
Mechanochemical Treatment of Historical Tungsten Tailings: Leaching While Grinding for Tungsten Extraction Using NaOH




Abstract
1. Introduction
2. Materials and Methods
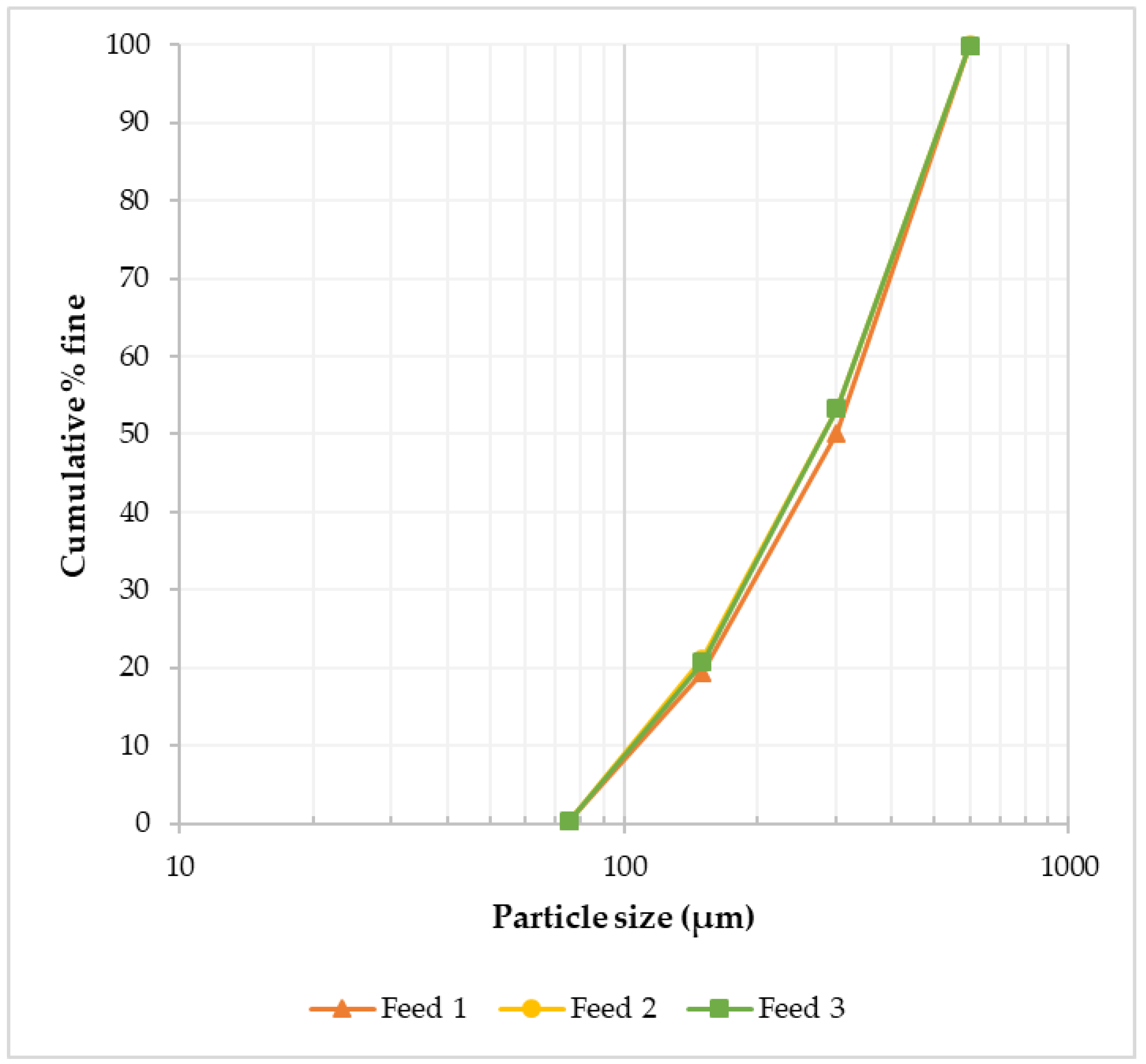
2.1. Feed Properties
