2. Review of Literature and Hypothesis
Given that, in this investigation, only the planning for the implementation of kanban is reported, this stage is divided into other variables that represent it, such as human resources, preliminary analysis, and integration of kanban, as well as the activities prior to the implementation and design of the kanban system, and the operational benefits that are obtained.
2.1. Human Resources
The implementation of kanban is possible with the commitment of senior management, employees, and the involvement of suppliers [
24]. In addition, top management must also create interest in the implementation, and communicate the changes within the organization when implementing kanban [
47].
For the implementation of kanban, a multifunctional team is needed, which must include operators, material handlers, supervisors, material planners, and senior management, who will address the operational and logistical conditions of the kanban system [
33]. In addition, a project leader must be assigned, who is trained in the implementation of the kanban system and has the confidence and support of senior management, as well as the support of the employees [
26]. Together, the kanban system requires the commitment of the supplier in order to provide fast and effective services in the supply of raw materials [
48].
The key to success when implementing kanban is to have clearly defined roles and responsibilities among human resources, but senior management must also ensure that the individual elements support the overall process [
26]. Therefore, the commitment and positive relationship among the employees and senior management fosters an organizational culture that ensures the achievement of its objectives [
17].
In addition, top management must design an adequate forming and training plan that provides knowledge of the advantages that can be obtained from the system that is being implemented, as well as knowledge of its weak points, in order to mitigate its drawbacks [
49]. Therefore, senior management must participate actively in the planning of the training program, as it includes educational, administrative, economic, technical, and total collaboration of the components of the areas to which the program is being designed [
50]. Kanban is an advanced visual control system and depends on the discipline and understanding that has grown since the implementation of 5’s. This tool includes a series of activities to identify problems and eliminate waste, which contributes to errors, defects, and injuries [
26]. This is important, because if the areas involved do not have the discipline to keep the workplace organized, they will not have the discipline necessary to maintain a manual production control system [
51].
2.2. Preliminary Analysis
The kanban system serves as a tool to regulate the material flow pattern that effectively links previous operations with subsequent operations [
35]. These operations can be analyzed through the value stream mapping (VSM) technique, which integrates the flow of materials and information necessary to coordinate the activities carried out by manufacturers, suppliers, and distributors, for the delivery of products to clients [
15].
The current VSM consists of a map that describes the initial conditions of a process and a future status map that defines the improved process [
52]. A current VSM design is made with the original data of the production processes, identifying the times of each workstation; the piece flow map is shown to verify the movement of materials between the workstations, stocks, and metrics, which help to characterize the process and set some goals [
53].
The VSM identifies sources of waste and helps to highlight improvements that can be applied in the production area [
54]. A simulation tool in VSM is necessary in order to predict the inventory level in uncertainties demands, and to observe how the inventory can vary in different scenarios [
55]. The kanban system consists of the control of the transformation and movement of materials, through the use of visual devices such as labels, cards, containers, and signs [
56]. A visual factory creates the communication support between the real process and the employee in the system; therefore, everyone is aware of the conditions of production in real time [
35].
Human resources (managers, leaders, and supervisors) support the standardized process as a multifunctional team allows for aligning efforts and building relationships among co-workers [
57]. The VSM analysis reflects the current situation in the consumption of resources, namely, human, financial, temps, space, team, and so on, and shows a future condition that incorporates the improvements that are still to be made, so that those team members, usually with the help of an experienced facilitator, can identify improvements by questioning the current paradigms and by thinking creatively about how to improve the process [
58]. Knowledge about the handling of materials, space requirements, and machinery is essential. A deficiency or lack of information results in a problem in the production rate, where operators must devote time to look for, wait, verify, and re-establish the work, thus producing a significant operational obstacle [
59].
