
Life Cycle Assessment of Off-Site Construction Using Ultra-High-Performance Concrete




Abstract
:1. Introduction
2. Methodology
2.1. Goal and Scope
2.1.1. Functional Unit
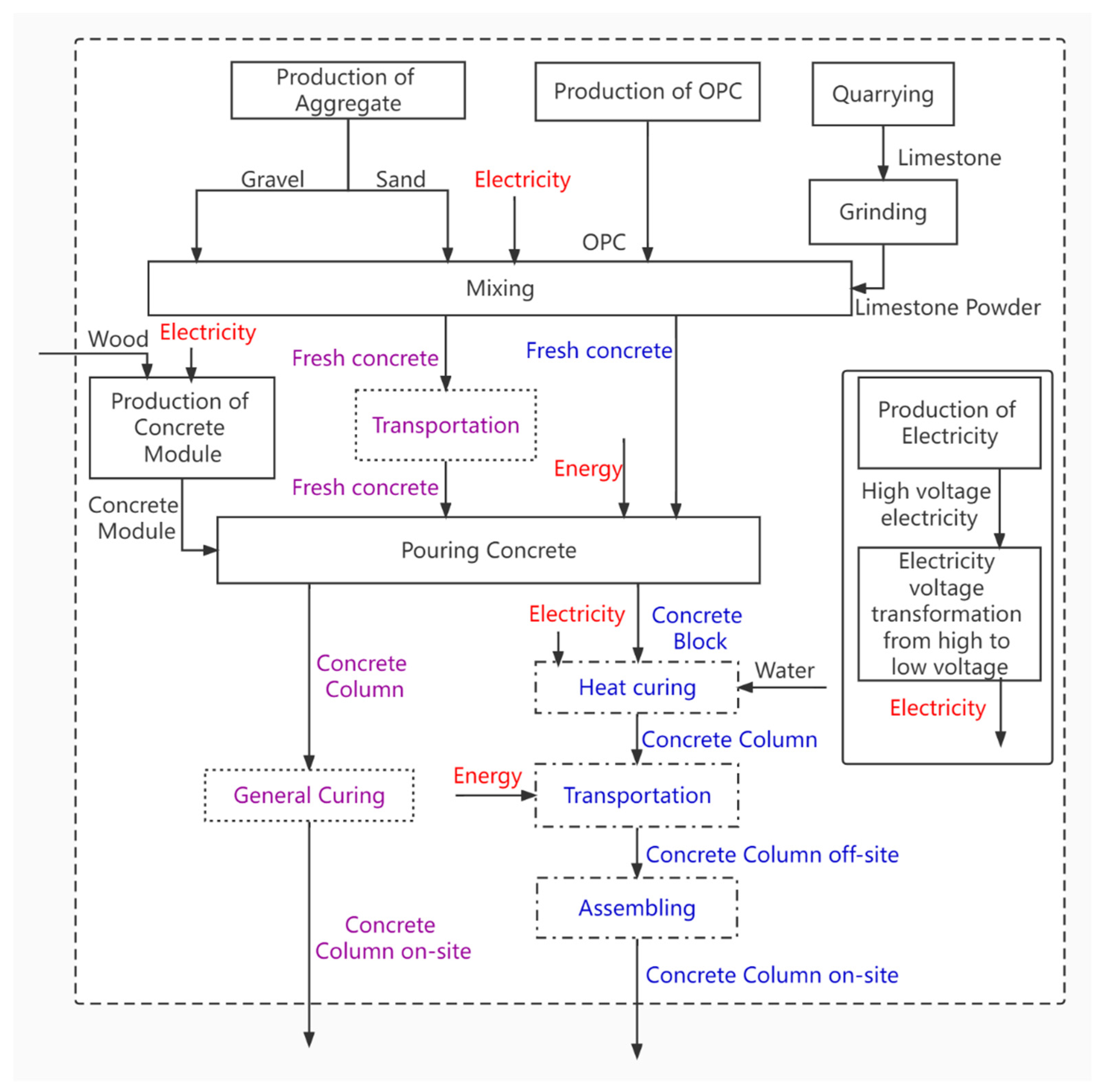
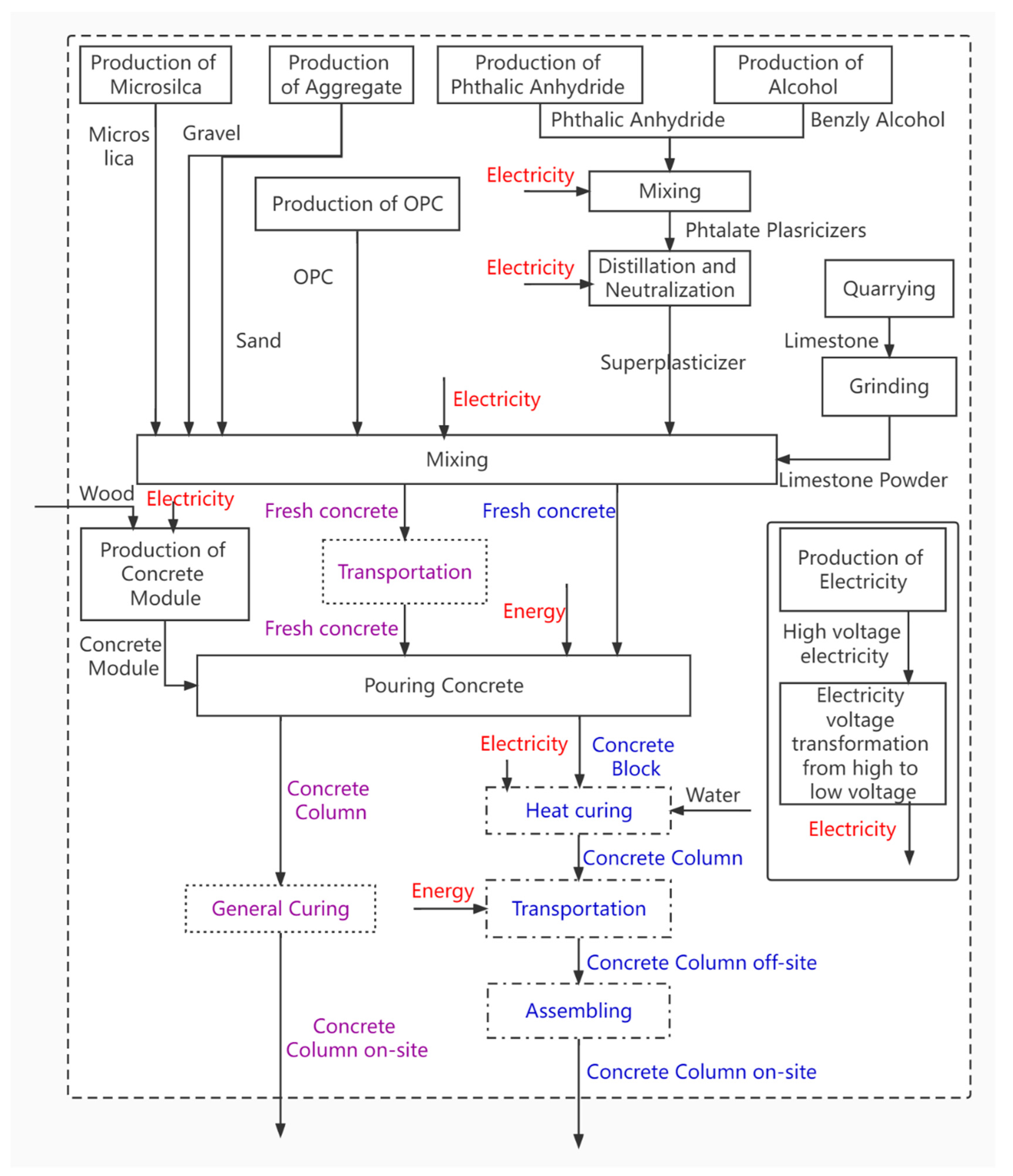
2.1.2. System Boundary and Flow Chart
2.2. Life Cycle Inventory
2.2.1. Data Collection
2.2.2. Allocation
2.3. Life Cycle Impact Assessment Method
3. Results and Discussion
3.1. Impact Assessment
3.2. Contribution Analysis
3.3. Uncertainty and Sensitivity Analysis
3.4. Economic Analysis
