Design of Human-Centered Collaborative Assembly Workstations for the Improvement of Operators’ Physical Ergonomics and Production Efficiency: A Case Study






Abstract
1. Introduction
2. Materials and Methods
- a)
- Analysis of the current situation in terms of physical ergonomics;
- b)
- Evaluation of the potentials for collaborative robotics;
- c)
- Workstation re-design for physical ergonomics and production efficiency enhancement.
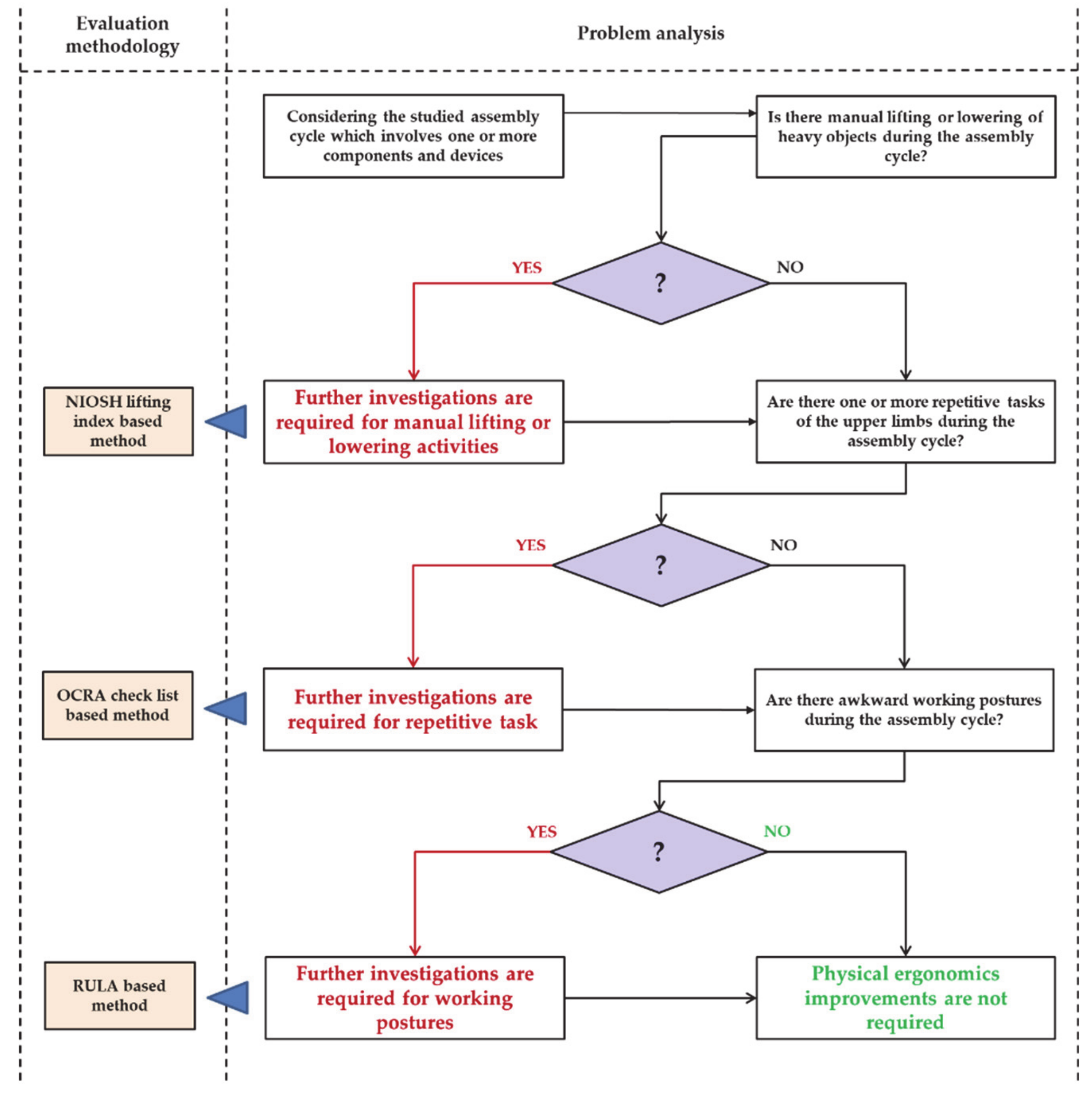
