Environmental Sustainability of Digitalization in Manufacturing: A Review


Abstract
1. Introduction
1.1. Environmental Sustainability in Manufacturing
1.2. Digitalization and Industry 4.0 Related Technologies
1.3. Digitalization and Environmental Sustainability
1.4. Research Aim and Research Questions
2. Methods
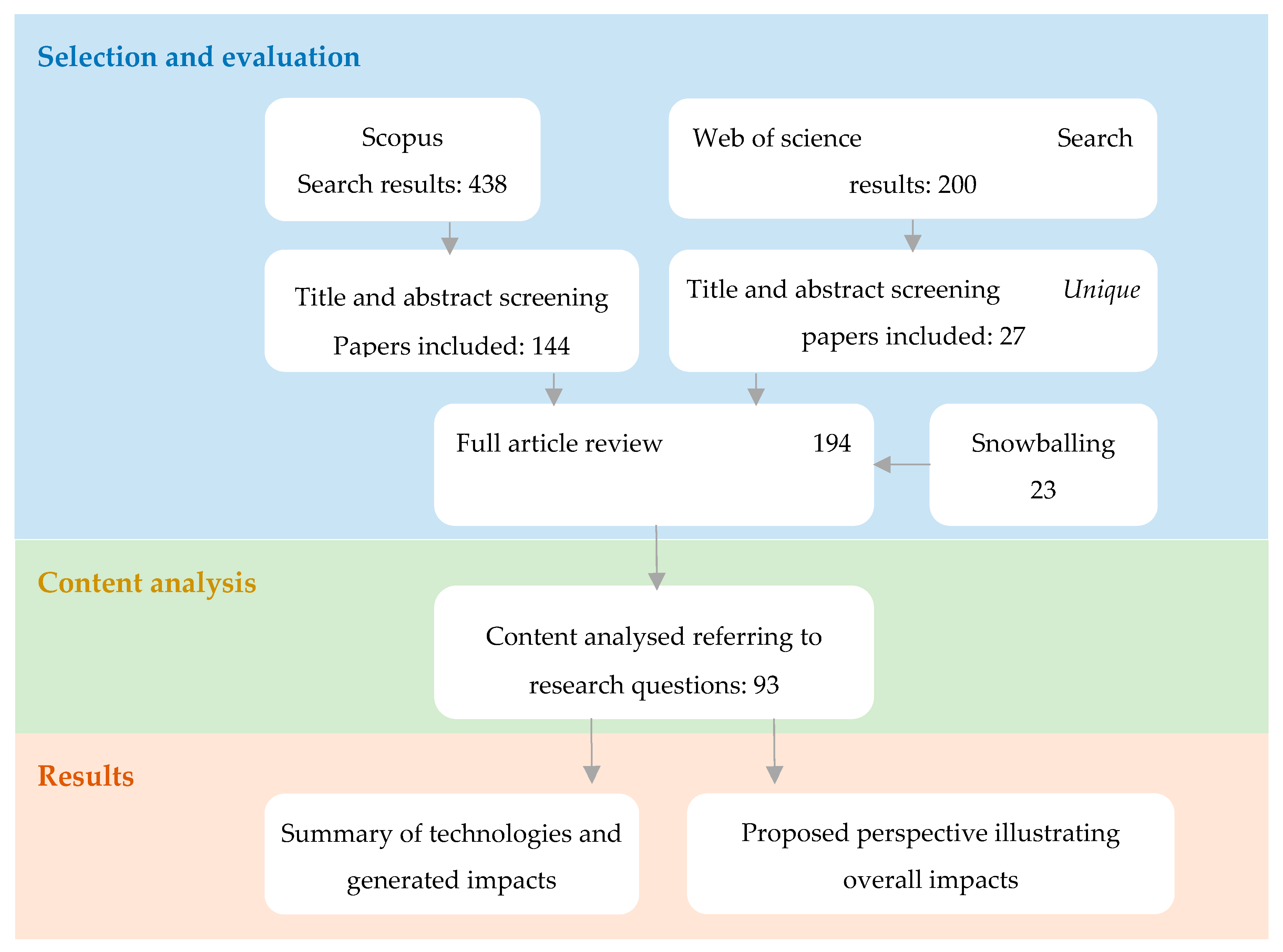
2.1. Literature Search, Selection, and Evaluation
2.2. Content Analysis
2.3. Synthesis and Results Description
2.4. Research Quality and Methodological Limitation
3. Results
3.1. Preliminary Analysis
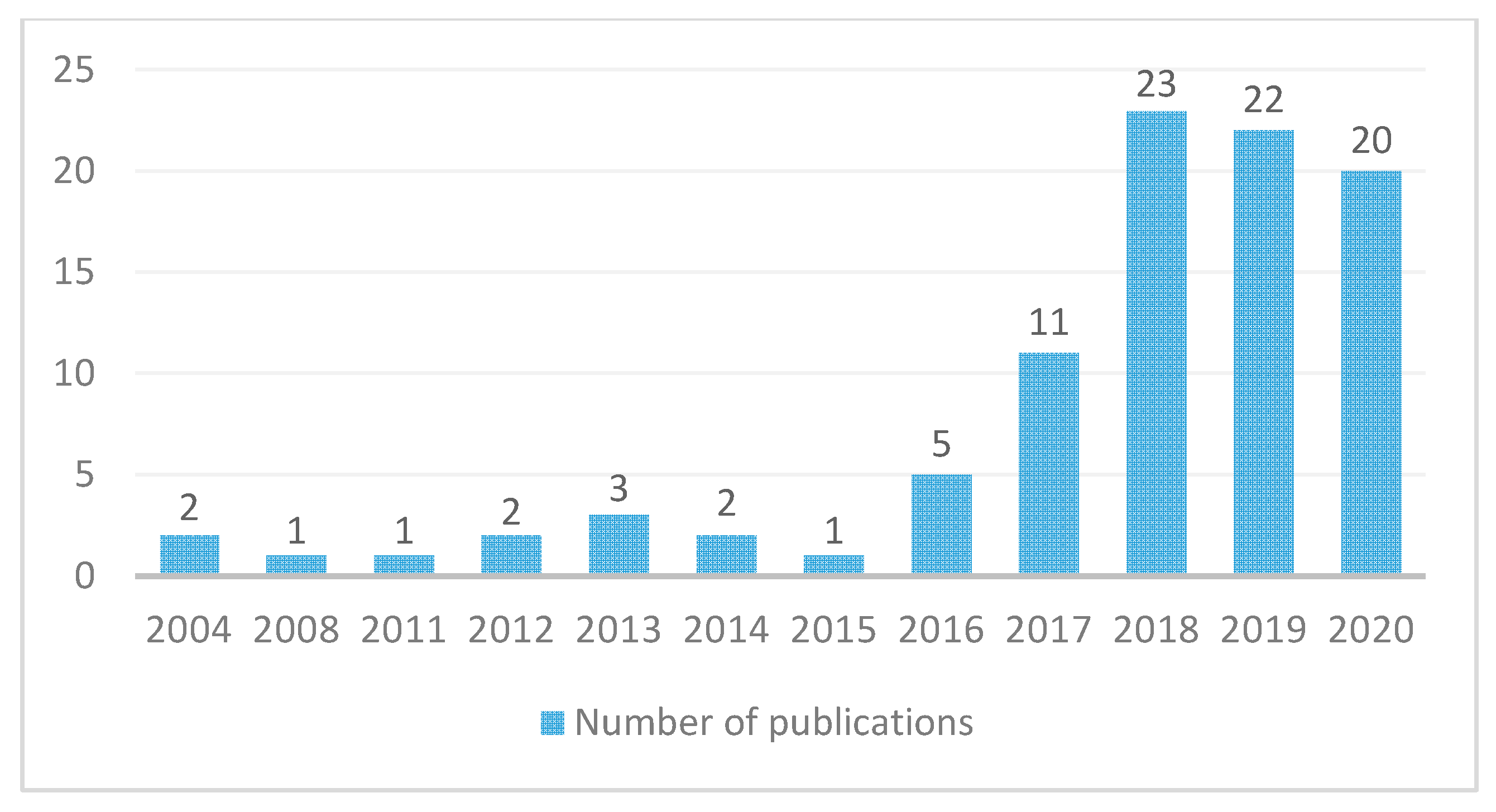
3.1.1. Yearwise Publication Trend
3.1.2. Contribution from Journals
3.1.3. Contribution from Authors by Country
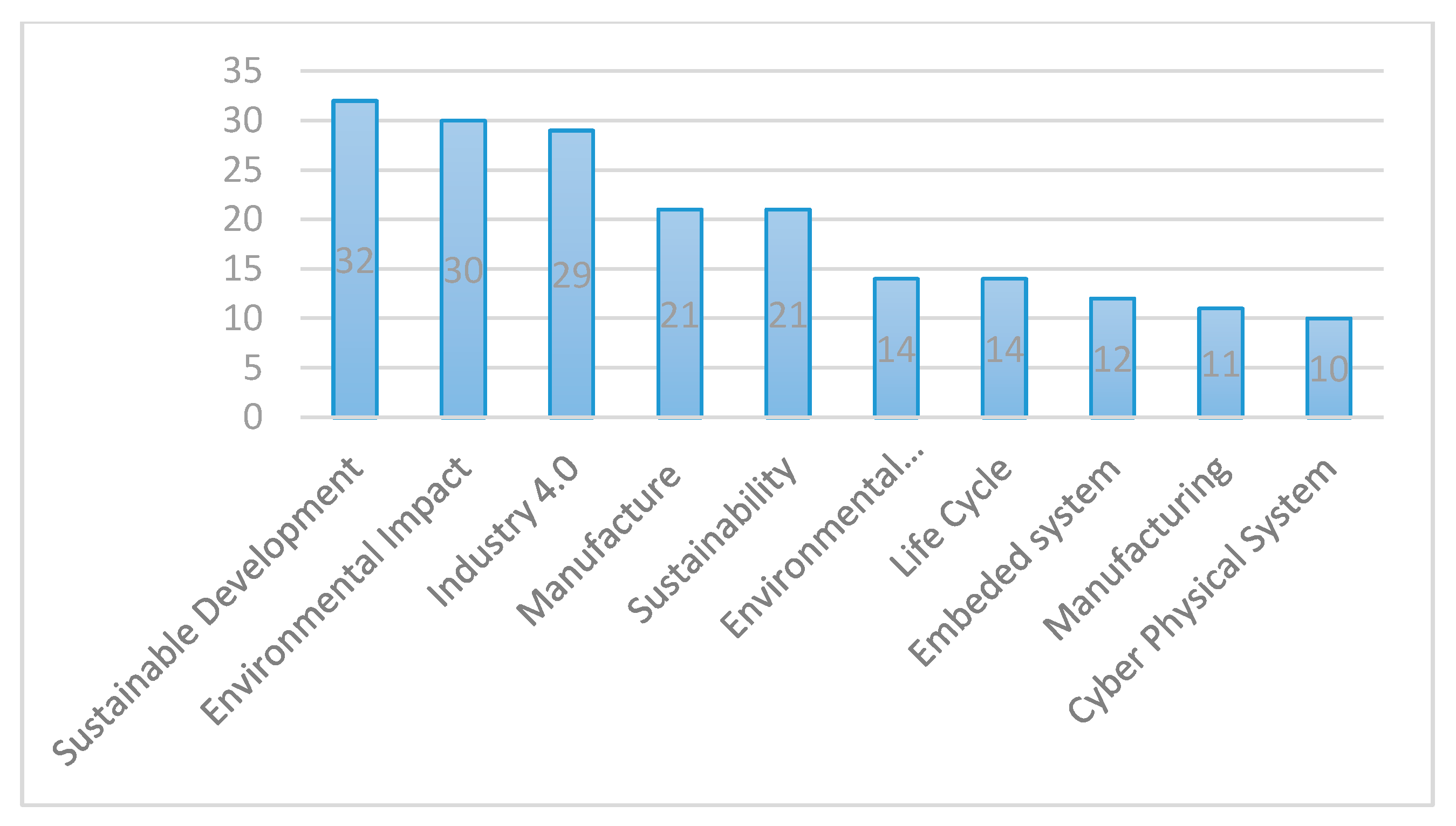
3.1.4. Keywords Statistics
3.1.5. Mapping of Literature Analysis
3.2. Digitalization in Manufacturing and Impacts on the Product Lifecycle
3.2.1. Positive Impacts
3.2.2. Negative Impacts
3.3. Digitalization in Manufacturing and Impacts on the Technology Lifecycle
4. Discussion
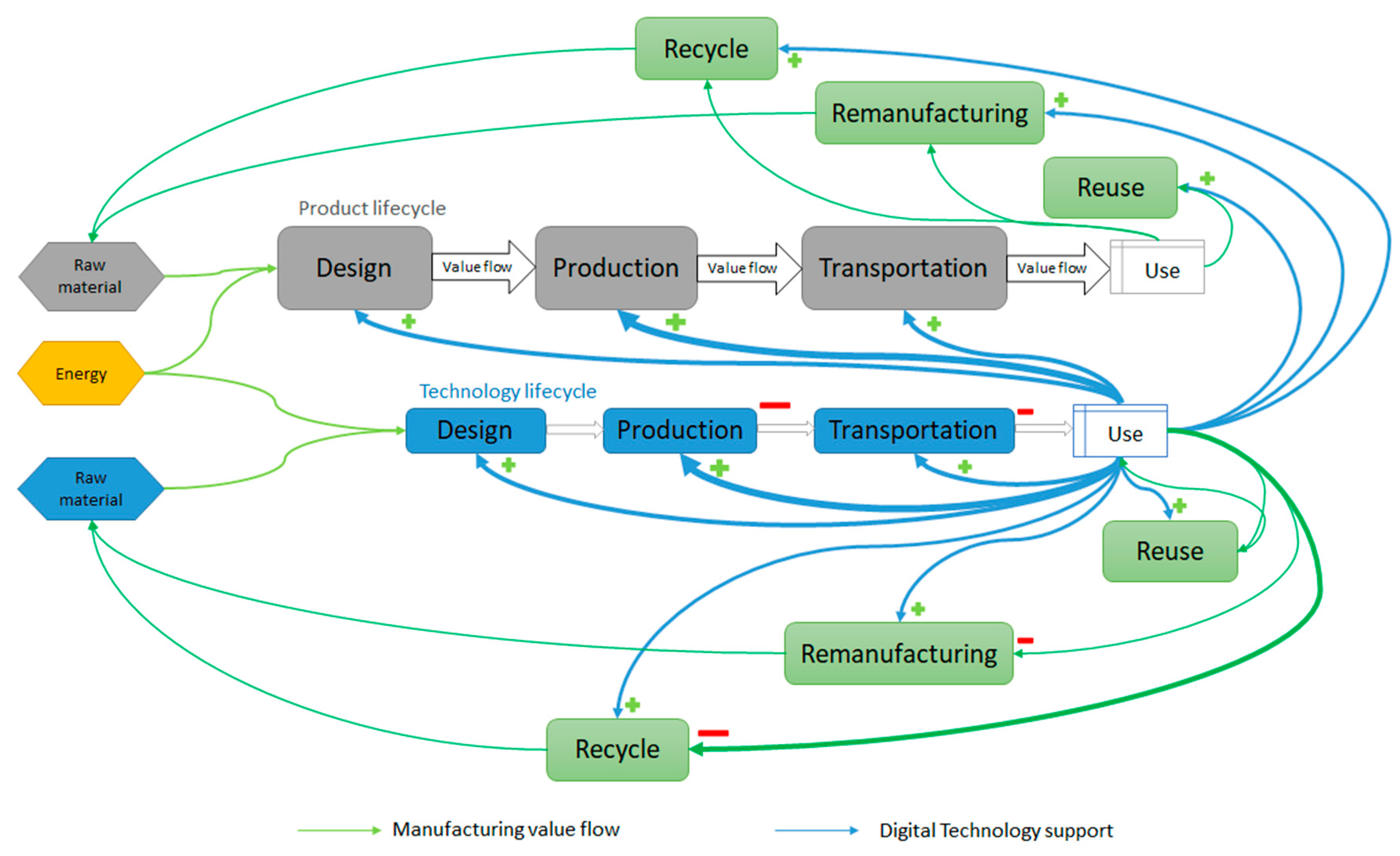
4.1. The Lifecycle Perspective
4.2. Implications from the Interconnection within the TBL
4.3. Implications to Researchers
4.4. Implications to Practitioners
4.5. Outlook and Limitations of the Study
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Chen, X.; Despeisse, M.; Johansson, B. Environmental impact assessment in manufacturing industry: A literature review. In Proceedings of the 6th International EurOMA Sustainable Operations and Supply Chains Forum, Gothenburg, Sweden, 18–19 March 2019. [Google Scholar]
