Abstract
A circular economy can be achieved by the efficient use of materials across different industries and sectors. In the manufacturing sectors, practicing material efficiency is one of the effective strategies to reduce material usage and solid waste generation. However, due to many unknown factors, such as key drivers to enhance material efficiency, most of the time, manufacturers are practicing at the minimum level of material saving. This study aims to examine the key drivers of material efficiency among electrical and electronic (E&E) companies to fulfill the aims of sustainable manufacturing. The data collection and synthesis were conducted using semi-structured interviews and an analytical hierarchy process survey. In this study, thirteen key drivers were found. Five internal drivers and eight external drivers with different priorities were found to influence E&E companies in the practice of material efficiency strategies. In addition, the drivers’ implications to different practitioner groups are suggested. To conclude, achieving material efficiency can be done effectively if the incentivized key drivers are clearly notified. This research is important to show the key drivers that influence the implementation of material efficiency strategies in the E&E industries.
1. Introduction
The urgency to incorporate Circular Economy (CE) related strategies into commercial products has become an obligation, particularly from upstream resource users, such as the manufacturing sectors [1]. However, not all of the commercial products are well-incorporated or designed in terms of material efficiency—for example, electrical and electronic products—which has led to the fast growth of electronic waste [2]. Electronic waste is a global issue that remains unsolved due to the rapid growth of demand for electronic products and poor end of life solutions. From the evidence [3,4], the practices to extract used materials from e-waste are still desperately low in both developed and developing countries, particularly due to the lack of technology and safety and health issues [5]. As a result, many unmanaged e-wastes are illegally transported to developing countries, such as South East Asia countries, e.g., Malaysia, Indonesia, and the Philippines [6,7], for landfilling purposes. Thus, effective direct solutions are greatly needed from upstream material users, such as practicing material efficiency during the product design and manufacturing phases.
To retain the sustainability of earth materials, a material efficiency strategy is one of the emerging strategies that has gained increasing interest and acknowledgment among manufacturers [8,9,10,11,12,13,14]. However, to enable the manufacturing sectors to practice material efficiency strategies effectively, manufacturing companies need to clarify their distinctive drivers. By knowing these drivers, manufacturers can determine their operative pathway to formulate suitable solutions for achieving material efficiency [15]. Unfortunately, this information is limited and unclear in the existing literature [16,17]. This lack of information has raised several doubts: (1) Which key material efficiency drivers exist in the different types of manufacturing companies? (2) What are the prioritized drivers that influence the industry practitioners toward the efficient use of materials? Hence, a comprehensive study is needed to explore and clarify the drivers through an industry-based investigation.
The paper consists of five sections. It starts with the introduction, followed by a review of past credible literature, particularly about the drivers to practice material efficiency. Section 3 discusses the research design employed to conduct this study. Next, the results and the discussion are presented in Section 4. Section 5 shows the implications found from the research findings. At the end of this paper, the conclusions concerning the drivers to practice material efficiency strategies are drawn out and suggestions for future improvements are provided.
2. Literature Review
The scenario of resource scarcity has increasingly raised the interest of manufacturers in practicing various sustainable manufacturing solutions, including material efficiency. According to Abdul Rashid [14], material efficiency is defined as reducing the intake of materials to produce a product, less energy consumption, less toxicity, and also generate less environmental impacts. Therefore, material efficiency could be an effective solution to enhance the utilization of raw materials with the goal to reduce the potential harm to the environment and preserve resources [13]. Attempts to understand the distinctive drivers to practice environmental strategies have been recognized as important criteria to formulate environmental solutions [15,18,19,20]. However, studies of the drivers to practice material efficiency are still limited, especially regarding the key drivers within a specific type of manufacturing sector [9]. For that reason, the literature review section focuses on the drivers to practice material efficiency based on four primary indicators of material efficiency: reducing material intake, reducing energy usage, reducing toxicity, and reducing the usage of hazardous substances [21].
In past studies [22], two groups of drivers were commonly identified and studied, namely: (a) Internal drivers; and (b) External drivers. Internal drivers emphasize the organizational factors to encourage an organization to undertake manufacturing practices, such as increasing the company’s profits, while external drivers are defined as the external forces to motivate a manufacturing company to change or undertake appropriate practices, such as complying with environmental regulations. Both drivers are important measurements for a company to practice material efficiency. Using this classification as a foundation, the analyzed drivers were assigned to both groups, accordingly. A summary of the details of the internal and external drivers is shown in Table 1.

Table 1.
Drivers to practice material efficiency.
2.1. Internal Drivers
Organizational Factors
A wide range of organizational factors exist for the purpose of achieving material efficiency. In a manufacturing organization, the desire to reduce the material intake is one of the fundamental drivers to achieve material efficiency [20,23,24,25], especially as the present cost of raw material continues to rise due to the scarcity of resources. In addition, in many studies, practicing material efficiency is commonly driven by a reduction in the environmental impacts, such as energy consumption, reduction in toxicity and the use of hazardous substances, and the generation of potential waste [13,15,20,21,26,27,28], particularly during production and when the product is reaching its end of life.
Manufacturing companies are always aiming to maximize their profit margin with a minimum spend on material costs. For that reason, practicing material efficiency helps them to increase their profit by reducing the purchase of materials, optimizing the usage of materials, and decreasing the material by-products and unnecessary solid waste [13,27,28]. Logistically, when a product is designed with a lighter weight, it could help to reduce the logistic costs as well as the inventory costs.
To successfully achieve material efficiency, the role played and the commitment of a company are important. For example, Allwood et al. [25], and Abdul Rashid et al. [21] observed that the company impetus of high environmental awareness and an increase in corporate responsibility could drive a company to practice material efficiency. Furthermore, Somsen et al. [29] recognized that improving the environmental image of a company could be another driving force to practice material efficiency, which can increase a company’s’ reputation in terms of environmental consciousness.
2.2. External Drivers
2.2.1. Rise of Raw Material and Resource Prices
With the rise in the global population, the demand for huge volumes of raw materials and other resources is unavoidable. As a consequence, the scarcity of earth resources has driven up the market price for raw materials [25,30]. For example, non-renewable resources, such as steel and aluminum, have become more expensive because of the high demands from the various engineering sectors. Another reason for the rising price of raw materials is due to the difficulty in extracting virgin resources from the earth, especially when the resources are becoming scarce and very limited [23]. Therefore, practicing material efficiency could become a direct solution to enhance the preservation of raw materials [31].
