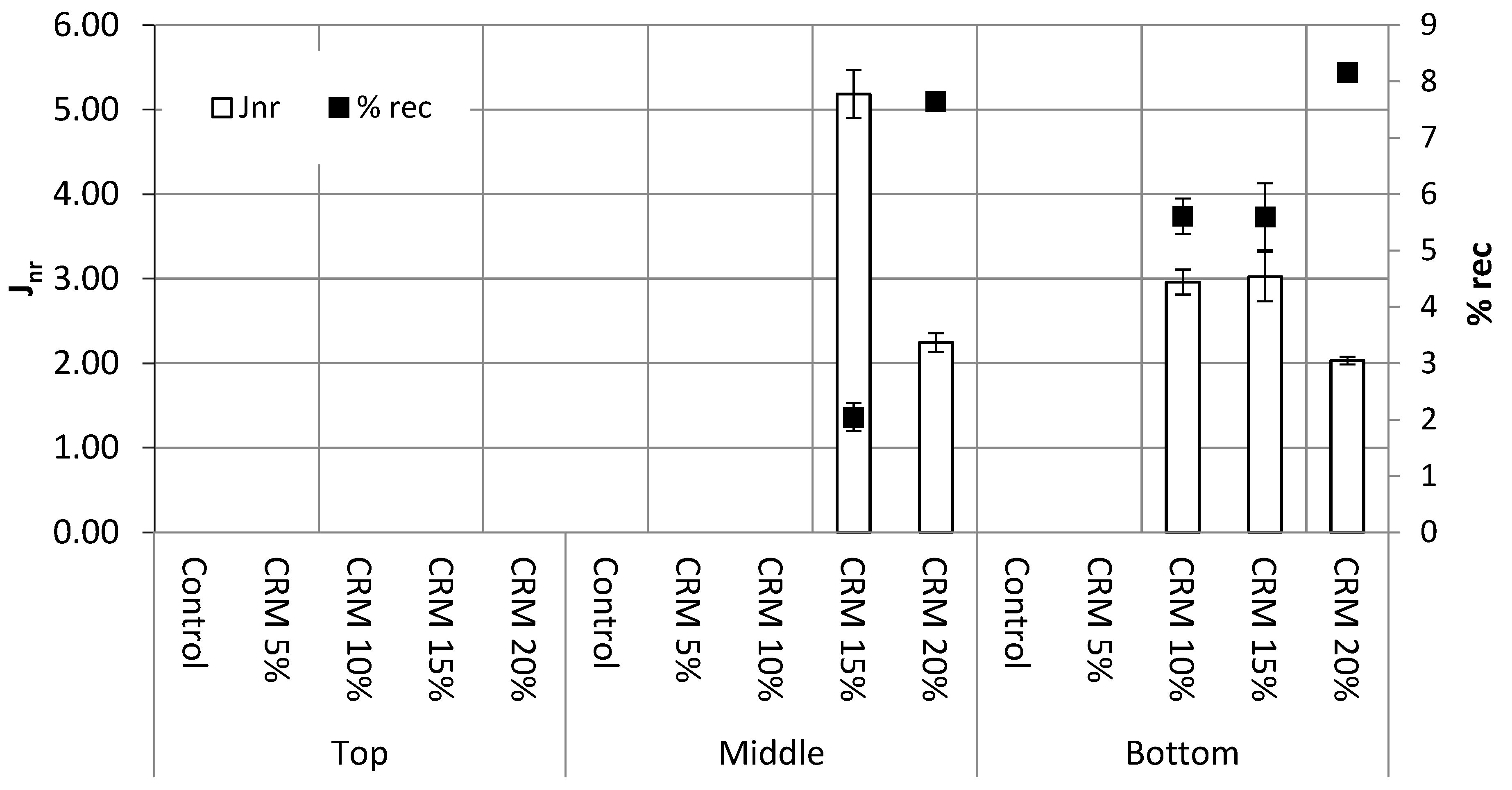
Figure 15.