- IEA—International Energy Agency. World Energy Outlook; IEA/Organization for Economic Connection and Development (OCED): Paris, France, 2015. [Google Scholar]
- Nascimento, D.L.M.; Alencastro, V.; Quelhas, O.L.G.; Caiado, R.G.G.; Garza-Reyes, J.A.; Rocha-Lona, L.; Tortorella, G. Exploring Industry 4.0 technologies to enable circular economy practices in a manufacturing context: A business model proposal. J. Manuf. Technol. Manag. 2019, 30, 607–627. [Google Scholar] [CrossRef]
- de Sousa Jabbour, A.B.L.; Jabbour, C.J.C.; Foropon, C.; Godinho Filho, M. When titans meet—Can industry 4.0 revolutionise the environmentally-sustainable manufacturing wave? The role of critical success factors. Technol. Soc. Chang. 2018, 132, 18–25. [Google Scholar] [CrossRef]
- Carvalho, S.; Cosgrove, J.; Rezende, J.; Doyle, F. Machine level energy data analysis—Development and validation of a machine learning based tool. ECEEE Ind. Summer Study Proc. 2018, 477–486. [Google Scholar]
- Oláh, J.; Aburumman, N.; Popp, J.; Khan, M.A.; Haddad, H.; Kitukutha, N. Impact of Industry 4.0 on Environmental Sustainability. Sustainability 2020, 12, 4674. [Google Scholar] [CrossRef]
- Merdin, D.; Ersoz, F. Evaluation of The Applicability of Industry 4.0 Processes in Businesses and Supply Chain Applications. In Proceedings of the 2019 3rd International Symposium on Multidisciplinary Studies and Innovative Technologies (ISMSIT), Ankara, Turkey, 11–13 October 2019; IEEE: Ankara, Turkey, 2019; pp. 1–10. Available online: https://doi.org/10.1109/ISMSIT.2019.8932830 (accessed on 12 September 2020).