2.2. Leaching Procedure
3. Results and Discussion
3.1. Factorial Design Analysis
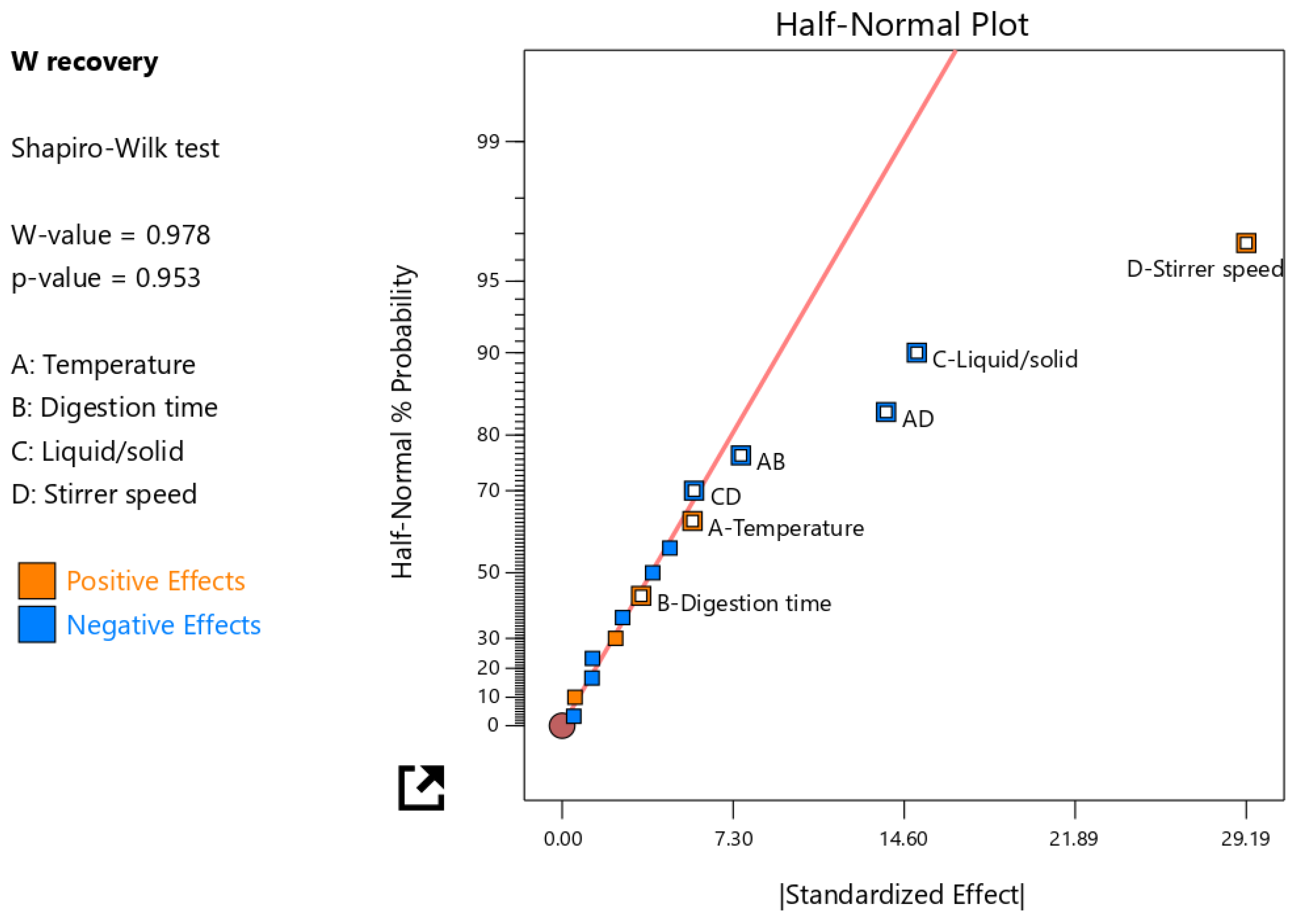
3.1.1. Significant and Insignificant Factor Effects
3.1.2. Analysis of Variance (ANOVA)
−2.81509 × CD.