2.2.2. Regulations
Environmental regulations are considered to be one of the most important factors driving the implementation of various environmental solutions. From the past literature [24], the fulfilment of environmental regulations is the minimum requirement for manufacturers to sell their products. For example, there are several environmental directives with which manufacturers are required to comply, such as the Restriction of Hazardous Substances (RoHS) to reduce the use of hazardous substances in a product. In addition, Worrell and van Sluisveld [32] related material efficiency to the Dutch packaging policy, especially to reduce the amount of material used and the use of green materials. Hekkert et al. [33,34] claimed that energy efficiency is another context to drive the implementation of material efficiency. For product end-of-life considerations, the Waste of Electrical and Electronic Equipment (WEEE) directive was introduced to ensure that the materials in electronic parts are well managed and collected for recovery purposes [35]. This initiative is bundled with the “take back scheme” offered by manufacturers to ensure that the obsolete products are properly managed in landfills [35,36]. In addition, the extended producer responsibility is another initiative to increase the awareness of producers to the potential environmental costs derived from their product design and manufacturing process (e.g., e-waste management) [37].
2.2.3. Competitors
Global business competition has forced manufacturers to become more competitive to survive in the current market. For many manufacturing sectors, reducing material consumption is one of the important criteria to be competitive because it directly shortens the process time and increases productivity [38]. In doing so, Pajunen et al. [20] and Pearce [39] suggested that manufacturers should think of effective and innovative ways to offer a similar product that consumes fewer resources. Besides, with the rapid growth in environmental awareness, the requirement to deliver environmentally friendly products has become a key criterion to compete in the current engineering business. Therefore, offering green products, such as eco-design, is another trend to enhance the companies’ competitiveness [20,26,39].
2.2.4. Social Responsibility
Improper industrial activities could have a vast impact on the environment and the lifestyle of society. Therefore, there has been increased pressure from society or the public to force manufacturers to use green materials and less energy in the manufacturing process, and improve the operational process with less emissions [19]. For instance, many products are now designed with a lighter weight to reduce material usage [25]; designed with less harmful and toxic substances, such as lead-free electronic goods [40]; and use cleaner technology to reduce energy usage and CO2 emissions [13,25,41,42]. Moreover, the public are starting to demand green products or environmentally friendly products [36]. For that reason, the environmental reputation and certification obtained by a company will be used by society in their purchasing activities [28,43,44]. For instance, certifying ISO14001 standards is another important driver to show that companies are concerned about environmental protection and the needs of society across their manufacturing activities [13,20,27].
2.2.5. Market Requirements
The rise in public awareness concerning the importance of incorporating environmental aspects into their daily life has affected the increased demand for eco-products and green products. For example, environmentally friendly products have become a trend, especially in European countries. To fulfill these market needs, manufacturers are required to practice various environmental strategies, including material efficiency [13], green packaging [32,45], consuming less energy [33,46], lightweight product design [25,47], and less CO2 emissions [33,34,48]. Furthermore, manufacturers need to clearly understand the differences in the product requirements in various regions. For instance, a consumer from the European Union could raise the demand for product safety in terms of the use of non-toxic materials, while, in developing nations, there are many concerns about the cost of the product, and multiple function products. For that reason, the market driver has critically changed the way a product is designed, particularly to fulfill different country requirements and the needs of different groups of consumers.
2.2.6. Incentive from the Government
Another driving force to practice material efficiency is the influence of the government or local authorities. For example, manufacturers from advanced countries could obtain extra incentives and tax reductions from their government by practicing material efficiency [13,20,28,48,49]. Therefore, the tax exemption for the finished goods could possibly help manufacturers to sell their products at a more competitive price.
3. Research Design
In this study, mixed-methods were employed to collect and analyze the related data. In the first stage, the qualitative method or semi-structured interview sessions were chosen. The designed interview protocols were tested with 10 researchers to ensure that the right terminology and correctly structured questions were used. Next, the interviews were conducted with selected interviewees to explore and determine the drivers to achieve material efficiency. Secondly, the AHP-based survey was conducted to strengthen the qualitative findings by determining the weight in terms of the importance of each obtained driver. The research design for this study is shown in Figure 1, below.
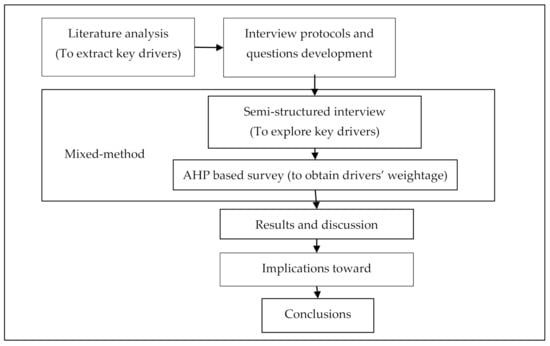
Figure 1.
Flow of employed research methods.
3.1. Phase One—Semi-Structured Interviews
The purpose of conducting interviews is to explore and determine the material efficiency drivers existing within E&E companies in Malaysia. Due to the constraints in obtaining the responses and participation of E&E industries, seven E&E companies from different E&E product groups participated in the interview sessions (see Table 2 below). For example, an electronic circuit company, TV manufacturer, electrical appliance company, and solar cell manufacturer. The participating companies are all categorized as a large-sized company with more than 250 employees.
Table 2.
List of interviewed companies.
The interview questions underwent a pilot test with experts in the field to ensure that the questions and sentences were able to achieve the research objectives. The face-to-face interviews were conducted with the experienced key-informants separately. A series of core and reflectivity questions were asked regarding the drivers during the interview sessions (see Appendix A). During the interviews, the interviewees were briefed about the concept of material efficiency, following which they were asked the core questions of this study. In addition, reflectivity questions were asked to obtain more insights to help explain the incomplete data from the interviewee. On average, 50 min were taken to conduct each interview. In some interviews, to avoid the bias of data gathering, more than one person was invited. In addition, some of the interview sessions were bundled with a site visit to enhance the validity of the interview. All the interview sessions were tape-recorded for detailed analysis. Although only seven interview sessions were conducted, this was deemed sufficient for exploring raw data with consideration of the right informants, good instruments, and the fact that no new emerging themes were raised in the last interview session [50].
