
Techno-Economic Evaluation of Hydrogen Production via Gasification of Vacuum Residue Integrated with Dry Methane Reforming


 and
and
Abstract
:1. Introduction
2. Research Methodology
2.1. Design Concept and Simulation
2.2. Techno-Economic Analysis
3. Process Description
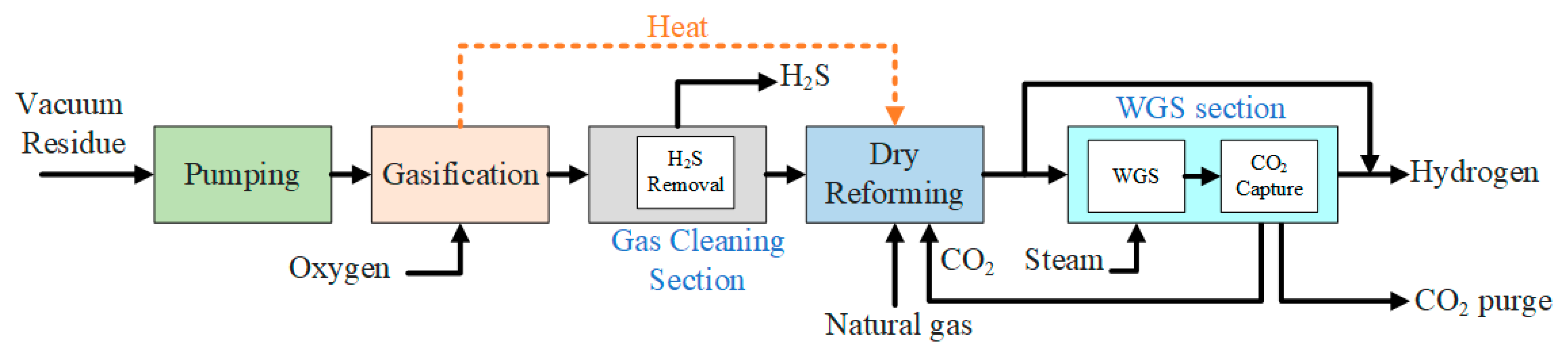
3.1. Case I: Gasification of Heavy Residue in Sequence with DMR
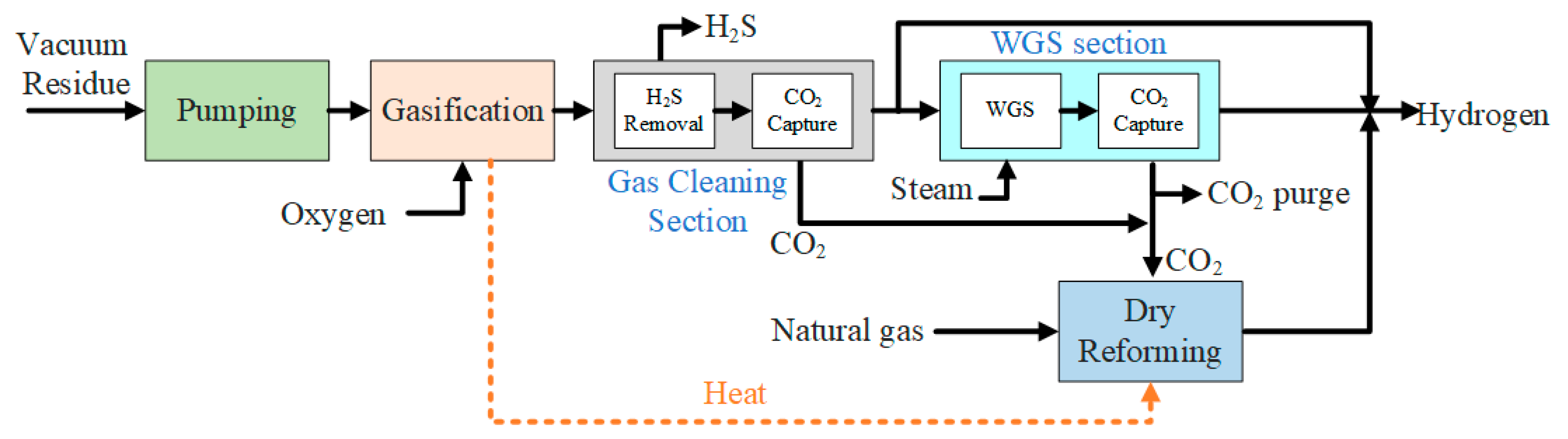
3.2. Case II: Gasification of Heavy Residue in Parallel with DMR
4. Results and Discussion
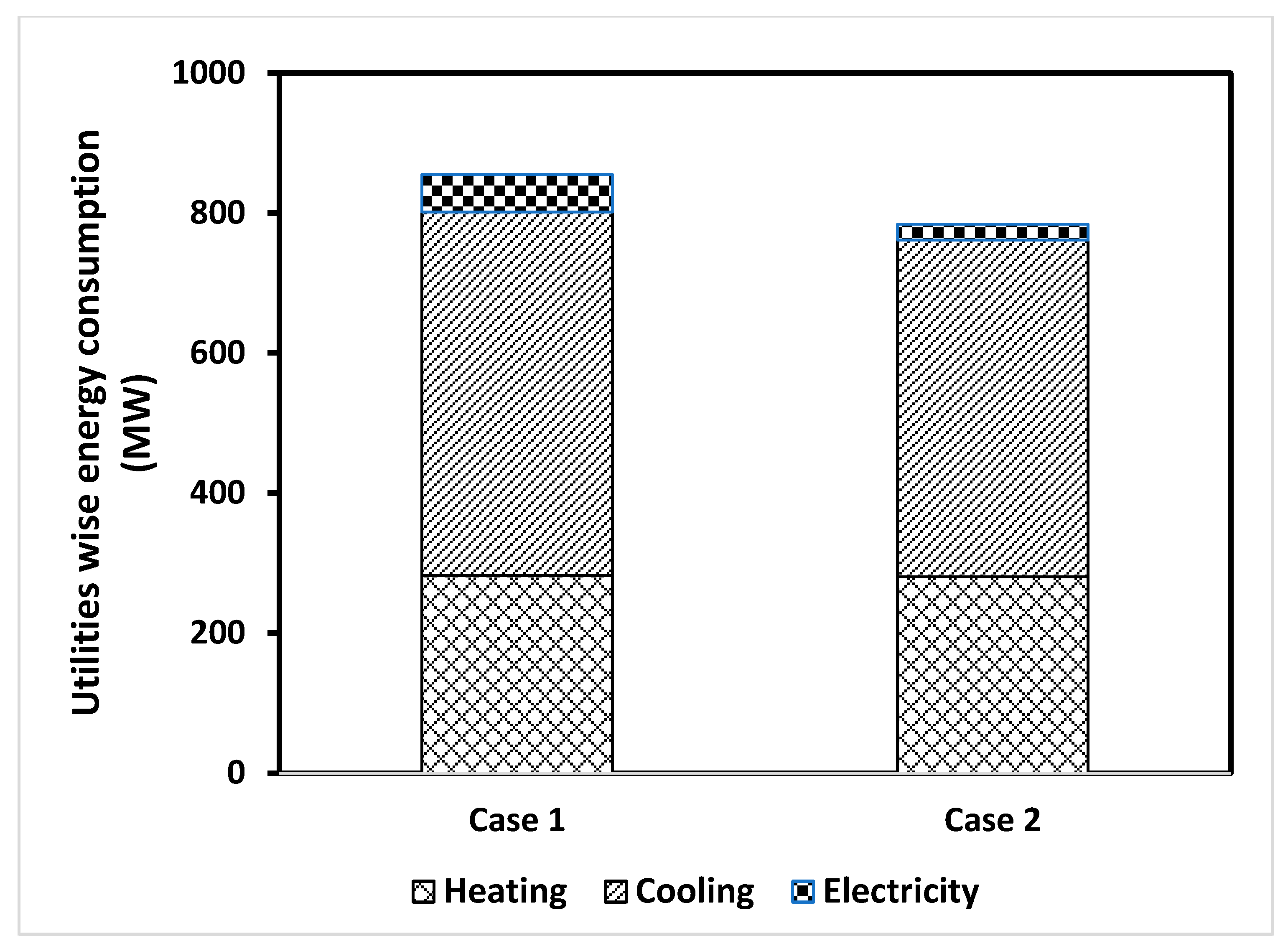
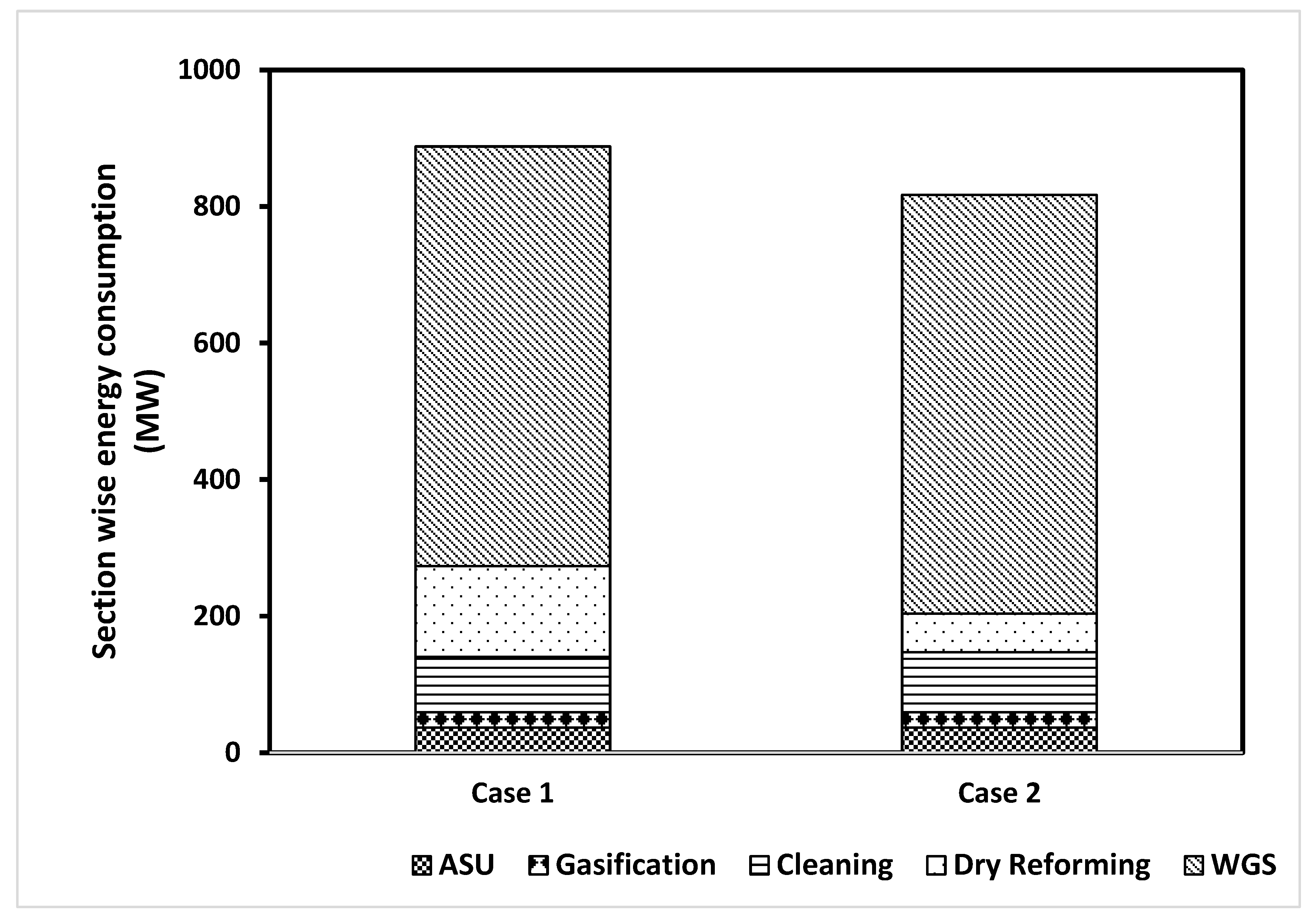
4.1. Energy Analysis
4.2. Environmental Metrics
4.3. Economic Analysis
5. Conclusions