2.1. Analysis of the Current Situation in Terms of Physical Ergonomics
2.2. Evaluation of the Potential for Collaborative Robotics
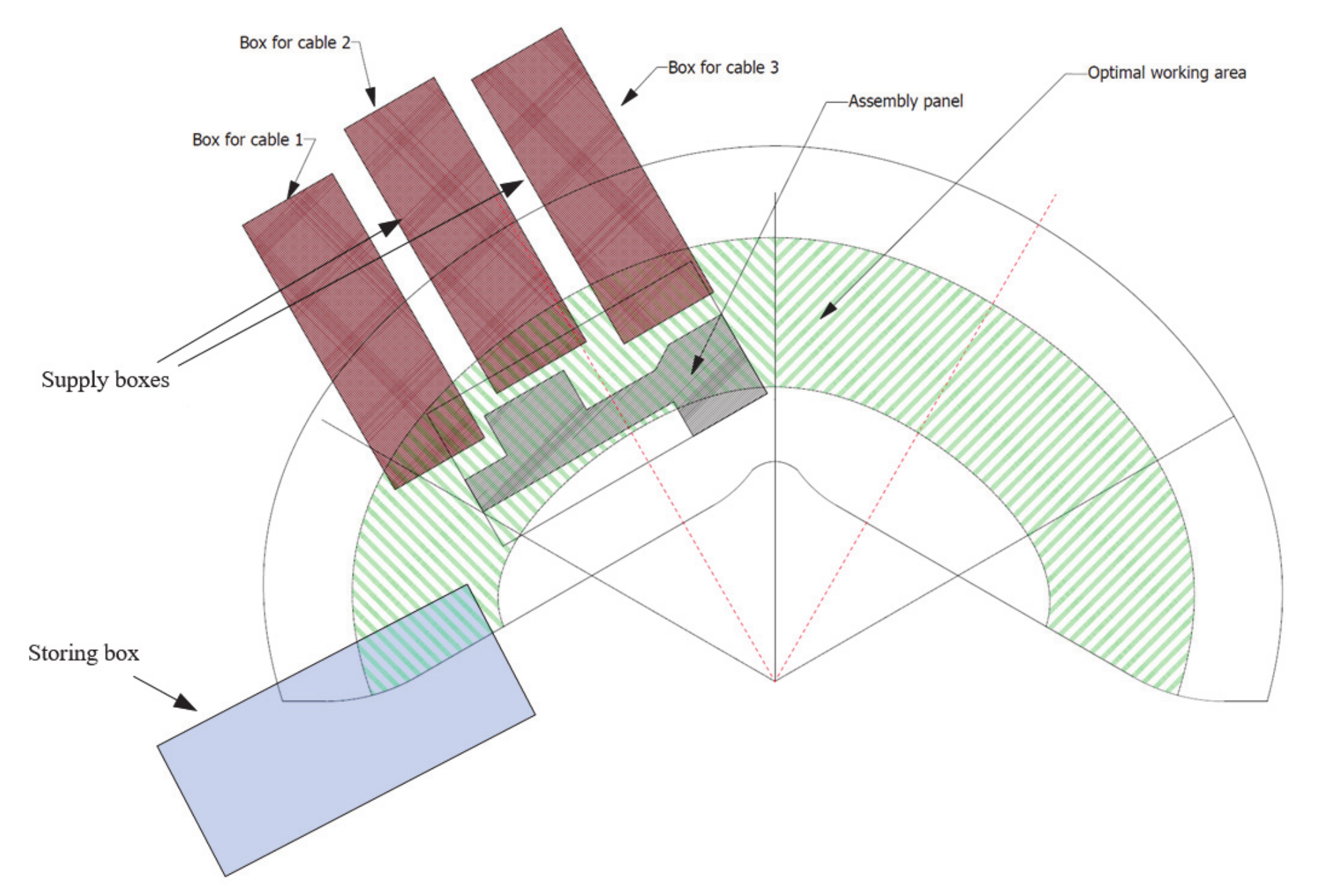
2.3. Workstation Re-Design for Physical Ergonomics and Production Efficiency Enhancement
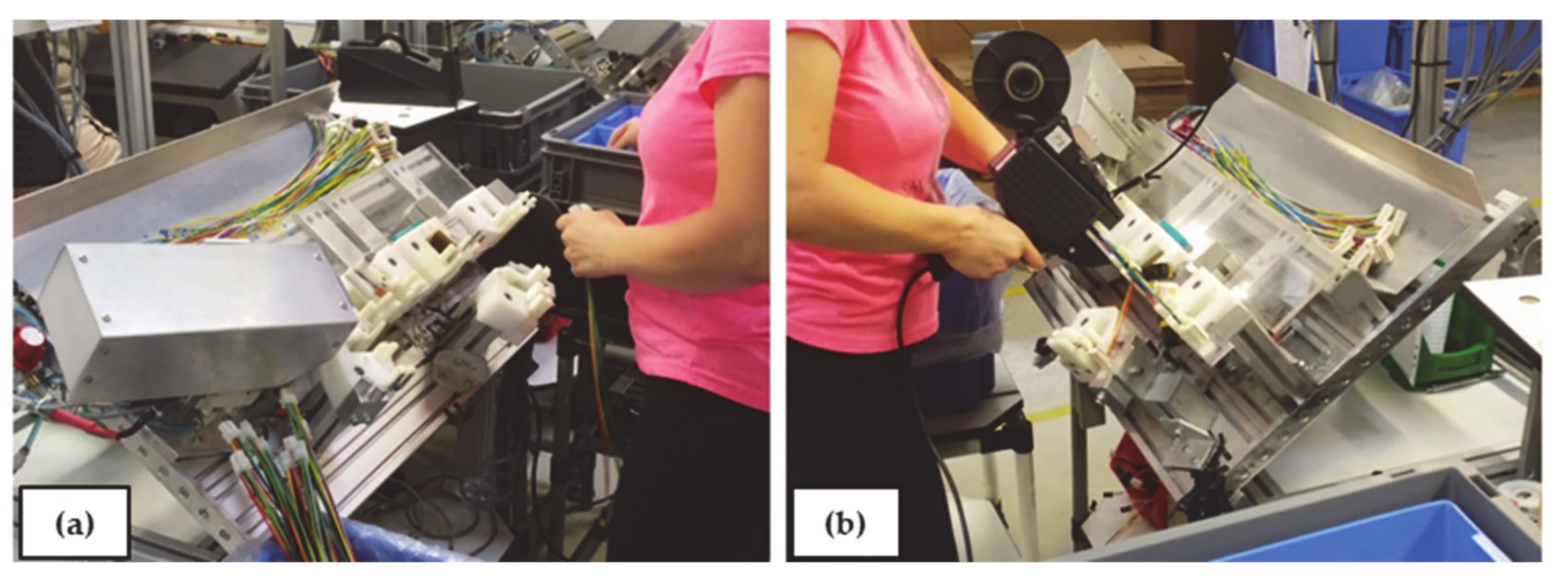
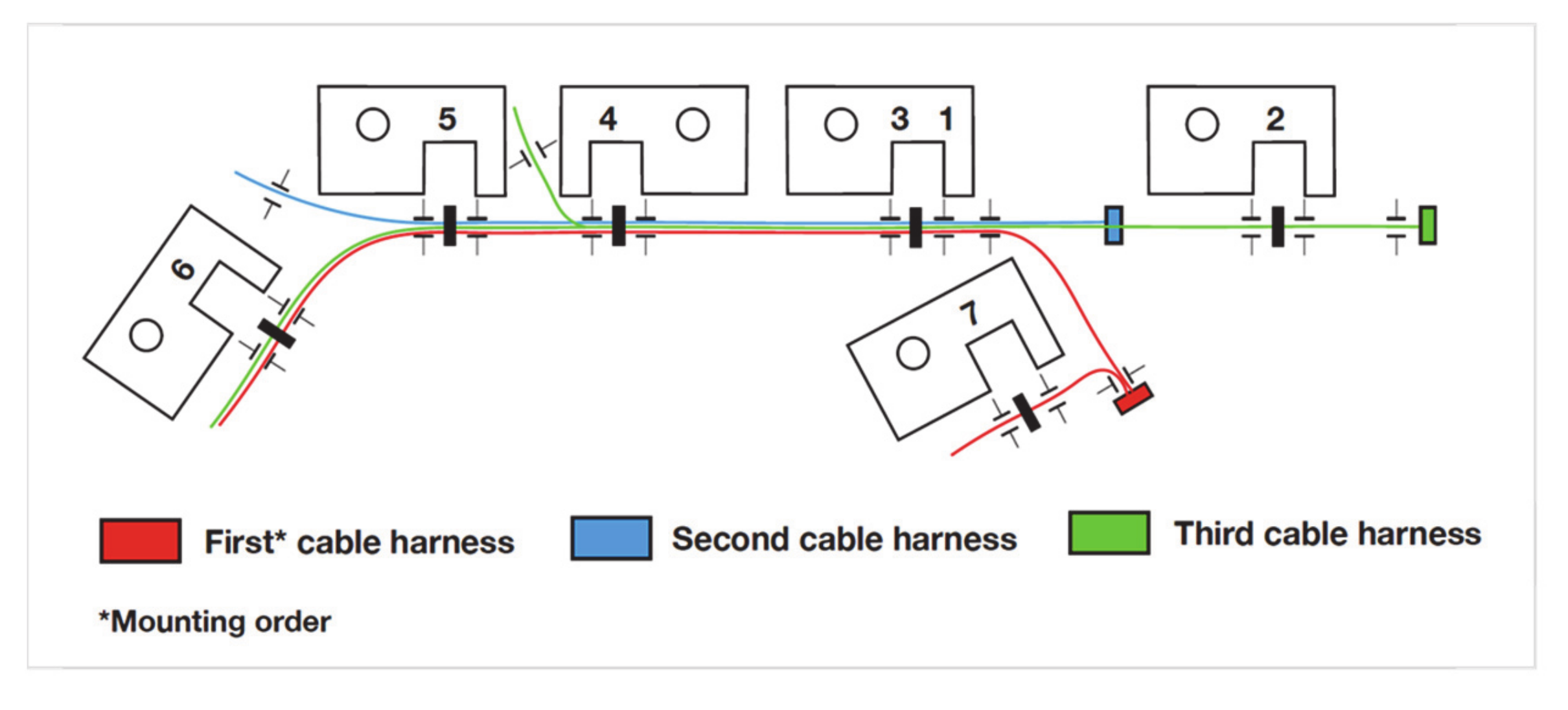
3. Test Case Study Description
4. Results
4.1. Analysis of the Current Situation in Terms of Physical Ergonomics
4.1.1. The OCRA Analysis Results
4.1.2. The RULA Analysis Results
4.2. Evaluation of the Potential for Collaborative Robotics
4.3. Workstation Re-Design for Physical Ergonomics and Production Efficiency Enhancement
4.4. Collaborative Workstation Assessment
4.4.1. Manual Handling Improvements
4.4.2. Postural Improvements
4.4.3. Production Efficiency Improvements
5. Discussion and Conclusions
- Physical ergonomic assessment:
- 2.
- Ergonomic improvements:
- 3.
- Cycle time:
- 4.