To analyze the collected qualitative data, the tape-recorded data underwent a structured analysis [51]. First, the data were transcribed verbatim to avoid missing data and to ensure that no important conversations were overlooked. Then, initial codes were given to the selected quotes, which were related to the material efficiency drivers. Next, the researchers grouped the constructed codes and narrowed them into specific themes and categories to avoid data redundancy. To ensure the trustworthiness of the developed themes, the synthesized data were then cross-checked with another researcher and updated into the final list of drivers to represent the interview data set of E&E companies.
3.2. Phase Two—AHP Survey
In this study, in order to determine the weight carried by the explored drivers, we used a reliable quantitative approach, namely, the Analytic Hierarchy Process (AHP). AHP is a multi-criteria decision-making method whereby the relative weights of possible decision criteria are given a functional value based on a mathematical representation of pairwise comparisons [52]. To conduct the AHP survey, the drivers identified from the interview were used to form a hierarchical framework consisting of a subject goal, criteria, and sub-criteria (see Figure 2). Next, all the pairwise comparisons were formed according to their hierarchical level.
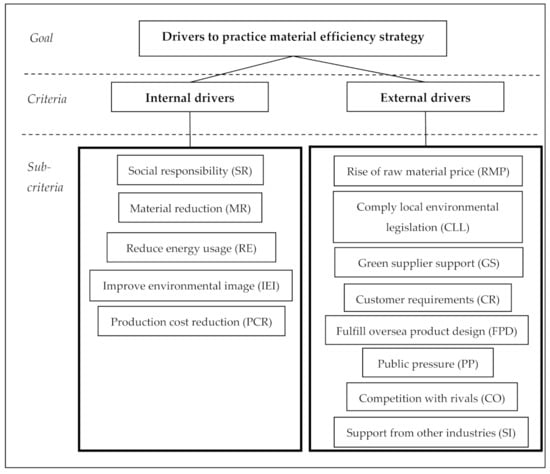
Figure 2.
Analytic Hierarchy Process (AHP) framework.
In the AHP data collection, there were 13 driver criteria with a total of 33 pairwise criteria comparisons generated to be evaluated by the industry experts. A total of 18 E&E companies with 18 experienced respondents participated in the survey (see Table 3). These respondents ranged from the quality manager, lean manager, EHS manager, production manager, principal designer, and also the senior engineer. All the participants were from a large-sized company with more than 250 employees. To start the AHP survey, the participants were briefed regarding the research aims and purposes. This was followed by an explanation concerning how to answer the AHP survey. Next, the respondents were asked to rate each pairwise comparison with a rating from 1 to 9 [52]. Each survey was conducted in the company compound with an average of 30 min to complete all 46 pairwise comparisons. An example of the AHP instrument can be found in Appendix C.
Table 3.
AHP Respondent Details.
The obtained AHP data were further analyzed using Expert choice V.11 (Expert Choice Inc., Arlington, VA, USA). The criteria to be analyzed were the Eigenvalue for each vector, the local and global weight of each category, and the consistency ratio for the comparable category. For each group of data, the acceptable inconsistency index (IR) must be less than 10% (IR < 0.1) to ensure the validity and consensus of the answers given by the respondents [52]. In order to achieve a consistent ratio of more than 10%, the researcher must clarify the problematic pairwise comparisons with the particular respondent. Hence, the refinement process was conducted if there were inconsistencies in the data, such as reconfirming the problematic pairwise comparison until a reliable consistency index was achieved. When multiple respondents from different companies take part in a similar AHP survey, Condon et al. [53] mentioned that AHP group responses can be aggregated in four different ways: consensus, a vote of compromise, the geometric mean of the individual judgments, and a weighted arithmetic mean. The first three deal with the judgments of individuals, while the last deals with the priorities derived from the judgments. In our study, we chose the geometric mean method to aggregate the group judgments because it is the mathematical equivalent of consensus, whereby all participants are considered equal. More details about the rationality of using the geometric mean can be found in a past study [54]. Once all the data were filled, they were combined to obtain the geometric mean before the evaluation of the consistency ratio and Eigenvalue could be obtained.
4. Results
From the qualitative data, the informants claimed that there are two groups of drivers that could influence the decision to practice material efficiency strategies (see Appendix B for examples). The first group includes internal drivers that present organizational factors, such as Production cost reduction (PRC), Material reduction (MR), Reduce environmental impact (REI), Improve environmental image (IEI), and Social responsibility (SR). The second group includes external drivers, which consist of factors such as Customer requirements (CR), Fulfill overseas product design (FPD), Comply with local environmental legislation (CLL), Competition among rivals (CO), Rise of raw material price (RMP), Rise of resources price (RPP), Supplier requirements (SU), Support from other industry (SI), and Public pressure (PP). The details of the qualitative results are shown in Table 4, below.
Table 4.
Drivers to practice material efficiency based on a qualitative investigation.
These extracted themes were used for the AHP survey data collection. From the grouped data analysis, the importance weights of the main criteria were obtained: Internal Driver is 0.317, while External Driver is 0.683. Meanwhile, in the AHP data analysis, the importance weights of the Internal Driver sub-criteria were calculated. In total, 10 pairs of driver comparisons were assessed. The results show that PCR gained the highest weight in its category, with 0.356, followed by MR (0.29), REI (0.178), IEI (0.115), and, finally, SR (0.061). As for the External Drivers analysis, nine sub-criteria with 36 pairs of driver comparisons were assessed. From the results, CR gained the priority weight of 0.231, followed by FPD (0.218), CLL (0.149), CO (0.093), RMP (0.075), SU (0.059), SI (0.055), and, lastly, PP, with a priority weight of 0.049.
To obtain the global absolute priority weight, the local weight obtained from the Internal Driver (0.317) and External driver (0.683) was multiplied by its category sub-criteria weight to form the final global weight. Thus, the order of drivers’ priority ranking is structured as follows: CR (0.158), COL (0.149), PCR (0.113), CLL (0.102), MR (0.092), C (0.064), RE (0.056), RMP (0.051), GS (0.04), SI (.038), IEI (0.037), PP (0.033), and SR (0.019). The details of the grouped absolute priority weight are shown in Table 5.
Table 5.
Grouped global absolute priority weight of internal and external drivers to practice material efficiency.
5. Discussion
In this section, we combine, compare, and discuss the qualitative and AHP findings. The discussion sections were synthesized based on the doubts raised in the introduction section.
