Performance Analysis of Asphalt Mixtures Modified with Ground Tire Rubber Modifiers and Recycled Materials



Abstract
:1. Introduction
- (1)
- Terminal-Blend GTR; referred to as TB-GTR-1,
- (2)
- a Dry-Process, chemically-treated rubber product; referred to as DP-GTR-1, and,
- (3)
- a second Terminal-Blend modified asphalt product composed of a hybrid GTR and styrene-butadiene-styrene (SBS) pellet blend, referred to as TB-GTR-2.
- (1)
- a standard base binder, plus 12% RAP and 5% RAS (taken as the control treatment);
- (2)
- a softer base binder, plus 12% RAP, and 5% RAS (designed to be softer than the control);
- (3)
- a softer base binder, plus 16% RAP and 7% RAS (designed as an economical alternative to the control, having additional sustainability benefits).
1.1. Literature Review
1.1.1. Rubber Modification in the Asphalt Industry
1.1.2. Performance Engineered Mix Design (PEMD)
2. Asphalt Mixture Modifiers and Their Evaluation
3. Asphalt Mixtures and Testing Methods
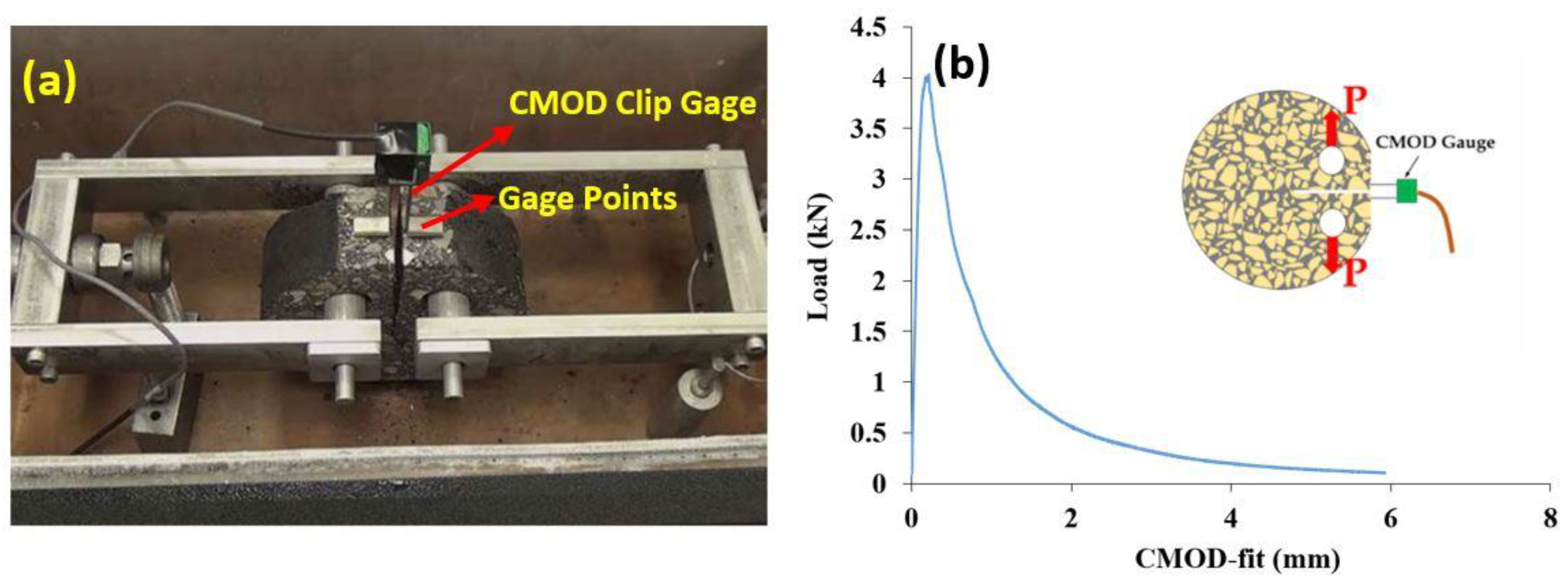
3.1. Disk-Shaped Compact Tension Test (DC(T))
3.2. Hamburg Wheel Tracking Test
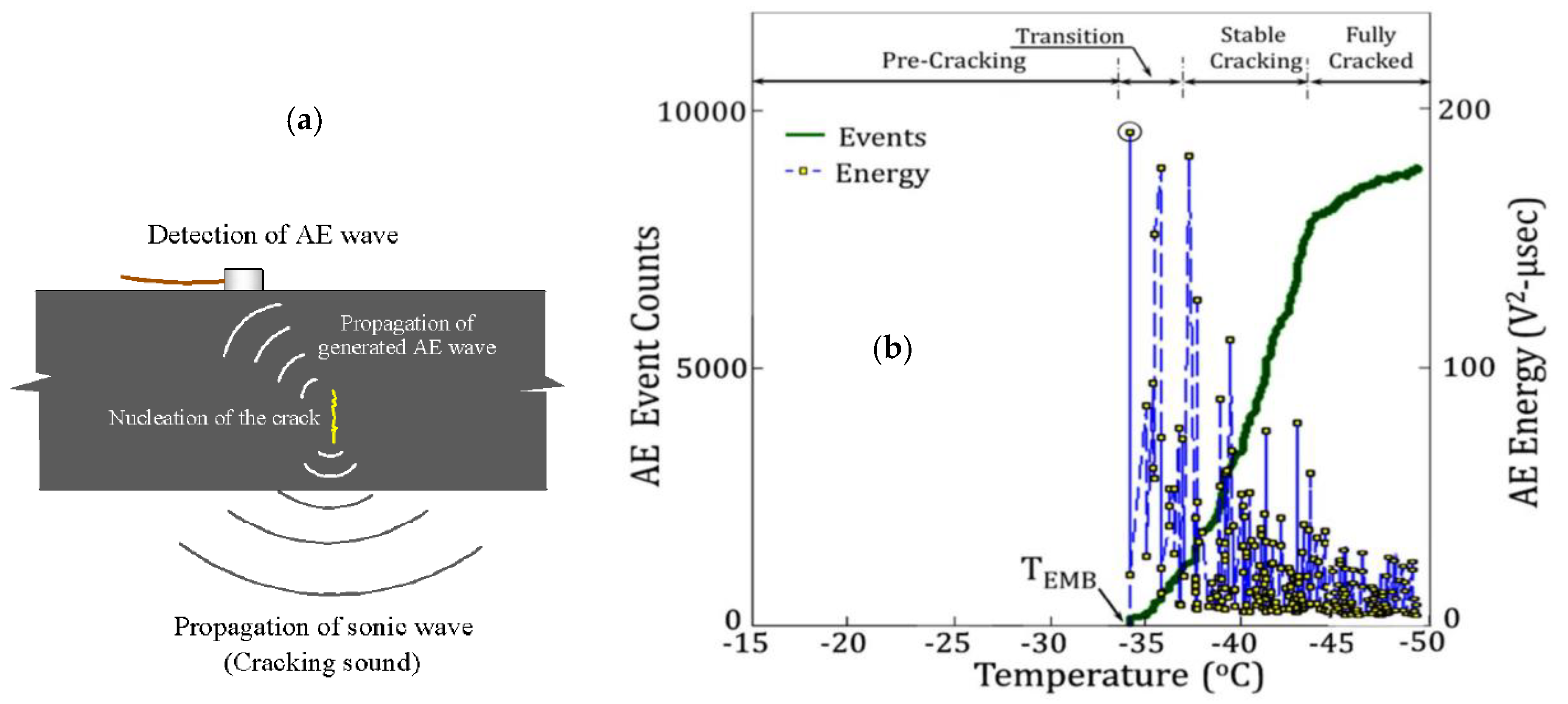
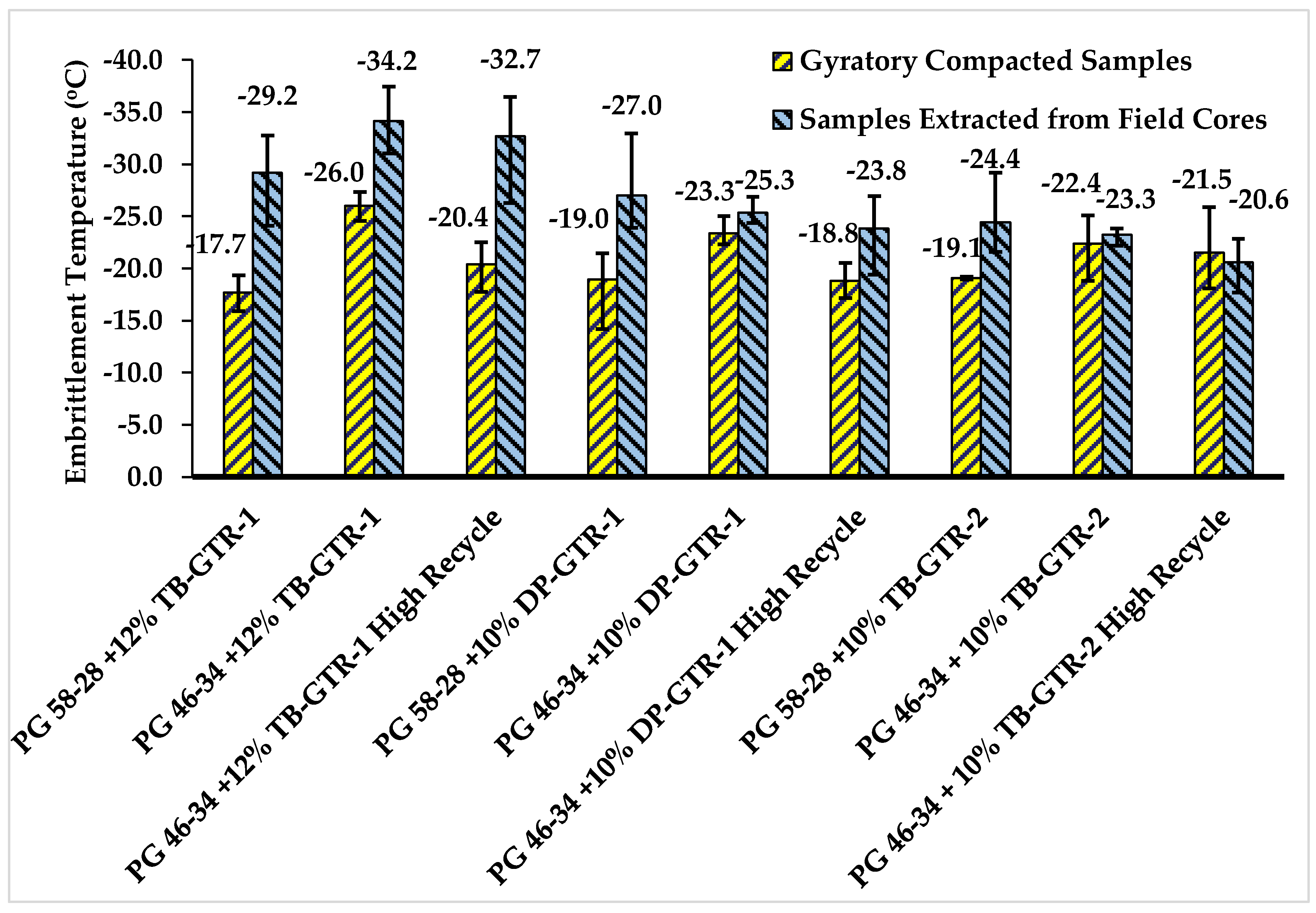
3.3. Acoustic Emission Test
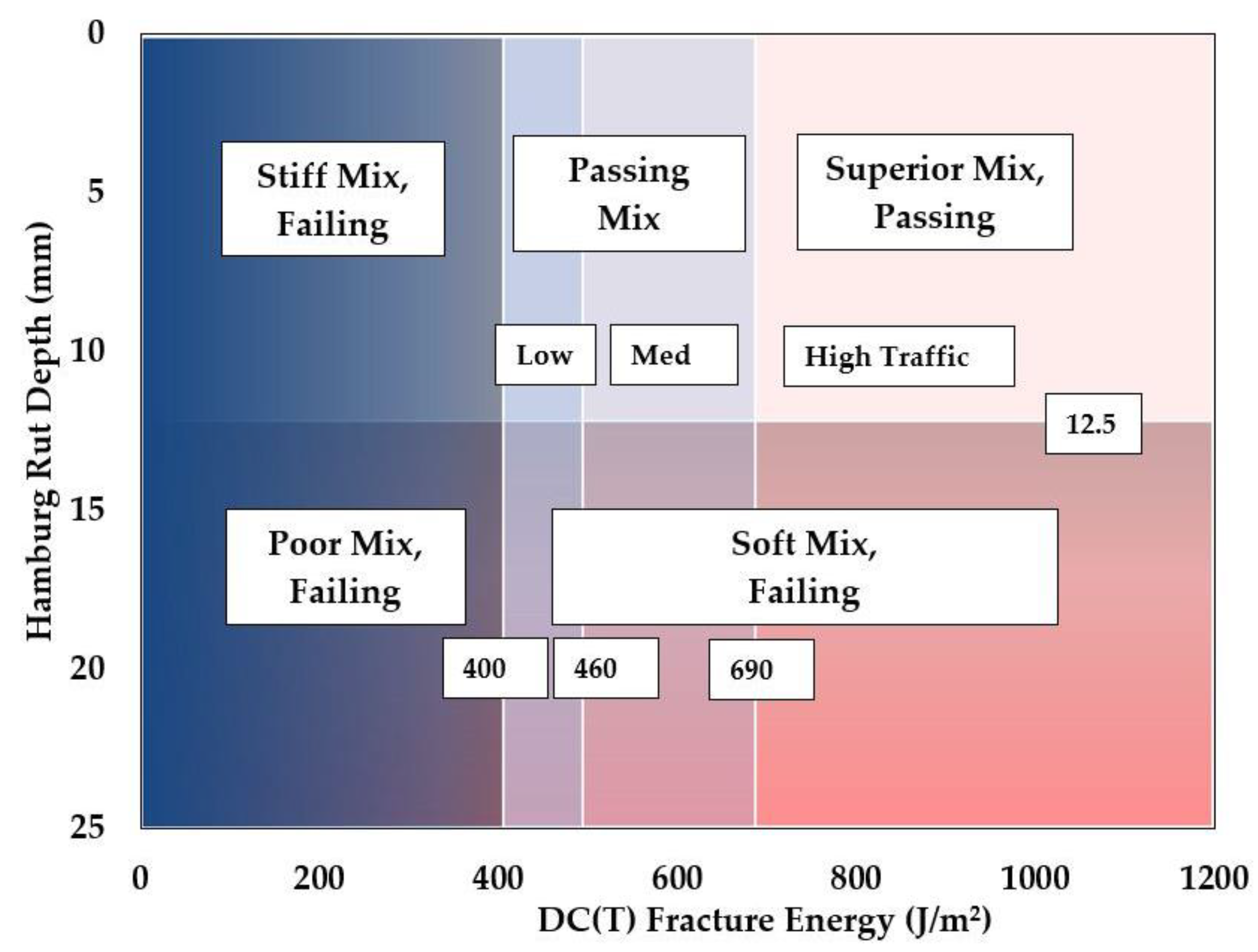
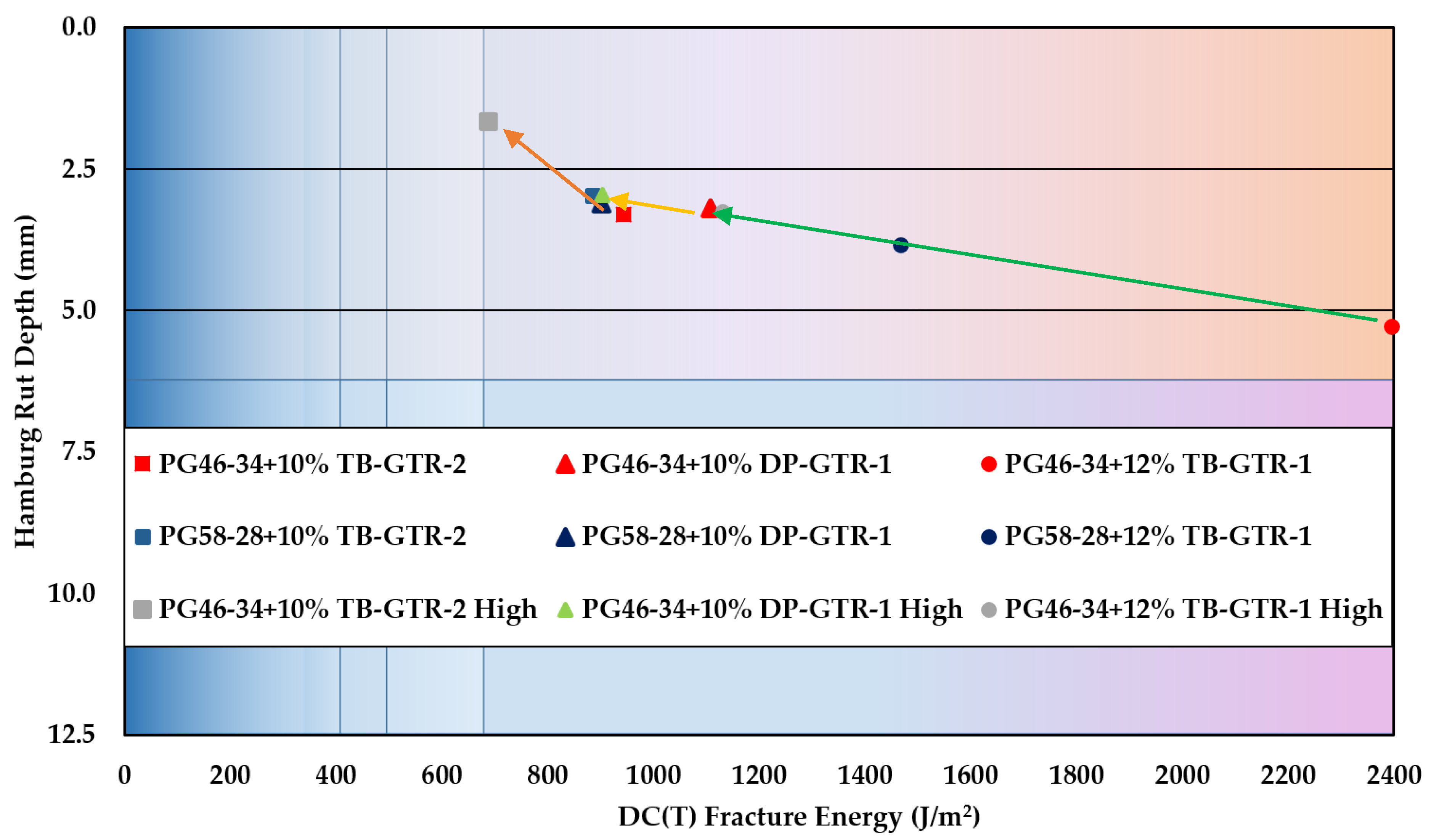
3.4. Performance-Space Diagram
- An upper-left section, where the mix will have a good rutting resistance, but poor fracture energy,
- A lower-left section, where the mix will be failing in both rutting and fracture criteria,
- A lower-right section, where the mix will have good fracture energy but poor rutting resistance, and
- An upper-right section, where the mix will have good rutting resistance as well as good fracture energy.