Jnr and % rec at 76 °C of the CRM asphalt binders of top, middle and bottom parts after conditioning.
Figure 15.
Jnr and % rec at 76 °C of the CRM asphalt binders of top, middle and bottom parts after conditioning.
Table 1.
Properties of base asphalt binder (PG 64-22).
Table 1.
Properties of base asphalt binder (PG 64-22).
| Aging States | Test Properties | Test Result |
|---|
| Unaged binder | Viscosity @ 135 °C (cP) | 538 |
| G*/sin δ @ 64 °C (kPa) | 1.38 |
| RTFO aged residual | G*/sin δ @ 64 °C (kPa) | 3.82 |
RTFO + PAV
aged residual | G*sin δ @ 25 °C (kPa) | 4402 |
| Stiffness @ −12 °C (MPa) | 205 |
| m-value @ −12 °C | 0.323 |
Table 2.
Gradation of CRM used in this study.
Table 2.
Gradation of CRM used in this study.
| Sieve Number (μm) % | % Cumulative Passed |
|---|
| 30 (600) | 100 |
| 40 (425) | 91.0 |
| 50 (300) | 59.1 |
| 80 (180) | 26.2 |
| 100 (150) | 18.3 |
| 200 (75) | 0.0 |
Table 3.
Statistical analysis results of the viscosity of CRM binders as a function of top, middle and bottom parts (α = 0.05).
Table 3.
Statistical analysis results of the viscosity of CRM binders as a function of top, middle and bottom parts (α = 0.05).
| | Viscosity at 135 °C |
|---|
| Original (%) | Top (%) | Middle (%) | Bottom (%) |
|---|
| 0 | 5 | 10 | 15 | 20 | 0 | 5 | 10 | 15 | 20 | 0 | 5 | 10 | 15 | 20 | 0 | 5 | 10 | 15 | 20 |
|---|
| Original (%) | 0 | - | N | N | S | S | N | N | N | N | S | N | N | N | S | S | N | S | S | S | S |
| 5 | | - | N | S | S | N | N | N | N | S | N | N | N | S | S | N | S | S | S | S |
| 10 | | | - | N | S | N | N | N | N | S | N | N | N | S | S | N | S | S | S | S |
| 15 | | | | - | S | S | S | S | S | N | S | S | N | S | S | S | S | S | S | S |
| 20 | | | | | - | S | S | S | S | S | S | S | S | S | S | S | N | S | S | S |
| Top (%) | 0 | | | | | | - | N | N | N | S | N | N | N | S | S | N | S | S | S | S |
| 5 | | | | | | | - | N | N | S | N | N | N | S | S | N | S | S | S | S |
| 10 | | | | | | | | - | N | S | N | N | N | S | S | N | S | S | S | S |
| 15 | | | | | | | | | - | S | N | N | N | S | S | N | S | S | S | S |
| 20 | | | | | | | | | | - | S | S | N | S | S | S | N | S | S | S |
| Middle (%) | 0 | | | | | | | | | | | - | N | N | S | S | N | S | S | S | S |
| 5 | | | | | | | | | | | | - | N | S | S | N | S | S | S | S |
| 10 | | | | | | | | | | | | | - | S | S | N | S | S | S | S |
| 15 | | | | | | | | | | | | | | - | S | S | S | N | S | S |
| 20 | | | | | | | | | | | | | | | - | S | S | S | N | S |
| Bottom (%) | 0 | | | | | | | | | | | | | | | | - | S | S | S | S |
| 5 | | | | | | | | | | | | | | | | | - | S | S | S |
| 10 | | | | | | | | | | | | | | | | | | - | S | S |
| 15 | | | | | | | | | | | | | | | | | | | - | S |
| 20 | | | | | | | | | | | | | | | | | | | | - |
| Viscosity at 180 °C |
| Original (%) | 0 | - | N | N | S | S | N | N | N | N | S | N | N | N | S | S | N | S | S | S | S |
| 5 | | - | N | S | S | N | N | N | N | S | N | N | N | S | S | N | S | S | S | S |
| 10 | | | - | N | S | N | N | N | N | S | N | N | N | S | S | N | S | S | S | S |
