
Delamination-and Electromigration-Related Failures in Solar Panels—A Review

 ,
,  ,
,  ,
,  and
and 
Abstract
1. Introduction
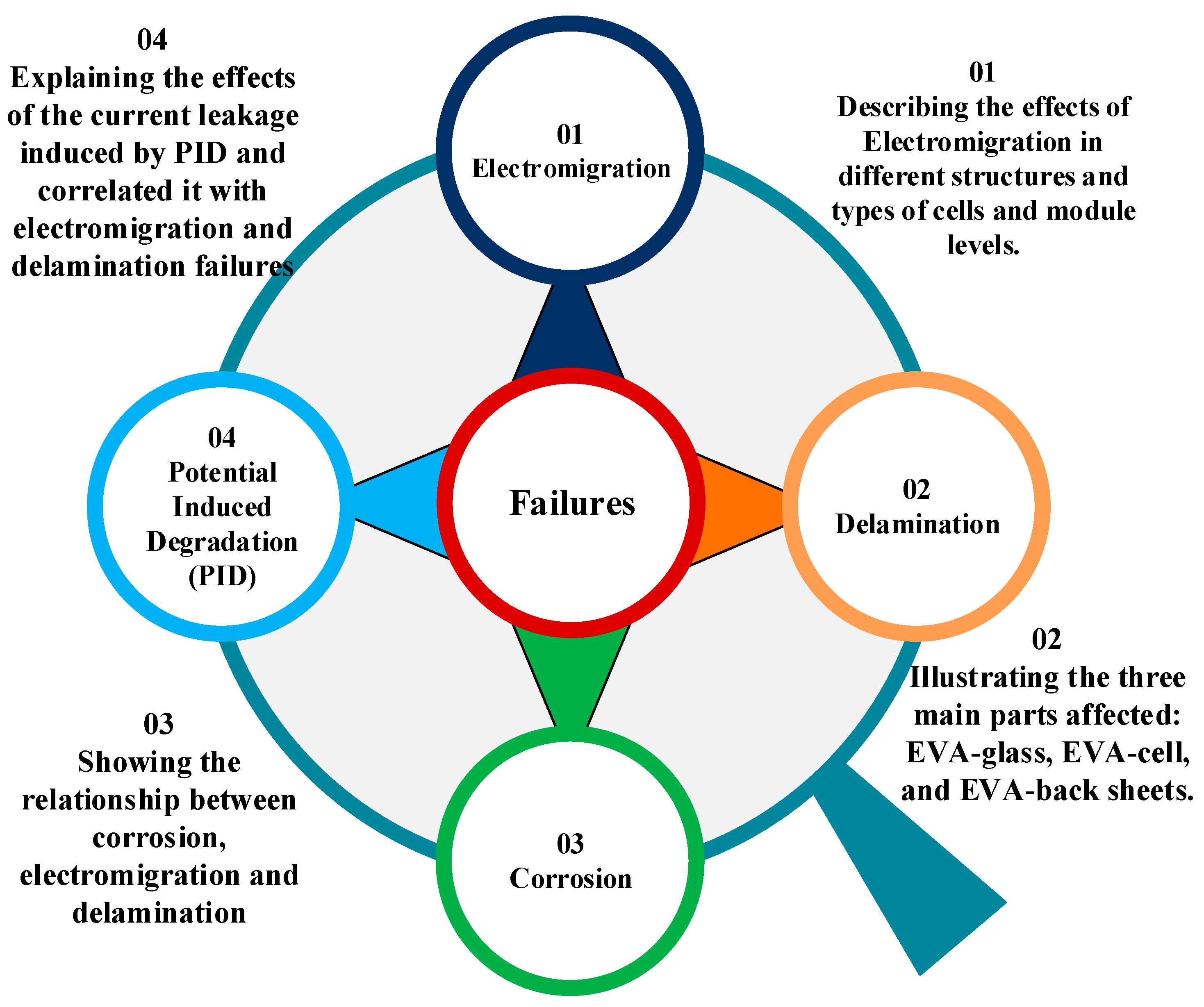
2. Summary of the Discussed Failure Modes
3. Delamination Failures
3.1. ALTs for Delamination Failures
- Cells with a disrupted finger contact lead to darker areas in the solar cell’s active areas.
- Dark spots in the cell region resulted from the solar cell cracks and/or metallization interruption: the 55-cycle minimodule displays five dark areas. The 66-cycle minimodule shows two dark region cells. The dark regions within the active region of a solar cell, as shown in Figure 2, suggest full disconnection, which may be triggered by the front or backside metallization interruptions.
- Cells with discoloration provoked by corrosion undergo a rapid transition from dark to lighter regions.