4. Experimental Results and Discussion
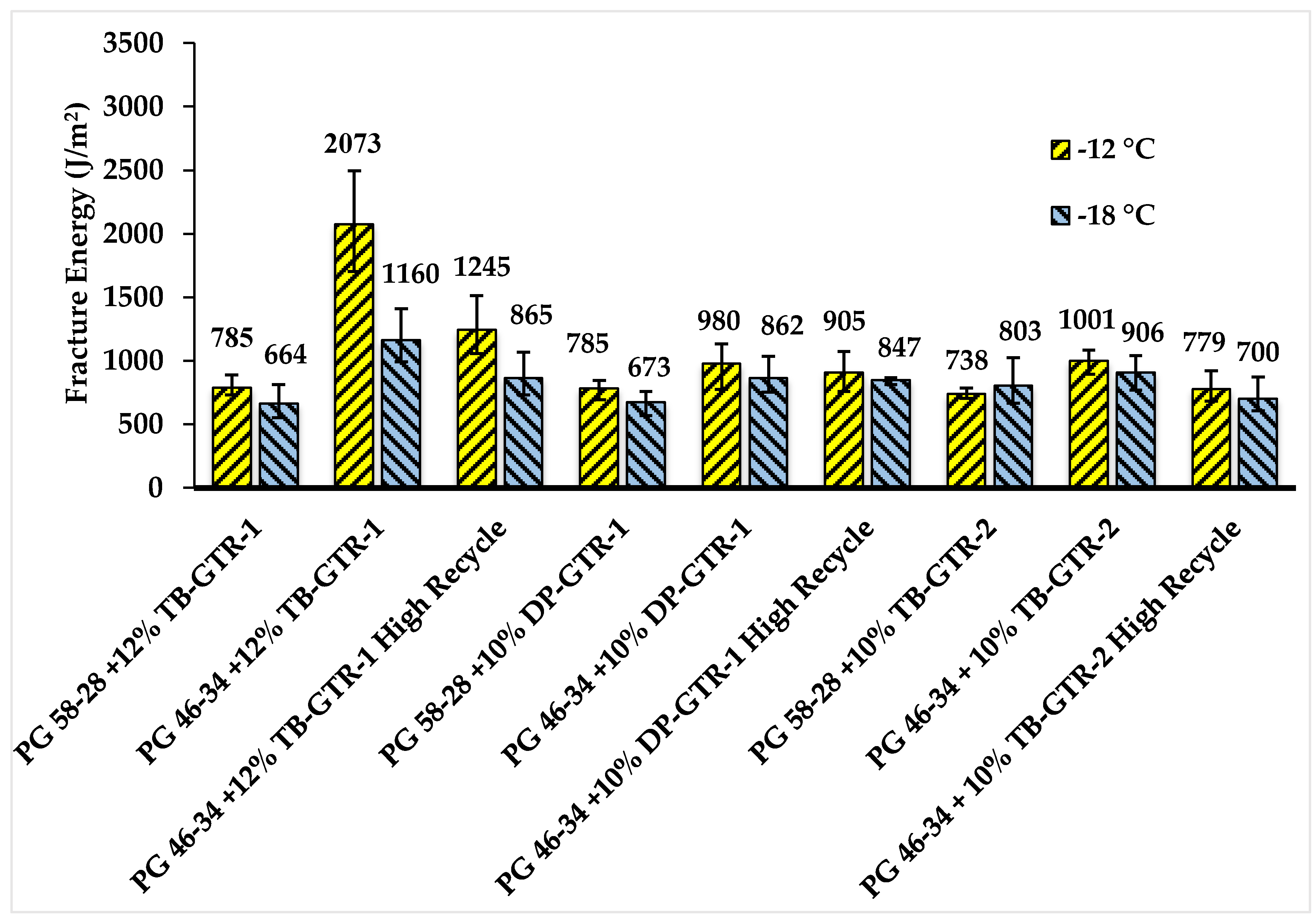
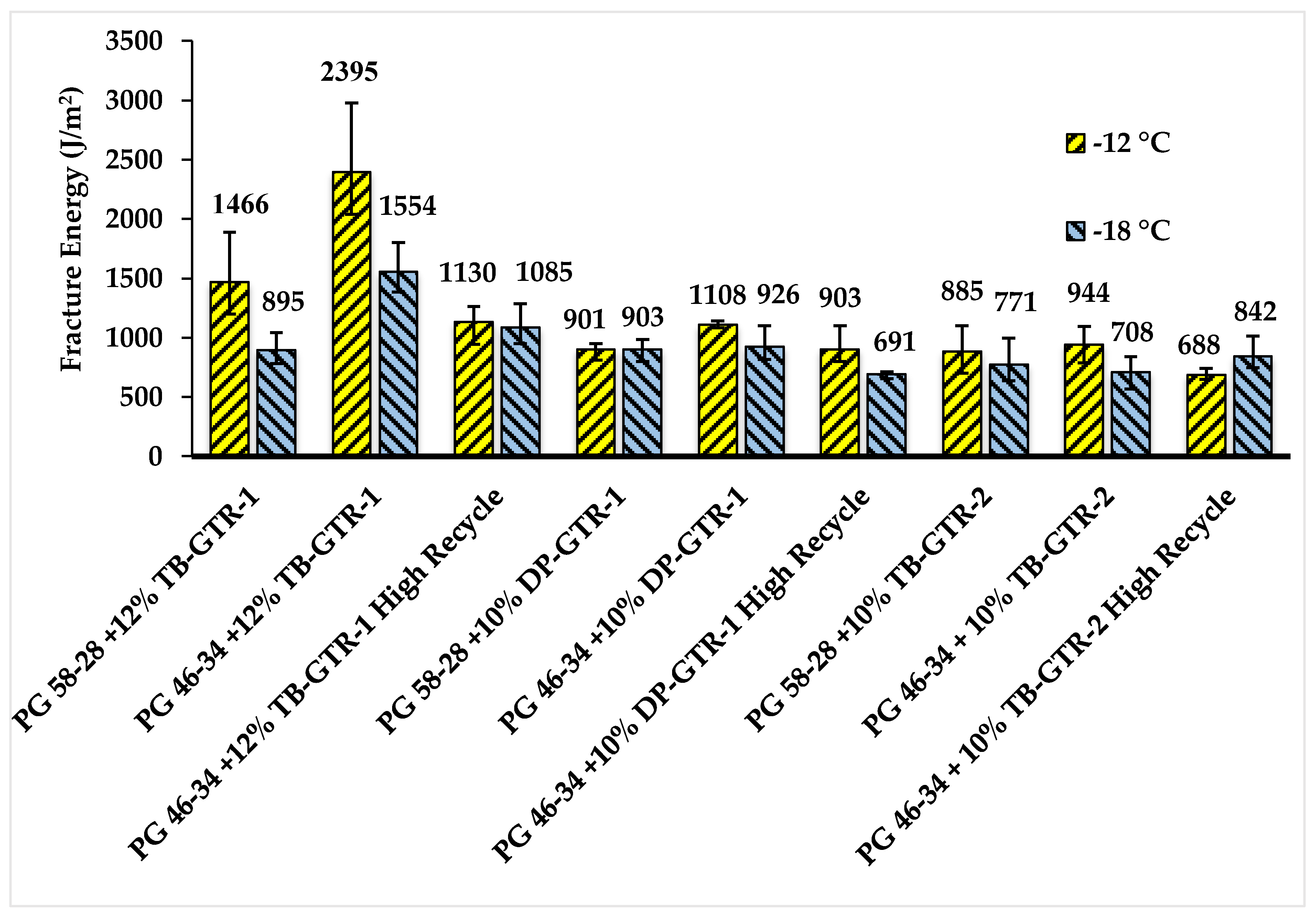
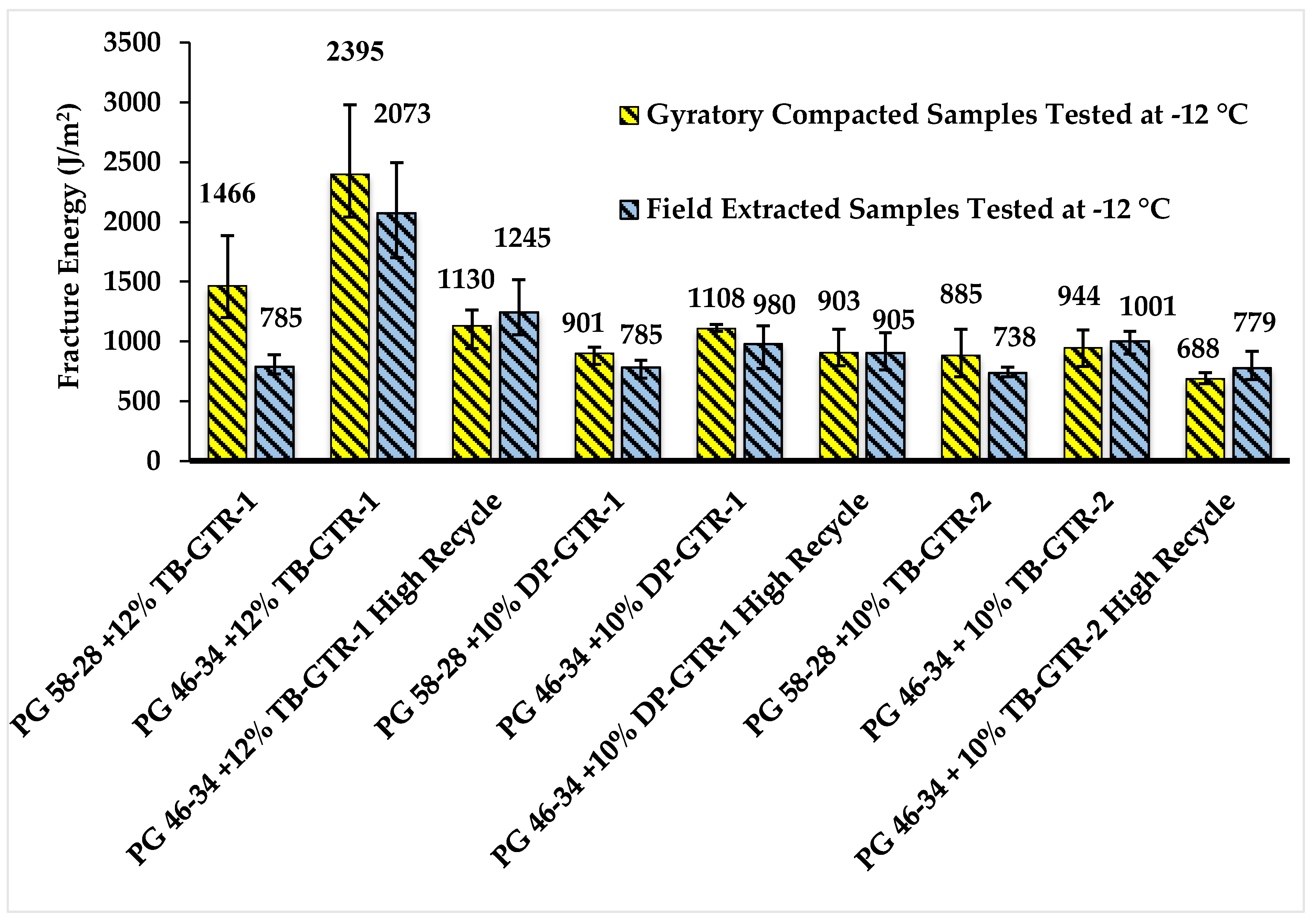
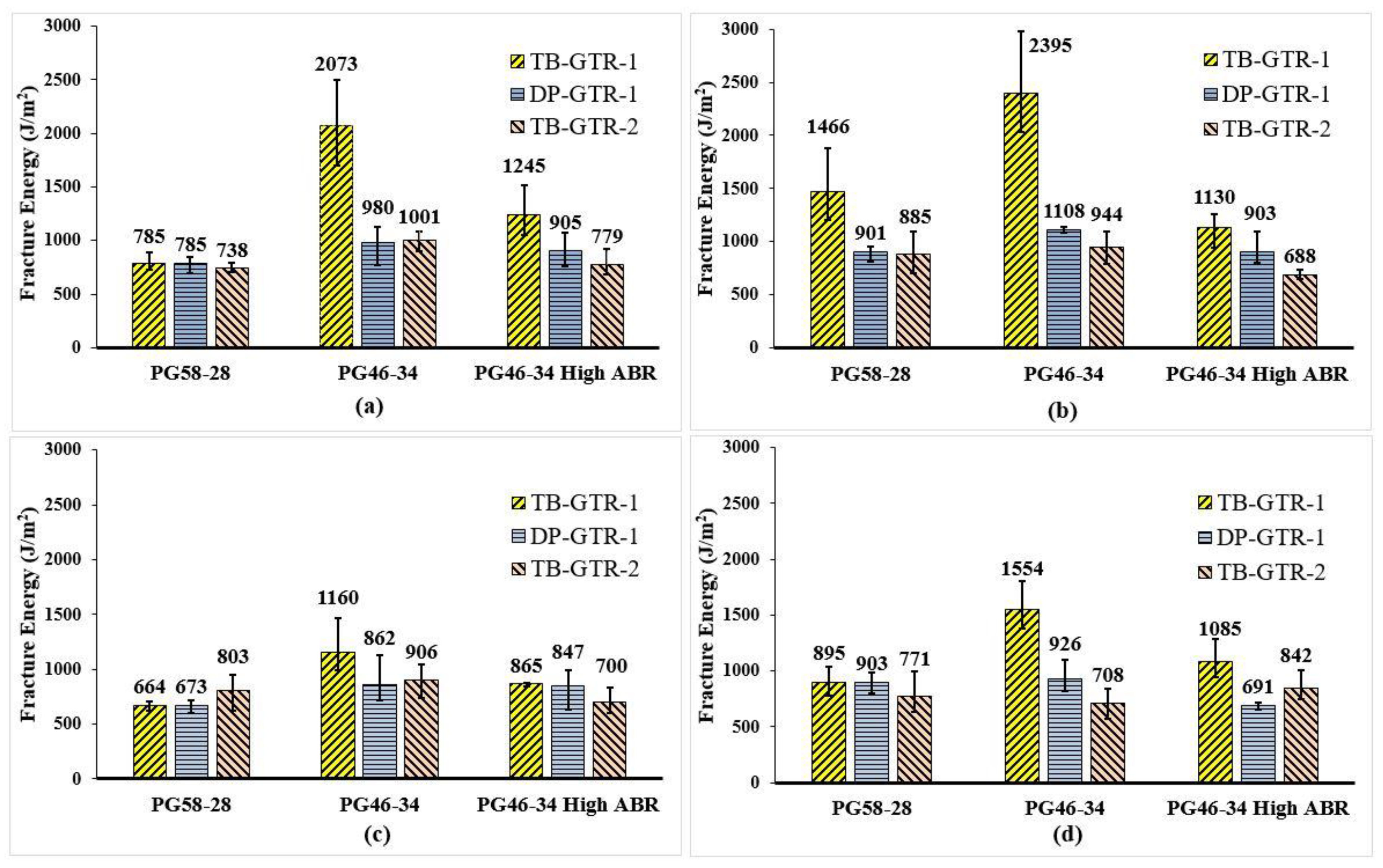
4.1. DC(T) Fracture Test Results
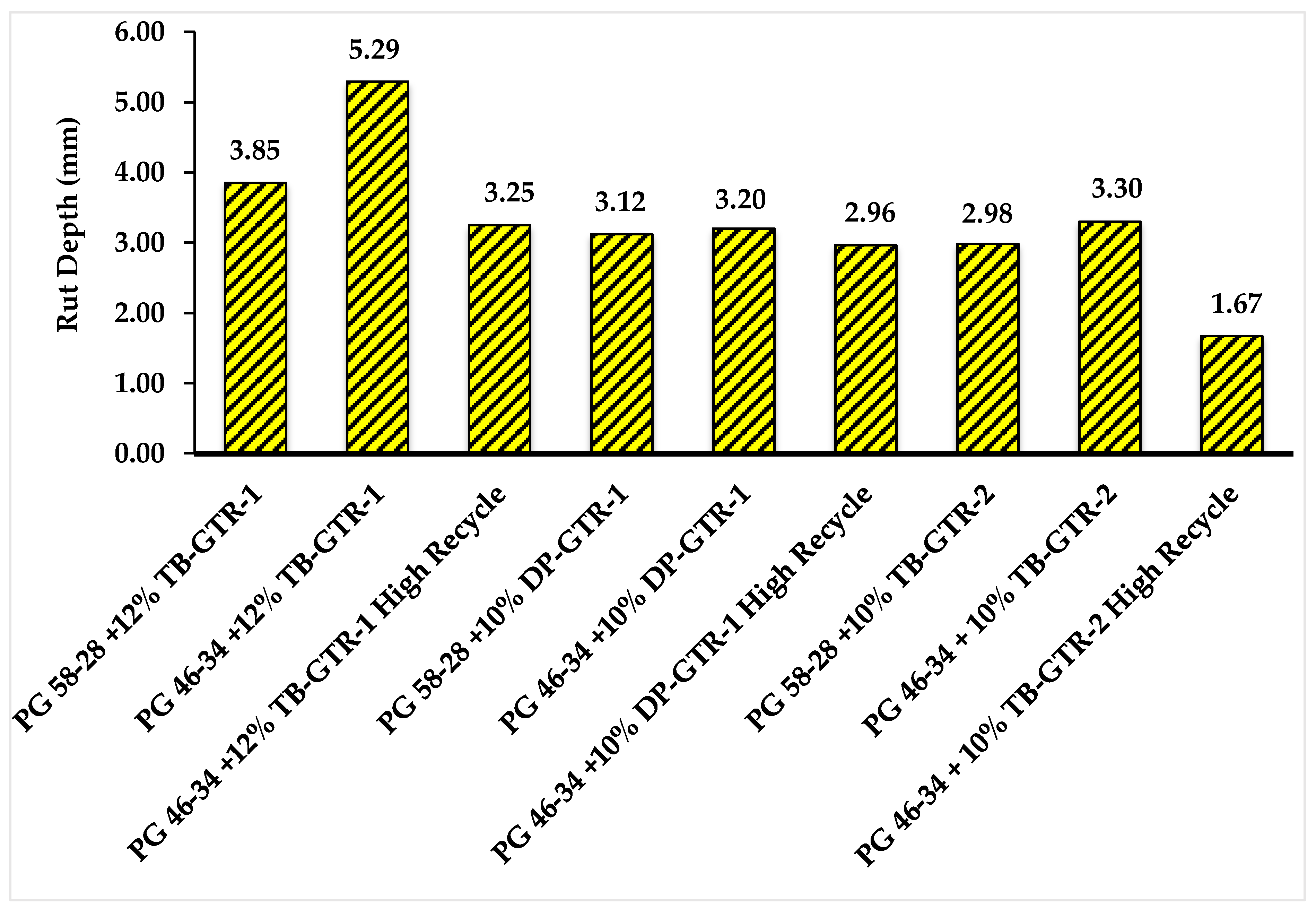
4.2. Hamburg Wheel Tracking Test Results
4.3. Acoustic Emission Test Results
4.4. Performance-Space Diagram Plots
5. Conclusions
- All test samples obtained from plant-compacted gyratory samples field cores passed the fracture energy criteria of 690 J/m2 at −12 °C, within the margin of statistical error.
- In general, the TB-GTR-1 system showed the highest fracture energy, and the largest fracture energy values were observed in all GTR systems when a softer base binder was used (PG 46-34).
