Abstract
One of the primary targets for the new lignocellulosic feedstock-based biorefinery is the simultaneous valorization of holocellulose and lignin. Acidified organosolv treatment is among the most promising strategy for recovering technical lignin, water-soluble hemicellulose, and cellulose pulp with increased accessibility to hydrolytic enzymes. In this work, a design-of-experiment (DoE) approach was used to increase the cellulose recovery, digestibility, and the delignification of Cynara cardunculus L. feedstock. In the first treatment, the milled biomass was subjected to microwave-assisted extraction using an acidified GVL/water mixture to separate lignin and hemicellulose from cellulose. In the second treatment, the cellulose pulp was hydrolyzed by cellulolytic enzymes to demonstrate the enhanced digestibility. At the optimal condition (154 °C, 2.24% H2SO4, and 0.62 GVL/water ratio), the cellulose pulp showed a cellulose content of 87.59%, while the lignin content was lower than 8%. The cellulose recovery and digestibility were equal to 79.46% and 86.94%, respectively. About 40% of the initial hemicellulose was recovered as monosaccharides. This study demonstrated the effectiveness of the two-step organosolv treatment for biomass fractionation; however, as suggested by DoE analysis, a confirmative study at a low temperature (<154 °C) should be performed to further increase the cellulose recovery.
1. Introduction
Terrestrial plants have been receiving increasing attention due to their availability, and since they are a source of energy and chemicals [1]. In order to avoid competition with the food chain, plant biomass exploitation should focus on their lignocellulosic fraction. Cellulose, hemicellulose, and lignin are the three main components of the lignocellulosic cell wall, a complex and rigid structure with a protective function against natural agents and microbial attacks [2]. Lignocellulose is naturally recalcitrant to enzymatic deconstruction and microbial fermentation, and an effective pre-treatment is required before any conversion into biochemicals or biofuels [3]. Therefore, the extent of enzymatic hydrolysis is enhanced, improving the overall economics of the conversion process [4]. Recently, a review study evaluated the trends in hyperthermophilic-enzyme production and future perspectives for the biofuel industry, suggesting that the use of hyperthermophilic enzymes/organisms could reduce the energy employed for biofuel production and allow lignin valorization for high-value chemicals. However, the economic feasibility of hyperthermophilic enzymes for biofuel production needs to be further investigated due to the cost related to enzyme manufacturing [5].
Pre-treatment is the central technology in a biorefinery based upon the conversion of biomass to energy and biochemicals [6]. The most commonly used pre-treatments, individually or combined, are physical (e.g., microwave, liquid hot water, and irradiation), chemical (e.g., acidic, alkaline, ammonia solution, and inorganic salts), and biological (microbiological, enzymatic, and liquid digestate) [7]. The pre-treatment technology, as well as the pre-treatment conditions, should take into account not only the saccharification but also the possibility of fractionating the biomass into individual components in a cost-effective and sustainable manner that preserves the value of each fraction [8]. Many pre-treatment technologies, especially physicochemical, are mainly focused on carbohydrate valorizations, while lignin is underutilized or, even worse, degraded into valueless forms [9,10,11]. The aqueous-only pre-treatments, such as dilute acid, liquid hot water, and steam explosion, generate condensed lignin with CC linkages, formed before and after the cleavage of β-aryl ether units under the acidic conditions of pre-treatment [12]. On the contrary, alkali pre-treatments remove lignin from biomass, causing the polymer fragmentation into smaller fragments. Accordingly, the lignin obtained from carbohydrate-focused pre-treatments cannot be efficiently used in the synthesis of renewable bio-based polymers and/or biofuels [13].
Solvent extraction developments are currently on a high display [14]. Organosolv pre-treatment is not an exception and could represent a high-value opportunity to overcome biomass recalcitrance and recover relatively pure lignin with high yield [15,16]. Organosolv is a chemical treatment that uses numerous organic or aqueous solvent mixtures to solubilize lignin and hemicellulose, yielding a cellulose-rich residue with increased accessibility to hydrolytic enzymes [17].
The main solvents employed in the organosolv pre-treatment are short-chain aliphatic alcohols (e.g., methanol, ethanol), polyols (e.g., glycerol, ethylene glycol (EG), triethylene glycol), organic acids, acetone, dioxane, alkylene carbonates (ACs), N-methylmorpholine N-oxide (or 4-methylmorpholine 4-oxide, NMMO), methyl isobutyl ketone (MIBK), 2-methyltetrahydrofurfuran (2-MTHF), and γ-Valerolactone (GVL). Some of these organic solvents (such as methanol, ethanol, acetone, acetic acid, glycerol, and GVL) can be obtained from renewable sources, enhancing the sustainability of biofuels and biochemical production [18].
By adding a small amount of acid catalyst into an organic solvent, a mild pretreatment, with reduced temperatures and reaction times, can be performed. The organic solvent improves the acid catalytic activity, generating a porous residue with an easily accessible and low degree of polymerization cellulose [19]. Lignin is extracted from the organic phase by simply adding an anti-solvent, and the mild pretreatment conditions produce technical lignin that can be used both for macromolecular application (e.g., synthesis of polyurethane foams and phenol-formaldehyde resins) and as feedstock for chemicals and fuel additives after its catalytic depolymerization [20].
GVL is a biomass-derived renewable and non-toxic solvent with a high boiling point that provides thermal stability, a key parameter for avoiding high-pressure operations and the risk associated with volatility and flammability of the solvents [21]. GVL can be separated and recycled by CO2 extraction or by distillation, but the drawback is that more energy is required than the process that uses a low boiling point solvent [18,22].
In a recent study, Mellmer et al. obtained a high yield of sugars by the deconstruction of biomass in GVL at mild temperatures (e.g., 157–217 °C) using diluted concentrations of mineral acids (e.g., 0.005 M) [23]. In another study, Shuai et al. used an 80/20 (w/w) GVL/water solvent system to pre-treat hardwood at the mild temperature of 120 °C, using 75 mM H2SO4 as the acid catalyst. The pre-treated substrate was enzymatically hydrolyzed with glucose and xylose yields of 90% and 97%, respectively. Meanwhile, up to 80% of pure technical lignin was removed from the raw material due to lignin solubilization in GVL. Notably, the cellulose digestibility was 3-times higher than when using other organic solvents, such as tetrahydrofuran and ethanol, and 20-times higher than when using pure water [24].