5.1. Customer Requirements
Customer requirements were ranked as the paramount driver influencing E&E companies in the efficient use of materials. This finding is not surprising because it represents the obvious means for business survival of most manufacturing companies. Our study found that E&E companies must fulfill various customer needs, such as producing multiple function electronic products, less energy consumption electronic chips, slim-sized printed circuit boards, and eco-product design, like green-material-based products.
As mentioned by Eveloy et al. [40], the current trend of products emphasizes the green elements, especially concerning the use of raw materials. For that reason, E&E companies in Malaysia are also strongly driven by the trends of global markets, such as lead-free material use, and the banning of certain hazardous substances, such as mercury, hexavalent, and cadmium. These are essential to suit the needs of the overseas markets, such as the EU. Nevertheless, Ashby [23] mentioned that due to the rapid changes in product fashions, the manufacturers have to design products with a shorter lifespan, such as mobile and communication products. Therefore, the consideration of environmental elements will be reduced or discouraged. As a result, the electronic waste issue will continue to increase and remain unsolved.
5.2. Fulfill Overseas Trend in Product Design
The E&E sector is facing the fastest product fashion changes compared to other sectors, such as the metal industry, plastics industry, and furniture sector [16]. At the same time, the E&E sector is also facing the most stringent legislation compliance for their products, such as WEEE and RoHS. Therefore, E&E manufacturers need to ensure that their product complies with both of these directives before it can be sold abroad.
In our study, we found that many of the E&E companies emphasize the green material properties to be used in their product because of the stringent policies or directives enforced in terms of material use. Then, the e-waste can be reduced and minimized through proper and effective e-waste recycling. This concern is in line with past empirical research that proposed green material use to ease the material recovery and reduce the environmental impact during the product’s end-of-life phase [35,45]. However, to date, there is no specific legislation that directly applies to material efficiency [24]. As a result, material efficiency is bundled with other available legislation, such as RoHS.
In the case of the E&E industry, legislation is not a big issue for medium and large companies, as this is a primary requirement to export their products abroad. Thus, the alternative of continuing the usage of green materials with expensive prices could force the manufacturers to pay more taxes and offer short life cycle products to recover the money spent on legislation compliance (e.g., obtaining the certification, auditing, benchmarking).
5.3. Production Cost Reduction
Production cost reduction is a crucial factor for many manufacturing sectors, including the E&E sector, to retain their competitiveness. When E&E products are designed with a sense of simplicity, it could reduce the production costs by shortening the manufacturing process [54]. One of the obvious examples in the E&E sector is that the products are moving in the direction of nanomaterials and nanotechnology whereby more functions could be placed within a chipset to reduce the size and number of integrated circuits in a product. In addition, hazardous chemicals and energy will be directly reduced, especially when their product design consists of fewer parts. Consequently, material efficiency could be achieved, which will also help the company to reduce the production costs if its products are designed with less complexity [21]. As a result, E&E Companies could increase their productivity and competitiveness by shortening the processing time with less waste generation.
5.4. Comply with Local Environmental Legislation
Manufacturers are required to comply with the local environmental legislation set by a country when setting up their company. According to the C2 informant, in Malaysia, there is no specific local legislation applied to the E&E sectors. E&E industries need to comply with the common legislation applied to other types of industry. For example, the regulations to be fulfilled are the control of the residual waste levels released from production [55] (such as wastewater, disposed hazardous substances, cubical solid waste, stringent control of toxic gasses, and also CO2 emissions, as well as the “take back” scheme for obsolete products). Such local legislation is adapted from the existing international legislation for E&E companies. Therefore, most E&E companies do not have a problem in running their business in Malaysia because they already comply with the international legislation, which is more stringent. E&E companies are considered to be well prepared for practicing material efficiency, especially in reducing the usage of hazardous substances, chemicals, energy consumption, and product scraps. As can be seen from the investigated companies, most of them comply with the ISO14001 standards in order to ensure that their operations are environmentally friendly and generate minimum impact on their surroundings [56].
5.5. Material Reduction
Obviously, material reduction is identified as a crucial goal for running a business, including the investigated E&E companies. From the interview sessions, the reduction of material intake has direct implications on the operational costs and profits of a product [14,15]. In our study, E&E companies in Malaysia practice material efficiency to reduce the primary material intake while delivering a better performance product. For instance, the interviewed companies emphasized the aspect of reducing the use of hazardous substances; creating a lighter product by combining several product functions into a single part, such as integrated circuits; and optimizing the material cutting area. By doing so, the cost per unit of their product could be effectively reduced. In parallel, when the raw material intake is reduced, the potential waste generation and environmental impacts are also reduced [20,23,28].
5.6. Competition with Rivals
The fast growth of the global E&E sectors has resulted in great competition, especially in terms of product price and product specifications. Similarly, Malaysian E&E companies are facing high competition from either local competitors or international competitors, especially China [17,20]. Therefore, in order to remain competitive and become a market leader, E&E companies need to offer a better product at a competitive price. For example, the interviewed companies offer integrated circuits with longer life performance, and have altered their product design to reduce the intake of materials and reduce energy consumption. From the perspective of safety, promoting a green product that uses non-toxic substances could become one of the selling points of goods in this competitive age. These requirements are in line with the past research to increase market competitiveness [26,39].
5.7. Reduce Energy Usage
Energy is an important source for running the machines and processing raw materials. In some empirical studies, material efficiency was found to have a direct proportional relationship with energy consumption and the emission of CO2 [34,48]. In our study, some E&E companies also confirmed this view whereby if the raw material intake is reduced, the processing time could be reduced; thus, the usage of energy will decrease.
Reducing environmental impacts is the main goal for implementing any of the environmental strategies, including material efficiency [13,21,24]. As E&E companies are mainly dealing with hazardous substances and high energy consumption issues, they need to practice material efficiency to ensure that less hazardous substances are used in their products, such as lead, mercury, and hexavalent. Among the emerging environmental issues faced by the E&E sectors is the rapidly growing rate of electronic waste; therefore, they are urged to fabricate their products with less harm to the environment, either during the production phase of the product or the end-of-life stage.
5.8. Rise of Raw Material Price
The rise in raw material prices is unavoidable, especially when the raw materials become scarce and the demand is growing fast [30]. In many manufacturing sectors, it is obvious that utilizing the minimum amount of material is directly linked to the operation costs. This driver appears to be a critical concern for most manufacturing sectors, including the E&E sector, which uses gold, copper, and other precious resources as raw materials. Therefore, by practicing material efficiency, it could save considerable costs in terms of material sourcing and make more profit from the products that could deliver the same functions with less material consumption.