- Future research directions:
Author Contributions
Acknowledgments
Conflicts of Interest
Appendix A
Appendix A.1. NIOSH Lifting Equation
Appendix A.2. OCRA Check List
Appendix A.3. RULA Method
Appendix A.4. RULA Evaluation of the Current Assembly Process

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| A—Arm and Wrist Analysis | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Upper Arm Posture Scores | Lower Arm Posture Scores | Wrist Posture Scores | Wrist Twist Posture Scores | Look-Up Posture Index in Table A | Find row in Table C | |||||||
| Task nr. | Left | Right | Left | Right | Left | Right | Left | Right | Left | Right | Left | Right |
| 1 | 4 | 3 | 3 | 1 | 2 | 3 | 2 | 2 | 5 | 4 | 5 | 4 |
| 2 | 1 | 1 | 2 | 2 | 3 | 2 | 2 | 2 | 3 | 2 | 3 | 2 |
| 3 | 1 | 2 | 2 | 3 | 1 | 3 | 2 | 2 | 3 | 4 | 3 | 4 |
| 4 | 3 | 3 | 2 | 2 | 3 | 4 | 2 | 2 | 4 | 5 | 4 | 5 |
| 5 | 3 | 4 | 1 | 2 | 3 | 3 | 2 | 2 | 4 | 5 | 4 | 5 |
| 6 | 2 | 2 | 2 | 1 | 2 | 2 | 2 | 1 | 3 | 3 | 3 | 3 |
| 7 | 3 | 6 | 1 | 1 | 3 | 4 | 2 | 1 | 4 | 8 | 4 | 8 |
| 8 | 2 | 2 | 2 | 1 | 3 | 2 | 2 | 1 | 4 | 3 | 4 | 3 |
| 9 | 4 | 4 | 1 | 2 | 3 | 3 | 2 | 2 | 5 | 5 | 5 | 5 |
| 10 | 3 | 3 | 2 | 2 | 3 | 4 | 2 | 2 | 4 | 5 | 4 | 5 |
| 11 | 2 | 2 | 2 | 1 | 2 | 2 | 2 | 1 | 3 | 3 | 3 | 3 |
| 12 | 3 | 5 | 2 | 2 | 3 | 3 | 2 | 1 | 4 | 6 | 4 | 6 |
| 13 | 3 | 6 | 1 | 1 | 3 | 3 | 2 | 1 | 4 | 7 | 4 | 7 |
| 14 | 2 | 6 | 1 | 2 | 3 | 4 | 2 | 1 | 4 | 9 | 4 | 9 |
| 15 | 2 | 6 | 1 | 2 | 3 | 4 | 2 | 1 | 4 | 9 | 4 | 9 |
| 16 | 2 | 6 | 1 | 2 | 3 | 3 | 2 | 2 | 4 | 9 | 4 | 9 |
| 17 | 1 | 6 | 2 | 1 | 3 | 4 | 2 | 2 | 3 | 9 | 3 | 9 |
| 18 | 2 | 2 | 1 | 1 | 2 | 2 | 2 | 1 | 3 | 3 | 3 | 3 |
| 19 | 3 | 3 | 2 | 3 | 3 | 4 | 2 | 2 | 4 | 5 | 4 | 5 |
| B—Neck, Trunk, and Leg Analysis | |||||
|---|---|---|---|---|---|
| Task nr. | Neck Posture Scores | Trunk Posture Scores | Leg Posture Scores | Lookup Posture Index in Table B | Find Column in Table C |
| 1 | 3 | 3 | 1 | 4 | 4 |
| 2 | 3 | 1 | 1 | 3 | 3 |
| 3 | 4 | 3 | 1 | 6 | 6 |
| 4 | 4 | 3 | 1 | 6 | 6 |
| 5 | 4 | 3 | 1 | 6 | 6 |
| 6 | 4 | 3 | 1 | 6 | 6 |
| 7 | 4 | 4 | 1 | 7 | 7 |
| 8 | 4 | 3 | 1 | 6 | 6 |
| 9 | 3 | 2 | 1 | 3 | 3 |
| 10 | 4 | 3 | 1 | 6 | 6 |
| 11 | 4 | 3 | 1 | 6 | 6 |
| 12 | 4 | 3 | 1 | 6 | 6 |
| 13 | 4 | 4 | 1 | 7 | 7 |
| 14 | 4 | 4 | 1 | 7 | 7 |
| 15 | 4 | 4 | 1 | 7 | 7 |
| 16 | 4 | 4 | 1 | 7 | 7 |
| 17 | 4 | 3 | 1 | 6 | 6 |
| 18 | 3 | 2 | 1 | 3 | 3 |
| 19 | 4 | 3 | 1 | 6 | 6 |
References
- Pedersen, M.R.; Nalpantidis, L.; Andersen, R.S.; Schou, C.; Bøgh, S.; Krüger, V.; Madsen, O. Robot skills for manufacturing: From concept to industrial deployment. Robot. Comput. Integr. Manuf. 2016, 37, 282–291. [Google Scholar] [CrossRef]
- Kagermann, H.; Helbig, J.; Hellinger, A.; Wahlster, W. Recommendations for Implementing the Strategic Initiative INDUSTRIE 4.0: Securing the Future of German Manufacturing Industry; Final Report of the Industrie 4.0 Working Group; Forschungsunion: Acatech, Munich, 2013. [Google Scholar]
- Braccini, A.M.; Margherita, E.G. Exploring organizational sustainability of industry 4.0 under the triple bottom line: The case of a manufacturing company. Sustainability 2018, 11, 36. [Google Scholar] [CrossRef]
- International Ergonomics Association. 2019. Definition and Domains of Ergonomics. Available online: https://iea.cc/what-is-ergonomics/ (accessed on 12 December 2019).