3.2. Encapsulation Delamination
3.3. Delamination Associated with Corrosion
3.4. Delamination Associated with PID
4. EM Failure
4.1. EM in Metal Film Interconnects
4.2. Characteristics of EM
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| Abbreviation | Definition |
| PV | Photovoltaic |
| PID | Potential-Induced degradation |
| IEC | International Electrotechnical Commission |
| c-Si | Crystalline silicon |
| TF | Thin film |
| DH | Damp heat |
| UV | Ultraviolet |
| ALTs | Accelerated lifetime tests |
| RH | Relative humidity |
| EM | Electromigration |
| Voc | Open-circuit voltage |
| FF | Fill factor |
| Jsc | Short-circuit current density |
| IC | Integrated circuit |
| Si | Silicon |
| EVA | Ethylene-vinyl acetate |
| Rs | Series resistance |
| Pmax | Maximum power |
| Na | Sodium |
| TCO | Transparent conductive oxide |
| TC | Thermal cycle |
| IR | Infrared |
| EL | Electroluminescence |
| NREL | National Renewable Energy Laboratory |
| SEM | Scanning electron microscopy |
| EDS | Energy-dispersive X-ray spectroscopy |
| CdTe | Cadmium telluride |
| K | Potassium |
| Al | Aluminum |
| Au | Gold |
| Ti | Titanium |
| Cr | Chromium |
| Cu | Copper |
| Ag | Silver |
| PVE | Polyvinyl fluoride |
| PET | Polyethylene terephthalate |
| HTV | Humidity, temperature, and voltage |
| LIP | Light-induced plating |
| TEM | Transmission electron microscopy |
| EP | Electroplated |
| HD | Hot dipping |
| IMCs | Intermetallic compounds |
| CTE | Coefficient of thermal expansion |
References
- Khan, R.; Go, Y. Assessment of Malaysia’s Large-Scale Solar Projects: Power System Analysis for Solar PV Grid Integration. Glob. Chall. 2019, 4, 1900060. [Google Scholar] [CrossRef] [PubMed]
- Phinikarides, A.; Kindyni, N.; Makrides, G.; Georghiou, G.E. Review of photovoltaic degradation rate methodologies. Renew. Sustain. Energy Rev. 2014, 40, 143–152. [Google Scholar] [CrossRef]
- Singla, A.; Singh, K.; Yadav, V.K. Environmental effects on performance of solar photovoltaic module. In Proceedings of the 2016 Biennial International Conference on Power and Energy Systems: Towards Sustainable Energy (PESTSE), Bengaluru, India, 21–23 January 2016; pp. 1–6. [Google Scholar]
- Rahman, M.; Hasanuzzaman, M.; Rahim, N. Effects of various parameters on PV-module power and efficiency. Energy Convers. Manag. 2015, 103, 348–358. [Google Scholar] [CrossRef]
- Meyer, S.; Timmel, S.; Gläser, M.; Braun, U.; Wachtendorf, V.; Hagendorf, C. Polymer foil additives trigger the formation of snail trails in photovoltaic modules. Sol. Energy Mater. Sol. Cells 2014, 130, 64–70. [Google Scholar] [CrossRef]
- Peng, P.; Hu, A.; Zheng, W.; Su, P.; He, D.; Oakes, K.D.; Fu, A.; Han, R.; Lee, S.L.; Tang, J.; et al. Microscopy study of snail trail phenomenon on photovoltaic modules. RSC Adv. 2012, 2, 11359–11365. [Google Scholar] [CrossRef]
- Pozza, A.; Sample, T. Crystalline silicon PV module degradation after 20 years of field exposure studied by electrical tests, electroluminescence, and LBIC. Prog. Photovolt. Res. Appl. 2015, 24, 368–378. [Google Scholar] [CrossRef]
- Ndiaye, A.; Kébé, C.M.; Charki, A.; Sambou, V.; Ndiaye, P.A. Photovoltaic Platform for Investigating PV Module Degradation. Energy Procedia 2015, 74, 1370–1380. [Google Scholar] [CrossRef]
- Ishii, T.; Masuda, A. Annual degradation rates of recent crystalline silicon photovoltaic modules. Prog. Photovolt. Res. Appl. 2017, 25, 953–967. [Google Scholar] [CrossRef]
- Omazic, A.; Oreski, G.; Halwachs, M.; Eder, G.; Hirschl, C.; Neumaier, L.; Pinter, G.; Erceg, M. Relation between degradation of polymeric components in crystalline silicon PV module and climatic conditions: A literature review. Sol. Energy Mater. Sol. Cells 2019, 192, 123–133. [Google Scholar] [CrossRef]
- Köntges, M.; Kurtz, S.; Packard, C.E.; Jahn, U.; Berger, K.; Kato, K.; Friesen, T.; Liu, H.; Van Iseghem, M. Review of Failures of Photovoltaic Modules: IEA PVPS. Available online: https://repository.supsi.ch/9645/ (accessed on 21 March 2021).
- Bouaichi, A.; Merrouni, A.A.; Hajjaj, C.; Messaoudi, C.; Ghennioui, A.; Benlarabi, A.; Ikken, B.; El Amrani, A.; Zitouni, H. In-situ evaluation of the early PV module degradation of various technologies under harsh climatic conditions: The case of Morocco. Renew. Energy 2019, 143, 1500–1518. [Google Scholar] [CrossRef]
- Gambogi, W.; Fu, O.; Bradley, A.; Stika, K.; Hamzavy, B.; Smith, R.; Sample, T. The impact of materials properties on PV module performance and durability. In Proceedings of the 27th European Photovoltaic Solar Energy Conference and Exhibition, Frankfurt, Germany, 24–28 September 2012. [Google Scholar]
- Kuitche, J.; TamizhMani, G. Accelerated Lifetime Testing of Photovoltaic Modules Solar America Board for Codes and Standards; A Report of Solar America Board for Codes and Standards; 2013; Available online: http://www.solarabcs.org/about/publications/reports/acceleratedtesting/pdfs/SolarABCs-33-2013.pdf (accessed on 28 March 2021).