However, recycled materials are not receiving high demand from the market because they may influence the products’ quality [28], be considered as a second grade product, result in unnecessary hassle and inefficient process (high energy use during material recovery), little economic difference compared to the virgin materials, and the lack of governmental certification [13]. Hence, the demand for recycled materials is less encouraging, especially for consumers that have higher buying power.
5.9. Green Supplier Support
Suppliers ensure that the right raw material is supplied to customers or manufacturers that fulfills the product specifications, for example, lead-free raw materials and biodegradable materials [40]. Therefore, in conjunction with achieving material efficiency, E&E companies, such as C2 and C5, agreed that suppliers are playing an important role in ensuring that their products are fulfilling the market standards and requirements. In contrast, if the sources for green materials are difficult to get, this might inhibit the manufacturers’ motivation to practice material efficiency strategies.
5.10. Support from Other Industries
Support from the other industries’ network, such as allies, business partners, recyclers, and also sub-contractors, are important to drive the implementation of material efficiency [23,28]. However, this driver featured less in the past literature. In Malaysia, E&E companies are relying on, and need to have a strong collaboration with, their allies, in order to ensure that their product meets the market requirements. For instance, Company C3 contended that meeting the environmental requirements is their prime goal in product development.
So far, the E&E sectors are not generating vast amounts of industrial waste due to their precise manufacturing process. However, support from other industries is an additional need, especially to amass the residual materials and scrap products. E&E companies do not have the internal recycling technology to manage and process scrap products. Therefore, to enhance the waste management and achieve material efficiency, especially in the context of material recovery, E&E companies need support from the recyclers and end users. Besides, the hiring of a material efficiency consultant has a consequential role in educating and helping the practitioners to reduce the material intake and production waste [24]. However, in developing countries such as Malaysia, employing a material efficiency consultant is rarely undertaken.
5.11. Improve Environmental Image
In the current business trend, improving the environmental image is required to stimulate better business performance [29,44]. Companies with a good environmental reputation can attract more business, especially from the overseas markets. For E&E companies, the driver to improve the environmental image is additionally considered as a critical factor to practice material efficiency. Throughout the study, we understood that E&E companies are facing rapid changes in their product specification. Therefore, E&E companies emphasize producing green products or practice eco-design as per market needs. Doing so could increase the environmental image perceived by their consumers, and, as a payoff, manufacturing companies may gain more business, especially from “green” consumers.
5.12. Public Pressure
Public pressure is the second to last driver to practice material efficiency among E&E companies. It refers to the pressure given by stakeholders such as communities, consumers, and government, etc. The investigated E&E companies are facing less pressure from the public because they have complied with the most stringent environmental legislation and policies across their product design, such as RoHS compliance [35]. Therefore, although various parties, such as the green society, are stressing green product requirements, E&E manufacturers consider that their initiative toward green and material saving already satisfies the requirements of these parties. The E&E industry should consider how their products could promote material efficiency, such as eco-labeling (energy, material usage, etc.).
5.13. Social Responsibility
The last driver for E&E companies to practice material efficiency is due to social responsibility. In fact, E&E companies are less driven by social responsibility to practice material efficiency because their products generate less cubic waste compared to the metal, wood, and furniture industry [27]. Meanwhile, in achieving material efficiency, the E&E companies have collaborated with the licensed professional waste collectors to manage their chemical/substance/scheduled waste with proper treatment or storage before disposal. To achieve social responsibility, some E&E companies have frequently conducted various environmentally related activities, such as tree planting and engagement with the Department of Environment (DoE) of Malaysia to promote environmental consciousness activities with the surrounding community.
6. Research Implications for Industry Practitioners
Prior empirical studies have shown that understanding the drivers to practice environmental strategies is important to enable practitioners to undertake appropriate decisions to formulate strategies. Thus, in this study, the ranked drivers could possibly influence different groups of practitioners in the E&E industry to make effective decisions in terms of material efficiency solutions.
- Company top management
The company top management plays a vital role in determining the company’s direction and performance growth, especially in respect of company financial allocation: new machinery investment, staff training and hiring, obtaining environmental certifications, and setting new internal policies. In achieving material efficiency, the managers or top management could make significant changes to the company, customer, and society. For instance, by understanding the customer requirements and the competitiveness with rival drivers to achieve material efficiency, the top management can consider investing in advanced machinery, such as multiple-layer wire bonding machines to align with future trends to fabricate smaller chipsets or multiple function chipsets. Secondly, the top management can improve the environmental image driver by considering obtaining an ISO14001 certification to improve the company’s reputation and product branding in cleaner production and environmental consciousness, which, in turn, could reduce the environmental burden and cause less harm to society from industrial releases or by-products. Lastly, in future, staff continuous knowledge improvement and micro-credential skills such as the embedded environmental awareness of technical skills will be prioritized.
- b.
- Sales team
For the engineering sales team, the determined drivers could be used as their negotiation criteria to obtain more business or increase the success rate of sales. For instance, public pressure and social responsibility drivers could work as an additional criterion to convey to their customers that their company is highly concerned about environmental sustainability, especially to the European customers. Besides, the green supplier support is another point to be addressed during bidding for projects to show that their products fulfill the eco-elements, particularly in terms of the chain of green materials and eco-labeling.
- c.
- Product Designer
Designers are the key players who decide the material specifications and compliance with the various standards and legislations. A proper understanding of the fulfillment of the overseas product design and customer requirements driver could help them to work effectively in respect of part standardization, green material substitution, consideration of e-waste, and end-of-life management. Thus, designers could undertake appropriate strategies, such as design for multiple purpose integrated chipsets, to enable more features to be placed on a printed circuit board (PCB) and thin and lightweight PCB design to reduce copper usage and minimize energy consumption. In terms of products’ end-of-life considerations, the use of lead-free materials could possibly reduce the environmental impact during material recovery from e-waste.
- d.
- Material Purchaser
Material purchasers can use the material reduction driver as one of their considerations when performing the purchase of materials. Purchasers could improve material efficiency by specifying the material requirements to the material supplier, such as the pre-cut size of a wafer for achieving optimum usage. Secondly, they could propose parts outsourcing to certified green sub-contractors to reduce material wastage, especially to those sub-constructors with high-end technology or machinery capabilities.