- Ang, J.; Goh, C.; Saldivar, A.; Li, Y. Energy-Efficient Through-Life Smart Design, Manufacturing and Operation of Ships in an Industry 4.0 Environment. Energies 2017, 10, 610. [Google Scholar] [CrossRef]
- Lins, T.; Rabelo Oliveira, R.A. Energy efficiency in industry 4.0 using SDN. In Proceedings of the 2017 IEEE 15th International Conference on Industrial Informatics (INDIN), Emden, Germany, 24–26 July 2017; IEEE: Emden, Germany, 2017; pp. 609–614. Available online: https://doi.org/10.1109/INDIN.2017.8104841 (accessed on 12 September 2020).
- Mehrpouya, M.; Dehghanghadikolaei, A.; Fotovvati, B.; Vosooghnia, A.; Emamian, S.S.; Gisario, A. The Potential of Additive Manufacturing in the Smart Factory Industrial 4.0: A Review. Appl. Sci. 2019, 9, 3865. [Google Scholar] [CrossRef]
- Ford, S.; Despeisse, M. Additive manufacturing and sustainability: An exploratory study of the advantages and challenges. J. Clean. Prod. 2016, 137, 1573–1587. [Google Scholar] [CrossRef]
- Song, Z.; Moon, Y. Assessing sustainability benefits of cybermanufacturing systems. Int. J. Adv. Manuf. Technol. 2017, 90, 1365–1382. [Google Scholar] [CrossRef]
- Thiede, S. Environmental Sustainability of Cyber Physical Production Systems. Procedia CIRP 2018, 69, 644–649. [Google Scholar] [CrossRef]
- Brozzi, R.; Forti, D.; Rauch, E.; Matt, D.T. The Advantages of Industry 4.0 Applications for Sustainability: Results from a Sample of Manufacturing Companies. Sustainability 2020, 12, 3647. [Google Scholar] [CrossRef]
- Berkhout, F.; Hertin, J. De-materialising and re-materialising: Digital technologies and the environment. Futures. 2004, 36, 903–920. [Google Scholar] [CrossRef]
- Kopp, T.; Lange, S. The Climate Effect of Digitalization in Production and Consumption in OECD Countries. Ceur. Workshop Proc. 2019, 2382, 1–11. [Google Scholar]
- Cosar, M. Carbon footprint in data centre: A case study. Feb. Fresenius Environ. Bull. 2019, 600. [Google Scholar]
- Keeble, B.R. The Brundtland report: ‘Our common future’. Med. War 1988, 4, 17–25. [Google Scholar] [CrossRef]
- Glavič, P.; Lukman, R. Review of sustainability terms and their definitions. J. Clean. Prod. 2007, 15, 1875–1885. [Google Scholar] [CrossRef]
- Goodland, R. The concept of environmental sustainability. Annu. Rev. Ecol. Syst. 1995, 26, 1–24. [Google Scholar] [CrossRef]
- Morelli, J. Environmental Sustainability: A Definition for Environmental Professionals. J. Environ. Sustain. 2011, 1, 1–10. [Google Scholar] [CrossRef]
- Malshe, H.; Nagarajan, H.; Pan, Y.; Haapala, K. Profile of Sustainability in Additive Manufacturing and Environmental Assessment of a Novel Stereolithography Process. Int. Manuf. Sci. Eng. Conf. 2015. [Google Scholar] [CrossRef]
- Rosen, M.A.; Kishawy, H.A. Sustainable Manufacturing and Design: Concepts, Practices and Needs. Sustainability 2012, 4, 154–174. [Google Scholar] [CrossRef]
- Sartal, A.; Bellas, R.; Mejías, A.M.; García-Collado, A. The sustainable manufacturing concept, evolution and opportunities within Industry 4.0: A literature review. Adv. Mech. Eng. 2020, 12. [Google Scholar] [CrossRef]
- Joung, C.B.; Carrell, J.; Sarkar, P.; Feng, S.C. Categorization of indicators for sustainable manufacturing. Ecol. Indic. 2013, 24, 148–157. [Google Scholar] [CrossRef]
- Haapala, K.R.; Zhao, F.; Camelio, J.; Sutherland, J.W.; Skerlos, S.J.; Dornfeld, D.A.; Jawahir, I.S.; Clarens, A.F.; Rickli, J.L. A Review of Engineering Research in Sustainable Manufacturing. J. Manuf. Sci. Eng. 2013, 135, 041013. [Google Scholar] [CrossRef]
- Kiel, D.; Müller, J.M.; Arnold CVoigt, K.I. Sustainable industrial value creation: Benefits and challenges of industry 4.0. Int. J. Innov. Manag. 2017, 21, 1740015. [Google Scholar] [CrossRef]
- Margherita, E.G.; Braccini, A.M. Industry 4.0 Technologies in Flexible Manufacturing for Sustainable Organizational Value: Reflections from a Multiple Case Study of Italian Manufacturers. Inf. Syst. Front. 2020. [Google Scholar] [CrossRef]
- O’Brien, C. Sustainable production—A new paradigm for a new millennium. Int. J. Prod. Econ. 1999, 60, 1–7. [Google Scholar] [CrossRef]
- Alayón, C.; Säfsten, K.; Johansson, G. Conceptual sustainable production principles in practice: Do they reflect what companies do? J. Clean. Prod. 2017, 141, 693–701. [Google Scholar] [CrossRef]
- Jawahir, I.S.; Bradley, R. Technological Elements of Circular Economy and the Principles of 6R-Based Closed-loop Material Flow in Sustainable Manufacturing. Procedia CIRP 2016, 40, 103–108. [Google Scholar] [CrossRef]
- Sarkis, J. Manufacturing’s role in corporate environmental sustainability—Concerns for the new millennium. Int. J. Oper. Prod. Manag. 2001, 21, 666–686. [Google Scholar] [CrossRef]
- Arushanyan, Y.; Ekener-Petersen, E.; Finnveden, G. Lessons learned—Review of LCAs for ICT products and services. Comput. Ind. 2014, 65, 211–234. [Google Scholar] [CrossRef]
- Legner, C.; Eymann, T.; Hess, T.; Matt, C.; Böhmann, T.; Drews, P.; Mädche, A.; Urbach, N.; Ahlemann, F. Digitalization: Opportunity and Challenge for the Business and Information Systems Engineering Community. Bus. Inf. Syst. Eng. 2017, 59, 301–308. [Google Scholar] [CrossRef]
- Yoo, Y.; Lyytinen, K.; Thummadi, V.; Weiss, A. Unbounded Innovation with Digitalization: A Case of Digital Camera. In Proceedings of the Annual Meeting of the Academy of Management Montréal, Montréal, QC, Canada, 6–10 August 2010; pp. 1–41. [Google Scholar]
- Lee, J.; Bagheri, B.; Kao, H. A Cyber-Physical Systems architecture for Industry 4.0-based manufacturing systems. Manuf. Lett. 2015, 3, 18–23. [Google Scholar] [CrossRef]
- Wang, Y. Cognitive Robots. IEEE Robot. Autom. Mag. 2010, 17, 54–62. [Google Scholar] [CrossRef]
- Frazier, W.E. Metal additive manufacturing: A review. J. Mater. Eng. Perform. 2014, 23, 1917–1928. [Google Scholar] [CrossRef]
- Gandomi, A.; Haider, M. Beyond the hype: Big data concepts, methods, and analytics. Int. J. Inf. Manag. 2015, 35, 137–144. [Google Scholar] [CrossRef]
- Mell, P.; Grance, T. The NIST Definition of Cloud Computing; Special publication 800-145; National Institute of Standards and Technology: Gaithersburg, MD, USA, 2011.