The choice of lignocellulosic biomass is another crucial issue to consider in the biorefinery facility. Sustainable biomass production is desirable to avoid possible fertile land competition with food and feed industries [25]. Cardoon (Cynara cardunculus L., Asteraceae family) is a perennial herbaceous species native to the Mediterranean region. Cardoon is a non-food oilseed crop with interesting properties, such as relatively low crop input, large biomass productivity (10–20 t ha−1 of dry biomass), and low moisture content. Its characteristics and its ability to grow in marginal lands suggest its use as feedstock in biorefinery facilities [26]. Previous studies used cardoon as feedstock for the production of monosaccharides and biofuels, after a physicochemical pre-treatment, obtaining high process yields [27,28]. On the contrary, very few studies used cardoon as feedstock in the organosolv fraction process [29,30].
In this work, lignocellulosic residues of cardoon were fractionated through a two-step process to obtain a fermentable carbohydrate and technical lignin. In the first step, the milled biomass was subjected to microwave-assisted extraction (MAE) using an acidified GVL/water mixture yielding a cellulose-rich pulp (CP) and a liquid phase containing hemicellulose sugars and lignin. In the second step, the CP was hydrolyzed by cellulolytic enzymes and the lignin was precipitated from the GVL/water mixture. The first step was optimized by design of experiment (DoE), generating a central composite design (CCD). The investigated factors were process temperature, catalyst concentration, and GVL/water ratio. The combination of microwave-assisted GVL organosolv treatment and enzymatic hydrolysis of lignocellulosic cardoon has not yet been reported, except for a preliminary work performed by Gelosia et al. [31]. This study may pave the way to novel fractionation processes in cardoon-based biorefinery, enabling the development of sustainable biofuels and biochemicals.
2. Materials and Methods
The Cynara cardunculus L. residues were kindly provided by Matrica S.p.A (Porto Torres, Italy) in dried form. The stems of the plant were milled using a laboratory rotary blade mill (RETSCH, Haan, Germany) to obtain a powder with an average particle size of 1 mm, which was used as raw material (RM) for the experimentation.
All the reagents utilized in this work were analytical grade and they were purchased from Sigma-Aldrich (Saint Louis, MO, USA). The Cellic® CTec2 enzymatic cocktail was provided by Merck (Darmstadt, Germany). Deionized water and GVL were used as solvents.
The moisture analysis of solid samples was performed using a HB43-S Halogen Classic plus (Mettler Toledo, Columbus, OH, USA). Monosaccharide concentrations were analyzed using ultra-high performance liquid chromatography (UHPLC) with a Dionex UltiMate 3000 (Termo Scientifc, Sunnyvale, CA, USA) equipped with a Bio-Rad Aminex HPX-87H column (Biorad, CA, USA). The flow rate and the temperature were set at 0.6 mL/min and 50 °C, respectively. The refractive index detector, an ERC RefractoMax 520 (Thermo Scientific, Waltham, MA, USA), was set at 50 °C. The mobile phase was a 0.01 N H2SO4 water solution. Fractionation of biomass was conducted using an Ethos One Microwave-assisted extractor (Milestone srl, Sorisole (BG)—Italy). The enzymatic hydrolysis was performed into a thermostatic incubator shaker (KS 4000i, IKA®, Staufen, Germany).
2.1. Production of CP, Hemicellulose-Derived Sugars Solution, and Lignin
The flowchart in Figure 1 shows the steps performed for treating cardoon by microwave-assisted organosolv process.
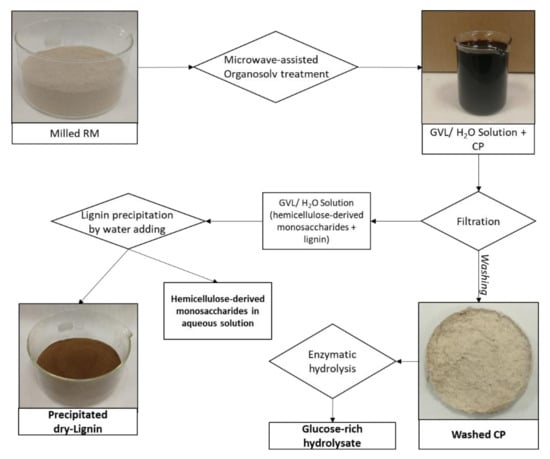
Figure 1.
Process flowchart of the various steps performed to produce CP, hemicellulose-derived sugars solution, and lignin.
The milled RM (2.5 g) was added to a PTFE vessel along with an acidified GVL/water solution, using a 1:10 solid to liquid ratio. The acidified GVL/water solution was prepared according to the DoE. The acid catalyst (H2SO4) was directly added to the GVL/water solution to prepare different percent by mass solutions. The RM was treated at different temperatures, following the DoE, for 30 min (plus 10 min of cooling) in the microwave reactor. The treatment time was selected according to a previous study with an acidified GVL/water mixture [32]. At the end of the reaction, the CP was separated from the acidified GVL/water solution by vacuum filtration using a Büchner flask. The reaction vessel and the CP inside the vacuum flask were rinsed with a total of 50 mL of fresh GVL/water solution, the same used for treating the RM (minus the acid catalyst), to ensure the maximum recovery of the reaction products. The CP was then washed with 200 mL of deionized water at 60 °C to remove all traces of solvent and acid, and subjected to enzymatic hydrolysis. The two GVL/water solutions (reaction and rinse) were collected and the final volume was determined. An aliquot of this solution was diluted with water five-fold to allow the self-association of lignin. The lignin was separated from the water by centrifugation, and the water was analyzed for monosaccharides concentration.
2.2. Experimental Design
The DoE, based on the CCD with three factors (temperature, acid concentration, and GVL/water ratio) and three levels (−1, 0, +1), was generated by statistical software Minitab 17 (Minitab, Coventry, UK).
The design comprised of 20 runs (Table 1) and it was built on a previous factorial experiment [31] by adding axial (α = 1.633) and center points. Experimental data were analyzed by Analysis of Variance (ANOVA) to determine the contribution of each factor to the model and the correlation between them. The non-significant terms were removed from the model by backward elimination procedure.

Table 1.
CCD for cardoon fractionation process.
Response Surface Methodology (RSM) was used for modelling the experimental responses to get the optimal result, i.e., maximizing cellulose recovery (CR), saccharification, and delignification (D) rate.
2.3. Enzymatic Hydrolysis
Enzymatic hydrolysis was carried out on the washed CP in a 100 mL flask using a solid loading of 1% (w/w) [33]. In order to test the saccharification performance of CP, an enzyme amount of 0.3 g for every g of cellulose was used. A final weight of 50 g for each reaction was reached by adding a 45 mM citrate buffer solution (pH 5.0) and 0.2 g of sodium azide solution (5%) as an antibacterial agent. The enzymatic hydrolysis was performed at 50 °C under shaking condition (180 rpm) for 72 h. The hydrolysate solution was separated from un-hydrolyzed CP by filtration, diluted to 100 mL, and analyzed for monosaccharides concentration.