- Xia, Z.; Wohlgemuth, J.H.; Cunningham, D.W. A lifetime prediction of PV encapsulant and backsheet via time temperature superposition principle. In Proceedings of the 2009 34th IEEE Photovoltaic Specialists Conference (PVSC), Philadelphia, PA, USA, 7–12 June 2009; pp. 000523–000526. [Google Scholar]
- Dong, N.C.; Islam, M.A.; Ishikawa, Y.; Uraoka, Y. The influence of sodium ions decorated micro-cracks on the evolution of potential induced degradation in p-type crystalline silicon solar cells. Sol. Energy 2018, 174, 1–6. [Google Scholar] [CrossRef]
- Sharma, V.; Chandel, S. Performance and degradation analysis for long term reliability of solar photovoltaic systems: A review. Renew. Sustain. Energy Rev. 2013, 27, 753–767. [Google Scholar] [CrossRef]
- Kumar, S.; Meena, R.; Gupta, R. Imaging and micro-structural characterization of moisture induced degradation in crystalline silicon photovoltaic modules. Sol. Energy 2019, 194, 903–912. [Google Scholar] [CrossRef]
- Jevtic, M. Guidebook for Managing Silicon Chip Reliability; Michael, G.P., Riko, R., Gopal, R., Eds.; CRC Press: Boca Raton, FL, USA, 1999; 224p, ISBN 0-8493-9624-7. [Google Scholar]
- Balaji, N.; Raval, M.C.; Saravanan, S. Review on Metallization in Crystalline Silicon Solar Cells. Solar Cells 2020. [Google Scholar] [CrossRef]
- Dullweber, T.; Stöhr, M.; Kruse, C.; Haase, F.; Rudolph, M.; Beier, B.; Jäger, P.; Mertens, V.; Peibst, R.; Brendel, R. Evolutionary PERC+ solar cell efficiency projection towards 24% evaluating shadow-mask-deposited poly-Si fingers below the Ag front contact as next improvement step. Sol. Energy Mater. Sol. Cells 2020, 212, 110586. [Google Scholar] [CrossRef]
- McMahon, T.J.; Berniard, T.J.; Albin, D.S. Nonlinear shunt paths in thin-film CdTe solar cells. J. Appl. Phys. 2005, 97, 054503. [Google Scholar] [CrossRef]
- Lloyd, J. Black’s law revisited—Nucleation and growth in electromigration failure. Microelectron. Reliab. 2007, 47, 1468–1472. [Google Scholar] [CrossRef]
- Heimann, M.; Klaerner, P.; Luechinger, C.; Mette, A.; Mueller, J.; Traeger, M.; Barthel, T.; Valentin, O.; Wawer, P. Ultrasonic Bonding of Aluminum Ribbons to Interconnect High-Efficiency Crystalline-Silicon Solar Cells. Energy Procedia 2012, 27, 670–675. [Google Scholar] [CrossRef]
- Kang, J.; You, J.; Kang, C.; Pak, J.J.; Kim, D. Investigation of Cu metallization for Si solar cells. Sol. Energy Mater. Sol. Cells 2002, 74, 91–96. [Google Scholar] [CrossRef]
- Chen, K.-J.; Hung, F.-Y.; Lui, T.-S.; Lin, W.-Y. Effects of Static Heat and Dynamic Current on Al/Zn∙Cu/Sn Solder/Ag Interfaces of Sn Photovoltaic Al-Ribbon Modules. Materials 2018, 11, 1642. [Google Scholar] [CrossRef] [PubMed]
- Urrejola, E.; Peter, K.; Plagwitz, H.; Schubert, G. Silicon diffusion in aluminum for rear passivated solar cells. Appl. Phys. Lett. 2011, 98, 153508. [Google Scholar] [CrossRef]
- Urban, T.; Mette, A.; Heitmann, J. Influence of Silver-Aluminium Alloy at Solar Cell Rear Side on Series Resistance and Open Circuit Voltage. Energy Procedia 2016, 92, 236–241. [Google Scholar] [CrossRef]
- Zhang, J.; Gao, X.; Deng, Y.; Zha, Y.; Yuan, C. Comparison of life cycle environmental impacts of different perovskite solar cell systems. Sol. Energy Mater. Sol. Cells 2017, 166, 9–17. [Google Scholar] [CrossRef]
- Chattopadhyay, S.; Dubey, R.; Kuthanazhi, V.; John, J.J.; Solanki, C.S.; Kottantharayil, A.; Arora, B.M.; Narasimhan, K.L.; Kuber, V.; Vasi, J.; et al. Visual Degradation in Field-Aged Crystalline Silicon PV Modules in India and Correlation with Electrical Degradation. IEEE J. Photovolt. 2014, 4, 1470–1476. [Google Scholar] [CrossRef]
- Kleiss, G.; Kirchner, J.; Reichart, K. Quality and Reliability-sometimes the customer wants more. In Proceedings of the NREL Photovoltaic Reliability Workshop, Golden, CO, USA, 24–27 February 2015. [Google Scholar]
- Bouraiou, A.; Hamouda, M.; Chaker, A.; Necaibia, A.; Mostefaoui, M.; Boutasseta, N.; Ziane, A.; Dabou, R.; Sahouane, N.; Lachtar, S. Experimental investigation of observed defects in crystalline silicon PV modules under outdoor hot dry climatic conditions in Algeria. Sol. Energy 2018, 159, 475–487. [Google Scholar] [CrossRef]
- Li, H.; Lv, F.; Diao, H.; Chen, X.; Wang, W. Evaluation of temperature and humidity on PV module degradation- in field degradation analysis of crystalline silicon module. In Proceedings of the 2019 IEEE 46th Photovoltaic Specialists Conference (PVSC), Chicago, IL, USA, 16–21 June 2019; pp. 1986–1990. [Google Scholar]
- Li, J.; Shen, Y.-C.; Hacke, P.; Kempe, M. Electrochemical mechanisms of leakage-current-enhanced delamination and corrosion in Si photovoltaic modules. Sol. Energy Mater. Sol. Cells 2018, 188, 273–279. [Google Scholar] [CrossRef]
