Improving Mechanical Textile Recycling by Lubricant Pre-Treatment to Mitigate Length Loss of Fibers




Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
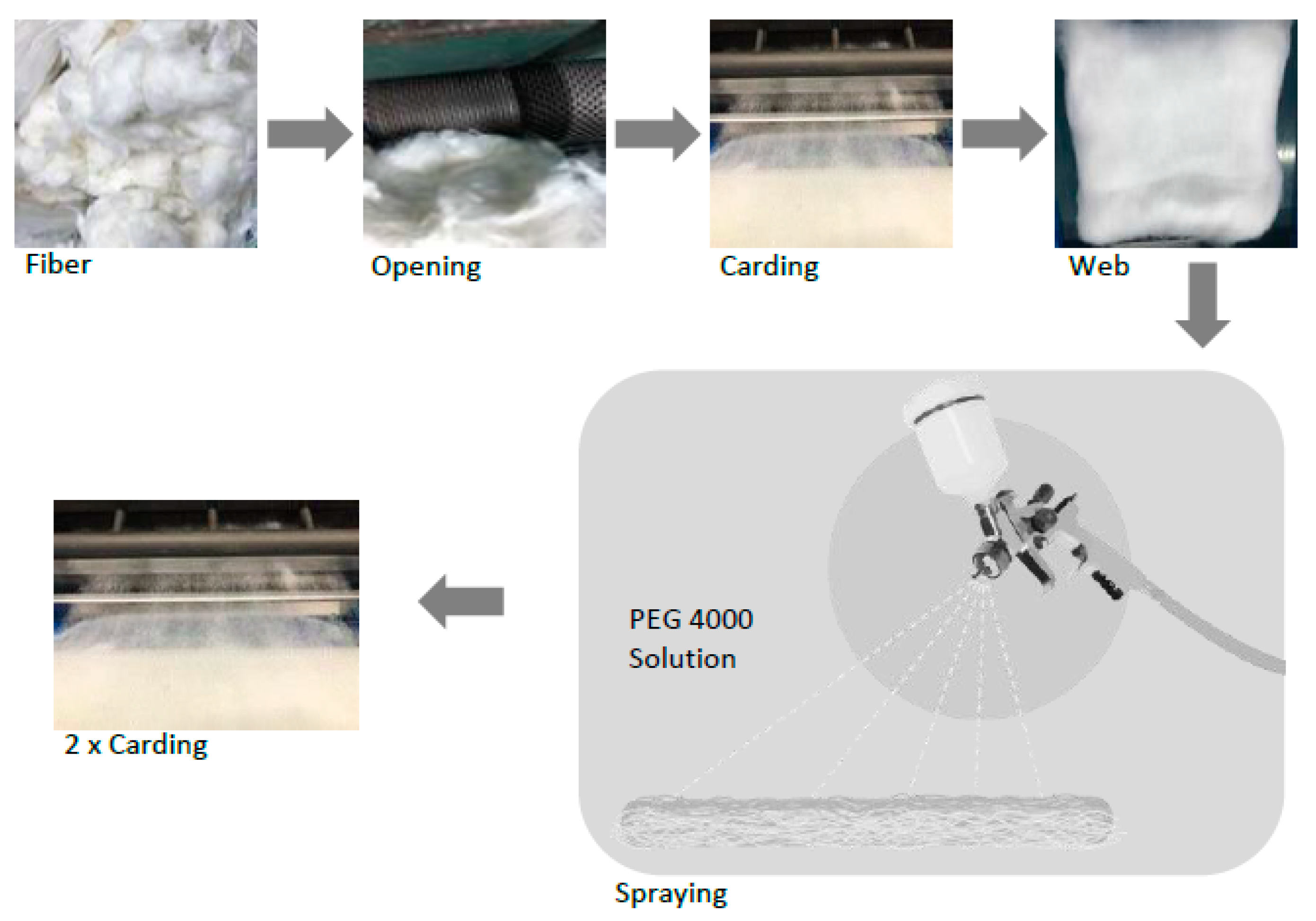
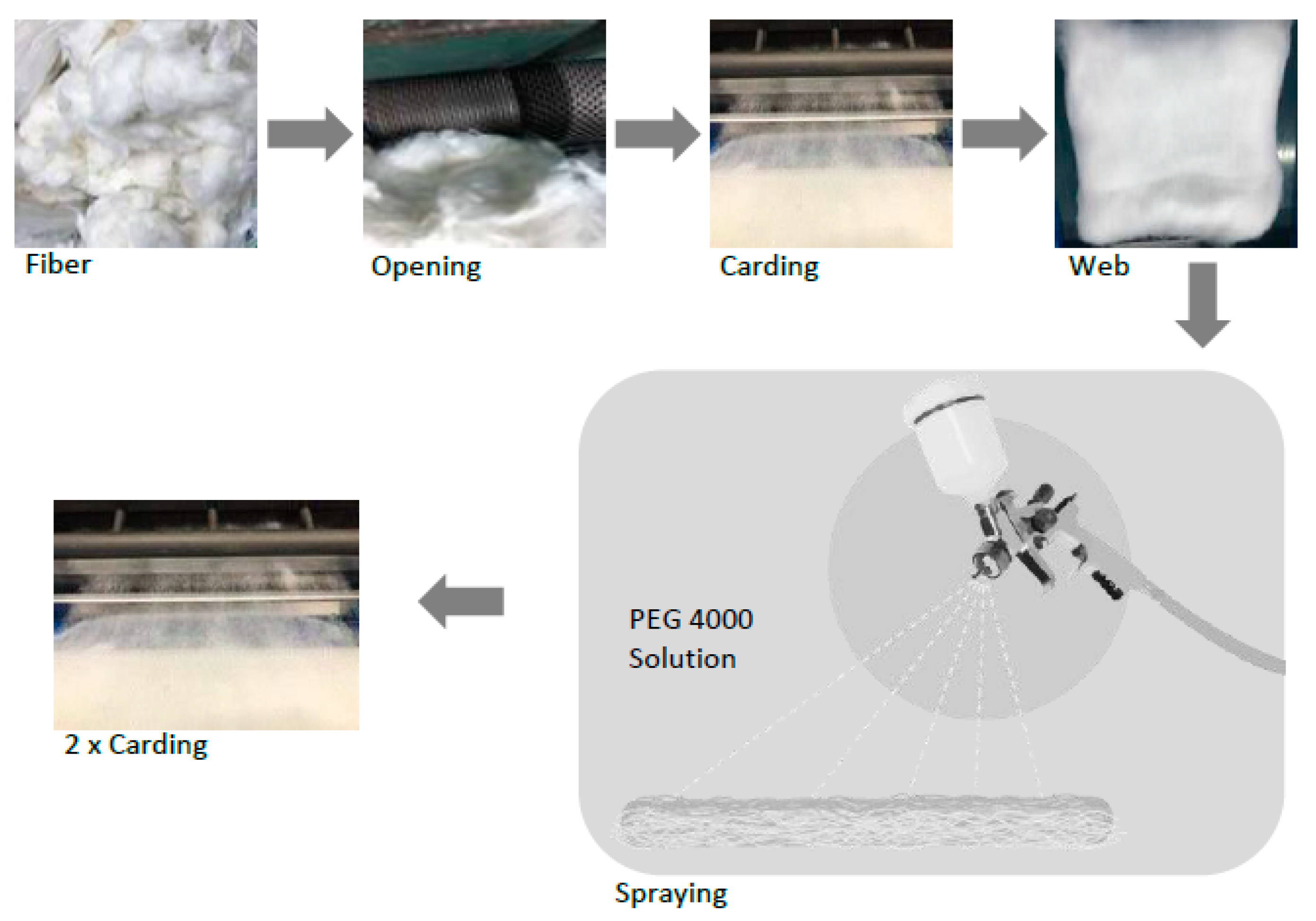