2.4. Analytical Procedure and Calculation
All the samples were characterized in triplicate according to the National Renewable Energy Laboratory (NREL, Golden, CO, USA) analytical methods for biomass, in order to evaluate their composition [34].
RM was characterized in terms of moisture, cellulose, hemicellulose, lignin, extractives, pectin, acetyl group, and ash content [35]. The CP and the aqueous solutions were characterized for cellulose and hemicellulose content [35,36]. The C5 and C6 concentrations in the aqueous solutions were measured by UHPLC. An acid hydrolysis with H2SO4 of each solid sample (RM and CP) was performed to obtain C5 and C6 monomers from cellulose and hemicellulose polymers, which were detected by UHPLC. The cellulose and hemicellulose content as structural polymers was calculated by using an anhydrous correction factor of 0.88 (C5) and 0.90 (C6). The remaining acid-insoluble residue was used to calculate the acid-insoluble lignin, after removing the ash content, by gravimetric analysis.
The CR was calculated as follows (1):
where CCP is the cellulose content (g) in the CP and CRM is the cellulose content (g) in the RM.
CR = CCP/CRM
The hydrolysis yield (HY) related to saccharification of cellulose was calculated as follows (2):
where Gh represents the glucose concentration (g/L) in the hydrolysate, Vh is the volume (L) of the hydrolysate, and 0.9 is the anhydrous correction factor for glucose. The D related to lignin removal was calculated as follows (3):
where AILCP is the acid-insoluble lignin content (g) in the CP and AILRM is the acid-insoluble lignin content (g) in the RM.
HY = Gh * Vh * 0.9/CCP
D = 1 − AILCP/AILRM
3. Results and Discussion
3.1. Characterization of Raw Material, CP, and Aqueous Solutions
The RM presented a water content of 7.98% (w/w) and it was characterized in terms of cellulose, hemicellulose, acetyls, lignin, ash, and extractives content. The result is shown in Table 2:
Table 2.
Cynara cardunculus L. composition before the organosolv treatment.
One remarkable result is the quantity of total extractives, which was relatively low for this kind of annual plant. This result is desirable in the fraction process, since extractives could interfere with the D step. The ash content was in the range of annual plants, which vary from about 3–14% [37]. The lignin content was low and in accordance with the values obtained by other authors, where the levels of lignin content ranged from 11.3 to 26.4%, as reported by Ligero et al. [29]. Again, this result could be considered a positive finding for the production of CP with the highest yield possible [38]. The holocellulose content of RM laid within the typical range of the cardoon plant [39,40,41]. This value is high enough to justify the use of cardoon as a source of biochemicals and biofuels in modern biorefinery. The CP resulting from each run was characterized in term of cellulose, hemicellulose, and lignin content (Figure 2). A complete table with all the figures is provided in the Supplementary Material.
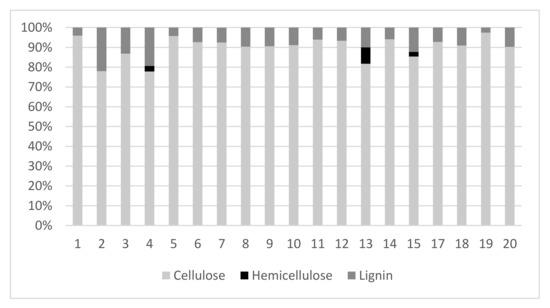
Figure 2.
Characterization of CP after organosolv MAE. The enrichment in cellulose was higher than 80% for all the tested conditions.
Interestingly, all the CP samples showed an excellent enrichment in cellulose, since the cellulose content was always higher than 80%, with values that reached almost 100% in run #1 and run #19. This result alone is enough to highlight the effectiveness of the extraction process using acidified GVL/water mixture. Despite this, optimization is still necessary since the CR was highly variable from sample to sample, as shown in Table 3. Harsh treatment conditions remove the cellulose from RM, which is only partially recovered in the aqueous solution due to degradation reactions. In this regard, run #16 was not analyzed as the CP was in carbonized form, suggesting that it would make no sense to perform harsher treatment conditions than the ones tested.
Table 3.
Cellulose recovered in the CP (CR), hemicellulose solubilized in the water phase, saccharification rate of the CP (HY), and delignification (D) rate of the RM after organosolv MAE.
The goal was to maximize the cellulose enrichment and the CR to obtain almost pure cellulose pulp, which could be used in other biorefinery processes, such as glucose and NCC production [42,43]. The cellulose enrichment was directly connected to the D rate and the hemicellulose solubilization. Lignin is an important fraction that needs to be properly valorized as it is a building block for the synthesis of a large spectrum of biomaterials [44]. The organosolv fractionation carried out in this study allowed the removal of up to 97.39% of lignin, as reported in Table 3. The D rate seemed to be more substantial at higher GVL and acid concentrations, and temperatures. For example, the lowest D value (51.92%) was obtained by run #4, which was the run with the lowest test setting for each factor. On the other hand, the run with the highest test setting (run #9) achieved the best D value and the worst CR value, meaning that increasing the values of the three factors all together was counter-productive.
The GVL, as an organic solvent, solubilizes lignin without reducing its degree of polymerization, so the structure and chemical properties of the lignin are unaffected [45,46]. The high temperature supports the lignin solubilization in GVL [47], while the acid catalyst promotes the break of lignin-hemicellulose ether linkages (β-O-4) [48]. In addition, the acid catalyst enhances the so-called water autohydrolysis process [49], which occurs at elevated temperature and pressure leading to the hydrolysis of polysaccharides, especially hemicellulose.
As shown in Table 3, the higher the CR, the higher the solubilized hemicellulose was. For example, run #13 achieved the best CR and solubilized hemicellulose values. However, the hemicellulose recovery was below 50% for all runs performed due to the degradation of hemicellulose-derived sugars, which was driven by severe treatment conditions [50]. For that reason, the solubilized hemicellulose value was not used for modelling the experimental response, since it was assumed to be related to the CR value.
3.2. Enzymatic Hydrolysis of CP
Despite the high enrichment in cellulose achieved, the extent of the saccharification considerably changed under all operating conditions investigated. The enzymatic hydrolysis of run #9 was not performed because of the low CR value (1.27%), so there are no data for this sample concerning HY.
As shown in Table 3, the HY seemed to be correlated to the D rate and the hemicellulose solubilization, since some of the samples with the highest cellulose content showed high HY (e.g., runs #1, #14 and #19). The HY performance is influenced by the presence of lignin, since it has been reported that high lignin content hinders enzymatic hydrolysis through physical inhibition and non-specific adsorption in enzymes [51,52]. However, other works on enzymatic hydrolysis using pre-treated material with a high lignin content have shown a high saccharification rate [31,53]. Therefore, changes and modifications of lignin operated by organosolv pretreatment could play an important role in HY. It has been suggested that these structural changes in lignin improve enzymatic hydrolysis through an increase in pore volume and surface area. It has also been reported that changes in lignin inhibit enzymatic hydrolysis through irreversible adsorption with cellulase [54]. For example, run #2 achieved a high HY and a low D rate, but run #5 showed the opposite situation. That being said, it is a well-known fact that the pre-treated material has a superior HY than the un-treated material, meaning that some change in biomass structure is needed before the saccharification process [9].