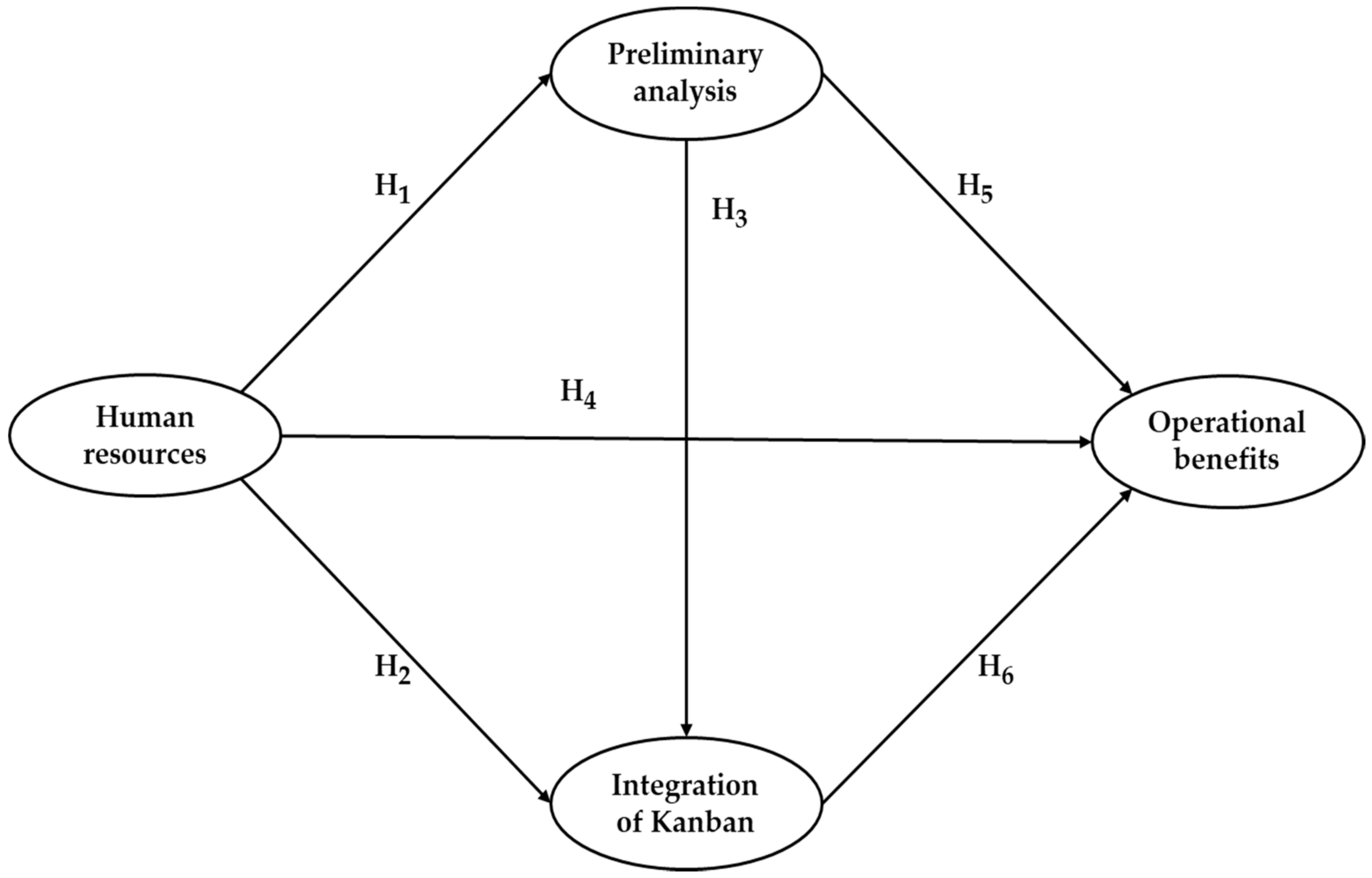
However, it is human resources, with their capabilities and abilities that perform the analysis of the environment and of the situation that the productive systems have; therefore, the following hypothesis is proposed:
Hypothesis 1 (H1). Human resources and their abilities and skills have a direct and positive effect on the Preliminary analysis of the productive system during the planning process of the kanban system.
2.3. Integration of Kanban
Kanban is known as a pull-type production control system [
60]. This type of system achieves lower inventories and shorter production times than push systems [
44].
