
Impact of IoT on Manufacturing Industry 4.0: A New Triangular Systematic Review

 ,
,  ,
,  , , ,
, , ,  and
and 
Abstract
:1. Introduction
Industry 4.0
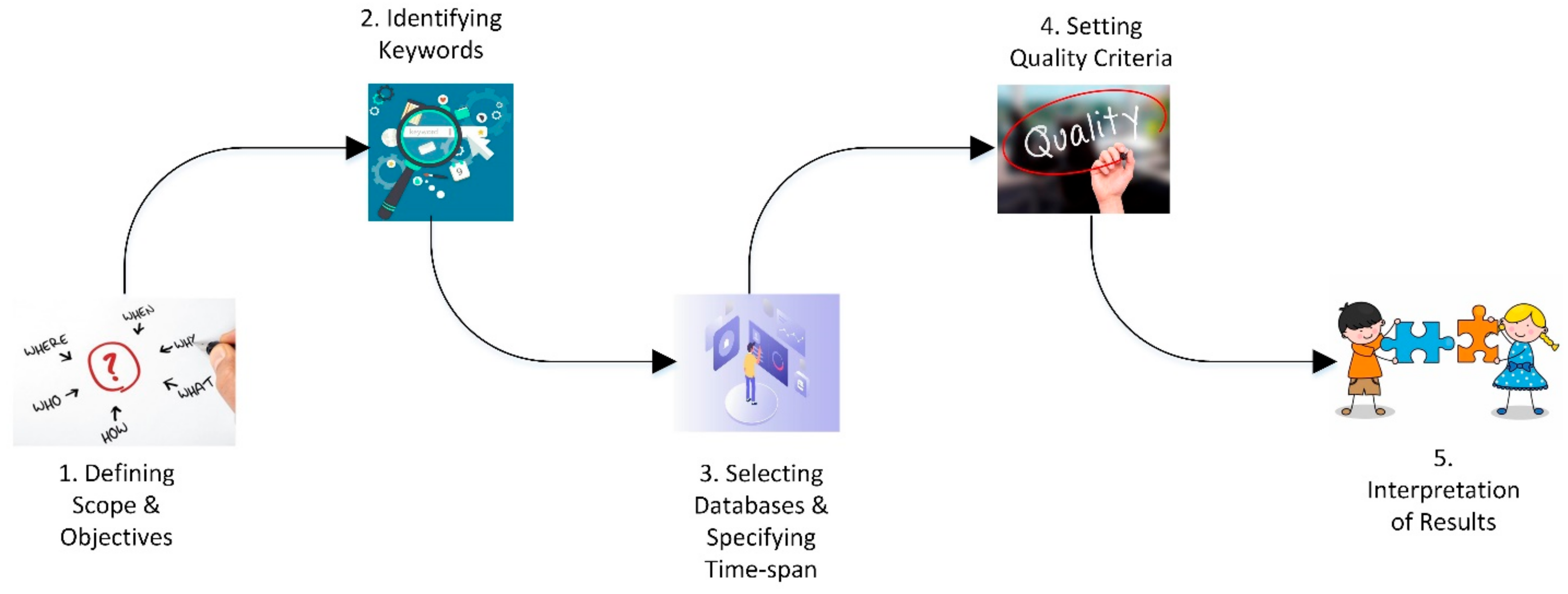
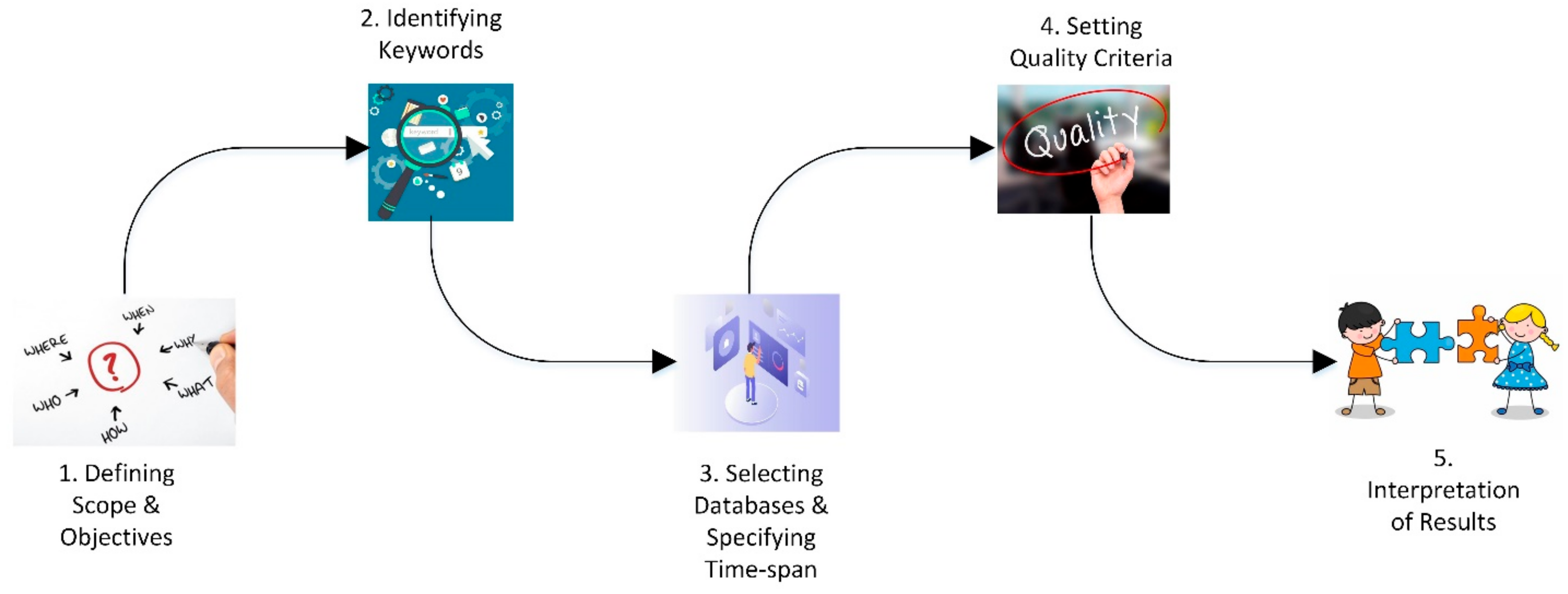
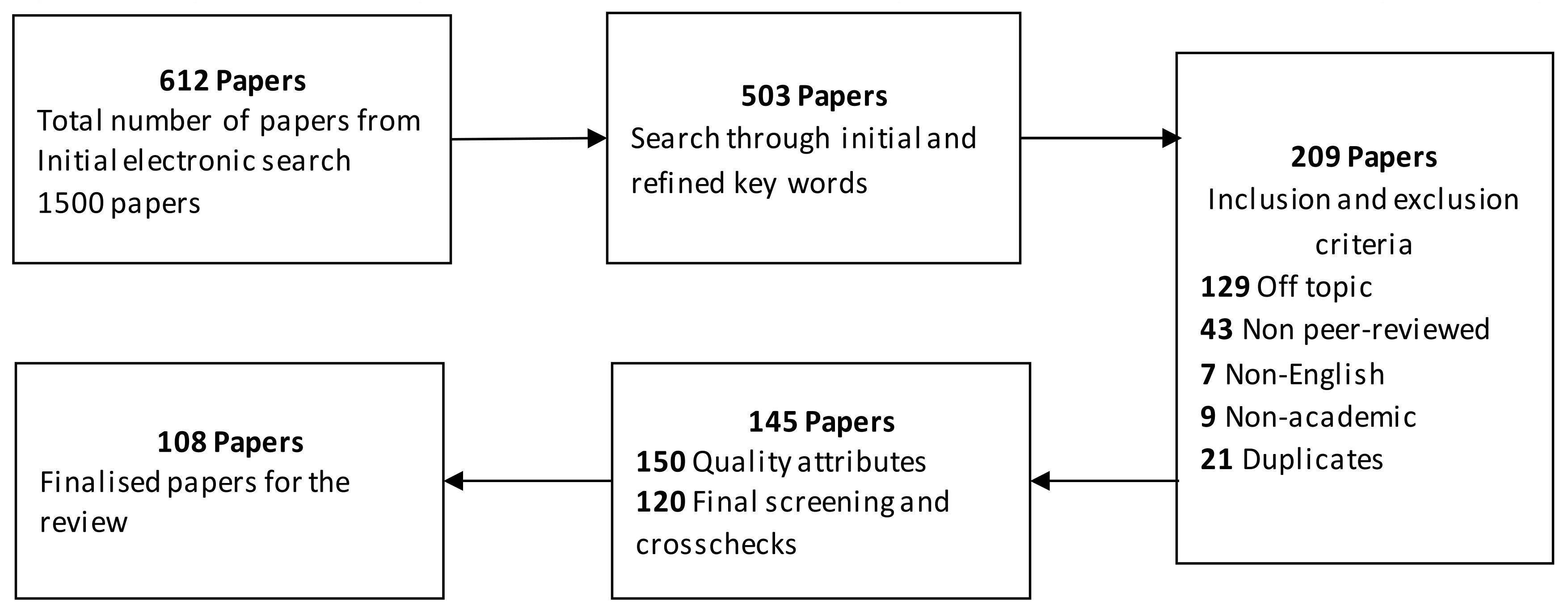
2. Research Methodology and Data Characteristics
- Empirical journal articles in the discipline of business management.