2.2.1. Fiber Web Treatment
2.2.2. Fabrics Treatment
2.2.3. Inter-Fiber Cohesion Measurement
2.2.4. Textile Tearing
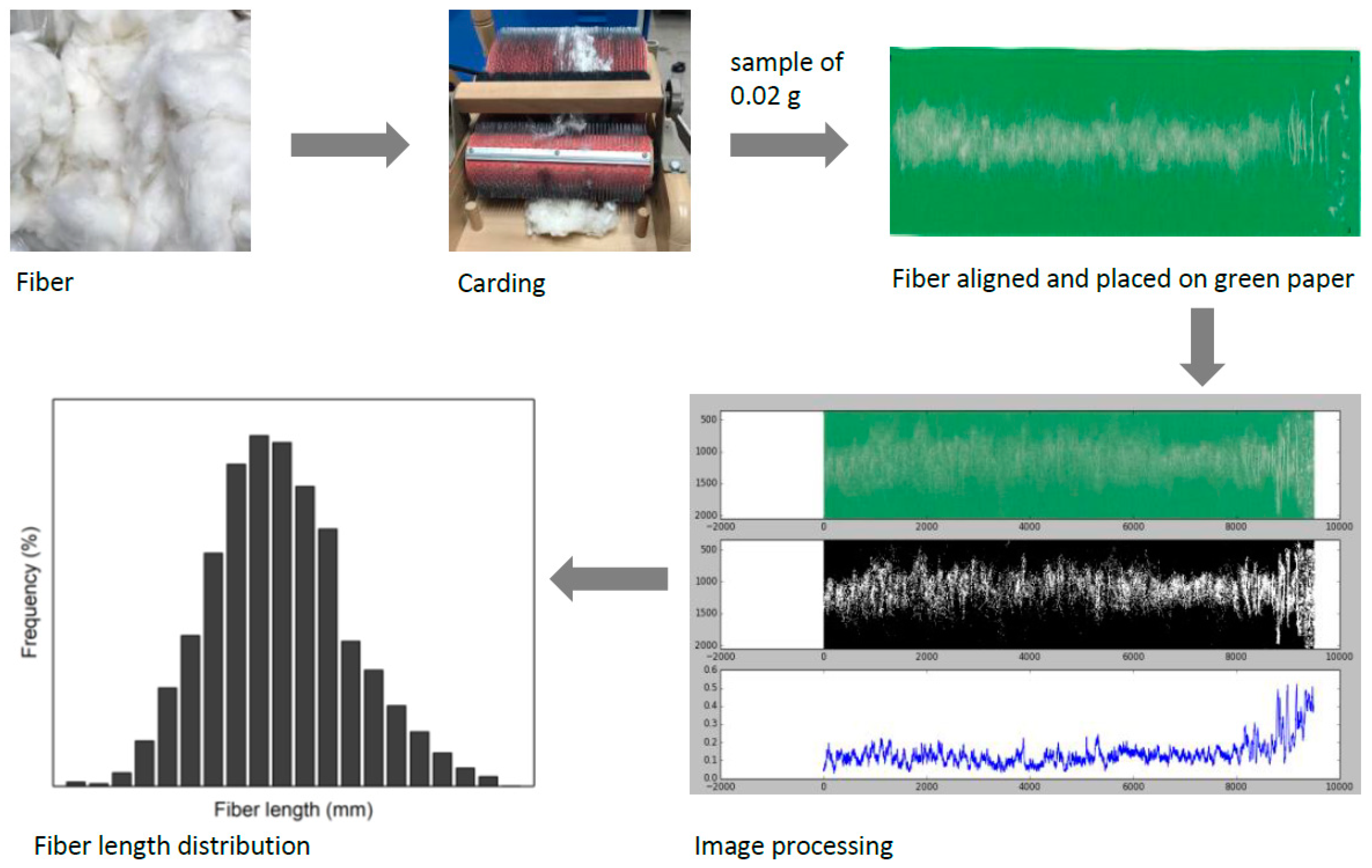
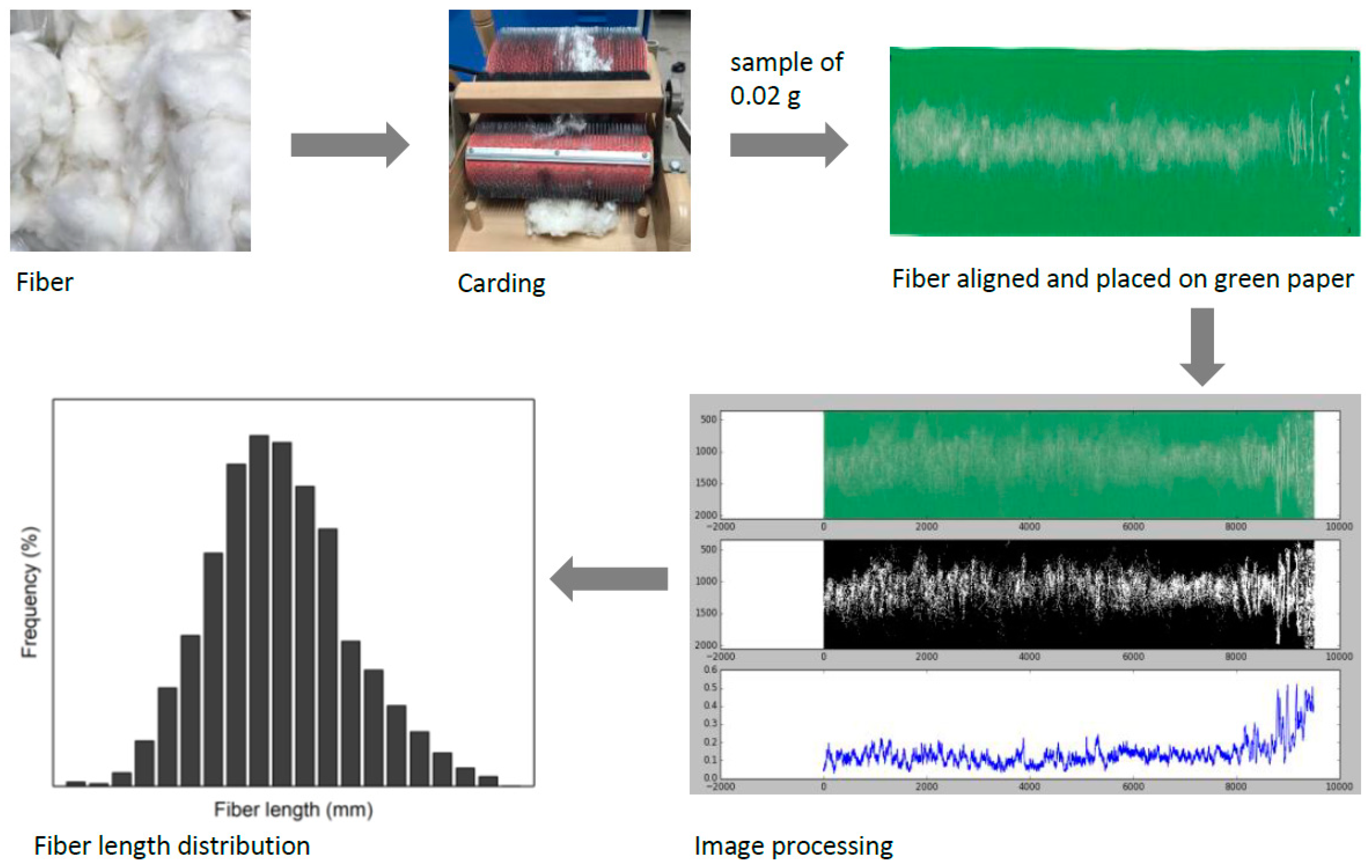
2.2.5. Fiber Analysis
2.2.6. Yarn Spinning and Testing