3.1.3. Optimization
3.2. Design Post-Analysis
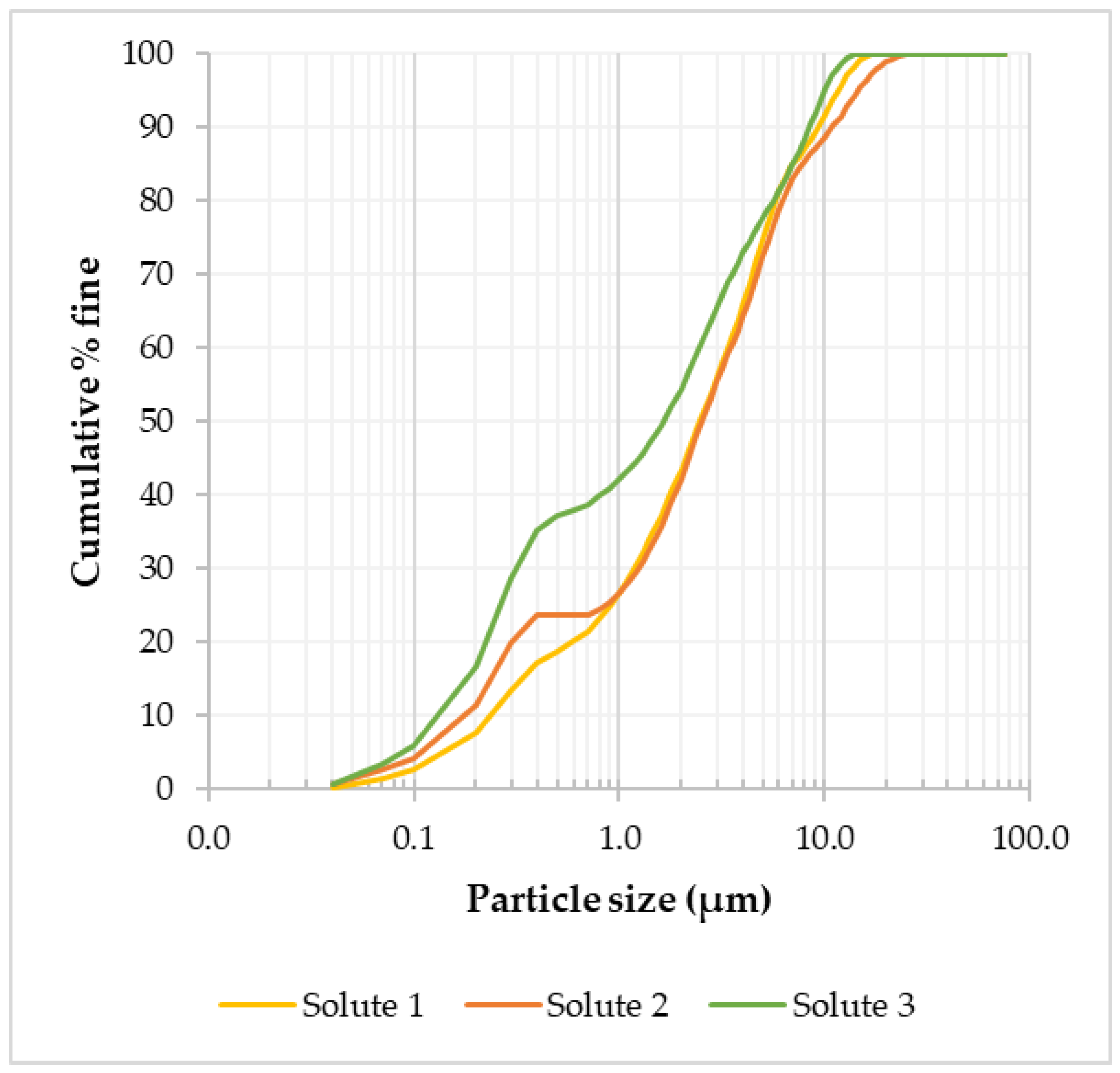
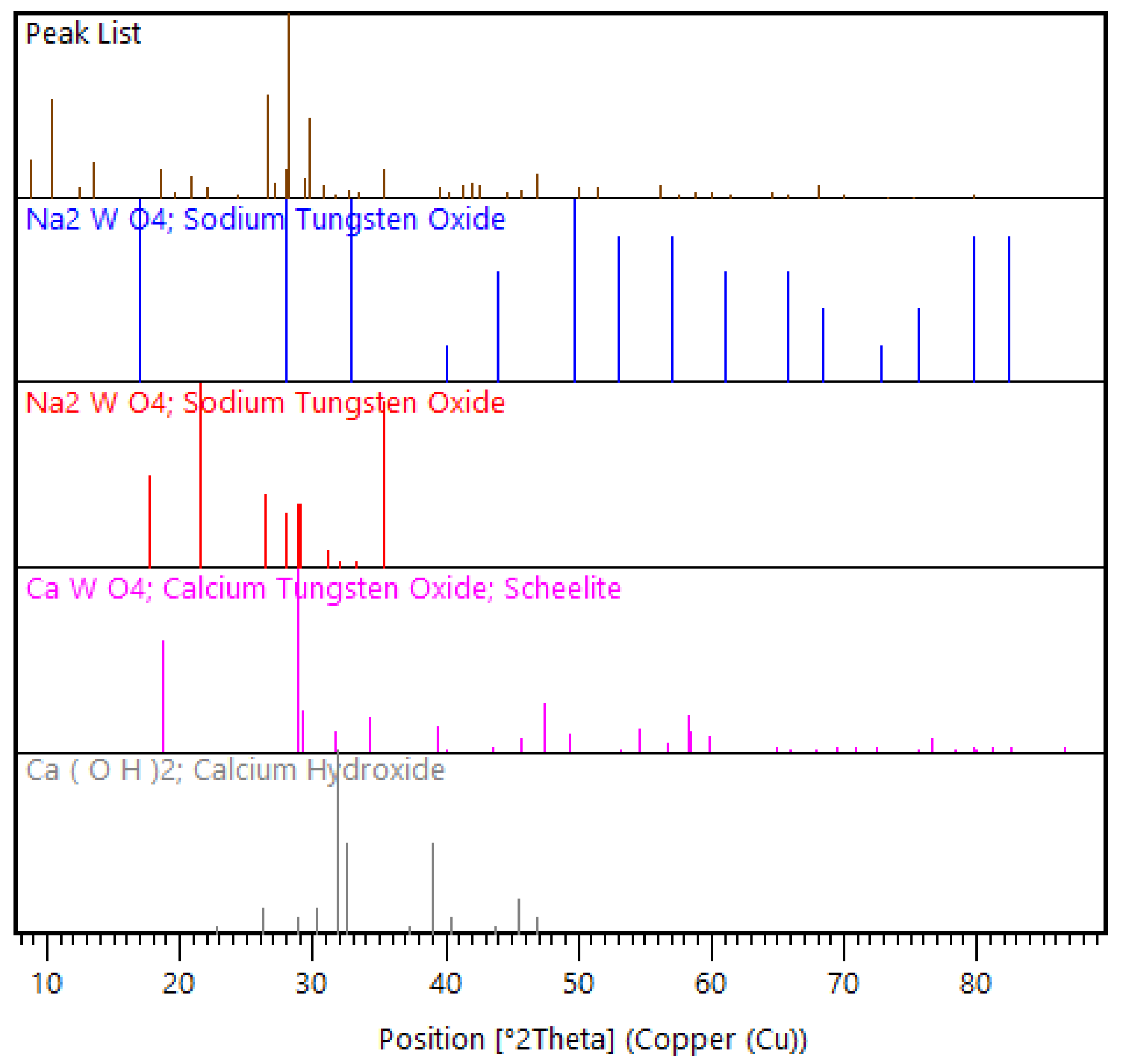
3.3. Effect of LWG on Particle Size and Mineralogical Composition of Residue
4. Conclusions
- Compared to conventional leaching, the LWG in this study was more efficient and more sustainable, especially considering that the amount of NaOH used was much lower, and W recovery was much higher at a lower leaching temperature;
- The stirrer speed and the liquid/solid ratio were the most critical factors in the maximization of W recovery, with an increase in the stirrer speed having a positive effect, while the liquid/solid ratio had a negative effect;
- The maximum W recovery (91.2%) was attained at the highest stirrer speed (410 rpm), a low liquid/solid ratio (0.8), long digestion time (6 h), and a low leaching temperature (60 °C);
- With the mechanical activation of scheelite resulting from the simultaneous grinding and leaching, a low leaching temperature (60 °C) was attainable;
- The grinding had a substantial effect on the particle size, with 55.4 wt.% of the tailings feed material being ground to <75 µm from the initial particle size range –600 to +75 μm, and 80% of the <75 µm size fraction having an average diameter of 5.85 µm;
- For low-grade W material, such as the historical tailings used in this study, optimizing the liquid/solid ratio is critical for maintaining substantial fluidity in the digestion mixture;
- For subsequent W recovery optimization, the dilution of the NaOH solution in the washing stage and the duration of washing would be other factors to optimize, as the Na2WO4 phase was observed in the solute;
- The energy conservation factor could be optimized by considering a slight reduction in the digestion time factor.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Blengini, G.A.; Latunussa, C.E.L.; Eynard, U.; Torres de Matos, C.; Wittmer, D.; Georgitzikis, K.; Pavel, C.; Carrara, S.; Mancini, L.; Unguru, M.; et al. European Commission, Study on the EU’s list of Critical Raw Materials—Final Report (2020); European Commission: Brussels, Belgium, 2020. [Google Scholar]