- Multidisciplinary empirical journal articles on IoT and Industry 4.0.
- Papers from peer-reviewed journals in English.
- Industry magazine papers, white papers and personal blogs were disqualified.
- Papers with at least one keyword in the title or abstract were selected to ensure relevance.
- To be sure of the empirical relevance, all the articles were read completely.
- Duplicates and out of specified period papers were excluded.
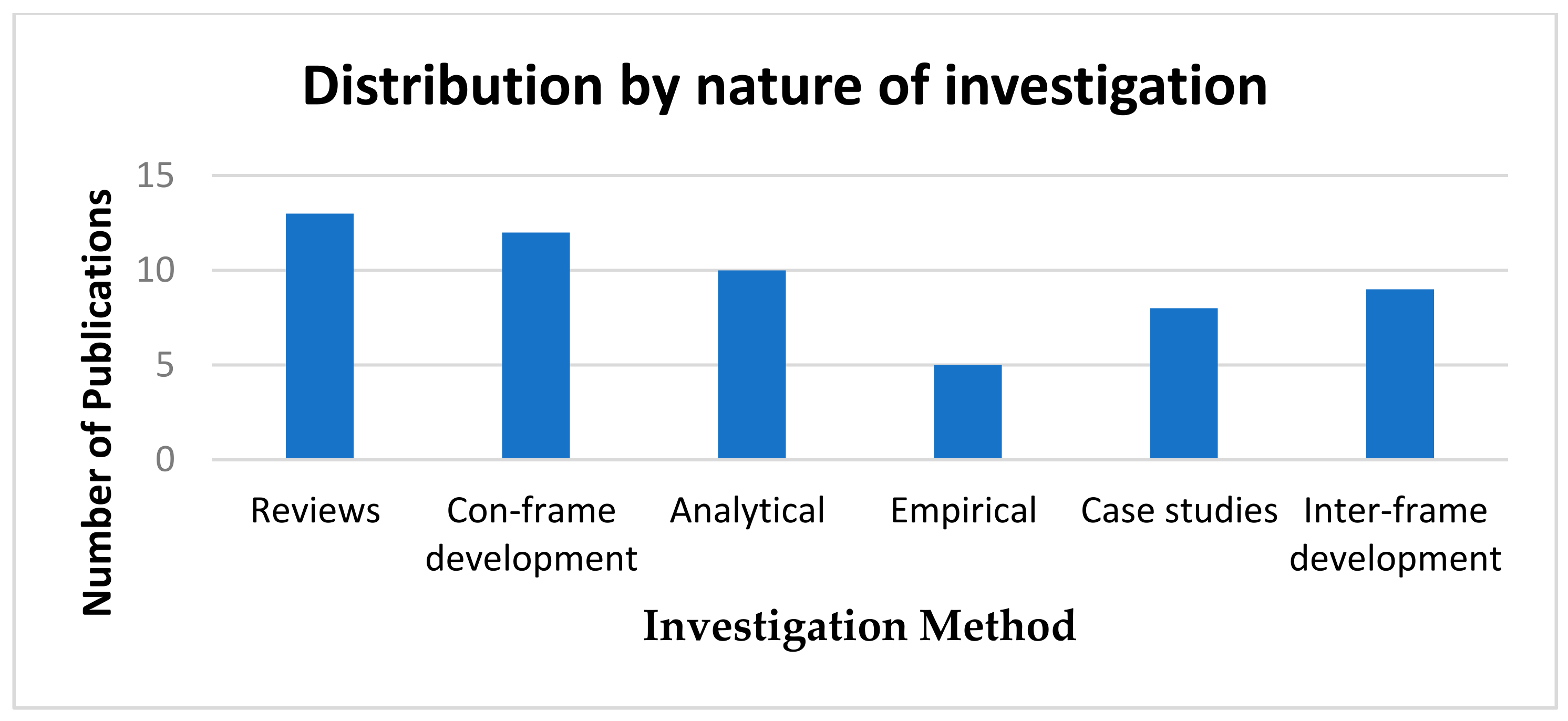
3. Findings
3.1. Conceptualisation of IoT in I4.0
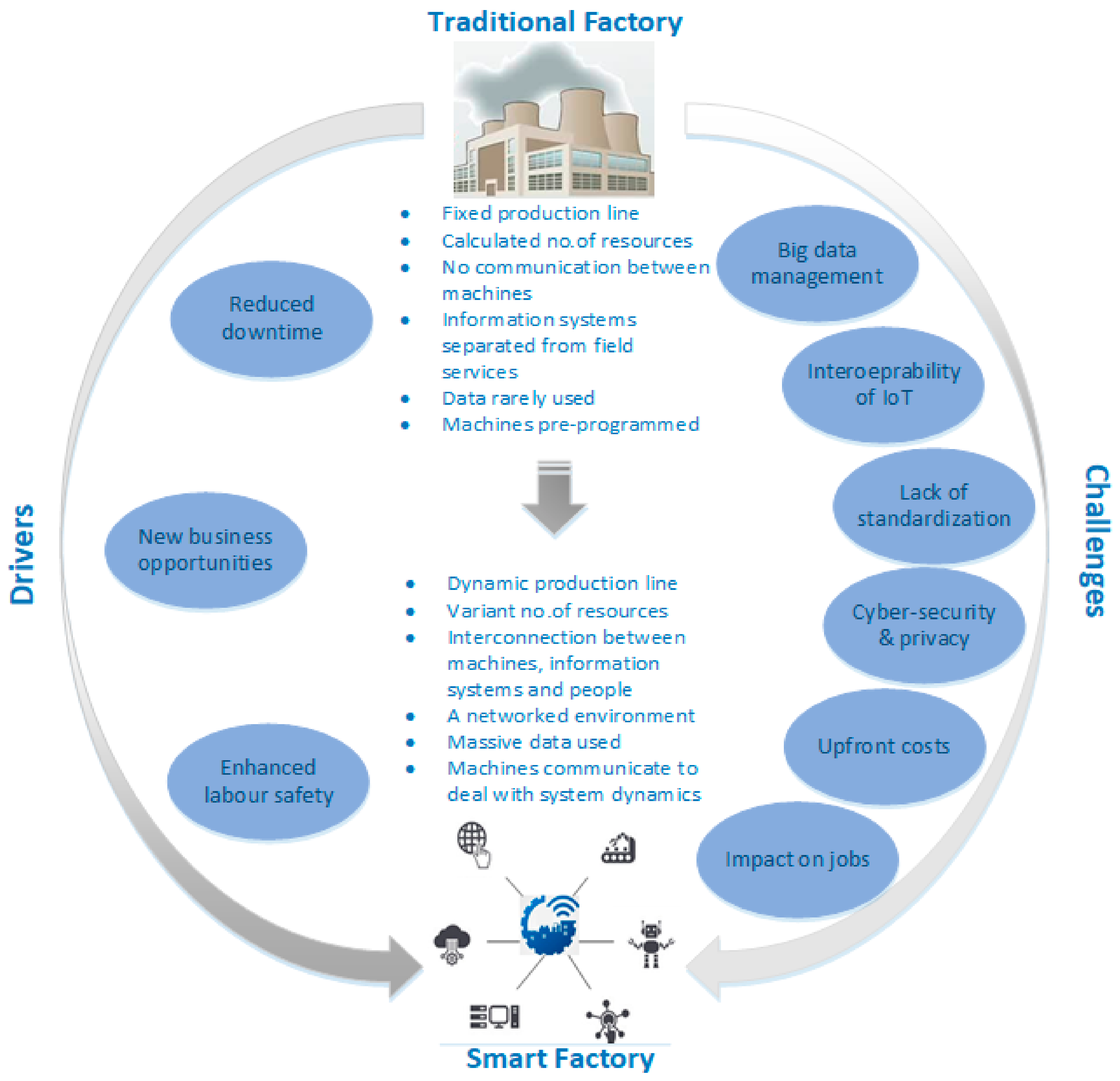
3.2. Traditional vs Smart Factory
- Connectivity and Optimisation: The interconnected nature of a smart factory is the most crucial source of value. In a connected smart factory, assets integrated with WSNs constantly take data sets from sources, ensuring that the data reflect current conditions [66,100]. A comprehensive view of supply chain processes can be gained due to incorporating data from business systems, driving overall supply network efficiency [54,101]. Similarly, reduced manual intervention and enhanced reliability are achieved with an optimised smart factory [102]. The automated workflows improved tracking, and efficient energy results allow the smart factory to enhance yield, uptime, and quality and reduce costs and wastage [70].
