Usage of Recycled Technical Textiles as Thermal Insulation and an Acoustic Absorber


 ,
,  ,
,  ,
,
Abstract
1. Introduction
2. Materials and Methods
2.1. Thermal Test Using a Radiant Heat Source
2.2. Determination of Sound Absorption Coefficient in Impedance Tube
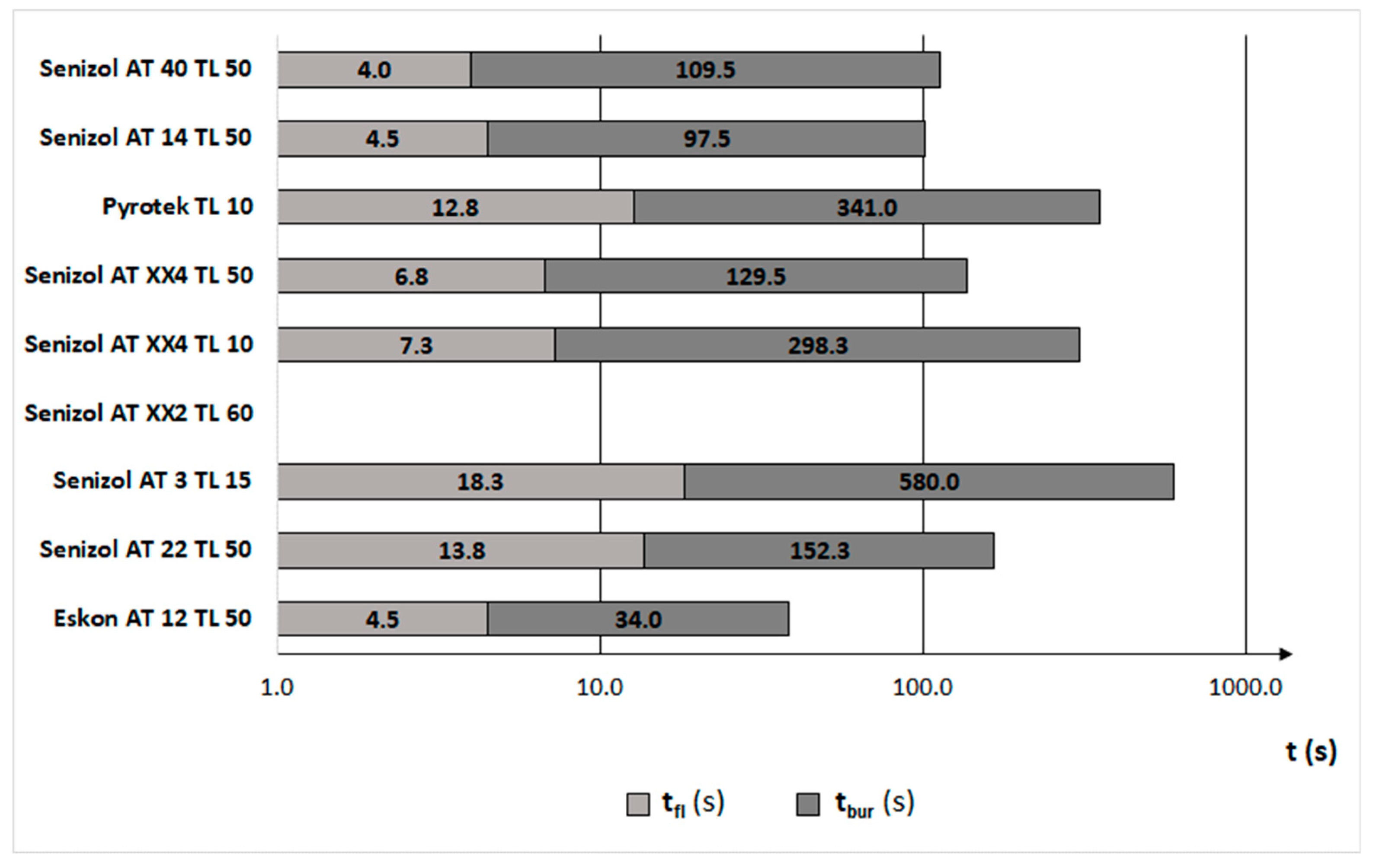
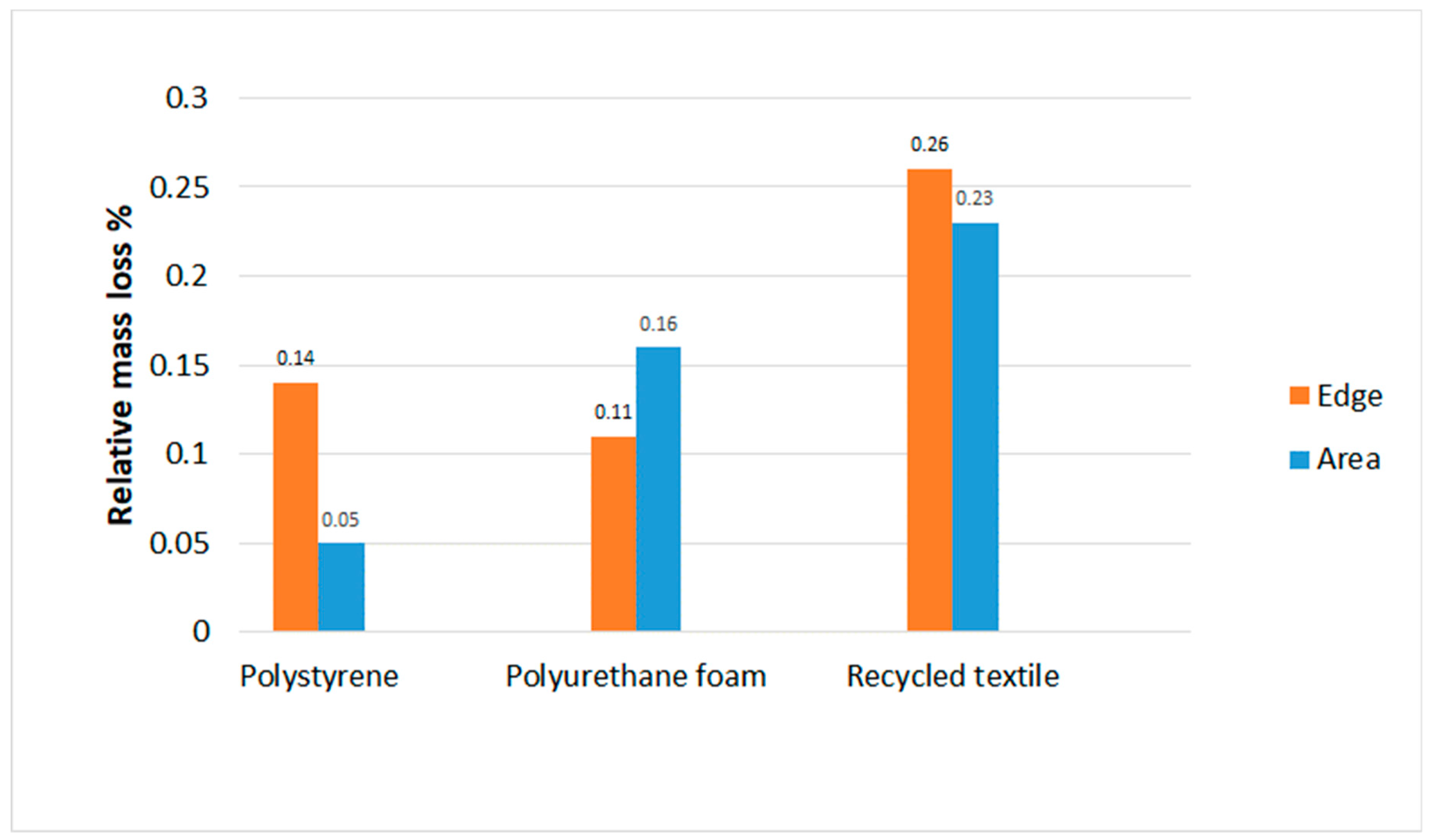
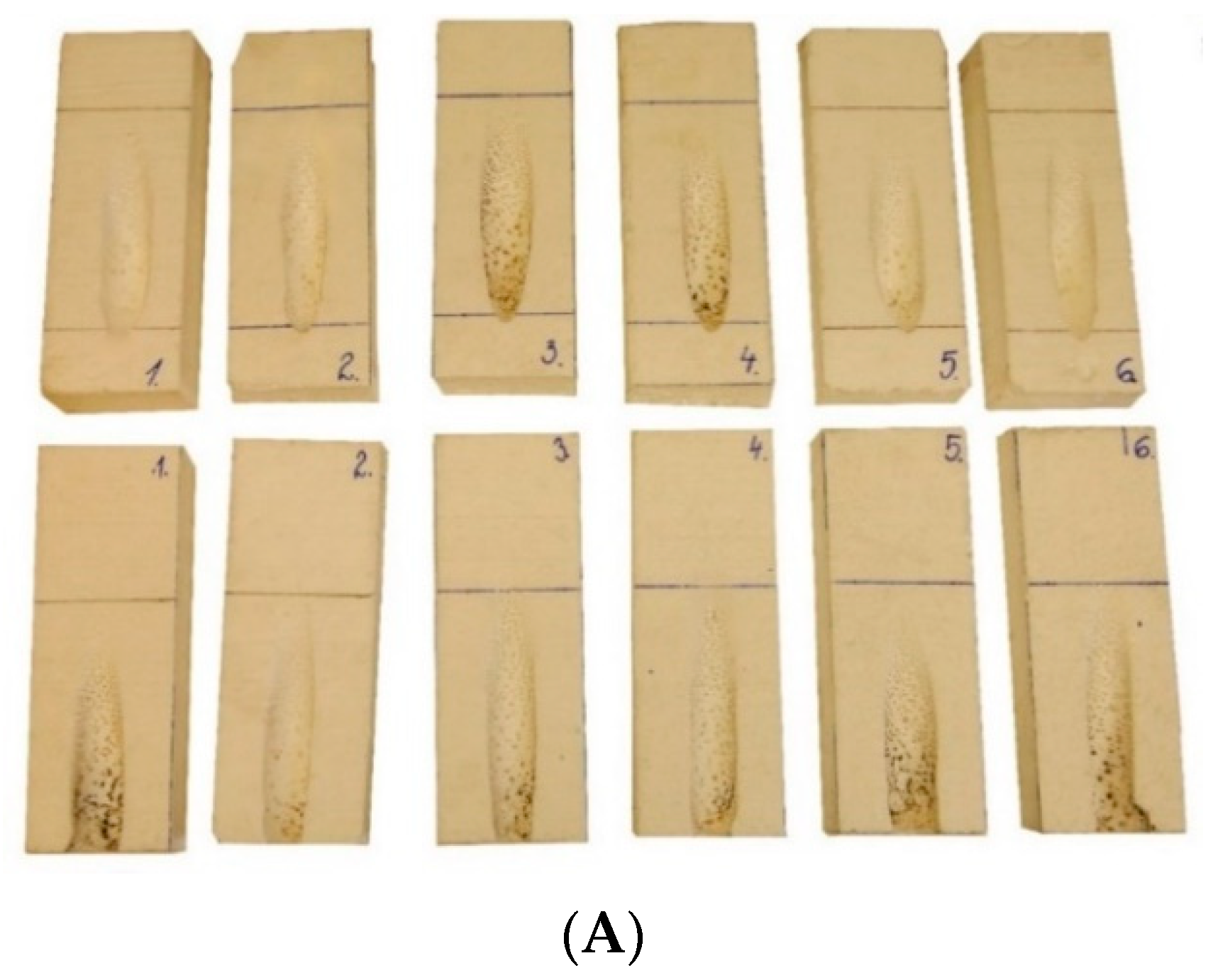
2.3. The Reaction to Fire Test
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- North Holding AD. Recent Tendencies in Recycling. Available online: https://nordholding.bg/en/news-en/recent-tendencies-recycling/ (accessed on 2 October 2018).
