Sustainable Road Design: Promoting Recycling and Non-Conventional Materials


Abstract
1. Introduction
2. Barriers to Non-Conventional Technologies
2.1. In Situ and Ex Situ Recycling
2.2. Cementitious Binders
2.3. Bituminous Binders
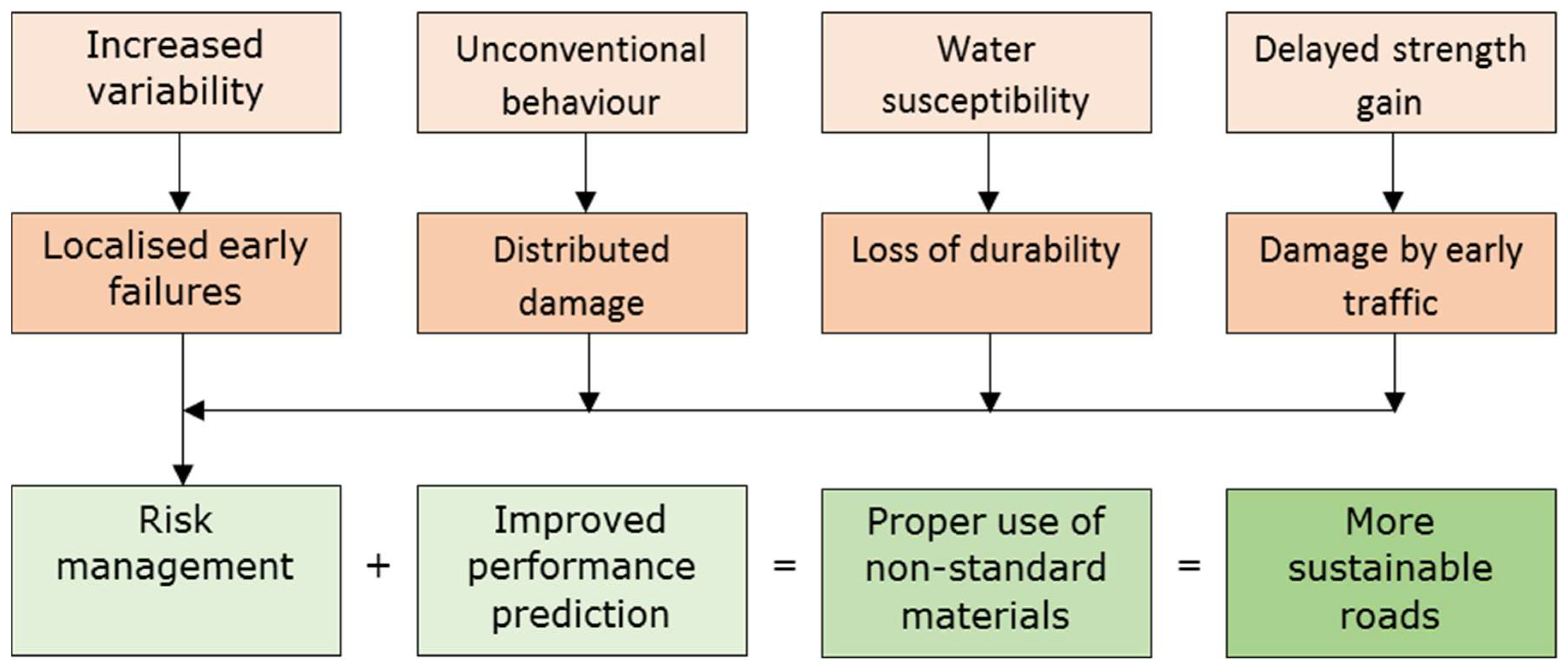
3. The Design/Specification Challenge
- Recycled materials are inherently more variable than virgin mixes.
- Material behavior, e.g., crack resistance, differs from conventional mixtures.
- Water-susceptibility is often higher for recycled or stabilized mixtures.
- Full strength can take many weeks or months to develop.
3.1. Material Variability
3.2. Unconventional Material Behavior
- Strong, cementitious binder;
- Strong, bituminous binder;
- Weak, either binder.
3.3. Water Susceptibility
- Increasing the camber on the road;
- Installing/repairing functioning sub-surface drainage prior to recycling/re-construction;
- Re-sealing the road surface as necessary.
3.4. Delayed Strength Gain
- Specify tests on accelerated-cured laboratory specimens in order to predict in-road properties. However, material curing in the road depends heavily on ambient temperature, moisture availability, exposure to air, and level of compaction achieved. This means that the laboratory value can only give an indication of what would be possible under ideal conditions [48].