3.5. Limitation Discussion
4. Conclusions
- (1)
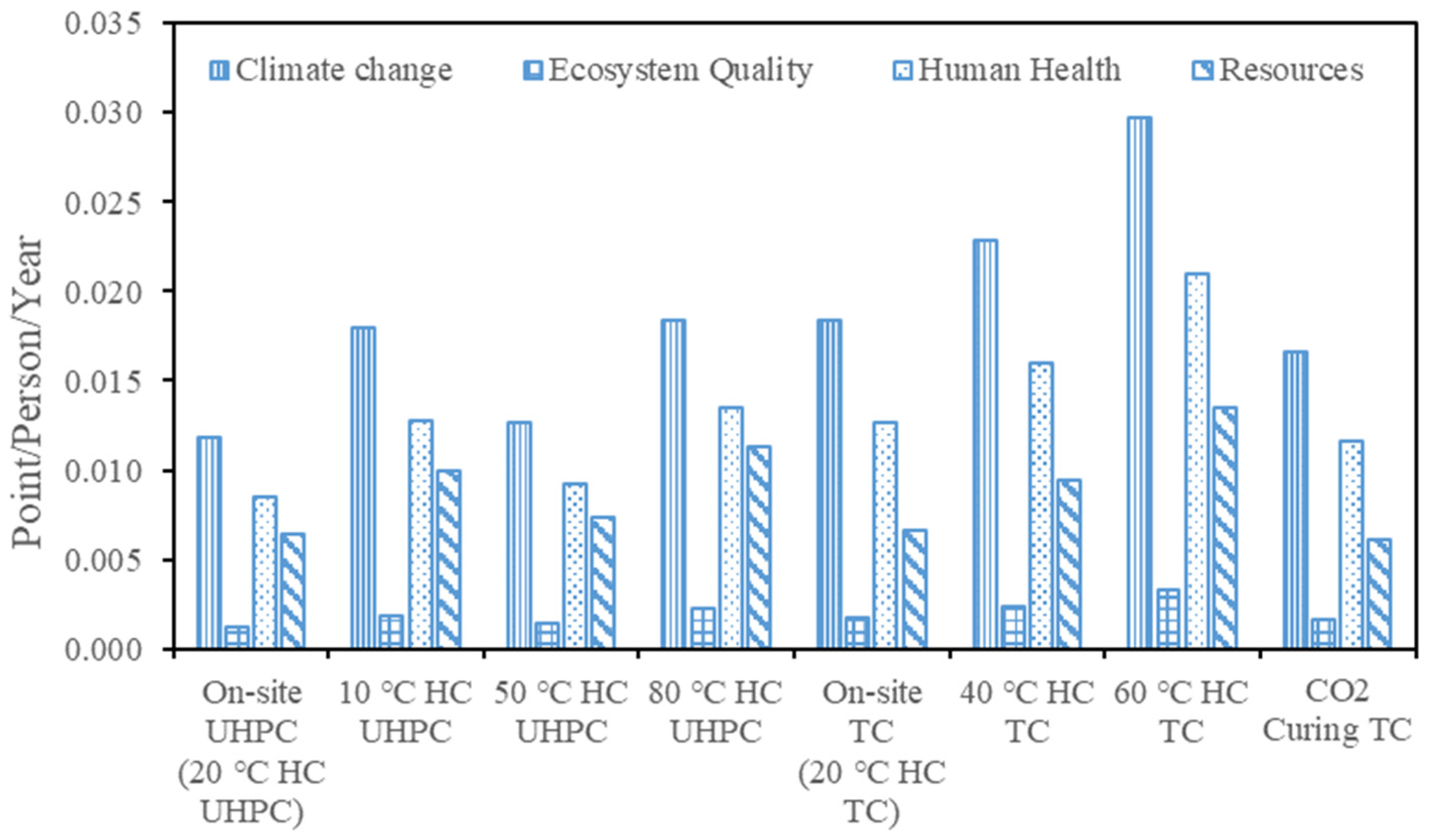
- An on-site UHPC system has a lower environmental impact than the on-site TC system under the same load capacity, which can reduce about 29.4% of the total environmental impacts of TC. The water bath heat curing will increase the environmental burden both for UHPC and TC. For large-scale production, the UHPC curing at 50 °C has a similar environmental impact to on-site construction, which indicates that this system could be a potential way to replace the on-site TC.