- Latta, J.N.; Oberg, D.J. A conceptual virtual reality model. IEEE Comput. Grap Appl. 1994, 14, 23–29. [Google Scholar] [CrossRef]
- Lee, J. Definition and Meaning of Industrial AI. In Industrial AI; Springer: Singapore, 2020; Available online: https://doi.org/10.1007/978-981-15-2144-7_3 (accessed on 12 September 2020).
- International Telecommunication Union. Overview of the Internet of Things. Global Information Infrastructure, Internet Protocol Aspects and Next-Generation Networks; ITU: Geneva, Switzerland, 2012. [Google Scholar]
- Tilson, D.; Lyytinen, K.; Sørensen, C. Digital Infrastructures: The Missing IS Research Agenda. Inf. Syst. Res. 2010, 21, 748–759. [Google Scholar] [CrossRef]
- Rüßmann, M.; Lorenz, M.; Gerbert, P.; Waldner, M.; Justus, J.; Engel, P.; Harnisch, M. Industry 4.0: The Future of Productivity and Growth in Manufacturing; Boston Consulting Group: Boston, MA, USA, 2015. [Google Scholar]
- ASTM. ASTM F2792-12a: Standard Terminology for Additive Manufacturing Technologies; ASTM International: West Conshohocken, PA, USA, 2012. [Google Scholar]
- Monzón, M.D.; Ortega, Z.; Martínez, A.; Ortega, F. Standardization in additive manufacturing: Activities carried out by international organizations and projects. Int. J. Adv. Manuf. Technol. 2015, 76, 1111–1121. [Google Scholar] [CrossRef]
- Gartner, I.T. Glossary. 2020. Available online: http://www.gartner.com/it-glossary/big-data/ (accessed on 12 September 2020).
- Monostori, L.; Kádár, B.; Bauernhansl, T.; Kondoh, S.; Kumara, S.; Reinhart, G.; Sauer, O.; Schuh, G.; Sihn, W.; Ueda, K. Cyber-physical systems in manufacturing. Cirp Ann. 2016, 65, 621–641. [Google Scholar] [CrossRef]
- Mashhadi, A.R.; Behdad, S. Ubiquitous Life Cycle Assessment (U-LCA): A Proposed Concept for Environmental and Social Impact Assessment of Industry 4.0. Manuf. Lett. 2018, 15, 93–96. [Google Scholar] [CrossRef]
- Stock, T.; Seliger, G. Opportunities of Sustainable Manufacturing in Industry 4.0. Procedia CIRP. 2016, 40, 536–541. [Google Scholar] [CrossRef]
- Berkhout, F.; Hertin, J. Impacts of Information and Communication Technologies on Environmental Sustainability: Speculations and Evidence; OECD: Brighton, UK, 2001. [Google Scholar]
- Santos, J.; Muñoz-Villamizar, A.; Ormazábal, M.; Viles, E. Using problem-oriented monitoring to simultaneously improve productivity and environmental performance in manufacturing companies. Int. J. Comput. Integr. Manuf. 2019, 32, 183–193. [Google Scholar] [CrossRef]
- Zhang, W.; Gu, F.; Guo, J. Can smart factories bring environmental benefits to their products? A case study of household refrigerators. J. Ind. Ecol. 2019, 23, 1381–1395. [Google Scholar] [CrossRef]
- Ghobakhloo, M. Industry 4.0, digitization, and opportunities for sustainability. J. Clean. Prod. 2020, 252, 119869. [Google Scholar] [CrossRef]
- Chang, M.M.L.; Ong, S.K.; Nee, A.Y.C. Approaches and Challenges in Product Disassembly Planning for Sustainability. Procedia Cirp. 2017, 60, 506–511. [Google Scholar] [CrossRef]
- Junior, J.A.G.; Busso, C.M.; Gobbo, S.C.O.; Carreão, H. Making the links among environmental protection, process safety, and industry 4.0. Process. Saf. Env. Prot. 2018, 117, 372–382. [Google Scholar] [CrossRef]
- Chiarini, A.; Belvedere, V.; Grando, A. Industry 4.0 strategies and technological developments. An exploratory research from Italian manufacturing companies. Prod. Plan. Control 2020, 6, 1–14. [Google Scholar] [CrossRef]
- Williams, E. Environmental effects of information and communications technologies. Nature 2011, 479, 354–358. [Google Scholar] [CrossRef]
- Nnorom, I.C.; Osibanjo, O. Overview of electronic waste (e-waste) management practices and legislations, and their poor applications in the developing countries. Resour. Conserv. Recycl. 2008, 52, 843–858. [Google Scholar] [CrossRef]
- Karlsson, C. Research Methods for Operations Management, 2nd ed.; Routledge: New York, NY, USA, 2016; p. 336. [Google Scholar] [CrossRef]
- Hart, C. Doing a Literature Review: Releasing the Research Imagination; Sage Publications Ltd: London, UK, 2018. [Google Scholar]
- Chen, P.P.S. The entity-relationship model—Toward a unified view of data. ACM Trans. Database Syst. (TODS) 1976, 1, 9–36. [Google Scholar] [CrossRef]
- Dev, N.K.; Shankar, R.; Qaiser, F.H. Industry 4.0 and circular economy: Operational excellence for sustainable reverse supply chain performance. Resour. Conserv. Recycl. 2020, 153, 104583. [Google Scholar] [CrossRef]
- Bai, C.; Dallasega, P.; Orzes, G.; Sarkis, J. Industry 4.0 technologies assessment: A sustainability perspective. Int. J. Prod. Econ. 2020, 229, 107776. [Google Scholar] [CrossRef]
- Výtisk, J.; Kočí, V.; Honus, S.; Vrtek, M. Current options in the life cycle assessment of additive manufacturing products. Open Eng. 2019, 9, 674–682. [Google Scholar] [CrossRef]
- Tozanlı, Ö.; Kongar, E.; Gupta, S.M. Trade-in-to-upgrade as a marketing strategy in disassembly-to-order systems at the edge of blockchain technology. Int. J. Prod. Res. 2020, 1–18. [Google Scholar] [CrossRef]
- Arnal, Á.J.; Díaz-Ramírez, M.; Acevedo, L.; Ferreira, V.J.; García-Armingol, T.; López-Sabirón, A.M.; Ferreira, G. Multicriteria Analysis for Retrofitting of Natural Gas Melting and Heating Furnaces for Sustainable Manufacturing and Industry 4.0. J. Energy Resour. Technol. 2020, 142, 022203. [Google Scholar] [CrossRef]
- Jayakumar, J.; Jayakrishna, K.; Vimal, K.E.K.; Hasibuan, S. Modelling of sharing networks in the circular economy. J. Model. Manag. 2020. [Google Scholar] [CrossRef]
- Mourtzis, D.; Zervas, E.; Boli, N.; Pittaro, P. A cloud-based resource planning tool for the production and installation of industrial product service systems (IPSS). Int. J. Adv. Manuf. Technol. 2020, 106, 4945–4963. [Google Scholar] [CrossRef]
- Hannula, J.; Godinho, J.R.A.; Llamas, A.A.; Luukkanen, S.; Reuter, M.A. Simulation-Based Exergy and LCA Analysis of Aluminum Recycling: Linking Predictive Physical Separation and Re-melting Process Models with Specific Alloy Production. J. Sustain. Met. 2020, 6, 174–189. [Google Scholar] [CrossRef]
- García-Muiña, F.E.; Medina-Salgado, M.S.; Ferrari, A.M.; Cucchi, M. Sustainability Transition in Industry 4.0 and Smart Manufacturing with the Triple-Layered Business Model Canvas. Sustainability 2020, 12, 2364. [Google Scholar] [CrossRef]
- Inderwildi, O.; Zhang, C.; Wang, X.; Kraft, M. The impact of intelligent cyber-physical systems on the decarbonization of energy. Energy Environ. Sci. 2020, 13, 744–771. [Google Scholar] [CrossRef]