- Hamburg rut depths were measured at 50 °C, and all mixtures had rut depths of less than 6 mm at 20,000 passes, indicating excellent rut resistance. None of the mixtures exhibited any moisture-related issues on visual inspection.
- Acoustic emission (AE) embrittlement testing was generally consistent with the DC(T) based fracture energy findings in the gyratory compacted specimens. Clearly, the use of softer binder led to colder embrittlement temperatures when compared to the base binder, and the addition of recycled content to the softer binder led to warmer embrittlement temperatures. The AE test was particularly sensitive to detecting microcracking events at warmer temperatures in the lab-mixed samples, which might indicate the test’s ability to detect the presence of stiff, unblended recycled content.
- The combination of passing cracking and rut test results can be attributed to the high-quality aggregate skeleton used in the Tollway SMA mixtures, along with the toughening mechanisms provided by GTR. The choice of a softer base binder was shown to be effective in balancing the effects of high recycle content using both RAP and RAS.
- All mixtures had a high margin of safety in terms of rutting resistance. Thus, it is recommended that an even softer base binder could be used to further increase the fracture energy without prohibitively compromising the rutting resistance of the high recycle content (47%) mixtures.
- The performance-space diagram revealed similar performance characteristics for the two new GTR systems, DP-GTR-1 and TB-GTR-2. The TB-GTR-2 mixtures were closer to the fracture energy threshold of 690 J/m2 and had the lowest rut depths, while the DP-GTR-1 mixtures had a slightly better balance of rutting resistance and fracture energy.