- Singh Gaur, R.P. Modern hydrometallurgical production methods for tungsten. JOM 2006, 58, 45–49. [Google Scholar] [CrossRef]
- Leal-Ayala, D.R.; Allwood, J.M.; Petavratzi, E.; Brown, T.J.; Gunn, G. Mapping the global flow of tungsten to identify key material efficiency and supply security opportunities. Resour. Conserv. Recycl. 2015, 103, 19–28. [Google Scholar] [CrossRef]
- Zhao, Z.; Liang, Y.; Liu, X.; Chen, A.; Li, H. Sodium hydroxide digestion of scheelite by reactive extrusion. Int. J. Refract. Met. Hard Mater. 2011, 29, 739–742. [Google Scholar] [CrossRef]
- Zhao, Z.; Li, J.; Wang, S.; Li, H.; Liu, M.; Sun, P.; Li, Y. Extracting tungsten from scheelite concentrate with caustic soda by autoclaving process. Hydrometallurgy 2011, 108, 152–156. [Google Scholar] [CrossRef]
- Liu, L.; Xue, J.; Liu, K.; Zhu, J.; Wang, Z. Complex Leaching Process of Scheelite in Hydrochloric and Phosphoric Solutions. JOM 2016, 68, 2455–2462. [Google Scholar] [CrossRef]
- Baláž, P. Mechanical activation in hydrometallurgy. Int. J. Miner. Process. 2003, 72, 341–354. [Google Scholar] [CrossRef]
- Baláž, P.; Achimovicová, M.; Baláž, M.; Billik, P.; Zara, C.Z.; Criado, J.M.; Delogu, F.; Dutková, E.; Gaffet, E.; Gotor, F.J.; et al. Hallmarks of mechanochemistry: From nanoparticles to technology. Chem. Soc. Rev. 2013, 42, 7571–7637. [Google Scholar] [CrossRef] [PubMed]
- Zhu, X.; Liu, X.; Zhao, Z. Leaching kinetics of scheelite with sodium phytate. Hydrometallurgy 2019, 186, 83–90. [Google Scholar] [CrossRef]
- Zhao, Z.; Liang, Y.; Li, H. Kinetics of sodium hydroxide leaching of scheelite. Int. J. Refract. Met. Hard Mater. 2011, 29, 289–292. [Google Scholar] [CrossRef]