- Sangpongsanont, Y.; Chenvidhya, D.; Chuangchote, S.; Kirtikara, K. Corrosion growth of solar cells in modules after 15 years of operation. Sol. Energy 2020, 205, 409–431. [Google Scholar] [CrossRef]
- Xiong, H.; Gan, C.; Yang, X.; Hu, Z.; Niu, H.; Li, J.; Si, J.; Xing, P.; Luo, X. Corrosion behavior of crystalline silicon solar cells. Microelectron. Reliab. 2017, 70, 49–58. [Google Scholar] [CrossRef]
- Hacke, P.L.; Kempe, M.D.; Wohlgemuth, J.; Li, J.; Shen, Y.C. Potential-induced degradation-delamination mode in crystalline silicon modules. In Proceedings of the 2016 Workshop on Crystalline Silicon Solar Cells and Modules: Materials and Processes, Vail, CO, USA, 28–31 August 2016. [Google Scholar]
- Spataru, S.V.; Sera, D.; Hacke, P.; Kerekes, T.; Teodorescu, R. Fault identification in crystalline silicon PV modules by complementary analysis of the light and dark current-voltage characteristics. Prog. Photovolt. Res. Appl. 2015, 24, 517–532. [Google Scholar] [CrossRef]
- Islam, M.A.; Oshima, T.; Kobayashi, D.; Matsuzaki, H.; Nakahama, H.; Ishikawa, Y. Carrier dynamics in the potential-induced degradation in single-crystalline silicon photovoltaic modules. Jpn. J. Appl. Phys. 2018, 57, 08RG14. [Google Scholar] [CrossRef]
- Del Cueto, J.A.; Rummel, S.R. Degradation of photovoltaic modules under high voltage stress in the field. In Proceedings of the Reliability of Photovoltaic Cells, Modules, Components, and Systems III, San Diego, CA, USA, 19 August 2010; Volume 7773. [Google Scholar] [CrossRef]
- Masuda, A.; Hara, Y. Potential-induced degradation of thin-film Si photovoltaic modules. Jpn. J. Appl. Phys. 2017, 56, 04CS04. [Google Scholar] [CrossRef]
- Cotfas, D.T.; Cotfas, P.A.; Floroian, D.I.; Floroian, L. Accelerated Life Test for Photovoltaic Cells Using Concentrated Light. Int. J. Photoenergy 2016, 2016, 1–7. [Google Scholar] [CrossRef]
- Ndiaye, A.; Charki, A.; Kobi, A.; Kébé, C.M.; Ndiaye, P.A.; Sambou, V. Degradations of silicon photovoltaic modules: A literature review. Sol. Energy 2013, 96, 140–151. [Google Scholar] [CrossRef]
- Faye, I.; Ndiaye, A.; Gecke, R.; Blieske, U.; Kobor, D.; Camara, M. Experimental study of observed defects in mini-modules based on crystalline silicone solar cell under damp heat and thermal cycle testing. Sol. Energy 2019, 191, 161–166. [Google Scholar] [CrossRef]
- Tracy, J.; Bosco, N.; Dauskardt, R. Encapsulant Adhesion to Surface Metallization on Photovoltaic Cells. IEEE J. Photovolt. 2017, 7, 1635–1639. [Google Scholar] [CrossRef]
- Shi, W.; Theelen, M.; Gevaerts, V.; Illiberi, A.; Barreau, N.; Butterling, M.; Schut, H.; Egger, W.; Dickmann, M.; Hugenschmidt, C.; et al. Positron Annihilation Studies on the Damp Heat Degradation of ZnO:Al Transparent Conductive Oxide Layers for CIGS Solar Cells. IEEE J. Photovolt. 2018, 8, 1847–1851. [Google Scholar] [CrossRef]
- Martin, I.; Oyster, T.M.; Mansfield, L.M.; Matthews, R.; Pentzer, E.B.; French, R.H.; Peshek, T.J. Interfacial modifiers for enhanced stability and reduced degradation of Cu(In, Ga)Se2 devices. In Proceedings of the 2016 IEEE 43rd Photovoltaic Specialists Conference (PVSC), Philadelphia, PA, USA, 7–12 June 2016; pp. 1489–1493. [Google Scholar]
- Sinha, A.; Moffitt, S.L.; Hurst, K.; Kempe, M.; Han, K.; Shen, Y.-C.; Miller, D.C.; Hacke, P.; Schelhas, L.T. Understanding interfacial chemistry of positive bias high-voltage degradation in photovoltaic modules. Sol. Energy Mater. Sol. Cells 2021, 223, 110959. [Google Scholar] [CrossRef]
- López-Escalante, M.; Caballero, L.J.; Martín, F.; Gabás, M.; Cuevas, A.; Ramos-Barrado, J. Polyolefin as PID-resistant encapsulant material in PV modules. Sol. Energy Mater. Sol. Cells 2016, 144, 691–699. [Google Scholar] [CrossRef]
- Peike, C.; Purschke, L.; Weiss, K.-A.; Kohl, M.; Kempe, M.D. Towards the origin of photochemical EVA discoloration. In Proceedings of the 2013 IEEE 39th Photovoltaic Specialists Conference (PVSC), Tampa, FL, USA, 16–21 June 2013; pp. 1579–1584. [Google Scholar]
- Jiang, S.; Wang, K.; Zhang, H.; Ding, Y.; Yu, Q. Encapsulation of PV Modules Using Ethylene Vinyl Acetate Copolymer as the Encapsulant. Macromol. React. Eng. 2015, 9, 522–529. [Google Scholar] [CrossRef]
- Tamizmani, G. Reliability Evaluation of PV Power Plants Input Data for Warranty, Bankability and Energy Estimation Models. In Proceedings of the PV Module Reliability Workshop 2014, Golden, CO, USA, 25 February 2014. [Google Scholar]
- Jordan, D.C.; Wohlgemuth, J.H.; Kurtz, S.R. Technology and Climate Trends in PV Module Degradation; National Renewable Energy Lab. (NREL): Golden, CO, USA, 2012.