- (2)
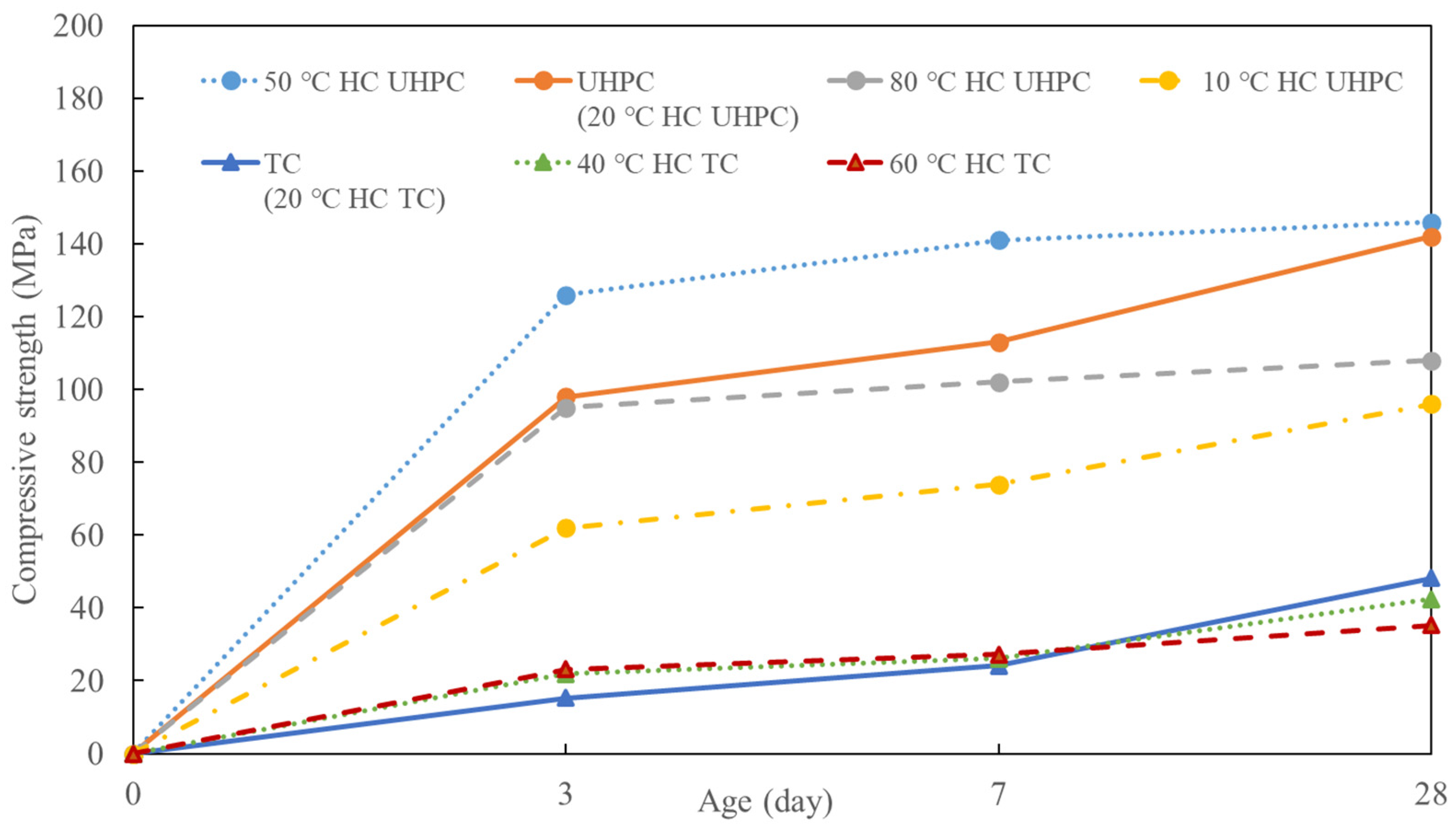
- When considering the early strength, heat curing can reduce the total impacts of the off-site construction method. The heat curing can not only improve the early strength but also reduce the environmental impacts if only considering the early strength of concrete columns. Heat curing would be an appealing method for concrete factories to improve productivity or the projects that need to be finished in a short time.
- (3)