- Voncina, B. Recycling of textile materials. MDT Recycl. 2016, 1, 1–37. [Google Scholar]
- Saricam, C.; Okur, N. Polyester Usage for Automotive Applications. In Polyester-Production, Characterization and Innovative Applications, 1st ed.; Camlibel, N.O., Ed.; IntechOpen: Zagreb, Croatia, 2018; pp. 69–85. [Google Scholar]
- European Parliament. Directive 2000/53/EC of the European Parliament and of the Council of 18 September 2000 on End-Of Life Vehicles; European Parliament: Bruxelles, Belgium, 2000. [Google Scholar]
- Djordjevic, D.; Avramovic, B. New insulation material produced by auto-textile waste recycling–Izoretex. In Contemporary Achievements in Civil Engineering; Birografika MB: Subotica, Republika Srbija, 2015; pp. 29–35. [Google Scholar]
- European Parliament. Directive 2012/27/EU of the European Parliament and of the Council of October; EP: Bruxelles, Belgium, 2012. [Google Scholar]
- European Parliament. Decision No 1386/2013/EU of the European Parliament and of the Council of 20 November 2013; EP: Bruxelles, Belgium, 2013. [Google Scholar]
- Zeinab, S.; AbdeL-Rehim, Z.S.; Saad, M.M.; El-Shakankery, M.; Hanafy, I. Textile fabrics as thermal insulators. Autex Res. J. 2016, 6, 148–161. [Google Scholar]
- Hadded, A.; Benltoufa, S.; Fayala, F.J. Thermo physical characterisation of recycled textile materials used for building insulating. Build. Eng. 2016, 5, 34–40. [Google Scholar] [CrossRef]
- Rubino, C.; Liuzzi, S.; Martellotta, F.; Stefanizzi, P. Textile waste in building sector. A review. Model. Meas. Control B 2018, 87, 172–179. [Google Scholar] [CrossRef]
- Ozcan, G.; Dayioglu, H.; Candan, C. Application of flame-retardant products to knitted fabric. Indian J. Fibre Text. Res. 2006, 31, 330–334. [Google Scholar]
- Iaşnicu, I.; Vasile, O.; Iatan, R. The analysis of sound absorbing performances for composite plates containing recycled textile wastes. UPB Sci. Bull. Ser. D 2016, 78, 213–220. [Google Scholar]
- STERED in House. Available online: http://www.stered.sk/stered-v-dome?lang=en (accessed on 25 September 2018). (In Slovak).
- Discover the world of STERED… (Objav svet STEREDu…). Available online: http://www.stered.sk/uvod (accessed on 25 September 2018). (In Slovak).
- The Unusual Thermal and Sound Insulation STERED®. Available online: http://www.stered.sk/wp-content/uploads/2014/09/serial-PSS-Stered.pdf (accessed on 25 September 2018). (In Slovak).
- Danihelová, A.; Bubeníková, T.; Bednár, M.; Gergel, T. Acoustic properties of selected thermal insulation materials and their contribution to pollution of environment. Akustika 2018, 30, 35–41. [Google Scholar]
- The International Organization for Standardization (ISO). ISO 11925-2: Reaction to Fire Tests. Ignitability of Products Subjected to Direct Impingement of Flame. Part 2: Single-Flame Source Test; ISO: Geneva, Switzerland, 2010. [Google Scholar]
- The International Organization for Standardization (ISO). ISO 10534-2: Acoustics-Determination of Sound Absorption Coefficient and Impedance in Impedances Tubes. Part 2: Transfer-Function Method; ISO: Geneva, Switzerland, 1998. [Google Scholar]
- Gergeľ, T.; Kamenská, V.; Oravcová, J.; Kačíková, D.; Danihelová, A.; Němec, M. Potential of recycled fabric utilization in terms of fire protection and acoustics. In Proceedings of the International Conference Fire Protection, Safety and Security, Zvolen, Slovakia, 3–5 May 2017; Majlingová, A., Veľková, V., Eds.; TU in Zvolen: Zvolen, Slovakia, 2017; pp. 57–63. [Google Scholar]
- Deaconu, M.; Toma, A.C.; Dragasanu, L.I.; Mihai, D. Comparative study of sound absorption coefficient determination using FEM method and experimental tests on Kundt’s tube. In Proceedings of the AIP Conference Proceedings, Roma, Italy, 5 June 2017; Ntalianis, K., Ed.; AIP Publishing: Roma, Italy, 2017; pp. 1–6. [Google Scholar]
- Danihelová, A.; Čulík, M.; Mitterová, I. Evaluation of selected properties of Krupinit. In Proceedings of the 4th International Conference on Applied Technology, Leuven, Belgium, 15–16 September 2016; Chmelík, V., Hartman, P., Rychtáriková, M., Eds.; The Katholieke Universiteit: Leuven, Belgium, 2016; pp. 81–86. [Google Scholar]