| 15 | | | | - | S | S | S | S | S | N | S | S | N | S | S | S | S | S | S | S |
| 20 | | | | | - | S | S | S | S | S | S | S | S | S | S | S | N | S | S | S |
| Top (%) | 0 | | | | | | - | N | N | N | S | N | N | N | S | S | N | S | S | S | S |
| 5 | | | | | | | - | N | N | S | N | N | N | S | S | N | S | S | S | S |
| 10 | | | | | | | | - | N | S | N | N | N | S | S | N | S | S | S | S |
| 15 | | | | | | | | | - | S | N | N | N | S | S | N | S | S | S | S |
| 20 | | | | | | | | | | - | S | S | N | S | S | S | N | S | S | S |
| Middle (%) | 0 | | | | | | | | | | | - | N | N | S | S | N | S | S | S | S |
| 5 | | | | | | | | | | | | - | N | S | S | N | S | S | S | S |
| 10 | | | | | | | | | | | | | - | S | S | N | S | S | S | S |
| 15 | | | | | | | | | | | | | | - | S | S | S | N | S | S |
| 20 | | | | | | | | | | | | | | | - | S | S | S | N | S |
| Bottom (%) | 0 | | | | | | | | | | | | | | | | - | S | S | S | S |
| 5 | | | | | | | | | | | | | | | | | - | S | S | S |
| 10 | | | | | | | | | | | | | | | | | | - | S | S |
| 15 | | | | | | | | | | | | | | | | | | | - | S |
| 20 | | | | | | | | | | | | | | | | | | | | |
Table 4.
Statistical analysis results of the G*/sin δ at 64 °C of CRM binders as a function of top, middle and bottom parts (α = 0.05).
Table 4.
Statistical analysis results of the G*/sin δ at 64 °C of CRM binders as a function of top, middle and bottom parts (α = 0.05).
| | Original (%) | Top (%) | Middle (%) | Bottom (%) |
|---|
| 0 | 5 | 10 | 15 | 20 | 0 | 5 | 10 | 15 | 20 | 0 | 5 | 10 | 15 | 20 | 0 | 5 | 10 | 15 | 20 |
|---|
| Original (%) | 0 | - | S | S | S | S | N | N | N | S | S | N | N | S | S | S | N | S | S | S | S |
| 5 | | - | S | S | S | S | N | N | N | S | S | N | S | S | S | S | S | S | S | S |
| 10 | | | - | S | S | S | S | S | S | S | S | S | N | S | S | S | N | S | S | S |
| 15 | | | | - | S | S | S | S | S | N | S | S | S | S | S | S | S | S | S | S |
| 20 | | | | | - | S | S | S | S | S | S | S | S | S | S | S | S | S | S | S |
| Top (%) | 0 | | | | | | - | N | N | S | S | N | N | S | S | S | N | S | S | S | S |
| 5 | | | | | | | - | N | N | S | N | N | S | S | S | N | S | S | S | S |
| 10 | | | | | | | | - | N | S | N | N | S | S | S | N | S | S | S | S |
| 15 | | | | | | | | | - | S | S | N | S | S | S | S | S | S | S | S |
| 20 | | | | | | | | | | - | S | S | S | S | S | S | S | S | S | S |
| Middle (%) | 0 | | | | | | | | | | | - | N | S | S | S | N | S | S | S | S |
| 5 | | | | | | | | | | | | - | S | S | S | N | S | S | S | S |
| 10 | | | | | | | | | | | | | - | S | S | S | N | S | S | S |
| 15 | | | | | | | | | | | | | | - | S | S | S | S | S | S |
| 20 | | | | | | | | | | | | | | | - | S | S | S | S | S |
| Bottom (%) | 0 | | | | | | | | | | | | | | | | - | S | S | S | S |
| 5 | | | | | | | | | | | | | | | | | - | S | S | S |
| 10 | | | | | | | | | | | | | | | | | | - | N | S |
| 15 | | | | | | | | | | | | | | | | | | | - | S |
| 20 | | | | | | | | | | | | | | | | | | | | - |
Table 5.