- Farrell, C.; Osman, A.; Doherty, R.; Saad, M.; Zhang, X.; Murphy, A.; Harrison, J.; Vennard, A.; Kumaravel, V.; Al-Muhtaseb, A.; et al. Technical challenges and opportunities in realising a circular economy for waste photovoltaic modules. Renew. Sustain. Energy Rev. 2020, 128, 109911. [Google Scholar] [CrossRef]
- Meena, R.; Kumar, S.; Gupta, R. Comparative investigation and analysis of delaminated and discolored encapsulant degradation in crystalline silicon photovoltaic modules. Sol. Energy 2020, 203, 114–122. [Google Scholar] [CrossRef]
- Wohlgemuth, J.H.; Hacke, P.; Bosco, N.; Miller, D.C.; Kempe, M.D.; Kurtz, S.R. Assessing the causes of encapsulant delamination in PV modules. In Proceedings of the 2016 IEEE 43rd Photovoltaic Specialists Conference (PVSC), Portland, OR, USA, 5–10 June 2016; pp. 248–254. [Google Scholar]
- de Oliveira, M.C.C.; Cardoso, A.S.A.D.; Viana, M.M.; Lins, V.D.F.C. The causes and effects of degradation of encapsulant ethylene vinyl acetate copolymer (EVA) in crystalline silicon photovoltaic modules: A review. Renew. Sustain. Energy Rev. 2018, 81, 2299–2317. [Google Scholar] [CrossRef]
- Wohlgemuth, J.; Silverman, T.; Miller, D.C.; McNutt, P.; Kempe, M.; Deceglie, M. Evaluation of PV module field performance. In Proceedings of the 2015 IEEE 42nd Photovoltaic Specialist Conference (PVSC), New Orleans, LA, USA, 14–19 June 2015; pp. 1–7. [Google Scholar]
- Park, N.; Jeong, J.; Kang, B.; Kim, D. The effect of encapsulant discoloration and delamination on the electrical characteristics of photovoltaic module. Microelectron. Reliab. 2013, 53, 1818–1822. [Google Scholar] [CrossRef]
- Oh, W.; Bae, S.; Kim, S.; Park, N.; Chan, S.-I.; Choi, H.; Hwang, H.; Kim, D. Analysis of degradation in 25-year-old field-aged crystalline silicon solar cells. Microelectron. Reliab. 2019, 100–101, 113392. [Google Scholar] [CrossRef]
- Osterwald, C.; McMahon, T.; del Cueto, J. Electrochemical corrosion of SnO2:F transparent conducting layers in thin-film photovoltaic modules. Sol. Energy Mater. Sol. Cells 2003, 79, 21–33. [Google Scholar] [CrossRef]
- Asadpour, R.; Sun, X.; Alam, M.A. Electrical Signatures of Corrosion and Solder Bond Failure in c-Si Solar Cells and Modules. IEEE J. Photovolt. 2019, 9, 759–767. [Google Scholar] [CrossRef]
- Mon, G.R.; Ross, R.G., Jr. Amorphous-silicon module intercell corrosion. AIP Conf. Proc. 1987, 157, 350–357. [Google Scholar]
- Yen, B.K.; White, R.L.; Waltman, R.J.; Dai, Q.; Miller, D.C.; Kellock, A.J.; Marchon, B.; Kasai, P.H.; Toney, M.F.; York, B.R.; et al. Microstructure and properties of ultrathin amorphous silicon nitride protective coating. J. Vac. Sci. Technol. A 2003, 21, 1895–1904. [Google Scholar] [CrossRef]
- Asadpour, R.; Chavali, R.V.K.; Alam, M.A. Physics-Based computational modeling of moisture ingress in solar modules: Location-specific corrosion and delamination. In Proceedings of the 2016 IEEE 43rd Photovoltaic Specialists Conference (PVSC), Portland, OR, USA, 5–10 June 2016; pp. 840–843. [Google Scholar]
- Kaden, T.; Lammers, K.; Möller, H.J. Power loss prognosis from thermographic images of PID affected silicon solar modules. Sol. Energy Mater. Sol. Cells 2015, 142, 24–28. [Google Scholar] [CrossRef]
- Masuda, A.; Hara, Y.; Shiina, Y.; Okamoto, S.; Okamoto, T. Similarity of potential-induced degradation in superstrate-type thin-film CdTe and Si photovoltaic modules. Jpn. J. Appl. Phys. 2019, 58, SBBF07. [Google Scholar] [CrossRef]
- Jiang, F.; Liu, H.; Zou, X. Test and Analysis of Potential Induced Degradation in Crystalline Silicon PV Modules. In Proceedings of the 2018 Chinese Control and Decision Conference (CCDC), Shenyang, China, 9–11 June 2018; pp. 4993–4996. [Google Scholar]
- Oh, W.; Bae, S.; Chan, S.-I.; Lee, H.-S.; Kim, D.; Park, N. Field degradation prediction of potential induced degradation of the crystalline silicon photovoltaic modules based on accelerated test and climatic data. Microelectron. Reliab. 2017, 76–77, 596–600. [Google Scholar] [CrossRef]
- Oh, W.; Bae, S.; Kim, D.; Park, N. Initial detection of potential-induced degradation using dark I–V characteristics of crystalline silicon photovoltaic modules in the outdoors. Microelectron. Reliab. 2018, 88–90, 998–1002. [Google Scholar] [CrossRef]