- Zhong, R.Y.; Xu, X.; Klotz, E.; Newman, S.T. Intelligent manufacturing in the context of industry 4.0: A review. Engineering 2017, 3, 616–630. [Google Scholar] [CrossRef]
- Gualtieri, L.; Palomba, I.; Wehrle, E.; Vidoni, R. The Opportunities and Challenges of SME Manufacturing Automation: Safety and Ergonomics in Human–Robot Collaboration. In InDustry 4.0 for SMEs Challenges, Opportunities and Requirements; Matt, D.T., Modrak, V., Zsifkovits, H., Eds.; Palgrave Macmillan: Basingstoke, UK, 2019. [Google Scholar]
- Castro, P.R.; Högberg, D.; Ramsen, H.; Bjursten, J.; Hanson, L. Virtual simulation of human-robot collaboration workstations. In Congress of the International Ergonomics Association; Springer: Cham, Switzerland, 2018; pp. 250–261. [Google Scholar]
- Lietaert, P.; Billen, N.; Burggraeve, S. Model-based Multi-Attribute Collaborative Production Cell Layout Optimization. In Proceedings of the 2019 20th International Conference on Research and Education in Mechatronics (REM), Wels, Austria, 23–24 May 2019; pp. 1–7. [Google Scholar]
- Mateus, J.C.; Claeys, D.; Limère, V.; Cottyn, J.; Aghezzaf, E.H. A structured methodology for the design of a human-robot collaborative assembly workplace. Int. J. Adv. Manuf. Technol. 2019, 102, 2663–2681. [Google Scholar] [CrossRef]
- Petruck, H.; Faber, M.; Giese, H.; Geibel, M.; Mostert, S.; Usai, M.; Mertens, A.; Brandl, C. Human-robot collaboration in manual assembly–A collaborative workplace. In Congress of the International Ergonomics Association; Springer: Cham, Switzerland, 2018; pp. 21–28. [Google Scholar]
- Dombrowski, U.; Stefanak, T.; Perret, J. Interactive simulation of human-robot collaboration using a force feedback device. Procedia Manuf. 2017, 11, 124–131. [Google Scholar] [CrossRef]
- El Makrini, I.; Merckaert, K.; Lefeber, D.; Vanderborght, B. Design of a collaborative architecture for human-robot assembly tasks. In Proceedings of the 2017 IEEE/RSJ International Conference on Intelligent Robots and Systems (IROS), Vancouver, BC, Canada, 24–28 September 2017; pp. 1624–1629. [Google Scholar]
- Schmidtler, J.; Knott, V.; Hölzel, C.; Bengler, K. Human Centered Assistance Applications for the working environment of the future. Occup. Ergon. 2015, 12, 83–95. [Google Scholar] [CrossRef]
- Heydaryan, S.; Suaza Bedolla, J.; Belingardi, G. Safety design and development of a human-robot collaboration assembly process in the automotive industry. Appl. Sci. 2018, 8, 344. [Google Scholar] [CrossRef]
- Gualtieri, L.; Rauch, E.; Vidoni, R.; Matt, D.T. An Evaluation Methodology for the Conversion of Manual Assembly Systems into Human-Robot Collaborative Workcells. In Proceedings of the 2019 International Conference in Flexible Automation and Intelligent Manufacturing (FAIM 2019), Limerick, Ireland, 24–28 June 2019. [Google Scholar]
- International Organization for Standardization. ISO-TR 12295—Ergonomics—Application Document for ISO Standards on Manual Handling (ISO 11228-1, ISO 11228-2 and ISO 11228-3) and Evaluation of Static Working Postures (ISO 11226) (ISO-TR12295: 2014). 2014. Available online: https://www.iso.org/standard/51309.html (accessed on 12 December 2019).
- International Organization for Standardization. ISO 11228-2—Ergonomics—Manual Handling—Part 2: Pushing and Pulling (ISO 11228-2:2007). 2007. Available online: https://www.iso.org/standard/26521.html (accessed on December 2019).
- Waters, T.R.; Putz-Anderson, V.; Garg, A.; Fine, L.J. Revised NIOSH equation for the design and evaluation of manual lifting tasks. Ergonomics 1993, 36, 749–776. [Google Scholar] [CrossRef] [PubMed]
- International Organization for Standardization. ISO 11228-1—Ergonomics—Manual handling—Part 1: Lifting and Carrying (ISO 11228-1:2003). 2003. Available online: https://www.iso.org/standard/26520.html (accessed on December 2019).
- Waters, T.R.; Lu, M.L.; Piacitelli, L.A.; Werren, D.; Deddens, J.A. Efficacy of the revised NIOSH lifting equation to predict risk of low back pain due to manual lifting: Expanded cross-sectional analysis. J. Occup. Environ. Med. 2011, 53, 1061–1067. [Google Scholar] [CrossRef] [PubMed]
- Colombini, D. Risk Assessment and Management of Repetitive Movements and Exertions of Upper Limbs: Job Analysis, Ocra Risk Indicies, Prevention Strategies and Design Principles (Vol. 2); Elsevier: Amsterdam, The Netherlands, 2002. [Google Scholar]
- International Organization for Standardization. (2007). ISO 11228-3—Ergonomics—Manual Handling—Part 3: Handling of Low Loads at High Frequency. International Organization for Standardization. (ISO 11228-3:2007). 2007. Available online: https://www.iso.org/standard/26522.html (accessed on 13 December 2019).
- McAtamney, L.; Corlett, E.N. RULA: A survey method for the investigation of work-related upper limb disorders. Appl. Ergon. 1993, 24, 91–99. [Google Scholar] [CrossRef]
- International Organization for Standardization. (2002). ISO 14738:2002—Safety of Machinery—Anthropometric Requirements for the Design of Workstations at Machinery. International Organization for Standardizatio. (ISO 14738:2002). 2002. Available online: https://www.iso.org/standard/27556.html (accessed on 8 December 2019).
- The Company. 2019. Available online: https://elvez.si/en/ (accessed on 12 December 2019).
- ESMERA Open Calls. 2020. Available online: http://www.esmera-project.eu/open-calls/ (accessed on 3 April 2020).