Statistical analysis results of the G*/sin δ at 70 °C of CRM binders as a function of top, middle and bottom parts (α = 0.05).
Table 5.
Statistical analysis results of the G*/sin δ at 70 °C of CRM binders as a function of top, middle and bottom parts (α = 0.05).
| | Original (%) | Top (%) | Middle (%) | Bottom (%) |
|---|
| 0 | 5 | 10 | 15 | 20 | 0 | 5 | 10 | 15 | 20 | 0 | 5 | 10 | 15 | 20 | 0 | 5 | 10 | 15 | 20 |
|---|
| Original (%) | 0 | - | S | S | S | S | N | N | N | S | S | N | N | S | S | S | N | S | S | S | S |
| 5 | | - | S | S | S | S | N | N | N | S | S | N | S | S | S | S | S | S | S | S |
| 10 | | | - | S | S | S | S | S | S | S | S | S | N | S | S | S | N | S | S | S |
| 15 | | | | - | S | S | S | S | S | N | S | S | S | S | S | S | S | S | S | S |
| 20 | | | | | - | S | S | S | S | S | S | S | S | S | S | S | S | S | S | S |
| Top (%) | 0 | | | | | | - | N | N | S | S | N | N | S | S | S | N | S | S | S | S |
| 5 | | | | | | | - | N | N | S | N | N | S | S | S | N | S | S | S | S |
| 10 | | | | | | | | - | N | S | N | N | S | S | S | N | S | S | S | S |
| 15 | | | | | | | | | - | S | S | N | S | S | S | S | S | S | S | S |
| 20 | | | | | | | | | | - | S | S | S | S | S | S | S | S | S | S |
| Middle (%) | 0 | | | | | | | | | | | - | N | S | S | S | N | S | S | S | S |
| 5 | | | | | | | | | | | | - | S | S | S | N | S | S | S | S |
| 10 | | | | | | | | | | | | | - | S | S | S | N | S | S | S |
| 15 | | | | | | | | | | | | | | - | S | S | S | S | S | S |
| 20 | | | | | | | | | | | | | | | - | S | S | S | S | S |
| Bottom (%) | 0 | | | | | | | | | | | | | | | | - | S | S | S | S |
| 5 | | | | | | | | | | | | | | | | | - | S | S | S |
| 10 | | | | | | | | | | | | | | | | | | - | N | S |
| 15 | | | | | | | | | | | | | | | | | | | - | S |
| 20 | | | | | | | | | | | | | | | | | | | | - |
Table 6.
Statistical analysis results of the G*/sin δ at 76 °C of CRM binders as a function of top, middle and bottom parts (α = 0.05).
Table 6.
Statistical analysis results of the G*/sin δ at 76 °C of CRM binders as a function of top, middle and bottom parts (α = 0.05).