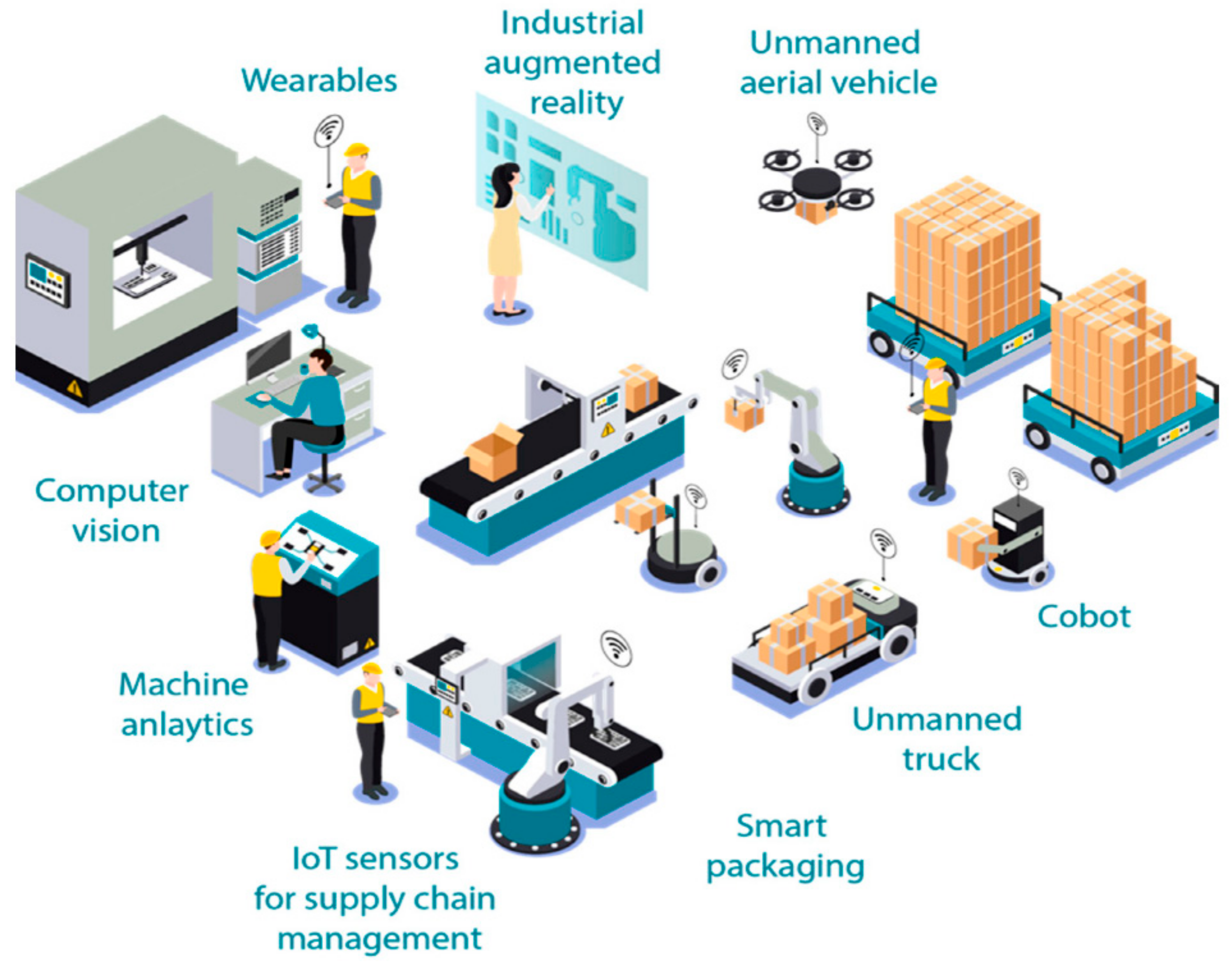
3.3. Application of Modern Technologies
3.4. Drivers of IoT Implementation in the Manufacturing Industry
- Improving Operational Efficiency and Productivity: With IoT in manufacturing, companies can use a combination of different sensors and devices such as RFID, barcoding and wireless networking to achieve enhanced visibility of various activities within the manufacturing facility [47,86]. This enables the manufacturing industry to achieve high operational efficiency and productivity. Similarly, improved worker safety and better workforce management are accomplished through more connected managers who are always knowledgeable about the factory’s needs [54]. Paired with a wearable device, IoT technology can increase the safety of the workers by sharing urgent information and monitoring risky activities that might lead to injuries or machine malfunctions [61,91]. Further, IoT infrastructure is assembled upon interconnections amongst sensor devices and network platforms. Periodic requests between IoT devices continuously rise with IoT roles’ evolution from simple sensing and transmitting tools to sensing, gathering, processing and service roles [24,96]. These requests will not be sent on time if the IoT devices cannot receive highly delayed requests. Due to the seemingly endless variety of IoT devices, organisations use multiple connectivity solutions that enable them to work seamlessly [67].
- Asset Utilisation and Reduced Downtime: Unplanned downtime results in high costs and is time-consuming [15,92]. Asset maintenance and alert driven systems allow the companies to receive early notifications of potential machine problems that would require repair or replacement [101]. This helps companies react in time to prevent malfunctions, improve asset utilisation and reduce costly downtime caused by equipment failures [36,99]. Similarly, the rapid expansion of manufacturing and information technologies has led to a change in the environment of the manufacturing industry, such as the diversity of customer demands and increasing competition in the global market [56]. Thus, companies are adopting IoT into their manufacturing systems to gain a strategic advantage [1,18,86].
- Business Process Development and New Business Opportunities: IoT brings many possibilities to modern manufacturing industries in gaining efficient system performances in globalised and distributed environments [88,108]. Companies are successfully adopting wireless sensor and actuator networks (WSANs) due to their ability to deliver flexible monitoring and control of industrial processes [24,48]. Consequently, helping to achieve more complicated tasks and carry out self-configuration and self-organisation mechanisms improves business processes [109]. Similarly, organisations are now investing more in adopting IoT technologies and enhancing efficiency by reducing costs [108]. Ease of access to different data resources online enables firms to reduce their costs and expenses [1]. Moreover, predictive maintenance helps businesses reduce failure costs and expenses, thus reducing overall operational costs [42,81].
3.5. Challenges in Manufacturing Industry 4.0
- Lack of Talent and Strategy: With the physical world being digitised at an alarming pace, an explosion of smart devices has been seen in recent years; these devices are in continuous communication with one another, creating vast amounts of data [72,73,110]. Smart software and hardware are essential for a smart factory to perform operational tasks in a very complex manufacturing environment continuously. Nonetheless, some latent technical and nontechnical issues such as talent shortage, lack of software and hardware training, crisis management and risk management need to be addressed [88].
- Intelligent Decision Making and Negotiation Mechanism: Smart machines are vital parts of a smart factory [54,57]. With advanced IoT technologies, smart machines should have the ability to be autonomous [39]. This implies that the smart machines should have the capability to decide by themselves instead of depending on the instructions provided by humans and confer with each other and smart products [14,73]. This shows that the autonomous abilities of the machines are vital for self-organised manufacturing systems [62]. The majority of the researchers agree that additional exploration is still needed in this domain to achieve an autonomous manufacturing system rather than a hierarchical system [26,63,80,87].
- System Modelling and Analysis: For a mechanical system, self-awareness of the machine is its ability to assess its condition and react to the assessment output [41]. The real-time machine condition can be shown to the machine controller and manager for adaptive control and in-time maintenance, respectively [8]. However, in manufacturing systems, where a fleet of machines is involved, self-awareness and self-organisation are still far from being realised [3,36]. The smart factory system adopts the self-organisation theory, and the self-organised process may direct unanticipated situations leading to chaos. Therefore, more adaptive and flexible approaches are needed to adopt these systems fully [62].
- Big Data Management: Big data and data analytics illustrate data sets and analytical tools in the extant empirical research. These massive and complex tools need advanced data storage, management, analysis and visualisation technologies [81,111]. Cloud computing helps successfully utilise big data and provides a scalable computing ability to the manufacturing systems [22,33,85]. However, the core challenge in handling a massive volume of data in this digital age is marked by the unstable external environment [73,81]. A multifaceted environment characterises manufacturing industries; a fault in one of the machines, for a few seconds, might lead to substantial system disruptions and operative costs [67,97]. Therefore, it is imperative to focus on the practical implications of data that divulge the value and performance-related aspects instead of gathering different data followed by the struggle to manage it [86,102]. Organisations should be prepared to deal with data challenges that involve privacy, effective data mining, storage management and availability [112].
- Cybersecurity: Cybersecurity risks become pertinent when vast amounts of smart resources are networked together to accumulate data on the cloud [23,72,110,113]. Threats that might affect personal devices and complex IT systems arise from these cyber risks, making individuals and organisations susceptible to fiscal and operational harms [14,114]. Likewise, a data breach in which data are extracted from the system can be as harmful as insufficient data collection from the smart system [33]. Hence, protection is needed for systems and communications, as many systems communicate over massive distances, making them susceptible to security ruptures [99]. Smart grids are one of the leading examples of the leading edge of IoT in industrial systems [34].