- Gualtieri, L.; Rojas, R.; Carabin, G.; Palomba, I.; Rauch, E.; Vidoni, R.; Matt, D.T. Advanced automation for SMEs in the I4. 0 revolution: Engineering education and employees training in the smart mini factory laboratory. In Proceedings of the 2018 IEEE International Conference on Industrial Engineering and Engineering Management (IEEM), Bangkok, Thailand, 16–19 December 2018; pp. 1111–1115. [Google Scholar]
- Carretta Automations. 2019. Available online: http://www.carrettaautomazioni.it/en/ (accessed on 20 December 2019).
- ESMERA Elvez Challenge. 2020. Available online: https://www.youtube.com/watch?v=DA1nueKqQt8 (accessed on 8 January 2020).
- Tecnomatix. 2020. Available online: https://www.plm.automation.siemens.com/global/en/products/tecnomatix/ (accessed on 8 January 2020).
- International Organization for Standardization. ISO 11226: 2000/COR 1:2006. Ergonomics—Evaluation of Static Working Postures—Technical Corrigendum 1. International Organization for Standardizatio. (ISO 11226: 2000/COR 1:2006). 2006. Available online: https://www.iso.org/standard/44143.html (accessed on 12 December 2019).
- Gualtieri, L.; Rojas, R.A.; Ruiz Garcia, M.A.; Rauch, E.; Vidoni, R. Implementation of a Laboratory Case Study for Intuitive Collaboration between Man and Machine in SME Assembly. In Industry 4.0 for SMEs Challenges, Opportunities and Requirements; Matt, D.T., Modrak, V., Zsifkovits, H., Eds.; Palgrave Macmillan: Basingstoke, UK, 2019. [Google Scholar]






| Category | Process Critical Issue (PCI) | Weight (Wi) | Score (Sij) |
|---|---|---|---|
| Safety and ergonomics | PCI 1: Are there physical ergonomic problems related to: —lifting/lowering or carrying of objects OR —repetitive tasks of the upper limbs characterized by repeated work cycles OR —static or awkward working postures? | 3 | 0–3 |
| PCI 2: Are there occupational risks for the operator’s safety which are not properly managed OR occupational risk for operator’s health which are not properly managed? (not yet considered in the previous point) | 3 | 0–3 | |
| PCI 3: Is there high work monotonousness OR very low requirements in terms of task qualification of the manual work? | 3 | 0–3 | |
| Product and Process Quality | PCI 4: Are there not-constant/satisfactory product quality OR unsuitable process quality levels according to the nominal values (i.e., characterized by high variability/low standardization)? | 2 | 0–3 |
| Economics | PCI 5: Is there an inefficient use of time and/or resources without a real advancement of production, which means tasks which cannot generate value to the final costumers (not value-added activities) OR Is there low/not satisfactory process productivity and/or production efficiency? | 1 | 0–3 |
| (*) Score meaning: 0—Improvements are not required for that activity / the problem does not exists 1—The achievable improvements could be moderate for that activity 2—The achievable improvements could be good for that activity 3—Improvements could be very significant for that activity | |||
| Possible HRI Workstation Layouts | Nr. of robots R = 1 | Nr. of robots R = n > 1 | |||
|---|---|---|---|---|---|
| Nr. of kind of workpieces P = 1 | Nr. of kind of workpieces P = m > 1 | Nr. of kind of workpieces P = 1 | Nr. of kind of workpieces P = m > 1 | ||
| Nr. of workers W = 1 | Nr of working area A = 1 | RPWA-1111 | RPWA-1m11 | RPWA-n111 | RPWA-nm11 |
 |  |  |  | ||
| Nr of working areas A = s > 1 | RPWA-111s | RPWA-1m1s | RPWA-n11s | RPWA-nm1s | |
 |  |  |  | ||
| Nr. of workers W = q > 1 | Nr of working areas A = 1 | RPWA-11p1 | RPWA-1mq1 | RPWA-n1q1 | RPWA-nmq1 |
 |  |  |  | ||
| Nr of working areas A = s > 1 | RPWA-11qs | RPWA-1mqs | RPWA-n1qs | RPWA-nmqs | |
 |  |  |  | ||
| Nr. | Task | Average Task Time (s) |
|---|---|---|
| 1 | Taking 1st wire harness | 2 |
| 2 | Positioning 1st wire harness | 1 |
| 3 | Taking 2nd wire harness | 3 |
| 4 | Positioning 2nd wire harness | 3 |
| 5 | Adjusting 1st and 2nd wire harness | 2 |
| 6 | Taking taping pistol | 2 |
| 7 | Performing 1st taping | 1 |
| 8 | Depositing taping pistol | 1 |
| 9 | Taking 3rd wire harness | 3 |
| 10 | Positioning 3rd wire harness | 5 |
| 11 | Taking taping pistol | 2 |
| 12 | Performing 2nd taping | 10 |
| 13 | Performing 3rd taping | |
| 14 | Performing 4th taping | |
| 15 | Performing 5th taping | |
| 16 | Performing 6th taping | |
| 17 | Performing 7th taping | |
| 18 | Depositing taping pistol | 1 |
| 19 | Storing the wire harnesses | 4 |
| Total assembly time (s) | 40 | |
| HRI Physical Assistance | Key Question | Answer | Motivation |
|---|---|---|---|
| Manual handling of heavy objects | Is there manual lifting or lowering of heavy objects during the assembly cycle? | NO | The cables are very light (weight << 3kg). The taping pistol weight is less than 3 kg and is supported. |
| (Note: it is possible to consider a “heavy object” a weight ≥ 3 kg [18].) | |||