Figure 3 suggests that there could be a positive correlation between acid concentration and HY, which has to be confirmed by following statistical analysis. The different hydrolysis yields observed at the same acid concentration depend on the values assumed by the other two process variables, especially temperature. The enzymatic saccharification of lignocellulose occurs by a complex pathway of reaction between enzymes and the activated cellulose surface. The accessible surface area of cellulose is the most crucial factor affecting the rate of enzymatic hydrolysis reaction and the yield of glucose [55].
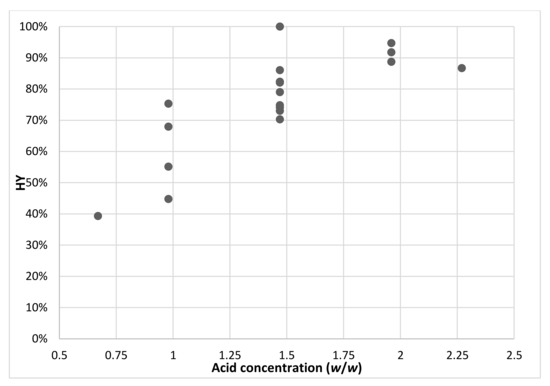
Figure 3.
Saccharification rate of the CP (HY) at increasing H2SO4 concentrations. The HY seems to have a positive correlation with the acid concentration.
Although the exact role of crystalline index in biomass recalcitrance is still under debate, it is generally believed that complete amorphous cellulose is hydrolyzed much more easily than crystalline cellulose [56]. The presence of acid promotes the cleavage of the glycosidic bond, lowering the crystalline degree of cellulose fibers and making them more digestible. The shorter cellulose chains have more reducing ends and are more easily attacked by enzymes [57]. Because of the factors mentioned above, run #1 and run #19 achieved an HY of 91.77% and 100%, respectively, demonstrating that CP with high cellulose content is also extremely digestible. Further confirmation of the role of acid in HY was given by run #5 (low acid concentration), which had a respectable enrichment in cellulose and CR, but a very low value of HY (47.17%).
3.3. Design of Experiment
The RSM was employed for the statistical modeling and optimization of CR, HY, and D. The experimental data obtained from the 20 runs were used to calculate the main effect of the variables (temperature, acid concentration, and GVL/water ratio) on responses. Run #16 was not added to the response surface design for the D rate. The gravimetrical analysis gave a non-specific result due to the carbonization of samples. On the contrary, the characterization analysis and the enzymatic hydrolysis test were performed on the carbonized sample, yielding a value equal to zero in both cases. These figures were employed for the CR and the HY analyses. As discussed above, there was no information concerning the HY of run #9, so the response surface design for the HY excluded this sample.
The backward elimination method with a significance level of 0.1 was used for responses analysis, generating the following multiple linear regression Equations (4)–(6):
D% = −5.36 + 0.0341 T + 0.829 Acid + 9.76 GVL/water − 0.0541 T*GVL/water
HY% = −35.1 + 0.426 T + 2.730 Acid − 0.001279 T*T
CR% = −21.31 + 0.2455 T + 42.23 Acid + 0.948 GVL/water − 0.000689 T*T − 0.2324 T*Acid − 10.03 Acid*GVL/water
The multiple linear regression equations explained the total deviance in the responses quite well, especially for CR, and the results are shown in Table 4.
Table 4.
Model statistics for CR, HY, and D.
The residual plots analysis did not show particular issues, except for run #16 and run #2, which produced large residues in the HY and D models, respectively. These two samples, along with sample 9 (no information for HY response), shared a high process temperature, suggesting that the design matrix for temperature was too large, and shifted towards a temperature that was too high. Therefore, the coefficients R2 and R2 adj for HY and D were under 60% since the models were not able to describe the behavior of the data at high temperatures.
The HY Equation (5) shows that the enzymatic hydrolysis is independent from the GVL/water ratio, confirming what was observed and discussed in previous research work performed by the same authors [31].
The Equations (4)–(6) were used to predict the optimal response under the range of the investigated variables. Figure 4 shows the optimization plot for the three responses investigated. The optimization plot shows how different experimental settings affect the predicted responses for a stored model. Minitab searches for variable settings with higher composite desirability, i.e., optimal solution. In this case, the optimal solution is given by simultaneously maximizing the three responses (CR, HY, and D). The vertical red lines on Figure 4 represent the current factor level settings (the numeric value is displayed in red at the top of the column) of the optimal solution, and the horizontal blue lines and numbers represent expected responses. The composite desirability for all the responses was equal to 0.87, which indicates that a favorable result can be obtained at the proposed factor level settings.
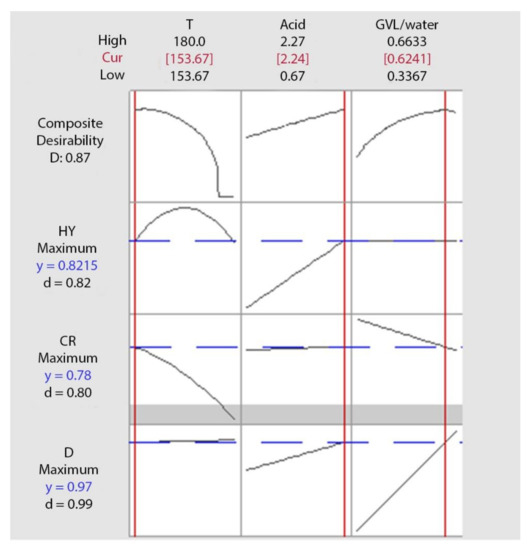
Figure 4.
Optimization plot for maximizing HY, D, and CR. A maximum composite desirability of 0.87 is achieved at a temperature of 153 °C, acid concentration of 2.24% (w/w), and GVl/water ratio of 0.62.
The optimal conditions suggested by the optimization plot were 154 °C, 2.24% acid concentration, and 0.62 GVL/water ratio. The responses predicted with a 95% confidence interval for HY, CR, and D were 82 ± 12.5%, 78 ± 10.8%, and 97 ± 8.2%, respectively. The large standard error is probably a consequence of the temperature range, as discussed above. Indeed, Figure 4 outlines that a temperature below 153 °C could increase the CR.