- Kusno, A.; Sakagami, K.; Okuzono, T.; Toyoda, M.; Otsuru, T.; Mulyadi, R.; Kamil, K.A. Pilot Study on the Sound Absorption Characteristics of Chicken Feathers as an Alternative Sustainable Acoustical Material. Sustainability 2019, 11, 1476. [Google Scholar] [CrossRef]
- British Standards Institution. EN 13501-1:2018. Fire Classification of Construction Products and Building Elements. Part 1: Classification Using Data from Reaction to Fire Tests; BSI: London, UK, 2018. [Google Scholar]
- Orémusová, E.; Hudáková, M. Coating textiles based on natural and synthetic fibers evaluated by the cone calorimeter method. In Proceedings of the 5th International Scientific Conference Security–Quality–Reliability, 1st ed.; TUKE: Košice, Slovakia, 2011; pp. 201–206. [Google Scholar]
- Lewin, M.; Weil, E.D. Mechanism and modes of action in flame retardancy of polymers. In Fire Retardant Materials; Horrocks, A.R., Price, D., Eds.; Woodhead Publishing Limited: Cambridge, UK, 2001; pp. 31–68. [Google Scholar]
- Muralidhara, K.S.; Sreenivasan, S. Thermal Degradation Kinetic Data of Polyester, Cotton and Polyester-Cotton Blended Textile Material. World Appl. Sci. J. 2010, 11, 184–189. [Google Scholar]
- Tiuc, A.E.; Vermeşan, H.; Gabor, T.; Vasil, O. Improved sound absorption properties of polyurethane foam mixed with textile waste. Energy Procedia 2016, 85, 559–565. [Google Scholar] [CrossRef]
- Kořenková, M. Dependence of Acoustic Absorption on the Layer Thickness of Selected Textile Materials. Master’s Thesis, Tomas Bata University in Zlín, Zlín, Czech Republic, 2010. [Google Scholar]
- Jochim, S.; Čulík, M.; Puškár, A.; Danihelová, Z. Sound reduction index of multi layered walls for wooden constructions. Akustika 2017, 27, 18–27. [Google Scholar]
- Igaz, R.; Krišťák, L.; Ružiak, I.; Gajtanska, M.; Kučerka, M. Thermophysical Properties of OSB Boards versus Equilibrium Moisture Content. BioResources 2017, 12, 8106–8118. [Google Scholar]
- Krišťák, Ľ.; Igaz, R.; Ružiak, I. Applying the EDPS Method to the Research into Thermophysical Properties of Solid Wood of Coniferous Trees. Adv. Mater. Sci. Eng. 2019, 2019, 1–9. [Google Scholar] [CrossRef]
- The International Organization for Standardization (ISO). ISO 11654: Acoustics. Sound Absorbers for Use in Buildings. Rating of Sound Absorption; ISO: Geneva, Switzerland, 1997. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Serial Num. | Samples | ρ (kg∙m−3) | α (-) | NRC | ||||
|---|---|---|---|---|---|---|---|---|
| f (Hz) | 200 | 250 | 500 | 1000 | 2000 | |||
| 1. | Escon AT 12 TL 50 | 25 | 0.05 | 0.13 | 0.26 | 0.51 | 0.73 | 0.43 |
| 2. | Senizol AT 40 TL 50 | 26 | 0.05 | 0.18 | 0.43 | 0.81 | 0.95 | 0.64 |
| 3. | Senizol AT 40 TL 25 | 42 | 0.03 | 0.26 | 0.66 | 0.98 | 0.98 | 0.79 |
| 4. | Senizol AT 22 TL 50 | 44 | 0.09 | 0.29 | 0.68 | 0.98 | 0.97 | 0.80 |
| 5. | Senizol AT XX4 TL 50 | 48 | 0.05 | 0.24 | 0.58 | 0.95 | 0.99 | 0.76 |
| 6. | Senziol AT XX2 TL 60 | 61 | 0.13 | 0.40 | 0.82 | 0.93 | 0.90 | 0.81 |
| 7. | Senizol AT XX4 TL 10 | 140 | 0.11 | 0.27 | 0.65 | 0.77 | 0.80 | 0.66 |
| 8. | Pyrotek TL 10 | 223 | 0.16 | 0.26 | 0.38 | 0.56 | 0.65 | 0.51 |
| 9. | Senizol AT 3 TL 15 | 224 | 0.14 | 0.24 | 0.37 | 0.52 | 0.57 | 0.47 |
| Senizol—exposing the flame to the surface | ||||||
| Sample number | 1 | 2 | 3 | 4 | 5 | 6 |
| Flame application time (s) | 15 | 15 | 15 | 15 | 15 | 15 |
| Occurrence of ignition | yes | yes | yes | yes | yes | yes |
| Reaching a flame height of 150 mm above the attachment point | no | no | no | no | no | no |
| Sample behavior during the test | After the flame was applied, the material ignited briefly with a luminous flame, then after removing the source of the flame it extinguished after 20 s and the surface remained melted. The sample released a dense black smoke during burning. After the flame died, the smoke became white. The material did not drip during burning and did not fall out pieces of it. | |||||