| Repetitive upper limb task | Are there one or more repetitive tasks of the upper limbs during the assembly cycle? | YES | The operator performs the same assembly all the day. The average assembly cycle is 40s. In that time, the operator performs 19 tasks. This means that the total amount of daily manual tasks performed by an operator is about 10,945 per shift (it is supposed a shift duration of 8 hours and an effective working time of 80%). |
| (Note: it is possible to consider a “repetitive task” an activity with a total duration of one hour or more per shift and characterized by repeated work cycles or tasks during which the same working actions are repeated for more than 50% of the cycle time [19].) | |||
| Awkward working postures | Are there awkward working postures during the assembly cycle? | YES | According to a first visual ispection, there are different human body districts which do not maintain a suitable posture during the work. The operator performs the same assembly all day. |
| (Note: the awkward working postures are related to neck, trunk, and/or upper limbs and repeated for a significant part of the working time [23].) | |||
| Multiplier | Right Part Value | Left Part Value | Motivation | |
|---|---|---|---|---|
| Recovery multiplier | 1.33 | The shift (8h) is interspersed with a break (1h). As a result, the operator works for 4 hours without a recovery period. | ||
| Constant of frequency (dynamic actions) | 4 | 4 | The movements of the arms are rapid (~40 action/min), interruptions are infrequent and uneven. | |
| Constant of frequency (static actions) | 4.5 | 4.5 | The operator is handling the taping pistol and the cables for all the assembly cycle (there is a pinch for more than the 80% of the time for both the right and the left hands). | |
| Force multiplier | 0 | 0 | According to the operator interviews, the assembly tasks do not require the use of force (Borg scale values lower than 3). | |
| Posture and movements multiplier | Shoulder | 6 | 1 | The movements and related postures were studied according to the guidelines provided in the check list. |
| Elbow | 2 | 6 | ||
| Wrist | 0 | 0 | ||
| Hand | 8 | 8 | ||
| Stereotype | 0 | 0 | No stereotype. | |
| Additional factors score | 0 | 0 | No additional factors. | |
| Multiplier for net duration | 0.95 | The total net duration of the repetitive tasks was estimated to 361–420 min/shift, which takes into account the unplanned interruptions that may occur. | ||
| Final Check-list values | 15.8 | 15.8 | Medium red | |
| Final risk estimation | Medium | Medium | ||
| Nr. | Task | Left Value | Right value |
|---|---|---|---|
| 1 | Taking 1st wire harness | 5 | 4 |
| 2 | Positioning 1st wire harness | 3 | 3 |
| 3 | Taking 2nd wire harness | 5 | 6 |
| 4 | Positioning 2nd wire harness | 6 | 7 |
| 5 | Adjusting 1st and 2nd wire harness | 6 | 7 |
| 6 | Taking taping pistol | 5 | 5 |
| 7 | Performing 1st taping | 6 | 7 |
| 8 | Depositing taping pistol | 6 | 5 |
| 9 | Taking 3rd wire harness | 4 | 4 |
| 10 | Positioning 3rd wire harness | 6 | 7 |
| 11 | Taking taping pistol | 5 | 5 |
| 12 | Performing 2nd taping | 6 | 7 |
| 13 | Performing 3rd taping | 6 | 7 |
| 14 | Performing 4th taping | 6 | 7 |
| 15 | Performing 5th taping | 6 | 7 |
| 16 | Performing 6th taping | 6 | 7 |
| 17 | Performing 7th taping | 5 | 7 |
| 18 | Depositing taping pistol | 3 | 3 |
| 19 | Storing the wire harnesses | 6 | 7 |
| Max values (Overall values) | 6 | 7 | |
| Process Critical Issue | Score (Sij) | |||
|---|---|---|---|---|
| Task 1–4, 9–10 | Task 5 | Task 6–8, 11–18 | Task 19 | |
| PCI 1 | 3 | 2 | 3 | 2 |
| PCI 2 | 0 | 0 | 0 | 0 |
| PCI 3 | 2 | 2 | 2 | 2 |
| PCI 4 | 0 | 0 | 2 | 0 |
| PCI 5 | 3 | 0 | 1 | 3 |
| Potential value (Pvalj) | 18 | 12 | 20 | 15 |
| Potential class | good | good | good | good |
| Involved Body Part, Posture, and Movements | Involved Task | Possible Solutions |
|---|---|---|
| upper arm position and movements | tapings | Use of a collaborative robot as support for tapings |
| wrist position and twist and movements | all tasks | Re-design of the worktable areas according to main anthropometric requirements [24] |
| neck position | all tasks | Re-design of the worktable areas according to main anthropometric requirements [24] |
| trunk position | all tasks | |
| Involved work-related feature | Involved task | Possible Solutions |
| activity rhythm | all tasks | Use of a collaborative robot as support for the reduction of manual frequency |
| overload balance | all tasks | Use of a collaborative robot as support for the balance of the overload between left and right body sides |
| Multiplier | Right Part Value | Left Part Value | Motivation | |
|---|---|---|---|---|
| Recovery multiplier | 1.33 | It was supposed that the shift (8h) is interspersed with a break (1h). As a result, the number of hours without recovery period is 4, which means a multiplier equal to 1.33 | ||