- Lucivero, F. Big data, big waste? A reflection on the environmental sustainability of big data initiatives. Sci. Eng. Ethics 2020, 26, 1009–1030. [Google Scholar] [CrossRef]
- Jena, M.C.; Mishra, S.K.; Moharana, H.S. Application of Industry 4.0 to enhance sustainable manufacturing. Environ. Prog. Sustain. Energy 2020, 39, 13360. [Google Scholar] [CrossRef]
- Fisher, O.J.; Watson, N.J.; Escrig, J.E.; Gomes, R.L. Intelligent Resource Use to Deliver Waste Valorisation and Process Resilience in Manufacturing Environments. Johns. Matthey Technol. Rev. 2020, 64. [Google Scholar] [CrossRef]
- Gan, V.J.; Lo, I.M.; Ma, J.; Tse, K.T.; Cheng, J.C.; Chan, C.M. Simulation optimisation towards energy efficient green buildings: Current status and future trends. J. Clean. Prod. 2020, 254, 120012. [Google Scholar] [CrossRef]
- Ghobakhloo, M.; Fathi, M. Corporate survival in Industry 4.0 era: The enabling role of lean-digitized manufacturing. J. Manuf. Technol. Manag. 2019. [Google Scholar] [CrossRef]
- Kerin, M.; Pham, D.T. A review of emerging industry 4.0 technologies in remanufacturing. J. Clean. Prod. 2019, 237, 117805. [Google Scholar] [CrossRef]
- Bonfá, F.; Benedetti, M.; Ubertini, S.; Introna, V.; Santolamazza, A. New efficiency opportunities arising from intelligent real time control tools applications: The case of Compressed Air Systems’ energy efficiency in production and use. Energy Procedia 2019, 158, 4198–4203. [Google Scholar] [CrossRef]
- Supekar, S.D.; Graziano, D.J.; Riddle, M.E.; Nimbalkar, S.U.; Das, S.; Shehabi, A.; Cresko, J. A Framework for Quantifying Energy and Productivity Benefits of Smart Manufacturing Technologies. Procedia CIRP 2019, 80, 699–704. [Google Scholar] [CrossRef]
- Mele, M.; Campana, G.; D’Avino, G. A Life-Cycle Assessment Framework for Stereolithography. In International Conference on Sustainable Design and Manufacturing; Springer: Singapore, 2019; pp. 91–100. [Google Scholar] [CrossRef]
- Saudi, M.H.M.; Sinaga, O.; Roespinoedji, D.; Razimi, M.S.A. Environmental Sustainability in the Fourth Industrial Revolution: The Nexus between Green Product and Green Process Innovation. Int. J. Energy Econ. Policy 2019, 9, 363. [Google Scholar] [CrossRef]
- Sinaga, O.; Saudi, M.H.M.; Roespinoedji, D.; Razimi, M.S.A. The Dynamic Nexus of Digital Evolution, Environmental Turbulence and Environmental Performance: A Case of High-tech Industries in the Emerging 4th Industrial Revolution. Int. J. Energy Econ. Policy 2019, 9, 386–393. [Google Scholar] [CrossRef]
- Annibaldi, V.; Rotilio, M. Energy consumption consideration of 3D printing. In Proceedings of the 2019 II Workshop on Metrology for Industry 4.0 and IoT (MetroInd4. 0&IoT), Naples, Italy, 4–6 June 2019; pp. 243–248. [Google Scholar] [CrossRef]
- Ojo, O.O.; Zigan, S.; Orchard, J.; Shah, S. Advanced Technology Integration in Food Manufacturing Supply Chain Environment: Pathway to Sustainability and Companies’ Prosperity. In Proceedings of the 2019 IEEE Technology & Engineering Management Conference (TEMSCON), Atlanta, GA, USA, 12–14 June 2019; pp. 1–7. [Google Scholar] [CrossRef]
- Naderi, M.; Ares, E.; Peláez, G.; Prieto, D.; Araújo, M. Sustainable Operations Management for Industry 4.0 and its Social Return. IFAC-PapersOnLine 2019, 52, 457–462. [Google Scholar] [CrossRef]
- Schischke, K.; Manessis, D.; Pawlikowski, J.; Kupka, T.; Krivec, T.; Pamminger, R.; Glaser, S.; Podhradsky, G.; Nissen, N.F.; Schneider-Ramelow, M.; et al. Embedding as a key Board-Level Technology for Modularization and Circular Design of Smart Mobile Products: Environmental Assessment. In Proceedings of the 2019 22nd European Microelectronics and Packaging Conference & Exhibition (EMPC), Pisa, Italy, 16–19 September 2019; pp. 1–8. [Google Scholar]
- Jagtap, S.; Rahimifard, S. The digitisation of food manufacturing to reduce waste–Case study of a ready meal factory. Waste Manag. 2019, 87, 387–397. [Google Scholar] [CrossRef] [PubMed]
- Sénéchal, O.; Trentesaux, D. A framework to help decision makers to be environmentally aware during the maintenance of cyber physical systems. Environ. Impact Assess. Rev. 2019, 77, 11–22. [Google Scholar] [CrossRef]
- Asadi, S.; Nilashi, M.; Safaei, M.; Abdullah, R.; Saeed, F.; Yadegaridehkordi, E.; Samad, S. Investigating factors influencing decision-makers’ intention to adopt Green IT in Malaysian manufacturing industry. Resour. Conserv. Recycl. 2019, 148, 36–54. [Google Scholar] [CrossRef]
- Garcia, D.J.; Mozaffar, M.; Ren, H.; Correa, J.E.; Ehmann, K.; Cao, J.; You, F. Sustainable manufacturing with cyber-physical discrete manufacturing networks: Overview and modeling framework. J. Manuf. Sci. Eng. 2019, 141. [Google Scholar] [CrossRef]
- Liu, Q.; Liu, Z.; Xu, W.; Tang, Q.; Zhou, Z.; Pham, D.T. Human-robot collaboration in disassembly for sustainable manufacturing. Int. J. Prod. Res. 2019, 57, 4027–4044. [Google Scholar] [CrossRef]
- Garcia-Muiña, F.E.; González-Sánchez, R.; Ferrari, A.M.; Volpi, L.; Pini, M.; Siligardi, C.; Settembre-Blundo, D. Identifying the equilibrium point between sustainability goals and circular economy practices in an Industry 4.0 manufacturing context using eco-design. Soc. Sci. 2019, 8, 241. [Google Scholar] [CrossRef]
- Corbett, C.J. How sustainable is big data? Prod. Oper. Manag. 2018, 27, 1685–1695. [Google Scholar] [CrossRef]
- Müller, J.M.; Kiel DVoigt, K.I. What drives the implementation of Industry 4.0? The role of opportunities and challenges in the context of sustainability. Sustainability 2018, 10, 247. [Google Scholar] [CrossRef]
- de Sousa Jabbour, A.B.L.; Jabbour, C.J.C.; Godinho Filho, M.; Roubaud, D. Industry 4.0 and the circular economy: A proposed research agenda and original roadmap for sustainable operations. Ann. Oper. Res. 2018, 270, 273–286. [Google Scholar] [CrossRef]
- Parmiggiani, E.; Monteiro, E. Shifting Baselines? Recommendations for Green IS. In Proceedings of the 39th International Conference on Information Systems (ICIS), San Francisco, CA, USA, 13–18 December 2018. [Google Scholar]
- Lammers, T.; Tomidei, L.; Regattieri, A. What Causes Companies to Transform Digitally? An Overview of Drivers for Australian Key Industries. In Proceedings of the 2018 Portland International Conference on Management of Engineering and Technology (PICMET), Honolulu, WI, USA, 19 August 2018; pp. 1–8. [Google Scholar] [CrossRef]
- Thomas, A.; Haven-Tang, C.; Barton, R.; Mason-Jones, R.; Francis, M.; Byard, P. Smart Systems Implementation in UK Food Manufacturing Companies: A Sustainability Perspective. Sustainability 2018, 10, 4693. [Google Scholar] [CrossRef]