- Impact on Jobs: Continuous evolution of smart factories is changing the role of employees from what they do in traditional factories. Automation will take up the repeated, mundane tasks or impact the labour shortage and the people in these factories [42]. Similarly, special skills and acquaintance will be obligatory [21,115]. For instance, IT managers who have no expertise working in a smart manufacturing environment face difficulties meeting targets, and an ageing workforce will impact many industries in the future [24]. The empirical research also anticipated an immense skill gap created with experienced and skilled workers [41,57]. Thus, it is critically important to capture the knowledge accumulated from the senior employees, disseminate it and make it accessible to the new workforce before retirement [36].
- Interoperability and Standardisation of IoT: A potential value of approximately 40% is developed by IoT, as interoperability of IoT has a crucial task in different settings [68,116]. A technical challenge, in the form of developing the ability to communicate with each other, is persistent where numerous devices of diverse kinds and technical profiles (e.g., autonomous drones and vehicles), produced by a variety of multiple brands (each with their standards), will function [22,25]. There are several IoT standards, but there is a lack of internationally acceptable standardisation, resulting in complications and confusion for the professionals when adopting IoT [117]. Inadequate access to real-time value data from IoT for individuals and organisations will be a technical challenge [89]. For instance, information cannot be exchanged between two IoT devices because of their languages [88].
- Significant Upfront Costs: Cost is an essential factor in determining the feasibility of developing IoT solutions in a business. The manufacturing industry is exceedingly cost-sensitive; the major contributing factor is the identified need for the machines to create more usable data for manufacturing operational professionals [53,69]. Therefore, manufacturers need to find creative solutions to capture operational data [5]. Manufacturers cannot replace machines with new ones in such a scenario, as this would cost hundreds to thousands of dollars. The high costs of implementing IoT technologies add to the burden for manufacturers, thus leading to slow adoption of these technologies in some sectors [14,69]. The empirical research also reported costs such as workforce training and development, systems integrations, security and opportunity costs of the learning curve [118,119].
- Sustainability and Energy Consumption: IoT is the complex network of physical devices embedded with sensors and actuators. These sensors enable everything to connect and exchange data. These devices require power and energy to perform sensing, processing, communication and monitoring tasks in IoT applications [36]. However, the communication between devices for data transmission tasks remains the most energy-consuming [66]. Therefore, it is critical to keep energy costs under control, such as by reducing the power consumption of the radios when creating a connected product.
- Similarly, portable and autonomous devices will be battery-powered or energy harvesting [12,109]. Digital technologies are using low-power devices and are becoming more energy-efficient; however, the number of connected devices is increasing continuously. Moreover, the proliferation of connected devices increases network traffic, consequently increasing the energy costs of additional network equipment needed to support this traffic upsurge [73,108].
- The Intention of Humans to Adopt IoT: Regardless of unpredictable situations, trust is crucial in convincing people to embrace modern technology [99,120]. Trust helps users recognise the technology’s social surroundings in uncertain situations, decreasing vulnerability [103]. As confidence can deal with the uncertainty and risk of the vulnerability of IoT systems, it is considered crucial for user adoption [120]. This enables the users to interact with interconnected IoT devices and systems securely, reliably and spontaneously [77]. Studies have shown that trust enhances the behavioural intent of individuals to embrace IoT products and services. In contrast, lack of trust may prove to be an obstacle in spreading IoT among individuals [33,76,107,115].
4. Conclusions and Future Research Directions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Agrifoglio, R.; Cannavale, C.; Laurenza, E.; Metallo, C. How emerging digital technologies affect operations management through co-creation. Empirical evidence from the maritime industry. Prod. Plan. Control 2017, 28, 1298–1306. [Google Scholar] [CrossRef]
- Brozzi, R.; Forti, D.; Rauch, E.; Matt, D.T. The Advantages of Industry 4.0 Applications for Sustainability: Results from a Sample of Manufacturing Companies. Sustainability 2020, 12, 3647. [Google Scholar] [CrossRef]
- Ghobakhloo, M. The future of manufacturing industry: A strategic roadmap toward Industry 4.0. J. Manuf. Technol. Manag. 2018, 29, 910–936. [Google Scholar] [CrossRef] [Green Version]
- Feng, Q.; Shanthikumar, J.G. How Research in production and operations management may evolve in the era of big data. Prod. Oper. Manag. 2017, 27, 1670–1684. [Google Scholar] [CrossRef]
- Bortolini, M.; Galizia, F.G.; Mora, C. Reconfigurable manufacturing systems: Literature review and research trend. J. Manuf. Syst. 2018, 49, 93–106. [Google Scholar] [CrossRef]
- Vuksanović Herceg, I.; Kuč, V.; Mijušković, V.M.; Herceg, T. Challenges and driving forces for Industry 4.0 implementation. Sustainability 2020, 12, 4208. [Google Scholar] [CrossRef]
- Tortorella, G.L.; Giglio, R.; van Dun, D. Industry 4.0 adoption as a moderator of the impact of lean production practices on operational performance improvement. Int. J. Oper. Prod. Manag. 2019, 39, 860–886. [Google Scholar] [CrossRef]
- Kamble, S.S.; Gunasekaran, A.; Sharma, R. Analysis of the driving and dependence power of barriers to adopt Industry 4.0 in Indian manufacturing industry. Comput. Ind. 2018, 101, 107–119. [Google Scholar] [CrossRef]
- Resta, B.; Gaiardelli, P.; Cavalieri, S.; Dotti, S. The servitisation of manufacturing. Int. J. Oper. Prod. Manag. 2014, 9, 302–314. [Google Scholar]
- Drath, R.; Horch, A. Industrie 4.0: Hit or hype? [Industry Forum]. IEEE Ind. Electron. Mag. 2014, 8, 56–58. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhao, L.; Qian, C. Modeling of an IoT-enabled supply chain for perishable food with two-echelon supply hubs. Ind. Manag. Data Syst. 2017, 117, 1890–1905. [Google Scholar] [CrossRef]
- Bibby, L.; Dehe, B. Defining and assessing Industry 4.0 maturity levels–case of the defence sector. Prod. Plan. Control 2018, 29, 1030–1043. [Google Scholar] [CrossRef]
- Ehie, I.C.; Chilton, M.A. Understanding the influence of IT/OT Convergence on the adoption of Internet of Things (IoT) in manufacturing organisations: An empirical investigation. Comput. Ind. 2020, 115, 103166. [Google Scholar] [CrossRef]
- Gottge, S.; Menzel, T.; Forslund, H. Industry 4.0 technologies in the purchasing process. Ind. Manag. Data Syst. 2020, 120, 730–748. [Google Scholar] [CrossRef]
- Ulieru, M.; Cobzaru, M. Building holonic supply chain management systems: An e-logistics application for the telephone manufacturing industry. IEEE Trans. Ind. Inform. 2005, 1, 18–30. [Google Scholar] [CrossRef]
- Ivanov, D.; Dolgui, A.; Sokolov, B.; Werner, F.; Ivanova, M. A dynamic model and an algorithm for short-term supply chain scheduling in the smart factory industry 4.0. Int. J. Prod. Res. 2015, 54, 386–402. [Google Scholar] [CrossRef] [Green Version]
- Liao, Y.; Deschamps, F.; Loures, E.D.F.R.; Ramos, L.F.P. Past, present and future of Industry 4.0—A systematic literature review and research agenda proposal. Int. J. Prod. Res. 2017, 12, 3609–3629. [Google Scholar] [CrossRef]
- Lu, Y. Industry 4.0: A survey on technologies, applications and open research issues. J. Ind. Inf. Integr. 2017, 6, 1–10. [Google Scholar] [CrossRef]