- Ask for contractor guarantees. However, there are many factors outside the contractor’s control, which means that the guarantee will be expensive to the client. Furthermore, there may often be arguments the contractor can make to cast doubt on his responsibility for any perceived lack of performance.
- Partnering and shared risk/reward. This approach [49] acknowledges the inherent unknowns involved and is designed to avoid the confrontations and disagreements that are almost inevitable with either of the first two options. It removes the risk of punitive claims or penalties and allows engineers to make relatively unimpeded judgments.
- All risk is taken by the client. If both design and construction are carried out in-house by the client, then in theory this gives even more flexibility since there are no externally imposed requirements to satisfy.
4. Managing the Risk
5. Conclusions
- Research that delivers guidelines covering the financial, institutional, procurement, and contractual arrangements necessary to facilitate sustainable forms of public-private partnerships.
- Research that delivers design and specifications for using recycled and non-conventional materials for building and maintaining water-resilient road pavements.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- BGS. Construction Aggregates. Mineral Planning Factsheet; British Geological Survey: Nottingham, UK, 2011. [Google Scholar]
- Kamanga, M.J.; Steyn, W.J.V.D.M. Causes of delay in road construction projects in Malawi. J. S. Afr. Inst. Civ. Eng. 2013, 553, 79–85. [Google Scholar]
- Oke, O.L.; Aribisala, J.O.; Ogundipe, O.M.; Akinkurolere, O.O. Recycling of asphalt pavement for accelerated and sustainable road development in Nigeria. Int. J. Sci. Technol. Res. 2013, 2, 92–98. [Google Scholar]
- Sivilevičius, H.; Bražiūnas, J.; Prentkovskis, O. Technologies and principles of hot recycling and investigation of preheated reclaimed asphalt pavement batching process in an asphalt mixing plant. Appl. Sci. 2017, 7, 1104. [Google Scholar] [CrossRef]
- Stephanos, P.; Pagán-Ortiz, J.E. Reclaimed Asphalt Pavement in Asphalt Mixtures: State of the Practice; Report FHWA-HRT-11-021; Federal Highway Administration: Washington, DC, USA, 2011.
- Finlayson, D.; Nicoletti, C.; Pilkington, I.; Sharma, V.; Teufele, B. British Columbia’s success with hot-in-place recycling—A 25 year history. Proc. Can. Tech. Asph. Assoc. 2011, 56, 185–201. [Google Scholar]
- Jenkins, K.J.; Collings, D.C. Mix design of bitumen-stabilised materials–South Africa and abroad. Road Mater. Pavement Des. 2017, 182, 331–349. [Google Scholar] [CrossRef]
- Bhavsar, H.; Dubey, R.; Kelkar, V. Rehabilitation by in-situ cold recycling technique using reclaimed asphalt pavement material and foam bitumen at vadodara halol road project (SH87)—A case study. Transp. Res. Procedia 2016, 17, 359–368. [Google Scholar] [CrossRef]
- Dolżicki, B. Polish experience with cold in-place recycling. Mater. Sci. Eng. 2017, 236, 012089. [Google Scholar]
- Merrill, D.; Nunn, M.; Carswell, I. A Guide to the Use and Specification of Cold Recycled Materials for the Maintenance of Road Pavements; TRL611; Transport Research Laboratory: Crowthorne, Berks, UK, 2004. [Google Scholar]
- Troeger, J.; Widyatmoko, I. Development in road recycling. In Proceedings of the 11th International Conference on Pavement Engineering and Infrastructure, Liverpool, UK, 15–16 February 2012. [Google Scholar]
- Alkins, A.E.; Lane, B.; Kazmierowski, T. Sustainable pavements: Environmental, economic and social benefits of in situ pavement recycling. Transp. Res. Rec. 2008, 2084, 100–103. [Google Scholar] [CrossRef]
- Construction News. Enfield Saves Big with Insitu Road Recycling. Construction News, June 2012. [Google Scholar]
- Wirtgen. Wirtgen Cold Recycling Technology; Wirtgen GmbH: Windhagen, Germany, 2011. [Google Scholar]
- Karlsson, R.; Isacsson, U. Material-related aspects of asphalt recycling—State-of-the-art. J. Mater. Civ. Eng. 2006, 18, 81–92. [Google Scholar] [CrossRef]
- Milton, L.J.; Earland, M. Design Guide and Specification for Structural Maintenance of Highway Pavements by Cold in-Situ Recycling; Transport Research Laboratory Report TRL386: Crowthorne, Berks, UK, 1999. [Google Scholar]
- Zaumanis, M.; Oga, J.; Haritonovs, V. How to reduce reclaimed asphalt variability: A full-scale study. Constr. Build. Mater. 2018, 188, 546–554. [Google Scholar] [CrossRef]
- Highways England. Pavement Design. HD26/06 Design Manual for Roads and Bridges 7(2) Part 3; Highways England: London, UK, 2006.