- CO2 curing is a useful method to reduce the environmental impacts of off-site construction methods, it can reduce 9.3% of the total impact of traditional concrete and reduce 11.1% impact on climate change.
- (4)
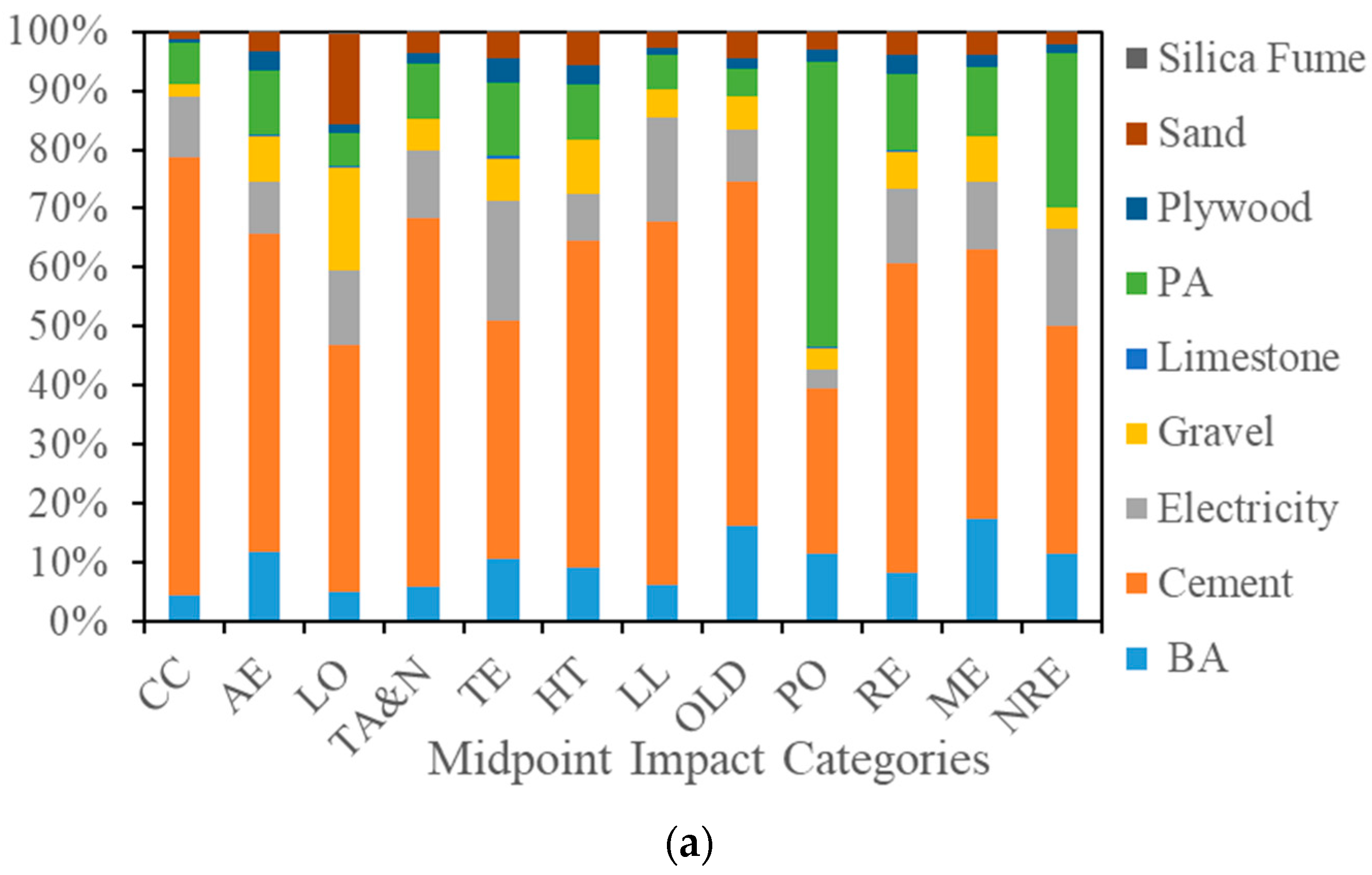
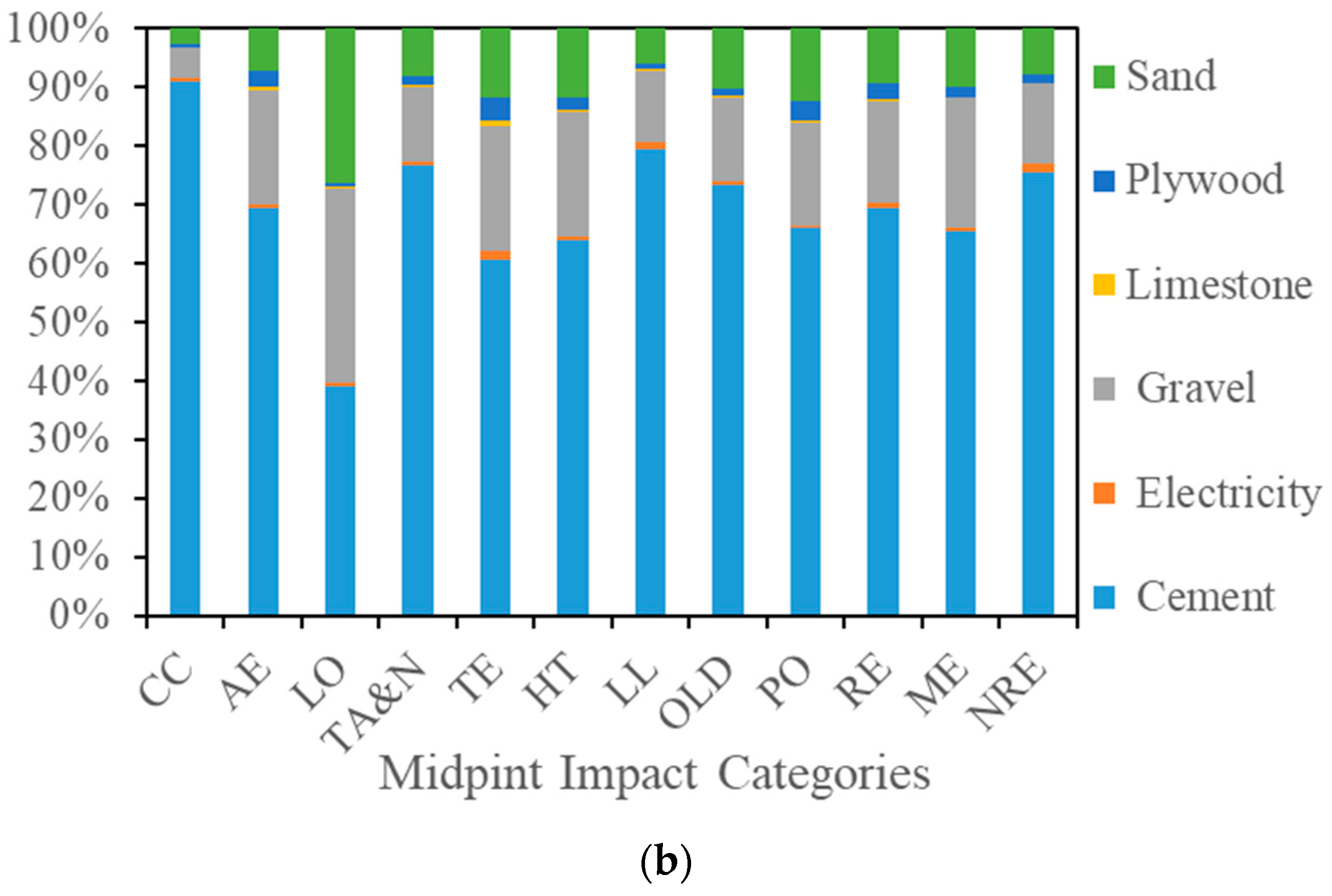
- The unit process that has the highest environmental impact is the production of cement, which takes up an 80.2% impact of the climate change in traditional concrete. The environmental impact of cement can be reduced by replacing clinker with supplementary cementitious materials. Plasticizers are the second biggest contributor to UHPC and occupy over 20% of the impacts on Ecosystem Quality and Human Health. Aggregates (both fine and coarse) are relative to the land occupation problem.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Taylor, S. Offsite Production in the UK Construction Industry, a Brief Overview; Health and Safety Executive: London, UK, 2009. Available online: https://www.Buildoffsite.com/content/uploads/2015/04/HSE-off-site_production_june09.pdf (accessed on 5 June 2022).