- Pingel, S.; Frank, O.; Winkler, M.; Daryan, S.; Geipel, T.; Hoehne, H.; Berghold, J. Potential Induced Degradation of solar cells and panels. In Proceedings of the 2010 35th IEEE Photovoltaic Specialists Conference, Honolulu, HI, USA, 20–25 June 2010; Institute of Electrical and Electronics Engineers (IEEE); pp. 002817–002822. [Google Scholar]
- Ebneali, F.; Tatapudi, S.; Tamizhmani, G. Potential induced degradation of pre-stressed photovoltaic modules: Influence of polarity, surface conductivity and temperature. In Proceedings of the 2013 IEEE 39th Photovoltaic Specialists Conference (PVSC), Tampa, FL, USA, 16–21 June 2013; pp. 1548–1553. [Google Scholar]
- Hoffmann, S.; Koehl, M. Effect of humidity and temperature on the potential-induced degradation. Prog. Photovolt. Res. Appl. 2012, 22, 173–179. [Google Scholar] [CrossRef]
- Naumann, V.; Geppert, T.; Großer, S.; Wichmann, D.; Krokoszinski, H.-J.; Werner, M.; Hagendorf, C. Potential-induced Degradation at Interdigitated Back Contact Solar Cells. Energy Procedia 2014, 55, 498–503. [Google Scholar] [CrossRef]
- Oh, W.; Kim, J.; Kang, B.; Bae, S.; Lee, K.D.; Lee, H.-S.; Kim, D.; Chan, S.-I. Evaluation of potential-induced degradation in crystalline Si solar cells using Na fault injection. Microelectron. Reliab. 2016, 64, 646–649. [Google Scholar] [CrossRef]
- Muzzillo, C.P.; Glynn, S.; Hacke, P.; Moutinho, H.R.; Young, M.R.; Teeter, G.; Repins, I.L.; Mansfield, L.M. Potential-Induced Degradation of Cu(In,Ga)Se2 Solar Cells: Alkali Metal Drift and Diffusion Effects. IEEE J. Photovolt. 2018, 8, 1337–1342. [Google Scholar] [CrossRef]
- Naumann, V.; Lausch, D.; Graff, A.; Werner, M.; Swatek, S.; Bauer, J.; Hähnel, A.; Breitenstein, O.; Großer, S.; Bagdahn, J.; et al. The role of stacking faults for the formation of shunts during potential-induced degradation of crystalline Si solar cells. Phys. Status Solidi (RRL) Rapid Res. Lett. 2013, 7, 315–318. [Google Scholar] [CrossRef]
- Bauer, J.; Naumann, V.; Großer, S.; Hagendorf, C.; Schütze, M.; Breitenstein, O. On the mechanism of potential-induced degradation in crystalline silicon solar cells. Phys. Status Solidi (RRL) Rapid Res. Lett. 2012, 6, 331–333. [Google Scholar] [CrossRef]
- Katayama, N.; Osawa, S.; Matsumoto, S.; Nakano, T.; Sugiyama, M. Degradation and fault diagnosis of photovoltaic cells using impedance spectroscopy. Sol. Energy Mater. Sol. Cells 2019, 194, 130–136. [Google Scholar] [CrossRef]
- Naumann, V.; Lausch, D.; Hähnel, A.; Bauer, J.; Breitenstein, O.; Graff, A.; Werner, M.; Swatek, S.; Großer, S.; Bagdahn, J.; et al. Explanation of potential-induced degradation of the shunting type by Na decoration of stacking faults in Si solar cells. Sol. Energy Mater. Sol. Cells 2014, 120, 383–389. [Google Scholar] [CrossRef]
- Peshek, T.J.; Fada, J.S.; Martin, I. Degradation Processes in Photovoltaic Cells. In Durability and Reliability of Polymers and Other Materials in Photovoltaic Modules; Elsevier BV: Amsterdam, The Netherlands, 2019; pp. 97–118. [Google Scholar]
- Kumar, M.; Kumar, A. Performance assessment and degradation analysis of solar photovoltaic technologies: A review. Renew. Sustain. Energy Rev. 2017, 78, 554–587. [Google Scholar] [CrossRef]
- Li, J.; Ohno, T.R.; Wolden, C.A. The impact of different metallization layers on CdTe solar cells contacted with ZnTe:Cu buffer layers. In Proceedings of the 2016 IEEE 43rd Photovoltaic Specialists Conference (PVSC), Portland, OR, USA, 5–10 June 2016; pp. 1474–1479. [Google Scholar]
- Hacke, P.; Kempe, M.; Terwilliger, K.; Glick, S.; Call, N.; Johnston, S.; Kurtz, S.; Bennett, I.; Kloos, M. Characterization of Multicrystalline Silicon Modules with System Bias Voltage Applied in Damp Heat. In Proceedings of the 25th European Photovoltaic Solar Energy Conference and Exhibition/5th World Conference on Photovoltaic Energy Conversion, Valencia, Spain, 6–10 September 2010; pp. 3760–3765. [Google Scholar] [CrossRef]
- de Orio, R.; Ceric, H.; Selberherr, S. Physically based models of electromigration: From Black’s equation to modern TCAD models. Microelectron. Reliab. 2010, 50, 775–789. [Google Scholar] [CrossRef]
- Vanstreels, K.; Czarnecki, P.; Kirimura, T.; Siew, Y.K.; De Wolf, I.; Bömmels, J.; Tőkei, Z.; Croes, K. In-situ scanning electron microscope observation of electromigration-induced void growth in 30 nm ½ pitch Cu interconnect structures. J. Appl. Phys. 2014, 115, 74305. [Google Scholar] [CrossRef]
- Ceric, H.; Selberherr, S. Electromigration in submicron interconnect features of integrated circuits. Mater. Sci. Eng. R: Rep. 2011, 71, 53–86. [Google Scholar] [CrossRef]