- The alignment of the data on a relatively straight line demonstrated the advantage of pairing the Hamburg with the DC(T) as bookend performance tests, namely, that mixture designers can use this relationship to expedite mixture design by only running one of the tests during design iterations. The second test can then be used to verify promising designs, thereby reducing testing expenses. The results also suggest that the three GTR systems are providing similar overall performance benefits, as they appear to move along the same line on performance-space diagram, moving right and slightly downwards as softer base (virgin) binders are used, and moving in the opposite direction as more recycled content is used.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- National Asphalt Pavement Association. Overview of Asphalt Pavements in US. Retrieved March 2018. Available online: http://www.asphaltpavement.org/ (accessed on 14 March 2018).
- Copeland, A. Reclaimed Asphalt Pavement in Asphalt Mixtures: State of the Practice; Report No. FHWA-HRT-11-021; Federal Highway Administration: Washington, DC, USA, 2011. [CrossRef]
- Chehovits, J.; Galehouse, L. Energy Usage and Greenhouse Gas Emissions of Pavement Preservation Processes for Asphalt Concrete Pavements. First International Conference on Pavement Preservation. 2010, pp. 27–42. Available online: https://www.pavementpreservation.org/icpp/paper/65_2010.pdf (accessed on 23 March 2019).
- Vahidi, S.; Mogawer, W.S.; Booshehrian, A. Effects of GTR and Treated GTR on Asphalt Binder and High-RAP Mixtures Materials. J. Mater. Civ. Eng. 2014, 26, 721–727. [Google Scholar] [CrossRef]
- Swamy, A.K.; Mitchell, L.F.; Hall, S.J.; Daniel, J.S. Impact of RAP on Volumetrics, Stiffness, Strength, and Low-Temperature Properties of HMA. J. Mater. Civ. Eng. 2011, 23, 1490–1497. [Google Scholar] [CrossRef]
- Haghshenas, H.; Kim, Y. Research on High-RAP Asphalt Mixtures with Rejuvenators and WMA Additives; Nebraska Department of Roads Research Reports: Lincoln, NE, USA, 2016. [Google Scholar]
- Sondag, M.S.; Chadbourn, B.A.; Drescher, A. Investigation of Recycled Asphalt Pavement (RAP) Mixtures; Report MN/RC-2002-15; Minnesota Department of Transportation: St. Paul, MN, USA, 2002.
- Ghabchi, R.; Zaman, M.; Arshadi, A. Use of Ground Tire Rubber (GTR) in Asphalt Pavements: Literature Review and DOT Survey; Oklahoma Department of Environmental Quality: Norman, OK, USA, 2016; Available online: http://www.deq.state.ok.us/lpdnew/WasteTire/FINAL%20ODEQ%20Literature%20Review%20Report(V.3).pdf (accessed on 25 March 2019).
- Chiu, C.; Lu, L.C. A Laboratory Study on Stone Matrix Asphalt Using Ground Tire Rubber. Constr. Build. Mater. 2007, 21, 1027–1033. [Google Scholar] [CrossRef]
- Willis, J.R. Effect of Ground Tire Rubber Particle Size and Grinding Method on Asphalt Binder Properties; National Center of Asphalt Technology: Auburn, AL, USA, October 2012. [Google Scholar]
- Buttlar, W.G.; Hill, B.C.; Wang, H.; Mogawer, W. Performance Space Diagram for the Evaluation of High- and Low-Temperature Asphalt Mixture Performance. Road Mater. Pavement Des. 2016, 1–23. [Google Scholar] [CrossRef]
- Vavrik, W.R.; Gillen, S.; Haugen, D.; Behnke, J.; Garrott, F.; Carpenter, S. Evaluation of HMA Modified with Recycled Asphalt Shingles (RAS) Mixtures; Illinois State Toll Highway Authority: Chicago, IL, USA, 2010. [Google Scholar]
- Stroup-Gardiner, M. NCHRP 495: Use of Reclaimed Asphalt Pavement and Recycled Asphalt Shingles in Asphalt Mixtures; NCHRP: Washington, DC, USA, 2016. [Google Scholar]
- McGraw, J.; Zofka, A.; Krivit, D.; Schroer, J.; Olson, J.; Marasteanu, M. Recycled Asphalt Shingles in Hot Mix Asphalt. J. Assoc. Asph. Pav. Technol. 2007, 76, 235–274. [Google Scholar]
- Way, G.B.; Kaloush, K.E.; Biligiri, K.P. Asphalt-Rubber Standard Practice Guide; Rubber Pavements Association: Tempe, AZ, USA, 2011; Available online: http://www.rubberpavements.org/Library_Information/AR_Std_Practice_Guide_20111221.pdf (accessed on 25 March 2019).
- Lo Presti, D. Recycled Tyre Rubber Modified Bitumens for Road Asphalt Mixtures: A Literature Review. Constr. Build. Mater. 2013, 49, 863–881. [Google Scholar] [CrossRef]
- The Use of Recycled Tire Rubber to Modify Asphalt Binder and Mixtures; Tech-Brief, Federal Highway Administration, September 2014. Available online: https://www.fhwa.dot.gov/pavement/pubs/hif14015.pdf (accessed on 20 March 2018).
- Hassana, N.A.; Airey, G.D.; Jaya, R.P.; Mashros, N.; Aziz, M.M.A. A Review of Crumb Rubber Modification in Dry Mixed Rubberised Asphalt Mixtures. Jurnal Teknologi (Sci. Eng.) 2014, 4, 127–134. [Google Scholar]
- User Guidelines for Waste and Byproduct Materials in Pavement Construction. Federal Highway Administration. Retrieved March 2018. Available online: https://www.fhwa.dot.gov/publications/research/infrastructure/structures/97148/cfa54.cfm (accessed on 10 March 2018).
- Peralta, J.; Silva, H.M.R.D.; Hilliou, L.; MacHado, A.V.; Pais, J.; Williams, R.C. Mutual Changes in Bitumen and Rubber Related to the Production of Asphalt Rubber Binders. Constr. Build. Mater. 2012, 36, 557–565. [Google Scholar] [CrossRef]
- Asphalt Rubber Usage Guide; Caltrans, State of California Department of Transportation: Sacramento, CA, USA, 2003; pp. 94612–95819.
- Jones, D.; Liang, Y.; Harvey, J. Performance Based Specifications: Literature Review on Increasing Crumb Rubber Usage by Adding Small Amounts of Crumb Rubber Modifier in Hot Mix Asphalt; California Department of Transportation: Sacramento, CA, USA, 2017. [Google Scholar]
- Use of Scrap Tire Rubber Executive Summary. Caltrans. 2005. Available online: http://www.dot.ca.gov/hq/esc/Translab/ormt/pdf/T021_ScrapTire.pdf (accessed on 20 March 2018).
- Missouri Standard Specifications for Highway Construction; Missouri DOT: Jefferson City, MI, USA, 2016.
- Stolarski, P. Caltrans Survey on Crumb Rubber (CRM) Verification; Caltrans: Sacramento, CA, USA, 2014. [Google Scholar]
- Illinois Tollway Specifications for Asphalt Mixtures; Illinois Tollway: Chicago, IL, USA, 2019; p. 21.