In the pull system, the flow of material is replaced in the process at the same rate that it is consumed [
25]. In addition, the process manufactures pieces only when the next process removes the pieces, performing the effect of pulling the parts only when necessary [
26]; this communication between the processes is given through kanban [
34]. For the design of the material flow, three criteria are considered, namely, the distance of the process, the method of operation, and the method to convey the information to determine the waiting point of the kanban in the flow [
35].
The kanban team must manage the implementation by using a project calendar that describes the typical tasks, the sequence, and the duration; in addition, these must be adapted to the needs of the company [
26], so a timeline and a budget for implementation should be included [
33]. Likewise, a cost-benefit analysis is useful in the implementation of kanban [
34], and a pilot area should be selected to demonstrate and evaluate the capabilities of kanban and the initial acceptance by the members of the company [
61].
In addition, the kanban team should consider parameters such as the demand rate and processing time [
62] in order to select the product where the implementation will begin, considering the volume of the components that are necessary for its manufacture [
63]. The analysis by ABC is also taken into account, so as to estimate the costs of manufacturing the product [
64] and the economic order quantity (EOQ) to produce a certain quantity of product, which minimizes the costs in the order size while the shortage situation is solved [
33].
In the integration of kanban, the programming team will have regular meetings to evaluate the workflow and to determine whether the materials between the activities and the inventory limits should be modified [
65]. Kanban principles include the following: visualizing workflow, limiting work in process (WIP), making explanatory policies, and recognizing process improvement opportunities [
66]. Therefore, it is observed that the skills and abilities of human resources are responsible for carrying out the integration of kanban, so the following hypothesis is proposed:
Hypothesis 2 (H2). The skills and abilities of human resources have a direct and positive effect on the integration of kanban in the planning process.
However, depending on the state of the production systems, which is determined by the preliminary analysis, the integration of kanban is planned with the other lean tools, methodologies, and techniques that are already established. One of these analyses refers to the cost-benefit of the changes proposed in the future status map, when applying the kanban technique [
53], so the next hypothesis is proposed as follows:
Hypothesis 3 (H3). The preliminary analysis of the productive system has a direct and positive effect on the integration of kanban in the planning process of it.
2.4. Operating Benefits
The main benefits of implementing the kanban system are divided into two, namely the precision benefits, where the kanban system is a mechanism to manage and control the flow of material, emphasizing the minimum level of inventory through the provision of the correct parts, in the right amount and at the right time [
35]; and, on the other hand, the economic benefits, which are reflected by reducing the delivery time, transportation, reprocessing, and defects [
26], as well as by increasing the flexibility [
67].
By implementing a kanban system, the workers are directly involved in the transformation, causing an increase in participation, commitment, and communication [
68]. In addition, kanban reduces the need for labor to track the demand and inventory in the organization, therefore improving the communication with the supplier [
69]. Based on the above, the following hypothesis is put forward:
Hypothesis 4 (H4). The capabilities and abilities of human resources have a direct and positive effect on the operational benefits obtained when implementing the kanban system.
VSM allows for improvements through kanban by identifying the problems of production flow, inventory synchronization, and material flow between the production operations [
53,
70]. In addition, it minimizes the excessive movement of workers and allows for the easy identification of parts in the process [
71]. However, the cost-benefit analysis that is done at the beginning is what allows us to identify the current situation and plan the benefits obtained, so the following hypothesis is proposed:
Hypothesis 5 (H5). The preliminary analysis of the productive system has a direct and positive effect on the operating benefits obtained when planning the implementation of the kanban system.
By integrating the pull system through the kanban cards, the inventory in the process is reduced and the cycle time is minimized; furthermore, the input of raw material becomes shorter, so that the creation of a defect is detected early, resulting in improvements in quality [
72]. Likewise, an optimal inventory level decreases the product delivery times by effectively using resources such as people, machines, and so on [
15], where the end result is a more efficient system with lower costs [
73]. The above shows that kanban is not a system that operates in isolation in the production system, but that it must be integrated with the techniques and tools that have already been established, where it must offer and receive support for its proper execution, so the following hypothesis is proposed:
Hypothesis 6 (H6). The integration of kanban in the productive system, with other techniques and tools already applied, has a direct and positive effect on the operational benefits obtained.