| Senizol—exposing the flame to the edge | ||||||
| Sample number | 1 | 2 | 3 | 4 | 5 | 6 |
| Flame application time (s) | 15 | 15 | 15 | 15 | 15 | 15 |
| Occurrence of ignition | yes | yes | yes | yes | yes | yes |
| Reaching a flame height of 150 mm above the attachment point | no | no | no | no | no | no |
| Sample behavior during the test | After the source was attached, the sample began to burn with a luminous flame and released a dense black smoke. After the flame source was removed, we had to artificially extinguish the sample after 20 s. The material did not fall off and dripped. The 150 mm limit has not been reached. | |||||
| Polystyrene—exposing the flame to the surface | ||||||
| Sample number | 1 | 2 | 3 | 4 | 5 | 6 |
| Flame application time (s) | 15 | 15 | 15 | 15 | 15 | 15 |
| Occurrence of ignition | yes | yes | yes | yes | yes | yes |
| Reaching a flame height of 150 mm above the attachment point | no | no | no | no | no | no |
| Sample behavior during the test | After the flame was applied, the sample started to melt at the flame application point, and after an average of 7 s has ignited and then extinguished. Particles did not fall from the material and also did not drip away. Smoke was not produced. | |||||
| Polystyrene—exposing the flame to the edge | ||||||
| Sample number | 1 | 2 | 3 | 4 | 5 | 6 |
| Flame application time (s) | 15 | 15 | 15 | 15 | 15 | 15 |
| Occurrence of ignition | yes | yes | yes | yes | yes | yes |
| Reaching a flame height of 150 mm above the attachment point | no | no | no | no | no | no |
| Sample behavior during the test | After the flame was applied, the sample started to melt at the application site. Ignition occurred after an average 6 s time period and was then was extinguished. The material did not disintegrate and did not drip. Smoke was not produced. | |||||
| PUR foam—exposing the flame to the surface | ||||||
| Sample number | 1 | 2 | 3 | 4 | 5 | 6 |
| Flame application time (s) | 15 | 15 | 15 | 15 | 15 | 15 |
| Occurrence of ignition | yes | yes | yes | yes | yes | yes |
| Reaching a flame height of 150 mm above the attachment point | no | no | no | no | no | no |
| Sample behavior during the test | The sample burned with a luminous flame after applying the source. On average, the flame died after 8 s. The material did not disintegrate or drip. A sticky liquid layer formed on the burning surface, which coagulated after an average time period of 5 s. | |||||
| PUR foam—exposing the flame to the edge | ||||||
| Sample number | 1 | 2 | 3 | 4 | 5 | 6 |
| Flame application time (s) | 15 | 15 | 15 | 15 | 15 | 15 |
| Occurrence of ignition | yes | yes | yes | yes | yes | yes |
| Reaching a flame height of 150 mm above the attachment point | no | no | no | no | no | no |
| Sample behavior during the test | After the flame was applied, the sample began to burn. The sample’s flame died after an average time period of 9 s. Grey smoke emanated from the sample during the burn. The material did not disintegrate or drip. | |||||
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Danihelová, A.; Němec, M.; Gergeľ, T.; Gejdoš, M.; Gordanová, J.; Sčensný, P. Usage of Recycled Technical Textiles as Thermal Insulation and an Acoustic Absorber. Sustainability 2019, 11, 2968. https://doi.org/10.3390/su11102968
Danihelová A, Němec M, Gergeľ T, Gejdoš M, Gordanová J, Sčensný P. Usage of Recycled Technical Textiles as Thermal Insulation and an Acoustic Absorber. Sustainability. 2019; 11(10):2968. https://doi.org/10.3390/su11102968
Chicago/Turabian StyleDanihelová, Anna, Miroslav Němec, Tomáš Gergeľ, Miloš Gejdoš, Janka Gordanová, and Patrik Sčensný. 2019. "Usage of Recycled Technical Textiles as Thermal Insulation and an Acoustic Absorber" Sustainability 11, no. 10: 2968. https://doi.org/10.3390/su11102968
APA StyleDanihelová, A., Němec, M., Gergeľ, T., Gejdoš, M., Gordanová, J., & Sčensný, P. (2019). Usage of Recycled Technical Textiles as Thermal Insulation and an Acoustic Absorber. Sustainability, 11(10), 2968. https://doi.org/10.3390/su11102968