- Zhu, H.; Hong, J.; Shen, G.Q.; Mao, C.; Zhang, H.; Li, Z. The exploration of the life-cycle energy saving potential for using prefabrication in residential buildings in China. Energy Build. 2018, 166, 561–570. [Google Scholar] [CrossRef]
- Dong, Y.H.; Jaillon, L.; Chu, P.; Poon, C.S. Comparing carbon emissions of precast and cast-in-situ construction methods—A case study of high-rise private building. Constr. Build. Mater. 2015, 99, 39–53. [Google Scholar] [CrossRef]
- Gao, Y.; Tian, X.L. Prefabrication policies and the performance of construction industry in China. J. Clean. Prod. 2020, 253, 120042. [Google Scholar] [CrossRef]
- Kamali, M.; Hewage, K.; Sadiq, R. Conventional versus modular construction methods: A comparative cradle-to-gate LCA for residential buildings. Energy Build. 2019, 204, 109479. [Google Scholar] [CrossRef]
- Sandanayake, M.; Luo, W.; Zhang, G. Direct and indirect impact assessment in off-site construction—A case study in China. Sustain. Cities Soc. 2019, 48, 101520. [Google Scholar] [CrossRef]
- Nguyen, M.H.; Nakarai, K.; Torrent, R. Service life prediction of steam-cured concrete utilizing in-situ air permeability measurements. Cem. Concr. Compos. 2020, 114, 103747. [Google Scholar] [CrossRef]
- Weng, Y.; Li, M.; Ruan, S.; Wong, T.N.; Tan, M.J.; Yeong, K.L.O.; Qian, S. Comparative economic, environmental and productivity assessment of a concrete bathroom unit fabricated through 3D printing and a precast approach. J. Clean. Prod. 2020, 261, 121245. [Google Scholar] [CrossRef]
- Xiao, J.; Huang, X.; Shen, L. Seismic behavior of semi-precast column with recycled aggregate concrete. Constr. Build. Mater. 2012, 35, 988–1001. [Google Scholar] [CrossRef]
- Zhu, Y.; Zhang, Y.; Hussein, H.H.; Chen, G. Flexural strengthening of reinforced concrete beams or slabs using ultra-high performance concrete (UHPC): A state of the art review. Eng. Struct. 2020, 205, 110035. [Google Scholar] [CrossRef]
- Columbu, S.; Usai, M.; Rispoli, C.; Fancello, D. Lime and Cement Plasters from 20th Century Buildings: Raw Materials and Relations between Mineralogical–Petrographic Characteristics and Chemical–Physical Compatibility with the Limestone Substrate. Minerals 2022, 12, 226. [Google Scholar] [CrossRef]
- Kang, S.H.; Lee, J.H.; Hong, S.G.; Moon, J. Microstructural investigation of heat-treated ultra-high performance concrete for optimum production. Materials 2017, 10, 1106. [Google Scholar] [CrossRef] [Green Version]
- Fladr, J.; Broukalova, I. Influence of curing temperature on the mechanical properties of high-performance concrete. IOP Conf. Ser. Mater. Sci. Eng. 2019, 583, 012011. [Google Scholar] [CrossRef] [Green Version]
- Topçu, I.B.; Toprak, M.U. Fine aggregate and curing temperature effect on concrete maturity. Cem. Concr. Res. 2005, 35, 758–762. [Google Scholar] [CrossRef]
- Monkman, S.; MacDonald, M. On carbon dioxide utilization as a means to improve the sustainability of ready-mixed concrete. J. Clean. Prod. 2017, 167, 365–375. [Google Scholar] [CrossRef]
- Liang, C.; Pan, B.; Ma, Z.; He, Z.; Duan, Z. Utilization of CO2 curing to enhance the properties of recycled aggregate and prepared concrete: A review. Cem. Concr. Compos. 2020, 105, 103446. [Google Scholar] [CrossRef]
- Fava, J. Will the next 10 years be as productive in advancing life cycle approaches as the last 15 years? Int. J. Life Cycle Assess. 2006, 11, 6–8. [Google Scholar] [CrossRef]
- Manjunatha, M.; Preethi, S.; Mounika, H.G.; Niveditha, K.N. Life cycle assessment (LCA) of concrete prepared with sustainable cement-based materials. Mater. Today Proc. 2021, 47, 3637–3644. [Google Scholar] [CrossRef]
- Knoeri, C.; Sanyé-Mengual, E.; Althaus, H. Comparative LCA of recycled and conventional concrete for structural applications. Int. J. Life Cycle Assess. 2013, 18, 909–918. [Google Scholar] [CrossRef] [Green Version]
- ISO 14040; Environmental Management-Life Cycle Assessment-Principles and Framework. International Organization for Standardization: Geneva, Switzerland, 2006.