A graphical representation of the hypotheses above is illustrated in
Figure 1.
3. Methodology
The methodology for this research is based on the analysis of data, which are explained in the following paragraphs.
3.1. Construction of the Questionnaire
A literature review is conducted to identify kanban’s Critical Success Factors (CSFs) and their benefits. There are 43 activities and 11 benefits identified in the implementation of the kanban system. With them, the questionnaire is divided into five sections. The first section includes the demographic data of the company and the general data of the respondent. The next section includes the 22 items corresponding to the planning stage; then, the eight items associated with the implementation; then, the control section with six items; and, finally, the section with the benefits obtained, with 11 items included. In the same way, the 43 activities of the questionnaire were divided into seven latent variables, and the 11 benefits formed two latent variables.
However, only the items that make up the planning stage have been analyzed in this investigation, which have been identified from a literature review, as indicated below.
For the latent variable human resources, composed of eight items identified in the literature, illustrated in
Table 2, the most important thing is the application of the 5’s technique and to assign responsibilities as it has nineteen references.
For the preliminary analysis of the productive system, integrated by eight items, shown in
Table 3, it is observed that, according to the literature review, the most important thing concerning this variable is the analysis of the demand, the handling of material, and the kanban flow diagram.
For the variable integration of kanban, which is integrated by six items, shown in
Table 4, the most important thing is the kanban schedule, the pull system, and cost-benefit analysis.
For the variable operational benefits, which is composed of 11 items, shown in
Table 5, it is observed that the most important benefit is to minimize the inventories and achieve a greater accuracy of orders.
These items are integrated into a questionnaire, which must be answered by using the Likert scale, which includes values between 1 and 5 [
78]. The values of the scale are shown in
Table 6, and answers the following questions: “How important are the following activities during the implementation of the kanban system?”, and with respect to the benefits, “What is the level of benefit obtained after implementing the kanban system?”
3.2. Application of the Questionnaire
The application of the questionnaire is developed through the database of the National Statistical Directory of Economic Units (DENUE, for its acronym in Spanish), belonging to the National Institute of Statistics and Geography (INEGI, for its acronym in Spanish), from which the manufacturing companies with more than 30 employees (all of them in the state of Baja California, Mexico) were identified. The consultation took place in October 2016, and it should be mentioned that the municipality of Playas de Rosarito was not considered, because it had only 10 companies registered with the described characteristics.
Three different strategies were used for the application of the questionnaire; one of them was to electronically send the data obtained from DENUE. Another strategy that was used was sending through the support of associations such as the National Chamber of the Transformation Industry (CANACINTRA, for its acronym in Spanish) and the National Chamber of Commerce (CANACO, for its acronym in Spanish). In-person visits were also made to the companies to inform them about the interest of the investigation, by physically leaving the survey and collecting the results in the following days. For the questionnaires that were answered electronically, the Google Drive Forms application was used, and the physically applied ones were captured manually.
3.3. Creation and Debugging of the Database
With the information from the questionnaires, a database was designed in the SPSS 23
® software. This software was used for the debugging of the data, identifying the questionnaires with duplicate answers, and identifying the lost values and replacing them with the median [
79,
80,
81].
Once the database was been debugged, two types of analysis were performed in the same software, namely a descriptive analysis of the data and a reliability analysis of the latent variables to detect the underlying variables, which are described in the following paragraphs.
3.4. Descriptive Analysis of the Sample and Items
The descriptive analysis of the sample was done through tables to appreciate the behavior of the data and to represent the information in an orderly manner, in a categorical way, and to quickly identify characteristics in the behavior of the data [
82,
83]. This analysis is done with the use of demographic information.
In the analysis of the items, the median is used as a measure of the central tendency, given that the data were obtained on an ordinal scale. High values of the median indicate that this activity is very important for the respondents, or that the benefit is always obtained, while low values indicate that this activity is not important for the respondent or that the benefit is not obtained. As a measure of dispersion, the interquartile range (IR) was used, which is the difference between the third and first quartile, where the high values indicate a lower consensus among the respondents, and the low values indicate a consensus among them in relation to an activity or benefit.