2.2.7. Statistical Analysis
3. Results and Discussions
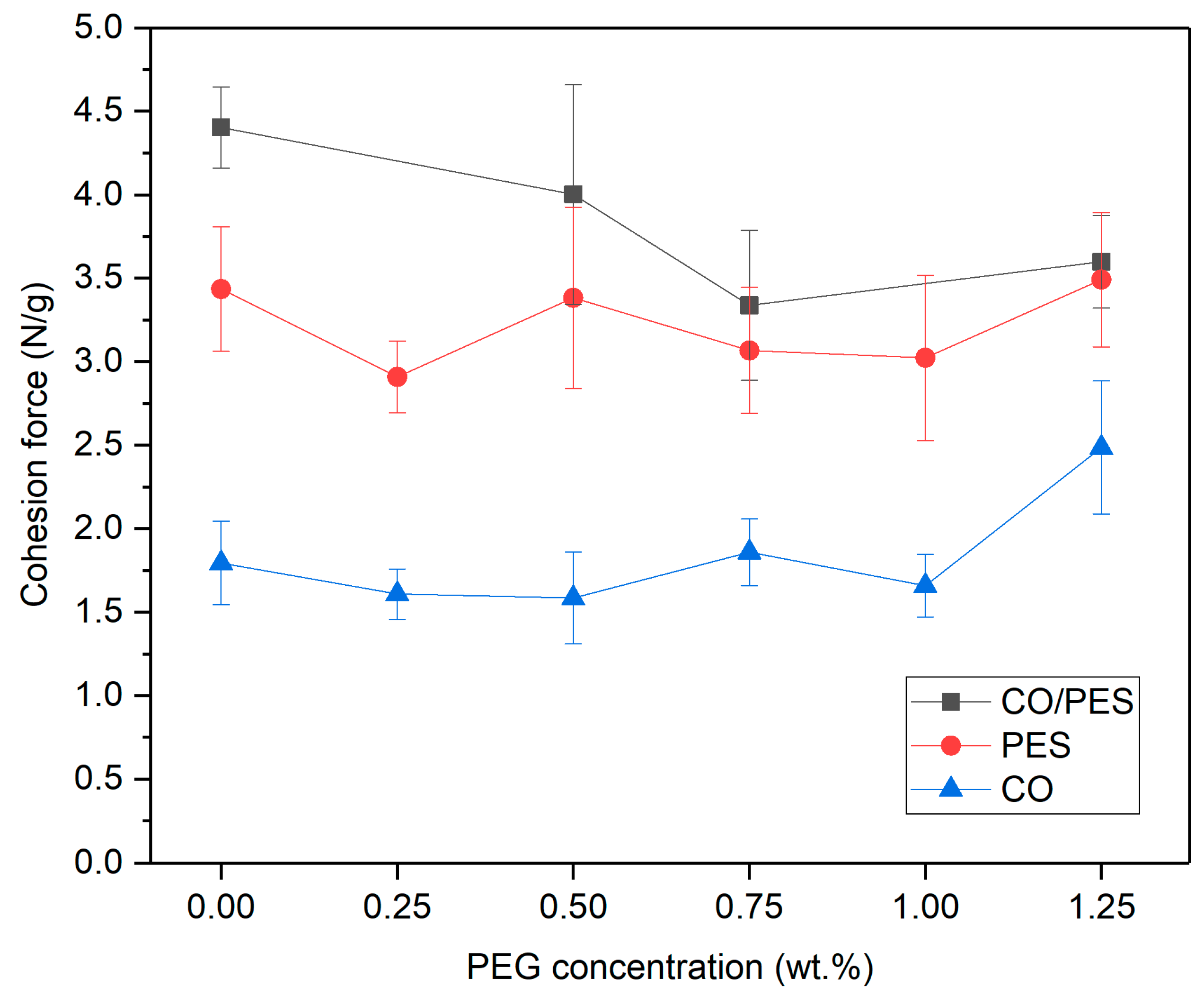
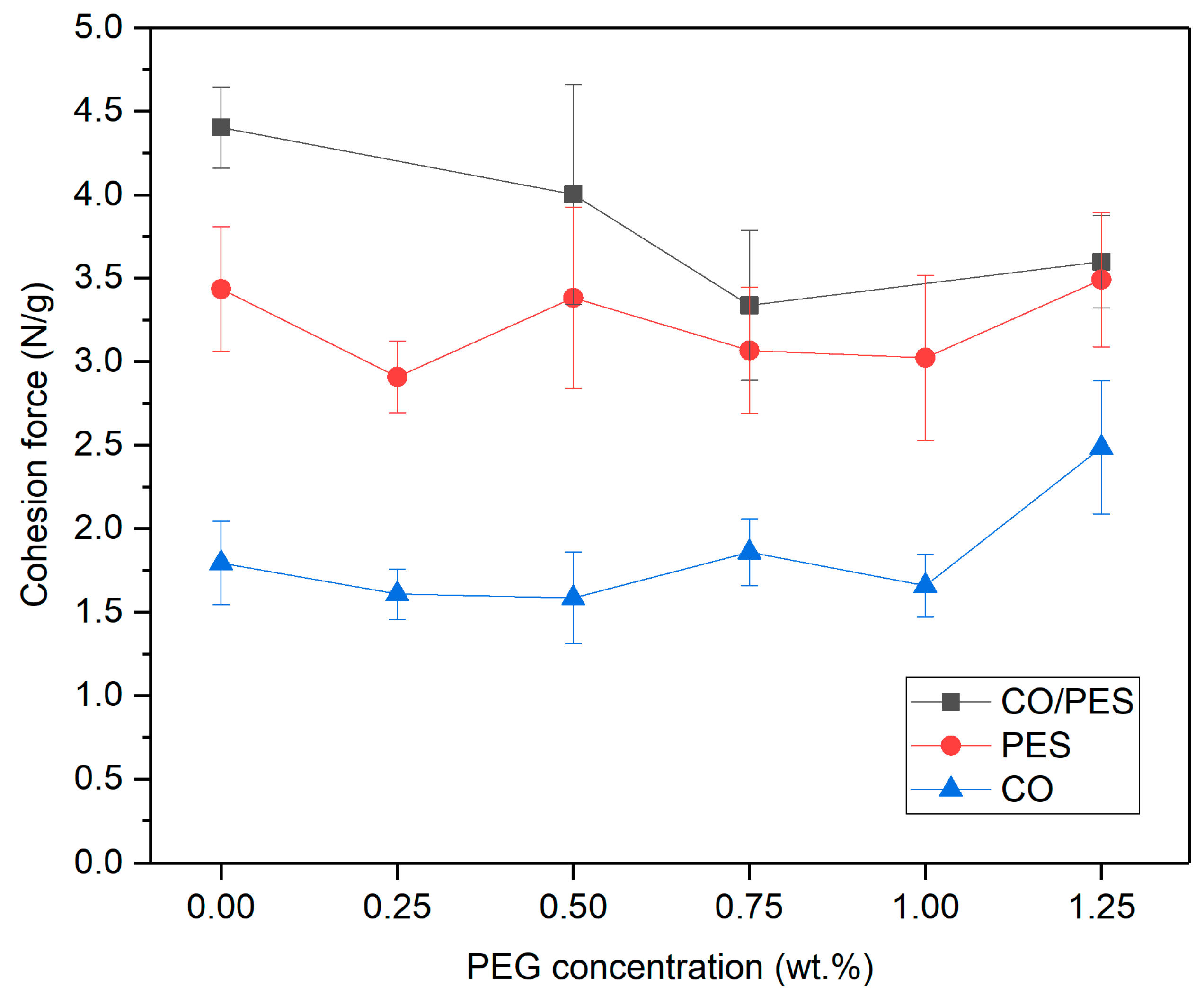
3.1. Inter-Fiber Cohesion Measurement
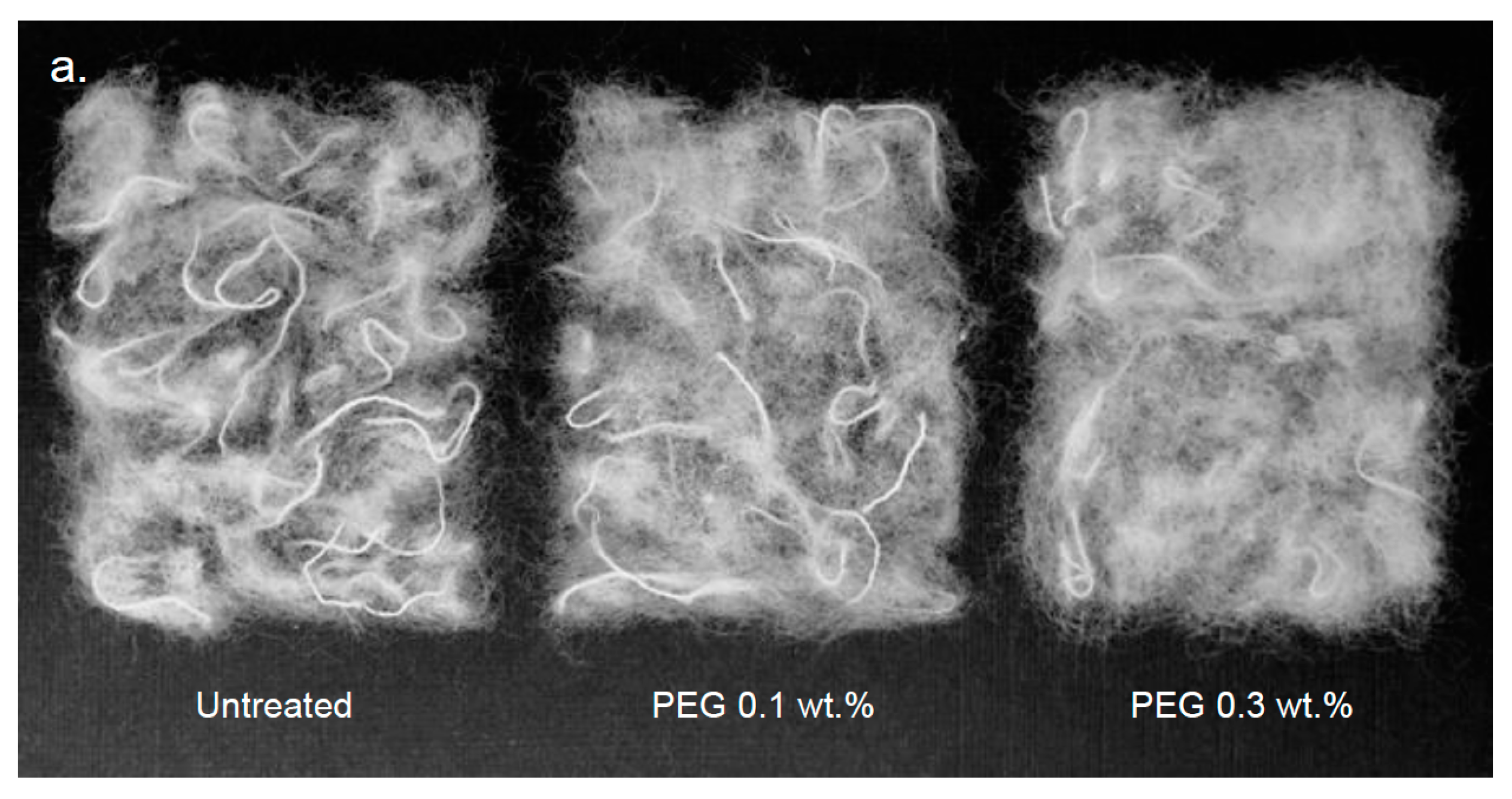
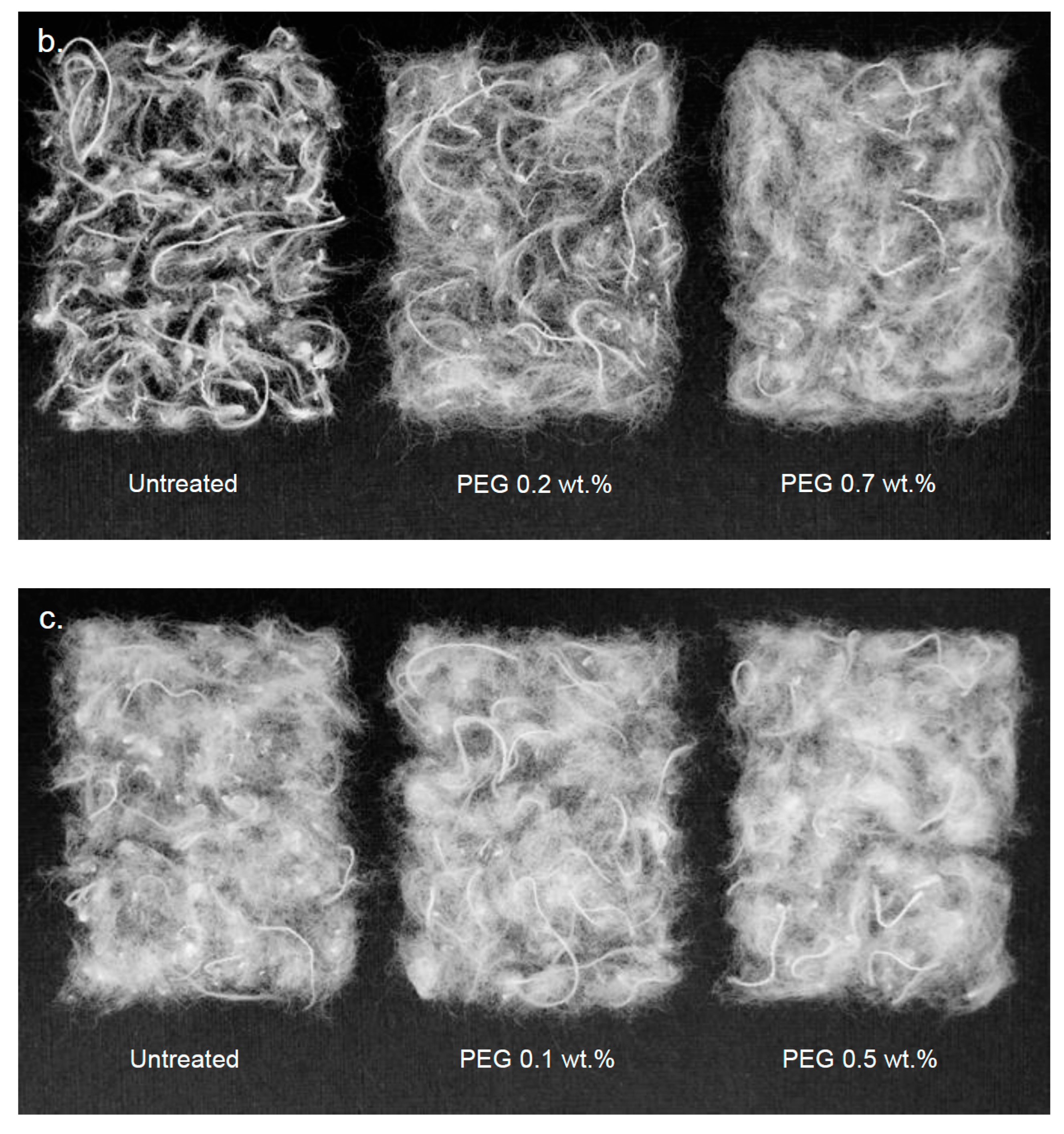