- The proposed VRTH Case II is a potential process to produce clean fuel such as hydrogen. This process could enable the utilization of the bottom of the oil barrel to convert the oil into a petrochemical that is useful for many applications downstream.
- The developed Case II VRTH process was competitive and feasible in comparison to the Case I VRTH process. The overall energy requirement of Case II was 8% lower in comparison to the Case I process. The heating load and electricity requirement for the Case II process were roughly 2% and 60% lower, respectively, compared to those of Case I. The results for the Case II process showed that the cost of the hydrogen production per ton of hydrogen was USD 4 lower than for Case I, accounting for millions of dollars per year. Knowing that the price of hydrogen in the market is USD 3–6 per kilogram, this highlights another advantage of the Case II process overall, which clearly demonstrates the process’ viability.
- The carbon emissions for Case II and Case I were very close to each other, which made both equally favorable in this sense.
- This study performed a detailed economic analysis, and the results showed that the Case II process required a TAC of USD 349.5 million in comparison to the USD 377.5 million required by the Case I process, offering an annual cost saving of USD 28 million. For a production rate of 50 t/h, this translates to a hydrogen product cost of USD 15.95/t hydrogen for the Case II process in contrast to USD 17.23/t hydrogen for the Case I process. However, the product cost is a strong function of the raw materials cost, which contributes around 45% of the TAC.