With regard to acid concentration, Figure 4 shows a very slight increase in CR at higher concentrations. In reality, the addition of more catalyst in the process could decrease the CR because of the acid hydrolysis of cellulose, a well-documented reaction in the academic field [58]. At the optimal temperature (154 °C), the acid concentration positively affected the D rate, which almost reached its maximum value. Therefore, it seems unnecessary to carry out tests at a higher acid concentration. In terms of lignin removal (D), the GVL/water ratio was the most influential factor, as the D value increased considerably at a higher concentration of GVL. The investigated GVL/water ratio seemed correct since its composite desirability reached a steady state at a value (0.62), lower than the maximum tested.
However, a confirmatory study could better confirm these findings and what was previously discussed. This study, using a lower temperature range than that tested (<160 °C), could provide more accurate multiple linear regression equations (higher coefficient of determination) and, so, a truer optimal solution.
In order to test the validity of the models, the RM was treated using the optimal condition suggested. The organosolv MAE treatment was performed in triplicate, and average outcomes are shown in Table 5. Table 5 shows the characterization of CP, the concentration of polymers (cellulose and hemicellulose) in the aqueous solution, and the three experimental responses. The CP was almost entirely made up of cellulose (87.59%), and the lignin and hemicellulose content was very low (<10%), demonstrating that the acidified GVL/water solution can perform D and hemicellulose solubilization efficiently.
Table 5.
Average outcomes of samples obtained by treating the RM with the optimal condition suggested by optimization plot. The organosolv MAE treatment was performed in triplicate.
Due to its composition, the CP could be easily bleached to produce pure cellulose pulp. For example, Moral et al. performed a mild bleaching process (chlorine-free, energy-saving, water-saving) which obtained paper sheets with a high relative brightness [59]. The pure cellulose obtained after the acidified organosolv treatment and light bleaching could be employed for the production of added-value product such as NCC (nanocrystalline cellulose) [60].
The CR value was similar to the one predicted by Equation (6), but with a lower deviation, meaning that the model describes the CR response well. Only 3% of cellulose (1.10 g/100 g RM) was found in the aqueous solution, so the remaining 17% of cellulose was degraded by the severe treatment conditions. As discussed above, the CR value could be further increased by treating the RM at lower temperatures. The obtained mean values for HY and D were slightly different from the predicted ones, confirming the hypothesis discussed concerning the two models. Again, the standard deviations were lower than expected and surprisingly, the HY value (≈87%) was about 5 percentage points higher than predicted. This is a positive finding since the HY could also substantially remain unchanged at lower temperatures. In combining the CR value with the HY value, a glucose yield of 23.42 g/100 g RM can be achieved (70% of the theoretical value). In addition, the glucose released from the CP, after enzymatic hydrolysis, can be converted into biofuel by fermentation processes.
The D value was equal to 80.14%, moderately lower than expected but still decent. It could likely be enhanced by increasing the GVL/water ratio. The high D rate produced a GVL/water solution rich in solubilized lignin and solubilized sugars. The solution can be further fractionated to separate the lignin-containing GVL phase from the sugar-containing aqueous phase. Luterbacher et al. proposed an efficient way to separate GVL from water using CO2 extraction. By diluting five times the GVL with water, the lignin precipitation was observed. The precipitated lignin was characterized by 2D HSQC NMR, showing a composition very similar to native lignin [61]. Alternatively, the lignin-containing GVL can be directly used to produce lignin nanoparticles/nanospheres by dropping or dialysis process [62,63].
The sugars recovered in the aqueous phase were primarily derived from hemicellulose, whose final recovery was about 40% of the initial value. These sugars can be upgraded through catalytic dehydration to furfural and HMF, which have the potential to serve as substitutes for petroleum-based building blocks [64,65].
HMF, furfural, and others chemical precursors produced as by-products during biomass treatment can be used to synthesized GVL. Thus, due to a bio-derived production and efficient solvent recovery strategy, GVL has the potential to be used in current bio-refineries under the closed-loop approach. As proposed by Tirath et al., who performed a techno-economic evaluation and environmental analysis, GVL-assisted biomass pretreatment could pave a way for low-cost future biorefinery [66].
Table 6 shows the response variables investigated in this work for several types of biomass that underwent organosolv treatment using different solvents. Different biomass types display very different compositional characteristics, so a confrontation among them can only be approximate. The CR value obtained in this experimentation was the lowest, but it could be upgraded by lowering the treatment temperature. Interestingly, the D power of GVL was superior to the glycerol and cardoon treated with ethanol. The ethanol/water mixture showed a better D rate only on xylan-free cardoon, which was previously pre-treated with an acidified aqueous solution. With regard to HY values, the data are not complete, and whilst the catalyst concentration plays an important role, it seems that treating biomass with GVL produces a CP more digestible than the one obtained by ethanol organosolv. On the contrary, it is not possible to make a general assumption concerning the glycerol, since the HY value changes based on the biomass treated, with the minimum value very similar to that obtained in this experimentation.
Table 6.
Organosolv treatments for fractionation and saccharification of different lignocellulosic biomass.
4. Conclusions
In this work, Cynara cardunculus L. was used as a potential raw material to produce a cellulose-enriched pulp and technical lignin through acidified organosolv treatment. Process conditions were optimized using response surface methodology. At the optimal condition (154 °C, 2.24% H2SO4, and 0.62 GVL/water ratio), the cellulose recovery and the delignification rate were 79% and 80%, respectively. The resulting cellulose pulp showed a cellulose content of 87.59%, which was efficiently hydrolyzed by cellulolytic enzymes, producing 23.42 g of glucose/100 g RM (HY of 86.94%). About 40% of the initial hemicellulose was recovered as monosaccharides in the aqueous phase. The collected data showed that the GVL/water ratio was the most relevant factor regarding the delignification potential, while it did not influence the HY, which increased by raising the acid concentration. Investigating lower process temperatures (<154 °C) could also be useful for enhancing cellulose recovery and refining the predictive models.
Organosolv using an acidified GVL/water mixture appears to be a promising treatment and worthy of further development. This would focus on the use of the cellulose-enriched pulp for the production of added-value products, such as cellulose nanocrystals, and the characterization of the technical lignin precipitated from the GVL phase.
Supplementary Materials
The following are available online at https://www.mdpi.com/article/10.3390/su13168714/s1, Table S1: CP characterization after organosolv treatment.
Author Contributions
A.B. and T.G. carried out experiments on CP production; G.F. carried out UHPLC analyses; M.G. designed the study and carried out the statistical analyses; P.I. and A.N. drafted the manuscript; and G.C. and V.C. supervised the research. All authors have read and agreed to the published version of the manuscript.