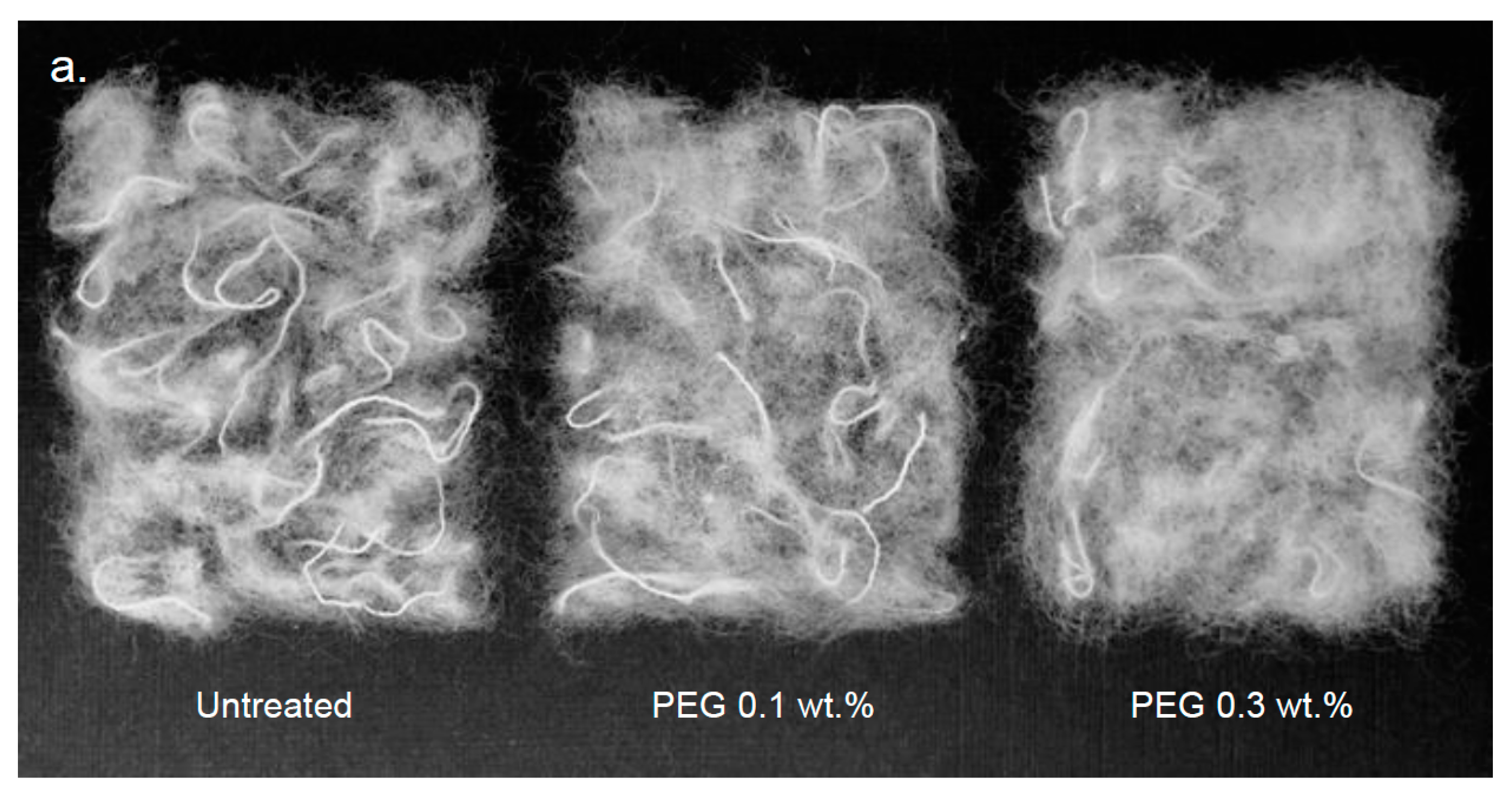
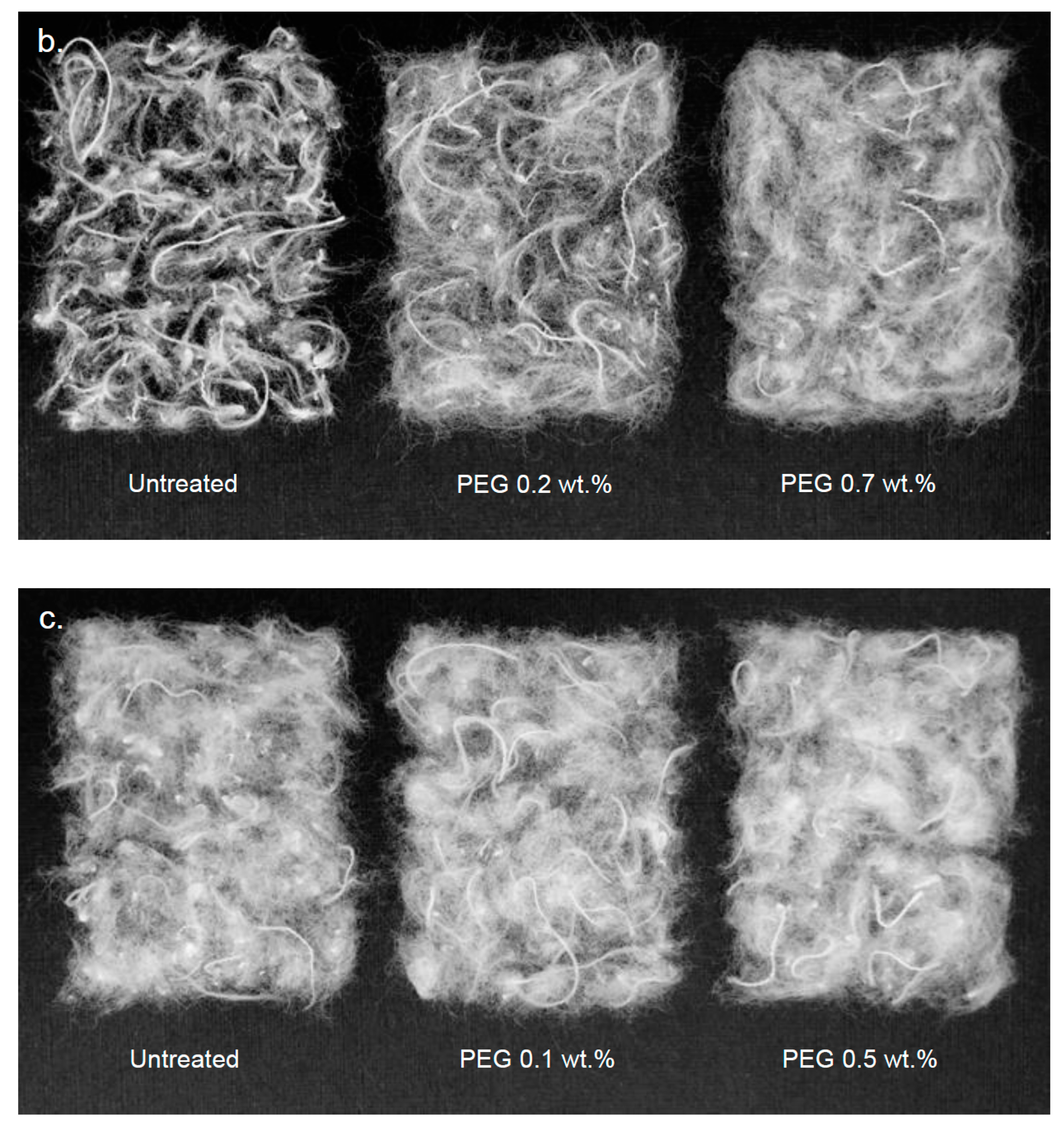
3.2. Recovered Fiber Analysis
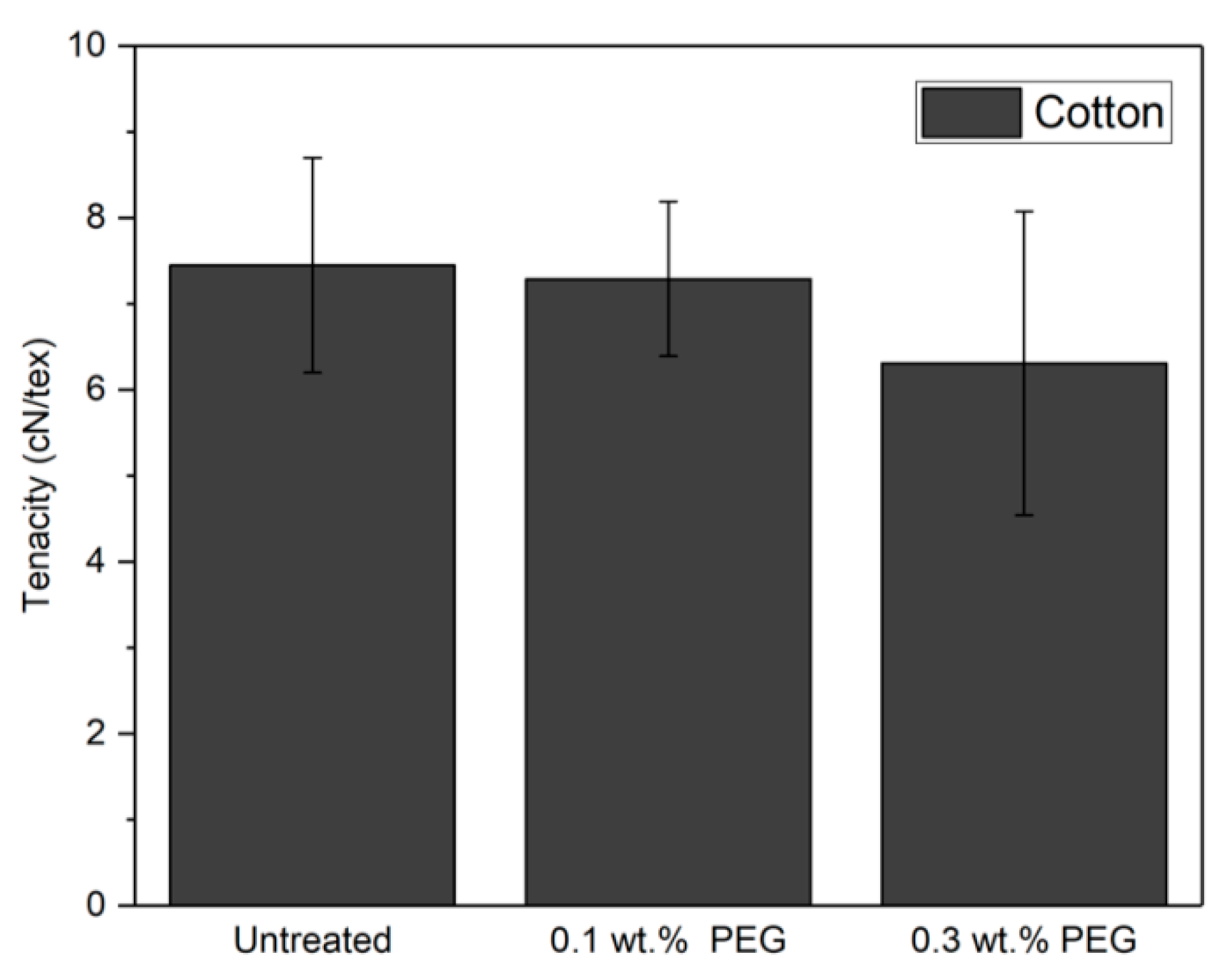
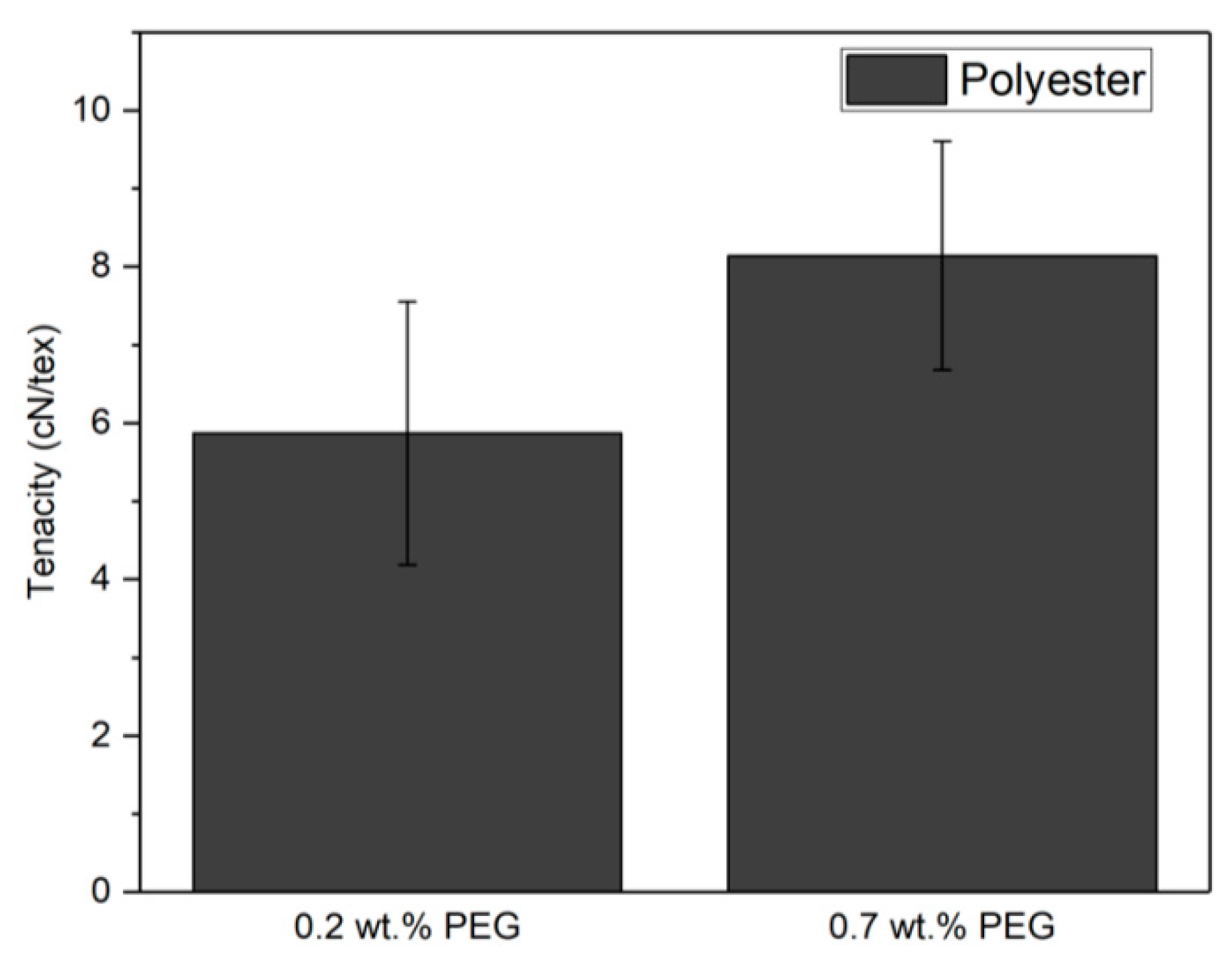
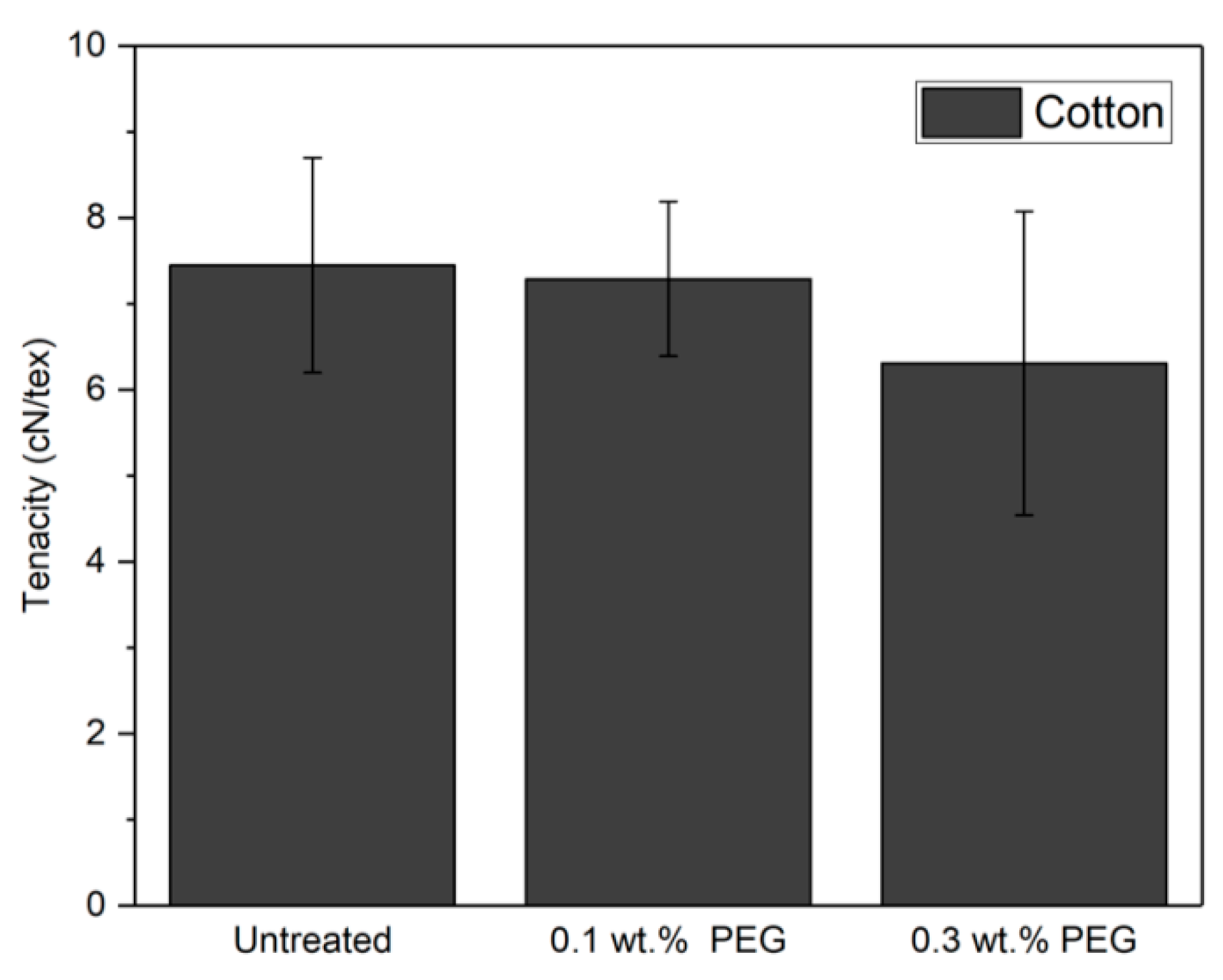