- The profitability of the VRTH process can be further enhanced by integrating it with renewable energy sources. For example, the energy requirements of the ASU and WGS sections of the VRTH process can be omitted with the integration of the VRTH process with a solar-powered water electrolysis process.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| ACC | Annualized capital charge |
| ASME | The American Society of Mechanical Engineers |
| ASU | Air separation unit |
| CAGR | Compound yearly growth rate |
| CAPEX | Capital expenditure |
| CCUS | Carbon Capture, Utilization, and Storage |
| CTM | Coal-to-methanol |
| EOR | Enhanced oil recovery |
| GJ | Gigajoule |
| IGCC | Integrated gasification combined cycle |
| IPCC | International Panel on Climate Change |
| LHHW | Langmuir–Hinshelwood–Hougen–Watson |
| LHV | Lower heating value |
| MW | Megawatt |
| OPEX | Operating expenditure |
| PCA | Paris Climate Agreement |
| PR | Peng–Robinson |
| SN | Stoichiometric number |
| SRTM | Steam-reforming-to-methanol |
| SRU | Sulfur recovery unit |
| TAC | Total annual cost |
| TCI | Total capital investment |
| TRE | Total energy requirement |
| VR | Vacuum residue |
| VRTM | Vacuum-residue-to-methanol |
| WGS | Water–gas shift |
References
- Omoniyi, O.; Bacquart, T.; Moore, N.; Bartlett, S.; Williams, K.; Goddard, S.; Lipscombe, B.; Murugan, A.; Jones, D. Hydrogen Gas Quality for Gas Network Injection: State of the Art of Three Hydrogen Production Methods. Processes 2021, 9, 1056. [Google Scholar] [CrossRef]
- IEA. The Future of Hydrogen: Seizing Today’s Opportunities; IEA: Paris, France, 2019.
- Peng, B.; Gao, W.; Motamedi, N. Kinetic modeling of crude oil gasification for hydrogen production with in situ CO2 capture. Pet. Sci. Technol. 2017, 35, 1403–1407. [Google Scholar] [CrossRef]
- Khalafalla, S.S.; Zahid, U.; Jameel, A.G.A.; Ahmed, U.; Alenazey, F.S.; Lee, C.-J. Conceptual Design Development of Coal-To-Methanol Process with Carbon Capture and Utilization. Energies 2020, 13, 6421. [Google Scholar] [CrossRef]
- Ahmed, U.; Zahid, U.; Onaizi, S.A.; Abdul Jameel, A.G.; Ahmad, N.; Ahmad, N.; AlMohamadi, H. Co-Production of Hydrogen and Methanol Using Fuel Mix Systems: Technical and Economic Assessment. Appl. Sci. 2021, 11, 6577. [Google Scholar] [CrossRef]
- Wang, C.; Zhu, C.; Cao, W.; Wei, W.; Jin, H. Catalytic mechanism study on the gasification of depolymerizing slag in supercritical water for hydrogen production. Int. J. Hydrog. Energy 2021, 46, 2917–2926. [Google Scholar] [CrossRef]
- Al-Rowaili, F.N.; Khalafalla, S.S.; Al-Yami, D.S.; Jamal, A.; Ahmed, U.; Zahid, U.; Al-Mutairi, E. Techno-economic evaluation of methanol production via gasification of vacuum residue and conventional reforming routes. Chem. Eng. Res. Des. 2021, 177, 365–375. [Google Scholar] [CrossRef]
- Akiki, E.; Akiki, D.; Italiano, C.; Vita, A.; Abbas-Ghaleb, R.; Chlala, D.; Ferrante, G.D.; Lagana, M.; Pino, L.; Specchia, S. Production of hydrogen by methane dry reforming: A study on the effect of cerium and lanthanum on Ni/MgAl2O4 catalyst performance. Int. J. Hydrog. Energy 2020, 45, 21392–21408. [Google Scholar] [CrossRef]
- Ebrahimi, P.; Kumar, A.; Khraisheh, M. A review of recent advances in water-gas shift catalysis for hydrogen production. Emergent Mater. 2020, 3, 881–917. [Google Scholar] [CrossRef]
- Jo, S.B.; Woo, J.H.; Lee, J.H.; Kim, T.Y.; Kang, H.I.; Lee, S.C.; Kim, J.C. CO2 green technologies in CO2 capture and direct utilization processes: Methanation, reverse water-gas shift, and dry reforming of methane. Sustain. Energy Fuels 2020, 4, 5543–5549. [Google Scholar] [CrossRef]