- e.
- Production practitioner
On the manufacturing shop floor, the production cost reduction factor could be used to motivate the practitioner to save more materials. For instance, material saving can be done through minimum product variant changeovers in order to reduce the generation of potential scrap. Secondly, for achieving the energy usage reduction driver, the high energy consumption machines in the E&E sector could be operated at night time to reduce the energy load to the plant. With the rise in material prices, E&E companies can consider improving their process efficiency. In particular, improving the material flow can be achieved by a careful design of the machine setting, production planning, scheduling, and material preparation. Product batch processing is one of the examples to reduce unnecessary solid waste during material preparation for their various types of product (e.g., conduct nesting for the cutting of various wafer sizes).
7. Conclusions
This paper presents the key drivers of E&E companies in Malaysia to practice material efficiency strategies. Overall, we confirmed that E&E companies are driven by 13 drivers (five internal drivers, eight external drivers) in practicing material efficiency. The order of priority of the determined drivers is as follows: CR, FPD, PCR, CLL, MR, CO, RE, RRP, GS, SI, IEI, PP, SR.
E&E companies were found to be driven more by external drivers than internal drivers. For instance, the most important drivers that encourage the E&E sector to practice material efficiency strategies are customer requirements and the fulfillment of the overseas product design. The reasons for this are the fast change in technology advancement and product fashion in the E&E sector. Consequently, E&E companies need to innovate their product rapidly to suit the market trends. Furthermore, the E&E sector is strongly driven to fulfill the stringent overseas legislation and policies, such as RoHS and WEEE, in order to sell its products while complying with different countries’ environmental and safety regulations. In terms of the internal driver, E&E companies confirmed that they are vigorously driven by both product cost reduction and material reduction factors. This is commonly undertaken for many manufacturing sectors to gain more profits while utilizing the minimum resources.
The study findings have shown that E&E companies are less driven by factors such as public pressure and social responsibility because they have minimum impact to incentivize the manufacturers to practice material efficiency. Based on the drivers’ ranking, we have corroborated that the E&E sector in Malaysia is confronting drivers that are similar to those discussed in the literature. Regarding to Malaysia’s current economic model (2018), practicing material efficiency in the E&E sector is considered to be the utmost priority because this industry has contributed significantly to Malaysia’s economy and is one of the most sizeable non-renewable resource industries.
This study has shown promising and high-value drivers to practice material efficiency among E&E companies in Malaysia. A list of prioritized drivers is the main contribution of this research, which has clear direct implications for different groups of practitioners, such as top management, sales teams, designers, material purchasers, and production managers, for the purpose of continuous improvement. Although this study was conducted among E&E companies in Malaysia, the obtained findings have been scrutinized and synthesized, and are applicable as a reference for other E&E sectors, especially in developing nations such as Vietnam, Thailand, and Indonesia.
Author Contributions
Conceptualization, Y.L.W. and I.G.; data curation, F.H.H. and S.H.A.-R. formal analysis, F.H.H., S.H.A.-R., R.A.R.G., and N.S.; investigation, F.H.H.; methodology, F.H.H. and R.A.R.G.; project administration, S.H.A.-R. and N.S.; resources, F.H.H., S.A. and R.H.A.H.; supervision, S.H.A.-R.; visualization, Y.L.W.; writing—original draft, F.H.H.; writing—review & editing, R.A.R.G., N.S., Y.L.W., S.A., I.G. and R.H.A.H. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by University of Tun Hussein Onn Malaysia (UTHM), under grant number TIER 1-H206.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Acknowledgments
The authors would like to thank the University of Tun Hussein Onn Malaysia (UTHM) for funding this research, under the UTHM TIER 1 research grant (TIER 1-H206).
Conflicts of Interest
The authors declare no conflict of interest.
Appendix A
Example of Core Interview Questions:
- What are the drivers to motivate your company to achieve sustainable manufacturing?
- What are the benefits or advantages to implement material efficiency activities in your company?
- What are the factors that influence your company to achieve material efficiency?
- Are there any internal forces or factors to drive your company to practice material efficiency?
- Is there any an external force or factors to drive your company to practice material efficiency?
- How do the mentioned drivers or factors help your company in the efficient use of materials?
Examples of Follow-up Reflexivity Questions:
- How can material efficiency strategies help increase the company reputation?
- How can material efficiency initiatives increase the business performance in your company?
- How do you encourage the implementation of material efficiency strategies across different departments in your company?
- How do you ensure that your product can fulfill the environmental requirements, especially in terms of material usage?
- How do you ensure that your company continues to comply with the environmental regulations (e.g., ISO14001)?
Appendix B
Table A1.
Example of Qualitative Coding.
Table A1.
Example of Qualitative Coding.
| Type of Driver | Quotations | Final Theme |
|---|---|---|
| External | “Mostly is started with regulations with the WEEE, and that’s when they started to calculate the environmental impacts. I think in Europe, they need to report those numbers (statistics). | Fulfill overseas product design |
| External | “… actually all of our suppliers are now in compliance with the standards. We already made known this information to all our suppliers the part standards we can accept. | Green supplier |
| External | “We are using green materials because of the market needs. For EU and US customers, they asked for green materials, so everyone is moving toward this direction. | Customer requirements |
| External | “Our motivation is to expand our business in capturing the green product countries. Whether they are concerned with green or non-green aspects, we have to fulfill their requirements | Customer requirements |
| Internal | “The driving factor that drove us to move forward material efficiency is more about the cost savings” | Reduce cost |
Appendix C

Figure A1.
Example of AHP instrument.