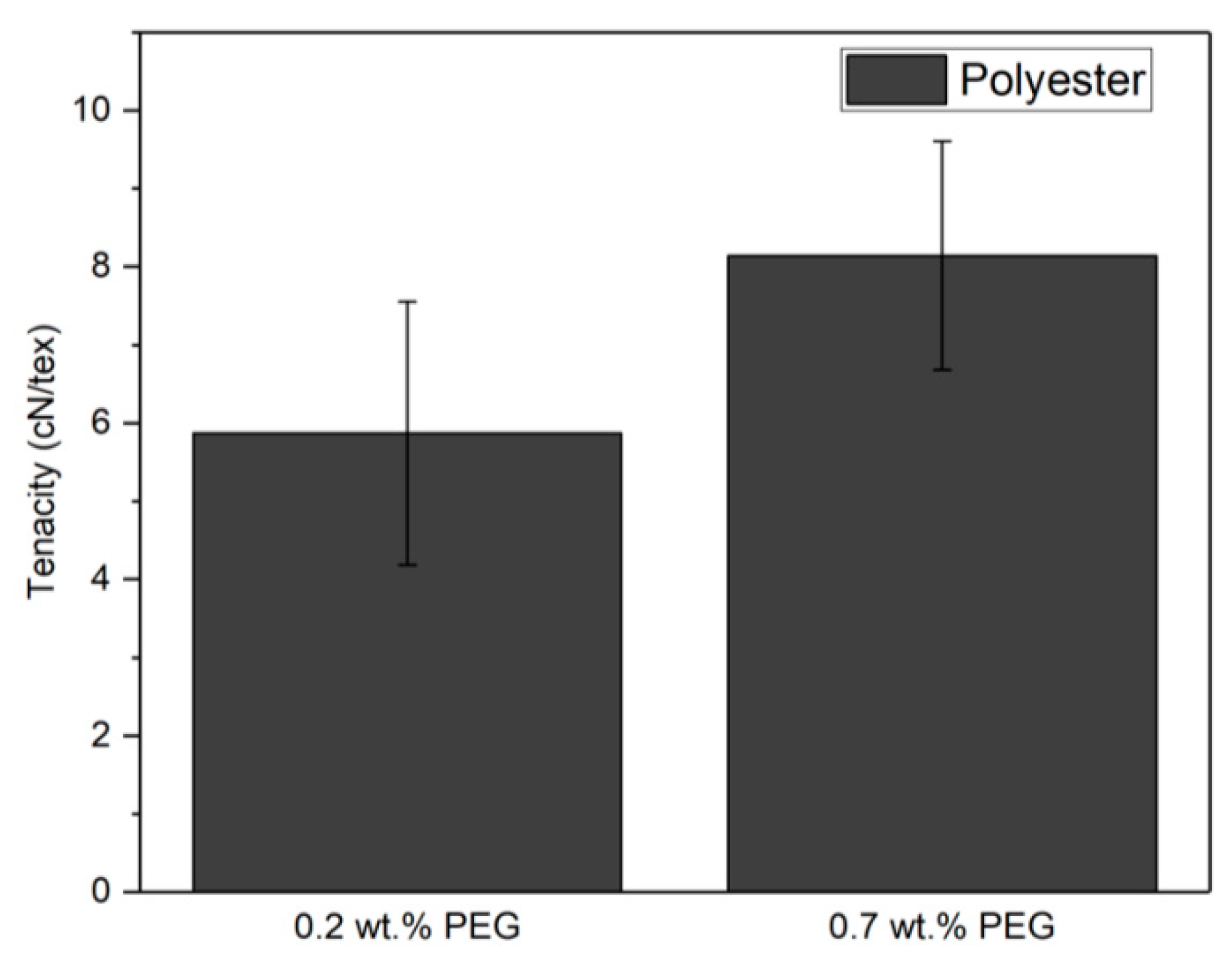
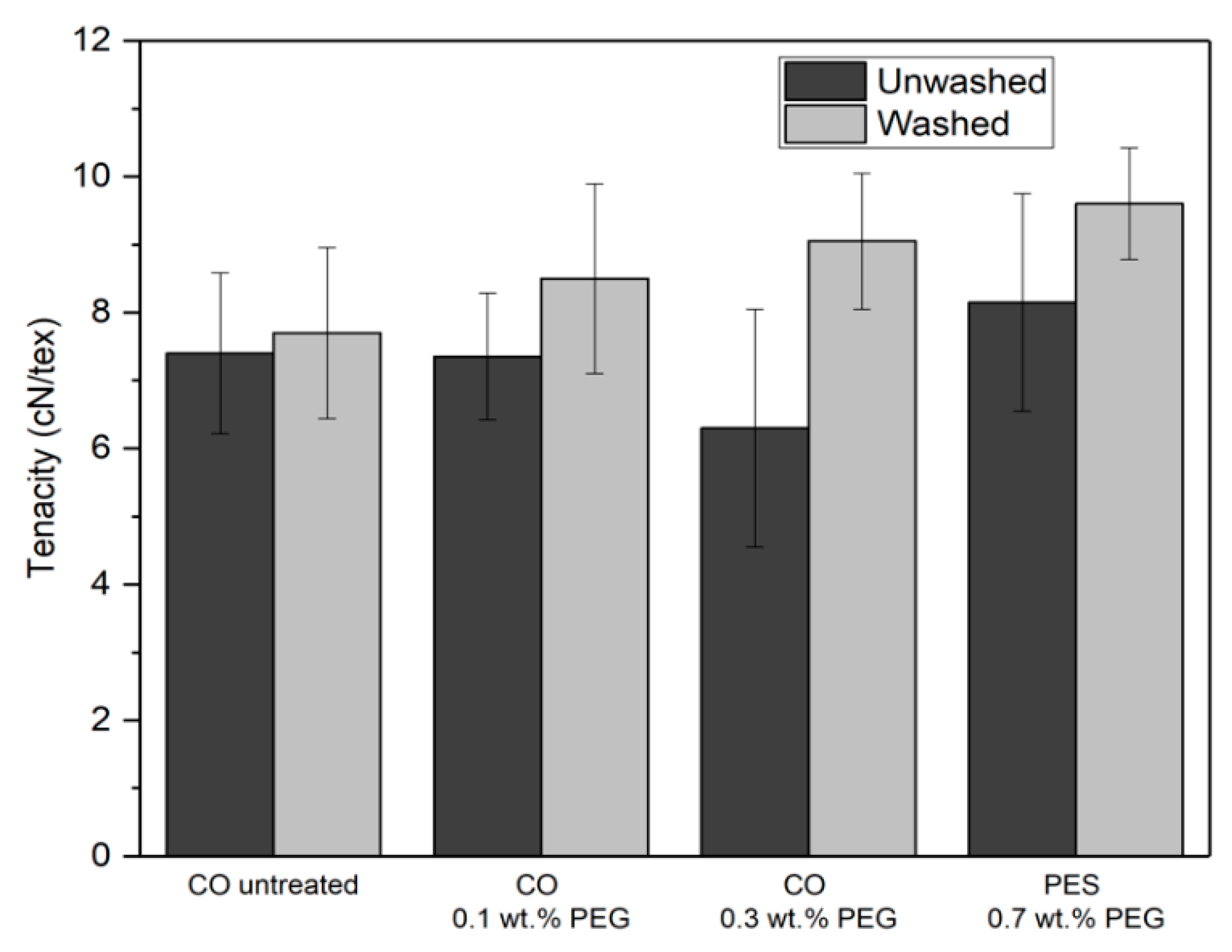
3.3. Yarn Spinning
4. Conclusions
- Decreased inter-fiber cohesion;
- A tearing process with higher efficiency;
- Decreased fiber length reduction during tearing;
- Enabling rotor spun yarn from 100% recycled fibers.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Sandin, G.; Peters, G. Environmental Impact of Textile Reuse And Recycling—A Review. J. Clean. Prod. 2018, 184, 353–365. [Google Scholar] [CrossRef]
- Ellen MacArthur Foundation, Circular Fashion—A New Textiles Economy: Redesigning Fashion’s Future. 2017. Available online: https://www.ellenmacarthurfoundation.org/publications/a-new-textiles-economy-redesigning-fashions-future (accessed on 20 August 2020).