| | Original (%) | Top (%) | Middle (%) | Bottom (%) |
|---|
| 0 | 5 | 10 | 15 | 20 | 0 | 5 | 10 | 15 | 20 | 0 | 5 | 10 | 15 | 20 | 0 | 5 | 10 | 15 | 20 |
|---|
| Original (%) | 0 | - | N | S | S | S | N | N | N | S | S | N | N | S | S | S | N | S | S | S | S |
| 5 | | - | S | S | S | N | N | N | N | S | N | N | S | S | S | N | S | S | S | S |
| 10 | | | - | S | S | S | S | S | S | S | S | S | N | S | S | S | N | S | S | S |
| 15 | | | | - | S | S | S | S | S | N | S | S | S | S | S | S | S | S | S | S |
| 20 | | | | | - | S | S | S | S | S | S | S | S | S | S | S | S | S | S | S |
| Top (%) | 0 | | | | | | - | N | N | S | S | N | N | S | S | S | N | S | S | S | S |
| 5 | | | | | | | - | N | N | S | N | N | S | S | S | N | S | S | S | S |
| 10 | | | | | | | | - | N | S | N | N | S | S | S | N | S | S | S | S |
| 15 | | | | | | | | | - | S | S | N | S | S | S | S | S | S | S | S |
| 20 | | | | | | | | | | - | S | S | S | S | S | S | S | S | S | S |
| Middle (%) | 0 | | | | | | | | | | | - | S | S | S | S | N | S | S | S | S |
| 5 | | | | | | | | | | | | - | S | S | S | N | S | S | S | S |
| 10 | | | | | | | | | | | | | - | S | S | S | N | S | S | S |
| 15 | | | | | | | | | | | | | | - | S | S | S | S | S | S |
| 20 | | | | | | | | | | | | | | | - | S | S | S | S | N |
| Bottom (%) | 0 | | | | | | | | | | | | | | | | - | S | S | S | S |
| 5 | | | | | | | | | | | | | | | | | - | S | S | S |
| 10 | | | | | | | | | | | | | | | | | | - | N | S |
| 15 | | | | | | | | | | | | | | | | | | | - | S |
| 20 | | | | | | | | | | | | | | | | | | | | - |
Table 7.
Statistical analysis results of the Jnr of CRM binders as a function of top, middle and bottom parts (α = 0.05).
Table 7.
Statistical analysis results of the Jnr of CRM binders as a function of top, middle and bottom parts (α = 0.05).
| | Jnr at 64 °C |
|---|
| Original (%) | Top (%) | Middle (%) | Bottom (%) |
|---|
| 0 | 5 | 10 | 15 | 20 | 0 | 5 | 10 | 15 | 20 | 0 | 5 | 10 | 15 | 20 | 0 | 5 | 10 | 15 | 20 |
|---|
| Original (%) | 0 | - | N | S | S | S | N | N | N | N | S | N | N | S | S | S | N | S | S | S | S |
| 5 | | - | S | S | S | N | N | N | N | S | N | N | S | S | S | N | S | S | S | S |
| 10 | | | - | S | S | S | S | S | S | S | S | S | S | S | S | S | S | S | S | S |
| 15 | | | | - | S | S | S | S | S | N | S | S | S | S | S | S | S | S | S | S |
| 20 | | | | | - | S | S | S | S | S | S | S | S | S | N | S | S | N | N | N |
| Top (%) | 0 | | | | | | - | N | N | N | S | N | N | S | S | S | N | S | S | S | S |
| 5 | | | | | | | - | N | N | S | N | N | S | S | S | N | S | S | S | S |
| 10 | | | | | | | | - | N | S | N | N | S | S | S | N | S | S | S | S |
| 15 | | | | | | | | | - | S | N | N | S | S | S | N | S | S | S | S |
| 20 | | | | | | | | | | - | S | S | S | S | S | S | S | S | S | S |
| Middle (%) | 0 | | | | | | | | | | | - | N | S | S | S | N | S | S | S | S |
| 5 | | | | | | | | | | | | - | S | S | S | N | S | S | S | S |
| 10 | | | | | | | | | | | | | - | S | S | S | N | S | S | S |
| 15 | | | | | | | | | | | | | | - | S | S | S | S | S | S |