- Tuttokmagi, O.; Kaygusuz, A. Smart Grids and Industry 4.0. In Proceedings of the 2018 International Conference on Artificial Intelligence and Data Processing (IDAP), Malatya, Turkey, 28–30 September 2018; pp. 1–6. [Google Scholar] [CrossRef]
- Gokalp, M.O.; Kayabay, K.; Akyol, M.A.; Eren, P.E.; Koçyiğit, A. Big data for Industry 4.0: A conceptual framework. In Proceedings of the 2016 International Conference on Computational Science and Computational Intelligence, CSCI, Las Vegas, NV, USA, 15–17 December 2016; pp. 431–434. [Google Scholar]
- Benitez, G.; Ayala, N.F.; Frank, A.G. Industry 4.0 innovation ecosystems: An evolutionary perspective on value cocreation. Int. J. Prod. Econ. 2020, 228, 107735. [Google Scholar] [CrossRef]
- Lass, S.; Gronau, N. A factory operating system for extending existing factories to Industry 4.0. Comput. Ind. 2019, 115, 103128. [Google Scholar] [CrossRef]
- Yen, C.-T.; Liu, Y.-C.; Lin, C.-C.; Kao, C.-C.; Wang, W.-B.; Hsu, Y.-R. Advanced manufacturing solution to industry 4.0 trend through sensing network and Cloud Computing technologies. In Proceedings of the 2014 IEEE International Conference on Automation Science and Engineering (CASE), New Taipei, Taiwan, 18–22 August 2014; pp. 1150–1152. [Google Scholar] [CrossRef]
- De Falco, S.E.; Renzi, A.; Orlando, B.; Cucari, N. Open collaborative innovation and digital platforms. Prod. Plan. Control. 2017, 28, 1344–1353. [Google Scholar] [CrossRef]
- Figay, N.; Ghodous, P.; Khalfallah, M.; Barhamgi, M. Interoperability framework for dynamic manufacturing networks. Comput. Ind. 2012, 63, 749–755. [Google Scholar] [CrossRef]
- Perera, C.; Liu, C.H.; Jayawardena, S.; Chen, M. A Survey on Internet of Things from Industrial Market Perspective. IEEE Access 2014, 2, 1660–1679. [Google Scholar] [CrossRef]
- Jeon, B.; Yoon, J.S.; Um, J.; Suh, S.H. The architecture development of Industry 4.0. compliant smart machine tool system (SMTS). J. Intell. Manuf. 2020, 31, 1837–1859. [Google Scholar] [CrossRef]
- Denyer, D.; Tranfield, D. Producing a systematic review. The Sage Handbook of Organizational Research Methods. Review. In The Sage Handbook of Organisational Research Methods; Buchanan, D., Bryam, A., Eds.; Sage: Thousand Oaks, CA, USA, 2009. [Google Scholar]
- Manavalan, E.; Jayakrishna, K. A review of Internet of Things (IoT) embedded sustainable supply chain for industry 4.0 requirements. Comput. Ind. Eng. 2018, 127, 925–953. [Google Scholar] [CrossRef]
- Kalsoom, T.; Ramzan, N.; Ahmed, S. Societal Impact of IoT-Lead Smart Factory in the Context of Industry 4.0. In Proceedings of the 2020 International Conference on UK-China Emerging Technologies, UCET, Glasgow, UK, 20–21 August 2020. [Google Scholar]
- Cao, Q.; Schniederjans, D.G.; Schniederjans, M. Establishing the use of cloud computing in supply chain management. Oper. Manag. Res. 2017, 10, 47–63. [Google Scholar] [CrossRef]
- Chauhan, C.; Singh, A. A review of Industry 4.0 in supply chain management studies. J. Manuf. Technol. Manag. 2019, 31, 863–886. [Google Scholar] [CrossRef]
- Rojko, A. Industry 4.0 Concept: Background and Overview. Int. J. Interact. Mob. Technol. (iJIM) 2017, 11, 77–90. [Google Scholar] [CrossRef] [Green Version]
- Rymaszewska, A.; Helo, P.; Gunasekaran, A. IoT powered servitisation of manufacturing—An exploratory case study. Int. J. Prod. Econ. 2017, 192, 92–105. [Google Scholar] [CrossRef]
- Derigent, W.; Cardin, O.; Trentesaux, D. Industry 4.0: Contributions of holonic manufacturing control architectures and future challenges. J. Intell. Manuf. 2020, 32, 1797–1818. [Google Scholar] [CrossRef] [Green Version]
- Kong, X.T.R.; Luo, H.; Huang, G.Q.; Yang, X. Industrial wearable system: The human-centric empowering technology in Industry 4.0. J. Intell. Manuf. 2018, 30, 2853–2869. [Google Scholar] [CrossRef]
- Tranfield, D.; Denyer, D.; Smart, P. Towards a Methodology for Developing Evidence-Informed Management Knowledge by Means of Systematic Review Introduction: The need for an evidence-informed approach. Br. J. Manag. 2003, 14, 207–222. [Google Scholar] [CrossRef]
- Kim, G.; Kim, J.; Lee, S.; Gijeong, K.; JunHo, K.; Sungwon, L. An SDN based fully distributed NAT traversal scheme for IoT global connectivity. In Proceedings of the 2015 International Conference on Information and Communication Technology Convergence (ICTC), Jeju Island, Korea, 28–30 October 2015; pp. 807–809. [Google Scholar] [CrossRef]
- Afzal, B.; Umair, M.; Shah, G.A.; Ahmed, E. Enabling IoT platforms for social IoT applications: Vision, feature mapping, and challenges. Futur. Gener. Comput. Syst. 2019, 92, 718–731. [Google Scholar] [CrossRef]
- Castelo-Branco, I.; Cruz-Jesus, F.; Oliveira, T. Assessing Industry 4.0 readiness in manufacturing: Evidence for the European Union. Comput. Ind. 2019, 107, 22–32. [Google Scholar] [CrossRef]
- Khaleel, H.; Conzon, D.; Kasinathan, P.; Brizzi, P.; Pastrone, C.; Pramudianto, F.; Eisenhauer, M.; Cultrona, P.A.; Rusina, F.; Lukac, G.; et al. Heterogeneous applications, tools, and methodologies in the car manufacturing industry through an IoT approach. IEEE Syst. J. 2015, 11, 1412–1423. [Google Scholar] [CrossRef]
- Kharlamov, A.; Parry, G. Advanced supply chains: Visibility, blockchain and human behaviour. Contrib. Manag. Sci. 2018, 321–343. [Google Scholar] [CrossRef]
- Kalsoom, T.; Ramzan, N.; Ahmed, S.; Ur-Rehman, M. Advances in Sensor Technologies in the Era of Smart Factory and Industry 4.0. Sensors 2020, 20, 6783. [Google Scholar] [CrossRef]
- Osterrieder, P.; Budde, L.; Friedli, T. The smart factory as a key construct of Industry 4.0: A systematic literature review. Int. J. Prod. Econ. 2020, 221, 107476. [Google Scholar] [CrossRef]
- Ng, I.C.; Wakenshaw, S.Y. The Internet-of-Things: Review and research directions. Int. J. Res. Mark. 2017, 34, 3–21. [Google Scholar] [CrossRef] [Green Version]
- Sanchez, L.M.; Nagi, R. A review of agile manufacturing systems. Int. J. Prod. Res. 2001, 39, 3561–3600. [Google Scholar] [CrossRef]
- Sanders, A.; Elangeswaran, C.; Wulfsberg, J. Industry 4.0 implies lean manufacturing: Research activities in industry 4.0 function as enablers for lean manufacturing. J. Ind. Eng. Manag. 2016, 9, 811–833. [Google Scholar] [CrossRef] [Green Version]
- Ghobakhloo, M. Corporate survival in Industry 4.0 era: The enabling role of lean-digitsed manufacturing. J. Manuf. Technol. Manag. 2020, 31, 1–30. [Google Scholar] [CrossRef]
- Tao, F.; Zuo, Y.; Da Xu, L.; Zhang, L. IoT-Based intelligent perception and access of manufacturing resource toward cloud manufacturing. IEEE Trans. Ind. Inform. 2014, 10, 1547–1557. [Google Scholar]
- Sony, M.; Naik, S. Key ingredients for evaluating Industry 4.0 readiness for organisations: A literature review. Benchmarking 2019. [Google Scholar] [CrossRef]
- Maisiri, W.; van Dyk, L.; Coeztee, R. Factors that inhibit sustainable adoption of Industry 4.0 in the South African manufacturing industry. Sustainability 2021, 13, 2021. [Google Scholar] [CrossRef]
- Balasubramanian, S.; Shukla, V.; Mangla, S.; Chanchaichujit, J. Do firm characteristics affect environmental sustainability? A literature review-based assessment. Bus. Strateg. Environ. 2021, 30, 1389–1416. [Google Scholar] [CrossRef]
- Lin, D.; Lee, C.; Lau, H.; Yang, Y. Strategic response to Industry 4.0: An empirical investigation on the Chinese automotive industry. Ind. Manag. Data Syst. 2018, 118, 589–605. [Google Scholar] [CrossRef]
- Jardim-Goncalves, R.; Romero, D.; Grilo, A. Factories of the future: Challenges and leading inno-vations in intelligent manufacturing. Int. J. Comput. Integr. Manuf. 2017, 30, 4–14. [Google Scholar]
- Fatorachian, H.; Kazemi, H. A critical investigation of Industry 4.0 in manufacturing: Theoretical operationalisation framework. Prod. Plan. Control. 2018, 29, 633–644. [Google Scholar] [CrossRef]
- Sung, T.K. Industry 4.0: A Korea perspective. Technol. Forecast. Soc. Chang. 2018, 132, 40–45. [Google Scholar] [CrossRef]