- Aronsson, J.; Persson, A. Tearing of Post-Consumer Cotton T-Shirts and Jeans of Varying Degree of Wear. J. Eng. Fibers Fabr. 2020, 15. [Google Scholar] [CrossRef]
- Merati, A.A.; Okamura, M. Producing Medium Count Yarns from Recycled Fibers with Friction Spinning. Text. Res. J. 2004, 74, 646–651. [Google Scholar] [CrossRef]
- Wanassi, B.; Azzouz, B.; Ben Hassen, M. Value-Added Waste Cotton Yarn: Optimization of Recycling Process and Spinning of Reclaimed Fibers. Ind. Crop. Prod. 2016, 87, 27–32. [Google Scholar] [CrossRef]
- Taher, H.M.; Bechir, A.; Mohamed, B.H.; Faouzi, S. Influence of Spinning Parameters and Recovered Fibers From Cotton Waste on the Uniformity and Hairiness of Rotor Spun Yarn. J. Eng. Fibers Fabr. 2009, 4, 36–44. [Google Scholar]
- Duru, P.N.; Babaarslan, O. Determining an Optimum Opening Roller Speed for Spinning Polyester/Waste Blend Rotor Yarns. Text. Res. J. 2003, 73, 907–911. [Google Scholar] [CrossRef]
- Khan, K.R.; Hossain, M.M.; Sarker, R.C. Statistical Analyses and Predicting the Properties of Cotton/Waste Blended Open-End Rotor Yarn Using Taguchi OA Design. Int. J. Text. Res. 2015, 4, 27–35. [Google Scholar]
- Nikonova, E.A.; Pakshver, A.B. The Friction Properties of Textile Yarns. Fibre Chem. 1973, 4, 657–660. [Google Scholar] [CrossRef]
- Campos, R.; Bechtold, T.; Rohrer, C. Fiber Friction in Yarn—A Fundamental Property of Fibers. Text. Res. J. 2003, 73, 721–726. [Google Scholar] [CrossRef]
- Waggett, G. The Tensile Properties of Card and Drawframe Slivers. J. Text. Inst. Trans. 1952, 43, T380–T395. [Google Scholar] [CrossRef]
- Ghosh, S.; Rodgers, J.E.; Ortega, A.E. RotorRing Measurement of Fiber Cohesion and Bulk Properties of Staple Fibers. Text. Res. J. 1992, 62, 608–613. [Google Scholar] [CrossRef]
- Deluca, L.B.; Thibodeaux, D.P. The Relative Importance of Fiber Friction and Torsional and Bending Rigidities in Cotton Sliver, Roving, and Yarn. Text. Res. J. 1992, 62, 192–196. [Google Scholar] [CrossRef]
- Barella, A.; Sust, A. Cohesion Phenomena in Cotton Rovings and Yarns: Part I: General Study. Text. Res. J. 1962, 32, 217–226. [Google Scholar] [CrossRef]
- Barella, A.; Sust, A. Cohesion Phenomena in Cotton Rovings and Yarns: Part III: Influence of Fiber Characteristics on the Cohesion of Nontwisted Slivers. Text. Res. J. 1964, 34, 283–290. [Google Scholar] [CrossRef]
- Subramaniam, V.; Sreenivasan, K.; Pillay, P.R. Studies in Fibre Friction: Part I-Effect of Friction on Fibre Properties and Processing Performance of Cotton. Ind. J. Text. Res. 1981, 6, 9–15. [Google Scholar]
- ASTM D2612-99(2018) Standard Test Method for Fiber Cohesion in Sliver and Top (Static Tests). Available online: https://www.astm.org/Standards/D2612.htm (accessed on 2 July 2020).
- Scardino, F.L.; Lyons, W.J. Influence of Fiber Geometry on the Mechanical Properties of Assemblies during Processing: Part I: Polyester Fibers in Webs and Slivers. Text. Res. J. 1970, 40, 559–570. [Google Scholar] [CrossRef]
- Olsen, J.S. Measurement of Sliver Drafting Forces. Text. Res. J. 1974, 44, 852–855. [Google Scholar] [CrossRef]
- Berberi, P.G. Effect of Lubrication on Spinning Properties of Dyed Cotton Fibers. Text. Res. J. 1991, 61, 285–288. [Google Scholar] [CrossRef]
- Olsen, J.S. Frictional Behavior of Textile Yarns. Text. Res. J. 1969, 39, 31–37. [Google Scholar] [CrossRef]
- Ajayi, A. Friction in Woven Fabrics. In Friction in Textile Materials; Gupta, B.S., Ed.; Woodhead Publishing Limited: Cambridge, UK, 2008; pp. 351–385. [Google Scholar]
- Stepanova, T.Y. The Effect of Lubricants on Tribological Characteristics of Fibrous Materials. J. Frict. Wear 2016, 37, 430–434. [Google Scholar] [CrossRef]
- Kobayashi, M.; Koide, T.; Hyon, S.H. Tribological Characteristics of Polyethylene Glycol (PEG) as a Lubricant for Wear Resistance of Ultra-High-Molecular-Weight Polyethylene (UHMWPE) in Artificial Knee Join. J. Mech. Behav. Biomed. Mater. 2014, 38, 33–38. [Google Scholar] [CrossRef] [PubMed]
- Zarrintaj, P.; Saeb, M.R.; Jafari, S.H.; Mozafari, M. Application of Compatibilized Polymer Blends in Biomedical Fields. Compat. Polym. Blends 2019, 511–537. [Google Scholar] [CrossRef]
- Ikiz, Y.; Rust, J.P.; Jasper, W.J.; Trussell, H.J. Fiber Length Measurement by Image Processing. Text. Res. J. 2001, 71, 905–910. [Google Scholar] [CrossRef]
- Pinter, P.; Bertram, B.; Weidenmann, K.A. A Novel Method for the Determination of Fibre Length Distributions from µCT-data. In Proceedings of the 6th Conference on Industrial Computed Tomography (iCT) 2016, Wels, Austria, 9–12 February 2016. [Google Scholar]
- Wang, H. Fiber Property Characterization by Image Processing; Texas Tech University: Lubbock, TX, USA, 2007. [Google Scholar]
- Hearle, J.; Morton, W. Physical Properties of Textile Fibres, 4th ed.; Woodhead Publishing Limited: Cambridge, UK, 2008. [Google Scholar]
- Van Der Sluijs, M.H.J.; Hunter, L. A Review on the Formation, Causes, Measurement, Implications and Reduction of Neps during Cotton Processing a Review on The Formation, Causes, Measurement, Implications and Reduction of Neps During Cotton Processing. Text. Prog. 2016, 48, 221–323. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Fabric Surface Weight | Warp | Weft | Fiber Length (mm) | |
|---|---|---|---|---|---|
| Warp | Weft | ||||
| CO | 170 g/m2 | Ring spun, 29 tex 26 threads/cm | Ring spun, 28 tex 25.8 threads/cm | 20.6 | 27.6 |
| PES | 152 g/m2 | Multifilament, 18 tex 29.4 threads/cm | Ring spun, 39 tex 22.2 threads/cm | Filament | 28.0 |
| CO/PES | 142 g/m2 | Ring spun, 23 tex 30.7 threads/cm | Ring spun, 23 tex 25.4 threads/cm | 25.4 | 28.8 |
| CO Fiber | PES Fiber | CO/PES Fiber | |
|---|---|---|---|
| PEG 4000 conc. wt.% | 0.0 | 0.0 | 0.0 |
| 0.25 | 0.25 | 0.5 | |
| 0.5 | 0.5 | 0.75 | |
| 0.75 | 0.75 | 1.25 | |
| 1.0 | 1.0 | ||
| 1.25 | 1.25 |
| CO Fabric | PES Fabric | CO/PES Fabric | |
|---|---|---|---|
| PEG conc. wt.% | 0.0 | 0.0 | 0.0 |
| 0.1 | 0.2 | 0.1 | |
| 0.3 | 0.7 | 0.5 |
| Material | Pre-Treatment | Neps and Threads Weight % | Mean Fiber Length (mm) |
|---|---|---|---|
| CO | Reference | 20.6/27.6 | |
| 0.0 wt.% PEG | 23.2% | 9.1 | |
| 0.1 wt.% PEG | 21.2% | 11.9 | |
| 0.3 wt.% PEG | 18.4% | 13.4 | |
| PES | Reference | -/28.0 | |
| 0.0 wt.% PEG | 44.4% | 7.8 | |
| 0.2 wt.% PEG | 41.2% | 15.1 | |
| 0.7 wt.% PEG | 22.0% | 17.2 | |
| CO/PES | Reference | 25.4/28.8 | |
| 0.0 wt.% PEG | 22.4% | 9.4 | |
| 0.1 wt.% PEG | 22.4% | 12.9 | |
| 0.5 wt.% PEG | 18.4% | 13.1 |
| CO | PES | |||||
|---|---|---|---|---|---|---|
| PEG conc. (wt.%) | 0.0 | 0.1 | 0.3 | 0.0 | 0.2 | 0.7 |
| Yarn linear density (tex) | 99 | 98 | 92 | 96 | 104 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lindström, K.; Sjöblom, T.; Persson, A.; Kadi, N. Improving Mechanical Textile Recycling by Lubricant Pre-Treatment to Mitigate Length Loss of Fibers. Sustainability 2020, 12, 8706. https://doi.org/10.3390/su12208706
Lindström K, Sjöblom T, Persson A, Kadi N. Improving Mechanical Textile Recycling by Lubricant Pre-Treatment to Mitigate Length Loss of Fibers. Sustainability. 2020; 12(20):8706. https://doi.org/10.3390/su12208706
Chicago/Turabian StyleLindström, Katarina, Therese Sjöblom, Anders Persson, and Nawar Kadi. 2020. "Improving Mechanical Textile Recycling by Lubricant Pre-Treatment to Mitigate Length Loss of Fibers" Sustainability 12, no. 20: 8706. https://doi.org/10.3390/su12208706
APA StyleLindström, K., Sjöblom, T., Persson, A., & Kadi, N. (2020). Improving Mechanical Textile Recycling by Lubricant Pre-Treatment to Mitigate Length Loss of Fibers. Sustainability, 12(20), 8706. https://doi.org/10.3390/su12208706