- Shamsi, M.; Obaid, A.A.; Farokhi, S.; Bayat, A. A novel process simulation model for hydrogen production via reforming of biomass gasification tar. Int. J. Hydrog. Energy 2021. [Google Scholar] [CrossRef]
- Ersöz, A.; DurakÇetin, Y.; Sarıoğlan, A.; Turan, A.Z.; Mert, M.S.; Yüksel, F.; Figen, H.E.; Güldal, N.Ö.; Karaismailoğlu, M.; Baykara, S.Z. Investigation of a novel & integrated simulation model for hydrogen production from lignocellulosic biomass. Int. J. Hydrog. Energy 2018, 43, 1081–1093. [Google Scholar]
- Rudra, S.; Tesfagaber, Y.K. Future district heating plant integrated with municipal solid waste (MSW) gasification for hydrogen production. Energy 2019, 180, 881–892. [Google Scholar] [CrossRef]
- Ishaq, H.; Dincer, I. Comparative assessment of renewable energy-based hydrogen production methods. Renew. Sustain. Energy Rev. 2021, 135, 110192. [Google Scholar] [CrossRef]
- Meramo-Hurtado, S.I.; Puello, P.; Cabarcas, A. Process analysis of hydrogen production via biomass gasification under computer-aided safety and environmental assessments. ACS Omega 2020, 5, 19667–19681. [Google Scholar] [CrossRef] [PubMed]
- Ayodele, B.V.; Mustapa, S.I.; Tuan Abdullah, T.A.R. Bin A mini-review on hydrogen-rich syngas production by thermo-catalytic and bioconversion of biomass and its environmental implications. Front. Energy Res. 2019, 7, 118. [Google Scholar] [CrossRef]
- Dominko, M.; Lukec, D.; Lukec, I. Optimization of hydrogen production from heavy oil residues. Goriva Maz. 2010, 49, 78. [Google Scholar]
- Shahsavan Markadeh, R.; Arabkhalaj, A.; Ghassemi, H.; Ahmadi, P. 4-E analysis of heavy oil-based IGCC. Energy Sources, Part A Recover. Util. Environ. Eff. 2020, 42, 849–863. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Case I | Case II | |
|---|---|---|
| Total energy requirement (MW) | 888 | 817 |
| Energy efficiency (%) | 56.6 | 57.8 |
| Specific emission (kg CO2/kg MeOH) | 8.36 | 8.70 |
| Direct CAPEX (million USD) | 75.5 | 41.3 |
| Indirect CAPEX (million USD) | 42.6 | 30 |
| OPEX (million USD/y) | 372.9 | 346.8 |
| Annualized CAPEX (million USD/y) | 4.6 | 2.7 |
| TAC (million USD/y) | 377.5 | 349.5 |
| Hydrogen (USD/t) | 17.23 | 15.95 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Al-Rowaili, F.N.; Khalafalla, S.S.; Jamal, A.; Al-Yami, D.S.; Zahid, U.; Al-Mutairi, E.M. Techno-Economic Evaluation of Hydrogen Production via Gasification of Vacuum Residue Integrated with Dry Methane Reforming. Sustainability 2021, 13, 13588. https://doi.org/10.3390/su132413588
Al-Rowaili FN, Khalafalla SS, Jamal A, Al-Yami DS, Zahid U, Al-Mutairi EM. Techno-Economic Evaluation of Hydrogen Production via Gasification of Vacuum Residue Integrated with Dry Methane Reforming. Sustainability. 2021; 13(24):13588. https://doi.org/10.3390/su132413588
Chicago/Turabian StyleAl-Rowaili, Fayez Nasir, Siddig S. Khalafalla, Aqil Jamal, Dhaffer S. Al-Yami, Umer Zahid, and Eid M. Al-Mutairi. 2021. "Techno-Economic Evaluation of Hydrogen Production via Gasification of Vacuum Residue Integrated with Dry Methane Reforming" Sustainability 13, no. 24: 13588. https://doi.org/10.3390/su132413588
APA StyleAl-Rowaili, F. N., Khalafalla, S. S., Jamal, A., Al-Yami, D. S., Zahid, U., & Al-Mutairi, E. M. (2021). Techno-Economic Evaluation of Hydrogen Production via Gasification of Vacuum Residue Integrated with Dry Methane Reforming. Sustainability, 13(24), 13588. https://doi.org/10.3390/su132413588