3.5. Validation of Latent Variables
Several indexes were used to validate the latent variables that are integrated into the model, among which are the following:
The Cronbach’s alpha index for internal validity and content. Values greater than 0.70 [
84,
85,
86,
87] are accepted.
The composite reliability coefficient is also known as the Rho coefficient of Dillon–Goldstein [
88]. It is an alternative reliability measure and measures the internal validity of the content. Values greater than 0.7 are accepted [
89].
The average variances extracted (AVE) is used in the evaluation of discriminant validity, and values greater than 0.5 are accepted [
89].
Full collinearity variance inflation factors (VIF) are provided to measure global collinearity, and values less than 3.3 are preferred [
89].
The adjusted R-squared and R-squared coefficient reflect the percentage of variance explained and measure the parametric predictive validity, and values greater than 0.02 are preferred [
89].
The Q-squared coefficient is used as a non-parametric measure of predictive validity. It is often similar in value to the measure of R-squared. If its value is greater than zero, then it is considered a good validity [
89].
3.6. Model Evaluation
To evaluate the model of the structural equations of
Figure 1, the partial least squares regression technique was used, since it has been used in similar works [
90,
91,
92,
93,
94].
According Lomax and Schumacker [
95], structural equation modeling is becoming popular because researchers are becoming more aware of the need to use multiple observed variables, as the use of a small number of variables to understand complex phenomena is limiting, and greater recognition is given to the validity and the reliability of the observed scores from the measurement instruments. Thus, it increases the ability to analyze more advanced theoretical SEM models, with the interaction terms included so that the main effects and interaction effects can be tested.
On the other hand, limitations of the structural equation model, presented by Ruiz, et al. [
96], are as follows: It is questioned whether the conceptually central models lack significant effect, because a model with a good fit does not exclude that there may be other tentative models that can also be well adjusted to the data, because of the theoretical model with all of the parameters and variables proposed, as well as the final model which only contains the different parameters of zero and the variables with statistical effect significant. This type of model supports few variables (10–20) and recommends estimates with larger samples of up to 100 subjects. The abuse of adjustment and readjustment of the possible theoretical relationships, including and excluding the effects and variables, makes it advisable to maintain a certain skepticism when a study does not report in detail the manipulations that have suffered the data and the model. One should not use categorical variables, however, we have frequently used questions in the format of the ordinal Likert-type questionaire, in order to measure the subject in a manner that involves them responding at their own ease [
97]. Specific applications are applied in Vinodh and Joy [
98], with the purpose of analyzing lean manufacturing practices and identifying the critical factors for their implementation in different companies of Tamil, India. It was also used by Youssef, et al. [
99], for the purpose of examining the relationship between the intensity levels of the JIT practices and the manufacturing flexibility, based on more than 212 manufacturing companies in three industry sectors in the United States of America. In Ciudad Juárez, Chihuahua, México, this technique has been used in studies by García-Alcaraz, et al. [
100], where 31 advantages or benefits in the JIT implementation integrated to four dimensions are analyzed, namely, the human resources, production process, inventory management, and economic performance of the companies.
3.7. Evaluation of the SEM Model
The SEM model was designed based on the variables that were validated for the planning stage, and the specialized software for SEM, called WarpPLS 5.0
®, was used. This software uses algorithms based on partial least squares regression (PLS), which is recommended for small samples [
89].
3.8. Validation of the Model and Its Effects
To evaluate the SEM, three quality and global adjustment indexes were obtained, which are as follows: average path coefficient (APC), the average R-squared (ARS), and the inflation factor of the average variance of blocks (AVIF). For the APC and ARS, the values of
p were analyzed to determine the efficiency of the model, and to establish a cut-off value of
p ≤ 0.05. The null hypothesis that was tested was that APC and ARS were equal to zero, contrary to the alternative hypothesis, where APC and ARS were different from zero. The AVIF index measure the collinearity phenomenon among the underlying variables, and the ideal value is less than 3.3; however, 5 is the maximum acceptable value [
89].