References
- Moraga, G.; Huysveld, S.; Mathieux, F.; Blengini, G.A.; Alaerts, L.; Van Acker, K.; De Meester, S.; Dewulf, J. Circular economy indicators: What do they measure? Resour. Conserv. Recycl. 2019, 146, 452–461. [Google Scholar] [CrossRef]
- Sahajwalla, V.; Gaikwad, V. The present and future of e-waste plastics recycling. Curr. Opin. Green Sustain. Chem. 2018, 13, 102–107. [Google Scholar] [CrossRef]
- Perkins, D.N.; Drisse, M.-N.B.; Nxele, T.; Sly, P.D. E-Waste: A global hazard. Ann. Glob. Health 2014, 80, 286–295. [Google Scholar] [CrossRef]
- Bisschop, L. How E-Waste Challenges Environmental Governance. In Hazardous Waste and Pollution; Springer: Cham, Switzerland, 2016; pp. 27–43. [Google Scholar]
- Asante, K.A.; Amoyaw-Osei, Y.; Agusa, T. E-waste recycling in Africa: Risks and opportunities. Curr. Opin. Green Sustain. Chem. 2019, 18, 109–117. [Google Scholar] [CrossRef]
- Yoshida, A.; Terazono, A.; Ballesteros, F.C.; Nguyen, D.-Q.; Sukandar, S.; Kojima, M.; Sakata, S. E-waste recycling processes in Indonesia, the Philippines, and Vietnam: A case study of cathode ray tube TVs and monitors. Resour. Conserv. Recycl. 2016, 106, 48–58. [Google Scholar] [CrossRef]
- Sthiannopkao, S.; Wong, M.H. Handling e-waste in developed and developing countries: Initiatives, practices, and consequences. Sci. Total Environ. 2013, 463, 1147–1153. [Google Scholar] [CrossRef]
- Shahbazi, S.; Jönsson, C.; Wiktorsson, M.; Kurdve, M.; Bjelkemyr, M. Material efficiency meas-urements in manufacturing: Swedish case studies. J. Clean. Prod. 2018, 181, 17–32. [Google Scholar]
- Gilbert, P.; Wilson, P.; Walsh, C.; Hodgson, P. The role of material efficiency to reduce CO2 emissions during ship manufacture: A life cycle approach. Mar. Policy 2017, 75, 227–237. [Google Scholar] [CrossRef]
- Shahbazi, S.; Salloum, M.; Kurdve, M.; Wiktorsson, M. Material Efficiency Measurement: Empirical Investigation of Manufacturing Industry. Procedia Manuf. 2017, 8, 112–120. [Google Scholar] [CrossRef]
- Lifset, R.; Eckelman, M. Material efficiency in a multi-material world. Philos. Trans. R. Soc. A Math. Phys. Eng. Sci. 2013, 371, 20120002. [Google Scholar] [CrossRef]
- Rouw, M.; Worrell, E. Evaluating the impacts of packaging policy in The Netherlands. Resour. Conserv. Recycl. 2011, 55, 483–492. [Google Scholar] [CrossRef]
- Allwood, J.M.; Ashby, M.F.; Gutowski, T.G.; Worrell, E. Material efficiency: A white paper. Resour. Conserv. Recycl. 2011, 55, 362–381. [Google Scholar] [CrossRef]
- Rashid, A.; Hanim, S. An Investigation into the Material Efficiency Practices of UK Manufacturers. Ph.D. Thesis, Cranfield University, Cranfield, UK, 2009. [Google Scholar]
- Ho, F.H.; Abdul-Rashid, S.H.; Bahreininejad, A. Drivers and Challenges for the Practice of Material Efficiency Strategy in the Wire and Cable Industry: A Malaysian Case Perspective. In Proceedings of the 2013 IRED Switzerland Conference: Advances in Social Sciences, Management and Human Behaviour (SMHB), Zurich, Switzerland, 12–13 October 2013. [Google Scholar]
- Ho, F.H.; Abdul-Rashid, S.H.; Ghazilla, R.A.R. Analytic Hierarchy Process-Based Analysis to Determine the Barriers to Implementing a Material Efficiency Strategy: Electrical and Electronics’ Companies in the Malaysian Context. Sustainability 2016, 8, 1035. [Google Scholar] [CrossRef]
- Shahbazi, S.; Wiktorsson, M.; Kurdve, M.; Jönsson, C.; Bjelkemyr, M. Material efficiency in manufacturing: Swedish evidence on potential, barriers and strategies. J. Clean. Prod. 2016, 127, 438–450. [Google Scholar] [CrossRef]
- Johansson, G.; Winroth, M. Introducing environmental concern in manufacturing strategies: Implications for the decision criteria. Manag. Res. Rev. 2010, 33, 877–899. [Google Scholar]
- Luken, R.; Van Rompaey, F. Drivers for and barriers to environmentally sound technology adoption by man-ufacturing plants in nine developing countries. J. Clean. Prod. 2008, 16, S67–S77. [Google Scholar]
- Pajunen, N.; Watkins, G.; Wierink, M.; Heiskanen, K. Drivers and barriers of effective industrial material use. Min. Eng. 2012, 29, 39–46. [Google Scholar] [CrossRef]
- Abdul, R.; Salwa, H.; Evans, S.; Longhurst, P. A comparison of four sustainable manufacturing strategies. Int. J. Sustain. Eng. 2008, 1, 214–229. [Google Scholar]
- Hillary, R. Environmental management systems and the smaller enterprise. J. Clean. Prod. 2004, 12, 561–569. [Google Scholar] [CrossRef]
- Ashby, M.F. Materials and the Environment: Eco-Informed Material Choice; Elsevier: Amsterdam, The Netherlands, 2012; pp. 415–436. [Google Scholar]
- Lilja, R. From waste prevention to promotion of material efficiency: Change of discourse in the waste policy of Finland. J. Clean. Prod. 2009, 17, 129–136. [Google Scholar] [CrossRef]
- Allwood, J.M.; Ashby, M.F.; Gutowski, T.G.; Worrell, E. Material efficiency: Providing material services with less material production. Philos. Trans. R. Soc. A Math. Phys. Eng. Sci. 2013, 371, 20120496. [Google Scholar] [CrossRef]
- Hanssen, O.J.; Olsen, A.; Møller, H.; Rubach, S. National indicators for material efficiency and waste minimization for the Norwegian packaging sector 1995–2001. Resour. Conserv. Recycl. 2003, 38, 123–137. [Google Scholar]
- Ilomäki, M.; Melanen, M. Waste minimisation in small and medium-sized enterprises—Do environmental man-agement systems help? J. Clean. Prod. 2001, 3, 209–217. [Google Scholar]
- Peck, M.; Chipman, R. Industrial energy and material efficiency: What role for policies. In Industrial Development for the 21st Century: Sustainable Development Perspectives; United Nations: San Francisco, CA, USA, 2007; p. 333. [Google Scholar]