- Nagy, J.; Oláh, J.; Erdei, E.; Máté, D.; Popp, J. The role and impact of Industry 4.0 and the internet of things on the business strategy of the value chain-the case of Hungary. Sustainability 2018, 10, 3491. [Google Scholar] [CrossRef] [Green Version]
- Ahmed, S.; Kalsoom, T.; Ramzan, N.; Pervez, Z.; Azmat, M.; Zeb, B.; Rehman, M.U. Towards Supply Chain Visibility Using Internet of Things: A Dyadic Analysis Review. Sensors 2021, 21, 4158. [Google Scholar] [CrossRef] [PubMed]
- Al-Fuqaha, A.; Guizani, M.; Mohammadi, M.; Aledhari, M.; Ayyash, M. Internet of Things: A Survey on Enabling Technologies, Protocols, and Applications. IEEE Commun. Surv. Tutor. 2015, 17, 2347–2376. [Google Scholar] [CrossRef]
- Leyh, C.; Martin, S.; Schäffer, T. Industry 4.0 and Lean Production—A Matching Relationship? An analysis of selected Industry 4.0 models. In Proceedings of the 2017 Federated Conference on Computer Science and Information Systems, Pague, Czech Republic, 3–6 September 2017. [Google Scholar]
- Newbert, S.L. Empirical research on the resource-based view of the firm: An assessment and suggestions for future research. Strat. Manag. J. 2007, 28, 121–146. [Google Scholar] [CrossRef]
- Agostini, L.; Filippini, R. Organisational and managerial challenges in the path toward Industry 4.0. Eur. J. Innov. Manag. 2019, 22, 406–421. [Google Scholar] [CrossRef]
- Lightfoot, H.; Baines, T.; Smart, P. The servitisation of manufacturing: A systematic literature review of interdependent trends. Int. J. Oper. Prod. Manag. 2013, 33, 1408–1434. [Google Scholar] [CrossRef] [Green Version]
- Weking, J.; Stöcker, M.; Kowalkiewicz, M.; Böhm, M.; Krcmar, H. Leveraging Industry 4.0—A business model pattern framework. Int. J. Prod. Econ. 2019, 225, 107588. [Google Scholar] [CrossRef]
- Nikitas, A.; Michalakopoulou, K.; Njoya, E.T.; Karampatzakis, D. Artificial Intelligence, Transport and the Smart City: Definitions and Dimensions of a New Mobility Era. Sustainability 2020, 12, 2789. [Google Scholar] [CrossRef] [Green Version]
- Galati, F.; Bigliardi, B. Industry 4.0: Emerging themes and future research avenues using a text mining approach. Comput. Ind. 2019, 109, 100–113. [Google Scholar] [CrossRef]
- Chong, S.; Pan, G.T.; Chin, J.; Show, P.L.; Yang, T.C.K.; Huang, C.M. Integration of 3D printing and Industry 4.0 into engineering teaching. Sustainability 2018, 11, 3960. [Google Scholar] [CrossRef] [Green Version]
- Rafi-Ul-Shan, P.M.; Grant, D.B.; Perry, P.; Ahmed, S. Relationship between sustainability and risk management in fashion supply chains: A systematic literature review. Int. J. Retail Distrib. Manag. 2018, 46, 466–486. [Google Scholar] [CrossRef] [Green Version]
- Ben-Daya, M.; Hassini, E.; Bahroun, Z. Internet of things and supply chain management: A literature review. Int. J. Prod. Res. 2017, 57, 4719–4742. [Google Scholar] [CrossRef] [Green Version]
- Frank, A.G.; Dalenogare, L.S.; Ayala, N.F. Industry 4.0 technologies: Implementation patterns in manufacturing companies. Int. J. Prod. Econ. 2019, 210, 15–26. [Google Scholar] [CrossRef]
- Raj, A.; Dwivedi, G.; Sharma, A.; de Sousa Jabbour, A.B.L.; Rajak, S. Barriers to the adoption of Industry 4.0 technologies in the manufacturing sector: An inter-country comparative perspective. Int. J. Prod. Econ. 2019, 224, 107546. [Google Scholar] [CrossRef]
- Esmaeilian, B.; Behdad, S.; Wang, B. The evolution and future of manufacturing: A review. J. Manuf. Syst. 2016, 39, 79–100. [Google Scholar] [CrossRef]
- Hofmann, E.; Rüsch, M. Industry 4.0 and the current status as well as future prospects on logistics. Comput. Ind. 2017, 89, 23–34. [Google Scholar] [CrossRef]
- Morimoto, R. A socio-economic analysis of Smart Infrastructure sensor technology. Transp. Res. Part C Emerg. Technol. 2013, 31, 18–29. [Google Scholar] [CrossRef]
- Xu, M.; Song, C.; Ji, Y.; Shih, M.-W.; Lu, K.; Zheng, C.; Duan, R.; Jang, Y.; Lee, B.; Qian, C.; et al. Toward Engineering a Secure Android Ecosystem. ACM Comput. Surv. 2016, 49, 1–47. [Google Scholar] [CrossRef]
- Boyes, H.; Hallaq, B.; Cunningham, J.; Watson, T. The industrial internet of things (IIoT): An analysis framework. Comput. Ind. 2018, 101, 1–12. [Google Scholar] [CrossRef]
- Birkel, H.S.; Hartmann, E. Impact of IoT challenges and risks for SCM. Supply Chain Manag. Int. J. 2019, 24, 39–61. [Google Scholar] [CrossRef]
- Ma, H.-L.; Wang, Z.; Chan, F.T. How important are supply chain collaborative factors in supply chain finance? A view of financial service providers in China. Int. J. Prod. Econ. 2020, 219, 341–346. [Google Scholar] [CrossRef]
- Büyüközkan, G.; Göçer, F. Digital Supply Chain: Literature review and a proposed framework for future research. Comput. Ind. 2018, 97, 157–177. [Google Scholar] [CrossRef]
- Oztemel, E.; Gursev, S. Literature review of Industry 4.0 and related technologies. J. Intell. Manuf. 2020, 31, 127–182. [Google Scholar] [CrossRef]
- Dalenogare, L.S.; Benitez, G.; Ayala, N.F.; Frank, A.G. The expected contribution of Industry 4.0 technologies for industrial performance. Int. J. Prod. Econ. 2018, 204, 383–394. [Google Scholar] [CrossRef]
- Jiao, J.R.; You, X.; Kumar, A. An agent-based framework for collaborative negotiation in the global manufacturing sup-ply chain network. Robot. Comput. Integr. Manuf. 2006, 22, 239–255. [Google Scholar] [CrossRef]
- Thong, J.Y.; Yap, C.S.; Raman, K.S. Top Management support, external expertise and information systems implementation in small businesses. Inf. Syst. Res. 1996, 7, 248–267. [Google Scholar] [CrossRef]
- Witsch, M.; Vogel-Heuser, B. Towards a Formal Specification Framework for Manufacturing Execution Systems. IEEE Trans. Ind. Inform. 2012, 8, 311–320. [Google Scholar] [CrossRef]
- Kozjek, D.; Vrabič, R.; Rihtaršič, B.; Lavrač, N.; Butala, P. Advancing manufacturing systems with big-data analytics: A conceptual framework. Int. J. Comput. Integr. Manuf. 2020, 33, 169–188. [Google Scholar] [CrossRef] [Green Version]
- Maganha, I.; Silva, C.; Ferreira, L.M.D. Understanding recon fi gurability of manufacturing systems: An empirical analysis. J. Manuf. Syst. 2018, 48, 120–130. [Google Scholar] [CrossRef]
- Dallasega, P.; Rauch, E.; Linder, C. Industry 4.0 as an enabler of proximity for construction supply chains: A systematic literature review. Comput. Ind. 2018, 99, 205–225. [Google Scholar] [CrossRef]
- Wagire, A.A.; Rathore, A.P.S.; Jain, R. Analysis and synthesis of Industry 4.0 research landscape Using latent se-mantic analysis approach. J. Manuf. Technol. Manag. 2020, 31, 31–51. [Google Scholar] [CrossRef]
- Wan, C.; Zheng, H.; Guo, L.; Xu, X.; Zhong, R.Y.; Yan, F. Cloud manufacturing in China: A review. Int. J. Comput. Integr. Manuf. 2020, 33, 229–251. [Google Scholar] [CrossRef]
- Ortiz, A.M.; Hussein, D.; Park, S.; Han, S.N.; Crespi, N. The Cluster Between Internet of Things and Social Networks: Review and Research Challenges. IEEE Internet Things J. 2014, 1, 206–215. [Google Scholar] [CrossRef] [Green Version]
- Pacchini, A.P.T.; Lucato, W.C.; Facchini, F.; Mummolo, G. The degree of readiness for the implementation of Industry 4.0. Comput. Ind. 2019, 113, 103125. [Google Scholar] [CrossRef]
- Müller, J.M. Business model innovation in enterprises Strategies for industry 4.0 providers and users. J. Manuf. Technol. Manag. 2019, 30, 1127–1142. [Google Scholar] [CrossRef]
- Negri, M.; Cagno, E.; Colicchia, C.; Sarkis, J. Integrating sustainability and resilience in the supply chain: A systematic literature review and a research agenda. Bus. Strat. Environ. 2021. [Google Scholar] [CrossRef]
- Nudurupati, S.S.; Tebboune, S.; Hardman, J. Contemporary performance measurement and management (PMM) in digital economies. Prod. Plan. Control. 2015, 27, 226–235. [Google Scholar] [CrossRef] [Green Version]
- Ferrari, A.M.; Volpi, L.; Settembre-Blundo, D.; García-Muiña, F.E. Dynamic life cycle assessment (LCA) integrating life cycle inventory (LCI) and Enterprise resource planning (ERP) in an industry 4.0 environment. J. Clean. Prod. 2020, 286, 125314. [Google Scholar] [CrossRef]