- Li, T.-T.; Shen, Y.-B.; Zhao, S.-K.; Yin, Y.-Y.; Lu, R.; Gao, S.-L.; Han, C.; Wei, D.-Z. Leaching kinetics of scheelite concentrate with sodium hydroxide in the presence of phosphate. Trans. Nonferrous Met. Soc. China 2019, 29, 634–640. [Google Scholar] [CrossRef]
- Suryanarayana, C. Mechanical alloying and milling. Prog. Mater. Sci. 2001. [Google Scholar] [CrossRef]
- Sandström, Å. Mechanochemical Treatment in Metallurgy: An Overview. In Proceedings of the Conference in Mineral Engineering, Luleå, Sweden, 2–3 February 2016. [Google Scholar]
- Baláž, P.; Kammel, R.; Sekula, F.; Jakabský, Š. Mechanochemical leaching: The possibility to influence the rate of metals extraction from refractory ores. In Proceedings of the Twentieth International Mineral Process Congress, Aachen, Germany, 21–26 September 1997; Volume 4, pp. 149–159. [Google Scholar]
- Zhang, Q.; Saeki, S.; Tanaka, Y.; Kano, J.; Saito, F. A soft-solution process for recovering rare metals from metal/alloy-wastes by grinding and washing with water. J. Hazard. Mater. 2007, 139, 438–442. [Google Scholar] [CrossRef] [PubMed]
- Veiga, M.M.; Nunes, D.; Klein, B.; Shandro, J.A.; Velasquez, P.C.; Sousa, R.N. Mill leaching: A viable substitute for mercury amalgamation in the artisanal gold mining sector? J. Clean. Prod. 2009, 17, 1373–1381. [Google Scholar] [CrossRef]
- Gong, D.; Zhou, K.; Li, J.; Peng, C.; Chen, W. Kinetics of Roasting Reaction Between Synthetic Scheelite and Magnesium Chloride. JOM 2019, 71, 2827–2833. [Google Scholar] [CrossRef]
- Baba, A.A.; Kayode, J.O.; Raji, M.A. Low-Energy Feasibility for Leaching an Indigenous Scheelite Ore for Industrial Applications. J. Sustain. Met. 2020, 6, 659–666. [Google Scholar] [CrossRef]
- Ren, H.; Li, J.; Tang, Z.; Zhao, Z.; Chen, X.; Liu, X.; He, L. Sustainable and efficient extracting of tin and tungsten from wolframite–scheelite mixed ore with high tin content. J. Clean. Prod. 2020, 269, 122282. [Google Scholar] [CrossRef]