Funding
This study has received financial support by the Ministry of Education, University and Research (MIUR)—Italy, in the frame of the project PON 2015-2020: “ARS01_00985 BIOFEEDSTOCK—Development of Integrated Technological Platforms for Residual Biomass Exploitation”.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Acknowledgments
We would like to thank Matrica for supplying the cardoon biomass.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Friend, A.D. Terrestrial plant production and climate change. J. Exp. Bot. 2010, 61, 1293–1309. [Google Scholar] [CrossRef] [Green Version]
- Hardham, A.R.; Jones, D.A.; Takemoto, D. Cytoskeleton and cell wall function in penetration resistance. Curr. Opin. Plant Biol. 2007, 10, 342–348. [Google Scholar] [CrossRef] [PubMed]
- Agbor, V.B.; Cicek, N.; Sparling, R.; Berlin, A.; Levin, D.B. Biomass pretreatment: Fundamentals toward application. Biotechnol. Adv. 2011, 29, 675–685. [Google Scholar] [CrossRef] [PubMed]
- Wyman, C.E. Biomass ethanol: Technical progress, opportunities, and commercial challenges. Annu. Rev. Energy Environ. 1999, 24, 189–226. [Google Scholar] [CrossRef] [Green Version]
- Ebaid, R.; Wang, H.; Sha, C.; Abomohra, A.E.-F.; Shao, W. Recent trends in hyperthermophilic enzymes production and future perspectives for biofuel industry: A critical review. J. Clean. Prod. 2019, 238, 117925. [Google Scholar] [CrossRef]
- Galbe, M.; Zacchi, G. Pretreatment: The key to efficient utilization of lignocellulosic materials. Biomass Bioenergy 2012, 46, 70–78. [Google Scholar] [CrossRef]
- Elsayed, M.; Abomohra, A.E.-F.; Ai, P.; Jin, K.; Fan, Q.; Zhang, Y. Acetogenesis and methanogenesis liquid digestates for pretreatment of rice straw: A holistic approach for efficient biomethane production and nutrient recycling. Energy Convers. Manag. 2019, 195, 447–456. [Google Scholar] [CrossRef]
- Gomes, F.J.; Santos, F.A.; Colodette, J.L.; Demuner, I.F.; Batalha, L.A. Literature review on biorefinery processes integrated to the pulp industry. Nat. Resour. 2014, 5, 419–432. [Google Scholar] [CrossRef] [Green Version]
- Yang, B.; Wyman, C.E. Pretreatment: The key to unlocking low-cost cellulosic ethanol. Biofuels Bioprod. Biorefining Innov. A Sustain. Econ. 2008, 2, 26–40. [Google Scholar] [CrossRef]
- Wan, C.; Li, Y. Fungal pretreatment of lignocellulosic biomass. Biotechnol. Adv. 2012, 30, 1447–1457. [Google Scholar] [CrossRef]
- Alvira, P.; Tomás-Pejó, E.; Ballesteros, M.; Negro, M. Pretreatment technologies for an efficient bioethanol production process based on enzymatic hydrolysis: A review. Bioresour. Technol. 2010, 101, 4851–4861. [Google Scholar] [CrossRef] [PubMed]
- Li, N.; Li, Y.; Yoo, C.G.; Yang, X.; Lin, X.; Ralph, J.; Pan, X. An uncondensed lignin depolymerized in the solid state and isolated from lignocellulosic biomass: A mechanistic study. Green Chem. 2018, 20, 4224–4235. [Google Scholar] [CrossRef] [Green Version]
- Chakar, F.S.; Ragauskas, A.J. Review of current and future softwood kraft lignin process chemistry. Ind. Crop. Prod. 2004, 20, 131–141. [Google Scholar] [CrossRef]
- Rezaei, S.M.; Makarem, S.; Alexovič, M.; Tabani, H. Simultaneous separation and quantification of acidic and basic dye specimens via a dual gel electro-membrane extraction from real environmental samples. J. Iran. Chem. Soc. 2021, 18, 2091–2099. [Google Scholar] [CrossRef]
- Calvo-Flores, F.G.; Dobado, J.A. Lignin as renewable raw material. ChemSusChem 2010, 3, 1227–1235. [Google Scholar] [CrossRef]
- Meng, X.; Bhagia, S.; Wang, Y.; Zhou, Y.; Pu, Y.; Dunlap, J.R.; Shuai, L.; Ragauskas, A.J.; Yoo, C.G. Effects of the advanced organosolv pretreatment strategies on structural properties of woody biomass. Ind. Crop. Prod. 2020, 146, 112144. [Google Scholar] [CrossRef]
- Grangeiro, L.C.; de Almeida, S.G.C.; de Mello, B.S.; Fuess, L.T.; Sarti, A.; Dussán, K.J. New trends in biogas production and utilization. In Sustainable Bioenergy; Elsevier: Amsterdam, The Netherlands, 2019; pp. 199–223. [Google Scholar]
- Zhang, Z.; Harrison, M.D.; Rackemann, D.W.; Doherty, W.O.; O’Hara, I.M. Organosolv pretreatment of plant biomass for enhanced enzymatic saccharification. Green Chem. 2016, 18, 360–381. [Google Scholar] [CrossRef] [Green Version]
- Zhang, H.; Yang, H.; Guo, H.; Huang, C.; Xiong, L.; Chen, X. Kinetic study on the liquefaction of wood and its three cell wall component in polyhydric alcohols. Appl. Energy 2014, 113, 1596–1600. [Google Scholar] [CrossRef]
- Constant, S.; Wienk, H.L.; Frissen, A.E.; de Peinder, P.; Boelens, R.; Van Es, D.S.; Grisel, R.J.; Weckhuysen, B.M.; Huijgen, W.J.; Gosselink, R.J. New insights into the structure and composition of technical lignins: A comparative characterisation study. Green Chem. 2016, 18, 2651–2665. [Google Scholar] [CrossRef] [Green Version]
- Gelosia, M.; Ingles, D.; Pompili, E.; D’Antonio, S.; Cavalaglio, G.; Petrozzi, A.; Coccia, V. Fractionation of lignocellulosic residues coupling steam explosion and organosolv treatments using green solvent γ-valerolactone. Energies 2017, 10, 1264. [Google Scholar] [CrossRef] [Green Version]
- González, M.; Tejado, Á.; Peña, C.; Labidi, J. Organosolv pulping process simulations. Ind. Eng. Chem. Res. 2008, 47, 1903–1909. [Google Scholar] [CrossRef]
- Mellmer, M.A.; Alonso, D.M.; Luterbacher, J.S.; Gallo, J.M.R.; Dumesic, J.A. Effects of γ-valerolactone in hydrolysis of lignocellulosic biomass to monosaccharides. Green Chem. 2014, 16, 4659–4662. [Google Scholar] [CrossRef]