- Kaloush, K.E. Asphalt Rubber: Performance Tests and Pavement Design Issues. Constr. Build. Mater. 2014, 67, 258–264. [Google Scholar] [CrossRef]
- Lee, S.J.; Akisetty, C.K.; Amirkhanian, S.N. The Effect of Crumb Rubber Modifier (CRM) on the Performance Properties of Rubberized Binders in HMA Pavements. Constr. Build. Mater. 2008, 22, 1368–1376. [Google Scholar] [CrossRef]
- Raad, L.; Saboundjian, S. Fatigue Behavior of Rubber-Modified Pavements. Transp. Res. Rec. 1639 1993, 26, 73–82. [Google Scholar] [CrossRef]
- Nuha, S.M. An Overview of Crumb Rubber Modified Asphalt. Int. J. Phys. Sci. 2012, 7, 166–170. [Google Scholar] [CrossRef]
- Nazzal, M.D.; Iqbal, M.T.; Kim, S.S.; Abbas, A.R.; Akentuna, A.; Quasem, T. Evaluation of the Long-Term Performance and Life Cycle Costs of GTR Asphalt Pavements. Constr. Build. Mater. 2016, 114, 261–268. [Google Scholar] [CrossRef]
- Bressette, T.; Zhou, H.; Stonex, H.; Hicks, R.G. Asphalt Rubber and Its Potential Use in China. In Proceedings of the Seventh Internation Conference of Chinese Transportation Professionals Congress (ICCTP), Shanghai, China, 21–22 May 2007. [Google Scholar]
- DeLaubenfels, L. Effectiveness of Rubberized Asphalt in Stopping Reflection Cracking of Asphalt Concrete (Interim Report); California Department of Transportation: Sacramento, CA, USA, January 1985. [Google Scholar]
- Shatnawi, S.; Pais, J.; Minhoto, M. Asphalt Rubber Interlayer Benefits in Minimizing Reflective Cracking of Overlays over Rigid Pavements. RILEM Bookser. 2012, 4, 1–12. [Google Scholar]
- Sousa, J.B.; Pais, J.; Saim, R.; Way, G.B.; Stubstad, R.N. Mechanistic—Empirical Overlay Design Method for Reflective Cracking. Transp. Res. Rec. 2002, 1809, 209–217. [Google Scholar] [CrossRef]
- Van Kirk, J. Maintenance and Rehabilitation Strategies Utilizing Asphalt Rubber Chip Seals. In Proceedings of the Asphalt Rubber Conference, Brasilia, Brazil, 2–4 December 2003. [Google Scholar]
- Van Kirk, J. Multi-Layer Pavement Strategies Using Asphalt Rubber Binder. In Proceedings of the Asphalt Rubber Conference, Palm Springs, CA, USA, 25–27 October 2006; pp. 25–27. [Google Scholar]
- Fakhri, M.; Ghanizadeh, A.R.; Omrani, H. Comparison of Fatigue Resistance of HMA and WMA Mixtures Modified by SBS. In Proceedings of the 2nd Conference of Transportation Research Group of India (2nd CTRG), Utter Pradesh, India, 12–15 December 2013. [Google Scholar]
- Wang, H.; Dang, Z.; You, Z.; Cao, D. Effect of Warm Mixture Asphalt (WMA) Additives on High Failure Temperature Properties for Crumb Rubber Modified (CRM) Binders. Constr. Build. Mater. 2012, 35, 281–288. [Google Scholar] [CrossRef]
- Buttlar, W.G.; Rath, P. Illinois Tollway I-88 Ground Tire Rubber Test Sections: Laboratory Mix Designs and Performance Testing; Illinois State Toll Highway Authority: Chicago, IL, USA, 2017. [Google Scholar]
- Rath, P.; Majidifard, H.; Jahangiri, B.; Buttlar, W.G. Recent Advances in Ground Tire Rubber Recycling in Midwest PavementsIn Proceedings of the Association of Asphalt Paving Technologists (AAPT), Fort Worth, TX, USA, 3–6 March 2019.
- Brigg, A.; Gauff, N. Rubberized Asphalt Concrete: Design and Specification Guide; California Department of Transportation: Sacramento, CA, USA, 2010. [Google Scholar]
- Zhou, H.; Holikatti, S.; Vacura, P. Caltrans Use of Scrap Tires in Asphalt Rubber Products: A Comprehensive Review. J. Traffic Transp. Eng. (Engl. Ed.) 2014, 39–48. [Google Scholar] [CrossRef]
- Buttlar, W.G.; Meister, J.; Jahangiri, B.; Majidifard, M.; Rath, P. “Performance Characteristics of Modern Recycled Asphalt Mixes in Missouri, Including Ground Tire Rubber, Recycled Roofing Shingles, and Rejuvenators.” Missouri DOT, 2018, pp. 68–77. Available online: https://www.modot.org/sites/default/files/documents/cmr19-002_0.pdf (accessed on 22 February 2019).
- Memon, G.M.; Franco, C. Chemically Modified Crumb Rubber Asphalt (CMCRA). In Proceedings of the 2005 International Symposium on Pavement Recycling, Sao Paulo, Brazil, 31 April–31 June 2005. [Google Scholar]
- Sousa, J.B.; Vorobiev, A.; Rowe, G.M.; Ishai, I. Reacted and Activated Rubber—An Elastomeric Asphalt Extender. Transp. Res. Rec. 2013. [Google Scholar] [CrossRef]
- Liu, H.; Chen, Z.; Wang, W.; Wang, H.; Hao, P. Investigation of the Rheological Modification Mechanism of Crumb Rubber Modified Asphalt (CRMA) Containing TOR Additive. Constr. Build. Mater. 2014, 67, 225–233. [Google Scholar] [CrossRef]
- Yu, G.X.; Li, Z.M.; Zhou, X.L.; Li, C.L. Crumb Rubber-Modified Asphalt: Microwave Treatment Effects. Pet. Sci. Technol. 2011, 29, 411–417. [Google Scholar] [CrossRef]
- Harrison, R.P.; Milne, I.; Gray, T.G.F. Assessment of Defects: The C.E.G.B. Approach. Fracture Mechanics in Design and Service: “Living with Defects”. Philos. Trans. R. Soc. Lond. Ser. A Math. Phys. Sci. 1981, 299, 145–153. [Google Scholar] [CrossRef]
- Ainsworth, R.A. The Assessment of Defects in Structures of Strain Hardening Material. Eng. Fract. Mech. 1984, 19, 633–642. [Google Scholar] [CrossRef]
- Dowling, A.R.; Harrison, R.P.; Loosemore, K.; Ainsworth, R.A.; Milne, I. Integrity of Structures Containing Defects; Springer Netherlands, Part of the Ispra Courses on Materials; Engineering and Mechanical Science book series (ISPA): Dordrecht, The Netherlands, 1985; pp. 327–371. [Google Scholar]
- ASTM D6373-16: Standard Specification for Performance Graded Asphalt Binder; ASTM International Standards Worldwide: West Conshohocken, PA, USA, 2016. [CrossRef]
- Buttlar, W.G.; Dave, E. A micromechanics-based approach for determining presence and amount of recycled asphalt pavement material in asphalt concrete (with discussion). J. Assoc. Asph. Paving Technol. 2005, 74, 829–884. [Google Scholar]
- Hill, B.; Behnia, B.; Buttlar, W.G.; Reis, H. Evaluation of Warm Mix Asphalt Mixtures Containing Reclaimed Asphalt Pavement through Mechanical Performance Tests and an Acoustic Emission Approach. J. Mater. Civ. Eng. 2013, 25, 1887–1897. [Google Scholar] [CrossRef]
- Zhou, F.; Sheng, H.; Das, G.; Scullion, T. High RAP Mixes Design Methodology With Balanced Performance; Texas Department of Transportation: Austin, TX, USA, 2011. [Google Scholar]
- Zhou, F.; Hu, S.; Scullion, T. Balanced RAP/RAS Mix Design and Performance Evaluation System for Project-Specific Service Conditions; Report FHWA/TX-13/0-6092-3; Texas Department of Transportation & Federal Highway Administration: Austin, TX, USA, 2013; Volume 7, No. 2.
- Cooper, S.; Mohammad, L.; Kabir, S.; King, W. Balanced Asphalt Mixture Design Through Specification Modification. Transp. Res. Rec. J. Transp. Res. Board 2014, 2447, 92–100. [Google Scholar] [CrossRef]
- ASTM 7643. Standard Practice for Determining the Continuous Grading Temperatures and Continuous Grades for PG Graded Asphalt Binders; Annual Book of American Society for Testing Materials; ASTM Standards: Philadelphia, PA, USA, 2010; pp. 1–5. [Google Scholar] [CrossRef]
- Marasteanu, M.O.; Buttlar, W.G.; Zofka, A.; Turos, M.; Li, X.; Velasquez, R.; Paulino, G.; Braham, A.; Dave, E.V.; Ojo, J.; et al. Investigation of Low Temperature Cracking in Asphalt Pavements, Phase-I; Minnesota Department of Transportation: St. Paul, MN, USA, 2007.
- Marasteanu, M.O.; Moon, K.; Teshale, E.; Falchetto, A.; Turos, M.; Buttlar, W.G.; Dave, E.; Paulino, G.; Ahmed, S.; Leon, S.; et al. Investigation of Low Temperature Cracking in Asphalt Pavements, National Pooled Fund Study Phase-II; Minnesota Department of Transportation: St. Paul, MN, USA, 2012.