- Pittman, D.W.; McCullough, B.F. Development of a roller-compacted concrete pavement crack and joint spacing model. Transp. Res. Rec. 1997, 1568, 52–64. [Google Scholar] [CrossRef]
- Juenger, M.C.G.; Winnefeld, F.; Provis, J.L.; Ideker, J.H. Advances in alternative cementitious binders. Cem. Concr. Res. 2011, 41, 1232–1243. [Google Scholar] [CrossRef]
- Hicks, J.K.; Caldarone, M.A.; Bescher, E. Opportunities from alternative cementitious materials. Concr. Int. 2015, 37, 47–51. [Google Scholar]
- Highways England. Design Guidance for Road Pavement Foundations (Draft HD25); Interim Advice Note 73/06 revision 1; Highways England: London, UK, 2009.
- Miljkovic, M.; Radenberg, M. Effect of compaction energy on physical and mechanical performance of bitumen emulsion mortar. Mater. Struct. 2016, 49, 193–205. [Google Scholar] [CrossRef]
- Valentin, J.; Montschein, P.; Fiedler, J.; Mollenhauer, K.; Batista, F.; Freira, A.C. Report on Durability of Cold-Recycled Mixes: Moisture Susceptibility; Conference of European Directors of Roads (CEDR): Brussels, Belgium, 2015. [Google Scholar]
- AASHTO. Design of Pavement Structures; American Association of State Highway and Transportation Officials: Washington, DC, USA, 1993. [Google Scholar]
- Davis, K.; Timm, D. Recalibration of the Asphalt Layer Coefficient; Report 09-03; National Centre for Asphalt Technology: Auburn, AL, USA, 2013. [Google Scholar]
- Labuz, J.; Tang, S.; Cao, Y. Structural Evaluation of Asphalt Pavements with Full-Depth Reclaimed Base; Report MN/RC 2012-36; University of Minnesota: Minneapolis, MN, USA, 2012. [Google Scholar]
- Khosravifar, S.; Schwartz, C.H.; Goulias, D. Mechanistic structural properties of foamed asphalt stabilised base materials. Int. J. Pavement Eng. 2015, 16, 27–38. [Google Scholar]
- Babtie. Road Pavement Design Guide; Kent County Council: Maidstone, Kent, UK, 2000.
- Jones, D.; Fu, P.; Harvey, J.; Halles, F. Full-Depth Pavement Reclamation with Foamed Asphalt: Final Report; Research Report UCPRC-RR-2008-07; University of California: Berkeley, CA, USA, 2008. [Google Scholar]
- Valentin, J.; Montschein, P.; Fiedler, J.; Mollenhauer, K.; Batista, F.; Freira, A.C. Report on Incorporation of Cold-Recycled Pavement Layers in Empirical and Mechanistic Design Procedures; Conference of European Directors of Roads (CEDR): Brussels, Belgium, 2014. [Google Scholar]
- LCPC. Retraitement en Place à froid des Anciennes Chausées; Guide Technique; Laboratoire Centrale des Ponts et Chaussées: Paris, France, 2003. [Google Scholar]
- Browne, A. Foamed bitumen stabilization in New Zealand—A performance review and comparison with Australian and South African design philosophy. In Proceedings of the 25th ARRB Conference, Perth, Australia, 28–30 August 2012. [Google Scholar]
- Liebenberg, J.J.E.; Visser, A.T. Towards a mechanistic structural design procedure for emulsion-treated base layers. J. S. Afr. Inst. Civ. Eng. 2004, 463, 2–8. [Google Scholar]
- Kuna, K.; Thom, N.; Airey, G. Structural design of pavements incorporating foamed bitumen mixtures. Proc. Inst. Civ. Eng. Constr. Mater. 2018, 171, 22–35. [Google Scholar] [CrossRef]
- Perez, I.; Medina, L.; Del Val, M.A. Mechanical properties and behaviour of in situ materials which are stabilised with bitumen emulsion. Road Mater. Pavement Des. 2013, 14, 221–238. [Google Scholar] [CrossRef]
- Lacalle-Jiménez, H.I.; Edwards, J.P.; Thom, N.H. Analysis of stiffness and fatigue resistance of cold recycled asphalt mixtures manufactured with foamed bitumen for their application to airfield pavement design. Mater. De Construcción 2017, 67, 127. [Google Scholar] [CrossRef]
- Paige-Green, P.; Ware, C. Some material and construction aspects regarding in situ recycling of road pavements in South Africa. Road Mater. Pavement Des. 2006, 73, 273–287. [Google Scholar] [CrossRef]