- Shuai, L.; Questell-Santiago, Y.M.; Luterbacher, J.S. A mild biomass pretreatment using γ-valerolactone for concentrated sugar production. Green Chem. 2016, 18, 937–943. [Google Scholar] [CrossRef] [Green Version]
- Cherubini, F. The biorefinery concept: Using biomass instead of oil for producing energy and chemicals. Energy Convers. Manag. 2010, 51, 1412–1421. [Google Scholar] [CrossRef]
- Angelini, L.G.; Ceccarini, L.; o Di Nasso, N.N.; Bonari, E. Long-term evaluation of biomass production and quality of two cardoon (Cynara cardunculus L.) cultivars for energy use. Biomass Bioenergy 2009, 33, 810–816. [Google Scholar] [CrossRef]
- Ballesteros, M.; Negro, M.J.; Manzanares, P.; Ballesteros, I.; Sáez, F.; Oliva, J.M. Fractionation of Cynara cardunculus (cardoon) biomass by dilute-acid pretreatment. In Applied Biochemistry and Biotecnology; Springer: Berlin/Heidelberg, Germany, 2007; pp. 239–252. [Google Scholar]
- Bertini, A.; Gelosia, M.; Cavalaglio, G.; Barbanera, M.; Giannoni, T.; Tasselli, G.; Nicolini, A.; Cotana, F. Production of Carbohydrates from Cardoon Pre-Treated by Acid-Catalyzed Steam Explosion and Enzymatic Hydrolysis. Energies 2019, 12, 4288. [Google Scholar] [CrossRef] [Green Version]
- Ligero, P.; Villaverde, J.; Vega, A.; Bao, M. Acetosolv delignification of depithed cardoon (Cynara cardunculus) stalks. Ind. Crop. Prod. 2007, 25, 294–300. [Google Scholar] [CrossRef]
- Shatalov, A.A.; Pereira, H. Dissolving grade eco-clean cellulose pulps by integrated fractionation of cardoon (Cynara cardunculus L.) stalk biomass. Chem. Eng. Res. Des. 2014, 92, 2640–2648. [Google Scholar] [CrossRef]
- Gelosia, M.; Bertini, A.; Barbanera, M.; Giannoni, T.; Nicolini, A.; Cotana, F.; Cavalaglio, G. Acid-Assisted Organosolv Pre-Treatment and Enzymatic Hydrolysis of Cynara cardunculus L. for Glucose Production. Energies 2020, 13, 4195. [Google Scholar] [CrossRef]
- Fang, W.; Sixta, H. Advanced Biorefinery based on the Fractionation of Biomass in γ-Valerolactone and Water. ChemSusChem 2015, 8, 73–76. [Google Scholar] [CrossRef] [PubMed]
- Resch, M.G.; Baker, J.; Decker, S. Low Solids Enzymatic Saccharification of Lignocellulosic Biomass; National Renewable Energy Laboratory Golden, CO: Denver, CO, USA, 2015.
- Summative Mass Closure. Available online: https://www.nrel.gov/docs/gen/fy11/48087.pdf (accessed on 3 August 2021).
- Sluiter, A.; Hames, B.; Ruiz, R.; Scarlata, C.; Sluiter, J.; Templeton, D.; Crocker, D. Determination of structural carbohydrates and lignin in biomass. Lab. Anal. Proced. 2008, 1617, 1–16. [Google Scholar]
- Sluiter, A.; Hames, B.; Ruiz, R.; Scarlata, C.; Sluiter, J.; Templeton, D. Determination of Sugars, Byproducts, and Degradation Products in Liquid Fraction Process Samples; National Renewable Energy Laboratory: Golden, CO, USA, 2006.
- Antunes, A.; Amaral, E.; Belgacem, M. Cynara cardunculus L.: Chemical composition and soda-anthraquinone cooking. Ind. Crop. Prod. 2000, 12, 85–91. [Google Scholar] [CrossRef]
- Zhao, X.; Zhang, L.; Liu, D. Biomass recalcitrance. Part I: The chemical compositions and physical structures affecting the enzymatic hydrolysis of lignocellulose. Biofuels Bioprod. Biorefining 2012, 6, 465–482. [Google Scholar] [CrossRef]
- Cotana, F.; Cavalaglio, G.; Gelosia, M.; Coccia, V.; Petrozzi, A.; Ingles, D.; Pompili, E. A comparison between SHF and SSSF processes from cardoon for ethanol production. Ind. Crop. Prod. 2015, 69, 424–432. [Google Scholar] [CrossRef]
- Lourenço, A.; Gominho, J.; Curt, M.D.; Revilla, E.; Villar, J.C.; Pereira, H. Steam Explosion as a Pretreatment of Cynara cardunculus Prior to Delignification. Ind. Eng. Chem. Res. 2017, 56, 424–433. [Google Scholar] [CrossRef]
- Fernandes, M.C.; Ferro, M.D.; Paulino, A.F.C.; Mendes, J.A.S.; Gravitis, J.; Evtuguin, D.V.; Xavier, A.M.R.B. Enzymatic saccharification and bioethanol production from Cynara cardunculus pretreated by steam explosion. Bioresour. Technol. 2015, 186, 309–315. [Google Scholar] [CrossRef] [PubMed]
- Nechyporchuk, O.; Belgacem, M.N.; Bras, J. Production of cellulose nanofibrils: A review of recent advances. Ind. Crop. Prod. 2016, 93, 2–25. [Google Scholar] [CrossRef]
- Obama, P.; Ricochon, G.; Muniglia, L.; Brosse, N. Combination of enzymatic hydrolysis and ethanol organosolv pretreatments: Effect on lignin structures, delignification yields and cellulose-to-glucose conversion. Bioresour. Technol. 2012, 112, 156–163. [Google Scholar] [CrossRef]
- Graglia, M.; Kanna, N.; Esposito, D. Lignin refinery: Towards the preparation of renewable aromatic building blocks. ChemBioEng Rev. 2015, 2, 377–392. [Google Scholar] [CrossRef]
- Lora, J.H.; Glasser, W.G. Recent industrial applications of lignin: A sustainable alternative to nonrenewable materials. J. Polym. Environ. 2002, 10, 39–48. [Google Scholar] [CrossRef]
- Angelini, S.; Ingles, D.; Gelosia, M.; Cerruti, P.; Pompili, E.; Scarinzi, G.; Cavalaglio, G.; Cotana, F.; Malinconico, M. One-pot lignin extraction and modification in γ-valerolactone from steam explosion pre-treated lignocellulosic biomass. J. Clean. Prod. 2017, 151, 152–162. [Google Scholar] [CrossRef]
- Chotirotsukon, C.; Raita, M.; Yamada, M.; Nishimura, H.; Watanabe, T.; Laosiripojana, N.; Champreda, V. Sequential fractionation of sugarcane bagasse using liquid hot water and formic acid-catalyzed glycerol-based organosolv with solvent recycling. BioEnergy Res. 2021, 14, 135–152. [Google Scholar] [CrossRef]