- Theelen, M.; Daume, F. Stability of Cu(In,Ga)Se 2 solar cells: A literature review. Sol. Energy 2016, 133, 586–627. [Google Scholar] [CrossRef]
- Nyarko, F.K.; Takyi, G.; Amalu, E.H. Robust crystalline silicon photovoltaic module (c-Si PVM) for the tropical climate: Future facing the technology. Sci. Afr. 2020, 8, e00359. [Google Scholar] [CrossRef]
- Khaligh, H.H.; Goldthorpe, I.A. Failure of silver nanowire transparent electrodes under current flow. Nanoscale Res. Lett. 2013, 8, 235. [Google Scholar] [CrossRef]
- Lennon, A.; Colwell, J.; Rodbell, K.P. Challenges facing copper-plated metallisation for silicon photovoltaics: Insights from integrated circuit technology development. Prog. Photovolt. Res. Appl. 2019, 27, 67–97. [Google Scholar] [CrossRef]
- Zarmai, M.T.; Ekere, P.N.N.; Oduoza, C.; Amalu, E.H. A review of interconnection technologies for improved crystalline silicon solar cell photovoltaic module assembly. Appl. Energy 2015, 154, 173–182. [Google Scholar] [CrossRef]
- Berhe, T.A.; Su, W.-N.; Chen, C.-H.; Pan, C.-J.; Cheng, J.-H.; Chen, H.-M.; Tsai, M.-C.; Chen, L.-Y.; Dubale, A.A.; Hwang, B.-J. Organometal halide perovskite solar cells: Degradation and stability. Energy Environ. Sci. 2016, 9, 323–356. [Google Scholar] [CrossRef]
- Colwell, J.; Hsiao, P.-C.; Shen, X.; Zhang, W.; Wang, X.; Lim, S.; Lennon, A. Impact of contact integrity during thermal stress testing on degradation analysis of copper-plated silicon solar cells. Sol. Energy Mater. Sol. Cells 2018, 174, 225–232. [Google Scholar] [CrossRef]
- Raval, M.C.; Solanki, C.S. Review of Ni-Cu Based Front Side Metallization for c-Si Solar Cells. J. Sol. Energy 2013, 2013, 1–20. [Google Scholar] [CrossRef]
- Cao, L.; Ganesh, K.J.; Zhang, L.; Aubel, O.; Hennesthal, C.; Hauschildt, M.; Ferreira, P.J.; Ho, P.S. Grain structure analysis and effect on electromigration reliability in nanoscale Cu interconnects. Appl. Phys. Lett. 2013, 102, 131907. [Google Scholar] [CrossRef]
- Dang, C.; Labie, R.; Simoen, E.; Poortmans, J. Detailed structural and electrical characterization of plated crystalline silicon solar cells. Sol. Energy Mater. Sol. Cells 2018, 184, 57–66. [Google Scholar] [CrossRef]
- Stahlmecke, B.; Zu Heringdorf, F.-J.M.; Chelaru, L.I.; Hoegen, M.H.-V.; Dumpich, G.; Roos, K.R. Electromigration in self-organized single-crystalline silver nanowires. Appl. Phys. Lett. 2006, 88, 53122. [Google Scholar] [CrossRef]
- Kaspers, M.R.; Bernhart, A.M.; Zu Heringdorf, F.-J.M.; Dumpich, G.; Möller, R. Electromigration and potentiometry measurements of single-crystalline Ag nanowires under UHV conditions. J. Physics: Condens. Matter 2009, 21, 265601. [Google Scholar] [CrossRef] [PubMed]
- Sun, Q.; Lu, Y.; Xu, X.; Huang, F.; Tang, C. Morphological evolution and migration behavior of silver thin films on flexible substrates during thermal cycle testing. Adv. Mech. Eng. 2018, 10. [Google Scholar] [CrossRef]
- Liu, T.-C.; Liu, C.-M.; Huang, Y.-S.; Chen, C.; Tu, K.-N. Eliminate Kirkendall voids in solder reactions on nanotwinned copper. Scr. Mater. 2013, 68, 241–244. [Google Scholar] [CrossRef]
- Nix, W.D.; Arzt, E. On void nucleation and growth in metal interconnect lines under electromigration conditions. Met. Mater. Trans. A 1992, 23, 2007–2013. [Google Scholar] [CrossRef]
- Huang, Q.; Lilley, C.M.; Divan, R. Anin situinvestigation of electromigration in Cu nanowires. Nanotechnology 2009, 20, 075706. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Paper Reference | Test Type | PV Technology | Parameters | Affected Region | Failure Result | Diagnostic Tool |
|---|---|---|---|---|---|---|
| [44] | Damp heat | c-Si | Phase 1: 85 °C, 85% RH, 1300 h Phase 2: 85 °C, 85% RH, 1000 h | Delamination and corrosion | ISC reduced by more than 85% from the initial value. | Visual inspection |
| [45] | Damp heat | c-Si | 85 °C, 85% RH, 1000 h | EVA–silver interface (after 300 h only) | More than 90% loss in adhesion energy | Visual inspection |
| [46] | Damp heat | TF | 85 °C, 85% RH, 683 h | Delamination of TCO layer | Efficiency reduced from 14% to 5.3% and increased Rs | Visual inspection |
| [47] | Damp heat | TF | 85 °C, 85% RH, 1000 h | Delamination of AZO layer | NA | Visual inspection |
| [18] | Damp heat | c-Si | 85 °C, 85% RH, 3000 h | Adhesion loss of Si-Ag interface | Decrease in FF by (12–14%) because of migration of tin metal (from the solder joints) | EL image and SEM, EDX image |