- Böhner, J.; Scholz, M.; Franke, J.; Sauer, A. Integrating digitization technologies into resource efficiency driven industrial learning environments. Procedia Manuf. 2018, 23, 39–44. [Google Scholar] [CrossRef]
- Tucker, D.; Pezzini, P.; Bryden, K.M. Cyber-Physical Systems: A New Paradigm for Energy Technology Development. In Proceedings of the ASME 2018 Power Conference collocated with the ASME 2018 12th International Conference on Energy Sustainability and the ASME 2018 Nuclear Forum, Lake Buena Vista, FL, USA, 24–28 June 2018; American Society of Mechanical Engineers: New York, NY, USA, 2018; Volume 51395, p. V001T04A001. [Google Scholar] [CrossRef]
- Gružauskas, V.; Baskutis, S.; Navickas, V. Minimizing the trade-off between sustainability and cost effective performance by using autonomous vehicles. J. Clean. Prod. 2018, 184, 709–717. [Google Scholar] [CrossRef]
- Palacin-Silva, M.V.; Seffah, A.; Porras, J. Infusing sustainability into software engineering education: Lessons learned from capstone projects. J. Clean. Prod. 2018, 172, 4338–4347. [Google Scholar] [CrossRef]
- Braccini, A.M.; Margherita, E.G. Exploring organizational sustainability of industry 4.0 under the triple bottom line: The case of a manufacturing company. Sustainability 2019, 11, 36. [Google Scholar] [CrossRef]
- Ghafoorpoor Yazdi, P.; Azizi, A.; Hashemipour, M. An empirical investigation of the relationship between overall equipment efficiency (OEE) and manufacturing sustainability in industry 4.0 with time study approach. Sustainability 2018, 10, 3031. [Google Scholar] [CrossRef]
- Kumar, R.; Singh, S.P.; Lamba, K. Sustainable robust layout using Big Data approach: A key towards industry 4.0. J. Clean. Prod. 2018, 204, 643–659. [Google Scholar] [CrossRef]
- Bieser, J.C.T.; Hilty, L.M. Assessing Indirect Environmental Effects of Information and Communication Technology (ICT): A Systematic Literature Review. Sustainability 2018, 10, 2662. [Google Scholar] [CrossRef]
- Garcia-Muiña, F.E.; González-Sánchez, R.; Ferrari, A.M.; Settembre-Blundo, D. The paradigms of Industry 4.0 and circular economy as enabling drivers for the competitiveness of businesses and territories: The case of an Italian ceramic tiles manufacturing company. Soc. Sci. 2018, 7, 255. [Google Scholar] [CrossRef]
- Fu, B.; Shu, Z.; Liu, X. Blockchain enhanced emission trading framework in fashion apparel manufacturing industry. Sustainability 2018, 10, 1105. [Google Scholar] [CrossRef]
- Bonilla, S.H.; Silva, H.R.; Terra da Silva, M.; Franco Gonçalves, R.; Sacomano, J.B. Industry 4.0 and sustainability implications: A scenario-based analysis of the impacts and challenges. Sustainability 2018, 10, 3740. [Google Scholar] [CrossRef]
- Zheng, P.; Lin, T.J.; Chen, C.H.; Xu, X. A systematic design approach for service innovation of smart product-service systems. J. Clean. Prod. 2018, 201, 657–667. [Google Scholar] [CrossRef]
- Waibel, M.W.; Steenkamp, L.P.; Moloko, N.; Oosthuizen, G.A. Investigating the effects of smart production systems on sustainability elements. Procedia Manuf. 2017, 8, 731–737. [Google Scholar] [CrossRef]
- Prause, G.; Atari, S. On sustainable production networks for Industry 4.0. Entrep. Sustain. Issues 2017, 4, 421–431. [Google Scholar] [CrossRef]
- Ballarino, A.; Brondi, C.; Brusaferri, A.; Chizzoli, G. The CPS and LCA modelling: An integrated approach in the environmental sustainability perspective. In Working Conference on Virtual Enterprises; Springer: Cham, Switzerland, 2017; pp. 543–552. [Google Scholar] [CrossRef]
- Szalavetz, A. The Environmental Impact of Advanced Manufacturing Technologies: Examples from Hungary. In Central European Business Review; Prague University of Economics and Business: Prague, Czechia, 2017; pp. 18–29. [Google Scholar] [CrossRef]
- Schlegel, A.; Langer, T.; Putz, M. Developing and harnessing the potential of SMEs for eco-efficient flexible production. Procedia Manuf. 2017, 9, 41–48. [Google Scholar] [CrossRef]
- Bechtsis, D.; Tsolakis, N.; Vouzas, M.; Vlachos, D. Industry 4.0: Sustainable material handling processes in industrial environments. In Computer Aided Chemical Engineering; Elsevier: Amsterdam, The Netherlands, 2017; Volume 40, pp. 2281–2286. [Google Scholar] [CrossRef]
- Li, A.Q.; Found, P. Towards sustainability: PSS, digital technology and value co-creation. Procedia CIRP 2017, 64, 79–84. [Google Scholar] [CrossRef]
- Watanabe, E.H.; da Silva, R.M.; Junqueira, F.; dos Santos Filho, D.J.; Miyagi, P.E. An emerging industrial business model considering sustainability evaluation and using cyber physical system technology and modelling techniques. IFAC-PapersOnLine 2016, 49, 135–140. [Google Scholar] [CrossRef]
- Loy, J.; Tatham, P. Redesigning Production Systems. In Handbook of Sustainability in Additive Manufacturing. Environmental Footprints and Eco-Design of Products and Processes; Muthu, S., Savalani, M., Eds.; Springer: Singapore, 2016. [Google Scholar] [CrossRef]
- Griffiths, C.A.; Howarth, J.; De Almeida-Rowbotham, G.; Rees, A.; Kerton, R. A design of experiments approach for the optimisation of energy and waste during the production of parts manufactured by 3D printing. J. Clean. Prod. 2016, 139, 74–85. [Google Scholar] [CrossRef]
- Herrmann, C.; Schmidt, C.; Kurle, D.; Blume, S.; Thiede, S. Sustainability in manufacturing and factories of the future. Int. J. Precis. Eng. Manuf. Green Technol. 2014, 1, 283–292. [Google Scholar] [CrossRef]
- Matsuda, M.; Kimura, F. Digital Eco-factory as an IT Support Tool for Sustainable Manufacturing. In IFIP International Conference on Digital Product and Process Development Systems; Springer: Berlin/Heidelberg, Germany, 2013; pp. 330–342. [Google Scholar] [CrossRef]
- Steinhilper, R.; Freiberger, S.; Kübler, F.; Böhner, J. RFID integrated adaption of manufacturing execution systems for energy efficient production. In Re-Engineering Manufacturing for Sustainability; Springer: Singapore, 2013; pp. 123–128. [Google Scholar] [CrossRef]
- Sissa, G. An Agent Based approach for sustainable ICT services toward environmental sustainability: The use of Agent Based Models to explain the ICT-driven (societal) behavioural changes and their effects on environmental sustainability. In Proceedings of the 2012 6th IEEE International Conference on Digital Ecosystems and Technologies (DEST), Menlo Park, CA, USA, 18–20 June 2012; pp. 1–6. [Google Scholar] [CrossRef]
- Howard, G.R.; Lubbe, S. Synthesis of green is frameworks for achieving strong environmental sustainability in organisations. In Proceedings of the 2012 South African Institute of Computer Scientists and Information Technologists Conference, Pretoria, South Africa, 1–3 October 2012; pp. 306–315. [Google Scholar] [CrossRef]