- Li, J.; Ma, Z.; Liu, X.; Chen, X.; Zhao, Z. Sustainable and Efficient Recovery of Tungsten from Wolframite in a Sulfuric Acid and Phosphoric Acid Mixed System. ACS Sustain. Chem. Eng. 2020. [Google Scholar] [CrossRef]
- Yunjiao, L.; Honggui, L.; Maosheng, L.; Peimei, S. Mechanical activation of alkaline leaching of scheelite concentrate. Rare Met. 1998, 17, 307–311. [Google Scholar]
- Li, H.; Liu, M.; Sun, P.; Li, Y. Caustic decomposition of scheelite and scheelite-wolframite concentrates through mechanical activation. J. Cent. South Univ. Technol. 1995, 2, 16–20. [Google Scholar] [CrossRef]
- Katircioglu-Bayel, D. Optimization of operating parameters on dry grinding of calcite in a stirred media mill using the Box-Behnken design. Minerals 2020, 10, 251. [Google Scholar] [CrossRef]
- Quatrini, L.R. Tungsten Recovery from Tungsten Ore Concentrates by Caustic Digestion. U.S. Patent 4353878 A, 12 October 1982. [Google Scholar]
- Bohlouli, A.; Afshar, M.R.; Aboutalebi, M.R.; Seyedein, S.H. Optimization of tungsten leaching from low manganese wolframite concentrate using Response Surface Methodology (RSM). Int. J. Refract. Met. Hard Mater. 2016, 61, 107–114. [Google Scholar] [CrossRef]
- Zhao, Z.; Li, H. Thermodynamics for leaching of scheelite-pseudo-ternary-system phase diagram and its application. Met. Mater. Trans. B Process Metall. Mater. Process. Sci. 2008, 39, 519–523. [Google Scholar] [CrossRef]
- Mulenshi, J. Geometallurgical Study of Historical Tailings from the Yxsjöberg Tungsten Mine in Sweden–Characterization and Reprocessing Options. Licentiate Thesis, Luleå University of Technology, Lulea, Sweden, 2019. [Google Scholar]
- Mulenshi, J.; Khavari, P.; Chehreh Chelgani, S.; Rosenkranz, J. Characterization and Beneficiation Options for Tungsten Recovery from Yxsjöberg Historical Ore Tailings. Processes 2019, 7, 895. [Google Scholar] [CrossRef]