- Lynch, A.; Jenkins, K. Materials recycled using foamed bitumen stabilisation: What is their long-term load-spreading capacity? In Proceedings of the 15th AAPA International Flexible Pavements Conference, Brisbane, Australia, 22–25 September 2013. [Google Scholar]
- British Standards Institution. Bituminous Mixtures-Test Methods for Hot Mix Asphalt; BS EN 12697: Part 26; British Standards Institution: London, UK, 2012. [Google Scholar]
- Nasser, A.I.; Mohammed, M.K.; Thom, N.; Parry, T. Characterisation of high-performance cold bitumen emulsion mixtures for surface courses. Int. J. Pavement Eng. 2018, 19, 509–518. [Google Scholar] [CrossRef]
- Canestrari, F.; Cardone, F.; Graziani, A.; Santagata, F.A.; Bahia, H.U. Adhesive and cohesive properties of asphalt-aggregate systems subjected to moisture damage. Road Mater. Pavement Design 2010, 11, 11–32. [Google Scholar] [CrossRef]
- Wang, W.; Wang, L.; Xiong, H.; Luo, R. A review and perspective for research on moisture damage in asphalt pavement induced by dynamic pore water pressure. Constr. Build. Mater. 2019, 204, 631–642. [Google Scholar] [CrossRef]
- Avirneni, D.; Peddinti, P.R.; Saride, S. Durability and long term performance of geopolymer stabilized reclaimed asphalt pavement base courses. Constr. Build. Mater. 2016, 121, 198–209. [Google Scholar] [CrossRef]
- Beeghly, J.H. Recent experiences with lime-fly ash stabilization of pavement subgrade soils, base and recycled asphalt. In Proceedings of the International Ash Utilization Symposium, University of Kentucky, Lexingston, KY, USA, 19 October 2003; pp. 20–22. [Google Scholar]
- Kazmierowski, T.; Marks, P.; Lee, S. Ten-year performance review of in situ hot-mix recycling in Ontario. Transp. Res. Rec. 1999, 1684, 194–202. [Google Scholar] [CrossRef]
- Tabakovic, A.; McNally, C.; Fallon, E. Specification development for cold in-situ recycling of asphalt. Constr. Build. Mater. 2016, 102, 318–328. [Google Scholar] [CrossRef]
- Serfass, J.-P.; Poirier, J.-E.; Henrat, J.-P.; Carbonneau, X. Influence of curing on cold mix mechanical performance. Mater. Struct. 2004, 37, 365–368. [Google Scholar] [CrossRef]
- Dewulf, G.; Kadefors, A. Collaboration in public construction—Contractual incentives, partnering schemes and trust. Eng. Proj. Organ. J. 2012, 2, 240–250. [Google Scholar] [CrossRef]
- Kenny, C. Transport construction, corruption and developing countries. Transp. Rev. 2009, 29, 21–41. [Google Scholar] [CrossRef]
- Wales, J.; Wild, L. The Political Economy of Roads: An Overview and Analysis of Existing Literature; Overseas Development Institute: London, UK, 2012. [Google Scholar]
- ADB. Guide to Performance-Based Road Maintenance Contracts; Asian Development Bank: Manila, Philippines, 2018. [Google Scholar]
- Osipova, E.; Eriksson, P.E. How procurement options influence risk management in construction projects. Constr. Manag. Econ. 2011, 29, 1149–1158. [Google Scholar] [CrossRef]
- Lu, W.; Liu, A.M.M.; Wang, H.; Wu, Z. Procurement innovation for public construction projects: A study of agent-construction system and public-private partnership in China. Eng. Constr. Archit. Manag. 2013, 20, 543–562. [Google Scholar]
- Nawaz, A.; Waqar, A.; Shah, S.A.R.; Sajid, M.; Khalid, M.I. An innovative framework for risk management in construction projects in developing countries: Evidence from Pakistan. Risks 2019, 7, 24. [Google Scholar] [CrossRef]
- Tang, W.; Duffield, C.F.; Young, D.M. Partnering mechanism in construction: An empirical study on the Chinese construction industry. J. Constr. Eng. Manag. 2006, 132, 217–229. [Google Scholar] [CrossRef]
- Ajakaiye, O.; Ncube, M. Infrastructure and economic development in Africa: An overview. J. Afr. Econ. 2010, 19, 3–12. [Google Scholar] [CrossRef]