- Andræ, A.S.; Zou, G.; Liu, J. LCA of electronic products. Int. J. Life Cycle Assess. 2004, 9, 45–52. [Google Scholar] [CrossRef]
- Stock, T.; Obenaus, M.; Kunz, S.; Kohl, H. Industry 4.0 as enabler for a sustainable development: A qualitative assessment of its ecological and social potential. Process Saf. Environ. Prot. 2018, 118, 254–267. [Google Scholar] [CrossRef]
- Kurdve, M.; Bellgran, M. Green lean operationalisation of the circular economy concept on production shop floor level. J. Clean. Prod. 2021, 278, 123–223. [Google Scholar] [CrossRef]
- Cioffi, R.; Travaglioni, M.; Piscitelli, G.; Petrillo, A.; Parmentola, A. Smart Manufacturing Systems and Applied Industrial Technologies for a Sustainable Industry: A Systematic Literature Review. Appl. Sci. 2020, 10, 2897. [Google Scholar] [CrossRef]
- Terry, S.; Lu, H.; Fidan, I.; Zhang, Y.; Tantawi, K.; Guo, T.; Asiabanpour, B. The Influence of Smart Manufacturing Towards Energy Conservation: A Review. Technologies 2020, 8, 31. [Google Scholar] [CrossRef]
- Schulz, S.A.; Flanigan, R.L. Developing competitive advantage using the triple bottom line: A conceptual framework. J. Bus. Ind. Mark. 2016. [Google Scholar] [CrossRef]
- Ehrlich, P.R.; Holdren, J.P. Impact of population growth. Science 1971, 171, 1212–1217. [Google Scholar] [CrossRef] [PubMed]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
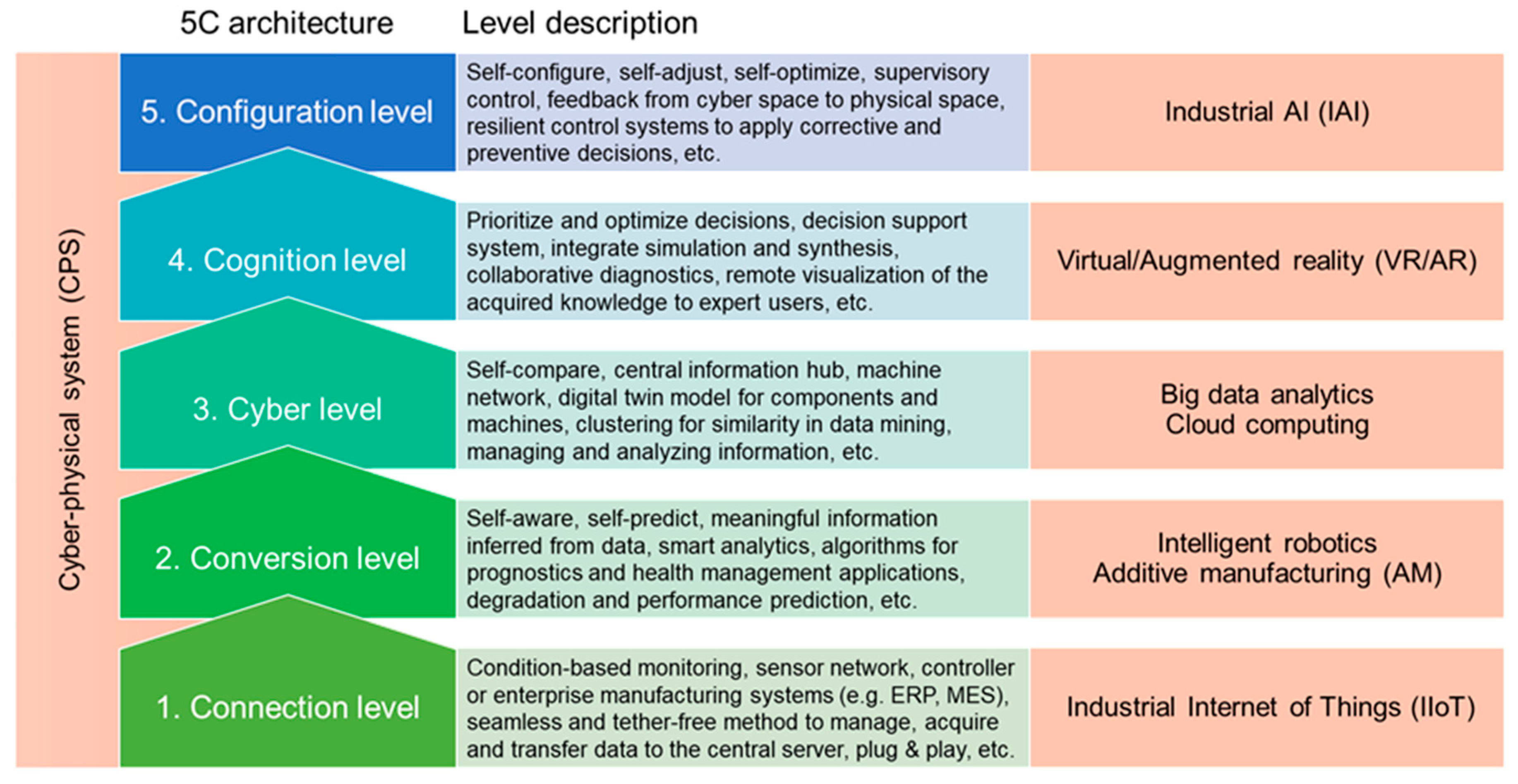
| 5C Architecture | Definition of the Eight Technology Categories |
|---|---|
| Connection level | 1. Internet of Things (IoT) It is a “global infrastructure for the information society, enabling advanced services by interconnecting (physical and virtual) things based on existing and evolving interoperable information and communication technologies” [43]. IoT connects machines equipped with sensors and actuators to the internet, thus enabling the machines to generate, process, and communicate data in real-time, to either humans or machines [44]. |
| Conversion level | 2. Intelligent robotics/Cognitive robotics New generations of robots are evolving for greater utility and becoming more autonomous, flexible, and cooperative [45]. Wang (2010) defines it as an autonomous robot, capable of inferring, perceiving, and learning based on the three-levels of imperative, autonomic, and cognitive intelligence [37]. |
| 3. Additive Manufacturing (AM) According to American Society for Testing and Materials (ASTM) 2792-12, ASTM has defined AM as “processes of joining materials to make objects from 3D model data, usually layer upon layer, as opposed to subtractive manufacturing fabrication methodologies” [46,47]. | |
| Cyber level | 4. Big Data analytics It refers to techniques adopted to analyze and acquire intelligence from big data [39], which is defined as “high-volume, high-velocity, and/or high variety information assets that demand cost-effective, innovative forms of information processing for enhanced insight and decision making” [48]. Volume means the magnitude of data; velocity refers to the rate of data generated and the speed at which it should be analyzed and acted upon; variety refers to the structural heterogeneity in a dataset [39]. |
| 5. Cloud computing It is a set of IT services provided over a network and allows machine data and functionalities to be deployed on the cloud [8]. According to NIST, cloud computing is “a model for enabling ubiquitous, convenient, on-demand network access to a shared pool of configurable computing resources that can be rapidly provisioned and released with minimal management effort or service provider interaction” [40]. | |
| Cognition level | 6. Virtual Reality (VR)/Augmented Reality (AR) VR is an “advanced human–computer interface that simulates a realistic environment and allows participants to interact with it”, which aims to establish a relationship between the participant and the created environment [41]. AR, on the other hand, turns the real environment into a digital interface by interacting with virtual objects in the real world [8]. |
| Configuration level | 7. Industrial Artificial Intelligence (IAI) It depends on the integration of computer science, AI, and domain knowledge, which is determined by the characteristics of fragmentation, individualization, and specialization of problems within the industry [42]. It firstly aims to make the hidden problems in an industrial system explicit, then managing and avoiding them while they remain hidden; its second objective is to “accumulate, inherit, and apply knowledge on a large scale” [42]. |
| Relevant to all levels of the 5C architecture | 8. Cyber Physical System (CPS) Defined as transformative technologies enabling seamlessly integrated systems in their physical assets and computational capabilities [36], providing and using data-accessing and data-processing services available on the internet [49]. A CPS involves intelligent connectivity, sophisticated data management and advanced computational capacities, which requires exponential growth in the ICT infrastructure [50]. |
| Search Query: Set A AND Set B AND Set C | ||
|---|---|---|
| Set A | Set B | Set C |
| (digital * AND technology) OR | (environment * W/2 sustainab *) OR | manufactur * OR |
| digiti * OR digitali * OR | (environment * W/2 impact) | production |
| (cyber AND physical AND system) OR | ||
| industry * 4.0 | ||
| No. | Paper | Digital Technology | Lifecycle | Positive/Negative Environ. Impact | Other Two Pillars | |
|---|---|---|---|---|---|---|
| Economic | Social | |||||
| 1 | [24] | Industry 4.0 | P |  | +++ | +++ |
| 2 | [6] | Industry 4.0 | P, T |  | ++ | + |
| 3 | [55] | Industry 4.0 | P | | +++ | ++ |
| 4 | [64] | Industry 4.0 | P | | +++ | + |
| 5 | [14] | Industry 4.0 | P | | +++ | +++ |
| 6 | [65] | Industry 4.0 | P | | +++ | +++ |
| 7 | [66] | AM | T |  | + | |
| 8 | [67] | IoT | P | | +++ | |
| 9 | [58] | CPS | P, T | | +++ | |
| 10 | [68] | Big Data | P | | ++ | + |
| 11 | [69] | Industry 4.0 | P | | +++ | |
| 12 | [70] | Cloud | P | | ++ | ++ |
| 13 | [71] | Big Data | P | | ++ | |
| 14 | [72] | CPS | P | | +++ | +++ |
| 15 | [73] | CPS | P | | ++ | ++ |
| 16 | [74] | Big Data | T | | ++ | ++ |
| 17 | [75] | Cloud, CPS, IoT | P | | +++ | ++ |
| 18 | [76] | Big Data | P | | ++ | |
| 19 | [77] | IAI, Big Data | P | | ++ | + |
| 20 | [78] | CPS | P | | +++ | ++ |
| 21 | [79] | CPS, VR, AR, IoT | P | | ++ | ++ |
| 22 | [80] | CPS | P | | ++ | |
| 23 | [81] | CPS | P | | ++ | |
| 24 | [82] | AM | T | | ||
| 25 | [83] | Industry 4.0 | P | | ++ | + |