- Bi, Z.; Lin, Y.; Zhang, W. The general architecture of adaptive robotic systems for manufacturing applications. Robot. Comput. Manuf. 2010, 26, 461–470. [Google Scholar] [CrossRef]
- Agarwal, A.; Shankar, R.; Tiwari, M. Modeling the metrics of lean, agile and leagile supply chain: An ANP-based approach. Eur. J. Oper. Res. 2006, 173, 211–225. [Google Scholar] [CrossRef]
- Chiarini, A. Industry 4.0 technologies in the manufacturing sector: Are we sure they are all relevant for environmental performance? Bus. Strat. Environ. 2021. [Google Scholar] [CrossRef]
- Bassi, L. Industry 4.0: Hope, hype or revolution? In Proceedings of the 2017 IEEE 3rd International Forum on Research and Technologies for Society and Industry (RTSI), Modena, Italy, 11–13 September 2017. [Google Scholar]
- Shah, S.; Mokakangwe, K.; Bose, K.; Menon, S. The Growing Adoption of Internet of Things on Supply Chains. Procedia Manuf. 2019, 53, 108–112. [Google Scholar]
- Haddud, A.; DeSouza, A.; Khare, A.; Lee, H. Examining potential benefits and challenges associated with the Internet of Things integration in supply chains. J. Manuf. Technol. Manag. 2017, 28, 1055–1085. [Google Scholar] [CrossRef]
- Garrido-Hidalgo, C.; Olivares, T.; Ramirez, F.J.; Roda-Sanchez, L. An end-to-end Internet of Things solution for Re-verse Supply Chain Management in Industry 4.0. Comput. Ind. 2019, 112, 103127. [Google Scholar] [CrossRef]
- Huang, B.; Li, C.; Yin, C.; Zhao, X. Cloud manufacturing service platform for small- and medium-sized enterprises. Int. J. Adv. Manuf. Technol. 2012, 65, 1261–1272. [Google Scholar] [CrossRef]
- Tao, F.; Qi, Q.; Liu, A.; Kusiak, A. Data-driven smart manufacturing. J. Manuf. Syst. 2018, 48, 157–169. [Google Scholar] [CrossRef]
- Chen, L.; Thombre, S.; Järvinen, K.; Lohan, E.S.; Alén-Savikko, A.; Leppäkoski, H.; Bhuiyan, M.Z.H.; Bu-Pasha, S.; Ferrara, G.N.; Honkala, S.; et al. Robustness, Security and Privacy in Location-Based Services for Future IoT: A Survey. IEEE Access 2017, 5, 8956–8977. [Google Scholar] [CrossRef]
- Fan, H.; Cheng, T.C.E.; Li, G.; Lee, P.K.C. The Effectiveness of Supply Chain Risk Information Processing Capability: An Information Processing Perspective. IEEE Trans. Eng. Manag. 2016, 63, 414–425. [Google Scholar] [CrossRef]
- Barton, D.; Court, D. Making advanced analytics work for you. Harv. Bus. Rev. 2012, 90, 78–83. [Google Scholar]
- Fisher, M.; Raman, A. Using Data and Big Data in Retailing. Prod. Oper. Manag. 2018, 27, 1665–1669. [Google Scholar] [CrossRef]
- Qi, W.; Shen, Z.-J.M. A Smart-City Scope of Operations Management. Prod. Oper. Manag. 2018, 28, 393–406. [Google Scholar] [CrossRef]
- Wang, S.; Wan, J.; Li, D.; Zhang, C. Implementing Smart Factory of Industrie 4.0: An Outlook. Int. J. Distrib. Sens. Netw. 2016, 12, 3159805. [Google Scholar] [CrossRef] [Green Version]
- Wu, Q.; Zhu, Q.; Zhou, M. A correlation-driven optimal service selection approach for virtual enterprise establishment. J. Intell. Manuf. 2013, 25, 1441–1453. [Google Scholar] [CrossRef]
- Mastos, T.D.; Nizamis, A.; Vafeiadis, T.; Alexopoulos, N.; Ntinas, C.; Gkortzis, D.; Papadopoulos, A.; Ioannidis, D.; Tzovaras, D. Industry 4.0 sustainable supply chains: An application of an IoT enabled scrap metal management solution. J. Clean. Prod. 2020, 269, 122377. [Google Scholar] [CrossRef]
- Tuptuk, N.; Hailes, S. Security of smart manufacturing systems. J. Manuf. Syst. 2018, 47, 93–106. [Google Scholar] [CrossRef]
- Tu, M. An exploratory study of internet of things (IoT) adoption intention in logistics and supply chain management a mixed research approach. Int. J. Logist. Manag. 2018, 29, 131–151. [Google Scholar] [CrossRef]
- Liu, X.; Qian, C.; Hatcher, W.G.; Xu, H.; Liao, W.; Yu, W. Secure Internet of Things (IoT)-Based Smart-World Critical Infrastructures: Survey, Case Study and Research Opportunities. IEEE Access 2019, 7, 79523–79544. [Google Scholar] [CrossRef]
- Bi, Z.; Da Xu, L.; Wang, C. Internet of Things for Enterprise Systems of Modern Manufacturing. IEEE Trans. Ind. Inform. 2014, 10, 1537–1546. [Google Scholar] [CrossRef]
- Chou, S.; Chen, C.W.; Kuo, Y.T. Flexibility, collaboration and relationship quality in the logistics service industry: An empirical study. Asia Pac. J. Mark. Logist. 2018, 30, 555–570. [Google Scholar] [CrossRef]
- Atif, S.; Ahmed, S.; Wasim, M.; Zeb, B.; Pervez, Z.; Quinn, L. Towards a Conceptual Development of Industry 4.0, Servitisation, and Circular Economy: A Systematic Literature Review. Sustainability 2021, 13, 6501. [Google Scholar] [CrossRef]
- Ellis, S.C.; Rao, S.; Raju, D.; Goldsby, T.J. RFID Tag Performance: Linking the Laboratory to the Field through Unsupervised Learning. Prod. Oper. Manag. 2018, 27, 1834–1848. [Google Scholar] [CrossRef]
- Redelinghuys, A.J.H.; Basson, A.H.; Kruger, K. A six-layer architecture for the digital twin: A manufacturing case study implementation. J. Intell. Manuf. 2019, 32, 1383–1402. [Google Scholar] [CrossRef]
- Frazzon, E.M.; Hartmann, J.; Makuschewitz, T.; Scholz-Reiter, B. Towards Socio-Cyber-Physical Systems in Production Networks. Procedia CIRP 2013, 7, 49–54. [Google Scholar] [CrossRef]
- Kim, K.K.; Ryoo, S.Y.; Jung, M.D. Interorganisational information systems visibility in buyer-supplier relationships: The case of telecommunication equipment component manufacturing industry. Omega 2011, 39, 667–676. [Google Scholar] [CrossRef]
- Wu, D.; Rosen, D.W.; Wang, L.; Schaefer, D. Cloud-based design and manufacturing: A new paradigm in digital manufacturing and design innovation. CAD Comput. Aided Des. 2015, 59, 1–14. [Google Scholar] [CrossRef] [Green Version]
- Delen, D.; Hardgrave, B.C.; Sharda, R. RFID for Better Supply-Chain Management through Enhanced Information Visibility. Prod. Oper. Manag. 2009, 16, 613–624. [Google Scholar] [CrossRef]
- Caridi, M.; Moretto, A.; Perego, A.; Tumino, A. The benefits of supply chain visibility: A value assessment model. Int. J. Prod. Econ. 2014, 151, 1–19. [Google Scholar] [CrossRef]
- Xu, X.; He, W.; Yin, P.; Xu, X.; Wang, Y.; Zhang, H. Business network information ecological chain: A new tool for building ecological business environment in IoT era. Internet Res. 2016, 26, 446–459. [Google Scholar] [CrossRef]
- Tibaut, A.; Rebolj, D.; Perc, M.N. Interoperability requirements for automated manufacturing systems in construction. J. Intell. Manuf. 2016, 27, 251–262. [Google Scholar] [CrossRef]
- Huang, J.M. Laboratory Management Based on Internet of Things. Adv. Mater. Res. 2013, 711, 665–669. [Google Scholar] [CrossRef]
- Hasegan, M.F.; Nudurupati, S.S.; Childe, S.J. Predicting performance—A dynamic capability view. Int. J. Oper. Prod. Manag. 2018, 38, 2192–2213. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| ID | Query | WoS | EI | SD | Wiley | Taylor & Francis |
|---|---|---|---|---|---|---|
| 1 | IoT AND Industry 4.0 * | 56 | 49 | 23 | 20 | 4 |
| 2 | manufacturing AND industry AND Industry 4.0 * | 45 | 39 | 14 | 25 | 9 |
| 3 | manufacturing AND industry AND IoT * | 34 | 39 | 14 | 17 | 7 |
| 4 | manufacturing AND industry AND 4.0 * | 28 | 27 | 5 | 10 | 7 |
| 5 | manufacturing AND industry AND digital * | 16 | 15 | 5 | 2 | 0 |
| 6 | drivers AND Industry 4.0 AND manufacturing AND industry * | 10 | 10 | 13 | 8 | 1 |
| 7 | opportunities AND Industry 4.0 AND manufacturing AND industry * | 10 | 6 | 6 | 1 | 3 |
| 8 | challenges AND Industry 4.0 AND manufacturing AND industry * | 6 | 5 | 7 | 0 | 4 |
| 9 | barriers AND Industry 4.0 AND manufacturing AND industry * | 8 | 2 | 1 | 1 | 0 |
| Total | 213 | 192 | 88 | 84 | 35 |
| Title | Authors | Year | Journal | Type of Study | Geo. Area |
|---|---|---|---|---|---|
| “Internet of things and supply chain management: A literature review” | [63] | 2019 | IJPR | Review | UAE |
| “A review of Industry 4.0 in supply chain management studies” | [25] | 2019 | JMTM | Review | India |
| “Industry 4.0 technologies: Implementation patterns in manufacturing companies” | [64] | 2019 | IJPE | Empirical (Survey n = 92) | Brazil |