- Sánchez, O.; Sierra, R.; Alméciga-Díaz, C.J. Delignification process of agro-industrial wastes an alternative to obtain fermentable carbohydrates for producing fuel. Altern. Fuel 2011, 7. [Google Scholar] [CrossRef]
- Ruiz, H.A.; Conrad, M.; Sun, S.-N.; Sanchez, A.; Rocha, G.J.; Romaní, A.; Castro, E.; Torres, A.; Rodríguez-Jasso, R.M.; Andrade, L.P. Engineering aspects of hydrothermal pretreatment: From batch to continuous operation, scale-up and pilot reactor under biorefinery concept. Bioresour. Technol. 2020, 299, 122685. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ruiz, H.A.; Rodríguez-Jasso, R.M.; Fernandes, B.D.; Vicente, A.A.; Teixeira, J.A. Hydrothermal processing, as an alternative for upgrading agriculture residues and marine biomass according to the biorefinery concept: A review. Renew. Sustain. Energy Rev. 2013, 21, 35–51. [Google Scholar] [CrossRef] [Green Version]
- Li, M.; Zhang, Q.; Chen, C.; Wang, S.; Min, D. Lignin Interaction with Cellulase during Enzymatic Hydrolysis. Pap. Biomater. 2019, 4, 15–30. [Google Scholar]
- Ladeira Ázar, R.I.S.; Bordignon-Junior, S.E.; Laufer, C.; Specht, J.; Ferrier, D.; Kim, D. Effect of Lignin Content on Cellulolytic Saccharification of Liquid Hot Water Pretreated Sugarcane Bagasse. Molecules 2020, 25, 623. [Google Scholar] [CrossRef] [Green Version]
- Wang, Z.-W.; Zhu, M.-Q.; Li, M.-F.; Wei, Q.; Sun, R.-C. Effects of hydrothermal treatment on enhancing enzymatic hydrolysis of rapeseed straw. Renew. Energy 2019, 134, 446–452. [Google Scholar] [CrossRef]
- Koo, B.-W.; Min, B.-C.; Gwak, K.-S.; Lee, S.-M.; Choi, J.-W.; Yeo, H.; Choi, I.-G. Structural changes in lignin during organosolv pretreatment of Liriodendron tulipifera and the effect on enzymatic hydrolysis. Biomass Bioenergy 2012, 42, 24–32. [Google Scholar] [CrossRef]
- Arantes, V.; Saddler, J.N. Access to cellulose limits the efficiency of enzymatic hydrolysis: The role of amorphogenesis. Biotechnol. Biofuels 2010, 3, 1–11. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Yu, Y.; Wu, H. Significant differences in the hydrolysis behavior of amorphous and crystalline portions within microcrystalline cellulose in hot-compressed water. Ind. Eng. Chem. Res. 2010, 49, 3902–3909. [Google Scholar] [CrossRef]
- Cavalaglio, G.; Gelosia, M.; Giannoni, T.; Barros Lovate Temporim, R.; Nicolini, A.; Cotana, F.; Bertini, A. Acid-catalyzed steam explosion for high enzymatic saccharification and low inhibitor release from lignocellulosic cardoon stalks. Biochem. Eng. J. 2021, 174, 108121. [Google Scholar] [CrossRef]
- Rinaldi, R.; Schüth, F. Acid hydrolysis of cellulose as the entry point into biorefinery schemes. ChemSusChem Chem. Sustain. Energy Mater. 2009, 2, 1096–1107. [Google Scholar] [CrossRef]
- Moral, A.; Aguado, R.; Mutjé, P.; Tijero, A. Papermaking potential of Citrus sinensis trimmings using organosolv pulping, chlorine-free bleaching and refining. J. Clean. Prod. 2016, 112, 980–986. [Google Scholar] [CrossRef]
- Coccia, V.; Cotana, F.; Cavalaglio, G.; Gelosia, M.; Petrozzi, A. Cellulose nanocrystals obtained from Cynara cardunculus and their application in the paper industry. Sustainability 2014, 6, 5252–5264. [Google Scholar] [CrossRef] [Green Version]
- Luterbacher, J.S.; Azarpira, A.; Motagamwala, A.H.; Lu, F.; Ralph, J.; Dumesic, J.A. Lignin monomer production integrated into the γ-valerolactone sugar platform. Energy Environ. Sci. 2015, 8, 2657–2663. [Google Scholar] [CrossRef] [Green Version]
- Wang, G.; Pang, T.; Chen, S.; Sui, W.; Si, C.; Ni, Y. Fabrication of lignin nanospheres by emulsification in a binary γ-valerolactone/glycerol system and their application as a bifunctional reducer and carrier for Pd nanoparticles with enhanced catalytic activity. Green Chem. 2020, 22, 8594–8603. [Google Scholar] [CrossRef]
- Chen, L.; Shi, Y.; Gao, B.; Zhao, Y.; Jiang, Y.; Zha, Z.; Xue, W.; Gong, L. Lignin Nanoparticles: Green Synthesis in a γ-Valerolactone/Water Binary Solvent and Application to Enhance Antimicrobial Activity of Essential Oils. ACS Sustain. Chem. Eng. 2020, 8, 714–722. [Google Scholar] [CrossRef]
- Román-Leshkov, Y.; Chheda, J.N.; Dumesic, J.A. Phase modifiers promote efficient production of hydroxymethylfurfural from fructose. Science 2006, 312, 1933–1937. [Google Scholar] [CrossRef] [Green Version]
- Dutta, S.; De, S.; Saha, B.; Alam, M.I. Advances in conversion of hemicellulosic biomass to furfural and upgrading to biofuels. Catal. Sci. Technol. 2012, 2, 2025–2036. [Google Scholar] [CrossRef]
- Raj, T.; Chandrasekhar, K.; Banu, R.; Yoon, J.-J.; Kumar, G.; Kim, S.-H. Synthesis of γ-valerolactone (GVL) and their applications for lignocellulosic deconstruction for sustainable green biorefineries. Fuel 2021, 303, 121333. [Google Scholar] [CrossRef]
- Zhang, K.; Pei, Z.; Wang, D. Organic solvent pretreatment of lignocellulosic biomass for biofuels and biochemicals: A review. Bioresour. Technol. 2016, 199, 21–33. [Google Scholar] [CrossRef] [PubMed]
- Vergara, P.; Ladero, M.; García-Ochoa, F.; Villar, J.C. Pre-treatment of corn stover, Cynara cardunculus L. stems and wheat straw by ethanol-water and diluted sulfuric acid: Comparison under different energy input conditions. Bioresour. Technol. 2018, 270, 449–456. [Google Scholar] [CrossRef] [PubMed]
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).