- Mulenshi, J.; Gilbricht, S.; Chehreh Chelgani, S.; Rosenkranz, J. Systematic characterization of historical tailings for possible remediation and recovery of critical metals and minerals—The Yxsjöberg case. J. Geochem. Explor. 2021. [Google Scholar] [CrossRef]
- Stat-Ease Regular Two-Level Factorial Designs. Available online: https://www.statease.com/docs/v12/screen-tips/intro-and-build/factorial/regular-two-level/ (accessed on 27 December 2020).
- Stat-Ease Interpretation of R-Squared. Available online: https://www.statease.com/docs/v12/contents/analysis/anova-output/ (accessed on 31 December 2020).










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Average Concentration (mg/kg) | Main Mineral |
|---|---|---|
| Be | 271 | Danalite |
| Bi | 363 | Bismuthinite |
| Cu | 988 | Chalcopyrite |
| S | 14,475 | Pyrite, Pyrrhotite |
| Sn | 564 | Cassiterite |
| W | 1125 | Scheelite |
| Zn | 263 | Sphalerite |
| Element | Average Concentration (%) |
|---|---|
| SiO2 | 41.7 |
| Al2O3 | 5.5 |
| CaO | 16.7 |
| Fe2O3 | 21.6 |
| MgO | 1.2 |
| MnO | 1.4 |
| Na2O | 1.2 |
| LOI | 1.6 |
| Mill | Media | ||
|---|---|---|---|
| Volume (mL) | 500 | Density (g/cm3) | 5.63 |
| Stirrer speed (rpm) | 205 | Mass (g) | 1285 |
| 410 | |||
| Ball filling volume (mL) | 350 | Volume (cm3) | 228 |
| Ball size (mm) | −2.38 to +1.68 | ||
| BPR | 50 | ||
| Factor | Name | Units | Type | Minimum | Maximum | Coded Low | Coded High | Mean | Std. Dev. |
|---|---|---|---|---|---|---|---|---|---|
| A | Temperature | °C | Numeric | −1.0000 | 1.0000 | −1 ↔ −1.00 | +1 ↔ 1.00 | 0.0000 | 1.03 |
| B | Digestion time | hours | Numeric | −1.0000 | 1.0000 | −1 ↔ −1.00 | +1 ↔ 1.00 | 0.0000 | 1.03 |
| C | Liquid/solid | ratio | Numeric | −1.0000 | 1.0000 | −1 ↔ −1.00 | +1 ↔ 1.00 | 0.0000 | 1.03 |
| D | Stirrer speed | rpm | Categoric | 205 | 410 | Levels: | 2.00 |
| Factor 1 | Factor 2 | Factor 3 | Factor 4 | ||
|---|---|---|---|---|---|
| Std | Run | A: Temperature | B: Digestion Time | C: Liquid/Solid | D: Stirrer Speed |