| [34] | Combined stress | c-Si | (85 °C, 85% RH, damp heat 1000 h) (72 °C, 95% RH, bias −1000 V, 292 h) | Front EVA and cell interface delamination | Corrosion of Si and SiOxNy | SEM and EDX |
| [48] | Combined stress | c-Si | 85 °C, 85% RH, damp heat 1000 h). Additionally, 72 °C, 95% RH, bias +1000 V dwell time was extended to 3 months | EVA discoloration and enable delamination caused by migration of Ag ions oxide and/or Ag sulfide | 30–32% power losses are mainly attributed to ISC loss. ISC (16–25%), FF (<12%), and a slight reduction in VOC (<6%) | X-ray photoelectron spectroscopy (XPS) |
| Type of Encapsulation Degradation | Figure | Causes | Effects |
|---|---|---|---|
| Encapsulant–glass delamination | EVA–glass delamination has a propensity to occur either directly over the junction box or at the corner areas [56] | UV exposure at higher temperature and humidity Contamination of the glass and EVA materials | Increase the light reflection of the glass Water penetration into the module structure |
| Encapsulant–cell delamination | Mostly, occurring around the interconnect ribbons and metallization [60] | High current leakage (by enhancing the flow of ions like sodium) Fluxing cycle issues by leaving residues Insufficient EVA flowing under the tabbing ribbon leaves voids below the ribbon where water can intensify at the cool condition and evaporate, creating a bubble in a hot condition | Major transmission loss Major loss in power output of the module greater than EVA glass Enhance the occurring of corrosion due to the condensation of sodium ions |
| Encapsulant–back sheet delamination | Occur between the encapsulant and the back sheet or between layers of the back sheet itself [57] | Residual and external stresses, which weaken the adhesion between the encapsulant and the back sheet | In terms of PV performance, back sheets do not play a role as important as EVA–glass and EVA–cell encapsulant |
| Paper Reference | [37] | [41] |
|---|---|---|
| Type of solar cell | Multi c-Si | Tandem TF |
| PVstructure | Glass/EVA/mc-Si cell/EVA/(PVF/PET/PVF back sheet) | Substrate glass (SLG)/ a-Si:H/µc-Si:H cell/EVA/(PVF/PET/PVF backsheet) |
| PID test structure | Aluminum foil used to cover the front glass (72 °C and 95% RH) while applying the system voltage of −1000 V for 292 h | Al plate/conductive rubber sheet/substrate SLG/Tandem TF cell/EVA/back sheet), positive and negative shorted electrodes then −1000 V applied from the grounded aluminum plate to the shorted electrodes (85 °C and relative humidity of <2%) |
| Electrical result of the PID test | High leakage current and power losses of the sample that are showing delamination failure | ISC and FF decreased by 17% and 22%, respectively, within the first 150 h. Then, this decreased become saturated after the 150 h until 300 h. Unlike VOC and Pmax, they did not show any saturation for the decreasing until 300 h (38% and 59%), respectively. |
| Remark for PID test | Field and stressed samples exhibit delamination around the bus bars: severe in field one but comparable delamination for both | Linear-shape delamination is also observed after over 150 h of the PID test. The starting point of the linear-shape delamination is located at a scribe line or near interconnector ribbons |
| Location | Florida | Japan |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hasan, A.A.Q.; Ahmed Alkahtani, A.; Shahahmadi, S.A.; Nur E. Alam, M.; Islam, M.A.; Amin, N. Delamination-and Electromigration-Related Failures in Solar Panels—A Review. Sustainability 2021, 13, 6882. https://doi.org/10.3390/su13126882
Hasan AAQ, Ahmed Alkahtani A, Shahahmadi SA, Nur E. Alam M, Islam MA, Amin N. Delamination-and Electromigration-Related Failures in Solar Panels—A Review. Sustainability. 2021; 13(12):6882. https://doi.org/10.3390/su13126882
Chicago/Turabian StyleHasan, Abdulwahab A. Q., Ammar Ahmed Alkahtani, Seyed Ahmad Shahahmadi, Mohammad Nur E. Alam, Mohammad Aminul Islam, and Nowshad Amin. 2021. "Delamination-and Electromigration-Related Failures in Solar Panels—A Review" Sustainability 13, no. 12: 6882. https://doi.org/10.3390/su13126882
APA StyleHasan, A. A. Q., Ahmed Alkahtani, A., Shahahmadi, S. A., Nur E. Alam, M., Islam, M. A., & Amin, N. (2021). Delamination-and Electromigration-Related Failures in Solar Panels—A Review. Sustainability, 13(12), 6882. https://doi.org/10.3390/su13126882