- Kim, J.-K.; Moon, Y.-H.; Eo, S.-H. Compressive strength development of concrete with different curing time and temperature. Cem. Concr. Res. 1998, 28, 1761–1773. [Google Scholar] [CrossRef]
- Aqel, M.A. Steam Cured Self-Consolidating Concrete and the Effects of Limestone Filler. Ph.D. Thesis, University of Toronto, Toronto, ON, Canada, 2016. [Google Scholar]
- Damineli, B.L.; Kemeid, F.M.; Aguiar, P.S.; John, V.M. Measuring the eco-efficiency of cement use. Cem. Concr. Compos. 2010, 32, 555–562. [Google Scholar] [CrossRef]
- Suzuki, Y.; Teshima, T.; Sugawara, I.; Takeuchi, A. Experimental Studies on Active and Passive PlFC Circuits. In Proceedings of the Power and Energy Systems in Converging Markets, Melbourne, Australia, 23 October 1997. [Google Scholar]
- Frischknecht, R.; Jungbluth, N.; Althaus, H.J.; Bauer, C.; Doka, G.; Dones, R.; Hischier, R.; Hellweg, S.; Humbert, S.; Margni, M.; et al. Swiss Centre for Life Cycle Inventories A joint initiative of the ETH domain and Swiss Federal Offices Implementation of Life Cycle Impact Assessment Methods. 2004. Available online: www.ecoinvent.ch (accessed on 5 June 2022).
- Huang, H.; Wang, T.; Kolosz, B.; Andresen, J.; Garcia, S.; Fang, M.; Maroto-Valer, M.M. Life-cycle assessment of emerging CO2 mineral carbonation-cured concrete blocks: Comparative analysis of CO2 reduction potential and optimization of environmental impacts. J. Clean. Prod. 2019, 241, 118359. [Google Scholar] [CrossRef]
- Sidodikromo, E.P.; Chen, Z.; Habib, M. Review of The Cement-Based Composite Ultra-High-Performance Concrete (UHPC). Open Civ. Eng. J. 2019, 13, 147–162. [Google Scholar] [CrossRef] [Green Version]
- BS EN 197-1; Cement–Part 1: Composition, Specifications and Conformity Criteria for Common Cements. European Committee for Standardisation: London, UK, 2011.
- Turner, L.K.; Collins, F.G. Carbon dioxide equivalent (CO2-e) emissions: A comparison between geopolymer and OPC cement concrete. Constr. Build. Mater. 2013, 43, 125–130. [Google Scholar] [CrossRef]
- Abdel-Gawwad, H.A.; Abo-El-Enein, S.A. A novel method to produce dry geopolymer cement powder. HBRC J. 2016, 12, 13–24. [Google Scholar] [CrossRef] [Green Version]
- Fehling, E.; Schmidt, M.; Stürwald, S. Ultra High Performance Concrete:(UHPC). In Proceedings of the Second International Symposium on Ultra High Performance Concrete, Kassel, Germany, 5–7 March 2008; Volume 10. [Google Scholar]
- Jamarani, R.; Erythropel, H.C.; Nicell, J.A.; Leask, R.L.; Marić, M. How green is your plasticizer? Polymers 2018, 10, 834. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- BS EN 934-2; Admixtures For Concrete, Mortar and Grout-Part 2: Concrete Admixtures; Definitions, Requirements, Conformity, Marking and Labelling. European Committee for Standardisation: London, UK, 2009.