| °C | Hours | Ratio | rpm | ||
| 16 | 1 | 1 | 1 | 1 | 410 |
| 7 | 2 | −1 | 1 | 1 | 205 |
| 1 | 3 | −1 | −1 | −1 | 205 |
| 8 | 4 | 1 | 1 | 1 | 205 |
| 14 | 5 | 1 | −1 | 1 | 410 |
| 9 | 6 | −1 | −1 | −1 | 410 |
| 2 | 7 | 1 | −1 | −1 | 205 |
| 11 | 8 | −1 | 1 | −1 | 410 |
| 6 | 9 | 1 | −1 | 1 | 205 |
| 15 | 10 | −1 | 1 | 1 | 410 |
| 4 | 11 | 1 | 1 | −1 | 205 |
| 10 | 12 | 1 | −1 | −1 | 410 |
| 5 | 13 | −1 | −1 | 1 | 205 |
| 12 | 14 | 1 | 1 | −1 | 410 |
| 13 | 15 | −1 | −1 | 1 | 410 |
| 3 | 16 | −1 | 1 | −1 | 205 |
| Name | Goal | Lower Limit | Upper Limit | Lower Weight | Upper Weight | Importance |
|---|---|---|---|---|---|---|
| A: Temperature | is in range | −1 | 1 | 1 | 1 | 3 |
| B: Digestion time | is in range | −1 | 1 | 1 | 1 | 3 |
| C: Liquid/solid | is in range | −1 | 1 | 1 | 1 | 3 |
| D: Stirrer speed | is in range | 205 | 410 | 1 | 1 | 3 |
| W recovery | maximize | 26.611 | 91.182 | 10 | 1 | 5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mulenshi, J.; Chelgani, S.C.; Rosenkranz, J. Mechanochemical Treatment of Historical Tungsten Tailings: Leaching While Grinding for Tungsten Extraction Using NaOH. Sustainability 2021, 13, 3258. https://doi.org/10.3390/su13063258
Mulenshi J, Chelgani SC, Rosenkranz J. Mechanochemical Treatment of Historical Tungsten Tailings: Leaching While Grinding for Tungsten Extraction Using NaOH. Sustainability. 2021; 13(6):3258. https://doi.org/10.3390/su13063258
Chicago/Turabian StyleMulenshi, Jane, Saeed Chehreh Chelgani, and Jan Rosenkranz. 2021. "Mechanochemical Treatment of Historical Tungsten Tailings: Leaching While Grinding for Tungsten Extraction Using NaOH" Sustainability 13, no. 6: 3258. https://doi.org/10.3390/su13063258
APA StyleMulenshi, J., Chelgani, S. C., & Rosenkranz, J. (2021). Mechanochemical Treatment of Historical Tungsten Tailings: Leaching While Grinding for Tungsten Extraction Using NaOH. Sustainability, 13(6), 3258. https://doi.org/10.3390/su13063258