In the model of
Figure 1, three types of effects were evaluated among the variables, as follows:
The direct effects that represent the hypotheses proposed. The null hypothesis is tested, where the value of β = 0, versus the alternative hypothesis where β ≠ 0. Logically, for a relationship between the latent variables to be statistically significant, the regression parameter must be different from zero. It is important to mention that the statistical tests were performed with 95% confidence, so the p values that were associated with the regression parameters must be less than 0.05.
The indirect effects, which make use of mediating variables, have two or more segments. This analysis is important, as many times, the direct effects between the variables are statistically not significant, but the indirect effects are.
The total effects represent the sum of the direct and indirect effects. In the same way, use is made of the sizes of the effects to decompose the values of the R-squared method, and to be able to determine the independent variables with a greater predictive power in the latent dependent variable.
5. Conclusions and Industrial Implications
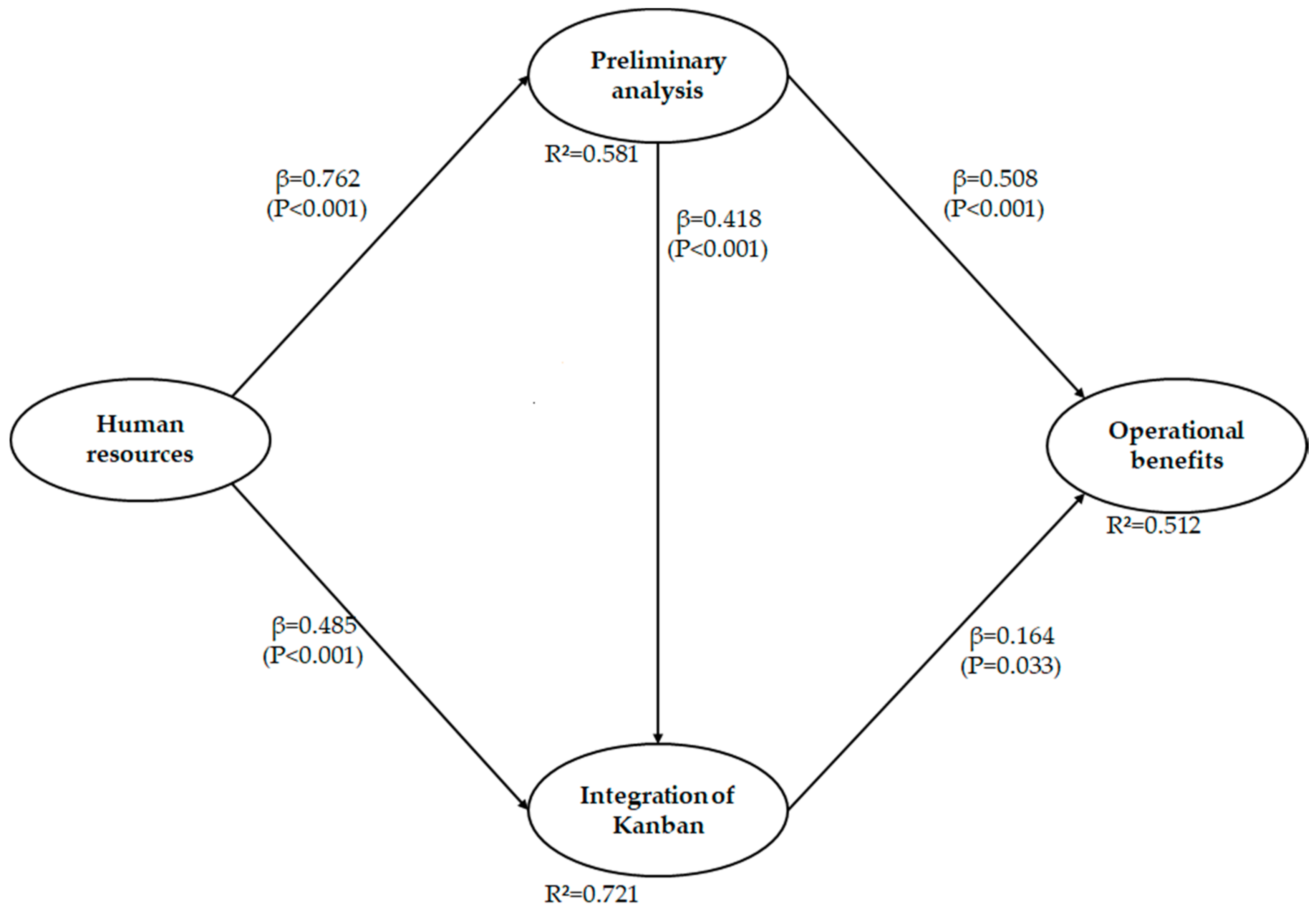
With the obtained results, the objective of quantifying the impact of the relationships between the planning activities and the obtained benefits is achieved. The
Figure 3 shows the proposed final model eliminating the H
4 hypothesis, which represents the relationship between human resources and operating benefits, because it is statistically not significant.