| 20 | | | | | | | | | | | | | | | - | S | S | N | N | N |
| Bottom (%) | 0 | | | | | | | | | | | | | | | | - | S | S | S | S |
| 5 | | | | | | | | | | | | | | | | | - | S | S | S |
| 10 | | | | | | | | | | | | | | | | | | - | N | N |
| 15 | | | | | | | | | | | | | | | | | | | - | N |
| 20 | | | | | | | | | | | | | | | | | | | | - |
| Jnr at 76 °C |
| Original (%) | 0 | - | N | N | N | S | N | N | N | N | N | N | N | N | S | S | N | N | S | S | S |
| 5 | | - | N | N | S | N | N | N | N | N | N | N | N | S | S | N | N | S | S | S |
| 10 | | | - | N | S | N | N | N | N | N | N | N | N | S | S | N | N | S | S | S |
| 15 | | | | - | S | N | N | N | N | N | N | N | N | S | S | N | N | S | S | S |
| 20 | | | | | - | S | S | S | S | S | S | S | S | S | S | S | S | S | S | S |
| Top (%) | 0 | | | | | | - | N | N | N | N | N | N | N | S | S | N | N | S | S | S |
| 5 | | | | | | | - | N | N | N | N | N | N | S | S | N | N | S | S | S |
| 10 | | | | | | | | - | N | N | N | N | N | S | S | N | N | S | S | S |
| 15 | | | | | | | | | - | N | N | N | N | S | S | N | N | S | S | S |
| 20 | | | | | | | | | | - | N | N | N | S | S | N | N | S | S | S |
| Middle (%) | 0 | | | | | | | | | | | - | N | N | S | S | N | N | S | S | S |
| 5 | | | | | | | | | | | | - | N | S | S | N | N | S | S | S |
| 10 | | | | | | | | | | | | | - | S | S | N | N | S | S | S |
| 15 | | | | | | | | | | | | | | - | S | S | S | S | S | S |
| 20 | | | | | | | | | | | | | | | - | S | S | S | S | S |
| Bottom (%) | 0 | | | | | | | | | | | | | | | | - | N | S | S | S |
| 5 | | | | | | | | | | | | | | | | | - | S | S | S |
| 10 | | | | | | | | | | | | | | | | | | - | N | S |
| 15 | | | | | | | | | | | | | | | | | | | - | S |
| 20 | | | | | | | | | | | | | | | | | | | | - |
Table 8.
Statistical analysis results of the % rec of CRM binders as a function of top, middle and bottom parts (α = 0.05).
Table 8.
Statistical analysis results of the % rec of CRM binders as a function of top, middle and bottom parts (α = 0.05).
| | % rec at 64 °C |
|---|
| Original (%) | Top (%) | Middle (%) | Bottom (%) |
|---|
| 0 | 5 | 10 | 15 | 20 | 0 | 5 | 10 | 15 | 20 | 0 | 5 | 10 | 15 | 20 | 0 | 5 | 10 | 15 | 20 |
|---|
| Original (%) | 0 | - | N | S | S | S | N | N | N | N | S | N | N | S | S | S | N | S | S | S | S |
| 5 | | - | S | S | S | N | N | N | N | S | N | N | S | S | S | N | S | S | S | S |
| 10 | | | - | S | S | S | S | S | S | S | S | S | N | S | S | S | N | S | S | S |
| 15 | | | | - | S | S | S | S | S | N | S | S | S | S | S | S | S | S | S | S |
| 20 | | | | | - | S | S | S | S | S | S | S | S | N | S | S | S | S | S | S |
| Top (%) | 0 | | | | | | - | N | N | N | S | N | N | S | S | S | N | S | S | S | S |
| 5 | | | | | | | - | N | N | S | N | N | S | S | S | N | S | S | S | S |
| 10 | | | | | | | | - | N | S | N | N | S | S | S | N | S | S | S | S |
| 15 | | | | | | | | | - | S | N | N | S | S | S | N | S | S | S | S |
| 20 | | | | | | | | | | - | S | S | S | S | S | S | S | S | S | S |
| Middle (%) | 0 | | | | | | | | | | | - | N | S | S | S | N | S | S | S | S |