- Somsen, D.; Capelle, A.; Tramper, J. Production yield analysis—A new systematic method for im-provement of raw material yield. Trends Food Sci. Technol. 2005, 15, 267–275. [Google Scholar]
- Rice, J. Material consumption and social well-being within the periphery of the world economy: An ecological analysis of maternal mortality. Soc. Sci. Res. 2008, 37, 1292–1309. [Google Scholar] [CrossRef]
- Ho, F.H.; Abdul-Rashid, S.H.; Raja Ghazilla, R.A.; Woo, Y.L. Resources Sustainability through Material Efficiency Strategies: An Insight Study of Electrical and Electronic Companies. Resources 2019, 8, 117. [Google Scholar]
- Worrell, E.; E Van Sluisveld, M.A. Material efficiency in Dutch packaging policy. Philos. Trans. R. Soc. A Math. Phys. Eng. Sci. 2013, 371, 20110570. [Google Scholar] [CrossRef]
- Hekkert, M.; Joosten, L.A.; Worrell, E.; Turkenburg, W.C. Reduction of CO2 emissions by improved management of material and product use: The case of primary packaging. Resour. Conserv. Recycl. 2000, 29, 33–64. [Google Scholar] [CrossRef]
- Hekkert, M.; Reek, J.V.D.; Worrell, E.; Turkenburg, W.C. The impact of material efficient end-use technologies on paper use and carbon emissions. Resour. Conserv. Recycl. 2002, 36, 241–266. [Google Scholar] [CrossRef]
- Ongondo, F.; Williams, I.D.; Cherrett, T. How are WEEE doing? A global review of the management of electrical and electronic wastes. Waste Manag. 2011, 31, 714–730. [Google Scholar] [CrossRef]
- Steubing, B.; Böni, H.; Schluep, M.; Silva, U.; Ludwig, C. Assessing computer waste generation in Chile using material flow analysis. Waste Manag. 2010, 30, 473–482. [Google Scholar]
- Gottberg, A.; Morris, J.; Pollard, S.; Mark-Herbert, C.; Cook, M. Producer responsibility, waste minimisation and the WEEE Directive: Case studies in eco-design from the European lighting sector. Sci. Total Environ. 2006, 359, 38–56. [Google Scholar] [CrossRef]
- Duflou, J.R.; Sutherland, J.W.; Dornfeld, D.; Herrmann, C.; Jeswiet, J.; Kara, S.; Hauschild, M.; Kellens, K. Towards energy and resource efficient manufacturing: A processes and systems approach. CIRP Ann. 2012, 61, 587–609. [Google Scholar] [CrossRef]
- Pearce, D. Environmental policy as a tool for sustainability. In Scarcity and Growth Revisited: Natural Resources and the Environment in the New Millenium; Routledge: Abingdon, UK, 2012; p. 198. [Google Scholar]
- Eveloy, V.; Ganesan, S.; Fukuda, Y.; Wu, J.; Pecht, M.G. Are you ready for lead-free electronics? IEEE Trans. Compon. Packag. Technol. 2005, 28, 884–894. [Google Scholar] [CrossRef]
- Worrell, E.; Van Berkel, R.; Fengqi, Z.; Menke, C.; Schaeffer, R.; Williams, R.O. Technology transfer of energy efficient technologies in industry: A review of trends and policy issues. Energy Policy 2001, 29, 29–43. [Google Scholar] [CrossRef]
- IEA. World Energy Balances 2018, 1971–2006 (Edition 2008); International Energy Agency: Paris, France, 2018. [Google Scholar]
- Lee, A.H.I.; Kang, H.-Y.; Hsu, C.-F.; Hung, H.-C. A green supplier selection model for high-tech industry. Expert Syst. Appl. 2009, 36, 7917–7927. [Google Scholar] [CrossRef]
- Georgiadis, P.; Besiou, M. Sustainability in electrical and electronic equipment closed-loop supply chains: A System Dynamics approach. J. Clean. Prod. 2008, 16, 1665–1678. [Google Scholar] [CrossRef]
- Molina-Besch, K.; Pålsson, H. A Supply Chain Perspective on Green Packaging Development-Theory versus Practice. Packag. Technol. Sci. 2015, 29, 45–63. [Google Scholar] [CrossRef]
- Worrell, E. The next frontier to realize industrial energy efficiency. In Linköping Electronic Conference Proceedings; Linköping University Electronic Press: Linköping, Sweden, 2011; Volume 7, p. 1. [Google Scholar]
- Ingarao, G.; Di Lorenzo, R.; Micari, F. Sustainability issues in sheet metal forming processes: An overview. J. Clean. Prod. 2011, 19, 337–347. [Google Scholar] [CrossRef]
- Hernandez, A.G.; Cooper-Searle, S.; Skelton, A.C.; Cullen, J.M. Leveraging material efficiency as an energy and climate instrument for heavy industries in the EU. Energy Policy 2018, 120, 533–549. [Google Scholar] [CrossRef]
- Fernández-Viñé, M.B.; Gómez-Navarro, T.; Capuz-Rizo, S.F. Eco-efficiency in the SMEs of Venezuela. Current status and future perspectives. J. Clean. Prod. 2010, 18, 736–746. [Google Scholar] [CrossRef]
- Creswell, J.W.; Clark, V.L.P. Designing and Conducting Mixed Methods Research; Sage publications: New York, NY, USA, 2017. [Google Scholar]
- Miles, M.B.; Michael Huberman, A.; Michael, A. Huberman, and Michael Huberman. In Qualitative Data Analysis: An Expanded Sourcebook; Sage: New York, NY, USA, 1994. [Google Scholar]
- Saaty, T.L. Decision making with the analytic hierarchy process. Int. J. Serv. Sci. 2008, 1, 83. [Google Scholar] [CrossRef]
- Condon, E.; Golden, B.; Wasil, E. Visualizing group decisions in the analytic hierarchy process. Comput. Oper. Res. 2003, 30, 1435–1445. [Google Scholar] [CrossRef]
- Envirowise, P. Sustainable Design of Electrical and Electronic Products to Control Costs and Comply with Legis-Lation. 2009. Available online: http://www.b2bweee.com/files/Guide%20to%20Sustainable%20Design.pdf (accessed on 25 December 2018).
- Manaf, L.A.; Abu Samah, M.A.; Zukki, N.I.M. Municipal solid waste management in Malaysia: Practices and challenges. Waste Manag. 2009, 29, 2902–2906. [Google Scholar] [CrossRef]
- Ammenberg, J.; Sundin, E. Products in environmental management systems: Drivers, barriers and experiences. J. Clean. Prod. 2005, 13, 405–415. [Google Scholar] [CrossRef]
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).