| Constant of frequency (dynamic actions) | 3 (–25%) | 3 (–25%) | The movements of the arms are rapid (~40 action/min). There is the possibility of short interruptions. This means a multiplier equal to 3. | |
| Constant of frequency (static actions) | 2.5 (–44%) | 2.5 (–44%) | The operator handles the taping pistol and the cables for more than half of the assembly cycle (there is a pinch for about the 70% of the time for both the right and the left hands). This means a multiplier equal to 2.5. | |
| Force multiplier | 0 | 0 | According to the operator interviews, the assembly tasks do not require the use of force (Borg scale values lower than 3). | |
| Posture and movements multiplier | Shoulder | 1 (–83%) | 0 (–100%) | The movements and related postures were studied according to guidelines provided in the check list. |
| Elbow | 8 (+300%) | 6 | ||
| Wrist | 0 | 0 | ||
| Hand | 0 (–25%) | 0 (–25%) | ||
| Stereotype | 0 | 0 | According to the definition, there is no stereotype | |
| Additional factors score | 0 | 0 | According to the definition, there are no additional factors | |
| Multiplier for net duration | 0.95 | It was supposed that some working interruptions sometimes occur. As a result, the total net duration of repetitive tasks is 361–420 min/shift, which means a multiplier equal to 0.95 | ||
| Final Check-list values | 13.9 | 11.4 | Yellow | |
| Final risk estimation | light | light | ||
| Reduction percentage | –12.0% | –28% | ||
| Nr | Task | Final Value Left Side | Final Value Right Side |
|---|---|---|---|
| 1 | Picking the 1st wire harness the box | 2 | 2 |
| 2 | Positioning the 1st wire harness into the frame | 3 | 3 |
| 3 | Picking the 2nd wire harness from the box | 2 | 2 |
| 4 | Positioning the 2nd wire harness into the frame | 2 | 2 |
| 5 | Adjusting the first cable group on the second cable group | 2 | 2 |
| 6 | Pushing the button (robot call) | 3 | 3 |
| 7 | Moving from Panel 1 to Panel 2 | 2 | 2 |
| 8 | Taking the previous final assembly from the frame | 3 | 3 |
| 9 | Storing the previous final assembly into the box | 3 | 3 |
| 10 | Moving from Panel 2 to Panel 1 | 2 | 2 |
| 11 | Picking the 3rd wire harness from the box | 2 | 3 |
| 12 | Positioning the 3rd wire harness into the frame | 3 | 3 |
| 13 | Pushing the button (robot call) | 3 | 3 |
| 14 | Moving from Panel 1 to Panel 2 | 2 | 2 |
| Perform the same tasks (from 1 to 6) on Panel 2 and then come back to Panel 1 *** | |||
| 15 | Taking final assembly from the frame | 3 | 3 |
| 16 | Storing the final assembly into the box | 3 | 3 |
| Max values (Overall values) | 3 | 3 | |
| RULA Analysis Results (Max Values for Each Posture) | |||||||
|---|---|---|---|---|---|---|---|
| Actual Workstation | Collaborative Workstation | Index Variation | |||||
| Left Side | Right Side | Left Side | Right Side | Left Side | Right Side | ||
| Arm and Wrist Analysis | Upper Arm Posture Scores | 4 | 6 | 2 | 2 | –2 | –4 |
| Lower Arm Posture Scores | 3 | 3 | 2 | 2 | –1 | –1 | |
| Wrist Posture Scores | 3 | 4 | 2 | 2 | –1 | –2 | |
| Wrist Twist Posture Scores | 2 | 2 | 2 | 2 | 0 | 0 | |
| Muscle Use Scores | 0 | 0 | 0 | 0 | 0 | 0 | |
| Force/Load Scores | 0 | 0 | 0 | 0 | 0 | 0 | |
| Neck, Trunk, and Leg Analysis | Neck Posture Scores | 4 | 3 | –1 | |||
| Trunk Posture Scores | 4 | 2 | –2 | ||||
| Leg Posture Scores | 1 | 1 | 0 | ||||
| Muscle Use Scores | 0 | 0 | 0 | ||||
| Force/Load Scores | 0 | 0 | 0 | ||||
| Max values (overall values) | 6 | 7 | 3 | 3 | –3 | –4 | |
| Improvements (reduction % of overall workstation values) | 50% | 57% | |||||
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gualtieri, L.; Palomba, I.; Merati, F.A.; Rauch, E.; Vidoni, R. Design of Human-Centered Collaborative Assembly Workstations for the Improvement of Operators’ Physical Ergonomics and Production Efficiency: A Case Study. Sustainability 2020, 12, 3606. https://doi.org/10.3390/su12093606
Gualtieri L, Palomba I, Merati FA, Rauch E, Vidoni R. Design of Human-Centered Collaborative Assembly Workstations for the Improvement of Operators’ Physical Ergonomics and Production Efficiency: A Case Study. Sustainability. 2020; 12(9):3606. https://doi.org/10.3390/su12093606
Chicago/Turabian StyleGualtieri, Luca, Ilaria Palomba, Fabio Antonio Merati, Erwin Rauch, and Renato Vidoni. 2020. "Design of Human-Centered Collaborative Assembly Workstations for the Improvement of Operators’ Physical Ergonomics and Production Efficiency: A Case Study" Sustainability 12, no. 9: 3606. https://doi.org/10.3390/su12093606
APA StyleGualtieri, L., Palomba, I., Merati, F. A., Rauch, E., & Vidoni, R. (2020). Design of Human-Centered Collaborative Assembly Workstations for the Improvement of Operators’ Physical Ergonomics and Production Efficiency: A Case Study. Sustainability, 12(9), 3606. https://doi.org/10.3390/su12093606