| 26 | [17] | Big Data | T | | + | |
| 27 | [84] | Industry 4.0 | P | | + | + |
| 28 | [85] | AM | T | | ++ | |
| 29 | [86] | Industry 4.0 | P | | ++ | ++ |
| 30 | [87] | Industry 4.0 | P | | ++ | +++ |
| 31 | [7] | Industry 4.0 | P | | + | + |
| 32 | [88] | CPS | T | | + | |
| 33 | [54] | Industry 4.0 | P | | + | |
| 34 | [16] | CPS | P, T | | ++ | |
| 35 | [89] | IoT | P | | + | + |
| 36 | [53] | Big Data | P | | +++ | |
| 37 | [90] | CPS | P | | ++ | ++ |
| 38 | [91] | CPS | P | | ++ | ++ |
| 39 | [92] | CPS | P | | +++ | |
| 40 | [93] | Robotics | P | | + | +++ |
| 41 | [94] | IoT | P | | +++ | ++ |
| 42 | [3] | CPS, AM | P | | ++ | + |
| 43 | [95] | Big Data | T | | ++ | ++ |
| 44 | [96] | Industry 4.0 | P | | +++ | +++ |
| 45 | [97] | Industry 4.0 | P | | ++ | |
| 46 | [57] | Industry 4.0 | P | | +++ | |
| 47 | [98] | Industry 4.0 | P | | ++ | |
| 48 | [99] | Industry 4.0 | P | | ++ | + |
| 49 | [100] | Industry 4.0 | P | | ++ | + |
| 50 | [5] | IAI | P | | ++ | |
| 51 | [101] | Industry 4.0 | P | | + | ++ |
| 52 | [102] | CPS | P | | ++ | |
| 53 | [50] | Industry 4.0 | T | | + | |
| 54 | [103] | IoT, Big Data | P | | +++ | |
| 55 | [104] | CPS | P | | ++ | +++ |
| 56 | [105] | Industry 4.0 | P | | +++ | +++ |
| 57 | [13] | CPS | P | | + | |
| 58 | [106] | Industry 4.0 | P | | ++ | |
| 59 | [107] | Big Data | P | | + | |
| 60 | [108] | CPS | T | | + | + |
| 61 | [109] | Industry 4.0 | P | | +++ | ++ |
| 62 | [110] | Block Chain | P | | ++ | + |
| 63 | [111] | Industry 4.0 | P | | ++ | ++ |
| 64 | [112] | Industry 4.0 | P | | + | ++ |
| 65 | [4] | Industry 4.0 | P | | + | ++ |
| 66 | [27] | IoT | P | | ++ | ++ |
| 67 | [113] | CPS | P, T | | ++ | ++ |
| 68 | [114] | CPS | P | | ++ | + |
| 69 | [115] | CPS | P, T | | + | |
| 70 | [116] | Industry 4.0 | P | | ++ | |
| 71 | [117] | Industry 4.0 | P | | + | + |
| 72 | [118] | IoT | P | | + | |
| 73 | [9] | Industry 4.0 | P | | + | |
| 74 | [119] | Industry 4.0 | P | | ++ | + |
| 75 | [8] | Industry 4.0 | P | | + | |
| 76 | [12] | CPS | P | | +++ | + |
| 77 | [11] | AM | P, T | | +++ | ++ |
| 78 | [51] | Industry 4.0 | P | | ++ | + |
| 79 | [120] | CPS | P | | ++ | + |
| 80 | [121] | AM | P | | ++ | ++ |
| 81 | [122] | AM | P | | ++ | |
| 82 | [22] | AM | P, T | | + | ++ |
| 83 | [33] | ICT | T | | + | ++ |
| 84 | [123] | CPS | P | | + | ++ |
| 85 | [26] | ICT | P | | ++ | ++ |
| 86 | [124] | ICT | P | | + | |
| 87 | [125] | ICT | P | | ++ | + |
| 88 | [126] | ICT | P, T | | + | ++ |
| 89 | [127] | ICT | P | | ++ | ++ |
| 90 | [59] | ICT | P, T | | ++ | ++ |
| 91 | [60] | ICT | T | | ++ | + |
| 92 | [128] | ICT | T | | ||
| 93 | [15] | ICT | T | | ++ | + |
| 5C | Technology | Design | Production | Transportation | Use | End of Life |
|---|---|---|---|---|---|---|
| Configuration level | IAI | EN: Smarter scheduling [5,111] | EM: Instant support [112] | |||
| Cognition level | VR/AR | M, EN: Replacing physical product [112] | EN: Working virtually [17] EN: Server virtualization [17] | |||
| Cyber level | Big data | EN: Layout design [107] | M, EN: Optimization of consumption [111] EN: Preventive maintenance [111] EN: Condition monitoring [8,53,95] M, WS: Reuse waste [6,76] M: Data driven decision support [102] WA, EM, HA: Predictability and control [57] | EM: Autonomous distribution [65] EN: Data support optimization [79] | ||
| Cloud computing | WA, EM, HA: Predictability and control [57] | |||||
| Conversion level | Intelligent Robotics | M, EN, WS: Damage reduction, better quality [107] M, EN: Higher efficiency [55,107] EN: High consumption [55] | ||||
| AM | M, EN, WS: Prototyping [11,22,24,102] | WS, M, EN: Manufacturing of tool and product [6,102,122] EN: Reduced by optimized design [55,122] WS: Using waste as raw material [3] M, EN: Optimized quality [11] EN: Heating required [11,85] | EM, WS: Onsite production [6,11,24,85,96,111,112] | M, EN, EM: Customization [55,111] | M: Optimizes quality in remanufacturing [11,79] M: Improved efficiency in reuse, repair, recycling; reduce waste. [11,24] | |
| Connection level | ICT/IoT | M, EM, W, EN: Customized outsource/design; Efficient/transparent communication [24,27,54,96] EM: Frequent transportation [54] | M, EN, WS: Improvement of parameter setting [8,24,27,54,96] EN, EM: Higher efficiency [15,27,54] M, EN: Availability of reliable data [65,105,111] EN: Condition monitoring and control [6,9,53,65,80] WS: Tracking of weight and reason [89] HA: Proactive reduction [57] | EN, EM: Frequent delivery [54] EM, EN: Reduced within plant transport [54] EM, EN: Autonomous distribution [27,103,118] M, EM: Efficient communication [27,96] | EN: Condition monitoring [8] | M: Disassembly to order [67] WS: Monitoring of waste generated in remanufacturing [79]. |
| CPS | EN: Optimized fuel consumption [8] EN: Flexible design configuration [102] | M, EN: Availability of reliable data [13,51,55,111] M: Reduced production [12] EN: Optimized material handling [106] EN: LCA data collection [115] EN: Smart scheduling [73,113] | EN: Reduced material delivery [12] | EN: Condition monitoring [8] EN: Remote support [8] | M: Monitors, controls, and optimizes [71] | |
| Design | Production | Transportation | Use | End of Life | |
|---|---|---|---|---|---|
| Technology lifecycle | EM, M, EN: ICT manufacturing [15,33,111] WT, WT-E: ICT manufacturing [60] EM: Life cycle of big data related devices, such as data center, ICT devices [74,95] EM: Components [13] M, EN: AM manufacturing [22,82] HA: AM manufacturing [22] WA: Freshwater for material production [82] | EN: ICT use [15,33,111] EN: Use of CPS [81] EM: Use of data center [74,95] | EN: ICT disposal transport [111] WS: ICT disposal [15,59,60,111] EM: Life cycle of big data related devices, such as data center, ICT devices [74,95] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, X.; Despeisse, M.; Johansson, B. Environmental Sustainability of Digitalization in Manufacturing: A Review. Sustainability 2020, 12, 10298. https://doi.org/10.3390/su122410298
Chen X, Despeisse M, Johansson B. Environmental Sustainability of Digitalization in Manufacturing: A Review. Sustainability. 2020; 12(24):10298. https://doi.org/10.3390/su122410298
Chicago/Turabian StyleChen, Xiaoxia, Mélanie Despeisse, and Björn Johansson. 2020. "Environmental Sustainability of Digitalization in Manufacturing: A Review" Sustainability 12, no. 24: 10298. https://doi.org/10.3390/su122410298
APA StyleChen, X., Despeisse, M., & Johansson, B. (2020). Environmental Sustainability of Digitalization in Manufacturing: A Review. Sustainability, 12(24), 10298. https://doi.org/10.3390/su122410298