| 5 | | | | | | | | | | | | - | S | S | S | N | S | S | S | S |
| 10 | | | | | | | | | | | | | - | S | S | S | N | S | S | S |
| 15 | | | | | | | | | | | | | | - | S | S | S | S | S | S |
| 20 | | | | | | | | | | | | | | | - | S | S | S | S | N |
| Bottom (%) | 0 | | | | | | | | | | | | | | | | - | S | S | S | S |
| 5 | | | | | | | | | | | | | | | | | - | S | S | S |
| 10 | | | | | | | | | | | | | | | | | | - | N | S |
| 15 | | | | | | | | | | | | | | | | | | | - | S |
| 20 | | | | | | | | | | | | | | | | | | | | - |
| % rec at 76 °C |
| Original (%) | 0 | - | N | N | N | S | N | N | N | N | N | N | N | N | S | S | N | N | S | S | S |
| 5 | | - | N | N | S | N | N | N | N | N | N | N | N | S | S | N | N | S | S | S |
| 10 | | | - | N | S | N | N | N | N | N | N | N | N | S | S | N | N | S | S | S |
| 15 | | | | - | S | N | N | N | N | N | N | N | N | S | S | N | N | S | S | S |
| 20 | | | | | - | S | S | S | S | S | S | S | S | N | S | S | S | S | S | S |
| Top (%) | 0 | | | | | | - | N | N | N | N | N | N | N | S | S | N | N | S | S | S |
| 5 | | | | | | | - | N | N | N | N | N | N | S | S | N | N | S | S | S |
| 10 | | | | | | | | - | N | N | N | N | N | S | S | N | N | S | S | S |
| 15 | | | | | | | | | - | N | N | N | N | S | S | N | N | S | S | S |
| 20 | | | | | | | | | | - | N | N | N | S | S | N | N | S | S | S |
| Middle (%) | 0 | | | | | | | | | | | - | N | N | S | S | N | N | S | S | S |
| 5 | | | | | | | | | | | | - | N | S | S | N | N | S | S | S |
| 10 | | | | | | | | | | | | | - | S | S | N | N | S | S | S |
| 15 | | | | | | | | | | | | | | - | S | S | S | S | S | S |
| 20 | | | | | | | | | | | | | | | - | S | S | S | S | S |
| Bottom (%) | 0 | | | | | | | | | | | | | | | | - | N | S | S | S |
| 5 | | | | | | | | | | | | | | | | | - | S | S | S |
| 10 | | | | | | | | | | | | | | | | | | - | N | S |
| 15 | | | | | | | | | | | | | | | | | | | - | S |
| 20 | | | | | | | | | | | | | | | | | | | | - |
Table 9.
Separation index from G*/sin δ of CRM binders.
Table 9.
Separation index from G*/sin δ of CRM binders.
| Binder | G*/sin δ (kPa) |
|---|
| Temperature | Top | Bottom | % Separation |
|---|
| CRM 5% | 64 °C | 2.17 | 3.08 | 17 |
| 70 °C | 1.04 | 1.55 | 20 |
| 76 °C | 0.53 | 0.82 | 21 |
| CRM 10% | 64 °C | 2.13 | 9.53 | 63 |
| 70 °C | 1.04 | 5.22 | 67 |
| 76 °C | 0.53 | 2.91 | 69 |
| CRM 15% | 64 °C | 2.38 | 9.29 | 59 |
| 70 °C | 1.15 | 5.12 | 63 |
| 76 °C | 0.59 | 2.87 | 66 |
| CRM 20% | 64 °C | 5.31 | 12.60 | 41 |
| 70 °C | 2.70 | 7.01 | 44 |
| 76 °C | 1.42 | 3.92 | 47 |
Table 10.
Separation index from % rec of CRM binders.
Table 10.
Separation index from % rec of CRM binders.
| Binder | % rec |
|---|
| Temperature | Top | Bottom | % Separation |
|---|
| CRM 5% | 64 °C | 0.00 | 1.90 | 100 |
| 76 °C | 0.00 | 0.00 | None |
| CRM 10% | 64 °C | 0.00 | 21.54 | 100 |
| 76 °C | 0.00 | 5.61 | 100 |
| CRM 15% | 64 °C | 0.00 | 21.91 | 100 |
| 76 °C | 0.00 | 5.60 | 100 |
| CRM 20% | 64 °C | 5.83 | 29.39 | 67 |
| 76 °C | 0.00 | 8.15 | 100 |





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}