- Leiringer, R. Technological innovation in the context of PPPs: Incentives, opportunities and actions. Constr. Manag. Econ. 2006, 24, 301–308. [Google Scholar] [CrossRef]
- Raisbeck, P. Considering design and PPP innovation: A review of design factors in PPP research. In Proceedings of the 25th Annual ARCOM Conference, Nottingham, UK, 7–9 September 2009; pp. 239–247. [Google Scholar]
- Chan, D.W.M.; Chan, A.P.C.; Lam, P.T.I.; Yeung, J.F.Y.; Chan, J.H.L. Risk ranking and analysis in target cost contracts: Empirical evidence from the construction industry. Int. J. Constr. Manag. 2011, 29, 751–763. [Google Scholar] [CrossRef]
- Clifton, C.; Duffield, C.F. Improved PFI/PPP service outcomes through the integration of alliance principles. Int. J. Proj. Manag. 2006, 24, 573–586. [Google Scholar] [CrossRef]
- Ibrahim, C.K.I.C.; Costello, S.B.; Wilkinson, S.; Walker, D. Innovation in alliancing for improved delivery of road infrastructure projects. Int. J. Manag. Proj. Bus. 2017, 10, 700–720. [Google Scholar] [CrossRef]
- Love, P.E.D.; Davis, P.R.; Chevis, R.; Edwards, D.J. Risk/reward compensation model for civil engineering infrastructure alliance projects. J. Constr. Eng. Manag. 2011, 137, 127–136. [Google Scholar] [CrossRef]
- Zedillo, E.; Cattaneo, O.; Wheeler, H. Africa at A Fork in the Road: Taking off or Disappointment Once Again; Yale Center for the Study of Globalization: New Haven, CT, USA, 2013. [Google Scholar]
- Lehne, J.; Shapiro, J.N.; Eynde, O.V. Building connections: Political corruption and road construction in India. J. Dev. Econ. 2018, 131, 62–78. [Google Scholar] [CrossRef]
- Mahmoud, S.A.I. Public procurement and corruption in Bangladesh: Confronting the challenges and opportunities. J. Public Adm. Policy Res. 2010, 26, 103–111. [Google Scholar]
- Ntayi, J.M.; Ngoboka, P.; Kakooza, C.S. Moral schemas and corruption in Ugandan public procurement. J. Bus. Ethics 2013, 112, 417–436. [Google Scholar] [CrossRef]
- Snaith, M.S.; Khan, M.U. Deleterious effects of corruption in the roads sector. Proc. Inst. Civ. Eng. Transp. 2008, 161, 231–235. [Google Scholar] [CrossRef]
- Lewis-Faupel, S.; Neggers, Y.; Olken, B.K.; Pande, R. Can electronic procurement improve infrastructure provision? Evidence from public works in India and Indonesia. Am. Econ. J. Econ. Policy 2016, 83, 258–283. [Google Scholar] [CrossRef]
- Neupane, A.; Soar, J.; Vaidya, K. Evaluating the anti-corruption capabilities of public e-procurement in a developing country. Electron. J. Inf. Syst. Dev. Ctries 2012, 552, 1–17. [Google Scholar] [CrossRef]
- World Bank. Curbing Fraud, Corruption and Collusion in the Roads Sector; World Bank: Washington, DC, USA, 2011. [Google Scholar]


{kind=link}
| Description | Test Method | Plant-Mixed | In-Situ Recycled | ||
|---|---|---|---|---|---|
| Mean | Coefficient of Variation | Mean | Coefficient of Variation | ||
| Modulus from tests on cores | Indirect tensile; BS-EN 12697-26 [40] | 4960 MPa | 17% | 3930 MPa | 58% |
| Modulus over a larger area | Falling weight deflectometer | 3890 MPa | 24% | 2460 MPa | 28% |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Thom, N.; Dawson, A. Sustainable Road Design: Promoting Recycling and Non-Conventional Materials. Sustainability 2019, 11, 6106. https://doi.org/10.3390/su11216106
Thom N, Dawson A. Sustainable Road Design: Promoting Recycling and Non-Conventional Materials. Sustainability. 2019; 11(21):6106. https://doi.org/10.3390/su11216106
Chicago/Turabian StyleThom, Nicholas, and Andrew Dawson. 2019. "Sustainable Road Design: Promoting Recycling and Non-Conventional Materials" Sustainability 11, no. 21: 6106. https://doi.org/10.3390/su11216106
APA StyleThom, N., & Dawson, A. (2019). Sustainable Road Design: Promoting Recycling and Non-Conventional Materials. Sustainability, 11(21), 6106. https://doi.org/10.3390/su11216106