Also,
Table 16 shows a summary of the six hypotheses proposed, with which it can be concluded that, in this work, it was found that the manufacturing companies in Baja California, Mexico, should pay attention to the kanban planning activities, as they affect the operational benefits that are obtained, that is, planning plays a very important role for the implementation of kanban in an organization, as it allows one to foresee the best possible implementation scenarios and the previous tools that should be considered, as well as the proper use of resources in order to achieve a successful implementation.
Within the planning of the kanban system, it was found that human resources directly affect the preliminary analysis, which implies that management must train and commit their work team; invest in hard training staff to manage, schedule, and monitor the kanban; and it must be able to perform a demand analysis to respond to market fluctuations. They must also be trained in previous tools, such as 5’s and VSM, giving greater confidence so as to solve the existing needs of the productive processes.
It was also found that the human resources variable directly affects the integration of kanban variable through the implementation of the pull system and the scheduling of activities that must be carried out by the work team.
Regarding the operational benefits, it was found that the preliminary analysis is the variable that most affects the elimination of waste, obtaining the reduction of inventory costs, flexibility, predictability in orders, reduction of time waiting, and improvements in the process, propitiating a competitive advantage for the organization. In the same sense, it was found that the company must take into account the variable of integration of kanban, as it directly affects the operational benefits, which means that the cost-benefit analysis promotes the best use of resources during the implementation.
Although the results indicate that the company must take into account that the variable human resources does not directly affect the operational benefits, it is observed that there are strong indirect effects on the variables of preliminary analysis and integration of kanban, which indicates that, if no in depth analysis is made of the productive system, and without a holistic and integrating vision being held by the company’s personnel, the results obtained cannot be guaranteed.
On the other hand, regarding sustainable impact, Faulkner and Badurdeen [
102] mention that sustainability is the ability to maintain the benefits expected by shareholders, to manufacture without harming the environment, and to improve the quality of life of the interested parties. Elkington [
103] also defines sustainability as the balance of the economic, social, and environmental dimensions, mentioned by Helleno, et al. [
104] as the concept of triple bottom line (TBL).
Thus, the economic sustainability points to the decision making in the present, which will make the company prosper in the future [
105]. In this sense, the reduction of the WIP level can be obtained by balancing the time and the efficiency of the operations when implementing kanban systems [
104]. In addition, kanban can be applied to the management of the environment, which allows an efficient flow of materials, a shortened delivery time, and a minimum waste of time [
106,
107,
108].
Therefore, based on the results of the model, it is recommended that before starting a kanban system implementation program, the planning stage should be established, and that within it, the integration between human resources and the variable of preliminary analysis should be encouraged, as well as human resources and the integration of kanban, as they are the strongest relationships that have been found for the successful and sustainable implementation of the kanban system. Supporting the idea that the cultural change of the company should be promoted, should be done by focusing on continuous improvement, as suggested by (Bortolotti, Boscari and Danese [
46], García, et al. [
109]).


 ,
, 







{kind=link}
{kind=link}
{kind=link}