- Behnia, B.; Dave, E.; Ahmed, S.; Buttlar, W.G.; Reis, H. Effects of Recycled Asphalt Pavement Amounts on Low-Temperature Cracking Performance of Asphalt Mixtures Using Acoustic Emissions. Transp. Res. Rec. J. Transp. Res. Board 2011, 2208, 64–71. [Google Scholar] [CrossRef]
- Zegeye, E.T.; Moon, K.H.; Turos, M.; Clyne, T.; Marasteanu, M. Low Temperature Fracture Properties of Polyphosphoric Acid Modified Asphalt Mixtures. J. Mater. Civ. Eng. 2012, 24, 1089–1096. [Google Scholar] [CrossRef]
- Buttlar, W.G.; Wang, H. Laboratory Investigation of Illinois Tollway Stone Matrix Asphalt Mixtures with Varied Levels of Asphalt Binder Replacement; Illinois State Toll Highway Authority: Chicago, IL, USA, 2016. [Google Scholar]
- Hill, B. Asphalt Mixture Evaluation Using Performance Space Diagrams, Digital Image Correlation, and Discrete Element Modeling. Ph.D. Dissertation, University of Illinois, Urbana-Champaign, Urbana, IL, USA, 2016. [Google Scholar]
- Wagoner, M.P.; Buttlar, W.G.; Paulino, G. Disk-Shaped Compact Tension Test for Asphalt Concrete Fracture. Exp. Mech. 2005, 45, 270–277. [Google Scholar] [CrossRef]
- ASTM D7313-13: Standard Test Method for Determining Fracture Energy of Asphalt-Aggregate Mixtures Using the Disk-Shaped Compact Tension Geometry; ASTM International Standards: Philadelphia, PA, USA, 2013; pp. 2–8. [CrossRef]
- Solaimanian, M.; Pendola, G.R.; Kennedy, T.W. Relationship between Aggregate Properties and Hamburg Wheel Tracking Results; Center for Transportation Research, Argonne National Laboratory: Argonne, IL, USA, 2002.
- Izzo, R.; Tahmoressi, M. Use of the Hamburg Wheel-Tracking Device for Evaluating Moisture Susceptibility of Hot-Mix Asphalt. Transp. Res. Rec. 1999, 1681, 76–85. [Google Scholar] [CrossRef]
- AASHTO-T324. Standard Method of Test for Hamburg Wheel-Track Testing of Compacted Asphalt Mixtures; ASTM International Standards: Philadelphia, PA, USA, 2017. [Google Scholar]
- Dave, E.V.; Behnia, B.; Ahmed, S.; Buttlar, W.G.; Reis, H. Low Temperature Fracture Evaluation of Asphalt Mixtures Using Mechanical Testing and Acoustic Emission Techniques. J. Assoc. Asph. Paving Technol. 2013, 80, 193–220. [Google Scholar]
- Buttlar, W.G.; Behnia, B.; Reis, H. An Acoustic Emission-Based Test to Determine Asphalt Binder and Mixture Embrittlement Temperature; NCHRP IDEA Project 144; NCHRP: Washington, DC, USA, 2011. [Google Scholar]
- Behnia, B. An Acoustic Emission-Based Test to Evaluate Low Temperature Behavior of Asphalt Materials. Ph.D. Dissertation, University of Illinois, Urbana-Champaign, Urbana, IL, USA, 2013. [Google Scholar]
- Cao, W. Study on Properties of Recycled Tire Rubber Modified Asphalt Mixtures Using Dry Process. Constr. Build. Mater. 2007, 21, 1011–1015. [Google Scholar] [CrossRef]
- Adhikari, B.; De, D.; Maiti, S. Reclamation and Recycling of Waste Rubber. Prog. Polym. Sci. (Oxf.) 2000, 25, 909–948. [Google Scholar] [CrossRef]
- Wang, H.; You, Z.; Mills-Beale, J.; Hao, P. Laboratory Evaluation on High Temperature Viscosity and Low Temperature Stiffness of Asphalt Binder with High Percent Scrap Tire Rubber. Constr. Build. Mater. 2012, 26, 583–590. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Product | Base Binder | Softer Binder | Softer Binder & Increased ABR |
|---|---|---|---|
| TB-GTR-1 | PG 58-28 + 12% TB-GTR-1 | PG 46-34 + 12% TB-GTR-1 | PG 46-34 + 12% TB-GTR-1 & increased ABR |
| DP-GTR-1 | PG 58-28 + 10% DP-GTR-1 | PG 46-34 + 10% DP-GTR-1 | PG 46-34 + 10% DP-GTR-1 & increased ABR |
| TB-GTR-2 | PG 58-28 + 10% TB-GTR-2 | PG 46-34 + 10% TB-GTR-2 | PG 46-34 + 10% TB-GTR-2 & increased ABR |
| ABR * (%) | 33.9 | 33.9 | 46.8 (47.0 for TB-GTR-2) |
| Virgin Binder (%) | 4.03 | 4.03 | 3.21 (3.18 for TB-GTR-2) |
| Recycled Binder (%) | 2.07 | 2.07 | 2.82 |
| RAP, by wt. of mix (%) | 12.1 | 12.1 | 16.2 |
| RAS, by wt. of mix (%) | 5.0 | 5.0 | 7.0 |
| Base Binder | Modifier | Continuous Grade | Intermediate Continuous Grade | AASHTO M320 Grade |
|---|---|---|---|---|
| PG 46-34 | None | 49.6–37.2 | 8.8 | PG 46-34 |
| PG 46-34 * | TB-GTR-1 | 69.3–38.2 | 7.4 | PG 64-34 |
| PG 46-34 | DP-GTR-1 | 57.0–37.6 | 8.3 | PG 52-34 |
| PG 46-34 | TB-GTR-2 | 62.1–34.5 | 7.9 | PG 58-34 |
| PG 58-28 | None | 59.6–28.4 | 18.7 | PG 58-28 |
| PG 58-28 * | TB-GTR-1 | 67.5–30.6 | 14.9 | PG 64-28 |
| PG 58-28 | DP-GTR-1 | 69.5–27.2 | 17.0 | PG 64-22 |
| PG 58-28 | TB-GTR-2 | 73.8–26.1 | 14.2 | PG 70-22 |
| Modifier Mile Post Limits | Individual Test Section Mile Post Delineations | |||||
|---|---|---|---|---|---|---|
| Rubber Modifier | Lane | Mile Post Start | Mile Post End | PG 58-28 Base Asphalt Liquid | PG 46-34 Base Asphalt Liquid | PG 46-34 Base Asphalt Liquid & High ABR |
| TB-GTR-2 | EB (Eastbound) Outer shoulder | 65.2 | 66.0 | 65.2–65.5 | 65.5–65.8 | 65.8–66.0 |
| DP-GTR-1 | EB Inside Lane (Lane 1) | 60.1 | 61.3 | 60.1–60.5 | 60.5–60.9 | 60.9–61.3 |
| TB-GTR-1 | EB Inside Lane (Lane 1) | 64.4 | 66.2 * | 64.4–64.7 | 65.5–65.9 | 65.9–66.2 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rath, P.; Love, J.E.; Buttlar, W.G.; Reis, H. Performance Analysis of Asphalt Mixtures Modified with Ground Tire Rubber Modifiers and Recycled Materials. Sustainability 2019, 11, 1792. https://doi.org/10.3390/su11061792
Rath P, Love JE, Buttlar WG, Reis H. Performance Analysis of Asphalt Mixtures Modified with Ground Tire Rubber Modifiers and Recycled Materials. Sustainability. 2019; 11(6):1792. https://doi.org/10.3390/su11061792
Chicago/Turabian StyleRath, Punyaslok, Joshua E. Love, William G. Buttlar, and Henrique Reis. 2019. "Performance Analysis of Asphalt Mixtures Modified with Ground Tire Rubber Modifiers and Recycled Materials" Sustainability 11, no. 6: 1792. https://doi.org/10.3390/su11061792
APA StyleRath, P., Love, J. E., Buttlar, W. G., & Reis, H. (2019). Performance Analysis of Asphalt Mixtures Modified with Ground Tire Rubber Modifiers and Recycled Materials. Sustainability, 11(6), 1792. https://doi.org/10.3390/su11061792