- Iizuka, A.; Nakagawa, M.; Kumagai, K.; Yamasaki, A.; Yanagisawa, Y. Chemical extraction and mechanical crushing method for fine aggregate recycling from waste concrete. J. Chem. Eng. Jpn. 2010, 43, 906–912. [Google Scholar] [CrossRef]
- Etxeberria, M.; Vázquez, E.; Marí, A.; Barra, M. Influence of amount of recycled coarse aggregates and production process on properties of recycled aggregate concrete. Cem. Concr. Res. 2007, 37, 735–742. [Google Scholar] [CrossRef]
- Padmini, A.K.; Ramamurthy, K.; Mathews, M.S. Influence of parent concrete on the properties of recycled aggregate concrete. Constr. Build. Mater. 2009, 23, 829–836. [Google Scholar] [CrossRef]
- Buyle, M.; Braet, J.; Audenaert, A. Life cycle assessment in the construction sector: A review. Renew. Sustain. Energy Rev. 2013, 26, 379–388. [Google Scholar] [CrossRef]
- Tam, C.M. Impact on Structure of Labour Market Resulting From Large-scale Implementation of Prefabrication. Adv. Build. Technol. 2002, 1, 399–403. [Google Scholar]
- Wojcikowski, C. Index of Labour Costs Per Hour; Office For National Statistics: London, UK, 2019.
- The Farmer Review of the UK Construction Labour Model Modernise or Die Time to Decide the industry’s Future. 2016. Available online: www.cast-consultancy.com (accessed on 5 June 2022).




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Curing Temperature (°C) | Width (mm) | 28-Day Strength (MPa) | Load Capacity (KN) | Concrete Volume (m3) | |
|---|---|---|---|---|---|
| HC UHPC | 10 | 295.8 | 96.0 | 8,400 | 0.263 |
| 20 | 243.2 | 142.0 | 8,400 | 0.178 | |
| 50 | 239.9 | 146.0 | 8,400 | 0.173 | |
| 80 | 278.9 | 108.0 | 8,400 | 0.233 | |
| On-site TC | 20 | 500.0 | 33.6 | 8,400 | 0.750 |
| 40 | 445.1 | 42.4 | 8,400 | 0.594 | |
| 60 | 487.8 | 35.3 | 8,400 | 0.714 |
| Damage Categories | Normalization Factors | Unit |
|---|---|---|
| Human health | 0.0071 | DALY/pers/yr |
| Ecosystem Quality | 13,700 | PDF·m2·yr/pers/yr |
| Climate Change | 9950 | Kg CO2/pers/yr |
| Resources | 152,000 | MJ/pers/yr |
| Curing Temperature (°C) | Width (mm) | Three-Day Strength (MPa) | 28-Day Strength (MPa) | Strength Development Percent (%) | Load Capacity (KN) | Concrete Volume (m3) | |
|---|---|---|---|---|---|---|---|
| HC UHPC | 10 | 307.9 | 62.0 | 96.0 | 64.6 | 5880 | 0.285 |
| 20 | 244.9 | 98.0 | 142.0 | 69.0 | 5880 | 0.180 | |
| 50 | 216.0 | 126.0 | 146.0 | 86.3 | 5880 | 0.140 | |
| 80 | 248.8 | 95.0 | 108.0 | 88.0 | 5880 | 0.186 | |
| On-site TC | 20 | 619.9 | 15.3 | 48.2 | 31.7 | 5880 | 1.153 |
| 40 | 518.2 | 21.9 | 42.4 | 51.7 | 5880 | 0.805 | |
| 60 | 503.4 | 23.2 | 35.3 | 65.7 | 5880 | 0.760 |
| 10 °C HC UHPC | 50 °C HC UHPC | 80 °C HC UHPC | 40 °C HC UHPC | 60 °C HC UHPC | |
|---|---|---|---|---|---|
| Climate change-total | 0.38 | 1.18 | 2.02 | 1.07 | 1.94 |
| Ecosystem quality-total | 0.77 | 2.22 | 3.58 | 2.19 | 3.68 |
| Human health-total | 0.44 | 1.34 | 2.27 | 1.27 | 2.27 |
| Resources-total | 0.65 | 1.94 | 3.15 | 2.48 | 4.09 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ji, C.; Wu, Y.; Zhao, Z.; Chen, C.; Yao, L. Life Cycle Assessment of Off-Site Construction Using Ultra-High-Performance Concrete. Sustainability 2022, 14, 6907. https://doi.org/10.3390/su14116907
Ji C, Wu Y, Zhao Z, Chen C, Yao L. Life Cycle Assessment of Off-Site Construction Using Ultra-High-Performance Concrete. Sustainability. 2022; 14(11):6907. https://doi.org/10.3390/su14116907
Chicago/Turabian StyleJi, Chenyuan, Yitong Wu, Zengfeng Zhao, Chen Chen, and Lei Yao. 2022. "Life Cycle Assessment of Off-Site Construction Using Ultra-High-Performance Concrete" Sustainability 14, no. 11: 6907. https://doi.org/10.3390/su14116907
APA StyleJi, C., Wu, Y., Zhao, Z., Chen, C., & Yao, L. (2022). Life Cycle Assessment of Off-Site Construction Using Ultra-High-Performance Concrete. Sustainability, 14(11), 6907. https://doi.org/10.3390/su14116907