| “Barriers to the adoption of Industry 4.0 technologies in the manufacturing sector” | [65] | 2019 | IJPE | Review | India |
| “The advantages of Industry 4.0 applications for sustainability: Results from a sample of manufacturing companies” | [2] | 2020 | Sustainability (MDPI) | Empirical (Survey n = 65) | Italy |
| “The evolution and future of manufacturing: A review” | [66] | 2016 | JMS | Review | Canada |
| “Industry 4.0 and the current status as well as prospects on logistics” | [67] | 2017 | CI | Review | Switzerland |
| “Past, present and future of Industry 4.0—A systematic literature review and research agenda proposal” | [15] | 2017 | IJPR | Review | China |
| “Industry 4.0: A survey on technologies, applications and open research issues” | [16] | 2017 | JIII | Review | China |
| “A review of the internet of things embedded sustainable supply chain for Industry 4.0 requirements” | [20] | 2019 | CIE | Review | India |
| “The industrial internet of things (IoT): An analysis framework” | [68] | 2018 | CI | Review | UK |
| “Digital Supply Chain: Literature review and a proposed framework for future research” | [60] | 2018 | CI | Review | Turkey |
| “A critical investigation of Industry 4.0 in manufacturing: theoretical operationalisation framework” | [47] | 2018 | PPC | Review | UAE |
| “Literature review of Industry 4.0 and related technologies” | [61] | 2020 | JIM | Review | Turkey |
| “The expected contribution of Industry 4.0 technologies for industrial performance” | [69] | 2018 | IJPE | Empirical (Survey n = 2225) | Brazil |
| IoT and I4.0 References | Agility | Visibility | Tracking and Information Sharing | Control and Coordination of Processes | Use of Intelligent Interfaces | Sensing and Actuating Abilities | Self-Configuring | Interoperable Communication Protocols | Seamless Integration |
|---|---|---|---|---|---|---|---|---|---|
| [63] | x | x | x | ||||||
| [61] | x | x | x | ||||||
| [84] | x | x | |||||||
| [12] | x | x | |||||||
| [2] | x | x | x | ||||||
| [46] | x | x | x | x | |||||
| [85] | x | x | x | x | |||||
| [68] | x | x | x | ||||||
| [74] | x | x | x | ||||||
| [67] | x | x | |||||||
| [75] | x | x | x |
| Extant Empirical Research Themes and Key Sources | Current Research Gaps | Future Research Questions/Directions |
|---|---|---|
| Intelligent decision making and negotiation mechanism for the application of IoT in manufacturing Industry 4.0 [9,11,26,85,106] | Current studies have identified that the autonomous abilities of smart machines are vital for self-organised manufacturing systems in smart factories. However, research on how to achieve an autonomous manufacturing system rather than a hierarchical system is unknown. | How can smart factories achieve autonomous manufacturing systems rather than hierarchical systems? |
| Big data management in the context of manufacturing Industry 4.0 from IoT application perspective [13,48,90,123] | The extant empirical research has shown that vast amounts of complex data are generated by Industry 4.0, which requires advanced data storage, management, analysis and visualisation technologies. Although cloud computing helps utilise big data, managing such data by focusing on practical implications has been a struggle for organisations. | How can organisations use data mining techniques to manage big data effectively? |
| Cybersecurity issues for the application of IoT in manufacturing Industry 4.0 [15,34,57,91,110,124] | Many devices are connected and exposed to cybersecurity risks in Industry 4.0; data breaches may lead to organisations becoming vulnerable to financial and operational damages. Although much research has been conducted in this domain, approaches to prevent cyber risks in smart grids are unknown. | How can smart grids be made secure to prevent cyber risks? |
| Impact on jobs and knowledge management due to application of IoT in the manufacturing Industry 4.0 [16,36,41,118,125] | With machines taking up most of the tasks in a smart factory, employees will take on more complex roles in these factories. This will need special skills and knowledge to fill these job roles, creating a vast skill gap with retiring experienced and skilled workers. Little is known about what skill gaps will be created and how knowledge can be captured from senior employees or management. | How can skill gaps be filled for the complex roles in smart factories? |
| Interoperability and standardisation of IoT [68,89,124] | The existing literature shows the importance of interoperability of devices connected in Industry 4.0 and highlights the lack of standardisation. However, approaches to achieve the standardisation of IoT devices is unknown. | What steps should be taken to enable effective interoperability and standardisation of IoT devices in Industry 4.0? |
| IoT implementation costs in the manufacturing Industry 4.0 [14,91,126] | Studies have shown that smart factories are cost-sensitive and high costs of IoT deployment lead to slow adoption of this technology in some sectors. These studies have highlighted different costs without providing creative solutions to help capture data from machines to prevent unplanned downtime. | What creative and cost-effective solutions can organisations adopt to help capture data from machines to prevent unplanned downtime? |
| Sustainability and energy consumption [36,66,127] | The increased number of connected devices around the globe are leading to energy consumption and carbon emissions. Current research lacks information on how smart factories, where many autonomous machines are used, can reduce power consumption and energy costs. | How can smart factories optimise the use of power and energy by autonomous machines? |
| The impact of human behavioural intentions on the adoption of IoT [17,33,76,107,128] | In IoT, the trust could be considered crucial for user adoption as it can deal with uncertainty and risk of vulnerability from interconnected devices. However, studies on technical aspects of IoT in the manufacturing industry are more widespread than those on the behavioural and attitudinal characteristics. There is a lack of effective trust models to guide IoT designers and service providers to understand and manage the requirements of IoT users in the current literature. | How can existing trust models guide IoT designers and providers to understand and manage the requirements of IoT users? |
| Country comparison [10,127,129] | Most of the extant empirical research on the application, drivers and barriers of IoT in manufacturing Industry 4.0 is carried out in developed and/or technologically advanced countries. However, to what extent IoT is being adopted and implemented in developing and technologically least developed countries is unknown, including applications, drivers and barriers. | What is the impact of IoT in the manufacturing industries of developing and least technologically advanced countries? |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kalsoom, T.; Ahmed, S.; Rafi-ul-Shan, P.M.; Azmat, M.; Akhtar, P.; Pervez, Z.; Imran, M.A.; Ur-Rehman, M. Impact of IoT on Manufacturing Industry 4.0: A New Triangular Systematic Review. Sustainability 2021, 13, 12506. https://doi.org/10.3390/su132212506
Kalsoom T, Ahmed S, Rafi-ul-Shan PM, Azmat M, Akhtar P, Pervez Z, Imran MA, Ur-Rehman M. Impact of IoT on Manufacturing Industry 4.0: A New Triangular Systematic Review. Sustainability. 2021; 13(22):12506. https://doi.org/10.3390/su132212506
Chicago/Turabian StyleKalsoom, Tahera, Shehzad Ahmed, Piyya Muhammad Rafi-ul-Shan, Muhammad Azmat, Pervaiz Akhtar, Zeeshan Pervez, Muhammad Ali Imran, and Masood Ur-Rehman. 2021. "Impact of IoT on Manufacturing Industry 4.0: A New Triangular Systematic Review" Sustainability 13, no. 22: 12506. https://doi.org/10.3390/su132212506
APA StyleKalsoom, T., Ahmed, S., Rafi-ul-Shan, P. M., Azmat, M., Akhtar, P., Pervez, Z., Imran, M. A., & Ur-Rehman, M. (2021). Impact of IoT on Manufacturing Industry 4.0: A New Triangular Systematic Review. Sustainability, 13(22), 12506. https://doi.org/10.3390/su132212506